
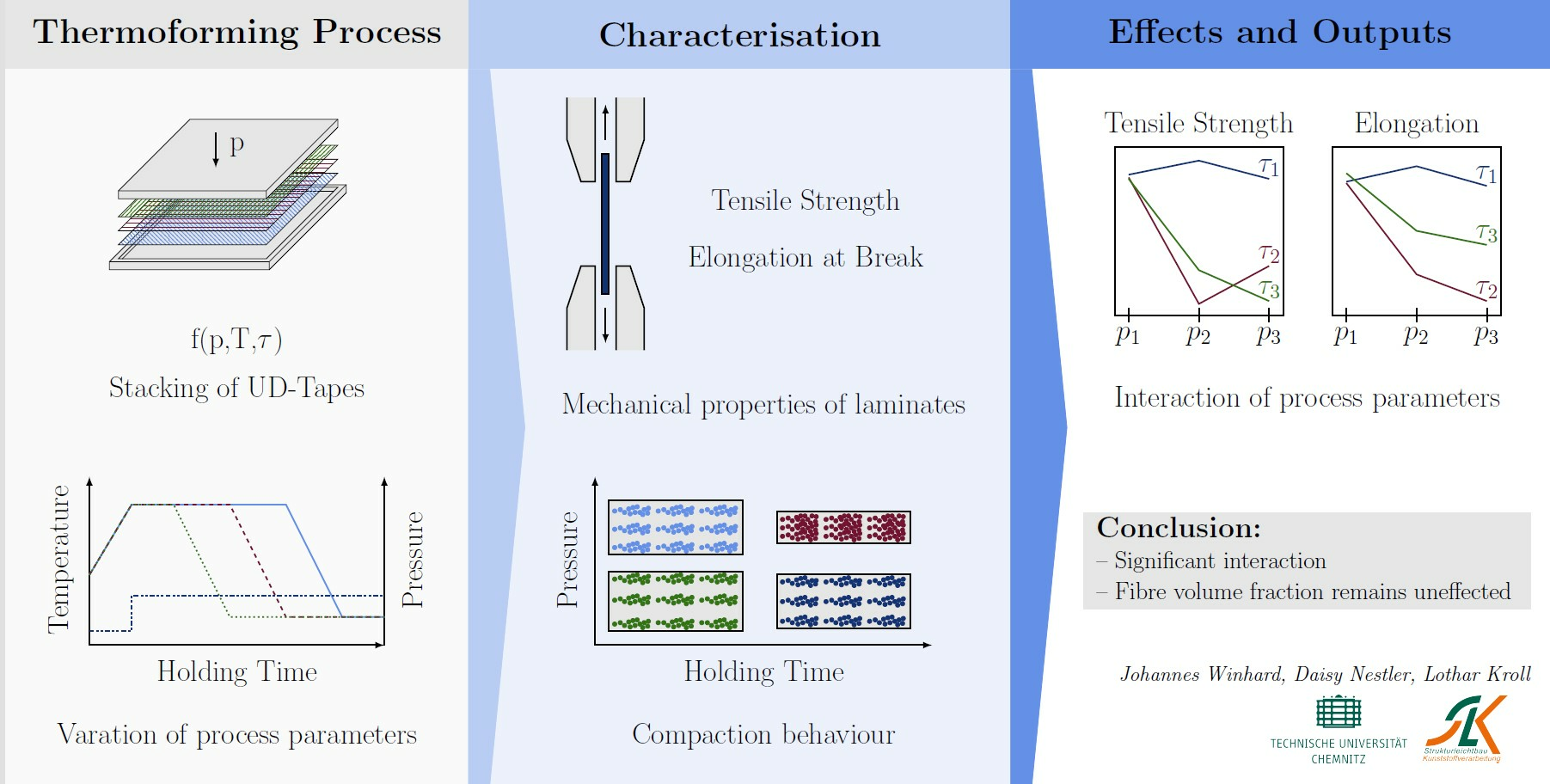
Effects of Process Parameters in Thermoforming of Unidirectional Fibre-Reinforced Thermoplastics



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials and Samples
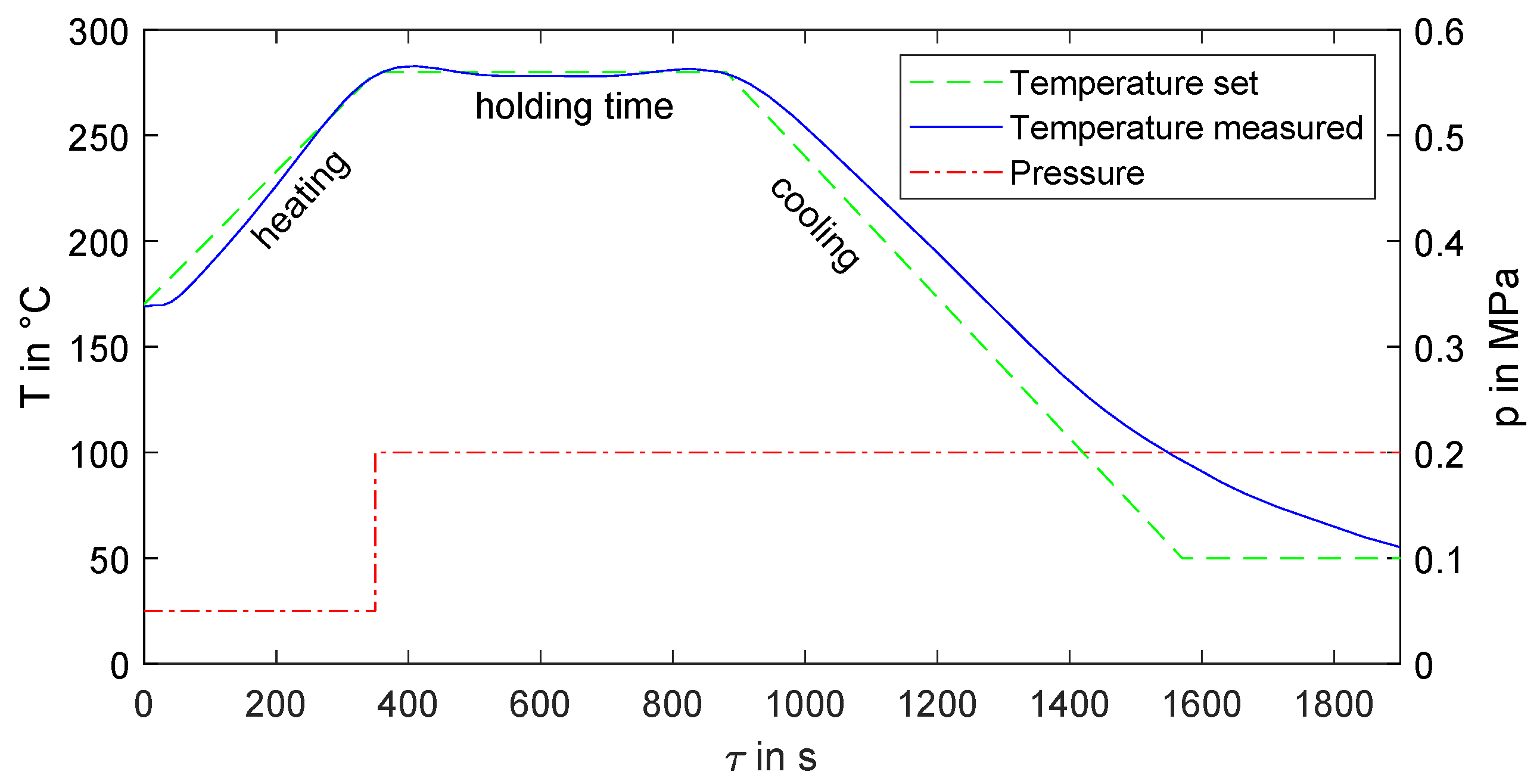
2.2. Manufacturing Process
2.3. Statistical Methods
3. Results and Discussion
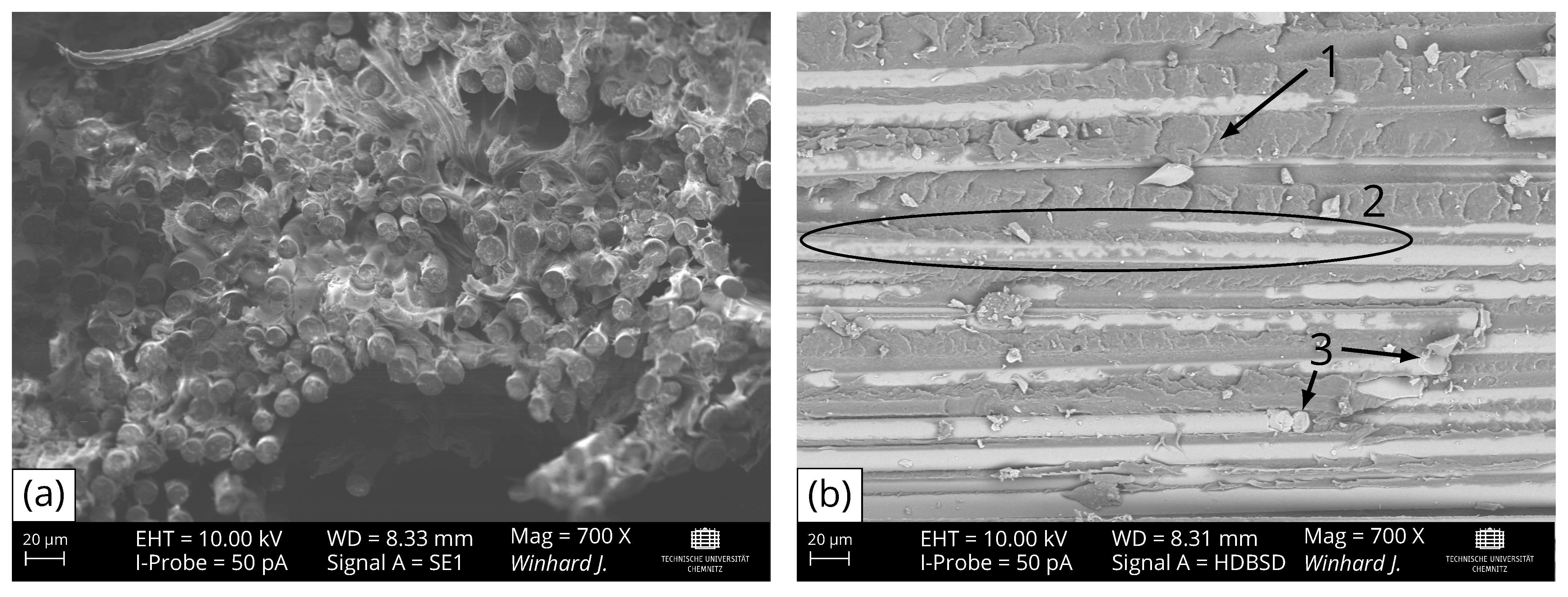
3.1. Macroscopic Fibre Misalignment and Compaction
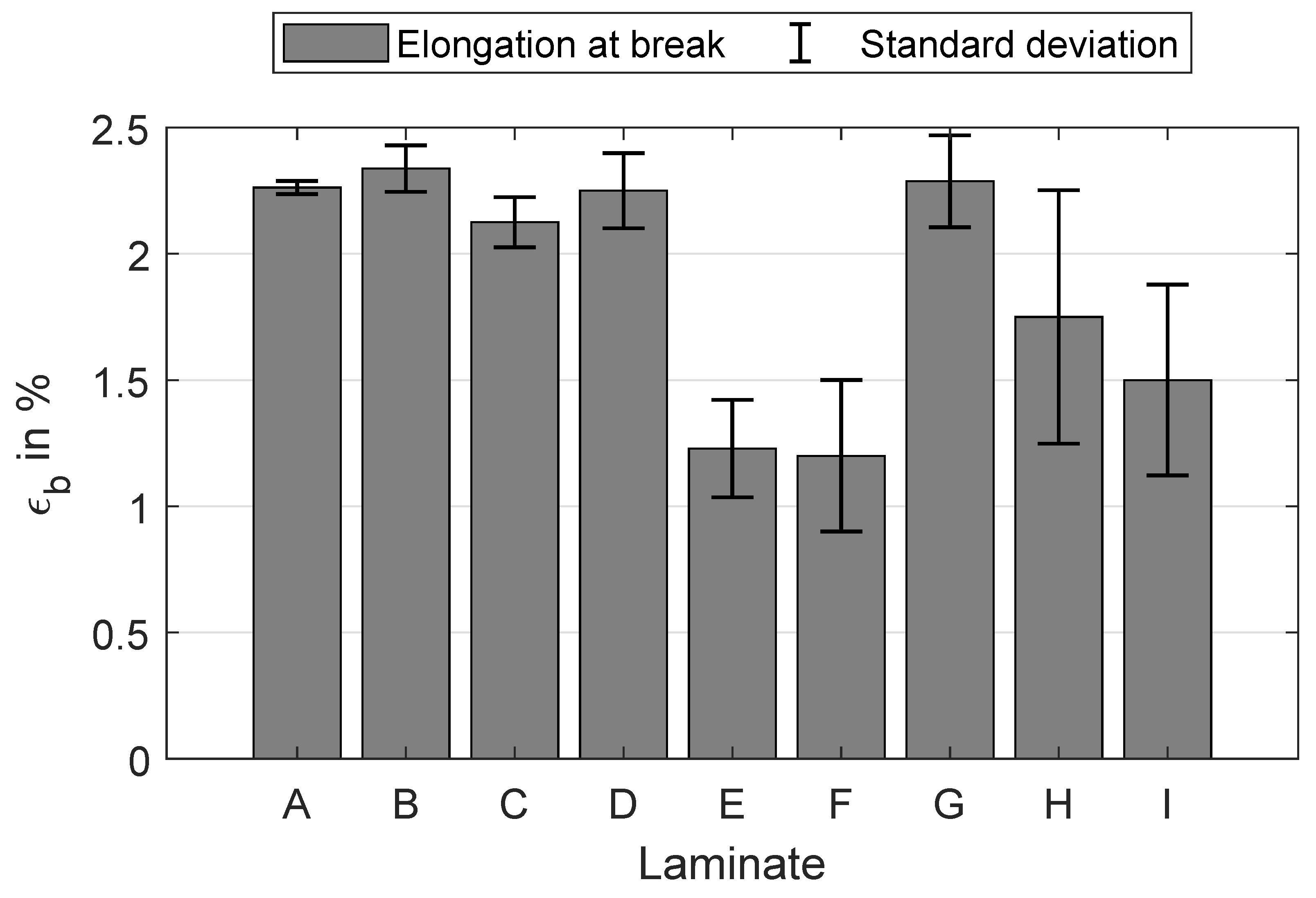
3.2. Fracture Types and Mechanical Properties
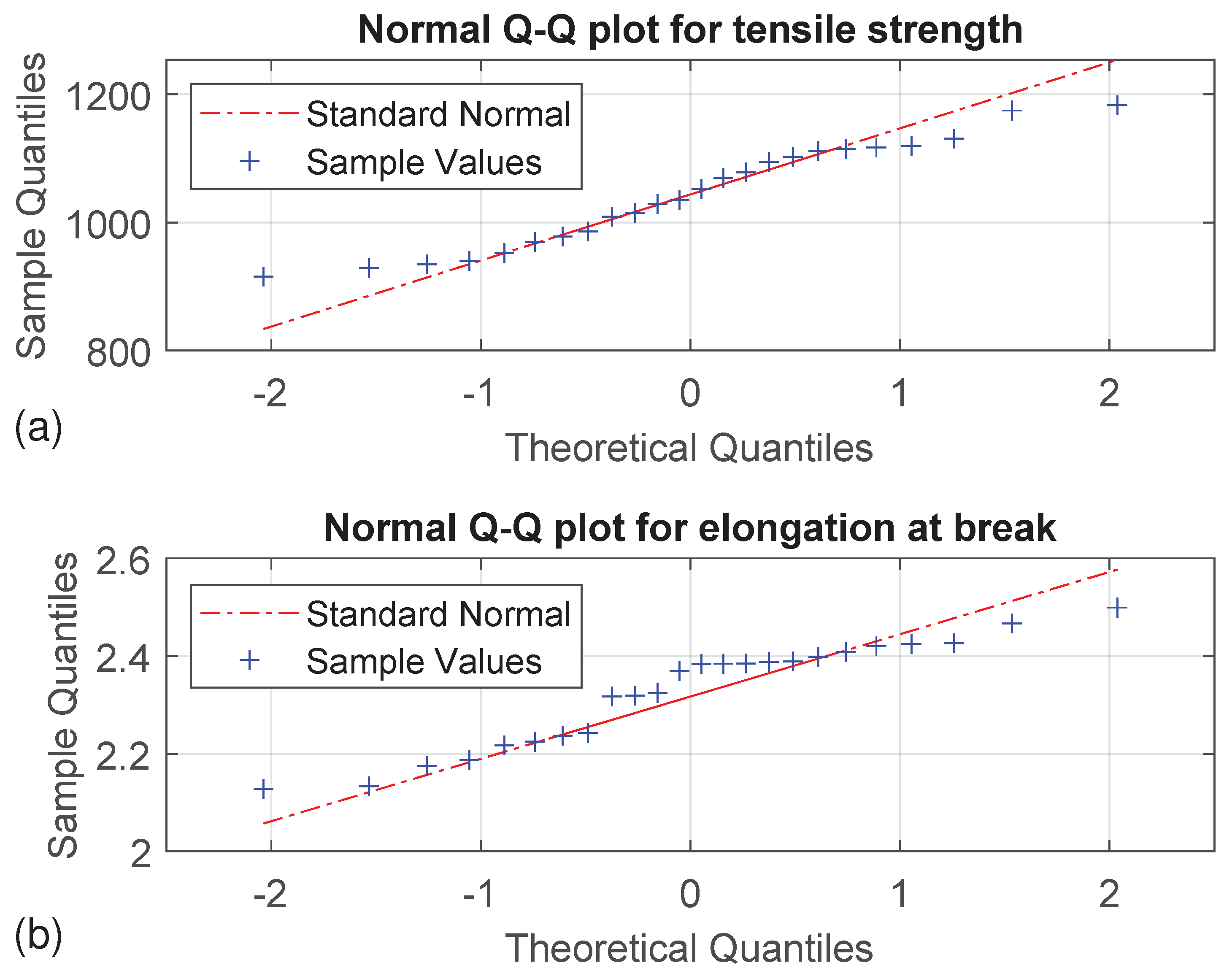
3.3. Normal Distribution of Sample Values
3.4. ANOVA and Interactions
3.5. Regression Model and Validation
- holding time = 200 s
- pressure p = 0.3 MPa
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ANOVA | Analysis of variance |
| BF | Basalt fibre |
| CI | Confidence interval |
| DOE | Design of experiments |
| FRP | Fibre reinforced plastic |
| FRTP | Fibre reinforced thermoplastic |
| FVF | Fibre volume fraction |
| PA 6 | Polyamide 6 |
| PEEK | Polyether ether ketone |
| Prepreg | Pre-impregnated material |
| SEM | Selective electron microscopy |
| SD | Standard deviation |
| UD-tape | Unidirectional fibre-reinforced tape |
References
- Witten, E.; Mathes, V. Der europäische Markt für Faserverstärkte Kunststoffe/Composites 2022: Marktentwicklungen, Trends, Herausforderungen und Ausblicke. Available online: https://composites-united.com/der-europaeische-markt-fuer-faserverstaerkte-kunststoffe-composites-2022/ (accessed on 12 June 2023).
- Baur, E.; Brinkmann, S.; Osswald, T.A.; Rudolph, N.; Schmachtenberg, E.; Saechtling, H. Saechtling Kunststoff Taschenbuch, 31. ausgabe ed.; Hanser: Munich, Germany, 2013. [Google Scholar]
- Dagdag, O.; Hsissou, R.; Safi, Z.; Hamed, O.; Jodeh, S.; Haldhar, R.; Verma, C.; Ebenso, E.E.; El Bachiri, A.; El Gouri, M. Viscosity of epoxy resins based on aromatic diamines, glucose, bisphenolic and bio-based derivatives: A comprehensive review. J. Polym. Res. 2022, 29, 200. [Google Scholar] [CrossRef]
- Neitzel, M.; Mitschang, P.; Breuer, U. Handbuch Verbundwerkstoffe: Werkstoffe, Verarbeitung, Anwendung, 2. aktualisierte und erweiterte auflage ed.; Hanser eLibrary, Hanser: Munich, Germany, 2014. [Google Scholar] [CrossRef]
- Cherif, C. Textile Werkstoffe für den Leichtbau; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar] [CrossRef]
- Bersee, H.; Robroek, L. The role of the thermoplastic matrix in forming processes of composite materials. Compos. Manuf. 1991, 2, 217–222. [Google Scholar] [CrossRef]
- Akkerman, R.; Haanappel, S.P. Thermoplastic composites manufacturing by thermoforming. In Advances in Composites Manufacturing and Process Design; Boisse, P., Ed.; Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Cambridge, UK, 2015; pp. 111–129. [Google Scholar] [CrossRef]
- Nestler, D.; Trautmann, M.; Zopp, C.; Tröltzsch, J.; Osiecki, T.; Nendel, S.; Wagner, G.; Kroll, L. Continuous Film Stacking and Thermoforming Process for Hybrid CFRP/aluminum Laminates. Procedia CIRP 2017, 66, 107–112. [Google Scholar] [CrossRef]
- Wolthuizen, D.J.; Schuurman, J.; Akkerman, R. Forming Limits of Thermoplastic Composites. Key Eng. Mater. 2014, 611–612, 407–414. [Google Scholar] [CrossRef]
- Schug, A.; Winkelbauer, J.; Hinterhölzl, R.; Drechsler, K. Thermoforming of glass fibre reinforced polypropylene: A study on the influence of different process parameters. In Proceedings of the 20th International ESAFORM Conference on Material Forming, Dublin, Ireland, 26–28 April 2017; pp. 030010-1–030010-6. [Google Scholar] [CrossRef]
- Stamopoulos, A.G.; Di Ilio, A. On the Predictive Tools for Assessing the Effect of Manufacturing Defects on the Mechanical Properties of Composite Materials. Procedia CIRP 2019, 79, 563–567. [Google Scholar] [CrossRef]
- Wisnom, M. The effect of fibre misalignment on the compressive strength of unidirectional carbon fibre/epoxy. Composites 1990, 21, 403–407. [Google Scholar] [CrossRef]
- Pierron, F.; Vautrin, A. The 10° off-axis tensile test: A critical approach. Compos. Sci. Technol. 1996, 56, 483–488. [Google Scholar] [CrossRef]
- Cai, D.; Zhou, G.; Wang, X.; Li, C.; Deng, J. Experimental investigation on mechanical properties of unidirectional and woven fabric glass/epoxy composites under off-axis tensile loading. Polym. Test. 2017, 58, 142–152. [Google Scholar] [CrossRef]
- Chamis, C.C.; Sinclair, J.H. Ten-deg off-axis test for shear properties in fiber composites. Exp. Mech. 1977, 17, 339–346. [Google Scholar] [CrossRef]
- Liang, Y.; Wang, H.; Gu, X. In-plane shear response of unidirectional fiber reinforced and fabric reinforced carbon/epoxy composites. Polym. Test. 2013, 32, 594–601. [Google Scholar] [CrossRef]
- Mayer, C. Prozeßanalyse und Modellbildung zur Herstellung Gewebeverstärkter, Thermoplastischer Halbzeuge: Zugl.: Kaiserslautern, Univ., Diss., 1999, als ms. gedr ed.; Schriftenreihe/Institut für Verbundwerkstoffe GmbH, IVW, Inst. für Verbundwerkstoffe GmbH: Kaiserslautern, Germany, 2000; Volume 5. [Google Scholar]
- Christmann, M.; Mitschang, P.; Medina, L. Impregnation Performance of Non-Isobaric Processes. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Nishi, M.; Hirashima, T.; Kurashiki, T.; Kurose, M.; Kaburagi, T.; Uenishi, K. Thermoforming Simulation of Thermoplastic Pre-Impregnated Textile Reinforcement. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Xiong, H.; Hamila, N.; Boisse, P. Consolidation Modeling during Thermoforming of Thermoplastic Composite Prepregs. Materials 2019, 12, 2853. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Li, S.; Wang, J.; Ding, A. A focused review on the thermo-stamping process and simulation progresses of continuous fibre reinforced thermoplastic composites. Compos. Part B Eng. 2021, 224, 109196. [Google Scholar] [CrossRef]
- Manson, J.A.E.; Schneider, T.L.; Seferis, J.C. Press-forming of continuous-fiber-reinforced thermoplastic composites. Polym. Compos. 1990, 11, 114–120. [Google Scholar] [CrossRef]
- Talbott, M.F.; Springer, G.S.; Berglund, L.A. The Effects of Crystallinity on the Mechanical Properties of PEEK Polymer and Graphite Fiber Reinforced PEEK. J. Compos. Mater. 1987, 21, 1056–1081. [Google Scholar] [CrossRef]
- Ma, X.L.; Wen, L.H.; Wang, S.Y.; Xiao, J.Y.; Li, W.H.; Hou, X. Inherent relationship between process parameters, crystallization and mechanical properties of continuous carbon fiber reinforced PEEK composites. Def. Technol. 2023, 24, 269–284. [Google Scholar] [CrossRef]
- Kropka, M.; Reichstein, J.; Neumeyer, T.; Altstaedt, V. Effect of the pre-consolidation process on quality and mechanical properties of mono- and multi-material laminates based on thermoplastic UD-tapes. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017. [Google Scholar]
- Hou, M. Stamp forming of continuous glass fibre reinforced polypropylene. Compos. Part A Appl. Sci. Manuf. 1997, 28, 695–702. [Google Scholar] [CrossRef]
- DIN EN ISO 1172:2023-12; Textilglasverstärkte Kunststoffe—Prepregs, Formmassen und Laminate—Bestimmung des Textilglas- und Mineralfüllstoffgehalts Mittels Kalzinierungsverfahren. Beuth Verlag GmbH: Berlin, Germany, 2023. [CrossRef]
- DIN 65672:2009-07; Luft- und Raumfahrt—Endlosfaserverstärkte Laminate mit Nichtreaktivem Thermoplast—Herstellen von Prüfplatten. Beuth Verlag GmbH: Berlin, Germany, 2009; (In German and English). [CrossRef]
- DIN EN ISO 1110:2019-09; Kunststoffe–Polyamide–Beschleunigte Konditionierung von Probekörpern (ISO_1110:2019). Beuth Verlag GmbH: Berlin, Germany, 2019. [CrossRef]
- DIN EN ISO 527-5:2022-05; Kunststoffe—Bestimmung der Zugeigenschaften—Teil_5: Prüfbedingungen für Unidirektional Faserverstärkte Kunststoffverbundwerkstoffe (ISO_527-5:2021). Beuth Verlag GmbH: Berlin, Germany, 2022. [CrossRef]
- The MathWorks Inc. MATLAB; The MathWorks Inc.: Natick, MA, USA, 2022. [Google Scholar]
- Odegard, G.; Kumosa, M. Determination of shear strength of unidirectional composite materials with the Iosipescu and 10° off-axis shear tests. Compos. Sci. Technol. 2000, 60, 2917–2943. [Google Scholar] [CrossRef]
- Shikhmanter, L.; Eldror, I.; Cina, B. Fractography of unidirectional CFRP composites. J. Mater. Sci. 1989, 24, 167–172. [Google Scholar] [CrossRef]
- Piggott, M.R. A new model for interface failure in fibre-reinforced polymers. Compos. Sci. Technol. 1995, 55, 269–276. [Google Scholar] [CrossRef]
- Plappert, D.; Ganzenmüller, G.C.; May, M.; Beisel, S. Mechanical Properties of a Unidirectional Basalt-Fiber/Epoxy Composite. J. Compos. Sci. 2020, 4, 101. [Google Scholar] [CrossRef]
- Glass, G.V.; Peckham, P.D.; Sanders, J.R. Consequences of Failure to Meet Assumptions Underlying the Fixed Effects Analyses of Variance and Covariance. Rev. Educ. Res. 1972, 42, 237. [Google Scholar] [CrossRef]
- Harwell, M.R.; Rubinstein, E.N.; Hayes, W.S.; Olds, C.C. Summarizing Monte Carlo Results in Methodological Research: The One- and Two-Factor Fixed Effects ANOVA Cases. J. Educ. Stat. 1992, 17, 315–339. [Google Scholar] [CrossRef]
- Lix, L.M.; Keselman, J.C.; Keselman, H.J. Consequences of Assumption Violations Revisited: A Quantitative Review of Alternatives to the One-Way Analysis of Variance F Test. Rev. Educ. Res. 1996, 66, 579–619. [Google Scholar] [CrossRef]
- Schmider, E.; Ziegler, M.; Danay, E.; Beyer, L.; Bühner, M. Is It Really Robust? Methodology 2010, 6, 147–151. [Google Scholar] [CrossRef]
- Blanca, M.J.; Alarcón, R.; Arnau, J.; Bono, R.; Bendayan, R. Non-normal data: Is ANOVA still a valid option? Psicothema 2017, 29, 552–557. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laminate | Holding Time in s | Pressure p in MPa |
|---|---|---|
| A | 60 | 0.2 |
| B | 60 | 1.1 |
| C | 60 | 2.0 |
| D | 530 | 0.2 |
| E | 530 | 1.1 |
| F | 530 | 2.0 |
| G | 1000 | 0.2 |
| H | 1000 | 1.1 |
| I | 1000 | 2.0 |
| Effect | Sum of Squares | Degrees of Freedom | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Holding time | 2 | 194.42 | |||
| Pressure | 2 | 206.07 | |||
| Interaction | 4 | 53.56 | |||
| Error | 45 | – | – | ||
| Total | 53 | – | – | – |
| Effect | Sum of Squares | Degrees of Freedom | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Holding time | 2 | 11.46 | |||
| Pressure | 2 | 12.47 | |||
| Interaction | 4 | 3.16 | 0.02 | ||
| Error | 45 | – | – | ||
| Total | 53 | – | – | – |
| Effect | Sum of Squares | Degrees of Freedom | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Holding time | 2 | 0.89 | 0.42 | ||
| Pressure | 2 | 2.50 | 0.09 | ||
| Interaction | 4 | 0.69 | 0.60 | ||
| Error | 45 | – | – | ||
| Total | 53 | – | – | – |
| Mean | SD | Prediction | CI | Error in % | |
|---|---|---|---|---|---|
| in MPa | 1049 | ±40 | 1012 | ±201 | 3.7 |
| in % | 2.3 | ±0.6 | 2.2 | ±0.4 | 4.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Winhard, J.; Nestler, D.; Kroll, L. Effects of Process Parameters in Thermoforming of Unidirectional Fibre-Reinforced Thermoplastics. Polymers 2024, 16, 221. https://doi.org/10.3390/polym16020221
Winhard J, Nestler D, Kroll L. Effects of Process Parameters in Thermoforming of Unidirectional Fibre-Reinforced Thermoplastics. Polymers. 2024; 16(2):221. https://doi.org/10.3390/polym16020221
Chicago/Turabian StyleWinhard, Johannes, Daisy Nestler, and Lothar Kroll. 2024. "Effects of Process Parameters in Thermoforming of Unidirectional Fibre-Reinforced Thermoplastics" Polymers 16, no. 2: 221. https://doi.org/10.3390/polym16020221