Application of the Finite Element Method to the Incremental Forming of Polymer Sheets: The Thermomechanical Coupled Model and Experimental Validations


Abstract
:1. Introduction
2. Numerical Simulations
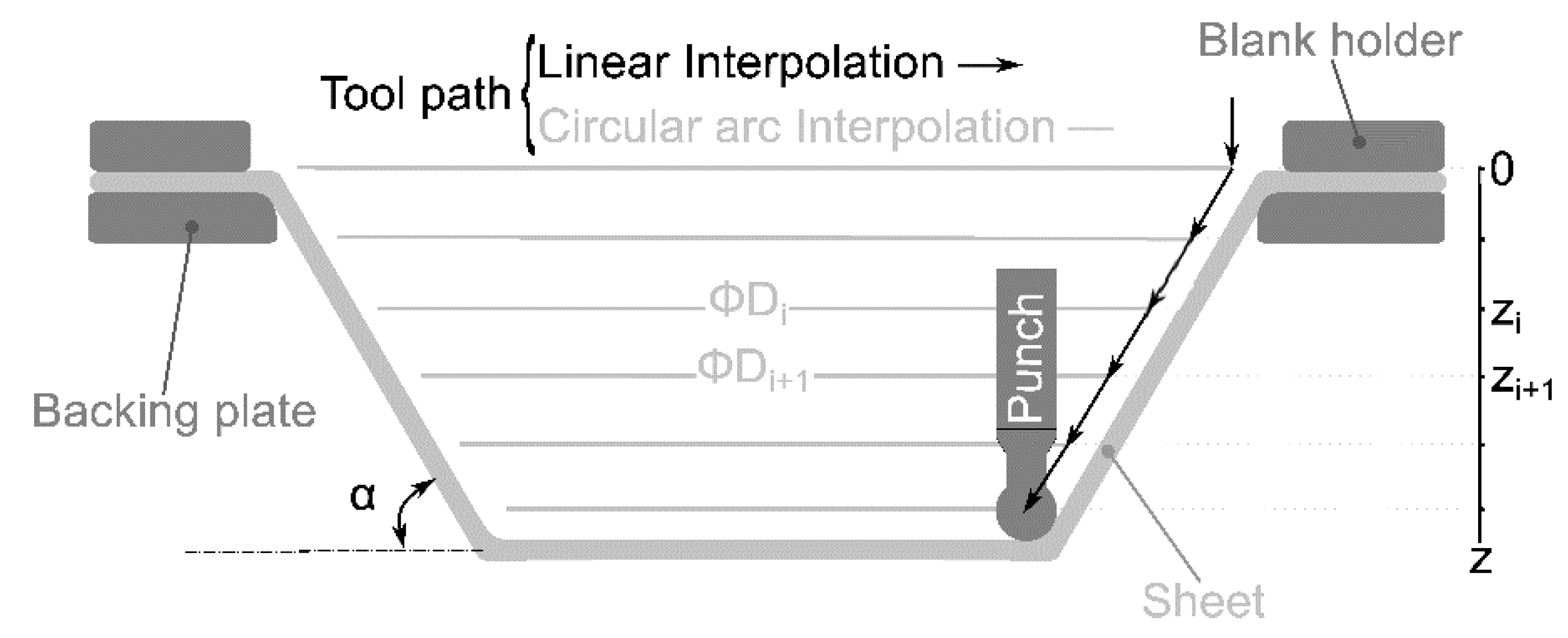
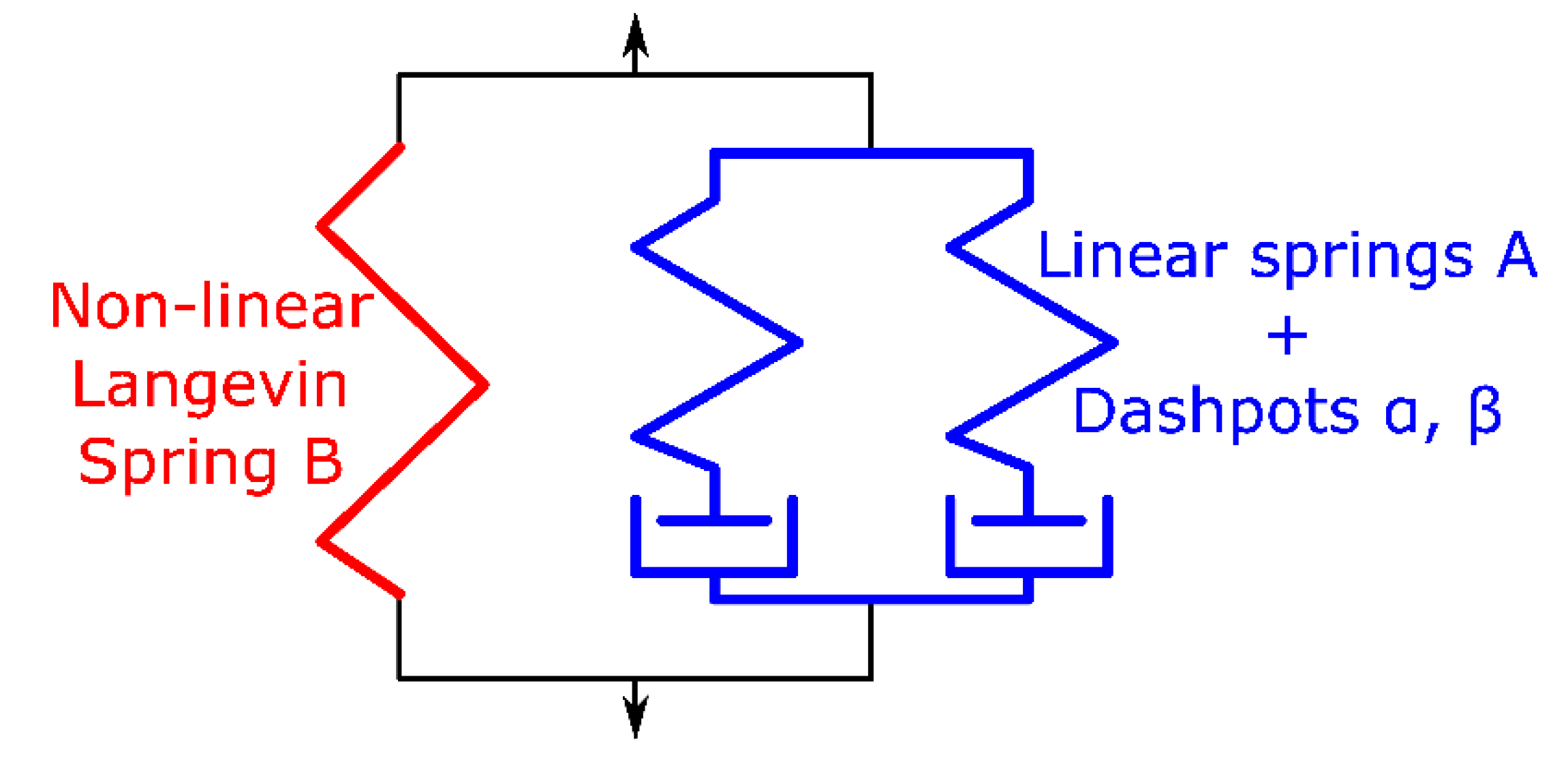
2.1. Thermomechanical Model
2.2. Material Model
2.3. Thermal Simulation
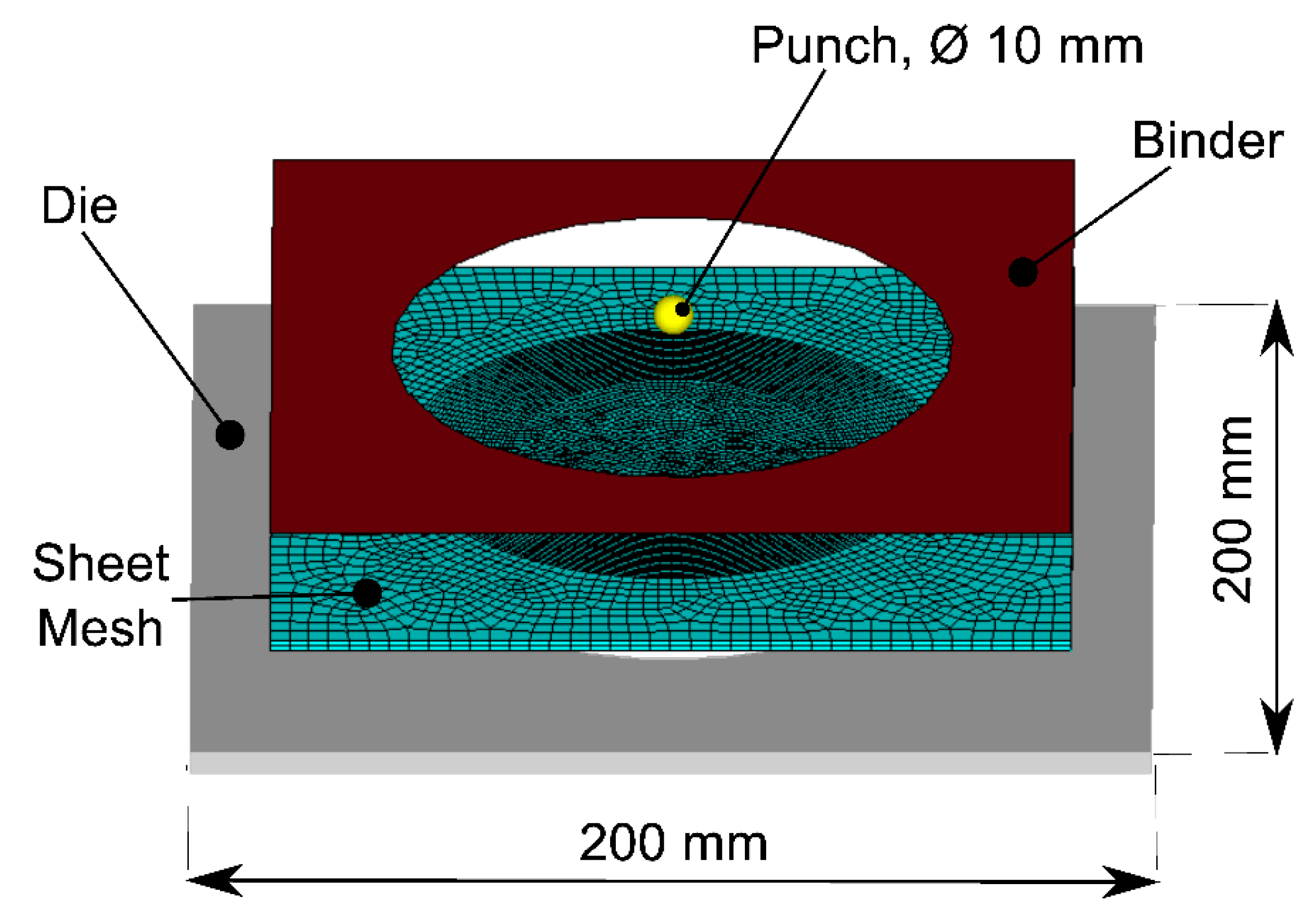
2.4. Numerical Tests
3. Experimental SPIF Tests
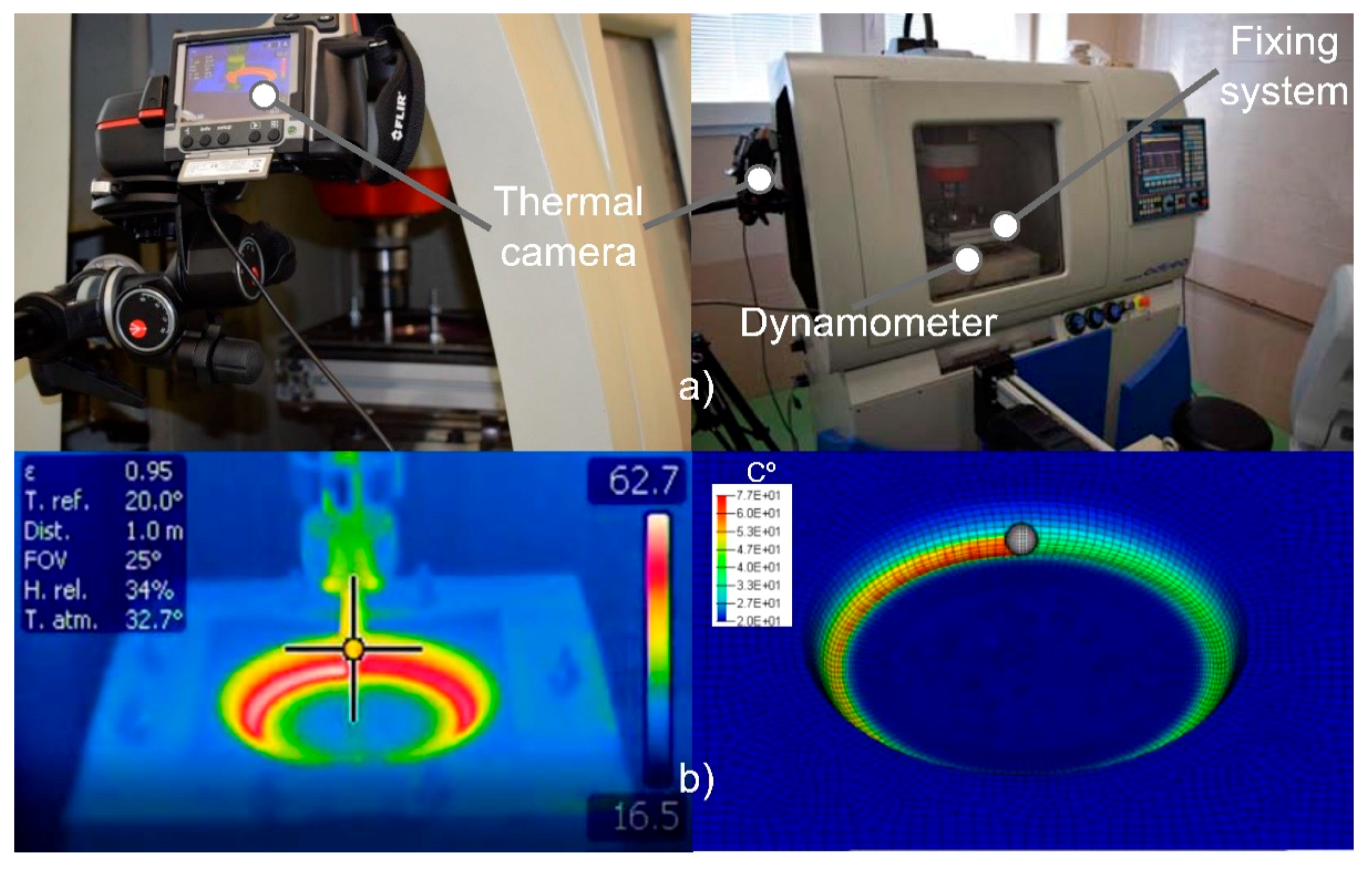
3.1. Experimental Setup
3.2. Experimental Tests
3.3. Error Estimation
4. Results and Discussion
4.1. Effect of Numerical Model Parameters
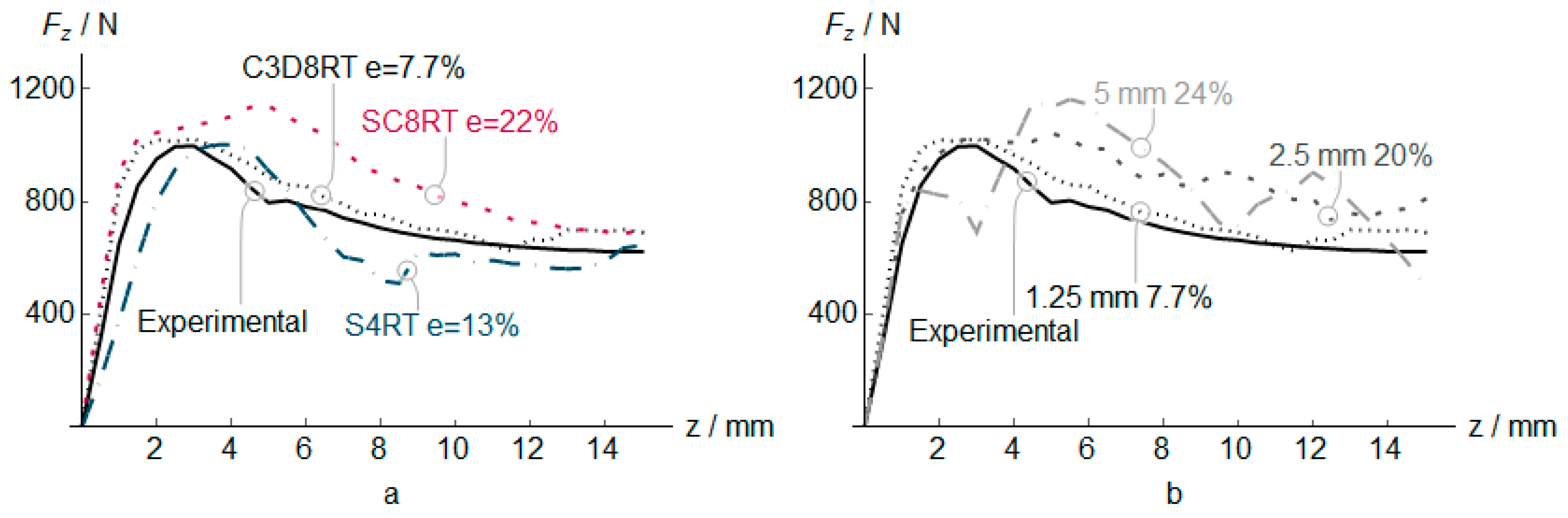
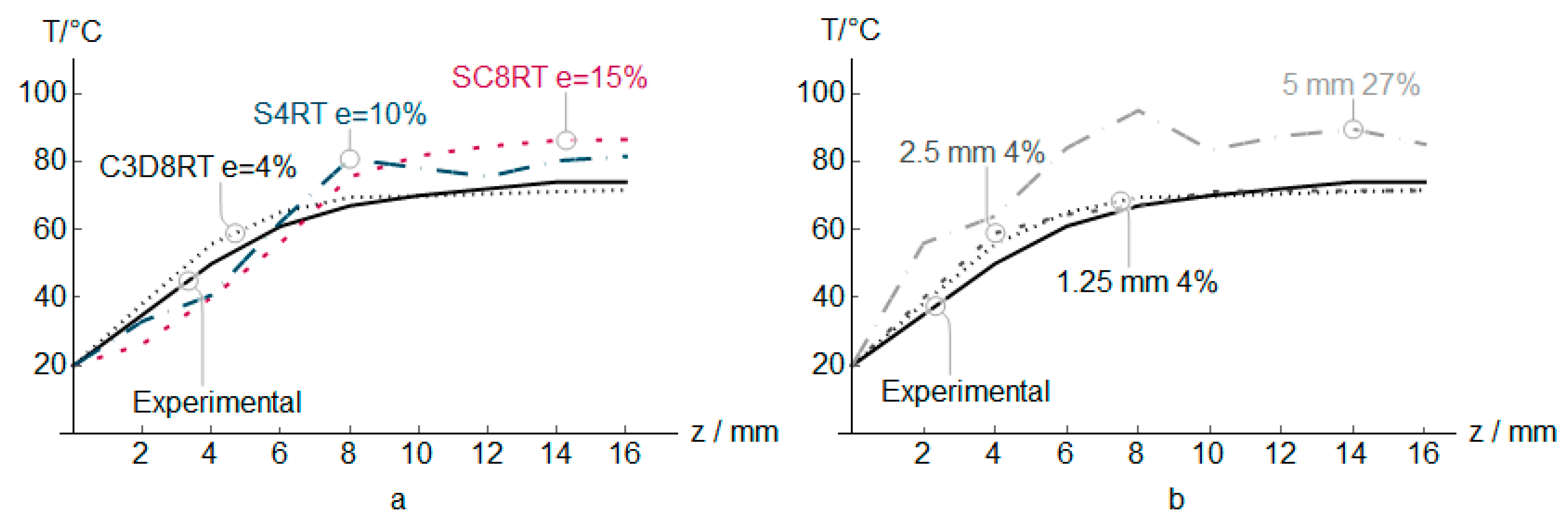
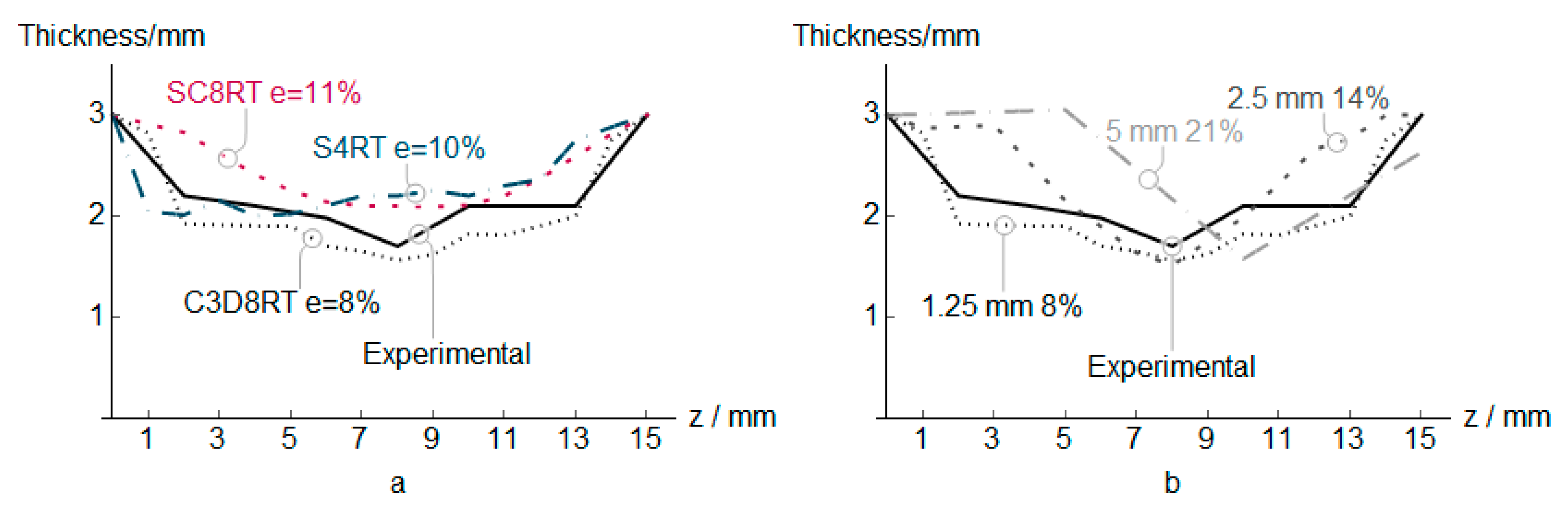
4.1.1. Element Type and Size
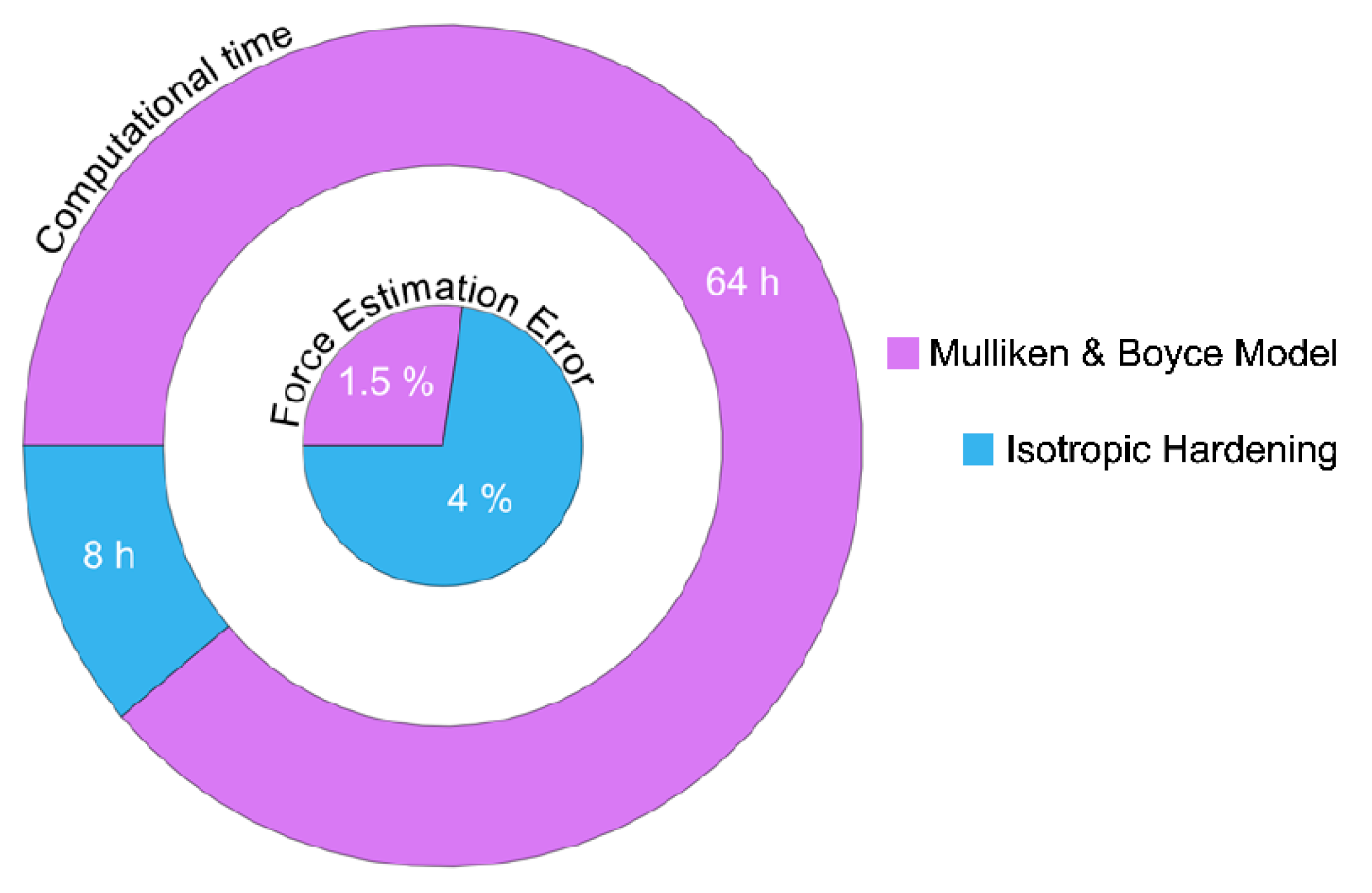
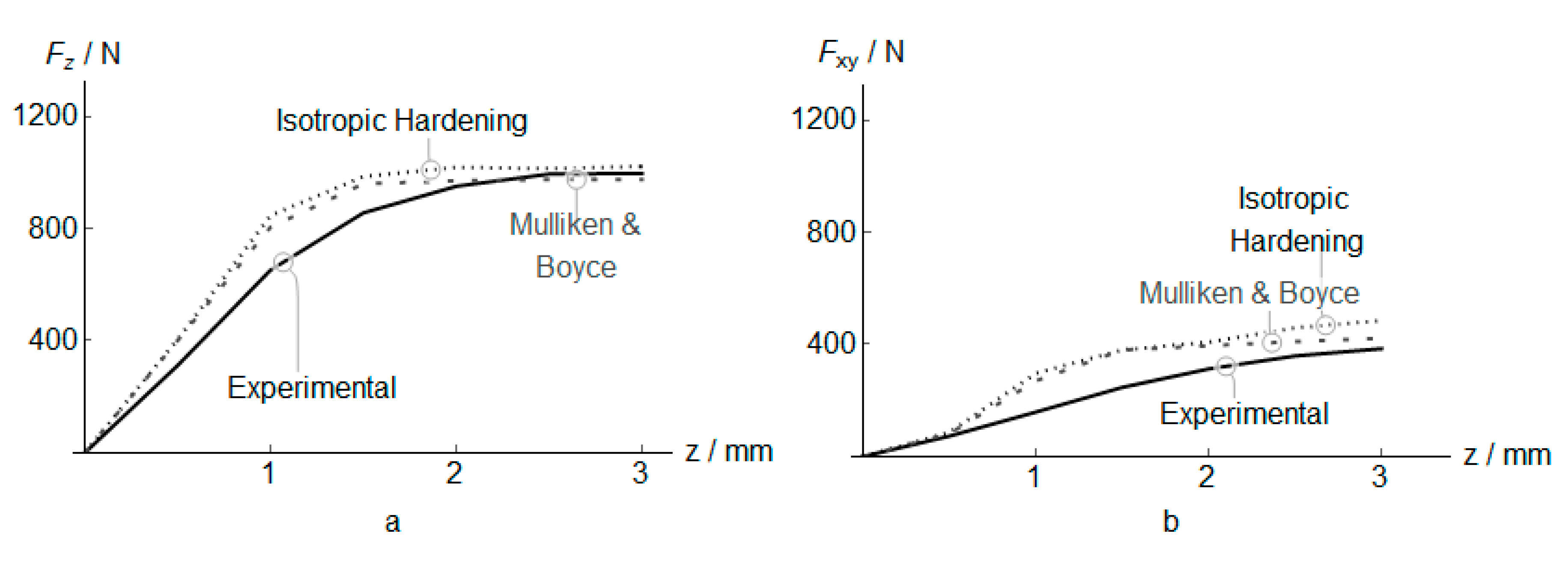
4.1.2. Effect of Material Model
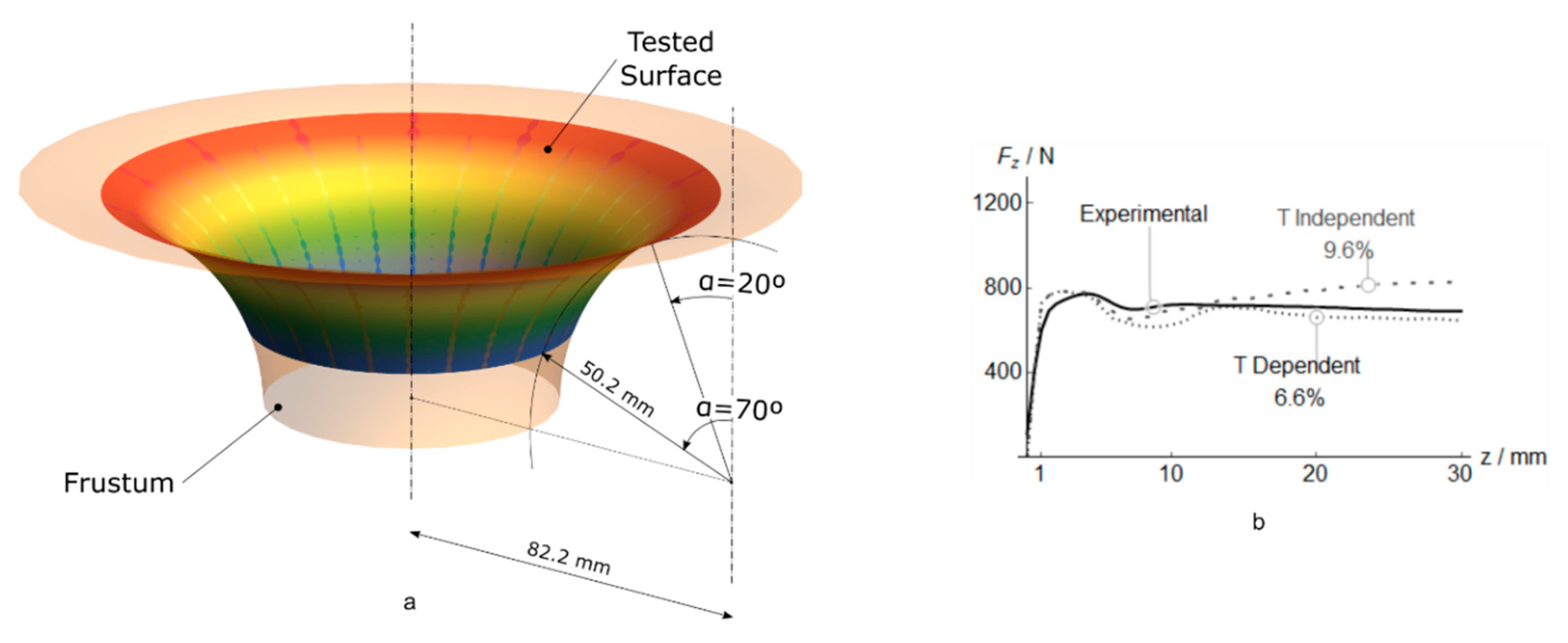
4.2. Validation Tests
5. Conclusions
- This model is an improvement in the analysis of SPIF with glassy and amorphous polymers using FEM. It is possible to simulate complex geometries with a reduced error avoiding rheological material models that require a large number of material parameters. The proposed model obtains a reduced error (e < 11% for vertical forces) with a viable computational time (8 h up to z = 3 mm).
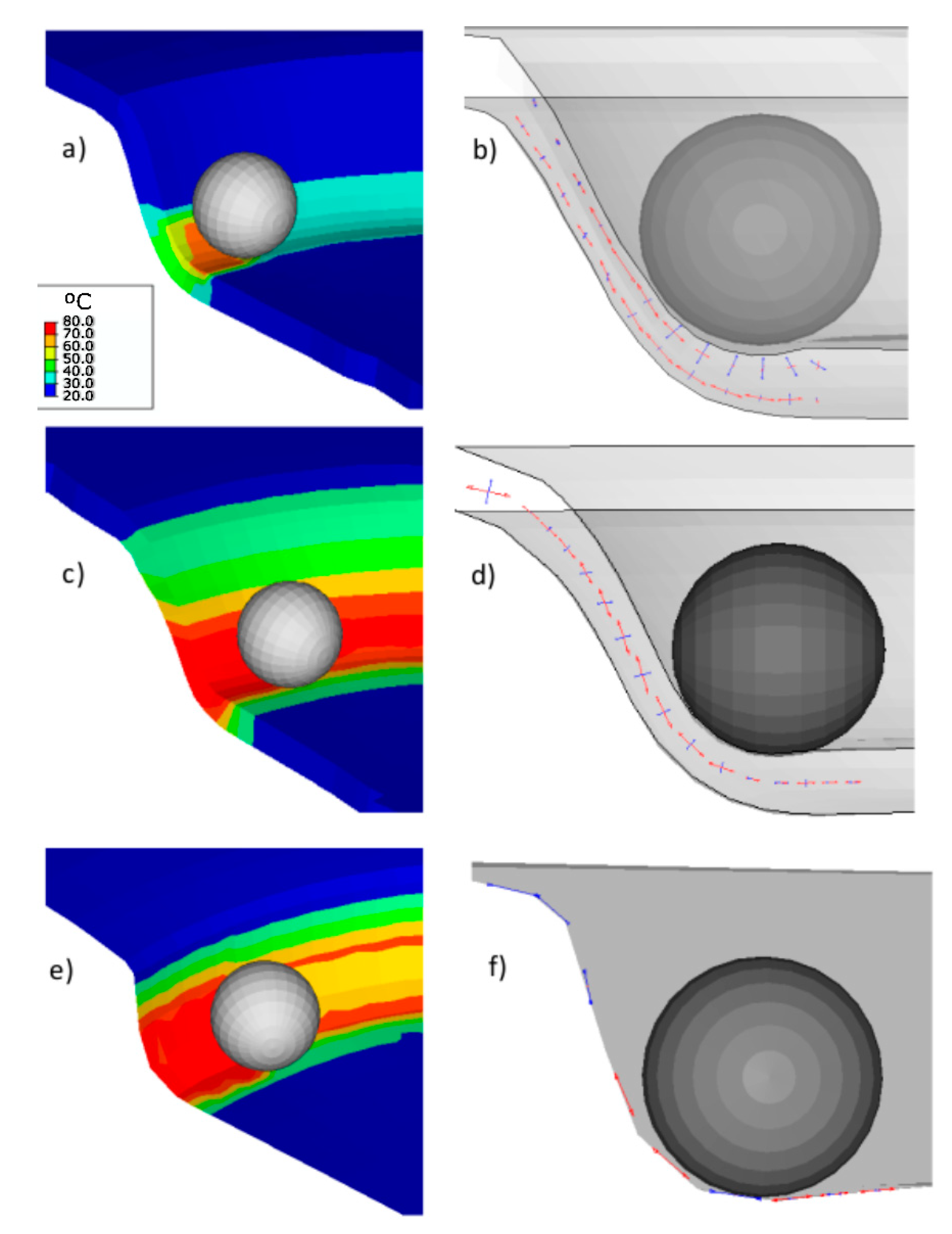
- The element type plays a highlighted role in the prediction of material behavior. 3D solid elements capture the indentation effects in the contact area between the punch and the sheet, the increase of temperatures generated, and the final shape with excellent agreement between numerical and experimental results.
- The element length should be taken into consideration. The computational time is an important issue that needs to be evaluated. Larges elements reduce the computational time dramatically, generating a higher error in the reaction forces and final shapes prediction.
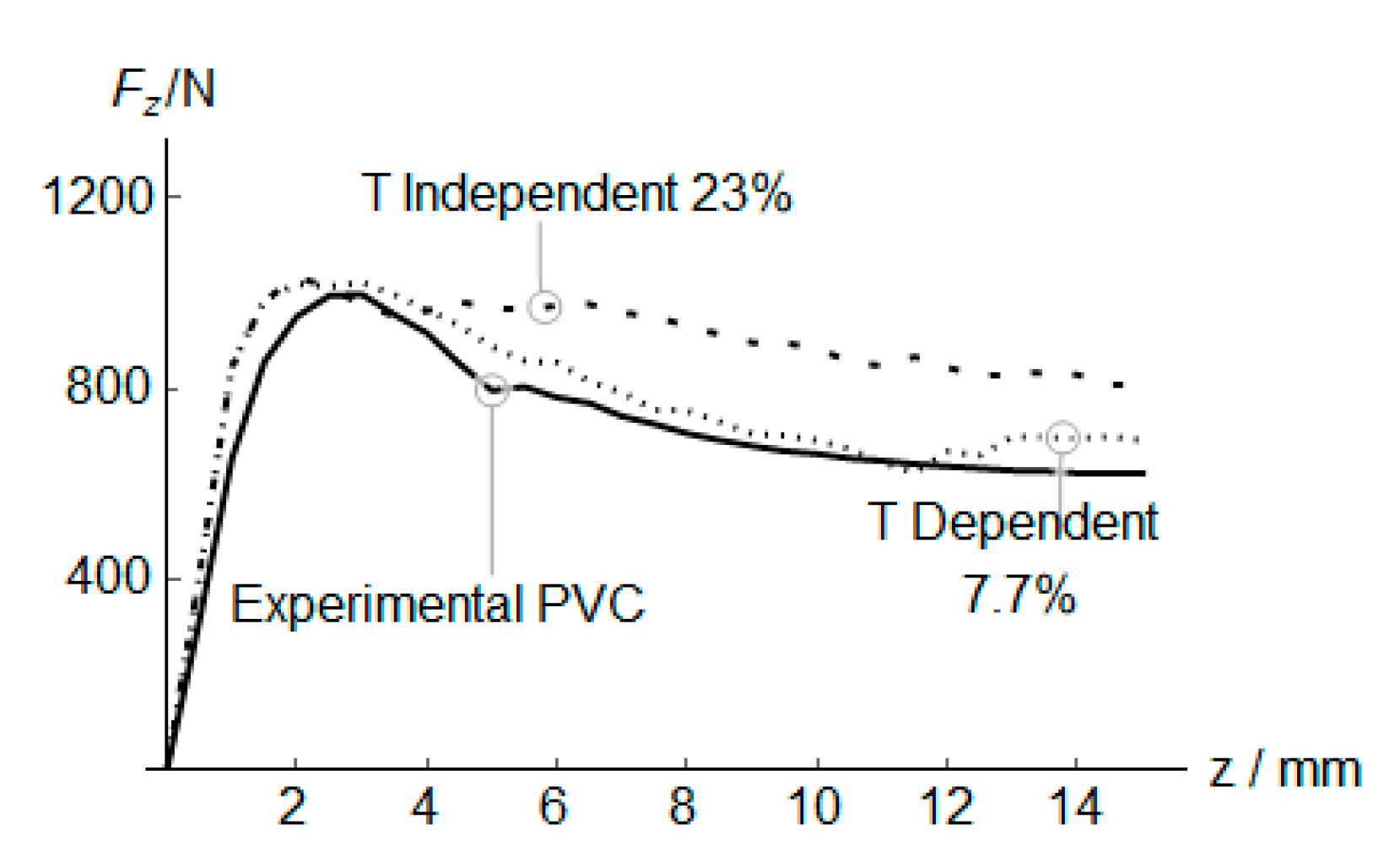
- The results point to the likelihood that the method proposed can be applied to all glassy and amorphous polymers in SPIF applications, considering the results presented using PVC and PC thermoplastic. The evidence from this study suggests the application of temperature-dependence material in the simulation of SPIF of the abovementioned polymers with considerable thermal conductance.
- The method can simulate all thermoplastics, but low strength materials such as HDPE undergoes low Fxy forces, developing low material temperature during the forming process that reduces the influence of the proposed method.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| b | Change rate of σ0 |
| Deviatoric part of the isochoric left Cauchy-Green tensor (MPa) | |
| cp | Specific heat (kJ/kg·K) |
| Rubbery modulus (MPa) | |
| D | Punch diameter (mm) |
| e | Approximation error |
| fi | Predictions |
| Fz | Vertical force (N) |
| Fxy | In-plane force (N) |
| Softening slope (MPa) | |
| kt | Thermal conductance (W/m·K) |
| Langevin function | |
| n | Chain density (polymer chains per unit volume) |
| Limiting chain extensibility | |
| p | Pressure (MPa) |
| Q∞ | Maximum σ0 (MPa) |
| Athermal shear strength (MPa) | |
| T | Temperature (°C) |
| yi | Experimental measurements |
| z | Incremental depth (mm) |
| Greek symbols | |
| α | Cone wall angle (°) |
| Pressure coefficient | |
| Shear strain rate in the viscoplastic dashpot (1/s) | |
| Pre-exponential factor proportional to the attempt frequency (1/s) | |
| Activation energy (J) | |
| εe | Total strain |
| εpl | Equivalent plastic strain |
| εult | Ultimate strain |
| E | Young’s modulus (MPa) |
| Ej | Temperature rate dependent Young’s modulus (MPa) |
| k | Boltzmann’s constant (J/K) |
| Stretch on a chain in the eight-chain networks (MPa) | |
| μ | Mean absolute experimental value |
| Shear modulus (MPa) | |
| Poisson´s ratio | |
| Total stress in the polymer (MPa) | |
| Stress response in the non-linear Langevin spring (MPa) | |
| Stress in the linear elastic spring (MPa) | |
| σ0 | Size change of the yield surface (MPa) |
| σ0 | Yield stress at zero plastic strain (MPa) |
| σult | Ultimate strength (MPa) |
| σy | Yield stress (MPa) |
| Shear stress (MPa) | |
| ψ | Thermal contact conductance (W/m2·K) |
Abbreviations
| FFLD | Fracture Forming Limit Diagrams |
| HDPE | High Density Polyethylene |
| ISF | Incremental Sheet Forming |
| MAE | Mean Absolute Error |
| MB | Rheological model proposed by Mulliken and Boyce (2006) |
| PA | Polyamide |
| PC | Polycarbonate |
| POM | Polyoxymethylene |
| PVC | Polyvinyl Chloride |
| SPIF | Single Point Incremental Forming |
| WAPE | Weighted Absolute Percentage Error |
References
- Leszak, E. Apparatus and Process for Incremental Dieless Forming. US Patent US 3342051A1, 19 September 1967. [Google Scholar]
- Gatea, S.; Ou, H.; McCartney, G. Review on the influence of process parameters in incremental sheet forming. Int. J. Adv. Manuf. Technol. 2016, 87, 479–499. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Chen, X.; Liu, Z.; Sun, J.; Li, F.; Li, J.; Zhao, G. A review on the recent development of incremental sheet-forming process. Int. J. Adv. Manuf. Technol. 2017, 92, 2439–2462. [Google Scholar] [CrossRef]
- Behera, A.K.; de Sousa, R.A.; Ingarao, G.; Oleksik, V. Single point incremental forming: An assessment of the progress and technology trends from 2005 to 2015. J. Manuf. Process. 2017, 27, 37–62. [Google Scholar] [CrossRef] [Green Version]
- McAnulty, T.; Jeswiet, J.; Doolan, M. Formability in single point incremental forming: A comparative analysis of the state of the art. CIRP J. Manuf. Sci. Technol. 2017, 16, 43–54. [Google Scholar] [CrossRef]
- Franzen, V.; Kwiatkowski, L.; Martins, P.; Tekkaya, A. Single point incremental forming of PVC. J. Mater. Process. Technol. 2009, 209, 462–469. [Google Scholar] [CrossRef]
- Le, V.; Ghiotti, A.; Lucchetta, G. Preliminary studies on single point incremental forming for thermoplastic materials. Int. J. Mater. Form. 2008, 1, 1179–1182. [Google Scholar] [CrossRef]
- Martins, P.; Kwiatkowski, L.; Franzen, V.; Tekkaya, A.; Kleiner, M. Single point incremental forming of polymers. CIRP annals 2009, 58, 229–232. [Google Scholar] [CrossRef] [Green Version]
- Marques, T.A.; Silva, M.B.; Martins, P. On the potential of single point incremental forming of sheet polymer parts. Int. J. Adv. Manuf. Technol. 2012, 60, 75–86. [Google Scholar] [CrossRef]
- Silva, M.; Alves, L.; Martins, P. Single point incremental forming of PVC: Experimental findings and theoretical interpretation. Eur. J. Mech. A-Solids 2010, 29, 557–566. [Google Scholar] [CrossRef]
- Bagudanch, I.; Garcia-Romeu, M.; Centeno, G.; Elías-Zúñiga, A.; Ciurana, J. Forming force and temperature effects on single point incremental forming of polyvinylchloride. J. Mater. Process. Technol. 2015, 219, 221–229. [Google Scholar] [CrossRef]
- Medina-Sanchez, G.; Garcia-Collado, A.; Carou, D.; Dorado-Vicente, R. Force Prediction for Incremental Forming of Polymer Sheets. Materials 2018, 11, 1597. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ortiz-Hernández, R.; Ulloa-Castillo, N.A.; Diabb-Zavala, J.M.; Estrada-De La Vega, A.; Islas-Urbano, J.; Villela-Castrejón, J.; Elías-Zúñiga, A. Advances in the Processing of UHMWPE-TiO2 to Manufacture Medical Prostheses via SPIF. Polymers 2019, 11, 2022. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Borić, A.; Kalendová, A.; Urbanek, M.; Pepelnjak, T. Characterisation of Polyamide (PA)12 Nanocomposites with Montmorillonite (MMT) Filler Clay Used for the Incremental Forming of Sheets. Polymers 2019, 11, 1248. [Google Scholar] [CrossRef] [PubMed]
- Bergström, J.; Boyce, M. Constitutive modeling of the large strain time-dependent behavior of elastomers. J. Mech. Phys. Solids 1998, 46, 931–954. [Google Scholar] [CrossRef]
- Yonan, S.A.; Soyarslan, C.; Haupt, P.; Kwiatkowski, L.; Tekkaya, A. A simple finite strain non-linear visco-plastic model for thermoplastics and its application to the simulation of incremental cold forming of polyvinylchloride (PVC). Int. J. Mech. Sci. 2013, 66, 192–201. [Google Scholar] [CrossRef]
- Bergstrom, J.S. Mechanics of Solid Polymers: Theory and Computational Modeling; Plastic Design Library; William Andrew Publishing: Norwich, NY, USA, 2015. [Google Scholar]
- Povolo, F.; Schwartz, G.; Hermida, É.B. Temperature and strain rate dependence of the tensile yield stress of PVC. J. Appl. Polym. Sci. 1996, 61, 109–117. [Google Scholar] [CrossRef]
- Richeton, J.; Ahzi, S.; Daridon, L.; Rémond, Y. A formulation of the cooperative model for the yield stress of amorphous polymers for a wide range of strain rates and temperatures. Polymers 2005, 46, 6035–6043. [Google Scholar] [CrossRef]
- Mulliken, A.; Boyce, M. Mechanics of the rate-dependent elastic–plastic deformation of glassy polymers from low to high strain rates. Int. J. Solids Struct. 2006, 43, 1331–1356. [Google Scholar] [CrossRef] [Green Version]
- Dorigato, A.; Govaert, L.; Pegoretti, A. Lifetime assessment of high-density polyethylene–silica nanocomposites. Nanomater. Nanotechnol. 2019, 9, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Eyckens, P.; Duflou, J.; Van Bael, A.; Van Houtte, P. The significance of friction in the single point incremental forming process. Int. J. Mater. Form. 2010, 3, 947–950. [Google Scholar] [CrossRef]
- Medina-Sánchez, G.; Torres-Jimenez, E.; Lopez-Garcia, R.; Dorado-Vicente, R.; Cazalla-Moral, R. Temperature influence on Single Point Incremental Forming of PVC parts. Procedia Manuf. 2017, 13, 335–342. [Google Scholar] [CrossRef]
- Park, J.S.; Lee, S.M.; Joo, B.S.; Jang, H. The effect of material properties on the stick–slip behavior of polymers: A case study with PMMA, PC, PTFE, and PVC. Wear 2017, 378, 11–16. [Google Scholar] [CrossRef]
- Sridhar, L.; Sedlak, B.; Narh, K. Parametric study of heat transfer in injection molding—Effect of thermal contact resistance. J. Manuf. Sci. Eng. 2000, 122, 698–705. [Google Scholar] [CrossRef]
- Smith, J.; Malhotra, R.; Liu, W.K.; Cao, J. Deformation mechanics in single-point and accumulative double-sided incremental forming. Int. J. Adv. Manuf. Technol. 2013, 69, 1185–1201. [Google Scholar] [CrossRef]
- Bevington, P.R.; Robinson, D.K.; Blair, J.M.; Mallinckrodt, A.J.; McKay, S. Data reduction and error analysis for the physical sciences. Comput. Phys. 1993, 7, 415–416. [Google Scholar] [CrossRef]
- Mulliken, A.D.; Soong, S.Y.; Boyce, M.C.; Cohen, R.E. High-rate thermomechanical behavior of poly (vinyl chloride) and plasticized poly (vinyl chloride). J. Phys. IV France 2006, 134, 217–223. [Google Scholar] [CrossRef]
- Ceretti, E.; Fiorentino, A.; Giardini, C. Process parameters influence on friction coefficient in sheet forming operations. Int. J. Mater. Form. 2008, 1, 1219–1222. [Google Scholar] [CrossRef]
- Arruda, E.M.; Boyce, M.C. Evolution of Plastic Anisotropy in Amorphous Polymers during Finite Straining. In Anisotropy and Localization of Plastic Deformation; Boehler, J.P., Khan, A.S., Eds.; Springer: Dordrecht, The Netherlands, 1991; pp. 483–488. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Temperature (°C) | Young Modulus E (MPa) | Yield Stress σy (MPa) | Ultimate Strength σult (MPa) | Ultimate Strain εult |
|---|---|---|---|---|---|
| PVC [18] | Room Temp. | 2775 | 64 | 38 | 0.17 |
| 40 | 2109 | 57 | 33 | 0.14 | |
| 70 | 1592 | 31 | 12 | 0.4 | |
| PC [19,20] | Room Temp. | 2351 | 68 | 70 | 0.3 |
| 80 | 2072 | 52 | 60 | 0.4 | |
| HDPE [21] | Room Temp. | 515 | 26 | 23 | 0.5 |
| 30 | 445 | 24 | 21 | 0.5 | |
| 50 | 360 | 19.5 | 19 | 0.5 |
| Properties | HDPE | PC | PVC |
|---|---|---|---|
| Gap Conductance (W/m2·K) | 30 × 10−6 | 30 × 10−6 | 30 × 10−6 |
| Thermal conductance (W/m·K) | 0.44 | 0.2 | 0.175 |
| Specific heat (kJ/kg K) | 1.33 | 1.25 | 1.18 |
| Thermal expansion (1/K) | 12 × 10−5 | 6.2 × 10−5 | 7 × 10−5 |
| Friction coefficient | 0.15 | 0.33 | 0.2 |
| Tested Factors | ||
|---|---|---|
| Element Type | Element Size (of the Best Element Type) | Material Model |
| C3D8RT S4RT SC8RT | 1.25 mm 2.5 mm 5.0 mm | Mulliken& Boyce Isotropic Hardening |
| Experimental Test Parameters | Value |
|---|---|
| Cone wall angle, α | 60° |
| Punch diameter, D | 10 mm |
| Incremental depth, z | 0.5 mm |
| Total depth | 15 mm |
| Feed rate speed | 4500 mm/min |
| Cone initial diameter | 140 mm |
| Material Parameters | |||
|---|---|---|---|
| ( | DMA data | 3.1 × 10−19 | |
| ( | DMA data | 9.19 × 10−20 | |
| 0.38 | 450 | ||
| 0.22 | 0.53 | ||
| 1.0 × 10−19 | 2.9 | ||
| 8.2e6 | 13.0 | ||
| 2200 | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
García-Collado, A.; Medina-Sanchez, G.; Kumar Gupta, M.; Dorado-Vicente, R. Application of the Finite Element Method to the Incremental Forming of Polymer Sheets: The Thermomechanical Coupled Model and Experimental Validations. Polymers 2020, 12, 1715. https://doi.org/10.3390/polym12081715
García-Collado A, Medina-Sanchez G, Kumar Gupta M, Dorado-Vicente R. Application of the Finite Element Method to the Incremental Forming of Polymer Sheets: The Thermomechanical Coupled Model and Experimental Validations. Polymers. 2020; 12(8):1715. https://doi.org/10.3390/polym12081715
Chicago/Turabian StyleGarcía-Collado, A., Gustavo Medina-Sanchez, Munish Kumar Gupta, and R. Dorado-Vicente. 2020. "Application of the Finite Element Method to the Incremental Forming of Polymer Sheets: The Thermomechanical Coupled Model and Experimental Validations" Polymers 12, no. 8: 1715. https://doi.org/10.3390/polym12081715