
Effect of Chemical Treatment of Flax Fiber and Resin Manipulation on Service Life of Their Composites Using Time-Temperature Superposition



Abstract
:
1. Introduction
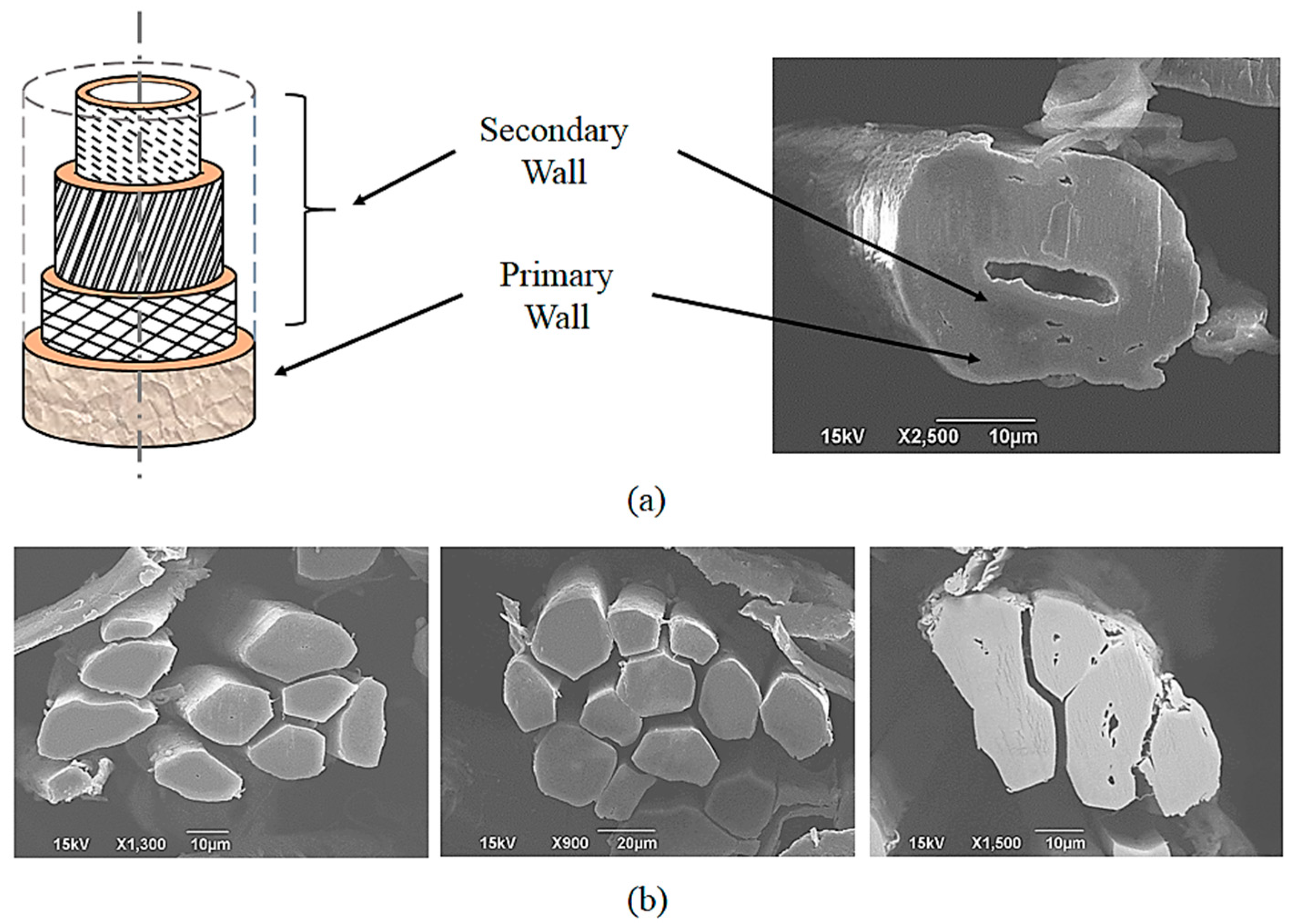
1.1. Flax Fiber

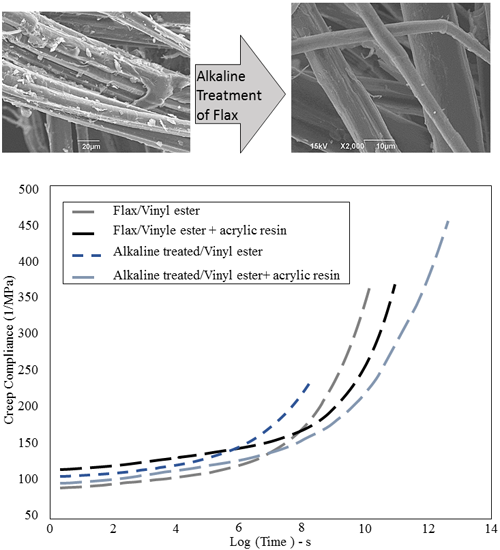
1.2. Treatment of Flax Fiber
1.3. Vinyl Ester
1.4. Service Life Prediction
2. Experimental Section
2.1. Materials and Methods
2.2. Characterization Methods
2.2.1. Constituent Analysis
2.2.2. Interlaminar Shear Strength Test
2.2.3. Flexural Test
2.2.4. Tensile Test
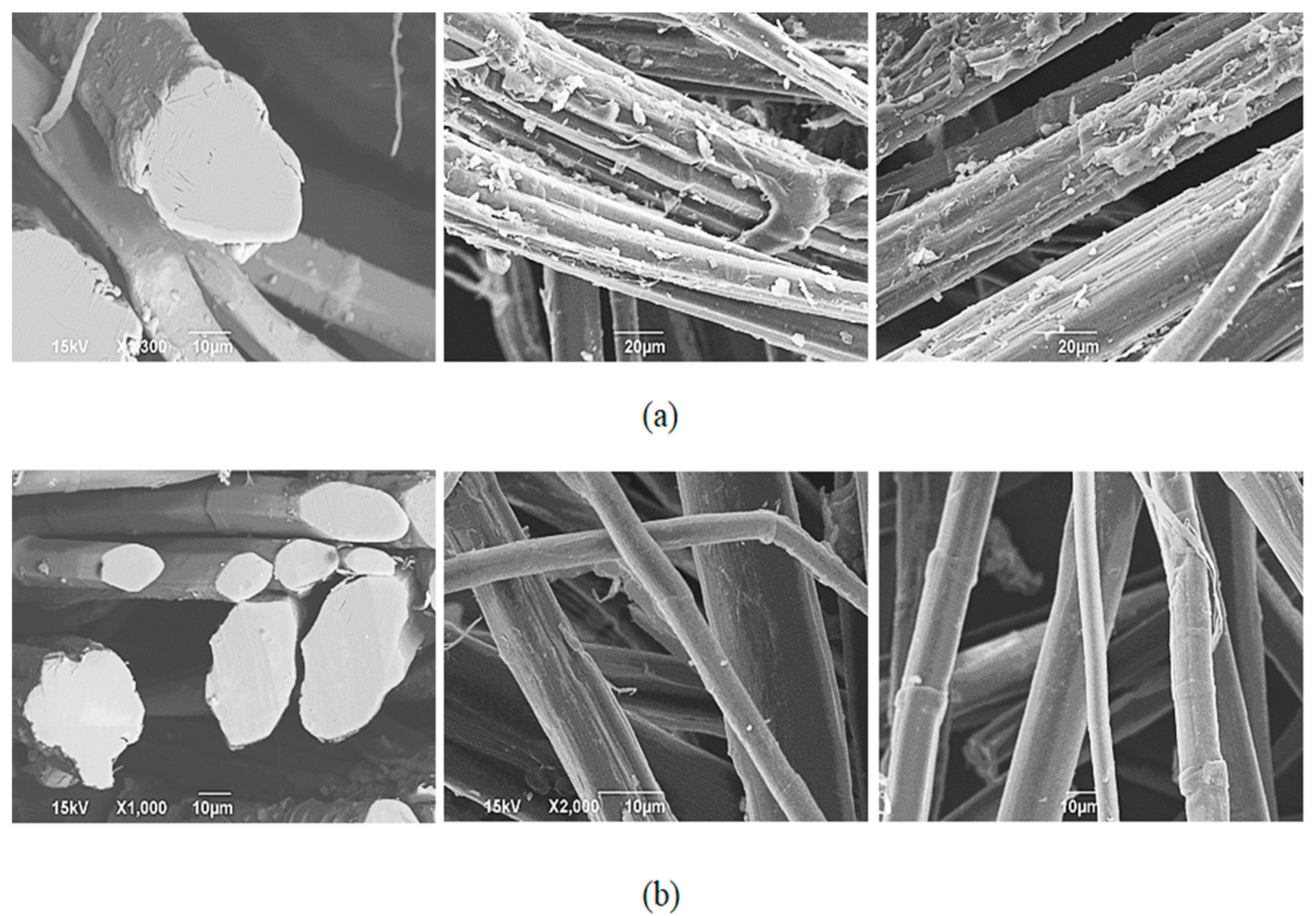
2.2.5. Scanning Electron Microscopy (SEM)
2.2.6. Creep and Thermal Analysis
3. Results and Discussion
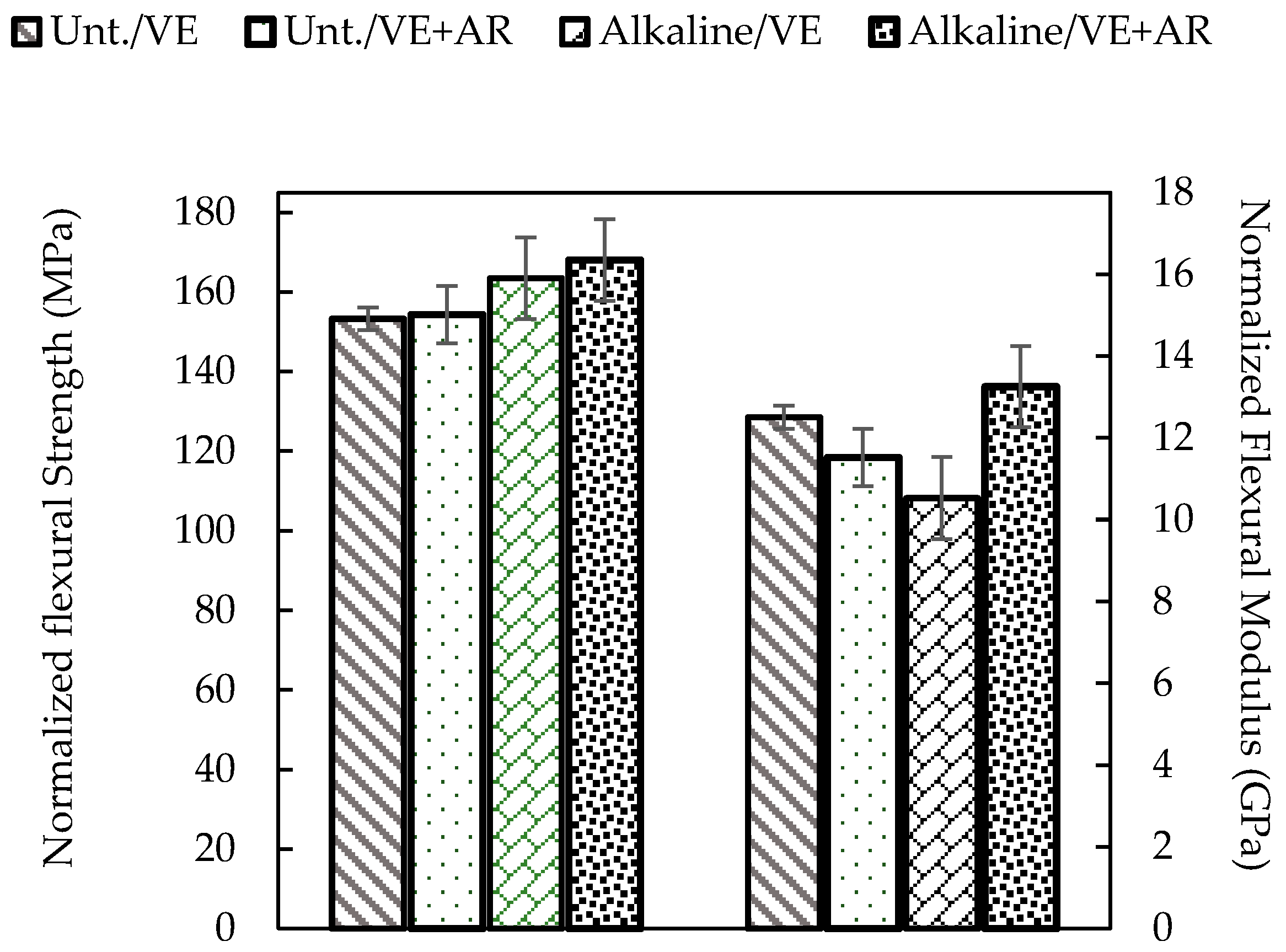
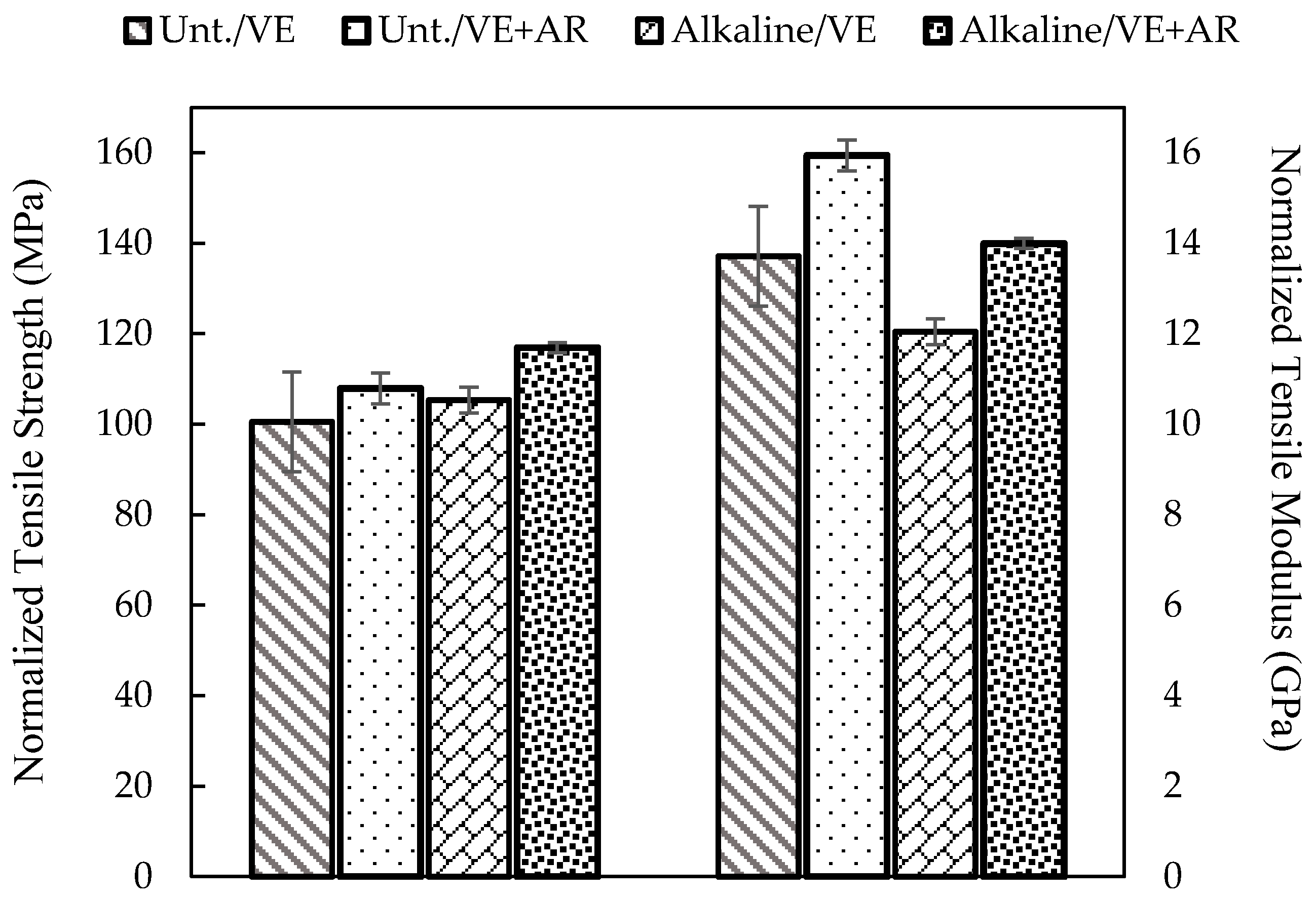
3.1. Mechanical Properties


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Cellulose | Hemi cellulose | Moisture | Crude protein | Crude fat | Ash | Other |
|---|---|---|---|---|---|---|---|
| % | % | % | % | % | % | % | |
| Untreated | 79.56 | 8.76 | 2.33 | 2.44 | 0.40 | 1.59 | 0.73 |
| Alkaline Treated | 87.81 | 7.48 | 1.62 | 1.22 | 0.13 | 0.89 | 0.42 |
| Abbreviation | Description |
|---|---|
| VE | Vinyl ester resin |
| AR | Acrylic resin |
| VE+AR | Vinyl ester containing 1% acrylic resin |
| Unt./VE | Vinyl ester resin reinforced with untreated flax fiber |
| Unt./VE+AR | Vinyl ester resin containing 1% acrylic resin reinforced with untreated flax fiber |
| Alkaline/VE | Vinyl ester resin reinforced with alkaline treated flax fiber |
| Alkaline/VE+AR | Vinyl ester resin containing 1% acrylic resin reinforced with alkaline treated flax fiber |
| Composite type | Interlaminar shear strength (MPa) | Tensile strength (MPa) | Tensile modulus (GPa) | Flexural strength (MPa) | Flexural modulus (GPa) |
|---|---|---|---|---|---|
| Unt./VE | 12.22 ± 0.92 | 100.49 ± 11.02 | 13.71 ± 2.10 | 153.25 ± 29.90 | 12.50 ± 2.90 |
| Unt./VE+AR | 15.03 ± 0.95 | 101.71 ± 3.21 | 15.03 ± 2.12 | 145.47 ± 6.79 | 11.16 ± 0.70 |
| Alkaline/VE | 21.48 ± 1.37 | 108.33 ± 2.90 | 12.38 ± 1.72 | 167.69 ± 10.56 | 11.13 ± 1.19 |
| Alkaline/VE+AR | 18.89 ± 1.98 | 100.20 ± 0.10 | 11.99 ± 0.14 | 135.46 ± 17.23 | 11.67 ± 0.94 |
| Composite type | Interlaminar shear strength (MPa) | Tensile strength (MPa) | Tensile modulus (GPa) | Flexural strength (MPa) | Flexural modulus (GPa) |
|---|---|---|---|---|---|
| Unt./VE | 12.22 ± 0.92 | 100.49 ± 11.02 | 13.71 ± 2.10 | 153.25 ± 29.90 | 12.50 ± 2.90 |
| Unt./VE+AR | 15.94 ± 1.01 | 107.87 ± 3.40 | 15.94 ± 2.25 | 154.29 ± 7.20 | 11.84 ± 0.75 |
| Alkaline/VE | 20.88 ± 0.93 | 105.32 ± 2.82 | 12.04 ± 1.67 | 163.03 ± 10.27 | 10.82 ± 1.16 |
| Alkaline/VE+AR | 22.04 ± 2.31 | 116.90 ± 0.12 | 13.99 ± 0.17 | 158.04 ± 20.10 | 13.62 ± 1.10 |



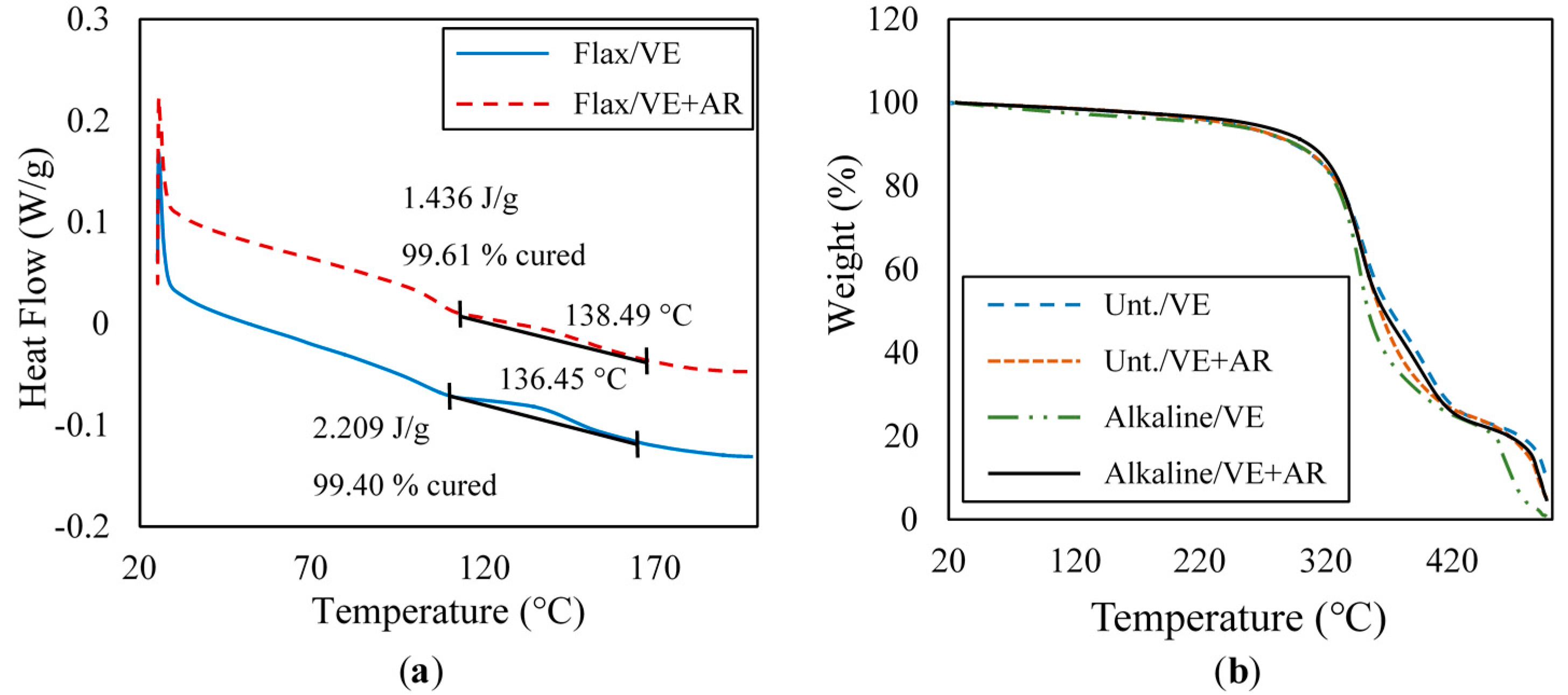
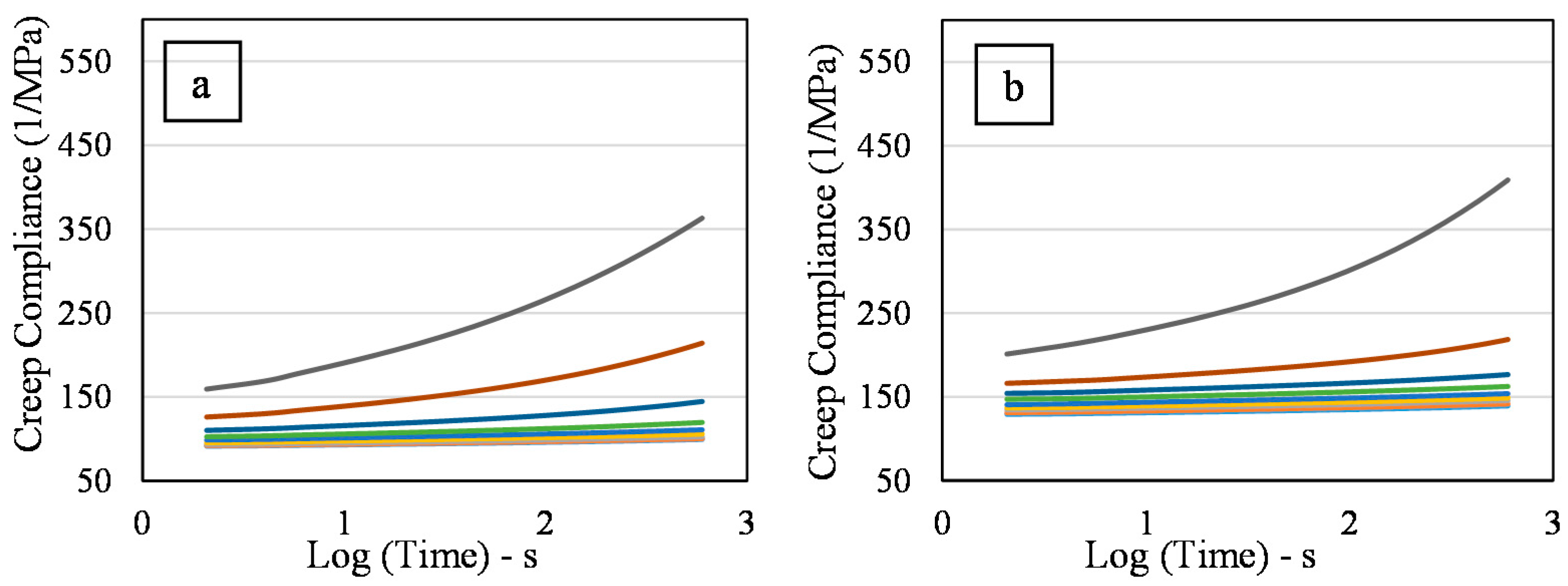
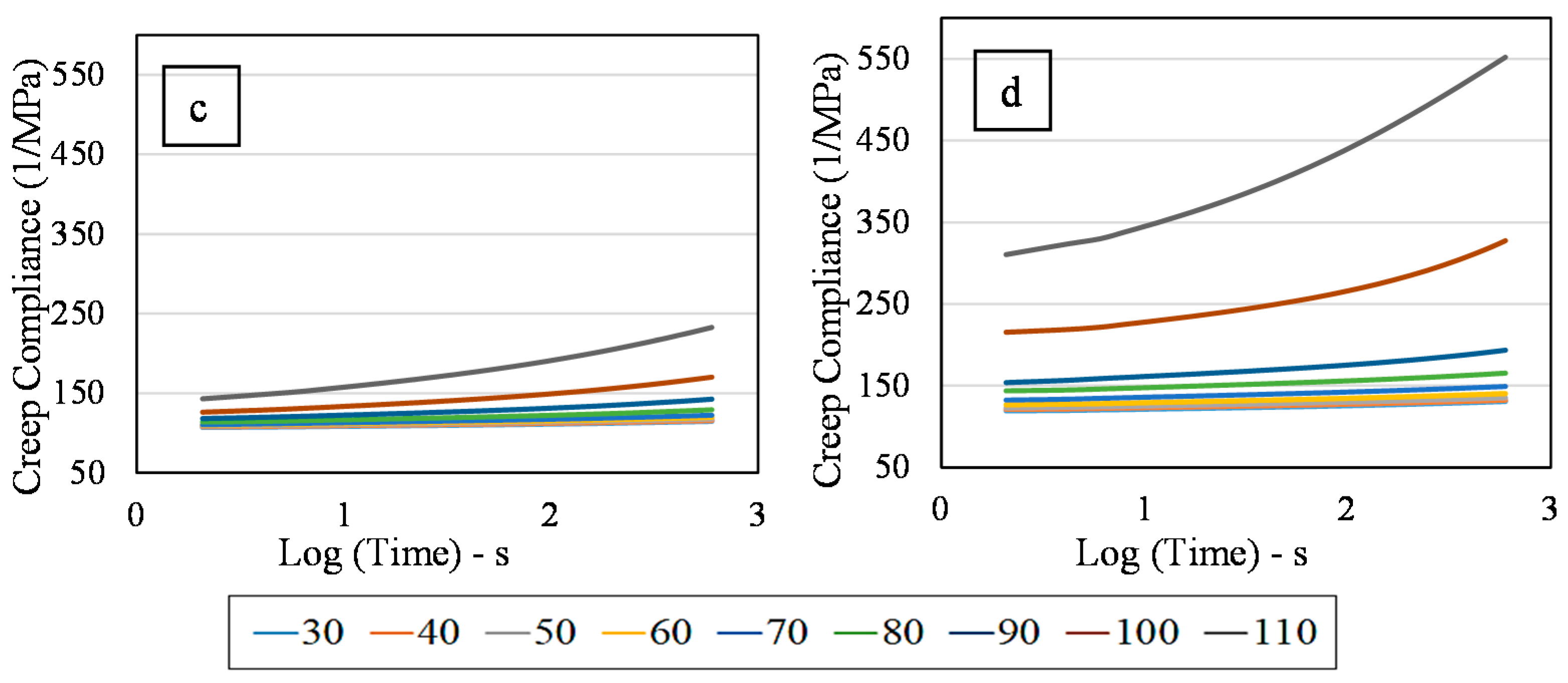
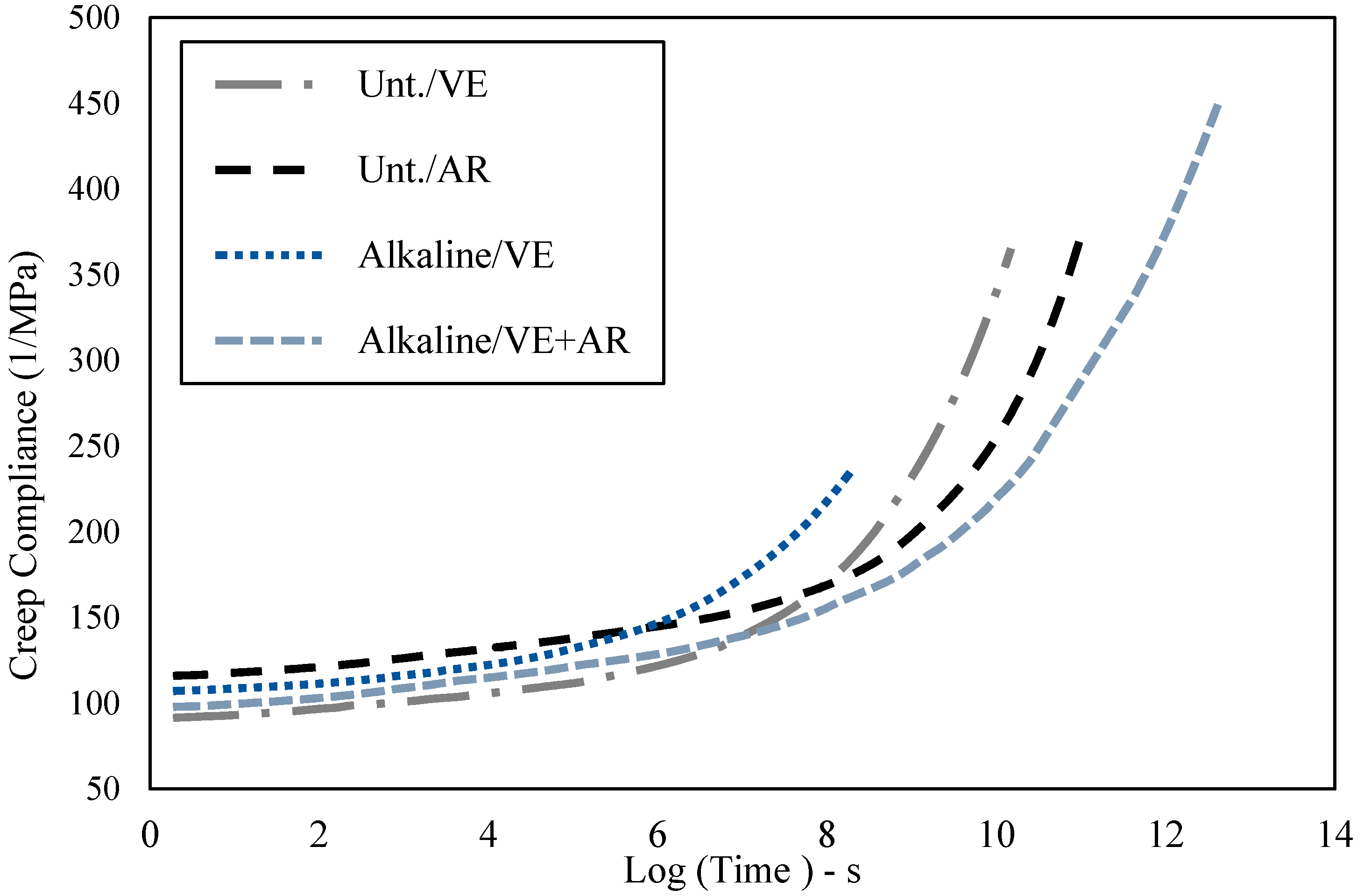
3.2. Thermal and Creep Analysis




| Composite | J0 (1/MPa) | A | n | R2 |
|---|---|---|---|---|
| Unt./VE | 100.8 ± 1.4 | 0.00135 ± 0.0003 | 5.24 ± 0.154 | 0.9960 |
| Unt./VE+AR | 126.2 ± 1.7 | 0.00135 ± 0.003 | 5.007 ± 0.012 | 0.9961 |
| Alkaline/VE | 117.5 ± 1.2 | 0.00135 ± 0.003 | 5.418 ± 0.073 | 0.9966 |
| Alkaline/VE+AR | 112.8 ± 2.1 | 0.00135 ± 0.003 | 4.903 ± 0.082 | 0.9957 |
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Fowler, P.A.; Hughes, J.M.; Elias, R.M. Biocomposites: Technology, environmental credentials and market forces. J. Sci. Food Agric. 2006, 86, 1781–1789. [Google Scholar] [CrossRef]
- Amiri, A.; Ulven, C. Surface Treatment of Flax Fiber. In Proceedings of the 65th Flax Institute of the United States, Fargo, ND, USA, 27–28 March 2014; pp. 117–125.
- Chand, N.; Tiwary, R.; Rohatgi, P. Bibliography resource structure properties of natural cellulosic fibres—An annotated bibliography. J. Mater. Sci. 1988, 23, 381–387. [Google Scholar] [CrossRef]
- Lilholt, H.; Lawther, J. Natural organic fibers. Compr. Compos. Mater. 2000, 1, 303–325. [Google Scholar]
- Franck, R.R. Bast and Other Plant Fibres; CRC Press: Boca Raton, FL, USA, 2005; Volume 39. [Google Scholar]
- Bolton, A. Natural fibers for plastic reinforcement. Mater. Technol. USA 1994, 9, 12–20. [Google Scholar]
- Saheb, D.N.; Jog, J. Natural fiber polymer composites: A review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar] [CrossRef]
- Mohanty, A.; Misra, M. Studies on jute composites—A literature review. Polym. Plast. Technol. Eng. 1995, 34, 729–792. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Sperber, V.; Faruk, O. Natural and Wood Fibre Reinforcement in Polymers; Rapra Technology LTD.: Shrewsbury, Shropshire, UK, 2002; Volume 13. [Google Scholar]
- Netravali, A.N.; Chabba, S. Composites get greener. Mater. Today 2003, 6, 22–29. [Google Scholar] [CrossRef]
- Baillie, C. Green Composites: Polymer Composites and the Environment; CRC Press: New York, NY, USA, 2004. [Google Scholar]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Natural Fibers, Biopolymers, and Biocomposites; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Pickering, K. Properties and Performance of Natural-Fibre Composites; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar]
- Rong, M.Z.; Zhang, M.Q.; Liu, Y.; Yang, G.C.; Zeng, H.M. The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos. Sci. Technol. 2001, 61, 1437–1447. [Google Scholar] [CrossRef]
- Bowes, B.G. A Colour Atlas of Plant Structure; Manson Publishing Ltd.: London, UK, 1996. [Google Scholar]
- Bos, H.; Donald, A. In situ ESEM study of the deformation of elementary flax fibres. J. Mater. Sci. 1999, 34, 3029–3034. [Google Scholar] [CrossRef]
- Amiri, A.; Hosseini, N.; Ulven, C.; Webster, D. Advanced Bio-composites made from methacrylated epoxidized sucrose soyate resin reinforced with flax fibers. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015; BytePress: Copenhagen, Denmark, 2015; p. 3503. [Google Scholar]
- Bledzki, A.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Hornsby, P.; Hinrichsen, E.; Tarverdi, K. Preparation and properties of polypropylene composites reinforced with wheat and flax straw fibres: Part I fibre characterization. J. Mater. Sci. 1997, 32, 443–449. [Google Scholar] [CrossRef]
- Morvan, C.; Andème-Onzighi, C.; Girault, R.; Himmelsbach, D.S.; Driouich, A.; Akin, D.E. Building flax fibres: More than one brick in the walls. Plant Physiol. Biochem. 2003, 41, 935–944. [Google Scholar] [CrossRef]
- Stamboulis, A.; Baillie, C.; Peijs, T. Effects of environmental conditions on mechanical and physical properties of flax fibers. Compos. Appl. Sci. Manuf. 2001, 32, 1105–1115. [Google Scholar] [CrossRef]
- Baley, C. Analysis of the flax fibres tensile behaviour and analysis of the tensile stiffness increase. Compos. Appl. Sci. Manuf. 2002, 33, 939–948. [Google Scholar] [CrossRef]
- Rowell, R. Natural fibres: Types and properties. In Properties and Performance of Natural-Fibre Composites; CRC Press: New York, NY, USA, 2008; pp. 3–66. [Google Scholar]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Fengel, D.; Wegener, G. Wood: Chemistry, Ultrastructure, Reactions; Walter de Gruyter & Co.: Berlin, Germany, 1983. [Google Scholar]
- Valadez-Gonzalez, A.; Cervantes-Uc, J.; Olayo, R.; Herrera-Franco, P. Effect of fiber surface treatment on the fiber–matrix bond strength of natural fiber reinforced composites. Compos. Part B 1999, 30, 309–320. [Google Scholar] [CrossRef]
- TP, O.H. Vinyl esters in engineered materials handbook. Eng. Plast. 1988, 2, 272–275. [Google Scholar]
- Scott, T.F.; Cook, W.D.; Forsythe, J.S. Kinetics and network structure of thermally cured vinyl ester resins. Eur. Polym. J. 2002, 38, 705–716. [Google Scholar] [CrossRef]
- Åström, B.T. Manufacturing of Polymer Composites; CRC Press: Cheltenham, UK, 1997. [Google Scholar]
- Morton, M.D; Denn, M.M. Encyclopedia of polymer science and engineering. Vols. 1–10: A-pentadiene polymers by H. F. Mark, N. M. Bikales, C. G. Overberger, and G. Menges, eds., J. I. Kroschwitz, editor-in-chief, Wiley-Interscience, New York, 2nd ed.,1985-1987,approx.. 820 pp/vol. $200.00/vol. AIChE J. 1988, 34, 1051–1052. [Google Scholar]
- Marsh, G. Vinyl ester—The midway boat building resin. Reinf. Plast. 2007, 51, 20–23. [Google Scholar] [CrossRef]
- Taillemite, S.; Pauer, R. Bright future for vinyl ester resins in corrosion applications. Reinf. Plast. 2009, 53, 34–37. [Google Scholar] [CrossRef]
- Huo, S. The Physico-Chemical Investigation of Interfacial Properties in Natural Fiber/Vinyl Ester Biocomposites. Ph.D. Thesis, North Dakota State University, Fargo, ND, USA, 2012. [Google Scholar]
- Huo, S.; Fuqua, M.; Chevali, V.S.; Ulven, C.A. Effects of natural fiber surface treatments and matrix modification on mechanical properties of their composites. SAE Tech. Paper 2010. [Google Scholar] [CrossRef]
- Antonucci, V.; Cusano, A.; Giordano, M.; Nasser, J.; Nicolais, L. Cure-induced residual strain build-up in a thermoset resin. Compos. Appl. Sci. Manuf. 2006, 37, 592–601. [Google Scholar] [CrossRef]
- Huo, S.; Chevali, V.S.; Ulven, C.A. Study on interfacial properties of unidirectional flax/vinyl ester composites: Resin manipulation on vinyl ester system. J. Appl. Polym. Sci. 2013, 128, 3490–3500. [Google Scholar] [CrossRef]
- Miller, S.A.; Srubar, W.V.; Billington, S.L.; Lepech, M.D. Integrating durability-based service-life predictions with environmental impact assessments of natural fiber–reinforced composite materials. Resour. Conserv. Recycl. 2015, 99, 72–83. [Google Scholar] [CrossRef]
- Guedes, R.M. Creep and Fatigue in Polymer Matrix Composites; Woodhead Publishing Limited: Philadelphia, PA, USA, 2010. [Google Scholar]
- Hearle, J. The fine structure of fibers and crystalline polymers. III. Interpretation of the mechanical properties of fibers. J. Appl. Polym. Sci. 1963, 7, 1207–1223. [Google Scholar] [CrossRef]
- Keryvin, V.; Lan, M.; Bourmaud, A.; Parenteau, T.; Charleux, L.; Baley, C. Analysis of flax fibres viscoelastic behaviour at micro and nano scales. Compos. Appl. Sci. Manuf. 2015, 68, 219–225. [Google Scholar] [CrossRef]
- Kontou, E.; Spathis, G.; Georgiopoulos, P. Modeling of nonlinear viscoelasticity-viscoplasticity of bio-based polymer composites. Polym. Degrad. Stab. 2014, 110, 203–207. [Google Scholar] [CrossRef]
- Joffe, R.; Rozite, L.; Pupurs, A. Nonlinear behavior of natural fiber/bio-based matrix composites. In Challenges in Mechanics of Time-Dependent Materials and Processes in Conventional and Multifunctional Materials; Springer: New York, NY, USA, 2013; Volume 2, pp. 131–137. [Google Scholar]
- Pupure, L.; Joffe, R.; Varna, J.; Nyström, B. Development of constitutive model for composites exhibiting time dependent properties. IOP Conf. Ser. Mater. Sci. Eng. 2013, 48, 012007. [Google Scholar] [CrossRef]
- Song, Y.S.; Lee, J.T.; Ji, D.S.; Kim, M.W.; Lee, S.H.; Youn, J.R. Viscoelastic and thermal behavior of woven hemp fiber reinforced poly (lactic acid) composites. Compos. Part B 2012, 43, 856–860. [Google Scholar] [CrossRef]
- Yang, H.-S.; Gardner, D.J.; Kim, H.-J. Viscoelastic and thermal analysis of lignocellulosic material filled polypropylene bio-composites. J. Therm. Anal. Calorim. 2009, 98, 553–558. [Google Scholar] [CrossRef]
- Pedrazzoli, D.; Pegoretti, A. Long-term creep behavior of polypropylene/fumed silica nanocomposites estimated by time–temperature and time–strain superposition approaches. Polym. Bull. 2014, 71, 2247–2268. [Google Scholar] [CrossRef]
- Dorigato, A.; Pegoretti, A.; Kolařík, J. Nonlinear tensile creep of linear low density polyethylene/fumed silica nanocomposites: Time-strain superposition and creep prediction. Polym. Compos. 2010, 31, 1947–1955. [Google Scholar] [CrossRef]
- Kolařík, J.; Pegoretti, A. Non-linear tensile creep of polypropylene: Time-strain superposition and creep prediction. Polymer 2006, 47, 346–356. [Google Scholar] [CrossRef]
- Kolařík, J.; Pegoretti, A. Proposal of the boltzmann-like superposition principle for nonlinear tensile creep of thermoplastics. Polym. Test. 2008, 27, 596–606. [Google Scholar] [CrossRef]
- Williams, M.L.; Landel, R.F.; Ferry, J.D. The temperature dependence of relaxation mechanisms in amorphous polymers and other glass-forming liquids. J. Am. Chem. Soc. 1955, 77, 3701–3707. [Google Scholar] [CrossRef]
- Tajvidi, M.; Falk, R.H.; Hermanson, J.C. Time–temperature superposition principle applied to a kenaf-fiber/high-density polyethylene composite. J. Appl. Polym. Sci. 2005, 97, 1995–2004. [Google Scholar] [CrossRef]
- Amiri, A.; Hosseini, N.; Ulven, C.A. Long-term creep behavior of flax/vinyl ester composites using time-temperature superposition principle. J. Renew. Mater. 2015, 3, 224–233. [Google Scholar] [CrossRef]
- Huo, S.; Thapa, A.; Ulven, C. Effect of surface treatments on interfacial properties of flax fiber-reinforced composites. Adv. Compos. Mater. 2013, 22, 109–121. [Google Scholar] [CrossRef]
- Van de Weyenberg, I.; Chi Truong, T.; Vangrimde, B.; Verpoest, I. Improving the properties of UD flax fibre reinforced composites by applying an alkaline fibre treatment. Compos. Appl. Sci. Manuf. 2006, 37, 1368–1376. [Google Scholar] [CrossRef]
- Nosbi, N.; Akil, H.M.; Ishak, Z.M.; Bakar, A.A. Degradation of compressive properties of pultruded kenaf fiber reinforced composites after immersion in various solutions. Mater. Des. 2010, 31, 4960–4964. [Google Scholar] [CrossRef]
- Whitacre, R.; Amiri, A.; Ulven, C. The effects of corn zein protein coupling agent on mechanical properties of flax fiber reinforced composites. Ind. Crops Prod. 2015, 77, 232–238. [Google Scholar] [CrossRef]
- Arbelaiz, A.; Fernandez, B.; Cantero, G.; Llano-Ponte, R.; Valea, A.; Mondragon, I. Mechanical properties of flax fibre/polypropylene composites. Influence of fibre/matrix modification and glass fibre hybridization. Compos. Appl. Sci. Manuf. 2005, 36, 1637–1644. [Google Scholar] [CrossRef]
- Scott, T.F.; Cook, W.D.; Forsythe, J.S. Photo-DSC cure kinetics of vinyl ester resins II: Influence of diluent concentration. Polymer 2003, 44, 671–680. [Google Scholar] [CrossRef]
- Kushwaha, P.K.; Kumar, R. Influence of chemical treatments on the mechanical and water absorption properties of bamboo fiber composites. J. Reinf. Plast. Compos. 2011, 30, 73–85. [Google Scholar] [CrossRef]
- Zhu, J.; Imam, A.; Crane, R.; Lozano, K.; Khabashesku, V.N.; Barrera, E.V. Processing a glass fiber reinforced vinyl ester composite with nanotube enhancement of interlaminar shear strength. Compos. Sci. Technol. 2007, 67, 1509–1517. [Google Scholar] [CrossRef]
- Michell, A.J. Second derivative FT-IR spectra of celluloses I and II and related mono-and oligo-saccharides. Carbohydr. Res. 1988, 173, 185–195. [Google Scholar] [CrossRef]
- Barkakaty, B. Some structural aspects of sisal fibers. J. Appl. Polym. Sci. 1976, 20, 2921–2940. [Google Scholar] [CrossRef]
- Meyers, M.A.; Chawla, K.K. Mechanical Behavior of Materials; Cambridge University Press: Cambridge, UK, 2009; Volome 547. [Google Scholar]
- Findley, W.N.; Lai, J.S.; Onaran, K. Creep and Relaxation of Nonlinear Viscoelastic Materials; North-Holland Publishing Company: Amsterdam, The Netherland, 1976; Volume 18. [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amiri, A.; Ulven, C.A.; Huo, S. Effect of Chemical Treatment of Flax Fiber and Resin Manipulation on Service Life of Their Composites Using Time-Temperature Superposition. Polymers 2015, 7, 1965-1978. https://doi.org/10.3390/polym7101493
Amiri A, Ulven CA, Huo S. Effect of Chemical Treatment of Flax Fiber and Resin Manipulation on Service Life of Their Composites Using Time-Temperature Superposition. Polymers. 2015; 7(10):1965-1978. https://doi.org/10.3390/polym7101493
Chicago/Turabian StyleAmiri, Ali, Chad A. Ulven, and Shanshan Huo. 2015. "Effect of Chemical Treatment of Flax Fiber and Resin Manipulation on Service Life of Their Composites Using Time-Temperature Superposition" Polymers 7, no. 10: 1965-1978. https://doi.org/10.3390/polym7101493
APA StyleAmiri, A., Ulven, C. A., & Huo, S. (2015). Effect of Chemical Treatment of Flax Fiber and Resin Manipulation on Service Life of Their Composites Using Time-Temperature Superposition. Polymers, 7(10), 1965-1978. https://doi.org/10.3390/polym7101493