
Construction of CNC@SiO2@PL Based Superhydrophobic Wood with Excellent Abrasion Resistance Based on Nanoindentation Analysis and Good UV Resistance
Abstract
:1. Introduction
2. Eexperimental Section
2.1. Materials
2.2. Eexperimental Methodology
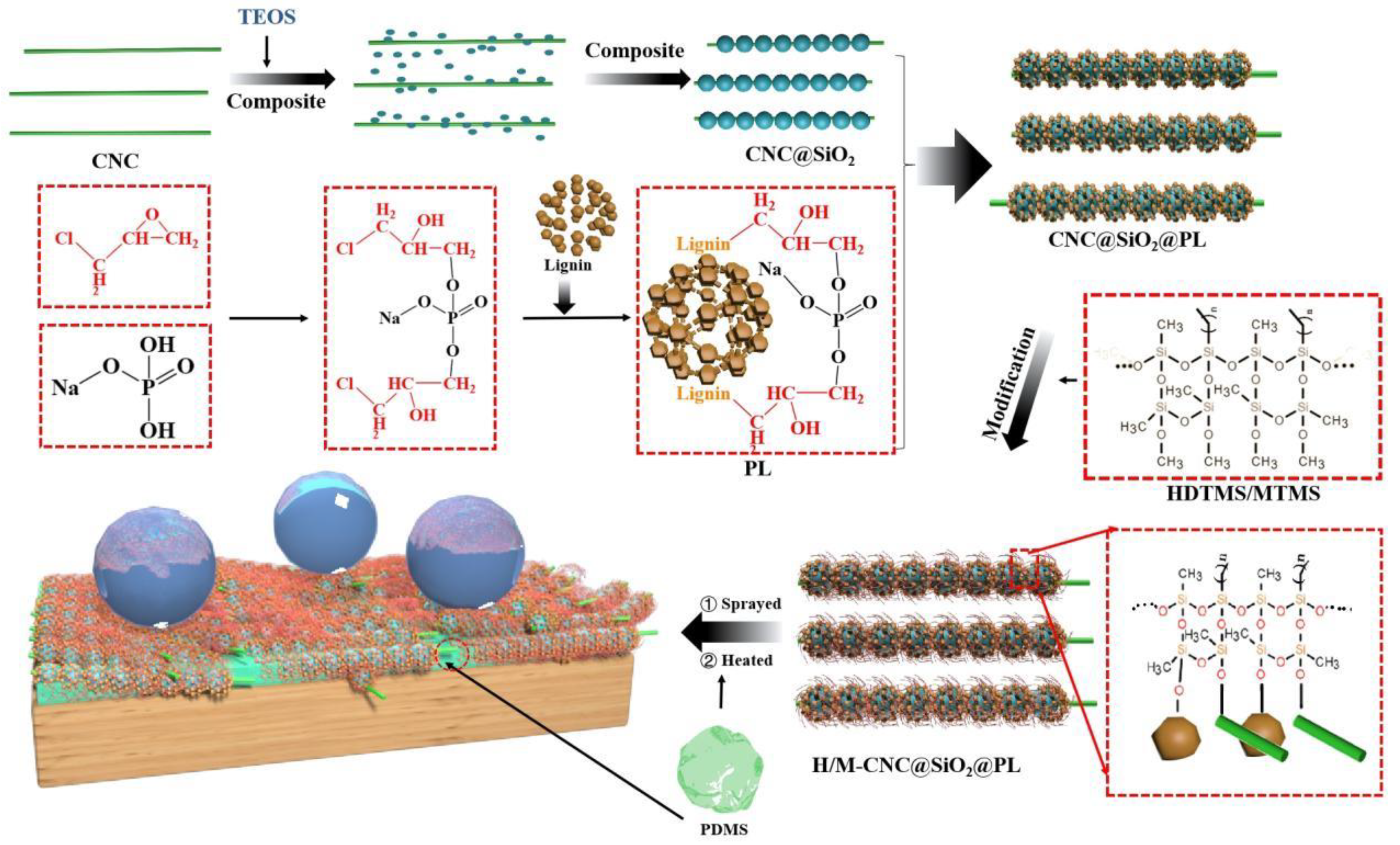
2.2.1. Preparation of CNC@SiO2 Rod
2.2.2. Preparation of Phosphorylated Lignin (PL)
2.2.3. Synthesis and Modification of CNC@SiO2@PL Rod
2.2.4. Preparation of CNC@SiO2@PL Superhydrophobic Coating
2.3. Characterization
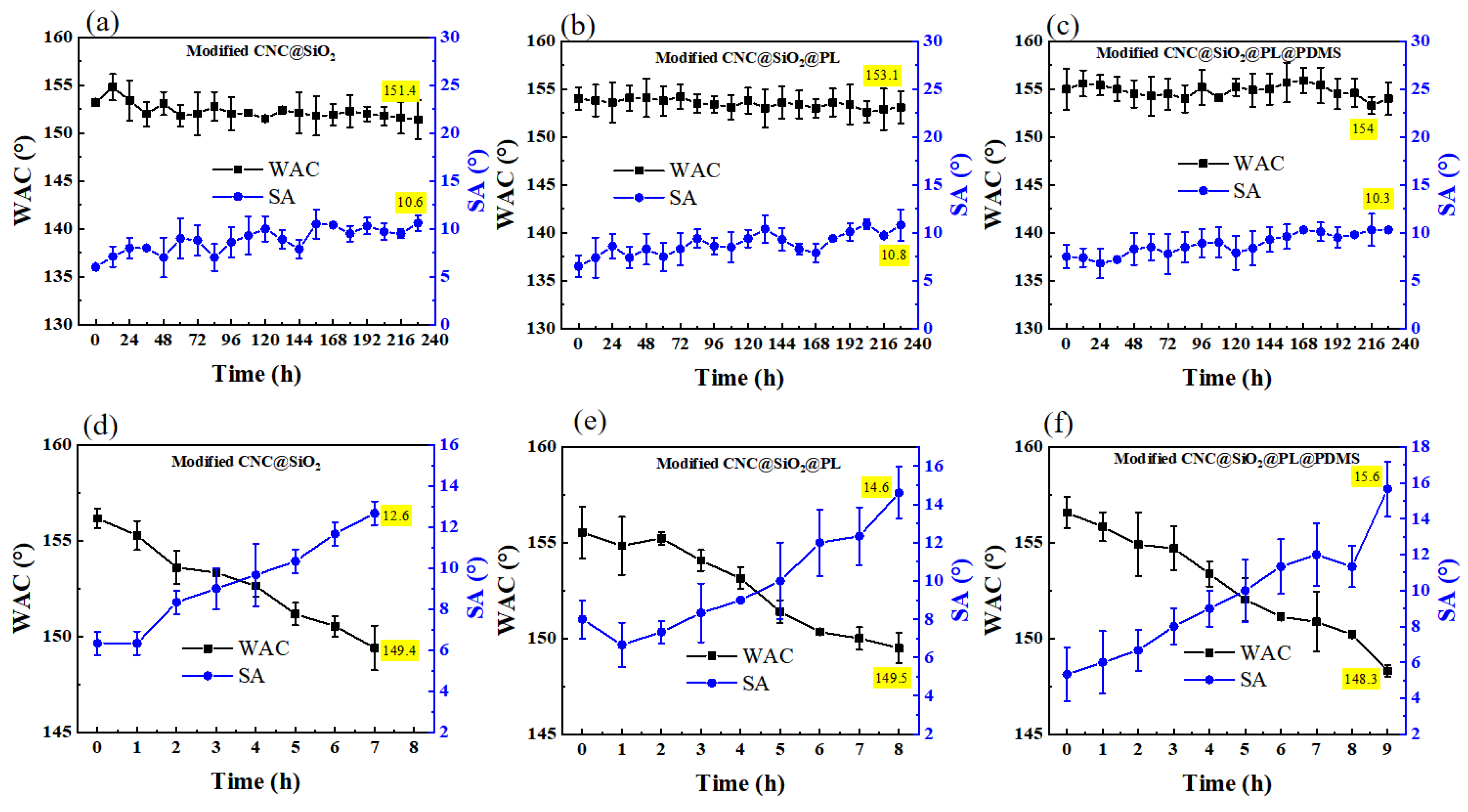
2.4. Sandpaper Abrasion and UV Resistance Test
3. Results and Discussions
3.1. Surface Morphology
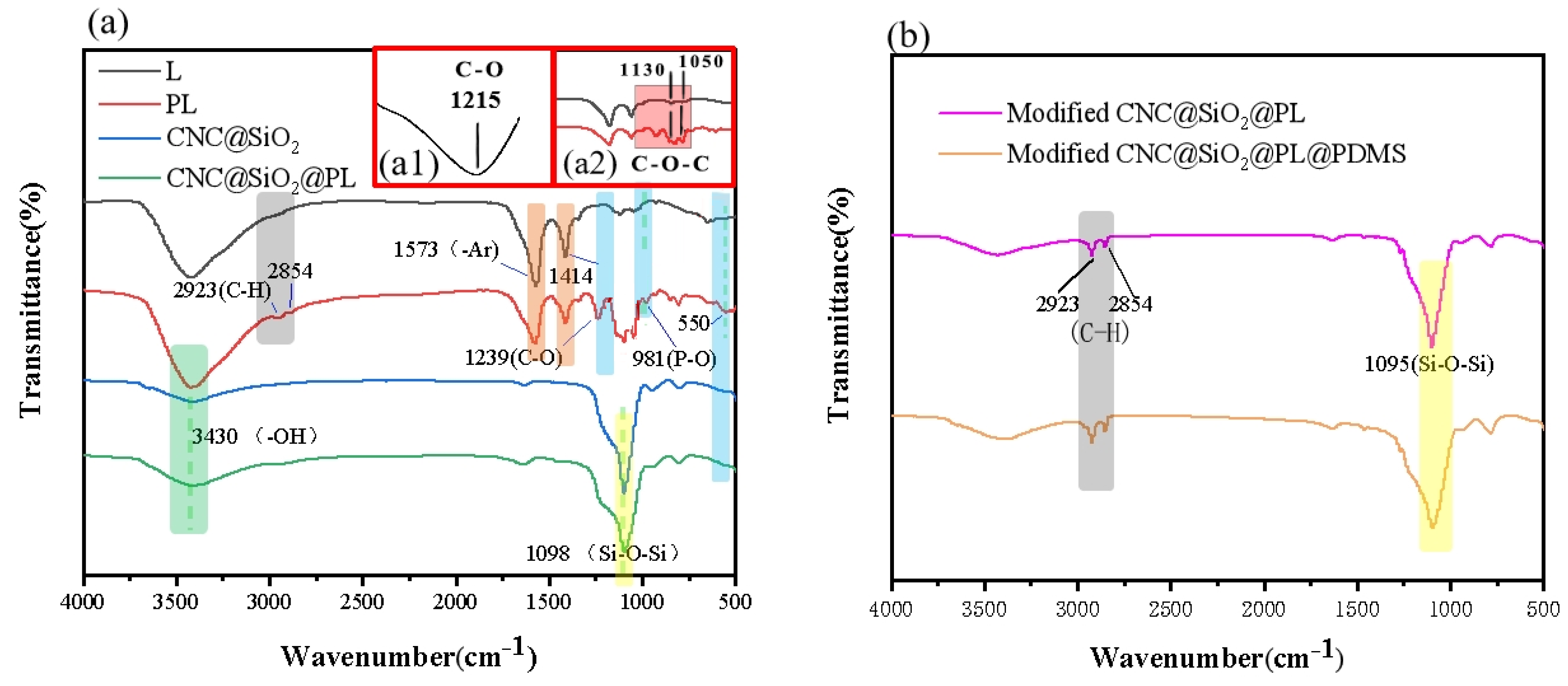
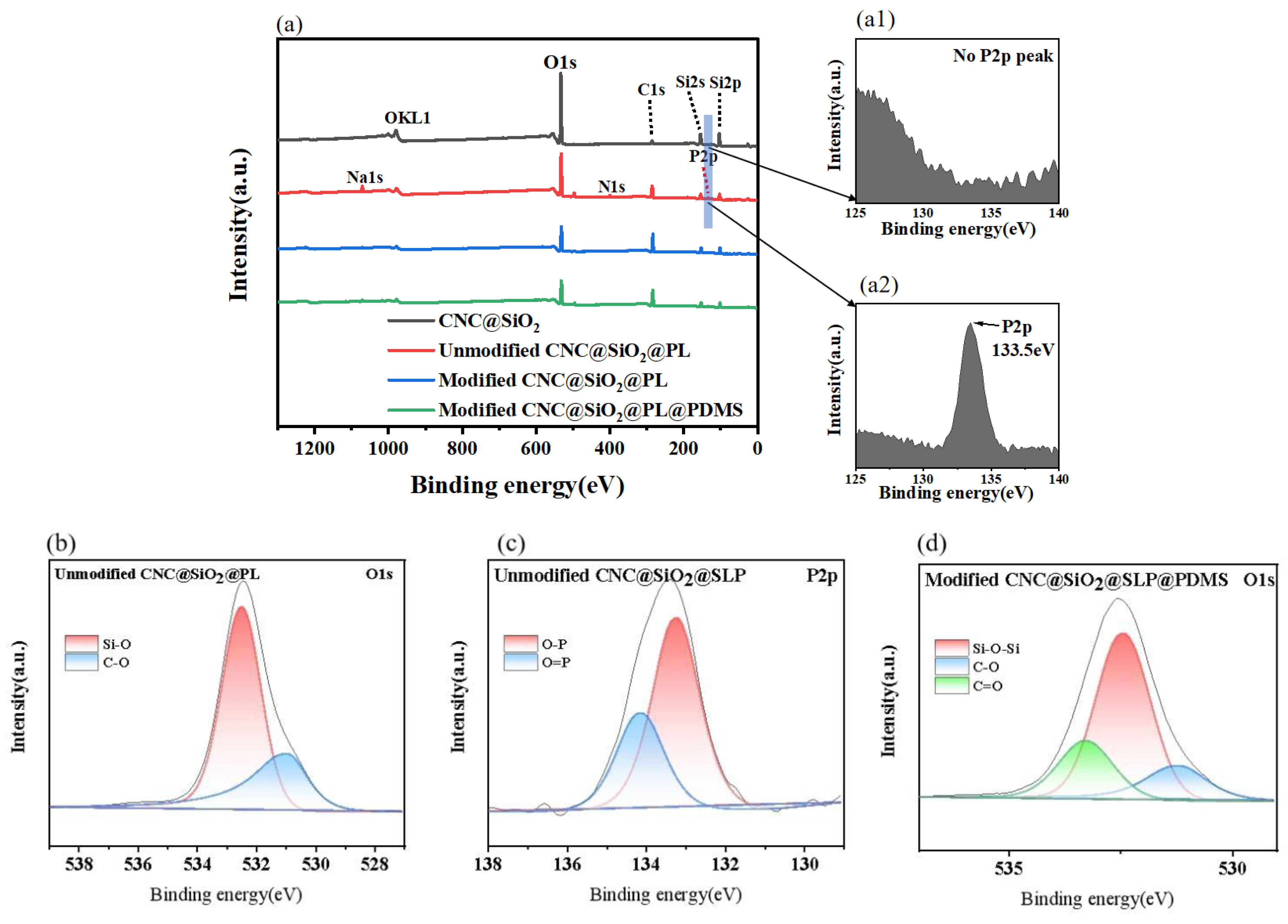
3.2. Chemical Composition Analysis
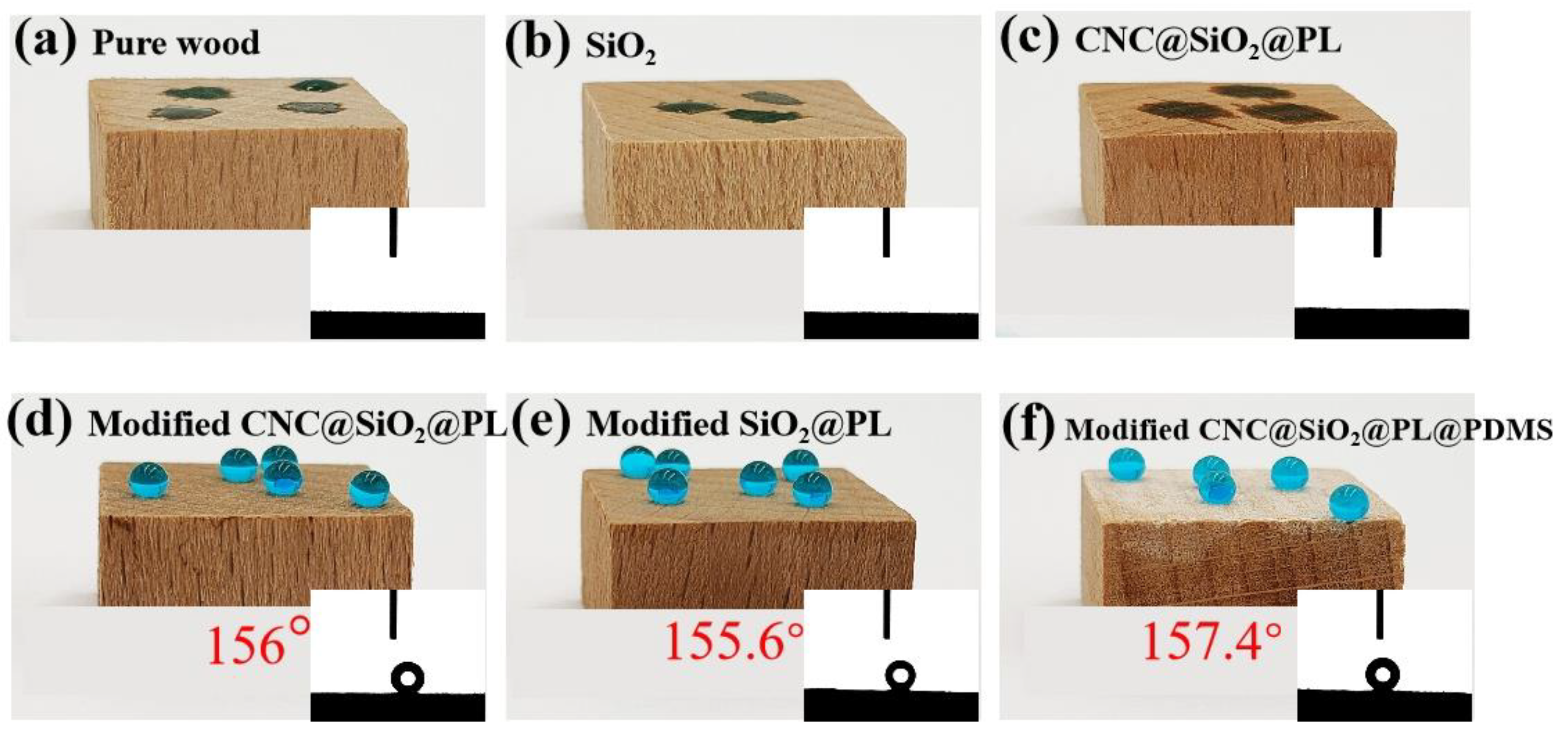
3.3. Wettability Analysis
3.4. UV Resistance Test
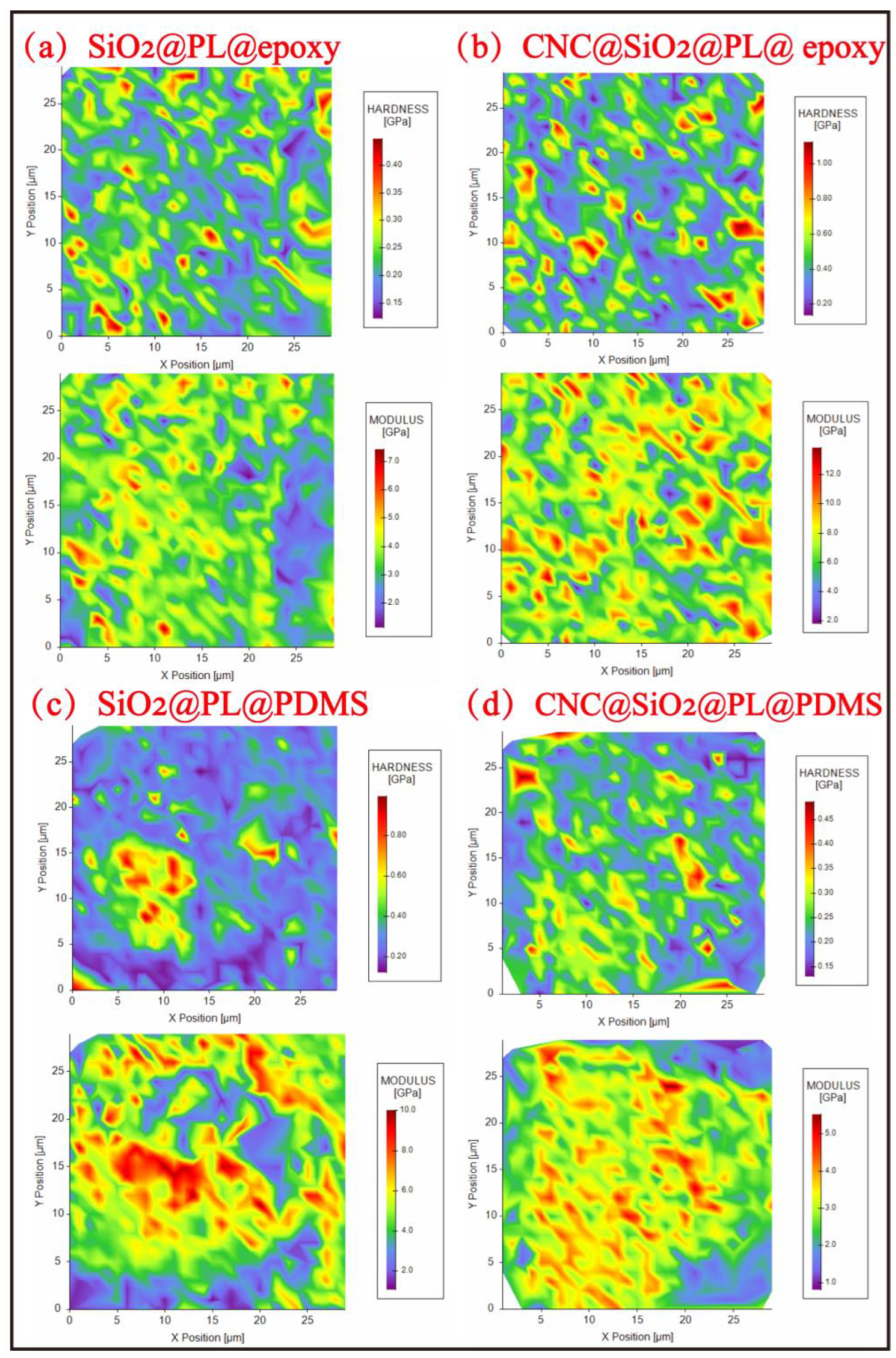
3.5. Abrasion Resistance Test Based on Nanoindentation Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Torres, L.A.Z.; Woiciechowski, A.L.; Tanobe, V.O.D.A.; Karp, S.G.; Lorenci, L.C.G.; Faulds, C.; Soccol, C.R. Lignin as a potential source of high-added value compounds: A review. J. Clean. Prod. 2020, 263, 121499. [Google Scholar] [CrossRef]
- Huang, D.; Li, R.; Xu, P.; Li, T.; Deng, R.; Chen, S.; Zhang, Q. The cornerstone of realizing lignin value-addition: Exploiting the native structure and properties of lignin by extraction methods. Chem. Eng. J. 2020, 402, 126237. [Google Scholar] [CrossRef]
- Collins, P.J.; Field, J.A.; Teunissen, P.; Dobson, A.D. Stabilization of lignin peroxidases in white rot fungi by tryptophan. Appl. Environ. Microbiol. 1997, 63, 2543–2548. [Google Scholar] [CrossRef]
- Xiong, F.; Han, Y.; Wang, S.; Li, G.; Qin, T.; Chen, Y.; Chu, F. Preparation and formation mechanism of size-controlled lignin nanospheres by self-assembly. Ind. Crop. Prod. 2017, 100, 146–152. [Google Scholar] [CrossRef]
- Gong, X.; Meng, Y.; Zhu, J.; Wang, X.; Lu, J.; Cheng, Y.; Tao, Y.; Wang, H. Construct a stable super-hydrophobic surface through acetonitrile extracted lignin and nano-silica and its application in oil-water separation. Ind. Crop. Prod. 2021, 166, 113471. [Google Scholar] [CrossRef]
- Huang, J.; Lyu, S.; Chen, Z.; Wang, S.; Fu, F. A facile method for fabricating robust cellulose nanocrystal/SiO2 superhydrophobic coatings. J. Colloid Interface Sci. 2018, 536, 349–362. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Y.-T.; Rodak, D.E. Is the lotus leaf superhydrophobic? Appl. Phys. Lett. 2005, 86, 144101. [Google Scholar] [CrossRef]
- Latthe, S.S.; Terashima, C.; Nakata, K.; Fujishima, A. Superhydrophobic surfaces developed by mimicking hierarchical surface morphology of lotus leaf. Molecules 2014, 19, 4256–4283. [Google Scholar] [CrossRef] [PubMed]
- Kolyaganova, O.; Klimov, V.V.; Bryuzgin, E.V.; Le, M.D.; Kharlamov, V.O.; Bryuzgina, E.B.; Navrotsky, A.V.; Novakov, I.A. Modification of wood with copolymers based on glycidyl methacrylate and alkyl methacrylates for imparting superhydrophobic properties. J. Appl. Polym. Sci. 2022, 139, 51636. [Google Scholar] [CrossRef]
- Gao, H.; Jian, Y.; Yan, Y. The effects of bio-inspired micro/nano scale structures on anti-icing properties. Soft Matter 2021, 17, 447–466. [Google Scholar] [CrossRef] [PubMed]
- Kim, M.C.; Klages, C.P. One-step process to deposit a soft super-hydrophobic film by filamentary dielectric barrier discharge-assisted CVD using HMCTSO as a precursor. Surf. Coat. Technol. 2009, 204, 428–432. [Google Scholar] [CrossRef]
- Yang, H.; Pi, P.; Cai, Z.-Q.; Wen, X.; Wang, X.; Cheng, J.; Yang, Z.-R. Facile preparation of super-hydrophobic and super-oleophilic silica film on stainless steel mesh via sol–gel process. Appl. Surf. Sci. 2010, 256, 4095–4102. [Google Scholar] [CrossRef]
- Sharma, D.K.; Kumar, R.; Avasthi, D.K.; Sikarwar, B.S. Self assembly of super-hydrophobic nanotextured methyl functionalized silica on copper and aluminium surfaces for moist air condensation. Colloids Surf. A Physicochem. Eng. Asp. 2020, 605, 125379. [Google Scholar] [CrossRef]
- Li, D.-W.; Wang, H.-Y.; Liu, Y.; Wei, D.-S.; Zhao, Z.-X. Large-scale fabrication of durable and robust super-hydrophobic spray coatings with excellent repairable and anti-corrosion performance. Chem. Eng. J. 2019, 367, 169–179. [Google Scholar] [CrossRef]
- Li, S.; Lin, M.M.; Toprak, M.S.; Kim, D.K.; Muhammed, M. Nanocomposites of polymer and inorganic nanoparticles for optical and magnetic applications. Nanotechnol. Rev. 2010, 1, 5214. [Google Scholar] [CrossRef]
- Ten, E.; Vermerris, W. Recent developments in polymers derived from industrial lignin. J. Appl. Polym. Sci. 2015, 132, 24. [Google Scholar] [CrossRef]
- Simpson, J.T.; Hunter, S.R.; Aytug, T. Superhydrophobic materials and coatings: A review. Rep. Prog. Phys. 2015, 78, 086501. [Google Scholar] [CrossRef]
- Li, M.; Li, Y.; Xue, F.; Jing, X. A robust and versatile superhydrophobic coating: Wear-resistance study upon sandpaper abrasion. Appl. Surf. Sci. 2019, 480, 738–748. [Google Scholar] [CrossRef]
- Lim, S.; Kim, S.; Ahn, K.H.; Lee, S.J. The effect of binders on the rheological properties and the microstructure formation of lithium-ion battery anode slurries. J. Power Sources 2015, 299, 221–230. [Google Scholar] [CrossRef]
- Latif, M.; Jiang, Y.; Kumar, B.; Cho, H.C.; Song, J.M.; Kim, J. Three-dimensional printing of highly crosslinked and concentrated nanocellulose for environmentally friendly structural applications. ACS Appl. Nano Mater. 2022, 5, 5680–5687. [Google Scholar] [CrossRef]
- Latif, M.; Jiang, Y.; Kumar, B.; Song, J.M.; Cho, H.C.; Kim, J. High content nanocellulose 3D-printed and esterified structures with strong interfacial adhesion, high mechanical properties, and shape fidelity. Adv. Mater. Interfaces 2022, 9, 2200280. [Google Scholar] [CrossRef]
- Xu, G.; Wang, H.; Zhu, H. Rheological properties and anti-aging performance of asphalt binder modified with wood lignin. Constr. Build. Mater. 2017, 151, 801–808. [Google Scholar] [CrossRef]
- Sugiarto, S.; Leow, Y.; Tan, C.L.; Wang, G.; Kai, D. How far is lignin from being a biomedical material? Bioact. Mater. 2022, 8, 71–94. [Google Scholar] [CrossRef] [PubMed]
- Meng, C.; Liu, F.; Li, Z.; Yu, C. The cellulose protection agent used in the oxidation degumming of ramie. Text. Res. J. 2016, 86, 1109–1118. [Google Scholar] [CrossRef]
- Krakhmalev, P.; Rodil, T.A.; Bergström, J. Influence of microstructure on the abrasive edge wear of WC–Co hardmetals. Wear 2007, 263, 240–245. [Google Scholar] [CrossRef]
- Gong, L.; Wu, H.; Shan, X.; Li, Z. Facile fabrication of phosphorylated alkali lignin microparticles for efficient adsorption of antibiotics and heavy metal ions in water. J. Environ. Chem. Eng. 2021, 9, 106574. [Google Scholar] [CrossRef]
- Xiong, W.; Yang, D.; Zhong, R.; Li, Y.; Zhou, H.; Qiu, X. Preparation of lignin-based silica composite submicron particles from alkali lignin and sodium silicate in aqueous solution using a direct precipitation method. Ind. Crop. Prod. 2015, 74, 285–292. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, H.; Yang, L.; Wang, S.; Meng, Y. Understanding the effect of extractives on the mechanical properties of the waterborne coating on wood surface by nanoindentation 3D mapping. J. Mater. Sci. 2021, 56, 1401–1412. [Google Scholar] [CrossRef]
- Xu, C.; Cao, Y.; Chen, H.; Nie, Y.; Meng, Y.; Wu, Q.; Wang, S. Large-scale and high-resolution visualization of static mechanical properties of wood-adhesive interphase utilizing nanoindentation mapping. Wood Sci. Technol. 2022, 56, 1029–1045. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Huang, J.; Li, M.; Ren, C.; Huang, W.; Miao, Y.; Wu, Q.; Wang, S. Construction of HLNPs/Fe3O4 based superhydrophobic coating with excellent abrasion resistance, UV resistance, flame retardation and oil absorbency. J. Environ. Chem. Eng. 2023, 11, 109046. [Google Scholar] [CrossRef]
- Prieur, B.; Meub, M.; Wittemann, M.; Klein, R.; Bellayer, S.; Fontaine, G.; Bourbigot, S. Phosphorylation of lignin to flame retard acrylonitrile butadiene styrene (ABS). Polym. Degrad. Stab. 2016, 127, 32–43. [Google Scholar] [CrossRef]
- Cui, J.; Xie, A.; Zhou, S.; Liu, S.; Wang, Q.; Wu, Y.; Meng, M.; Lang, J.; Zhou, Z.; Yan, Y. Development of composite membranes with irregular rod-like structure via atom transfer radical polymerization for efficient oil-water emulsion separation. J. Colloid Interface Sci. 2019, 533, 278–286. [Google Scholar] [CrossRef] [PubMed]
- Kumar, B.; Roy, S.; Agumba, D.O.; Pham, D.H.; Kim, J. Effect of bio-based derived epoxy resin on interfacial adhesion of cellulose film and applicability towards natural jute fiber-reinforced composites. Int. J. Biol. Macromol. 2022, 222, 1304–1313. [Google Scholar] [CrossRef] [PubMed]
- Varma, H.; Babu, S.S. Synthesis of calcium phosphate bioceramics by citrate gel pyrolysis method. Ceram. Int. 2005, 31, 109–114. [Google Scholar] [CrossRef]
- Xie, J.; Hu, J.; Lin, X.; Fang, L.; Wu, F.; Liao, X.; Luo, H.; Shi, L. Robust and anti-corrosive PDMS/SiO2 superhydrophobic coatings fabricated on magnesium alloys with different-sized SiO2 nanoparticles. Appl. Surf. Sci. 2018, 457, 870–880. [Google Scholar] [CrossRef]
- Li, Y.; Men, X.; Zhu, X.; Ge, B.; Chu, F.; Zhang, Z. One-step spraying to fabricate nonfluorinated superhydrophobic coatings with high transparency. J. Mater. Sci. 2016, 51, 2411–2419. [Google Scholar] [CrossRef]
- Xiong, M.; Ren, Z.; Liu, W. Fabrication of UV-resistant and superhydrophobic surface on cotton fabric by functionalized polyethyleneimine/SiO2 via layer-by-layer assembly and dip-coating. Cellulose 2019, 26, 8951–8962. [Google Scholar] [CrossRef]
- Egorov, A.A.; Fedotov, A.Y.; Mironov, A.V.; Komlev, V.S.; Popov, V.; Zobkov, Y.V. 3D printing of mineral–polymer bone substitutes based on sodium alginate and calcium phosphate. Beilstein. J. Nanotech. 2016, 7, 1794–1799. [Google Scholar] [CrossRef]
- Kaur, R.; Bhardwaj, S.K.; Chandna, S.; Kim, K.-H.; Bhaumik, J. Lignin-based metal oxide nanocomposites for UV protection applications: A review. J. Clean. Prod. 2021, 317, 128300. [Google Scholar] [CrossRef]
- Li, M.; Huang, W.; Ren, C.; Wu, Q.; Wang, S.; Huang, J. Preparation of lignin nanospheres based superhydrophobic surfaces with good robustness and long UV resistance. RSC Adv. 2022, 12, 11517–11525. [Google Scholar] [CrossRef] [PubMed]
- Ou, J.; Zhao, G.; Wang, F.; Li, W.; Lei, S.; Fang, X.; Siddiqui, A.R.; Xia, Y.; Amirfazli, A. Durable superhydrophobic wood via one-step immersion in composite silane solution. ACS Omega 2021, 6, 7266–7274. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Zhang, L.; Gong, X. Large-scale spraying fabrication of robust fluorine-free superhydrophobic coatings based on dual-sized silica particles for effective antipollution and strong buoyancy. Langmuir 2021, 37, 6042–6051. [Google Scholar] [CrossRef]
- Yang, Y.; Huang, W.; Guo, Z.; Zhang, S.; Wu, F.; Huang, J.; Yang, H.; Zhou, Y.; Xu, W.; Gu, S. Robust fluorine-free colorful superhydrophobic PDMS/NH2-MIL-125 (Ti)@ cotton fabrics for improved ultraviolet resistance and efficient oil–water separation. Cellulose 2019, 26, 9335–9348. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Atomic Percent (%) | ||||
|---|---|---|---|---|---|
| C | N | Si | O | P | |
| CNC@SiO2 | 6.04 | 0.69 | 28.32 | 64.85 | - |
| CNC@SiO2@PL | 28.88 | 3.57 | 13.8 | 51.76 | 2 |
| Modified CNC@SiO2@PL | 48.08 | 0.55 | 17.76 | 33.14 | 0.47 |
| Modified CNC@SiO2@PL@PDMS | 51.56 | 0.61 | 14.85 | 31.73 | 1.26 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Ren, C.; Sun, Y.; Miao, Y.; Deng, L.; Wang, Z.; Cao, Y.; Zhang, W.; Huang, J. Construction of CNC@SiO2@PL Based Superhydrophobic Wood with Excellent Abrasion Resistance Based on Nanoindentation Analysis and Good UV Resistance. Polymers 2023, 15, 933. https://doi.org/10.3390/polym15040933
Zhang Z, Ren C, Sun Y, Miao Y, Deng L, Wang Z, Cao Y, Zhang W, Huang J. Construction of CNC@SiO2@PL Based Superhydrophobic Wood with Excellent Abrasion Resistance Based on Nanoindentation Analysis and Good UV Resistance. Polymers. 2023; 15(4):933. https://doi.org/10.3390/polym15040933
Chicago/Turabian StyleZhang, Zhupeng, Changying Ren, Yi Sun, Yu Miao, Lan Deng, Zepeng Wang, Yizhong Cao, Wenbiao Zhang, and Jingda Huang. 2023. "Construction of CNC@SiO2@PL Based Superhydrophobic Wood with Excellent Abrasion Resistance Based on Nanoindentation Analysis and Good UV Resistance" Polymers 15, no. 4: 933. https://doi.org/10.3390/polym15040933