
Effects of Heating and Cooling of Injection Mold Cavity Surface and Melt Flow Control on Properties of Carbon Fiber Reinforced Semi-Aromatic Polyamide Molded Products



Abstract
:
1. Introduction
2. Experiment
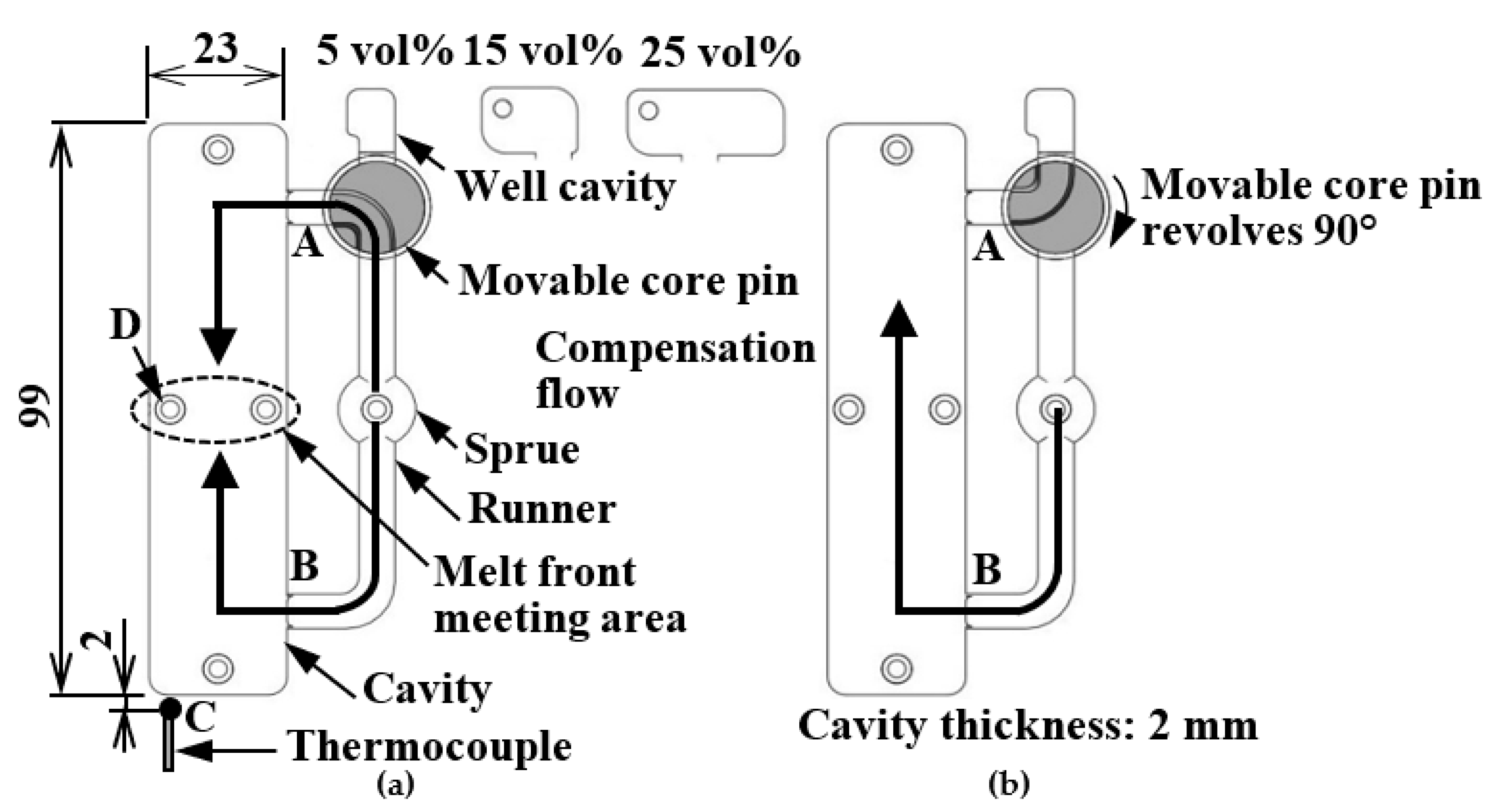
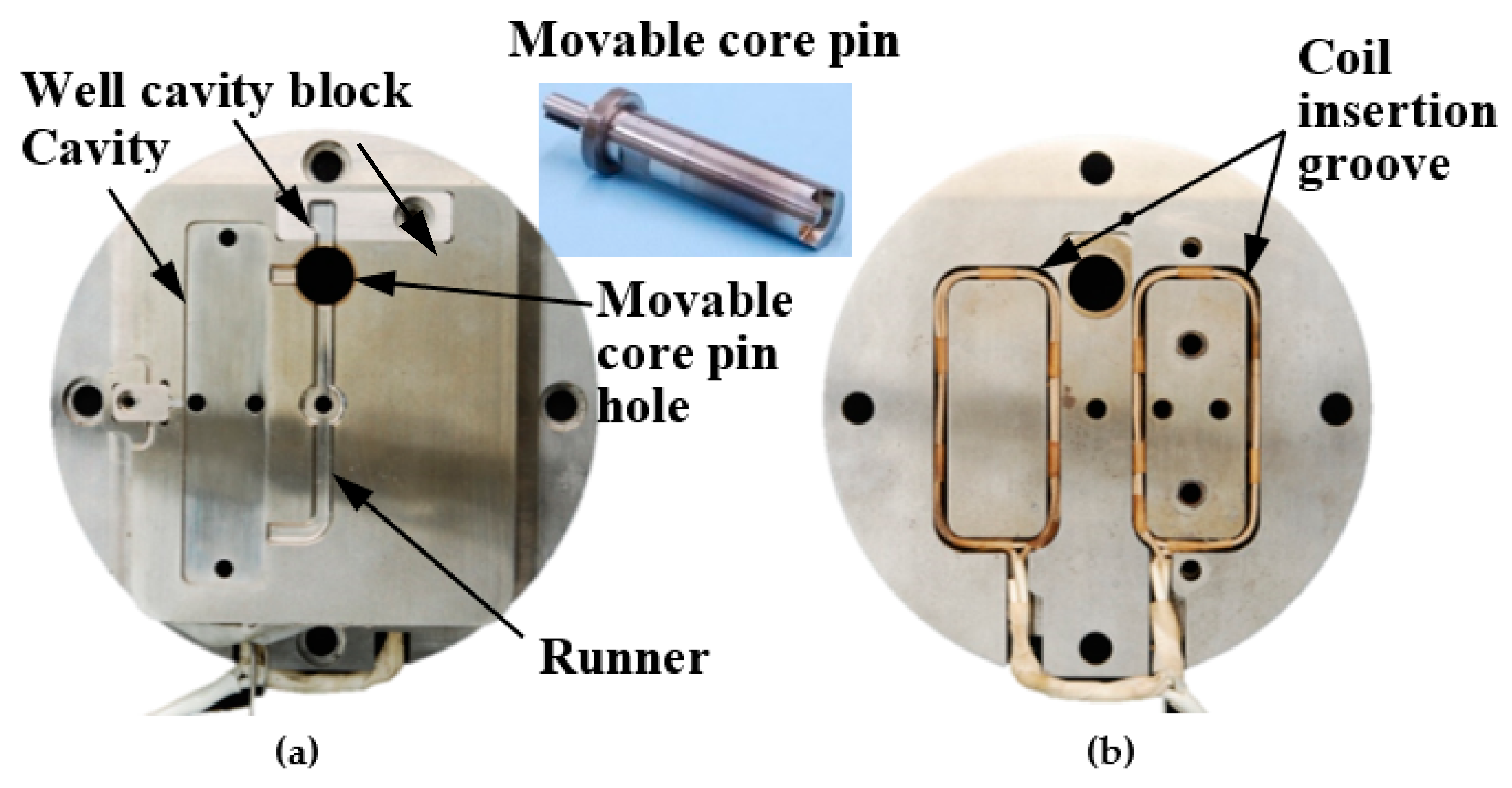
2.1. Molding Process and Mold Structure
2.2. Experimental Method
3. Results
3.1. Results of Observing Molded Product Surface
3.2. Bending Strength
3.3. Cooling Conditions of Mold and Bending Strength
3.4. Observation of Cross Sections of Molded Products
4. Discussion
4.1. Appearance of Molded Products
4.2. Cooling Speed of Mold and Bending Strength
4.3. Bending Strength and Fiber Orientation
5. Conclusions
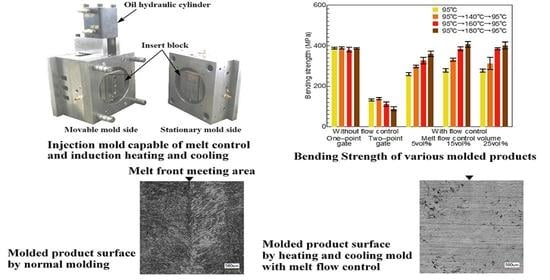
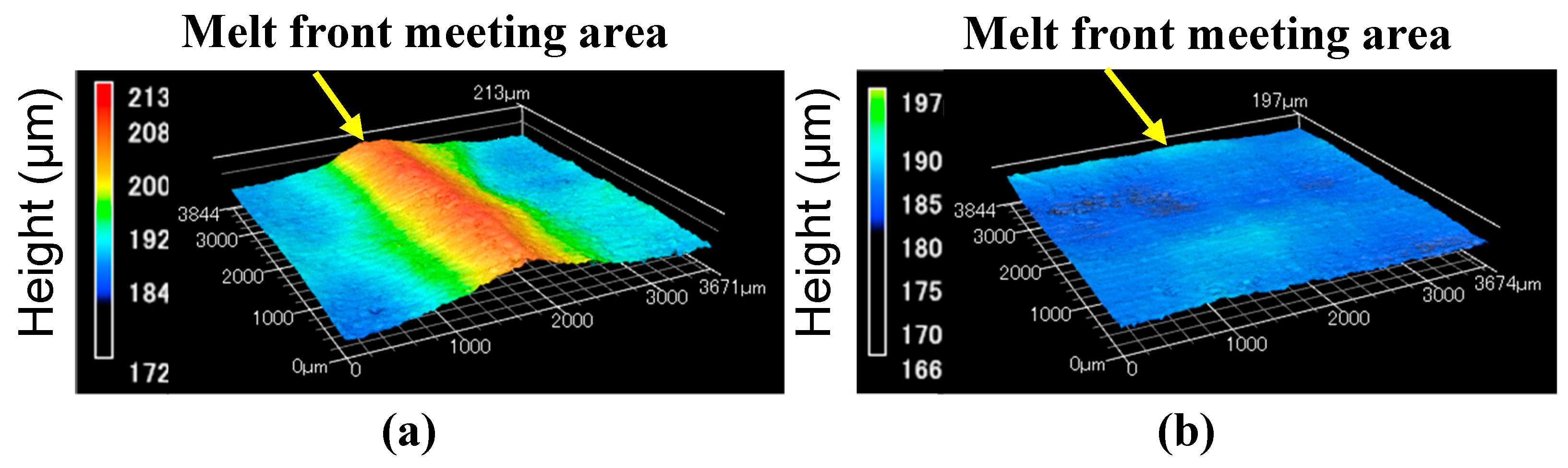
- By heating the mold, the solidification of the melt in the surface area of the molded product was slowed down and a flat and smooth molded product surface with no exposed fibers or weld line was generated. Moreover, a flat surface without an undulating shape was formed regardless of whether or not the mold was heated because the fibers in and around the melt front meeting area were oriented parallel to the molded product surface by melt flow control.
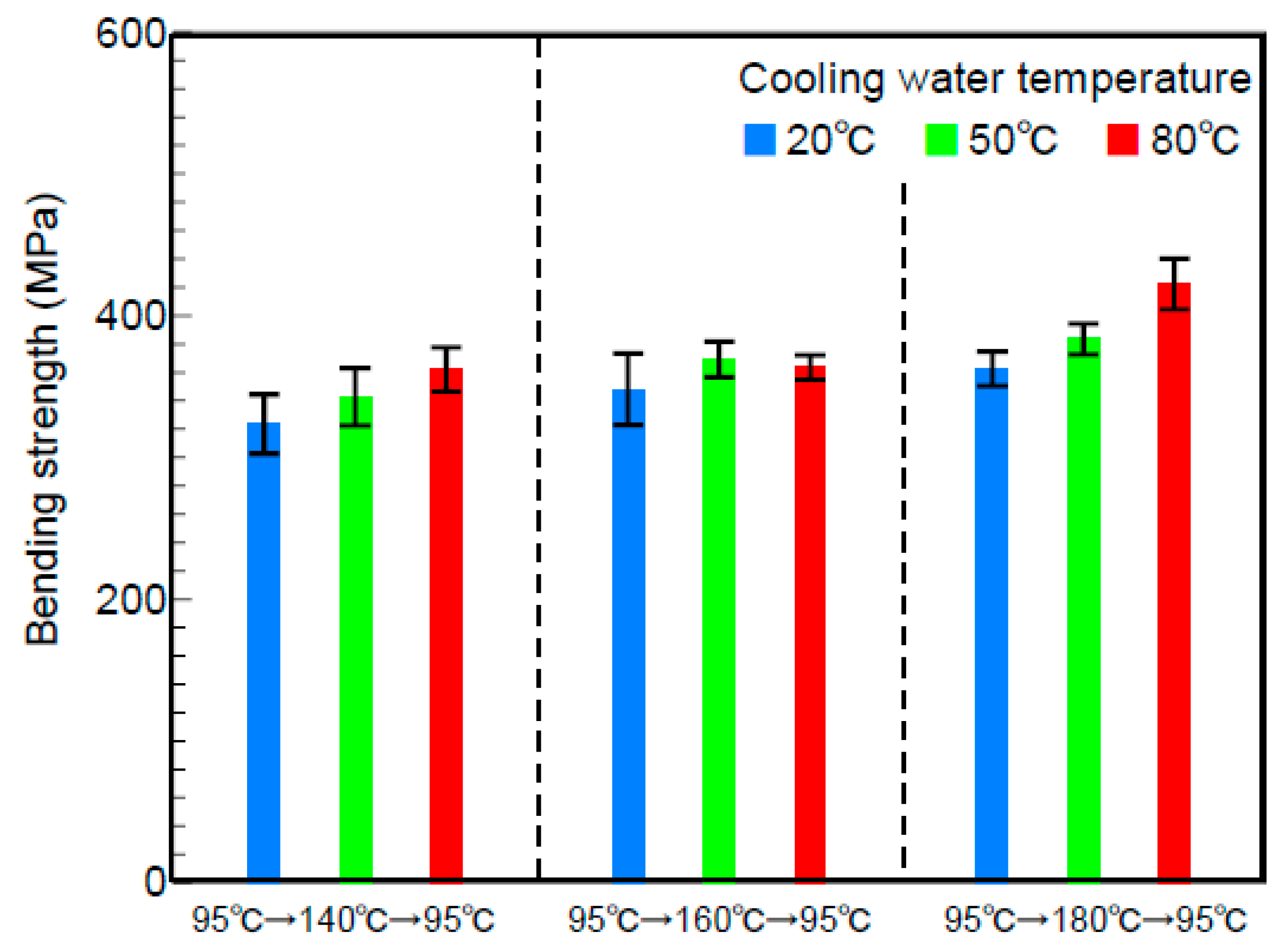
- The bending strength in the melt front meeting area increased as the cooling rate of the mold decreased or as the heating temperature of the mold increased. A possible reason is that the crystallization of semi-aromatic polyamide is enhanced.
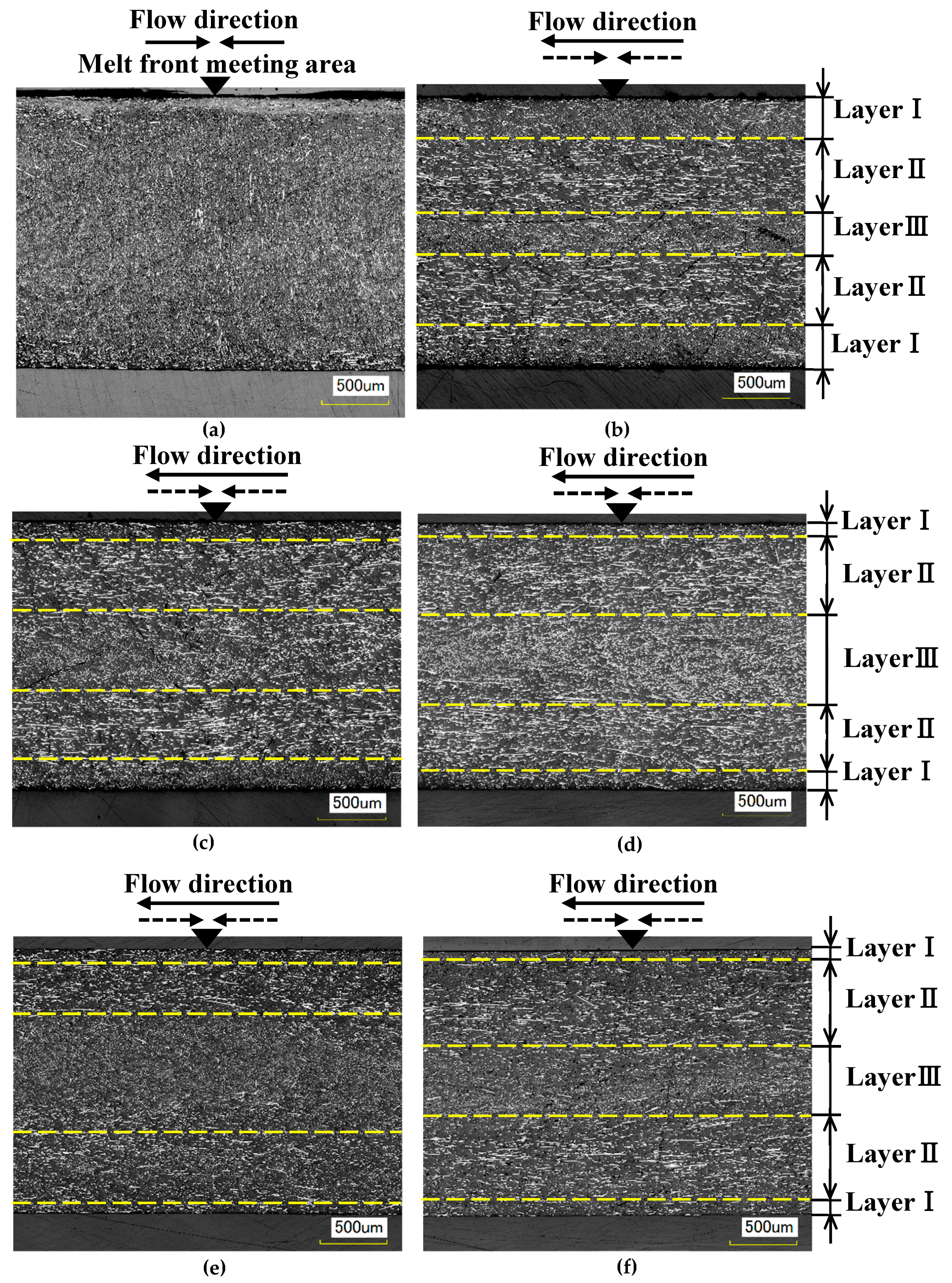
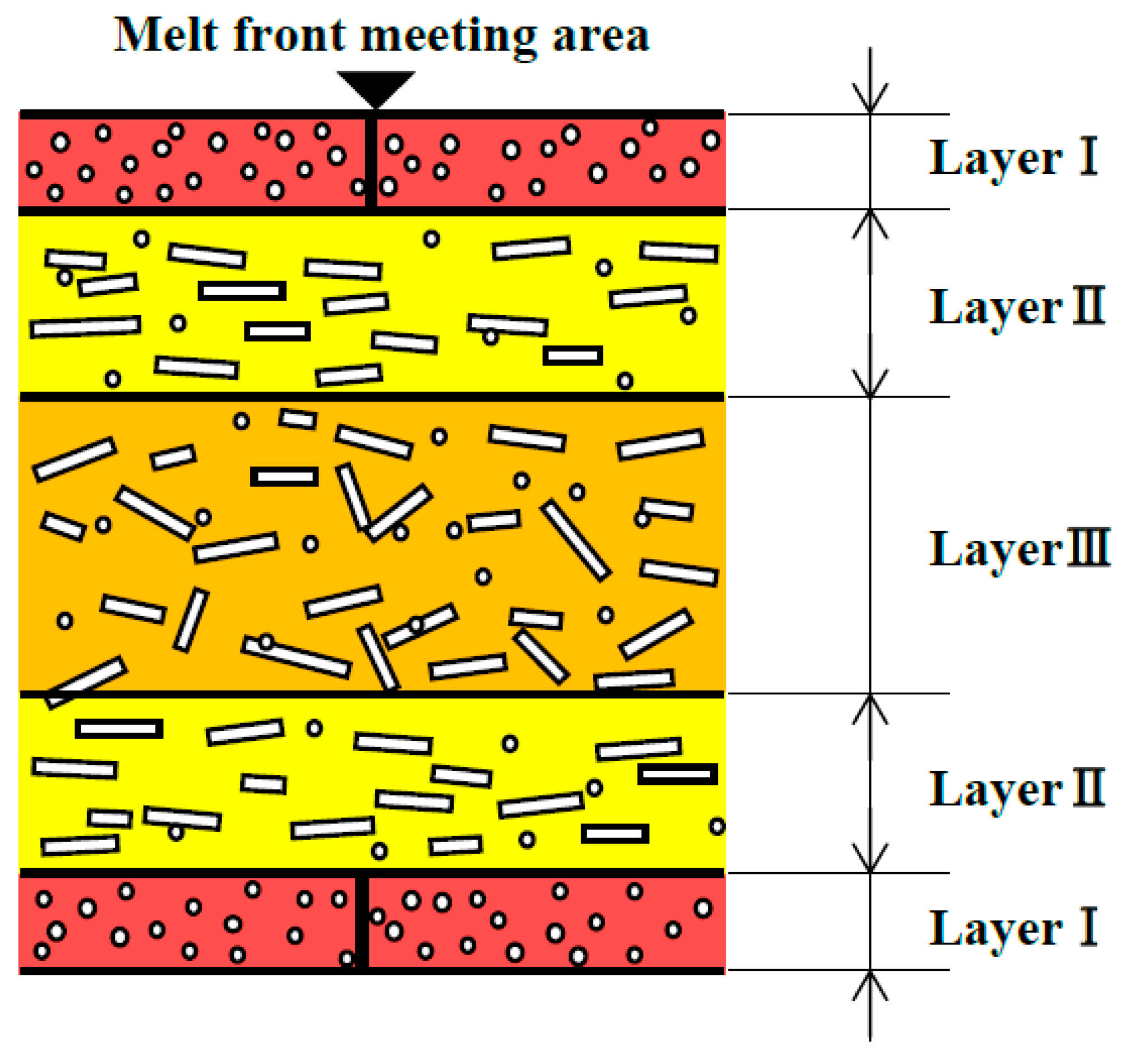
- The bending strength in the melt front meeting area increased with the heating temperature of the mold when melt flow control was performed. This may be because the crystallization was enhanced as described in (2). In addition, the thickness of Layer I, which had low bending strength because of fibers oriented parallel to the melt front meeting area, decreased whereas the thicknesses of Layers II and III, which respectively had the highest and second highest bending strengths because of fibers oriented parallel to the melt flow direction, increased.
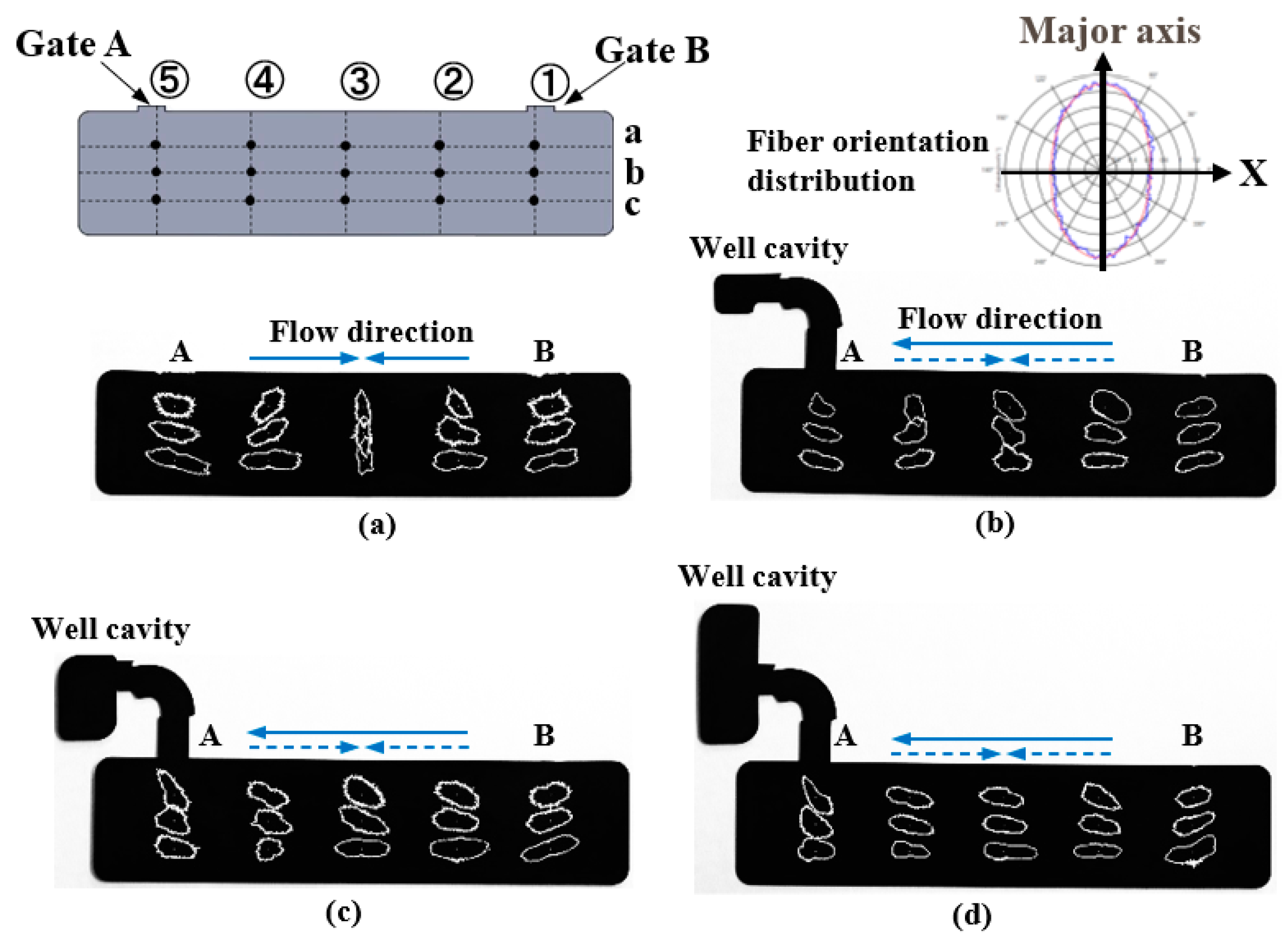
- The bending strength in the melt front meeting area increased as the melt flow control volume increased for all heating temperatures of the mold. This appears to be because of the increased thickness of Layer II with the highest bending strength. The bending strength varied in the entire area of the molded products in accordance with the changes in fiber orientation.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hagerman, E.M. Weld-Line fracture in molded parts. Plast. Eng. 1973, 29, 67–69. [Google Scholar]
- Fisa, B.; Dufour, J.; Khanh, T.V. Weld line integrity of reinforced plastics: Effect of filler shape. Polym. Compos. 1987, 8, 408–418. [Google Scholar] [CrossRef]
- Tomari, K.; Hamada, H.; Maekawa, Z. Study on the weld strength of fiber reinforced polyamide injection moldings. J. Jpn. Soc. Polym. Process. 1989, 1, 71–78. [Google Scholar] [CrossRef] [Green Version]
- Yokoi, H.; Murata, Y.; Watanabe, H.; Oka, K. Visual analysis of weld line vanishing process by glass inserted mold. Proc. SPE ANTEC’91 1991, 37, 367–371. [Google Scholar]
- Zhang, Y.; Xu, X. Machine learning glass transition temperature of polyacrylamides using quantum chemical descriptors. Polym. Chem. 2021. [Google Scholar] [CrossRef]
- Wada, A.; Kawabata, S. Study on appearance of injection molded plastics. J. Jpn. Soc. Polym. Processing. 1991, 3, 165–170. [Google Scholar] [CrossRef]
- Ebisawa, A. Heat and cool system to get the excellent surface finishing. J. Jpn. Soc. Polym. Processing. 1999, 11, 397–400. [Google Scholar]
- NADA Innovation. E-Mold. Available online: http://www.e-mold.co.kr/jp/index.html (accessed on 15 January 2021).
- Yoshino, R. Cavity surface quick high temperaturize technology with slender tube heater. J. Jpn. Soc. Polym. Process. 2008, 20, 192. [Google Scholar]
- Nicolas, R.; Jose, F. How inductive heating can improve plastic injection. J. Jpn. Soc. Polym. Process. 2011, 23, 705–710. [Google Scholar] [CrossRef]
- Murata, Y.; Koike, M.; Pan, S. Improvement on the properties of injection molded products with induction heating and cooling molds. Int. J. Autom. Tech. 2015, 9, 3–9. [Google Scholar] [CrossRef]
- Ludwig, H.-C.; Fischer, G. A quantitative comparison of morphology and fiber orientation in push-pull processed and conventional injection moulded parts. Compos. Sci. Tech. 1995, 53, 235–239. [Google Scholar] [CrossRef]
- Allan, P.; Bevis, M.J. Development and application of multiple live-feed molding for the management of fibers in molded parts. Compos. Manufact. 1990, 1, 79–84. [Google Scholar] [CrossRef]
- Utaka, Y.; Ogura, N.; Yoshida, H. Cavity local-pressurizing/vibrating system Press α. J. Jpn. Soc. Polym. Process. 1993, 5, 712–718. [Google Scholar] [CrossRef] [Green Version]
- Mori, N.; Gondou, K.; Shimada, K.; Kitamura, T.; Tsubouchi, M.; Koresawa, H.; Narahara, H.; Suzuki, S. The influence capitalizes of properties improvement for reinforced plastics by resin flow control molding method. Int. J. Autom. Tech. 2012, 6, 522–528. [Google Scholar] [CrossRef]
- Motegi, A.; Fukushima, Y.; Hishida, T.; Suda, T.; Takahashi, Y.; Kano, M.; Murata, Y. A study on the strengthening of weld part by core pin drive method. J. Jpn. Soc. Polym. Process. 2015, 27, 540–545. [Google Scholar] [CrossRef] [Green Version]
- Kanetoh, Y.; Yokoi, H. Visualization analysis of side-edge flow phenomena in different thickness/width rectangular cavities using a rotary runner exchanger system. Polym. Eng. Sci. 2011, 51, 721–729. [Google Scholar] [CrossRef]
- Fuji Seiko, Co., Ltd. Available online: http://www.fuji-gr.co.jp/products1025.html (accessed on 15 January 2021).
- Murata, Y.; Suzuki, H.; Kashiwagi, S. Development of injection mold capable of melt flow control and induction heating and cooling. Int. J. Autom. Tech. 2017, 11, 985–992. [Google Scholar] [CrossRef]
- Hatori, J.; Sekine, M.; Kurino, T.; Miyake, S. Defects inspection and thermal-diffusivity measurement of thermal wave by periodic heating and infrared radiation thermometer method. Proc. JSEM Annu. Conf. Exp. Mech. 2015, 15, 155–157. [Google Scholar]
- Mizutani, H.; Koizumi, J.; Okumoto, T. Effect of glass fiber on weld-line protrusion height and impact strength for FR-polypropylene composites. J. Jpn. Soc. Polym. Process. 1994, 6, 426–433. [Google Scholar] [CrossRef] [Green Version]
- Mitsubishi Gas Chemical Co., Inc. Available online: https://www.mgc.co.jp/products/ac/nmxd6/nature/crystallization.html (accessed on 3 February 2021).
- Bright, P.F.; Crowson, R.J.; Folkes, M.J. A study of the effect of injection speed on fiber orientation in simple mouldings of short glass fiber-filled polypropylene. J. Mater. Sci. 1978, 13, 2497–2506. [Google Scholar]
- Wisnom, M.R. The role of delamination in failure of fibre-reinforced composites. Phil. Trans. R. Soc. A 2012, 370, 1850–1870. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cylinder Temperature | (°C) | 280-280-275-270-80 *) |
|---|---|---|
| Mold temperature | (°C) | (1)95 |
| (2)95→140/160/180→95 | ||
| Injection rate | (cm3/s) | 23.9 |
| Holding pressure | (MPa) | 80 |
| Holding pressure period | (s) | 15 |
| Melt flow control volume | (vol%) | 5/15/25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murata, Y.; Kanno, R. Effects of Heating and Cooling of Injection Mold Cavity Surface and Melt Flow Control on Properties of Carbon Fiber Reinforced Semi-Aromatic Polyamide Molded Products. Polymers 2021, 13, 587. https://doi.org/10.3390/polym13040587
Murata Y, Kanno R. Effects of Heating and Cooling of Injection Mold Cavity Surface and Melt Flow Control on Properties of Carbon Fiber Reinforced Semi-Aromatic Polyamide Molded Products. Polymers. 2021; 13(4):587. https://doi.org/10.3390/polym13040587
Chicago/Turabian StyleMurata, Yasuhiko, and Ryota Kanno. 2021. "Effects of Heating and Cooling of Injection Mold Cavity Surface and Melt Flow Control on Properties of Carbon Fiber Reinforced Semi-Aromatic Polyamide Molded Products" Polymers 13, no. 4: 587. https://doi.org/10.3390/polym13040587