
Fused Deposition Modeling of Isotactic Polypropylene/Graphene Nanoplatelets Composites: Achieving Enhanced Thermal Conductivity through Filler Orientation
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
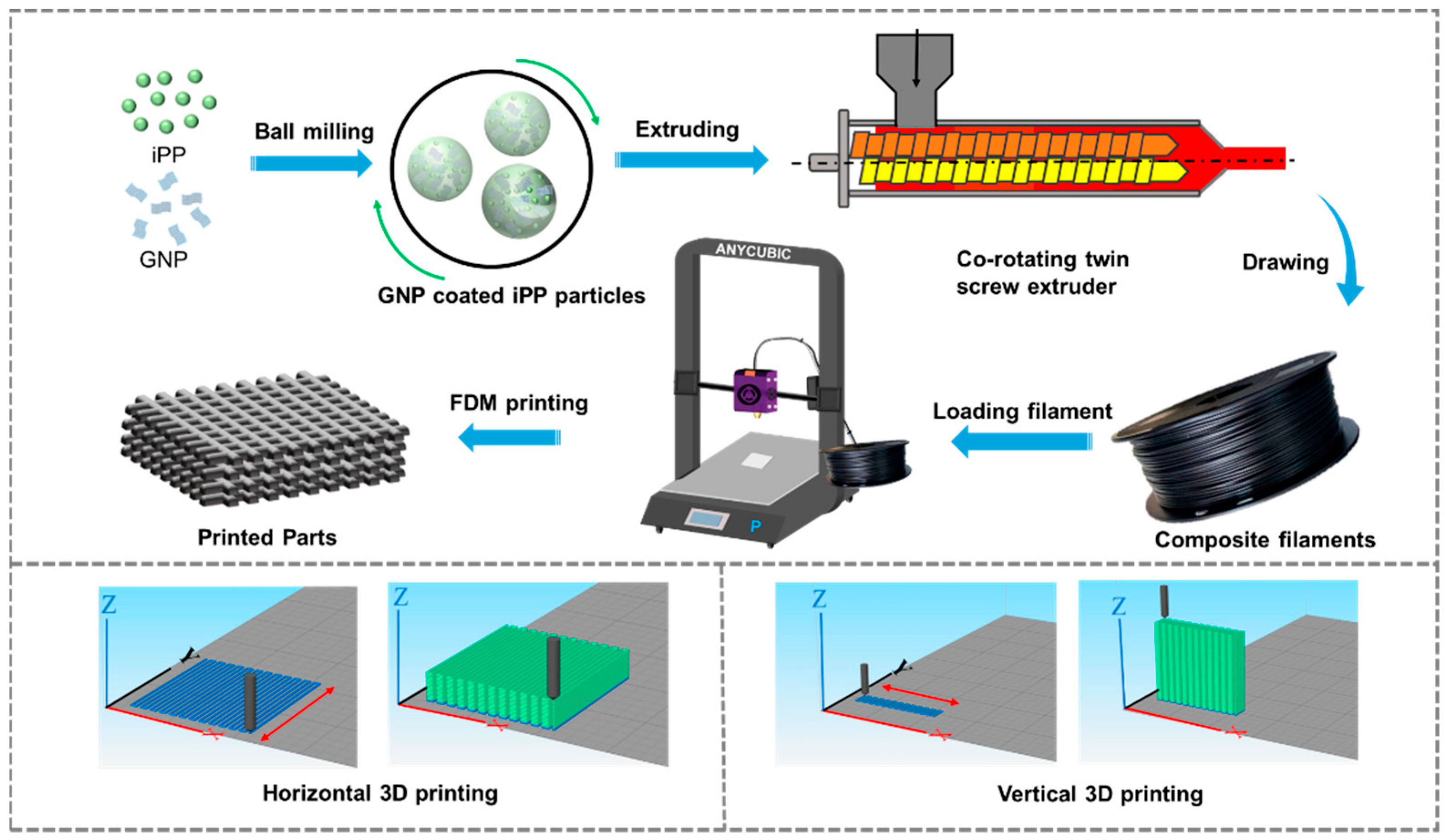
2.2. Sample Preparation
2.3. Material Characterization
3. Results
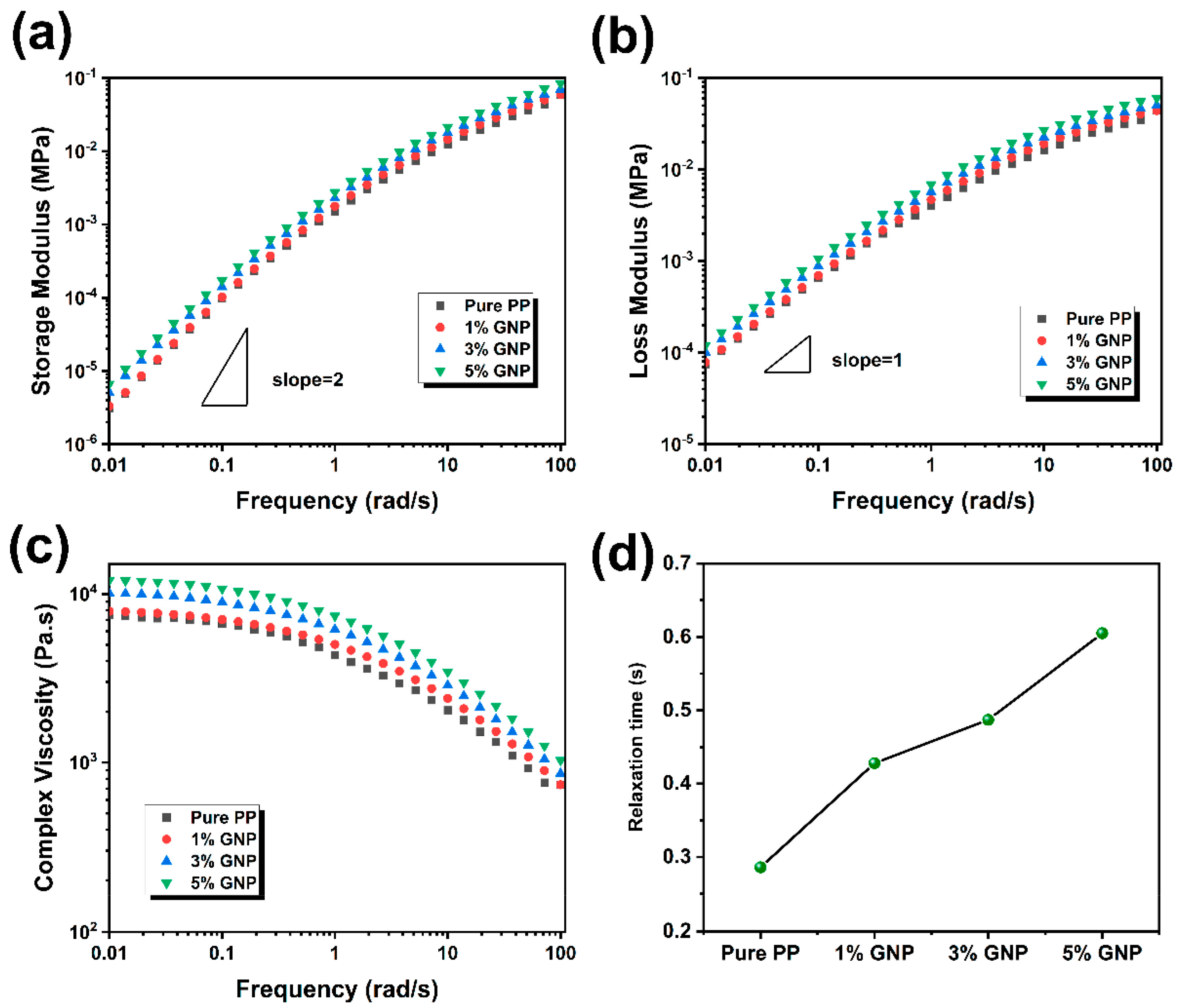
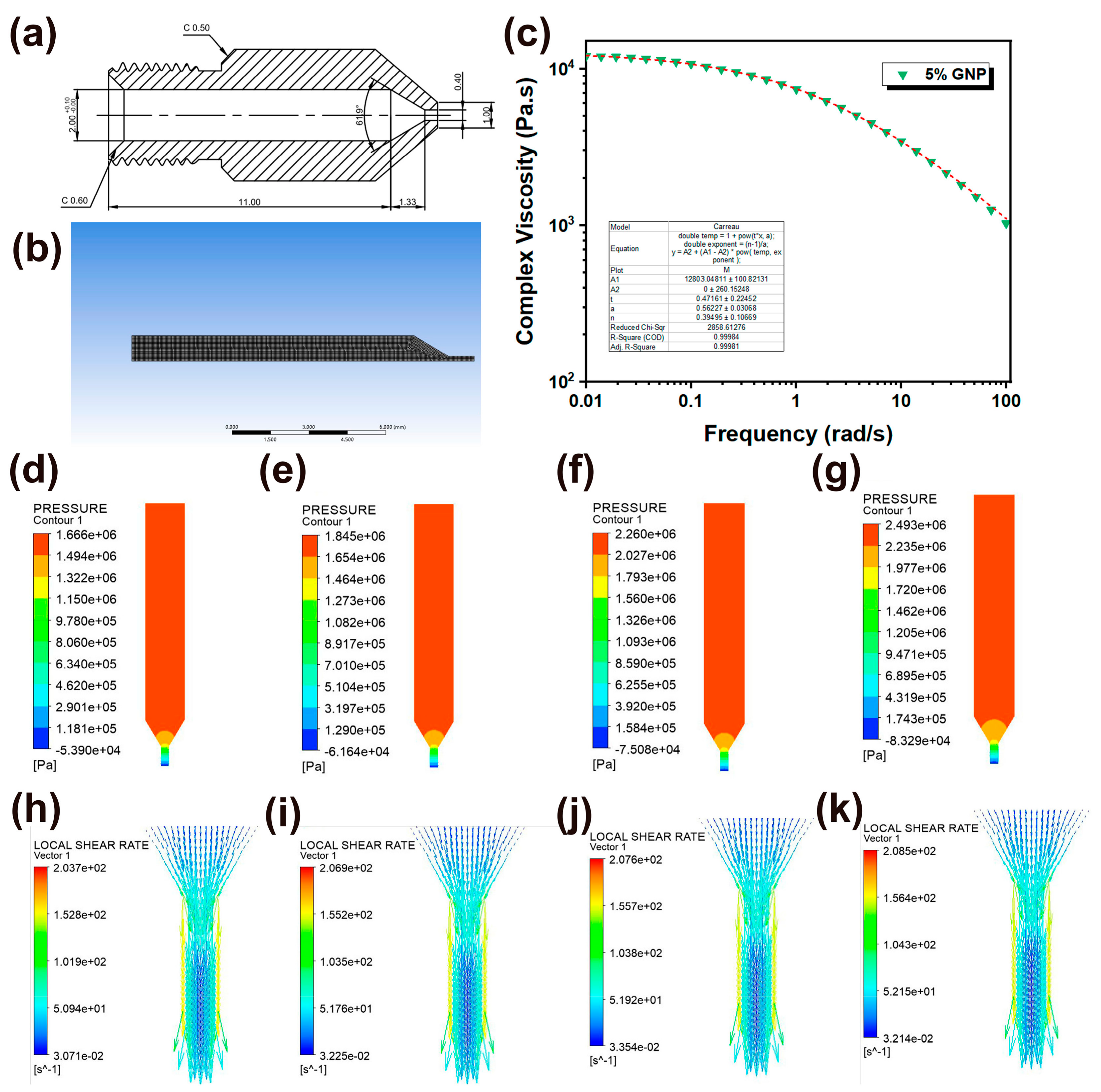
3.1. Rheological Properties of iPP/GNP Composites
3.2. Finite Element Simulation of FDM Extrusion Process for the Composites
3.3. Morphologies of FDM Printed iPP/GNP Samples
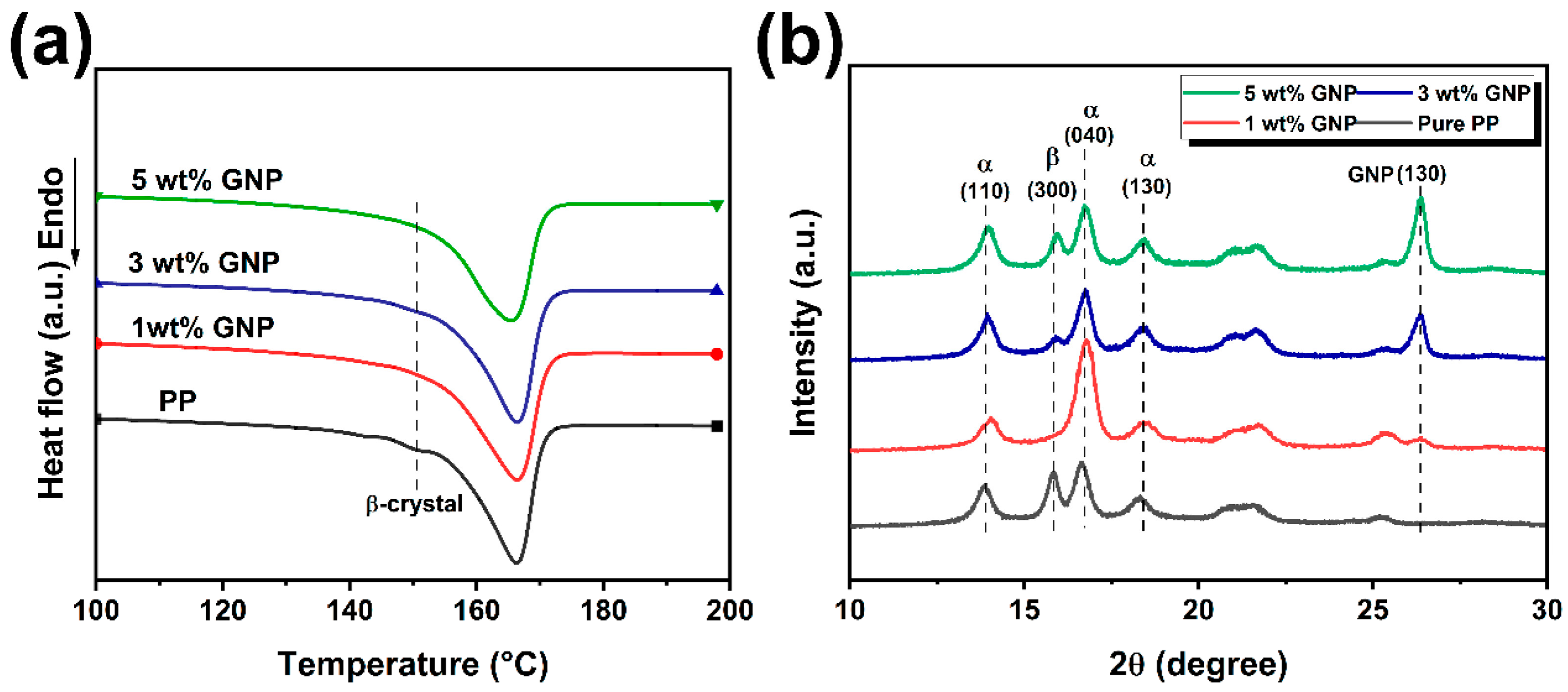
3.4. Thermal Behavior of FDM Printed iPP/GNP Composites
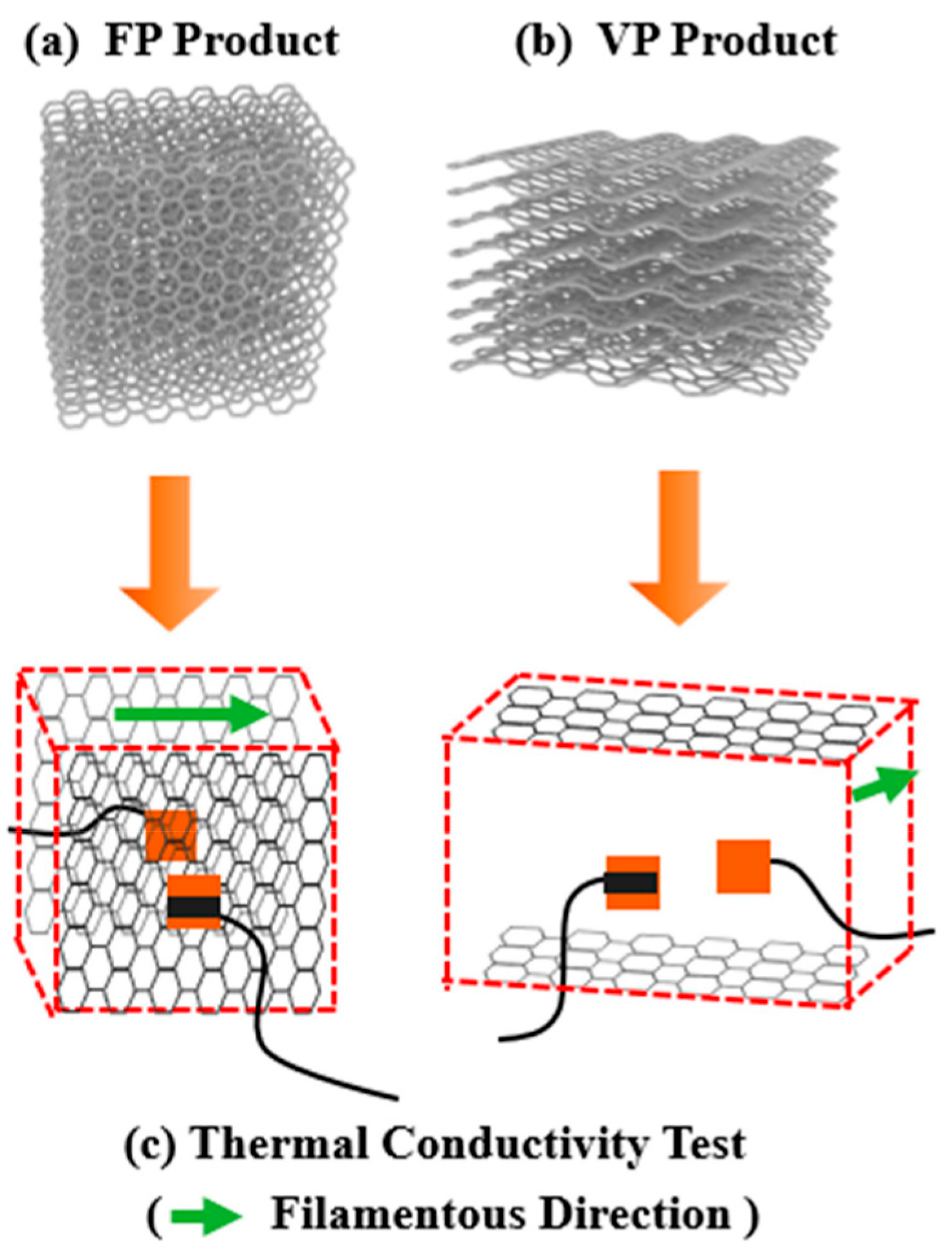
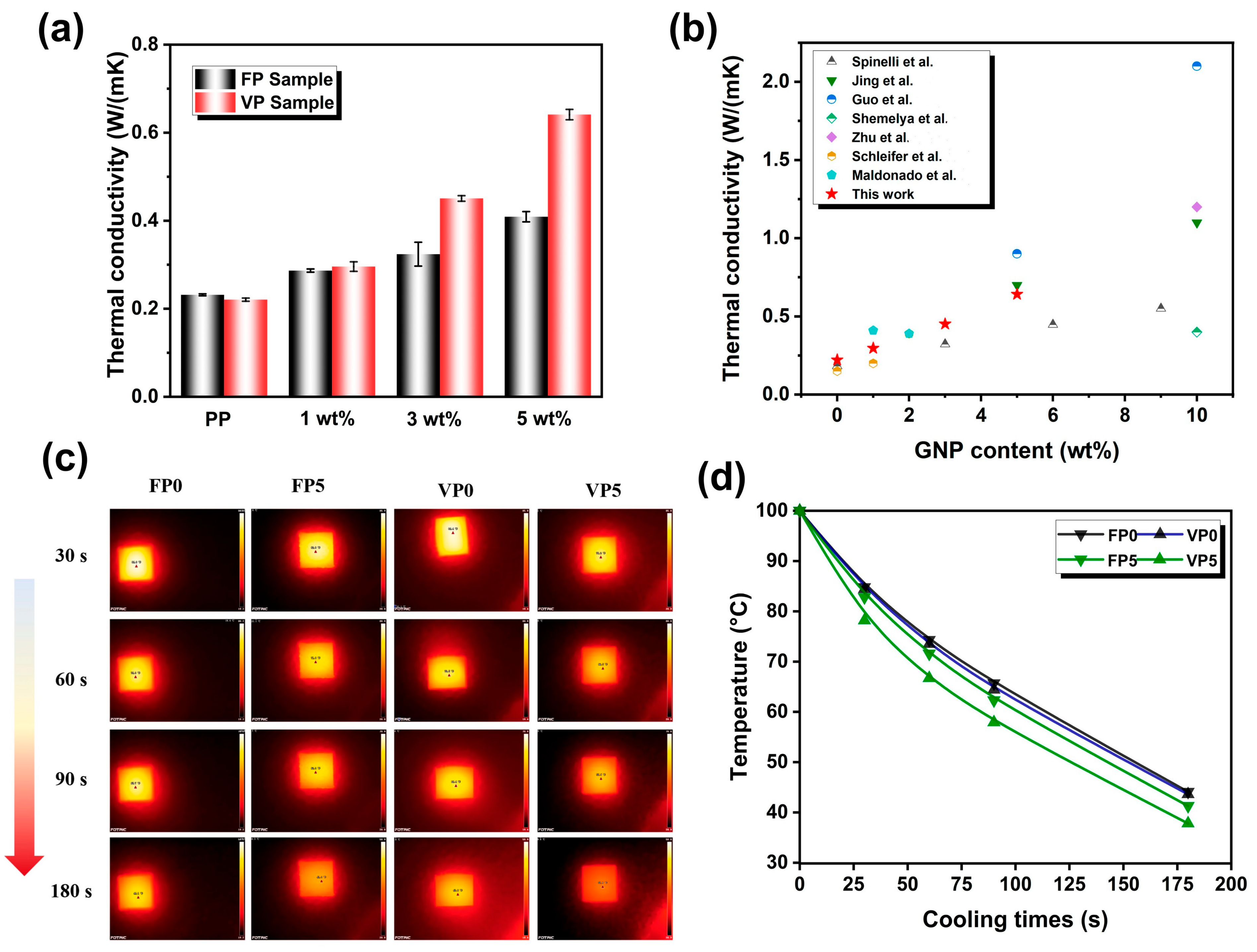
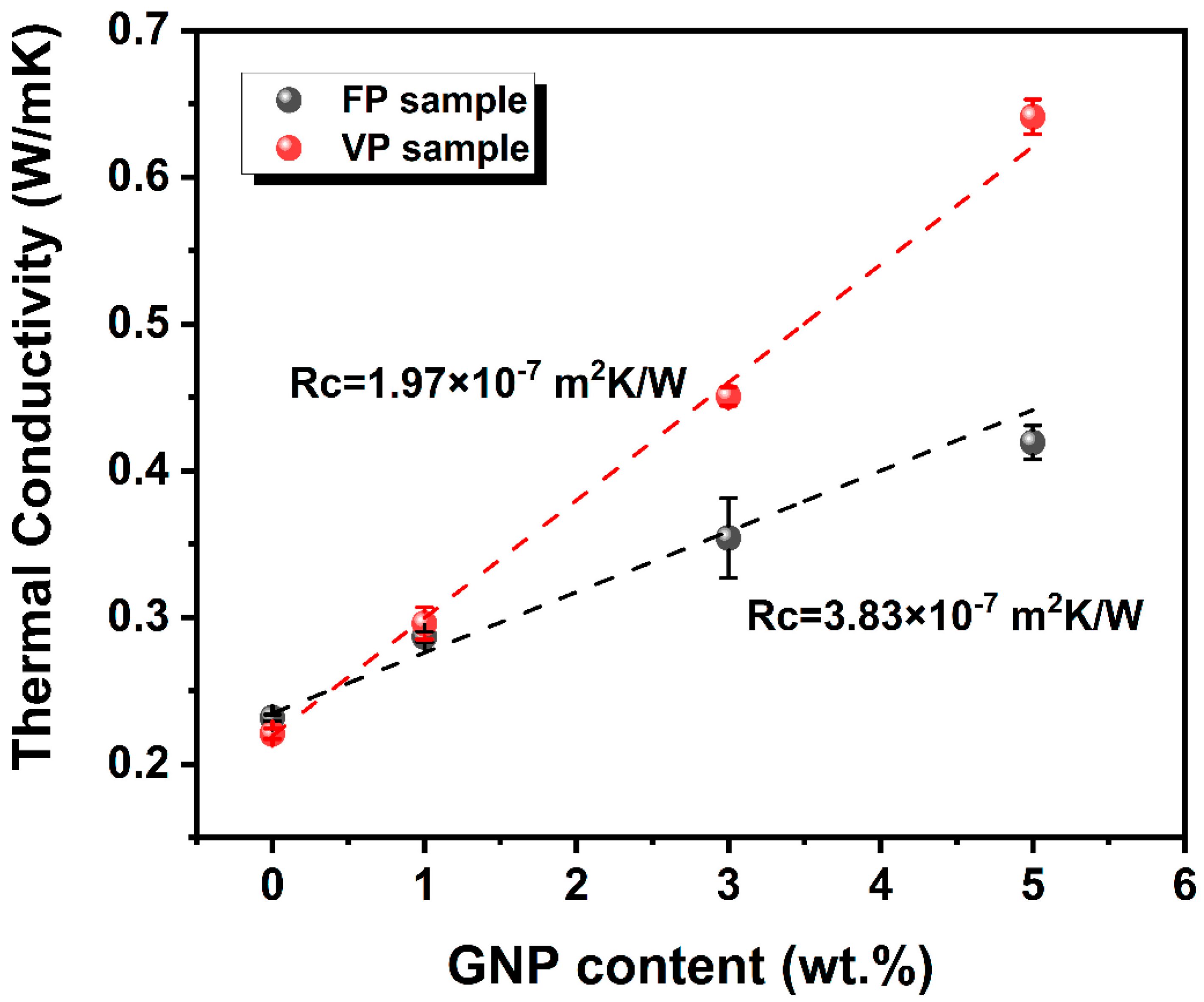
3.5. Thermal Conductivity of FDM Printed Samples
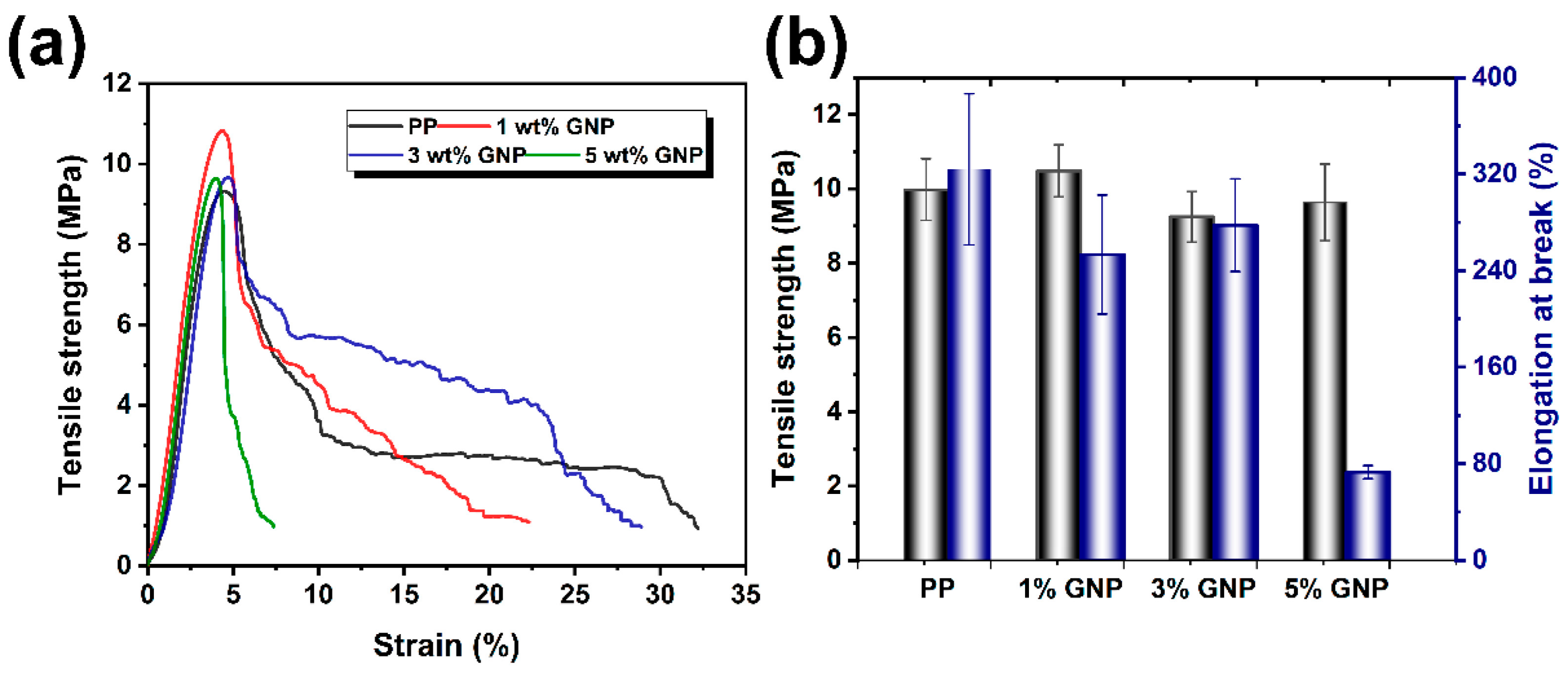
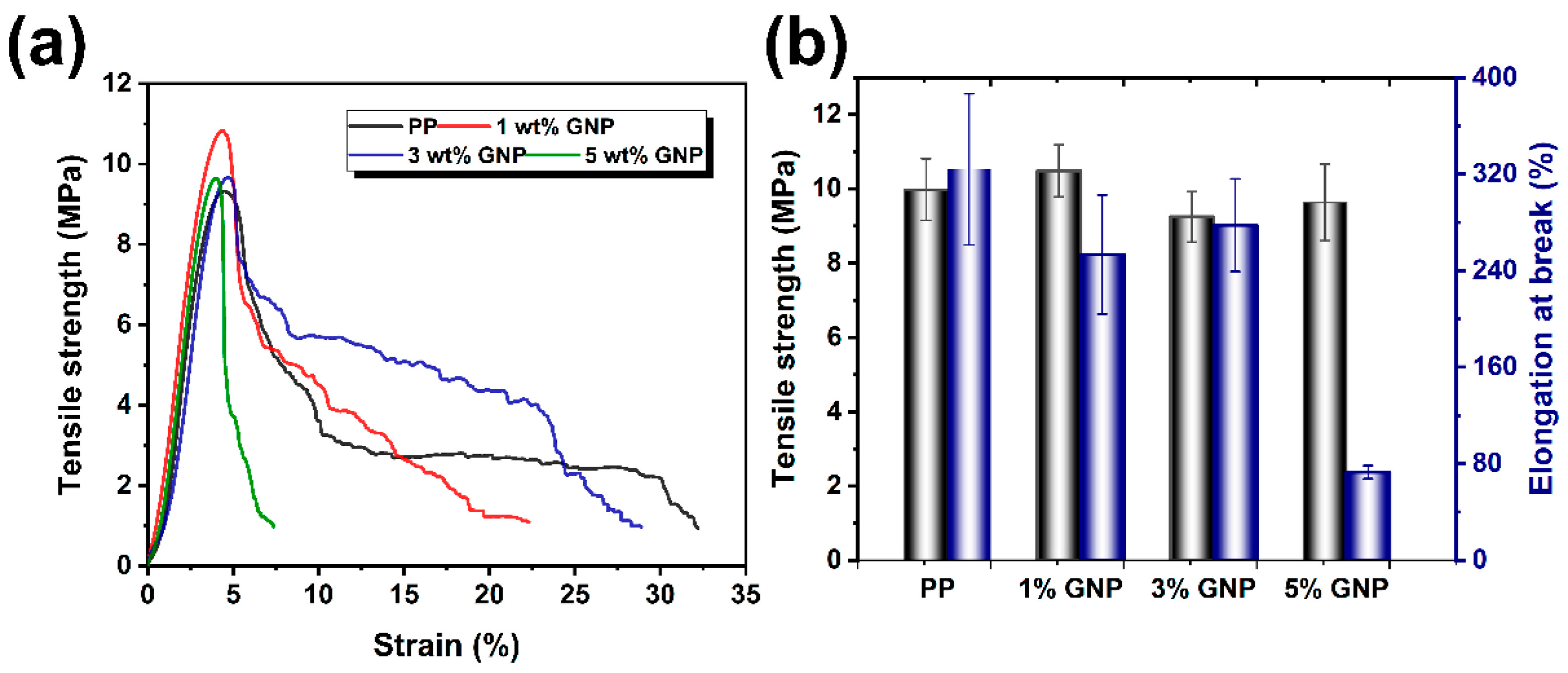
3.6. Mechanical Properties of the FDM Printed Samples
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Hu, R.; Liu, Y.; Shin, S.; Huang, S.; Ren, X.; Shu, W.; Cheng, J.; Tao, G.; Xu, W.; Chen, R. Emerging materials and strategies for personal thermal management. Adv. Energy Mater. 2020, 10, 1903921. [Google Scholar] [CrossRef]
- Qin, Z.; Li, M.; Flohn, J.; Hu, Y. Thermal management materials for energy-efficient and sustainable future buildings. Chem. Commun. 2021, 57, 12236–12253. [Google Scholar] [CrossRef] [PubMed]
- Guo, Y.; Ruan, K.; Shi, X.; Yang, X.; Gu, J. Factors affecting thermal conductivities of the polymers and polymer composites: A review. Compos. Sci. Technol. 2020, 193, 108134. [Google Scholar] [CrossRef]
- Xu, X.; Chen, J.; Zhou, J.; Li, B. Thermal conductivity of polymers and their nanocomposites. Adv. Mater. 2018, 30, 1705544. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.; Zhou, J.; Chen, J. Thermal transport in conductive polymer-based materials. Adv. Funct. Mater. 2020, 30, 1904704. [Google Scholar] [CrossRef]
- Ruan, K.; Shi, X.; Guo, Y.; Gu, J. Interfacial thermal resistance in thermally conductive polymer composites: A review. Compos. Commun. 2020, 22, 100518. [Google Scholar] [CrossRef]
- Li, X.-H.; Liu, P.; Li, X.; An, F.; Min, P.; Liao, K.-N.; Yu, Z.-Z. Vertically aligned, ultralight and highly compressive all-graphitized graphene aerogels for highly thermally conductive polymer composites. Carbon 2018, 140, 624–633. [Google Scholar] [CrossRef]
- An, F.; Li, X.; Min, P.; Liu, P.; Jiang, Z.-G.; Yu, Z.-Z. Vertically aligned high-quality graphene foams for anisotropically conductive polymer composites with ultrahigh through-plane thermal conductivities. ACS Appl. Mater. Interfaces 2018, 10, 17383–17392. [Google Scholar] [CrossRef]
- Liu, J.; Li, W.; Guo, Y.; Zhang, H.; Zhang, Z. Improved thermal conductivity of thermoplastic polyurethane via aligned boron nitride platelets assisted by 3D printing. Compos. Part A Appl. Sci. Manuf. 2019, 120, 140–146. [Google Scholar] [CrossRef]
- Xiao, C.; Guo, Y.; Tang, Y.; Ding, J.; Zhang, X.; Zheng, K.; Tian, X. Epoxy composite with significantly improved thermal conductivity by constructing a vertically aligned three-dimensional network of silicon carbide nanowires/boron nitride nanosheets. Compos. Part B Eng. 2020, 187, 107855. [Google Scholar] [CrossRef]
- Su, Y.; Li, J.J.; Weng, G.J. Theory of thermal conductivity of graphene-polymer nanocomposites with interfacial Kapitza resistance and graphene-graphene contact resistance. Carbon 2018, 137, 222–233. [Google Scholar] [CrossRef]
- Li, M.; Zhou, H.; Zhang, Y.; Liao, Y.; Zhou, H. Effect of defects on thermal conductivity of graphene/epoxy nanocomposites. Carbon 2018, 130, 295–303. [Google Scholar] [CrossRef]
- Wu, X.; Han, Q. Semidefective graphene/h-BN in-plane heterostructures: Enhancing interface thermal conductance by topological defects. J. Phys. Chem. C 2021, 125, 2748–2760. [Google Scholar] [CrossRef]
- Li, X.; Li, Y.; Alam, M.M.; Miao, J.; Chen, P.; Xia, R.; Wu, B.; Qian, J. Enhanced through-plane thermal conductivity in Polymer nanocomposites by constructing graphene-supported BN nanotubes. J. Mater. Chem. C 2020, 8, 9569–9575. [Google Scholar] [CrossRef]
- Zhang, J.; Kong, X.; Wang, Y.; Zhang, Z.; Li, L.; Xu, K.; Li, M.; Yang, R.; Zhou, Y.; Cai, T. Recycled and flexible boron nitride heat spread film with high thermal conductivity. J. Mater. Chem. C 2023, 11, 13204–13212. [Google Scholar] [CrossRef]
- Zhang, X.; Shen, L.; Wu, H.; Guo, S. Enhanced thermally conductivity and mechanical properties of polyethylene (PE)/boron nitride (BN) composites through multistage stretching extrusion. Compos. Sci. Technol. 2013, 89, 24–28. [Google Scholar] [CrossRef]
- Kong, D.; Zhang, J.; Hou, Z.; Zhao, X.; Ren, T.; Liu, C.; Tao, J.; Kong, N.; Gong, Y. Intensive and thermally conductive boron nitride/aramid nanofiber composite fibers fabricated via a wet spinning technique. J. Mater. Chem. C 2023, 11, 14671–14679. [Google Scholar] [CrossRef]
- Zhang, R.-C.; Huang, Z.; Huang, Z.; Zhong, M.; Zang, D.; Lu, A.; Lin, Y.; Millar, B.; Garet, G.; Turner, J. Uniaxially stretched polyethylene/boron nitride nanocomposite films with metal-like thermal conductivity. Compos. Sci. Technol. 2020, 196, 108154. [Google Scholar] [CrossRef]
- Zhao, H.Y.; Shu, C.; Wang, X.; Min, P.; Li, C.; Gao, F.L.; Li, X.; Yu, Z.Z. Bioinspired Intelligent Solar-Responsive Thermally Conductive Pyramidal Phase Change Composites with Radially Oriented Layered Structures toward Efficient Solar–Thermal–Electric Energy Conversion. Adv. Funct. Mater. 2023, 33, 2302527. [Google Scholar] [CrossRef]
- Liu, P.; Li, X.; Min, P.; Chang, X.; Shu, C.; Ding, Y.; Yu, Z.-Z. 3D lamellar-structured graphene aerogels for thermal interface composites with high through-plane thermal conductivity and fracture toughness. Nano-Micro Lett. 2021, 13, 22. [Google Scholar] [CrossRef]
- Zhao, H.-Y.; Yu, M.-Y.; Liu, J.; Li, X.; Min, P.; Yu, Z.-Z. Efficient preconstruction of three-dimensional graphene networks for thermally conductive polymer composites. Nano-Micro Lett. 2022, 14, 129. [Google Scholar] [CrossRef] [PubMed]
- Song, N.; Cao, D.; Luo, X.; Wang, Q.; Ding, P.; Shi, L. Highly thermally conductive polypropylene/graphene composites for thermal management. Compos. Part A Appl. Sci. Manuf. 2020, 135, 105912. [Google Scholar] [CrossRef]
- Liu, B.; Li, Y.; Fei, T.; Han, S.; Xia, C.; Shan, Z.; Jiang, J. Highly thermally conductive polystyrene/polypropylene/boron nitride composites with 3D segregated structure prepared by solution-mixing and hot-pressing method. Chem. Eng. J. 2020, 385, 123829. [Google Scholar] [CrossRef]
- Bayati, A.; Rahmatabadi, D.; Ghasemi, I.; Khodaie, M.; Baniassadi, M.; Abrinia, K.; Baghani, M. 3D printing super stretchable propylene-based elastomer. Mater. Lett. 2024, 361, 136075. [Google Scholar] [CrossRef]
- Aberoumand, M.; Soltanmohammadi, K.; Rahmatabadi, D.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. 4D printing of polyvinyl chloride (PVC): A detailed analysis of microstructure, programming, and shape memory performance. Macromol. Mater. Eng. 2023, 308, 2200677. [Google Scholar] [CrossRef]
- Karimi, A.; Rahmatabadi, D.; Baghani, M. Direct Pellet Three-Dimensional Printing of Polybutylene Adipate-co-Terephthalate for a Greener Future. Polymers 2024, 16, 267. [Google Scholar] [CrossRef] [PubMed]
- Shi, S.; Jiang, Y.; Ren, H.; Deng, S.; Sun, J.; Cheng, F.; Jing, J.; Chen, Y. 3D-printed carbon-based conformal electromagnetic interference shielding module for integrated electronics. Nano-Micro Lett. 2024, 16, 85. [Google Scholar] [CrossRef]
- Shi, S.; Dai, M.; Tao, X.; Wu, F.; Sun, J.; Chen, Y. 3D printed polylactic acid/graphene nanocomposites with tailored multifunctionality towards superior thermal management and high-efficient electromagnetic interference shielding. Chem. Eng. J. 2022, 450, 138248. [Google Scholar] [CrossRef]
- Han, R.; Yang, Q.; Wang, Z.; Cao, D.; Li, G.; Zheng, L.; Peng, B.; Gao, X.; Chen, G. 3D printing-enabled self-assembling β-nucleating agent alignment: Structural evolution and mechanical performances. Polymer 2022, 246, 124736. [Google Scholar] [CrossRef]
- Xu, W.; Jambhulkar, S.; Ravichandran, D.; Zhu, Y.; Kakarla, M.; Nian, Q.; Azeredo, B.; Chen, X.; Jin, K.; Vernon, B. 3D printing-enabled nanoparticle alignment: A review of mechanisms and applications. Small 2021, 17, 2100817. [Google Scholar] [CrossRef]
- Das, A.; Gilmer, E.L.; Biria, S.; Bortner, M.J. Importance of polymer rheology on material extrusion additive manufacturing: Correlating process physics to print properties. ACS Appl. Polym. Mater. 2021, 3, 1218–1249. [Google Scholar] [CrossRef]
- Shi, S.; Peng, Z.; Jing, J.; Yang, L.; Chen, Y.; Kotsilkova, R.; Ivanov, E. Preparation of highly efficient electromagnetic interference shielding polylactic acid/graphene nanocomposites for fused deposition modeling three-dimensional printing. Ind. Eng. Chem. Res. 2020, 59, 15565–15575. [Google Scholar] [CrossRef]
- Jia, Y.; He, H.; Geng, Y.; Huang, B.; Peng, X. High through-plane thermal conductivity of polymer based product with vertical alignment of graphite flakes achieved via 3D printing. Compos. Sci. Technol. 2017, 145, 55–61. [Google Scholar] [CrossRef]
- Jing, J.; Chen, Y.; Shi, S.; Yang, L.; Lambin, P. Facile and scalable fabrication of highly thermal conductive polyethylene/graphene nanocomposites by combining solid-state shear milling and FDM 3D-printing aligning methods. Chem. Eng. J. 2020, 402, 126218. [Google Scholar] [CrossRef]
- Guo, H.; Zhao, H.; Niu, H.; Ren, Y.; Fang, H.; Fang, X.; Lv, R.; Maqbool, M.; Bai, S. Highly thermally conductive 3D printed graphene filled polymer composites for scalable thermal management applications. ACS Nano 2021, 15, 6917–6928. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Sarturato, A.C.P.; Anjos, E.G.R.D.; Marini, J.; Morgado, G.F.D.M.; Baldan, M.R.; Passador, F.R. Polypropylene/talc/graphene nanoplates (GNP) hybrid composites: Effect of GNP content on the thermal, rheological, mechanical, and electrical properties. J. Appl. Polym. Sci. 2023, 140, e53657. [Google Scholar] [CrossRef]
- Shmueli, Y.; Lin, Y.-C.; Zuo, X.; Guo, Y.; Lee, S.; Freychet, G.; Zhernenkov, M.; Kim, T.; Tannenbaum, R.; Marom, G. In-situ X-ray scattering study of isotactic polypropylene/graphene nanocomposites under shear during fused deposition modeling 3D printing. Compos. Sci. Technol. 2020, 196, 108227. [Google Scholar] [CrossRef]
- ASTM-D638; The Definitive Guide to Plastic Tensile Testing. ASTM: West Conshohocken, PA, USA, 2023.
- Wen, Y.H.; Lin, H.C.; Li, C.H.; Hua, C.C. An experimental appraisal of the Cox–Merz rule and Laun’s rule based on bidisperse entangled polystyrene solutions. Polymer 2004, 45, 8551–8559. [Google Scholar] [CrossRef]
- Del-Mazo-Barbara, L.; Ginebra, M.-P. Rheological characterisation of ceramic inks for 3D direct ink writing: A review. J. Eur. Ceram. Soc. 2021, 41, 18–33. [Google Scholar] [CrossRef]
- Yang, G.; Qin, L.; Li, M.; Ou, K.; Fang, J.; Fu, Q.; Sun, Y. Shear-induced alignment in 3D-printed nitrile rubber-reinforced glass fiber composites. Compos. Part B Eng. 2022, 229, 109479. [Google Scholar] [CrossRef]
- Liravi, F.; Darleux, R.; Toyserkani, E. Additive manufacturing of 3D structures with non-Newtonian highly viscous fluids: Finite element modeling and experimental validation. Addit. Manuf. 2017, 13, 113–123. [Google Scholar] [CrossRef]
- Wu, Q.; Wang, X.; Nie, M.; Wang, Q. High-value recycling of isotactic polypropylene-based plastic waste as a crystallization promoter for high-performance polypropylene random copolymers. ACS Sustain. Chem. Eng. 2022, 10, 860–867. [Google Scholar] [CrossRef]
- Xu, J.-Z.; Chen, C.; Wang, Y.; Tang, H.; Li, Z.-M.; Hsiao, B.S. Graphene nanosheets and shear flow induced crystallization in isotactic polypropylene nanocomposites. Macromolecules 2011, 44, 2808–2818. [Google Scholar] [CrossRef]
- Lu, Y.; Lyu, D.; Cavallo, D.; Men, Y. Enhanced beta to alpha recrystallization in beta isotactic polypropylene with different thermal histories. Polym. Cryst. 2019, 2, e10040. [Google Scholar] [CrossRef]
- Spinelli, G.; Lamberti, P.; Tucci, V.; Kotsilkova, R.; Ivanov, E.; Menseidov, D.; Naddeo, C.; Romano, V.; Guadagno, L.; Adami, R. Nanocarbon/poly (lactic) acid for 3d printing: Effect of fillers content on electromagnetic and thermal properties. Materials 2019, 12, 2369. [Google Scholar] [CrossRef]
- Shemelya, C.; De La Rosa, A.; Torrado, A.R.; Yu, K.; Domanowski, J.; Bonacuse, P.J.; Martin, R.E.; Juhasz, M.; Hurwitz, F.; Wicker, R.B. Anisotropy of thermal conductivity in 3D printed polymer matrix composites for space based cube satellites. Addit. Manuf. 2017, 16, 186–196. [Google Scholar] [CrossRef]
- Zhu, D.; Ren, Y.; Liao, G.; Jiang, S.; Liu, F.; Guo, J.; Xu, G. Thermal and mechanical properties of polyamide 12/graphene nanoplatelets nanocomposites and parts fabricated by fused deposition modeling. J. Appl. Polym. Sci. 2017, 134, 45332. [Google Scholar] [CrossRef]
- Schleifer, S.L.; Regev, O. Additive manufacturing of anisotropic graphene-based composites for thermal management applications. Addit. Manuf. 2023, 70, 103567. [Google Scholar] [CrossRef]
- Maldonado, M.P.; Pinto, G.M.; Costa, L.C.; Fechine, G.J. Enhanced thermally conductive TPU/graphene filaments for 3D printing produced by melt compounding. J. Appl. Polym. Sci. 2022, 139, e52405. [Google Scholar] [CrossRef]
- Li, C.-Y.; Gu, T.; Sun, D.-X.; Qi, X.-D.; Zhao, C.-S.; Lei, Y.-Z.; Wang, Y. High performances of polyimide/boron nitride nanosheets composites via integrative interfacial decoration strategy. Compos. Sci. Technol. 2022, 229, 109681. [Google Scholar] [CrossRef]
- Wei, B.; Yang, S.; Wang, Q. Green recycling of aluminum plastic packaging waste by solid-state shear milling and 3D printing for thermal conductive composites. Polym. Adv. Technol. 2021, 32, 2576–2587. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Filament diameter (mm) | 1.75 |
| Nozzle diameter (mm) | 0.40 |
| Printing temperature (°C) | 230 |
| Platform temperature (°C) | 80 |
| Layer thickness (mm) | 0.2 |
| Filling rate (%) | 100 |
| Filling angle (°) | 0–0 |
| Printing speed (mm/s) | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Yang, Q.; Zheng, X.; Zhang, S.; He, P.; Han, R.; Chen, G. Fused Deposition Modeling of Isotactic Polypropylene/Graphene Nanoplatelets Composites: Achieving Enhanced Thermal Conductivity through Filler Orientation. Polymers 2024, 16, 772. https://doi.org/10.3390/polym16060772
Wang Z, Yang Q, Zheng X, Zhang S, He P, Han R, Chen G. Fused Deposition Modeling of Isotactic Polypropylene/Graphene Nanoplatelets Composites: Achieving Enhanced Thermal Conductivity through Filler Orientation. Polymers. 2024; 16(6):772. https://doi.org/10.3390/polym16060772
Chicago/Turabian StyleWang, Zhongzui, Qinjie Yang, Xinmei Zheng, Shuai Zhang, Pan He, Rui Han, and Gang Chen. 2024. "Fused Deposition Modeling of Isotactic Polypropylene/Graphene Nanoplatelets Composites: Achieving Enhanced Thermal Conductivity through Filler Orientation" Polymers 16, no. 6: 772. https://doi.org/10.3390/polym16060772