
Finite Element Simulation and Experimental Assessment of Laser Cutting Unidirectional CFRP at Cutting Angles of 45° and 90°
 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
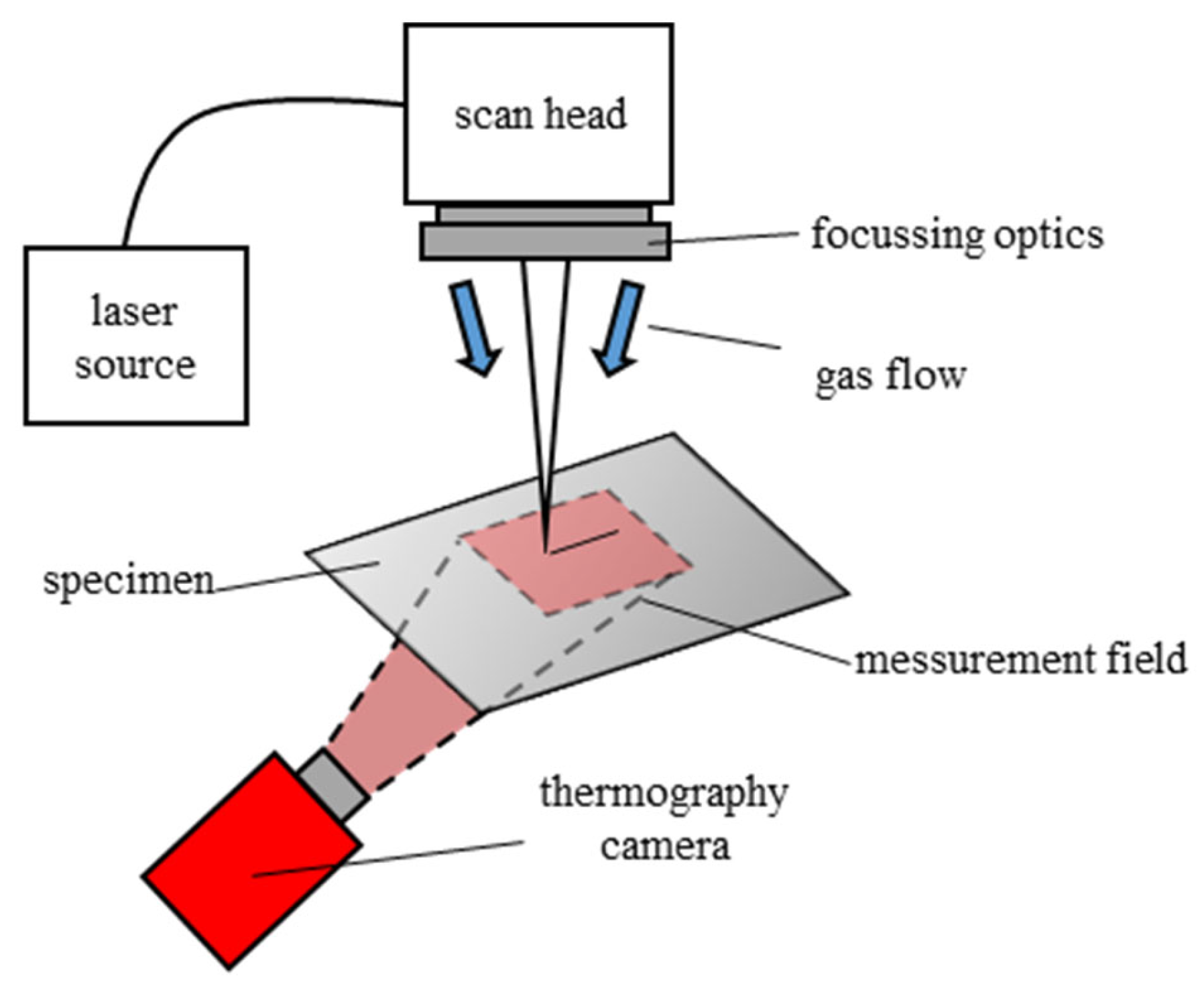
2.1. Experimental
2.2. Finite Element Simulation Model
2.2.1. Transient Thermal Analysis
- The bulk and surrounding temperature was set to 28 °C.
- Radiation heat loss was neglected.
- Thermophysical material properties were assumed to be constant.
- Pores or other material defects were neglected.
- The laser beam energy distribution was uniform and ideal.
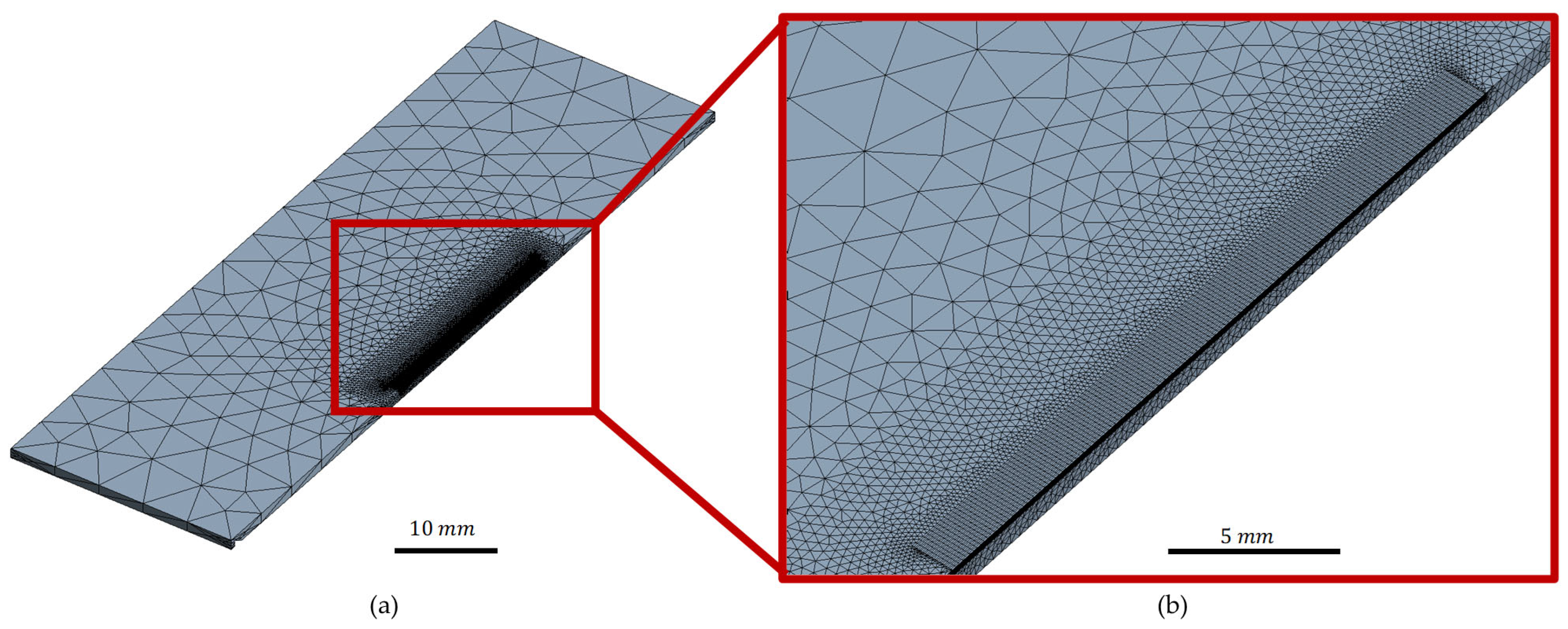
2.2.2. Geometry
2.2.3. Material Properties
3. Results and Discussion
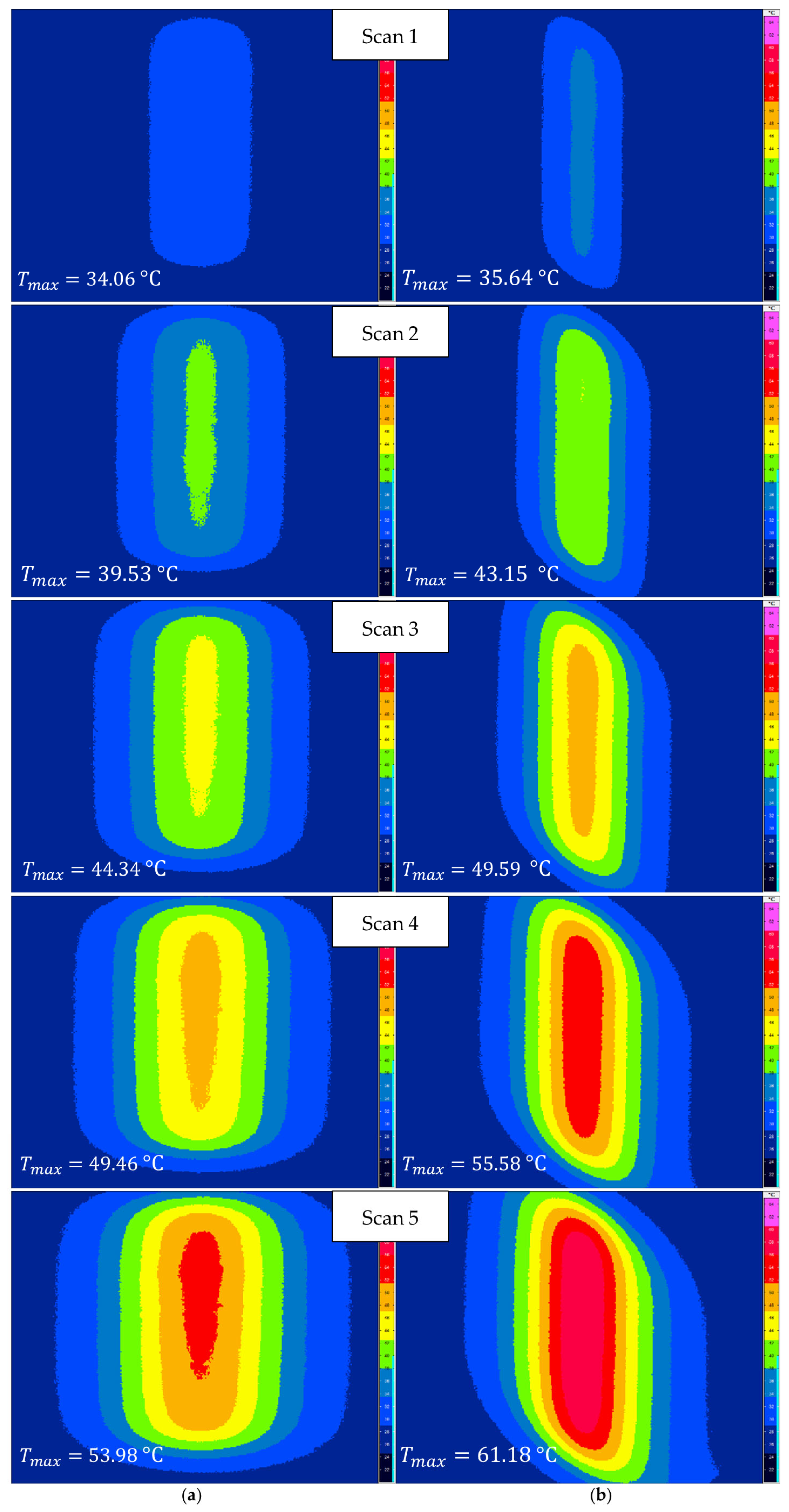
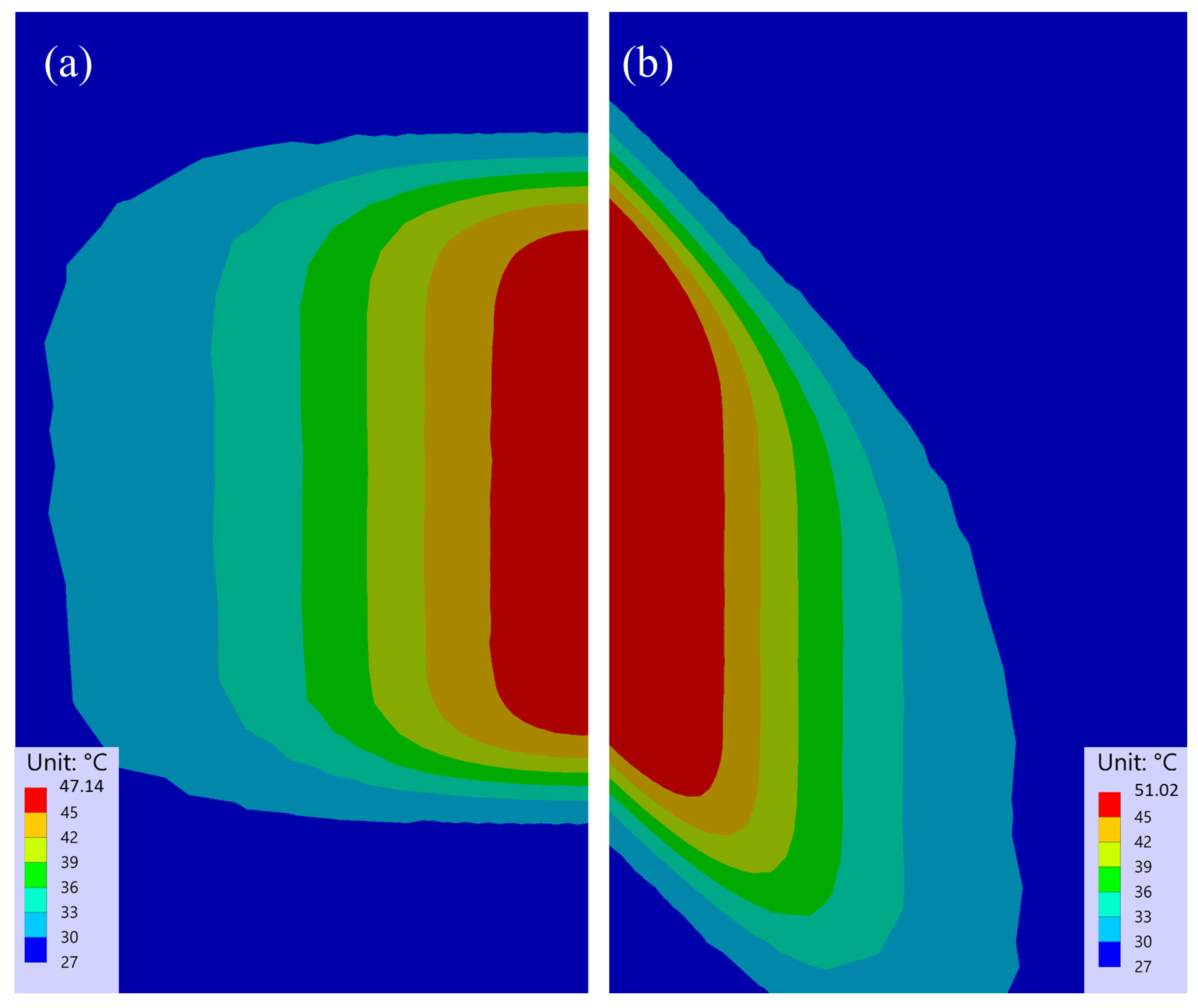
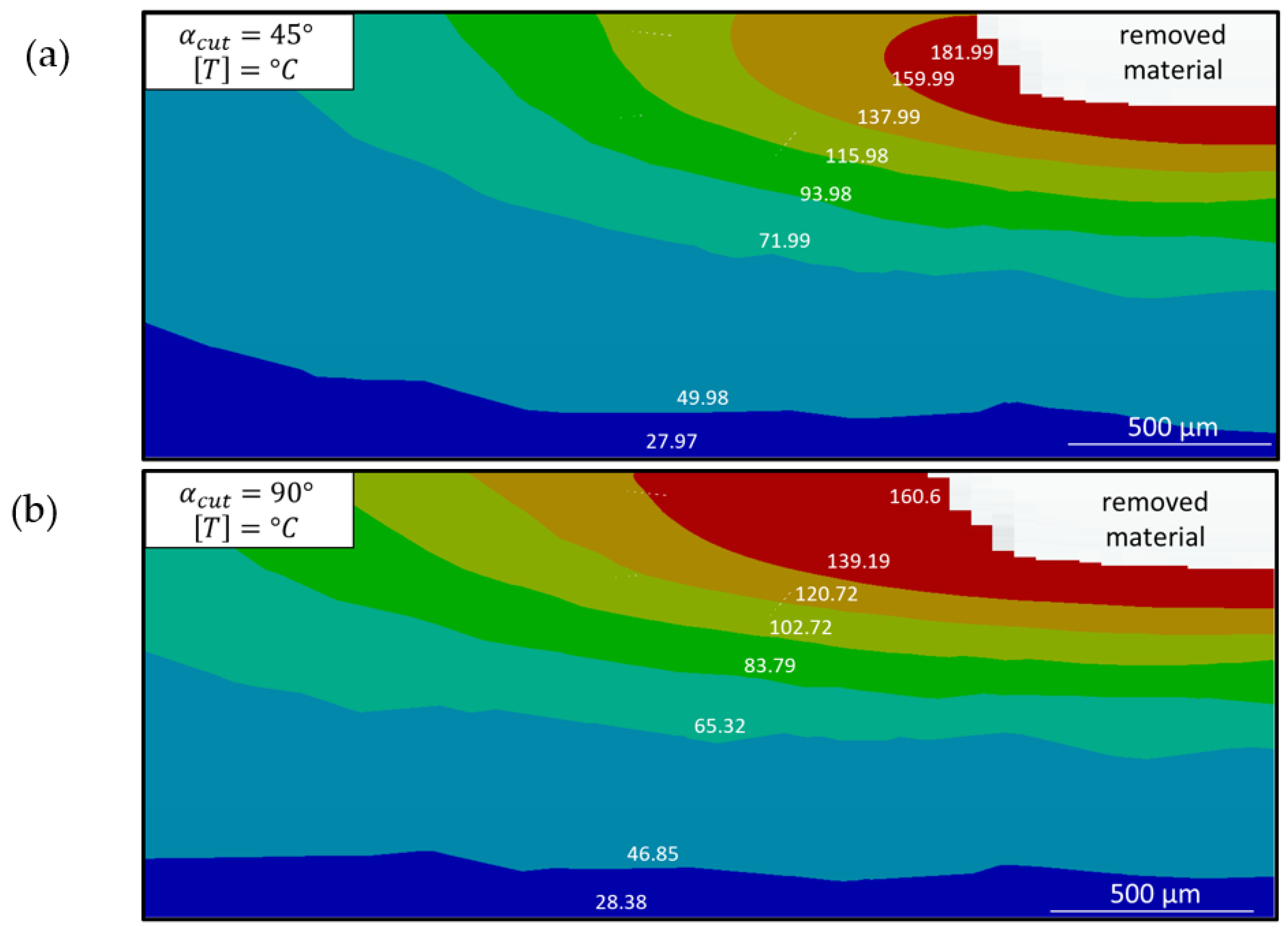
3.1. Temperature
3.2. Ablation Depth
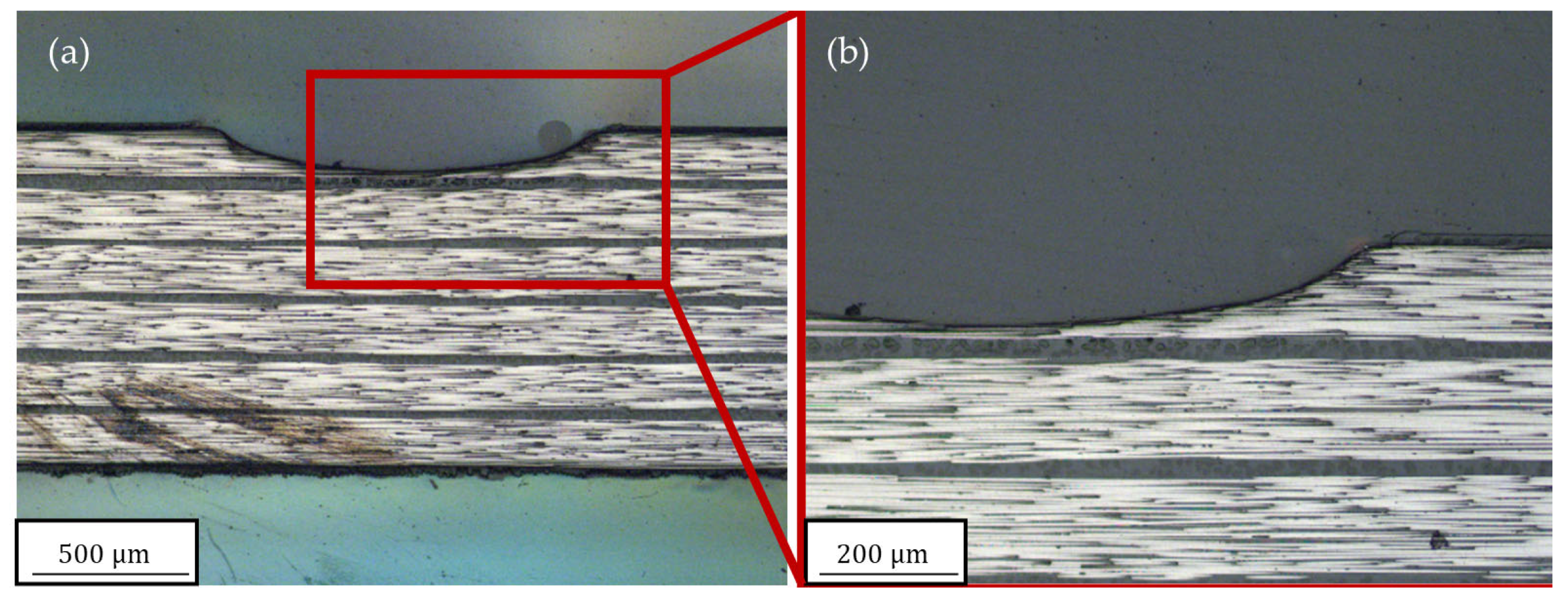
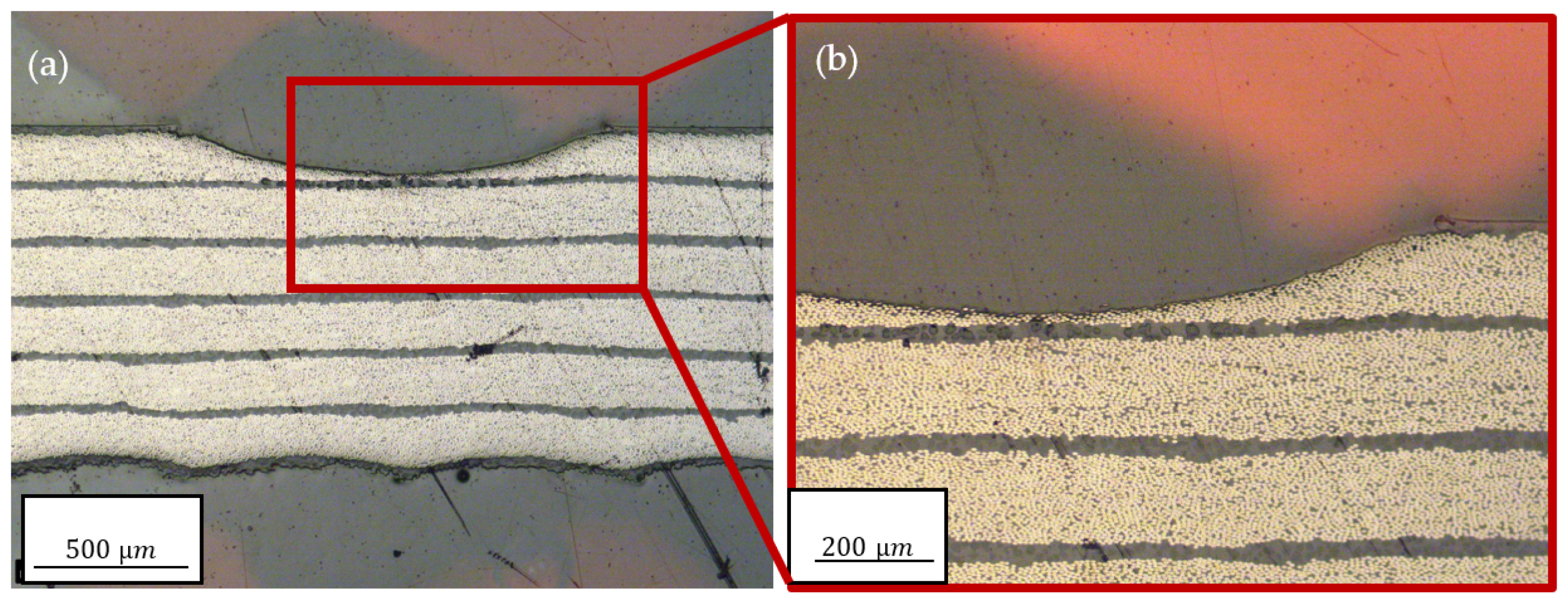
3.3. Heat Affected Zone
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sauer, M.; Schüppel, D. Market Report 2021—The Global Market for Carbon Fibers and Carbon Composites; Composites United e.V.: Berlin, Germany, 2022. [Google Scholar]
- Karataş, M.A.; Gökkaya, H. A review on machinability of carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) composite materials. Def. Technol. 2018, 14, 318–326. [Google Scholar] [CrossRef]
- Steen, W.M.; Mazumder, J. Laser Cutting, Drilling and Piercing. In Laser Material Processing; Springer: London, UK, 2010; pp. 131–198. ISBN 978-1-84996-061-8. [Google Scholar]
- Bluemel, S.; Jaeschke, P.; Wippo, V.; Bastick, S.; Stute, U.; Kracht, D.; Haferkamp, H. Laser Machining of CFRP Using a High Power Fiber Laser—Investigations on the Heat Affected Zone. In Proceedings of the 15th European Conference on Composite Materials, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Jaeschke, P.; Kern, M.; Stute, U.; Haferkamp, H.; Peters, C.; Herrmann, A.S. Investigation on interlaminar shear strength properties of disc laser machined consolidated CF-PPS laminates. Express Polym. Lett. 2011, 5, 238–245. [Google Scholar] [CrossRef]
- Jaeschke, P.; Kern, M.; Stute, U.; Kracht, D.; Haferkamp, H. Laser processing of continuous carbon fibre reinforced polyphenylene sulphide organic sheets—Correlation of process parameters and reduction in static tensile strength properties. J. Thermoplast. Compos. Mater. 2014, 27, 324–337. [Google Scholar] [CrossRef]
- Kononenko, T.V.; Freitag, C.; Komlenok, M.S.; Weber, R.; Graf, T.; Konov, V.I. Heat accumulation between scans during multi-pass cutting of carbon fiber reinforced plastics. Appl. Phys. A 2018, 124, 217. [Google Scholar] [CrossRef]
- Kedir, N.; Hernandez, J.A.; Lim, B.H.; Gao, J.; Zhai, X.; Nie, Y.; Issahaq, M.N.; Tallman, T.N.; Chen, W.W. Effect of laser irradiation time on the surface characteristics of a carbon fiber composite. J. Laser Appl. 2021, 33, 042034. [Google Scholar] [CrossRef]
- Parandoush, P.; Hossain, A. A review of modeling and simulation of laser beam machining. Int. J. Mach. Tools Manuf. 2014, 85, 135–145. [Google Scholar] [CrossRef]
- Negarestani, R. Laser Cutting of Carbon Fibre-Reinforced Polymer Composite Materials. Ph.D. Thesis, The University of Manchester, Manchester, UK, 2010. [Google Scholar]
- Sun, D.; Han, F.; Ying, W. Numerical simulation of water jet–guided laser cutting of carbon fiber–reinforced plastics. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 2023–2032. [Google Scholar] [CrossRef]
- Yang, H.; Liu, H.; Gao, R.; Liu, X.; Yu, X.; Song, F.; Liu, L. Numerical simulation of paint stripping on CFRP by pulsed laser. Opt. Laser Technol. 2022, 145, 107450. [Google Scholar] [CrossRef]
- Ohkubo, T.; Sato, Y.; Matsunaga, E.; Tsukamoto, M. Three-dimensional numerical simulation during laser processing of CFRP. Appl. Surf. Sci. 2017, 417, 104–107. [Google Scholar] [CrossRef]
- Long, L.; Huang, Y.; Zhang, J. Experimental investigation and numerical simulation on continuous wave laser ablation of multilayer carbon fiber composite. Proc. Inst. Mech. Eng. Part L 2017, 231, 674–682. [Google Scholar] [CrossRef]
- Moghadasi, K.; Tamrin, K. Multi-pass laser cutting of carbon/Kevlar hybrid composite: Prediction of thermal stress, heat-affected zone, and kerf width by thermo-mechanical modeling. Proc. Inst. Mech. Eng. Part L 2020, 234, 1228–1241. [Google Scholar] [CrossRef]
- Xu, H.; Hu, J. Modeling of the material removal and heat affected zone formation in CFRP short pulsed laser processing. Appl. Math. Model. 2017, 46, 354–364. [Google Scholar] [CrossRef]
- Bluemel, S.; Angrick, V.; Bastick, S.; Jaeschke, P.; Suttmann, O.; Overmeyer, L. Remote Laser Cutting of Composites with A Fibre Guided Thin-Disk Nanosecond High Power Laser. In Proceedings of the Lasers in Manufacturing Conference 2015, Munich, Germany, 22–25 June 2015. [Google Scholar]
- Merker, G.P. Wärmeübergang Bei Laminarer Kanalströmung. In Konvektive Wärmeübertragung; Springer: Berlin/Heidelberg, Germany, 1987; pp. 127–168. [Google Scholar] [CrossRef]
- Keuntje, J.; Mrzljak, S.; Gerdes, L.; Wippo, V.; Kaierle, S.; Overmeyer, L.; Walther, F.; Jaeschke, P. Macroscopic simulation model for laser cutting of carbon fibre reinforced plastics. Procedia CIRP 2022, 111, 496–500. [Google Scholar] [CrossRef]
- Sheng, P.; Chryssolouris, G. Theoretical Model of Laser Grooving for Composite Materials. J. Compos. Mater. 1995, 29, 96–112. [Google Scholar] [CrossRef]
- Freitag, C. Energietransportmechanismen bei der Gepulsten Laserbearbeitung Carbonfaser Verstärkter Kunststoffe. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 2017. [Google Scholar]
- Puck, A. Festigkeitsanalyse von Faser-Matrix-Laminaten: Modelle für die Praxis; Hanser: München, Germany, 1996. [Google Scholar]
- Staab, G.H. Laminate analysis. In Laminar Composites, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2015; pp. 189–284. ISBN 978-0-12-802400-3. [Google Scholar]
- Adibekyan, A.; Kononogova, E.; Monte, C.; Hollandt, J. Review of PTB Measurements on Emissivity, Reflectivity and Transmissivity of Semitransparent Fiber-Reinforced Plastic Composites. Int. J. Thermophys. 2019, 40, 36. [Google Scholar] [CrossRef]
- Bluemel, S.; Staehr, R.; Jaeschke, P.; Suttmann, O.; Overmeyer, L. Correlation of internal and surface temperatures during laser cutting of epoxy-based carbon fibre reinforced plastics. J. Reinf. Plast. Compos. 2015, 34, 662–671. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Property | Carbon Fibre | Epoxy Resin | Laminate |
|---|---|---|---|
| Density, | (a) | (a) | 1575 |
| Specific heat capacity, | (a) | (a) | 982.7 |
| Thermal conductivity, | ║50 (b) (b) | (a) | |
| Thermal diffusivity, | ║ ┴ | ║ ┴ | |
| Evaporation temperature, | (b) | (b) |
| No. | |||||
|---|---|---|---|---|---|
| Experiment | E1 | 45 | |||
| E2 | 45 | ||||
| E3 | 90 | 1 | |||
| E4 | 90 | 5 | |||
| Simulation | S1 | 45 | 43.38 | 43.38 | |
| S2 | 45 | 198.79 | 38.14 | ||
| S3 | 90 | 1 | 43.83 | 43.83 | |
| S5 | 90 | 5 | 212.39 | 41.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Keuntje, J.; Mrzljak, S.; Gerdes, L.; Wippo, V.; Kaierle, S.; Walther, F.; Jaeschke, P. Finite Element Simulation and Experimental Assessment of Laser Cutting Unidirectional CFRP at Cutting Angles of 45° and 90°. Polymers 2023, 15, 3851. https://doi.org/10.3390/polym15183851
Keuntje J, Mrzljak S, Gerdes L, Wippo V, Kaierle S, Walther F, Jaeschke P. Finite Element Simulation and Experimental Assessment of Laser Cutting Unidirectional CFRP at Cutting Angles of 45° and 90°. Polymers. 2023; 15(18):3851. https://doi.org/10.3390/polym15183851
Chicago/Turabian StyleKeuntje, Jan, Selim Mrzljak, Lars Gerdes, Verena Wippo, Stefan Kaierle, Frank Walther, and Peter Jaeschke. 2023. "Finite Element Simulation and Experimental Assessment of Laser Cutting Unidirectional CFRP at Cutting Angles of 45° and 90°" Polymers 15, no. 18: 3851. https://doi.org/10.3390/polym15183851