1. Introduction
Thermal performances of protective textiles, and more specifically of flame-retarded protective textiles, have attracted more and more attention. They are mainly based on the thermophysical properties of the materials and the type of textile construction used to realize the textile substrate. Textile functionalization by material modification can be obtained in the following three main ways [
1,
2,
3]: (i) incorporation of functional additives into the polymer melt or polymer solution before spinning [
4,
5]; (ii) chemical grafting of additives on the fibre surface with or without using linkers [
6,
7]; and (iii) formation of a coating onto the surface of fibre or fabric [
8,
9]. Each process has some advantages and drawbacks and the choice depends not only on the chemical nature of the substrate but also on the permanence of the treatment and the end use of the textile. Thus, spinning offers high permanence but is not practicable on natural fibre; chemical grafting requires the presence of reactive or functional chemical groups onto the surface of the substrate; and coating, the most universal method, is independent from the textile type; low amounts of additives can be used and this technique allows the combination of different functionalities [
10]. Nonwovens are one of the fastest-growing segments of the textile industry. The development of flame-retardant (FR) nonwovens dates only from 1973, but over the two last decades it has gained more and more attention [
11]. Polyester fibres are the main synthetic fibres used in the industrial manufacturing sector, and PET nonwovens are used for building and railway applications.
Over the two last decades, the main research of surface approaches to flame retardancy has focused on developing halogen-free flame retardants for textile fabrics. The latest techniques of flame retardant treatments include sol-gel, layer by layer (LbL), and plasma [
12]. The LbL technique combines simplicity and thickness at the nanosclale level. Carosio et al. have shown that the LbL coatings deposited by spray have exhibited the most efficient protection for PET fabrics [
13]. Nevertheless, despite the complete drip inhibition for PET samples, this treatment could not render the treated fabrics with a self-extinguishing property. Recently, a sol-gel finishing technique was used to confer flame retardant properties. Alongi et al. have investigated the effects of process parameters to render durability to flame retardant sol-gel finishes [
14]. Whatever the treatment used, it shows poor durability, and other shortcomings are the preservation of the raw fabric characteristics, and also the commercial exploitation. Since the end of the 1990s, microencapsulation of flame retardant compounds in the textile area has been recognized to be an effective method not only to bring new functionalities to the substrate but also to overcome some problems of FR systems such as a weak water resistance, poor compatibility, toxicity, poor thermal degradation, etc. [
15,
16,
17,
18], or the modification of the textile properties such as softness and drape [
19], to avoid undesirable properties, i.e., their chemical activity, volatility, or migration to the polymer surface. Furthermore, the encapsulation step leads to an increase of the heat transfer area, to a decrease of the reactivity of the core materials to reduce the interference with other material parameters, and to enhance the low heat conductivity and to make the manipulation of FR easier [
20]. The choice of the polymer for the formation of the shell during the microencapsulation process must take into account the considered application and the required material processes. In the textile field, the polymers used should have good thermo-mechanical properties to resist to the thermal and mechanical demands during the implementation processes. Thus, the use of these particles requires a high thermal stability of them, mainly influenced by the shell and the core materials composition [
21]. Microencapsulation of FR compounds is mainly limited to phosphate derivatives such as ammonium polyphosphate [
22,
23,
24,
25,
26], di-ammonium hydrogen phosphate [
27], or red phosphorus [
28], which are moisture or water-sensitive materials.
Microcapsules are usually applied to a nonwoven substrate by conventional finishing processes, which require the use of an excess polymeric binder to fix the microcapsules to the fibres [
29]. The main drawback of these methods is the modification of the physical properties of the textile such as the drape, the air permeability and the thickness, which are drastically reduced, etc. [
30,
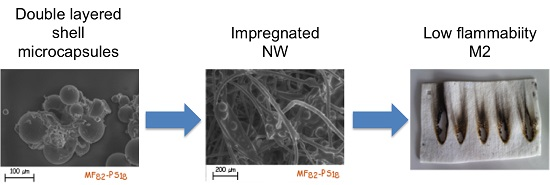
31]. Over the last few decades, modification of the shell properties to fulfill practical requirements has attracted increasing interest, since it is possible to improve the thermal stability, conductivity, mechanical strength or modify the wettability of the shell. Amongst the modifications, the formation of microcapsules with a double-layered shell, in which the outer one is made of a thermoplastic polymer such as polystyrene [
32], or polyethylene [
33] can be bonded directly onto the textile substrate with a thermal treatment to the softening temperature or up to the melting temperature of the polymeric shell. The outer shells are made either during the microencapsulation process or after it by dispersion of the synthetized capsules in a medium containing the monomer, to induce suspension polymerization.
Aryl phosphate derivatives, such as bisphenol-A bis(diphenyl phosphate) (BDP) and resorcinol bis(diphenyl phosphate) (RDP), are well known flame retardants and have found various applications due to their good thermal stability, high efficiency, and low volatility [
34,
35]. They can act in the gaseous and condensed phases during the material burning process. In a non-charring thermoplastic polymer, they may be used with highly-charring co-additives, such as a phenolic resin in poly(butylene terephtalate) [
36], or also combined with magnesium hydroxide in polyamide 6 [
37], or encapsulated in a melamine-formaldehyde resin (MF) for a polypropylene application [
38] to increase their efficiency. Even if BDP may be microencapsulated by in situ polymerization or sol-gel methods [
39,
40], its relatively high viscosity (13,000 mPa·s at 25 °C) and heat distortion temperature lead to some problems in processing. Thus, in this study, RDP was selected as FR due to its low viscosity (600 mPa·s) and a higher phosphorus content (10.8) compared to BDP. The aim of the work reported in this paper was to synthetize suitable microencapsulated FR to be incorporated into a PET/co-PET nonwoven without modifying the intrinsic properties of the textile material. The influence of the process formulation on the microcapsule formation was evaluated. The morphologies of the microcapsules were studied using optical and scanning microscopy (SEM). The structure of the double-layered shell polymer was analysed by FT-IR spectroscopy, and the thermal stability was evaluated using thermogravimetric analysis (TGA). This was done to provide baseline data to permit a comparative determination of the influence of these particles on the nonwoven after impregnation bonding. The physical properties of the modified nonwoven samples were controlled, and the fire properties were characterized using the NF P92-504 test. A part of this study has been presented during the Cost Action MP1105 Final Conference “Innovation in flame retardancy of textiles and related materials” [
41].
2. Materials and Methods
2.1. Materials
MF prepolymer resin was used as the shell-forming and protector colloid (2-Acrylamido-2-methyl-1-propanesulfonic acid, Aldrich, France) employed as emulsifier were kindly supplied by Robert Blondel Cosmétiques (Malaunay, France). Afflamit® PLF 280 (RDP) obtained from Thor (Salaise sur Sanne, France) was used as core materials. Formic acid, as pH control, glycidyl methacrylate (GMA) (as coupling agent), methyl methacrylate and styrene (as monomers for the outer shell) and benzoyl peroxide (BPO) (as initiator) were purchased from Sigma Aldrich (Saint-Quentin Fallavier, France).
A core-sheath PET/co-PET bi-component (85%/15%) spunbond nonwoven fabric with a weight of 262 g/m2, realized at CENT (Tourcoing, France), was used as the textile substrate. The sheath-core bi-component low-melt fibre, containing 85% PET and 15% of low-melt co-PET, was used for creating bonded contacts between fibres. The fineness of the two fibres is 6.7 and 2.2 dTex, for a length of 58 and 31 mm and a mean diameter of 24.9 and 14.2 mm, respectively.
2.2. Preparation of the Double-Layered Shell Microcapsules
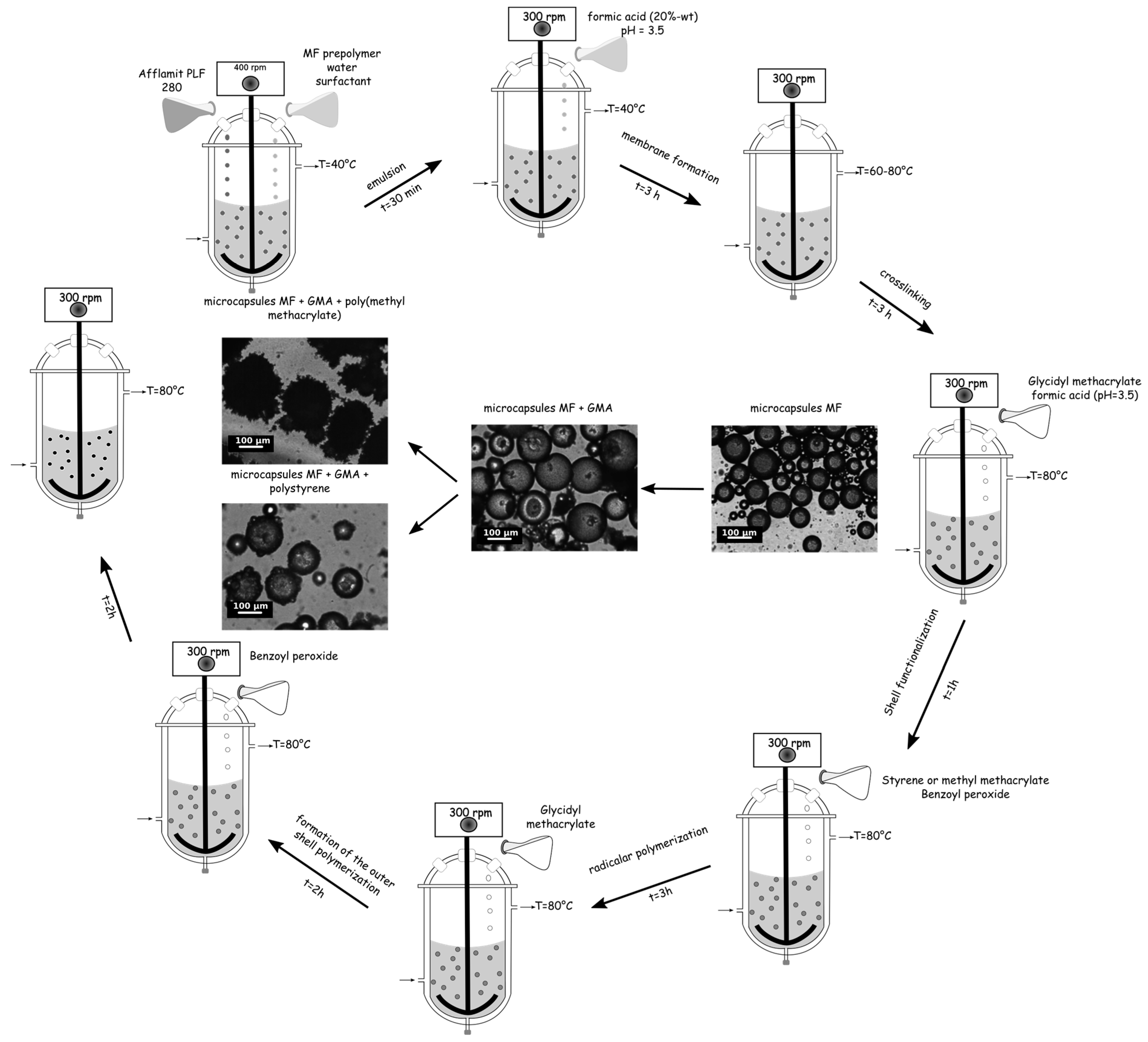
The microencapsulation of RDP was carried out in a 500 mL three neck round-bottomed vessel equipped with a mechanical stirrer via an in situ polymerization based on our previous studies [
27,
42] followed by a suspension polymerization, according to the following method. The typical procedure for the preparation of these microcapsules was divided in two consecutive steps, i.e., (i) encapsulation of RDP by an amino shell; and (ii) entrapment of these particles by a polymer either PS or PMMA using a coupling agent (
Figure 1).
2.2.1. Preparation of MF Microcapsules
Twenty grams of RDP were emulsified in 20 mL of water containing 20 wt % of colloid protector and 5.4 g of MF prepolymer at 400 rpm with a mechanical stirrer for 30 min, until the mean diameter and size distribution reached the desired values. In this study, the size distribution should range from 10 to 100 µm, with less than 10% under 10 µm. After 30 min, the pH of the solution was adjusted to 3.5 with formic acid solution (20.0 wt %), and to initiate the polycondensation of methylol melamine with the formation of –O– or –CH2– bridge bond, the temperature of the solution was slowly increased to 60 °C, and the stirring rate was reduced to 300 rpm. After 3 h, to insure a completed crosslinking, the solution was heated to 80 °C for 3 h.
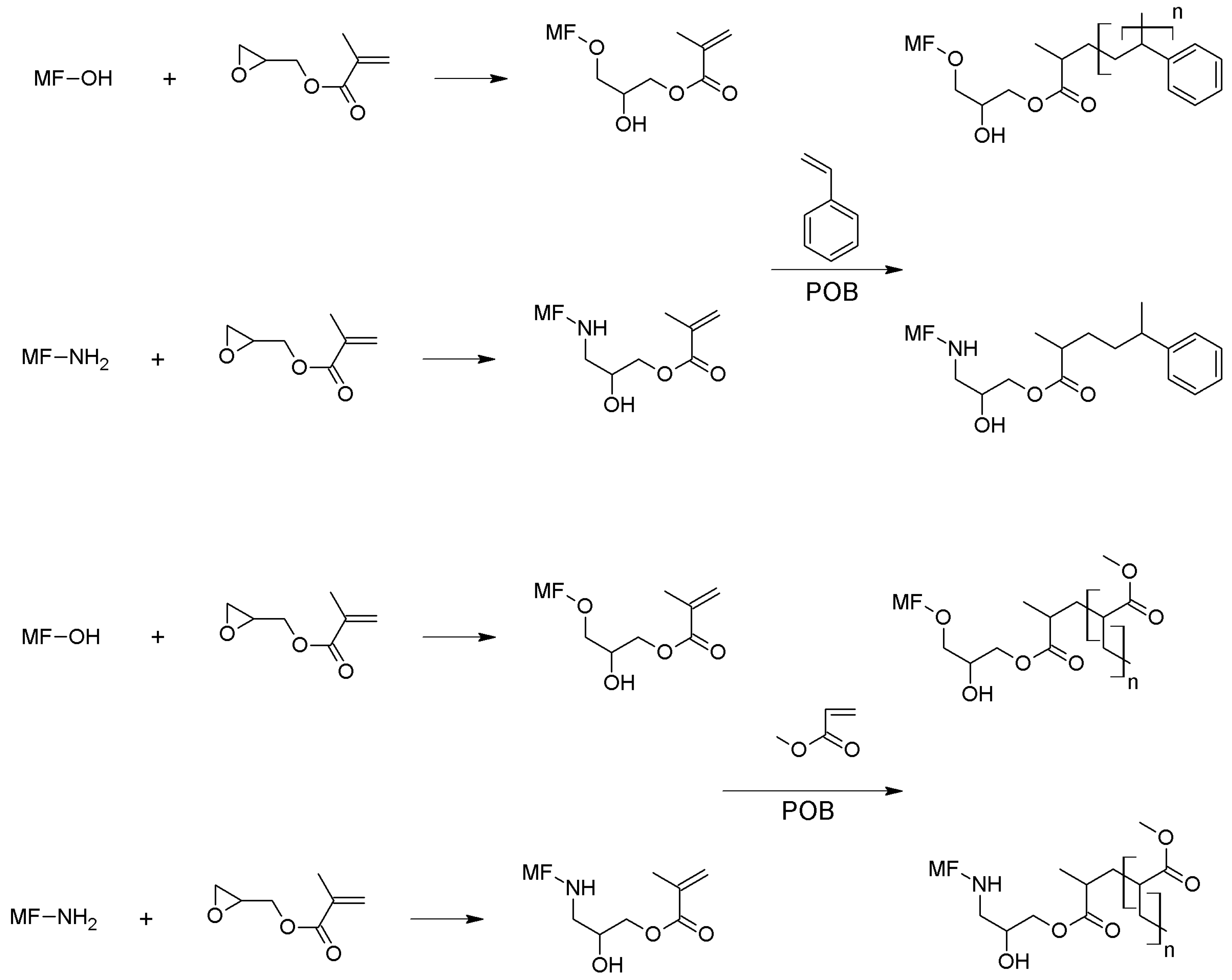
2.2.2. Formation of the Outer Thermoplastic Shell
One millilitre of glycidyl methacrylate was added dropwise to the above-mentioned microcapsule solution at pH = 3.5 at 80 °C under an inert atmosphere at 300 rpm. After one hour, 5, 10, or 20 g of monomer solution (methyl methacrylate or styrene) with benzoyl peroxide was slowly poured in the vessel to initiate the suspension polymerization for 3 h. To complete the formation of the outer shell, 1 mL of GMA at pH 3.5 with formic acid solution was added, and after two hours of continuous agitation, a small amount of BPO was introduced into the vessel (
Figure 2). The pH of the solution was maintained at 3.5, and finally after two hours the regulation temperature and the stirrer were switched off. Once cooled to room temperature, the suspension of microcapsules was collected. The microcapsules were recovered by filtration, washed twice with ethanol and distilled water, and dried at room temperature overnight. The formulations and sample labels are listed in
Table 1.
2.3. Preparation of Flame Retardant Nonwoven
A pad-dry-cure process was used to functionalize nonwoven samples with microcapsules, in 220 g/L, using a laboratory-scaled padder (Werner Mathis AG, Oberhasli, Switzerland). The pressure was set to 1 bar, and the rotation speed to 2.5 m/min. The microcapsules solution was initially prepared by dispersion of the particles in water. After impregnation, the samples were dried at 100 °C for 6 min and cured at 130 °C for 3 min for the PS-based samples, and 160 °C for 9 min for the PMMA samples, using a hot air dryer (Werner Mathis AG).
2.4. Characterizations
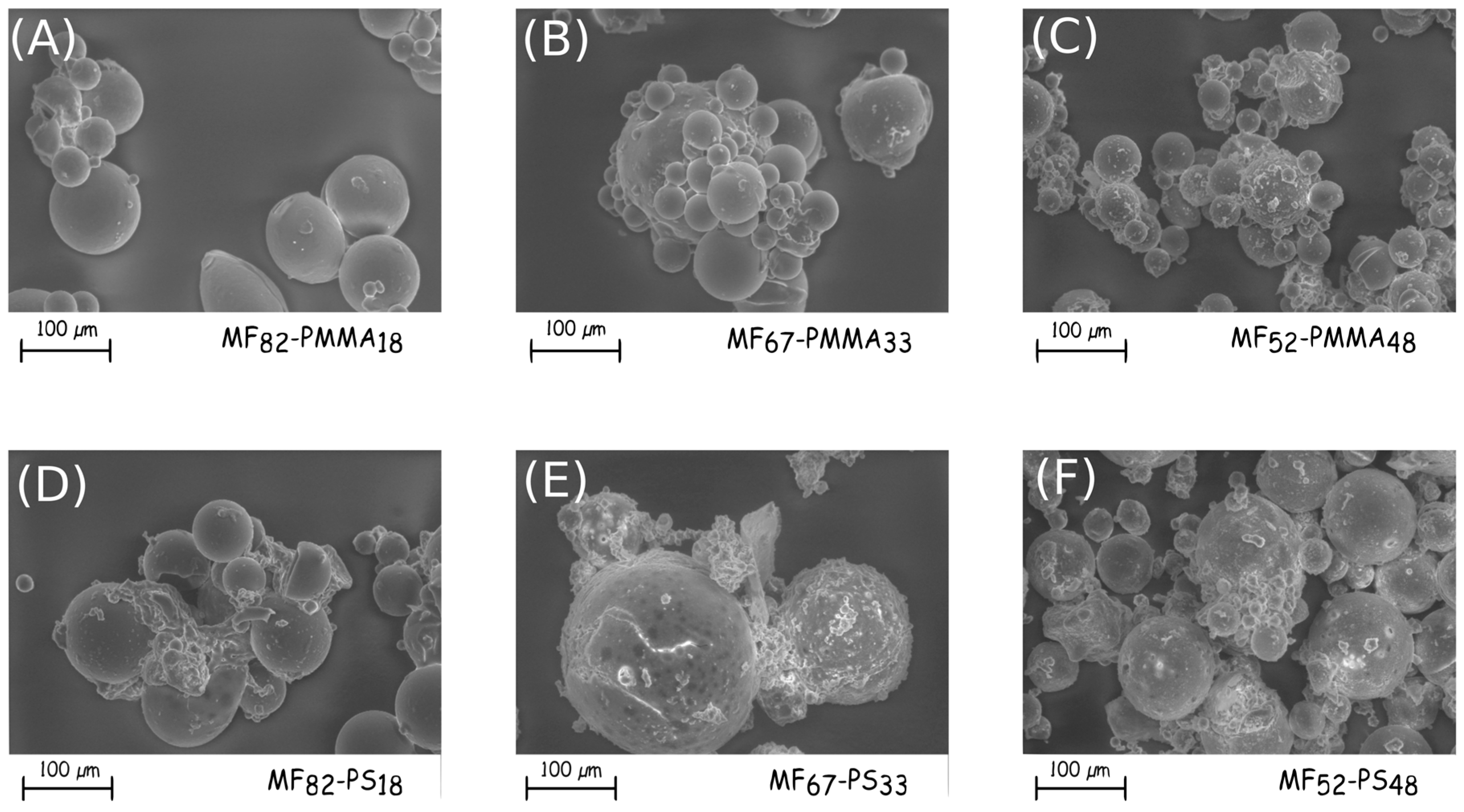
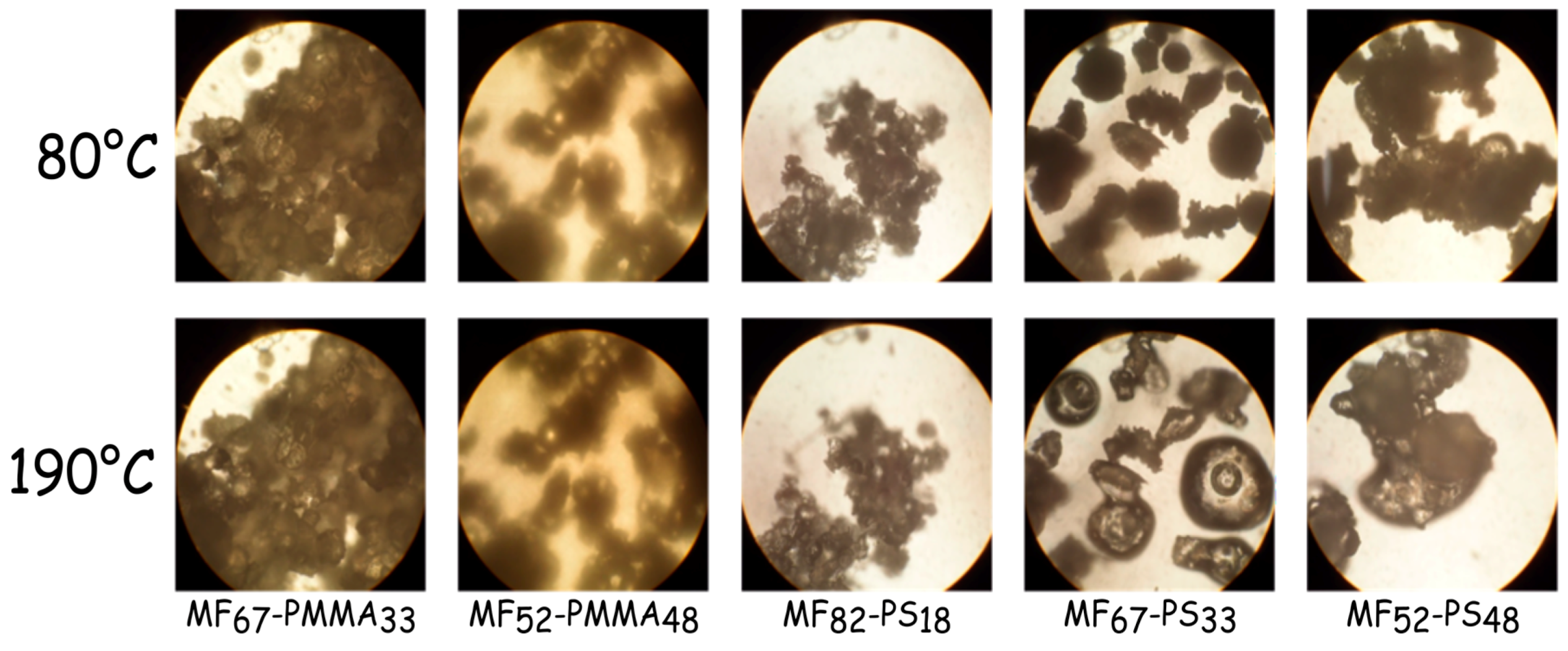
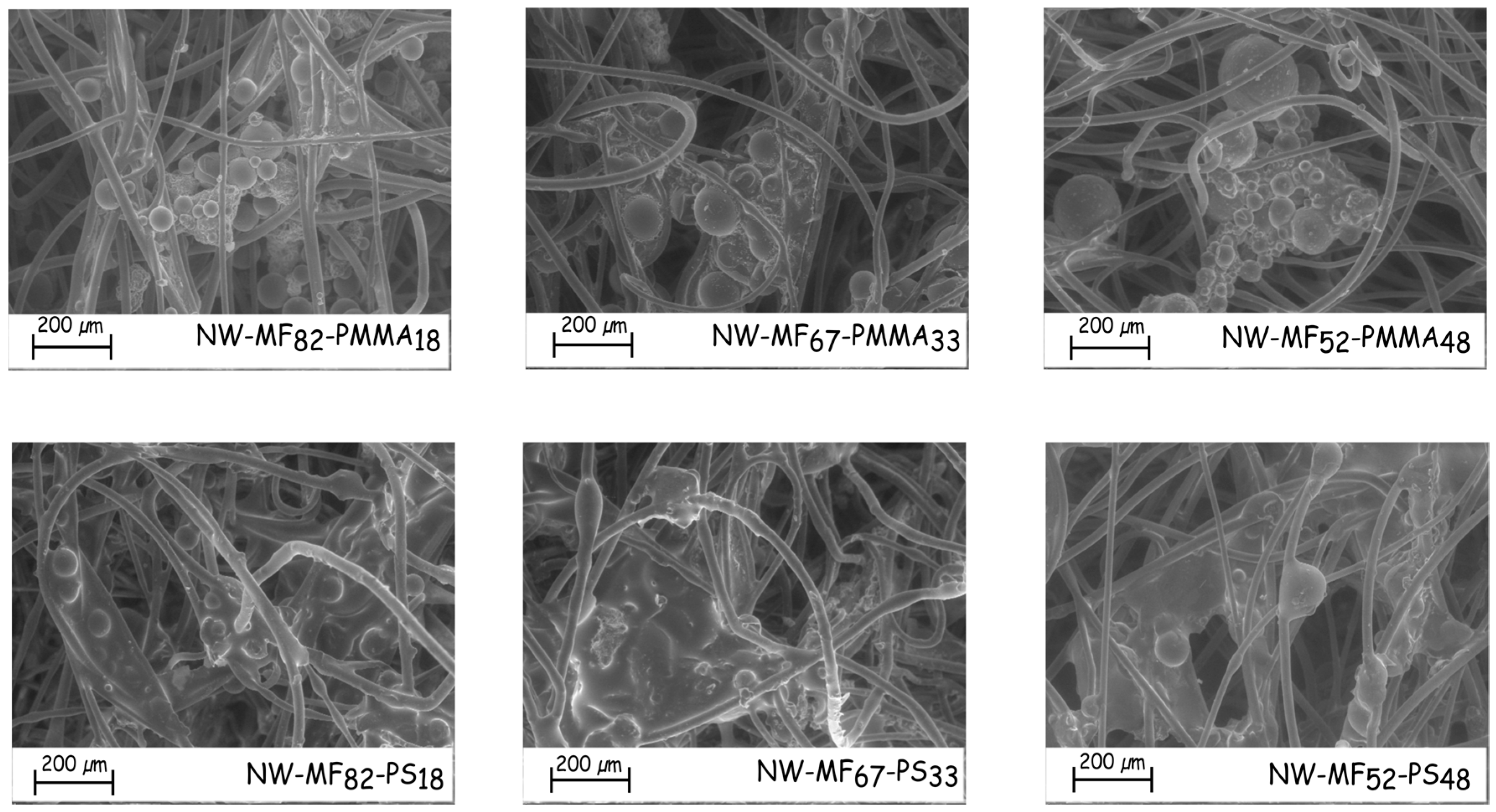
2.4.1. Morphology of the Microcapsules and Functionalized Nonwovens
The microscopic aspects of the microcapsules and functionalized textile substrates were observed by both optical microscopy (Axiolab Zeiss, Carl Zeiss, Jena, Germany) equipped with a uEYE camera (IDS, Obersulm, Germany) and scanning electron microscopy (Philips XL30 ESEM/EDAX-SAPPHIRE, FEI, Eindhoven, The Netherlands).
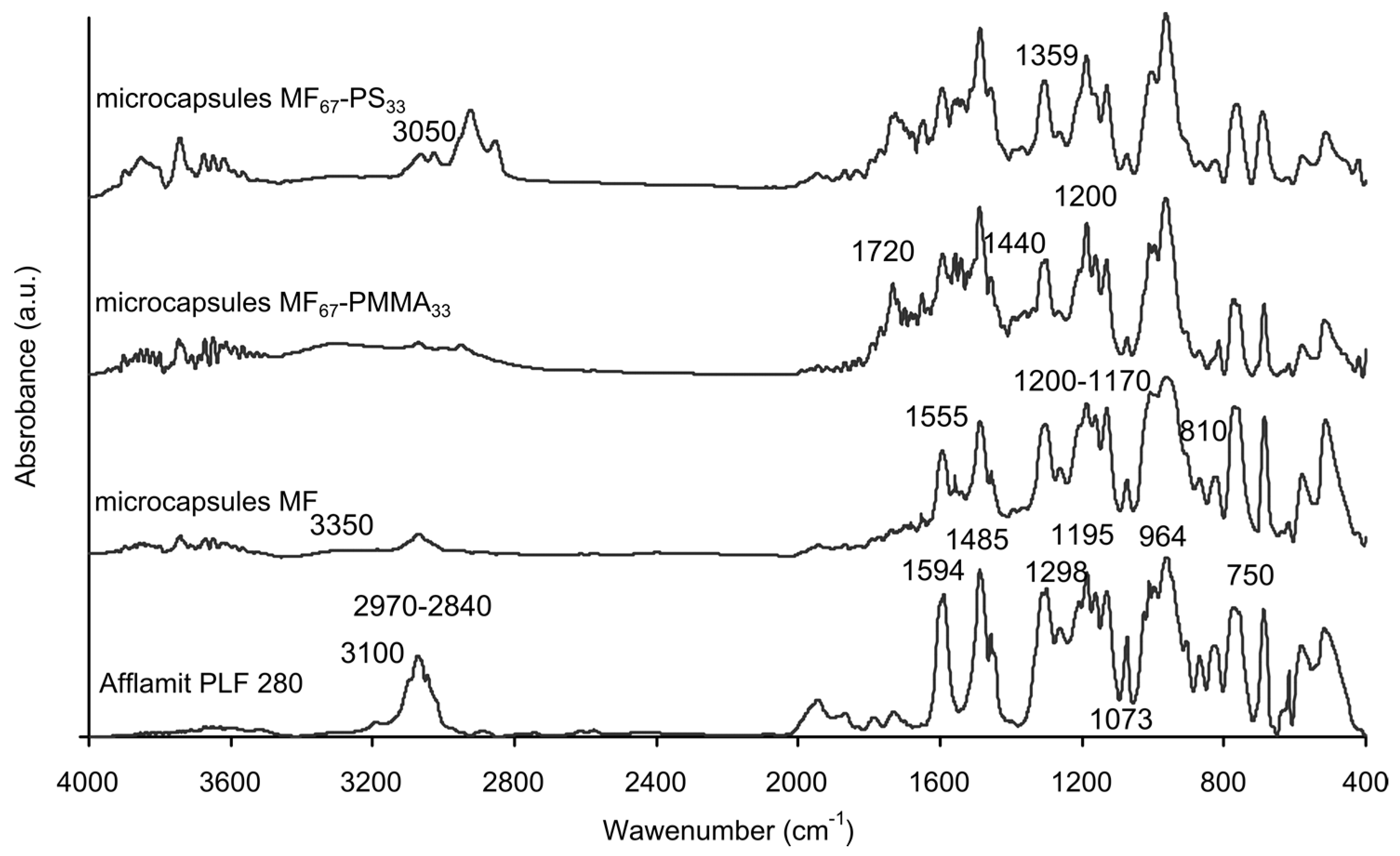
2.4.2. Infrared Spectroscopy
The structure of the shell polymer was analysed by FT-IR spectra. Samples were ground and mixed with KBr to make pellets. FTIR spectra in the absorbance mode were recorded using a Nicolet Nexus (Thermo Fisher Scientific, Villebon sur Yvette, France), connected to a PC, in which the number of scans was 128 and the resolution was 4 cm−1.
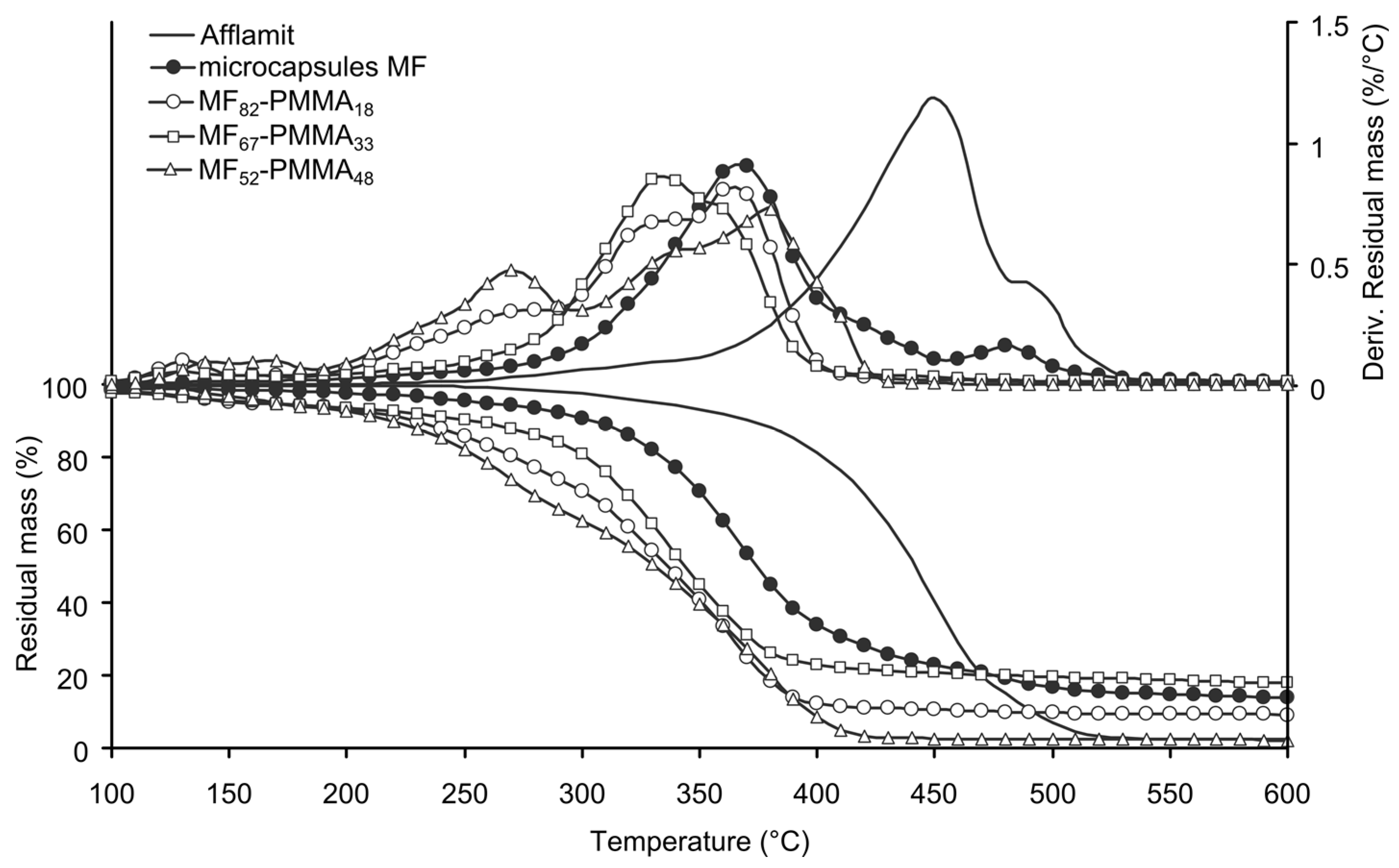
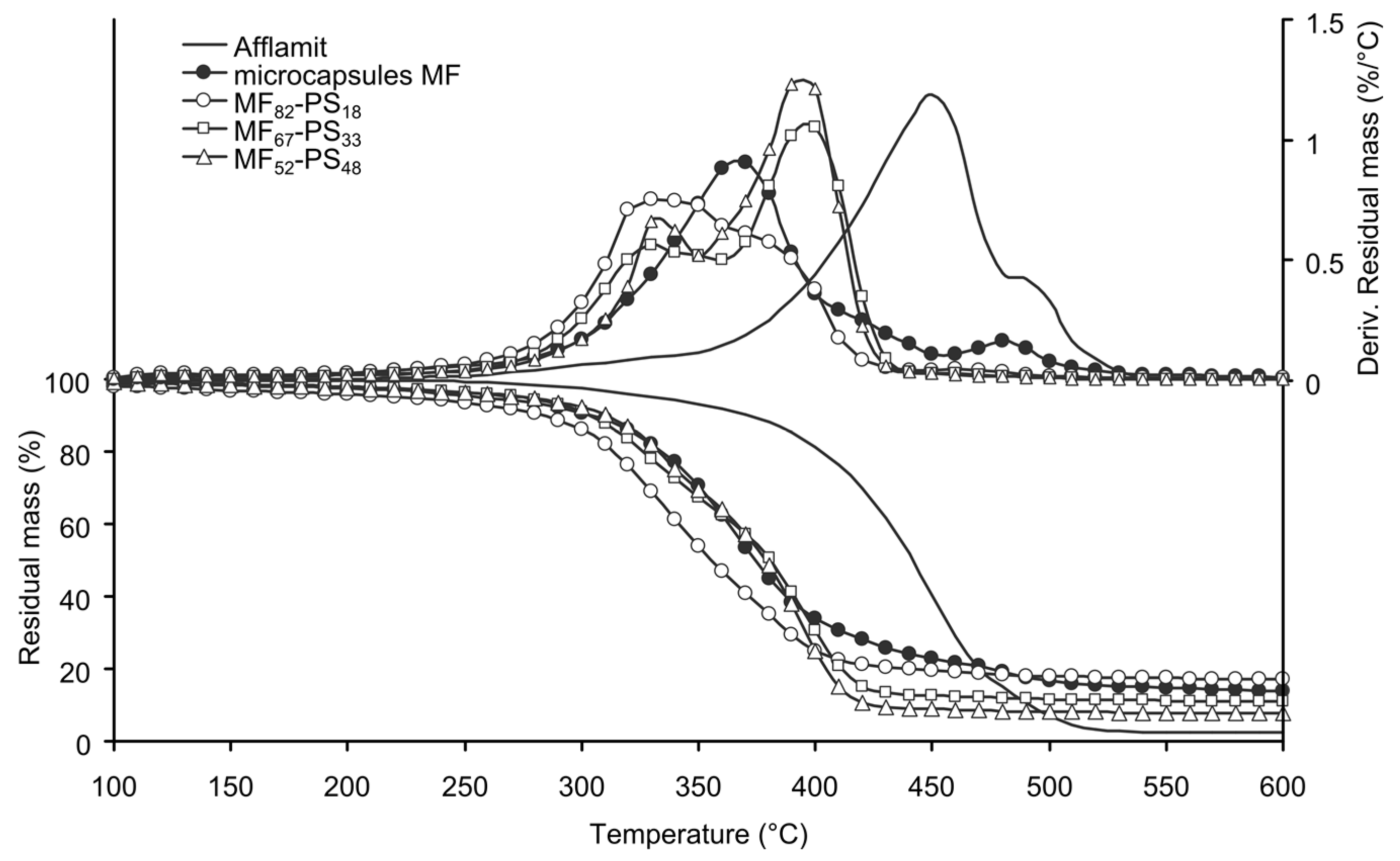
2.4.3. Thermogravimetric Analysis of the Microcapsules
The thermogravimetric analysis (TGA) was carried out on a TA 2050 instrument (TA Instruments, Guyancourt, France) under a nitrogen atmosphere at a purge rate of 50 mL·min−1. For each experiment, a sample of approximately 10 mg was used. A heating rate of 10 °C·min−1 was applied, and the temperature was raised from 20 to 600 °C.
2.4.4. Air Permeability & Thickness
The air permeability of nonwoven fabrics was determined by the rate of the flow of air passing perpendicularly through a given area of fabric by measuring at a given pressure its difference across the fabric test area over a given time period. Transverse air permeability was measured with FX3300 (Texttest AG, Schwerzenbach, Switzerland) with a pressure applied of 196 Pa, according to ISO 9237. The thickness of the materials was determined according to ISO 5084.
2.4.5. Flame Retardant Properties
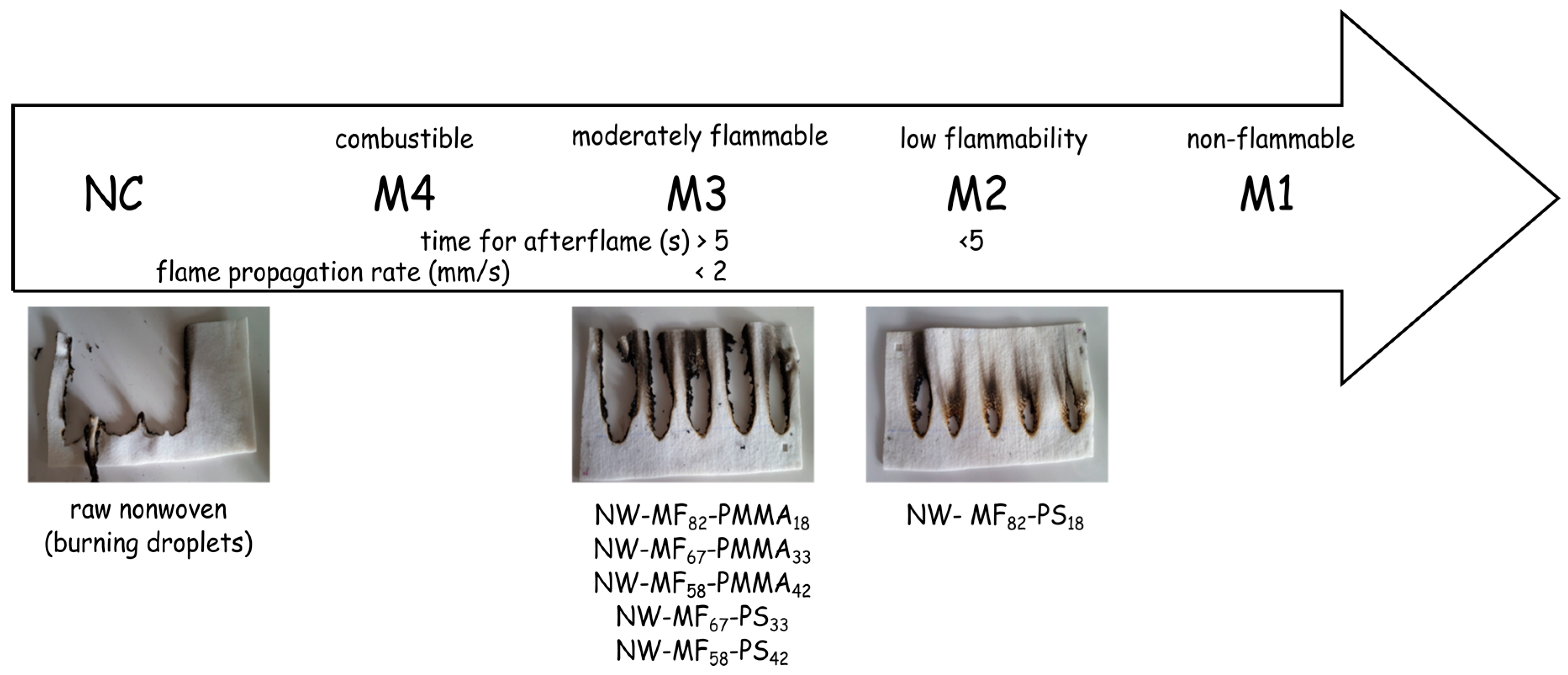
A rate of spread of flame test (NF P 92-504) was used as a guidance test in this work to evaluate the flame retardant properties of the functionalized nonwoven fabrics. This method is applied to fabrics that show an unusual behaviour during the electrical burner test. After burning, non-propagation of the flame and burning or not-burning droplets are observed. The sample (460 mm × 230 mm) is placed horizontally (i.e., the level of the short side, vertically, and the level of the long side, horizontally) and, counting from the free end, marks are placed at 50 mm and 300 mm, respectively. To test, the free end of the fabric is put in the flame of the gas burner, and the test sample is then put out. The fire burning time from the free end is measured 10 times, each for five seconds in length. The test sample flame spread rate of fire is the length of time imposed for 30 s. Determination of flame propagation is based on the time t between the two marker lines. Using the formula V = 250/t, the flame propagation rate is calculated and, thus, the material classification is established.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}