
PLA with Intumescent System Containing Lignin and Ammonium Polyphosphate for Flame Retardant Textile

 ,
, 
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Processing
2.2.1. Extrusion
2.2.2. Melt Spinning
2.2.3. Knitting
2.3. Characterizations
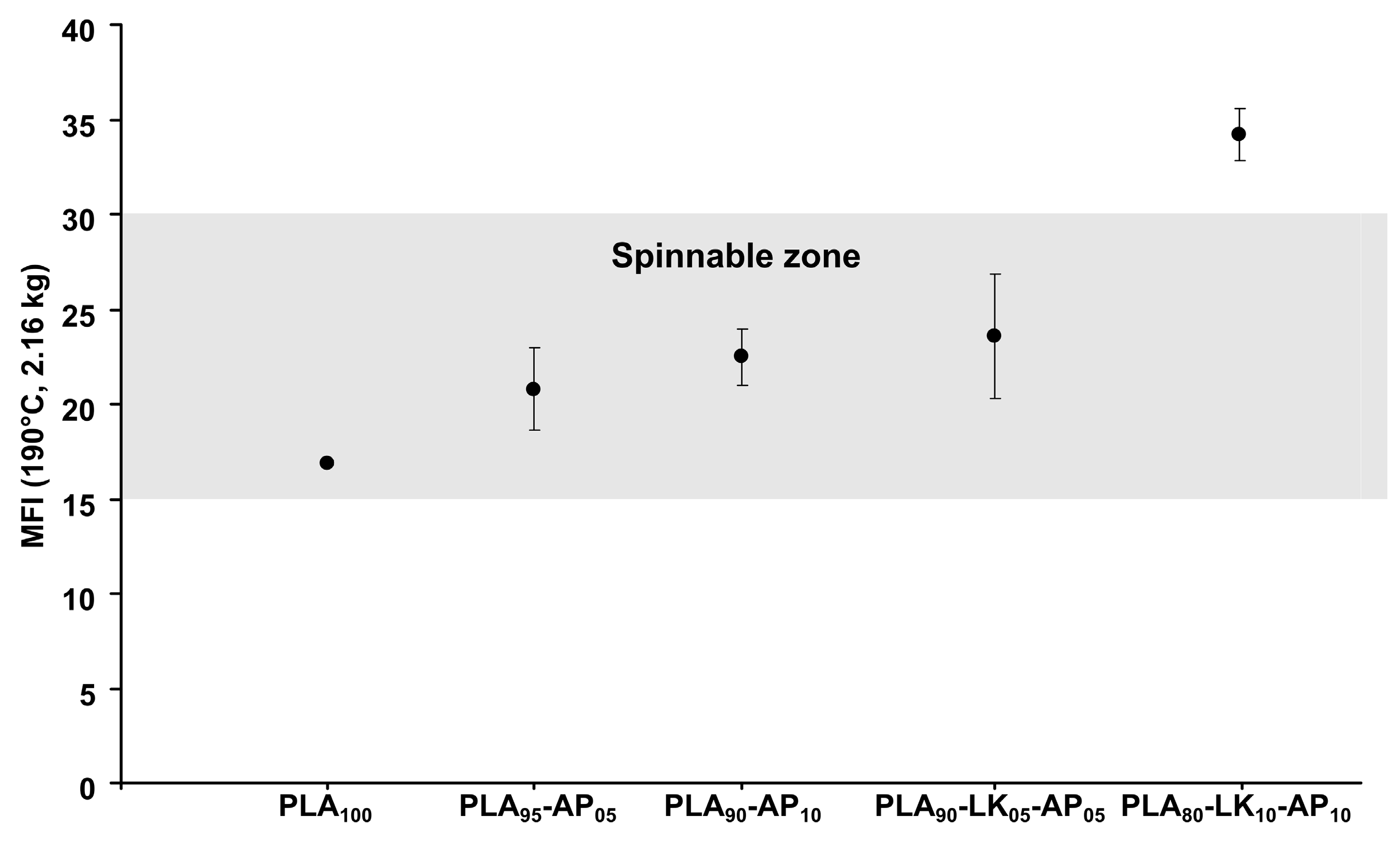
2.3.1. Melt Flow Index
2.3.2. Thermal Analyses
2.3.3. Microscopy
2.3.4. Mechanical Properties
2.3.5. Fire Testing
3. Results and Discussion
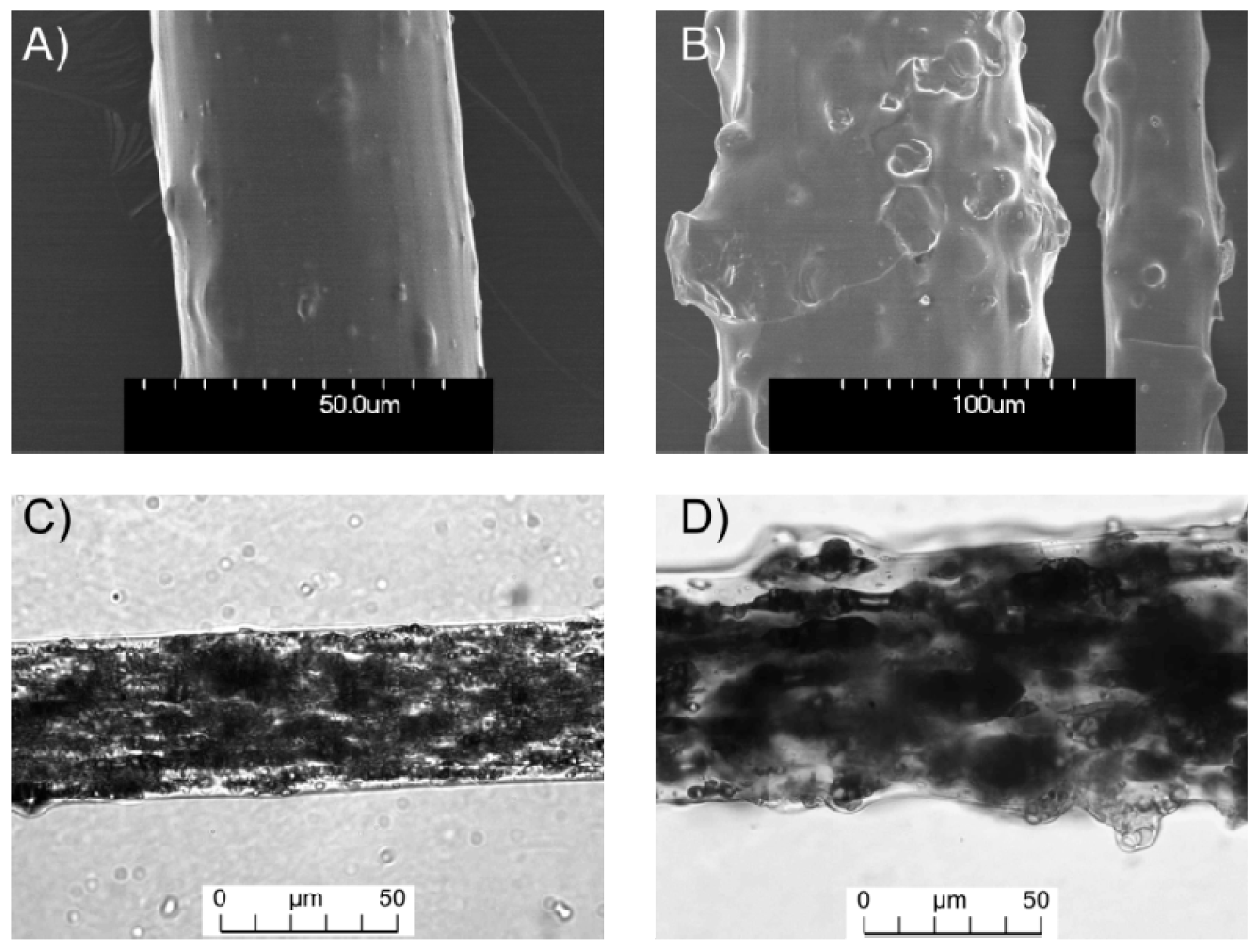
3.1. Melt Spinnability of Binary System: PLA-LK
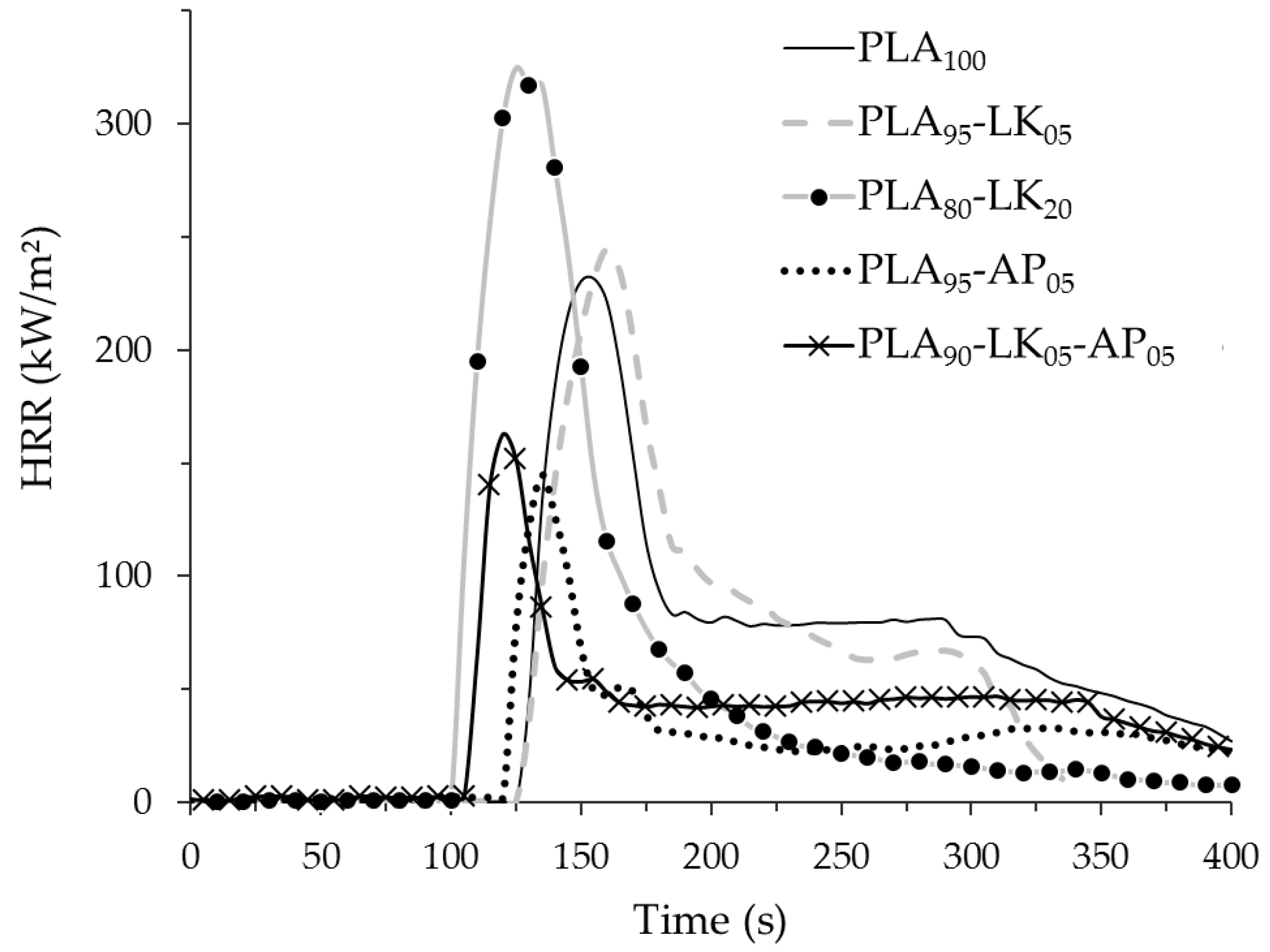
3.2. Thermal and Fire Characterizations of PLA-LK-AP Composites and Fabrics
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chen, J. Global Markets and Technologies for Bioplastics; PLS050C; BCC Research. Available online: http://www.bccresearch.com/market-research/plastics/bioplastics-pls050c.html (accessed on June 2014).
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug. Deliv. Rev. 2016, in press. [Google Scholar] [CrossRef] [PubMed]
- Singh, N.P.P.; Khambra, K. Polylactic acid (PLA) fibre. Man-Made Text. India 2015, 43, 187–190. [Google Scholar]
- Mochizuki, M. Synthesis, properties and structure of polylactic acid fibres. In Handbook of Textile Fibre structure; Eichhorn, S.J., Hearle, J.W.S., Jaffe, M., Kikutani, T., Eds.; Woodhead Publishing: Cambridge, UK, 2009; Volume 1, pp. 257–275. [Google Scholar]
- Parmar, M.S.; Singh, M.; Tiwari, R.K.; Saran, S. Study on flame retardant properties of poly(lactid acid) fibre fabrics. Indian J. Fibre Text. Res. 2014, 39, 268–273. [Google Scholar]
- Mochizuki, M. Textile applications. In Poly(lactic acid); Auras, R., Lim, L.-T., Selke, S.E.M., Tsuji, H., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010; pp. 469–476. [Google Scholar]
- Bourbigot, S.; Fontaine, G. Flame retardancy of polylactide: An overview. Polym. Chem. 2010, 1, 1413–1422. [Google Scholar] [CrossRef]
- Idumah, C.I.; Hassan, A. Emerging trends in flame retardancy of biofibers, biopolymers, biocomposites, and bionanocomposites. Rev. Chem. Eng. 2016, 32, 115–148. [Google Scholar] [CrossRef]
- Cheng, X.-W.; Guan, J.-P.; Tang, R.-C.; Liu, K.-Q. Improvement of flame retardancy of poly(lactic acid) nonwoven fabric with a phosphorus-containing flame retardant. J. Ind. Text. 2015, 46, 914–928. [Google Scholar] [CrossRef]
- Avinc, O.; Day, R.; Carr, C.; Wilding, M. Effect of combined flame retardant, liquid repellent and softener finishes on poly(lactic acid) (PLA) fabric performance. Text. Res. J. 2012, 82, 975–984. [Google Scholar] [CrossRef]
- Solarski, S.; Ferreira, M.; Devaux, E.; Fontaine, G.; Bachelet, P.; Bourbigot, S.; Delobel, R.; Coszach, P.; Murariu, M.; Da Silva Ferreira, A.; et al. Designing polylactide/clay nanocomposites for textile applications: Effect of processing conditions, spinning, and characterization. J. Appl. Polym. Sci. 2008, 109, 841–851. [Google Scholar] [CrossRef]
- Solarski, S.; Mahjoubi, F.; Ferreira, M.; Devaux, E.; Bachelet, P.; Bourbigot, S.; Delobel, R.; Coszach, P.; Murariu, M.; Da silva Ferreira, A.; et al. (Pasticized) polylactide/clay nanocomposite textile: Thermal, mechanical, shrinkage and fire properties. J. Mater. Sci. 2007, 42, 5105–5117. [Google Scholar] [CrossRef]
- Bourbigot, S.; Fontaine, G.; Duquesne, S. Intumescence for the flame retardancy of PLA. In Proceedings of the 21st BCC Conference-Recent Advances in Flame Retardancy of Polymeric Materials, Stamford, CT, USA, 21–23 May 2012.
- Zhang, T.; Yan, H.; Shen, L.; Fang, Z.; Zhang, X.; Wang, J.; Zhang, B. Chitosan/phytic acid polyelectrolyte complex: A green and renewable intumescent flame retardant system for ethylene–vinyl acetate copolymer. Ind. Eng. Chem. Res. 2014, 53, 19199–19207. [Google Scholar] [CrossRef]
- Cheng, X.-W.; Guan, J.-P.; Tang, R.-C.; Liu, K.-Q. Phytic acid as a bio-based phosphorus flame retardant for poly(lactic acid) nonwoven fabric. J. Clean. Prod. 2016, 124, 114–119. [Google Scholar] [CrossRef]
- Laufer, G.; Kirkland, C.; Cain, A.A.; Grunlan, J.C. Clay-chitosan nanobrick walls: Completely renewable gas barrier and flame-retardant nanocoatings. ACS Appl. Mater. Interfaces 2012, 4, 1643–1649. [Google Scholar] [CrossRef] [PubMed]
- Giraud, S.; Rault, F.; Rochery, M.; Gacquere, L. Use of bio-based carbon source to develop intumescent flame retardant polyurethane coating for polyester textile fabric. In Proceedings of the 14th European Meeting on Fire Retardant Polymers, FRPM13, Lille, France, 30 June–4 July 2013.
- Feng, J.-X.; Su, S.-P.; Zhu, J. An intumescent flame retardant system using β-cyclodextrin as a carbon source in polylactic acid (PLA). Polym. Adv. Technol. 2011, 22, 1115–1122. [Google Scholar] [CrossRef]
- Reti, C.; Casetta, M.; Duquesne, S.; Bourbigot, S.; Delobel, R. Flammability properties of intumescent PLA including starch and lignin. Polym. Adv. Technol. 2008, 19, 628–635. [Google Scholar] [CrossRef]
- Reti, C.; Casetta, M.; Duquesne, S.; Delobel, R.; Soulestin, J.; Bourbigot, S. Intumescent biobased-polylactide films to flame retard nonwovens. J. Eng. Fibers Fabr. 2009, 4, 33–39. [Google Scholar]
- Wu, K.; Hu, Y.; Song, L.; Lu, H.; Wang, Z. Flame retardancy and thermal degradation of intumescent flame retardant starch-based biodegradable composites. Ind. Eng. Chem. Res. 2009, 48, 3150–3157. [Google Scholar] [CrossRef]
- Chapple, S.; Anandjiwala, R.; Ray, S.S. Mechanical, thermal, and fire properties of polylactide/starch blend/clay composites. J. Therm. Anal. Calorim. 2013, 113, 703–712. [Google Scholar] [CrossRef]
- Wang, J.; Ren, Q.; Zheng, W.; Zhai, W. Improved flame-retardant properties of poly(lactic acid) foams using starch as a natural charring agent. Ind. Eng. Chem. Res. 2014, 53, 1422–1430. [Google Scholar] [CrossRef]
- Zhang, R.; Xiao, X.; Tai, Q.; Huang, H.; Hu, Y. Modification of lignin and its application as char agent in intumescent flame-retardant poly(lactic acid). Polym. Eng. Sci. 2012, 52, 2620–2626. [Google Scholar] [CrossRef]
- Zhang, R.; Xiao, X.; Tai, Q.; Huang, H.; Yang, J.; Hu, Y. Preparation of lignin-silica hybrids and its application in intumescent flame-retardant poly(lactic acid) system. High Perform. Polym. 2012, 24, 738–746. [Google Scholar] [CrossRef]
- Zhang, R.; Xiao, X.; Tai, Q.; Huang, H.; Yang, J.; Hu, Y. The effect of different organic modified montmorillonites (OMMTs) on the thermal properties and flammability of PLA/MCAPP/lignin systems. J. Appl. Polym. Sci. 2013, 127, 4967–4973. [Google Scholar] [CrossRef]
- Giraud, S.; Rault, F.; Rochery, M.; Specht, C.; Capon, G. Synthesis and characterization of flame retardant polyurethane formulation for textile coating containing lignin as bio-based carbon source. In Proceedings of the 15th European Meeting on Fire Retardancy and Protection of Materials, Berlin, Germany, 22–25 June 2015.
- Axegård, P. Spinning carbon fiber from lignin. In Proceedings of the 7th Conference of the Forest-based Sector Technology Platform-Pacing Innovation for the Bioeconomy, Warsaw, Poland, 26–27 September 2011.
- Tomani, P. The lignoboost process. Cellul. Chem. Technol. 2010, 44, 53–58. [Google Scholar]
- Didane, N.; Giraud, S.; Devaux, E. Fire performances comparison of back coating and melt spinning approaches for pet covering textiles. Polym. Degrad. Stab. 2012, 97, 1083–1089. [Google Scholar] [CrossRef]
- ASTM. ASTM D1238-13: Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastomete; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Martin, O.; Avérous, L. Poly(lactic acid): Plasticization and properties of biodegradable multiphase systems. Polymer 2001, 42, 6209–6219. [Google Scholar] [CrossRef]
- AFNOR. NF EN ISO 5079: Fibres Textiles-Détermination de la Force de Rupture et de L’allongement de Rupture des Fibres Individuelles; Association Française de NORmalisation (AFNOR): La Plaine Saint-Denis, France, 1996. [Google Scholar]
- AFNOR. NF ISO 5660: Essais de Réaction au feu-Débit Calorifique, Taux de Dégagement de Fumée et Taux De perte de Masse; Association Française de NORmalisation (AFNOR): La Plaine Saint-Denis, France, 2015. [Google Scholar]
- Wang, J.; Manley, R.S.J.; Feldman, D. Synthetic polymer-lignin copolymers and blends. Prog. Polym. Sci. 1992, 17, 611–646. [Google Scholar] [CrossRef]
- Sallem-Idrissi, N.; Sclavons, M.; Debecker, D.P.; Devaux, J. Miscible raw lignin/nylon 6 blends: Thermal and mechanical performances. J. Appl. Polym. Sci. 2016, 133, 42963. [Google Scholar] [CrossRef]
- Thunga, M.; Chen, K.; Grewell, D.; Kessler, M.R. Bio-renewable precursor fibers from lignin/polylactide blends for conversion to carbon fibers. Carbon 2014, 68, 159–166. [Google Scholar] [CrossRef]
- Pucciariello, R.; Villani, V.; Bonini, C.; D’Auria, M.; Vetere, T. Physical properties of straw lignin-based polymer blends. Polymer 2004, 45, 4159–4169. [Google Scholar] [CrossRef]
- Sharma, R.K.; Wooten, J.B.; Baliga, V.L.; Lin, X.; Chan, W.G.; Hajaligol, M.R. Characterization of chars from pyrolysis of lignin. Fuel 2004, 83, 1469–1482. [Google Scholar] [CrossRef]
- McNeill, I.C.; Leiper, H.A. Degradation studies of some polyesters and polycarbonates—2. Polylactide: Degradation under isothermal conditions, thermal degradation mechanism and photolysis of the polymer. Polym. Degrad. Stab. 1985, 11, 309–326. [Google Scholar] [CrossRef]
- Kopinke, F.D.; Remmler, M.; Mackenzie, K.; Möder, M.; Wachsen, O. Thermal decomposition of biodegradable polyesters—II. Poly(lactic acid). Polym. Degrad. Stab. 1996, 53, 329–342. [Google Scholar] [CrossRef]
- Kandola, B.K.; Horrocks, A.R. Complex char formation in flame-retarded fibre-intumescent combinations—II. Thermal analytical studies. Polym. Degrad. Stab. 1996, 54, 289–303. [Google Scholar] [CrossRef]
- Dobele, G.; Rossinskaja, G.; Dizhbite, T.; Telysheva, G.; Meier, D.; Faix, O. Application of catalysts for obtaining 1,6-anhydrosaccharides from cellulose and wood by fast pyrolysis. J. Anal. Appl. Pyrolysis 2005, 74, 401–405. [Google Scholar] [CrossRef]
- Di Blasi, C.; Branca, C.; Galgano, A. Effects of diammonium phosphate on the yields and composition of products from wood pyrolysis. Ind. Eng. Chem. Res. 2007, 46, 430–438. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample label | PLA (wt %) | Lignin Kraft (wt %) | Ammonium Polyphosphate (wt %) |
|---|---|---|---|
| PLA100 | 100 | - | - |
| PLA95-LK05 | 95 | 5 | - |
| PLA90-LK10 | 90 | 10 | - |
| PLA80-LK20 | 80 | 20 | - |
| PLA95-AP05 | 95 | - | 5 |
| PLA90-AP10 | 90 | - | 10 |
| PLA90-LK05-AP05 | 90 | 5 | 5 |
| PLA80-LK10-AP10 | 80 | 10 | 10 |
| Blends | Extruder Temperature Profile (°C) | Roll 1 | Roll 2 | Draw Ratio | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T1 | T2 | T3 | T4 | T5 | T6 | T7 | T (°C) | Speed (m min−1) | T (°C) | Speed (m min−1) | ||
| PLA100 | 195 | 205 | 200 | 200 | 185 | 175 | 180 | 80 | 80 | 110 | 130 | 1.6 |
| PLA95-LK05 | ||||||||||||
| PLA90-LK10 | ||||||||||||
| PLA80-LK20 | ||||||||||||
| PLA95-AP05 | 195 | 205 | 200 | 200 | 185 | 180 | 180 | |||||
| PLA90-LK05-AP05 | ||||||||||||
| Diameter (μm) | Strain at Break (MPa) | Elongation at Break (%) | Tenacity (cN Tex−1) | |
|---|---|---|---|---|
| PLA100 | 113 ± 2 | 277 ± 42 | 120 ± 47 | 21.9 ± 3.3 |
| PLA95-LK05 | 141 ± 9 | 131 ± 20 | 224 ± 26 | 8.21 ± 1.2 |
| PLA90-LK10 | 122 ± 18 | 70 ± 7 | 158 ± 43 | 5.4 ± 0.5 |
| PLA80-LK20 | 152 ± 17 | 70 ± 11 | 75 ± 32 | 5.5 ± 0.8 |
| Samples | Tg (°C) | TCC Onset (°C) | TCC Max (°C) | ΔHCC (J g−1) | Tm Onset (°C) | Tm Max 1st Peak (°C) | Tm Max 2nd Peak (°C) | ΔHm (J g−1) | χc (%) |
|---|---|---|---|---|---|---|---|---|---|
| PLA100 multifilaments | 61.7 | 108.5 | 115.1 | 33.9 | 156.1 | 161.1 | 166.9 | 38.9 | 5.3 |
| PLA95-LK05 extrudated | 61.6 | 109.8 | 120.2 | 36.2 | 155.3 | 161.0 | 166.4 | 41.0 | 7.9 |
| PLA95-LK05 multifilaments | 60.4 | 104.1 | 112.2 | 37.7 | 155.0 | 160.9 | 166.4 | 40.0 | 2.6 |
| PLA90-LK10 extrudated | 61.5 | 110.6 | 122.9 | 38.1 | 155.1 | 161.8 | 166.1 | 38.5 | 0.4 |
| PLA90-LK10 multifilaments | 59.7 | 106.5 | 125.1 | 33.3 | 153.4 | 159.7 | 165.1 | 34.1 | 0.9 |
| PLA80-LK20 extrudated | 62.2 | 119.3 | 137.4 | 10.3 | 157.5 | 163.5 | - | 10.5 | 0.3 |
| PLA80-LK20 multifilaments | 55.5 | 111.0 | 127.0 | 32.8 | 151.1 | 158.0 | 163.7 | 36.0 | 4.3 |
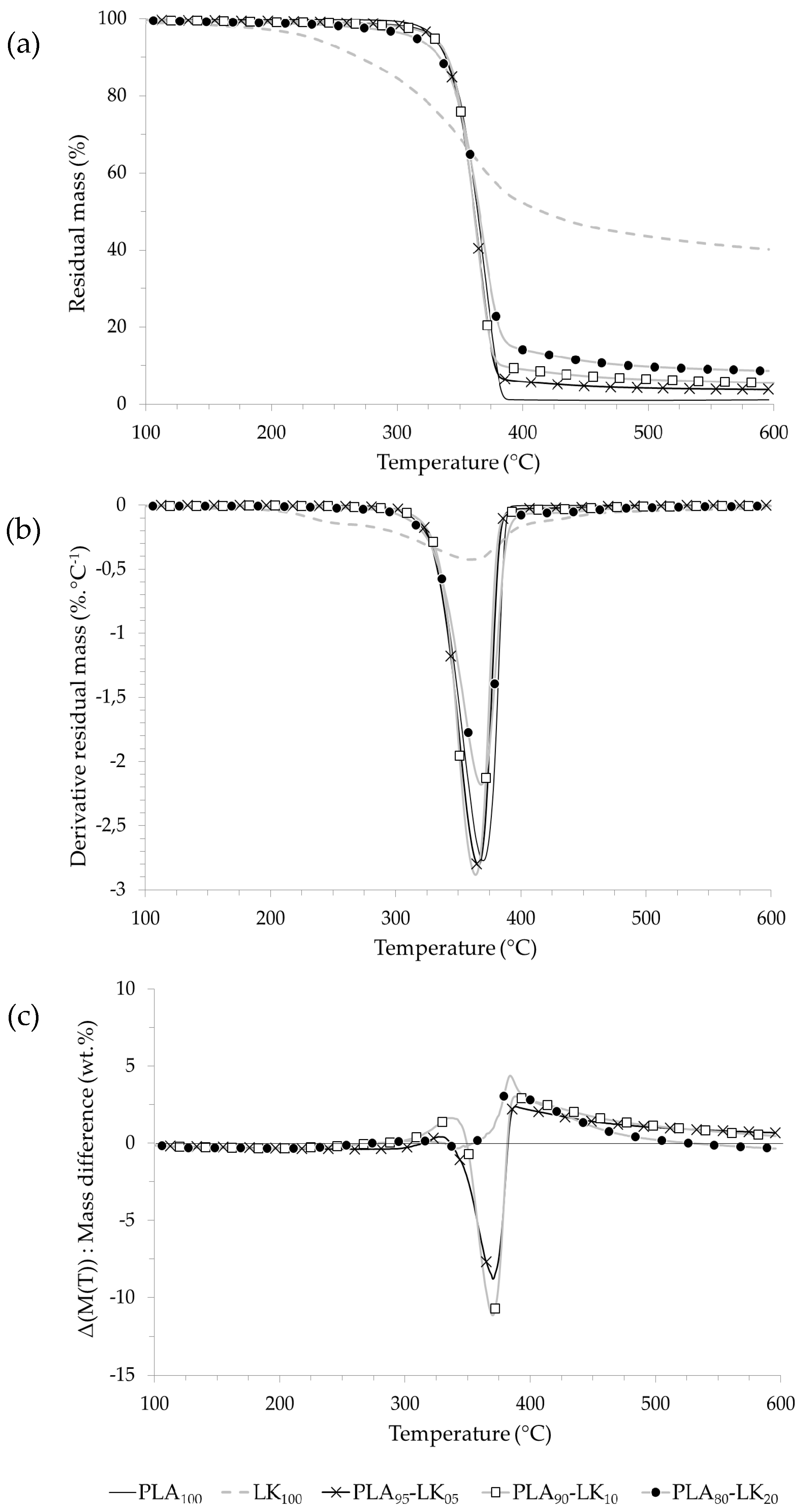
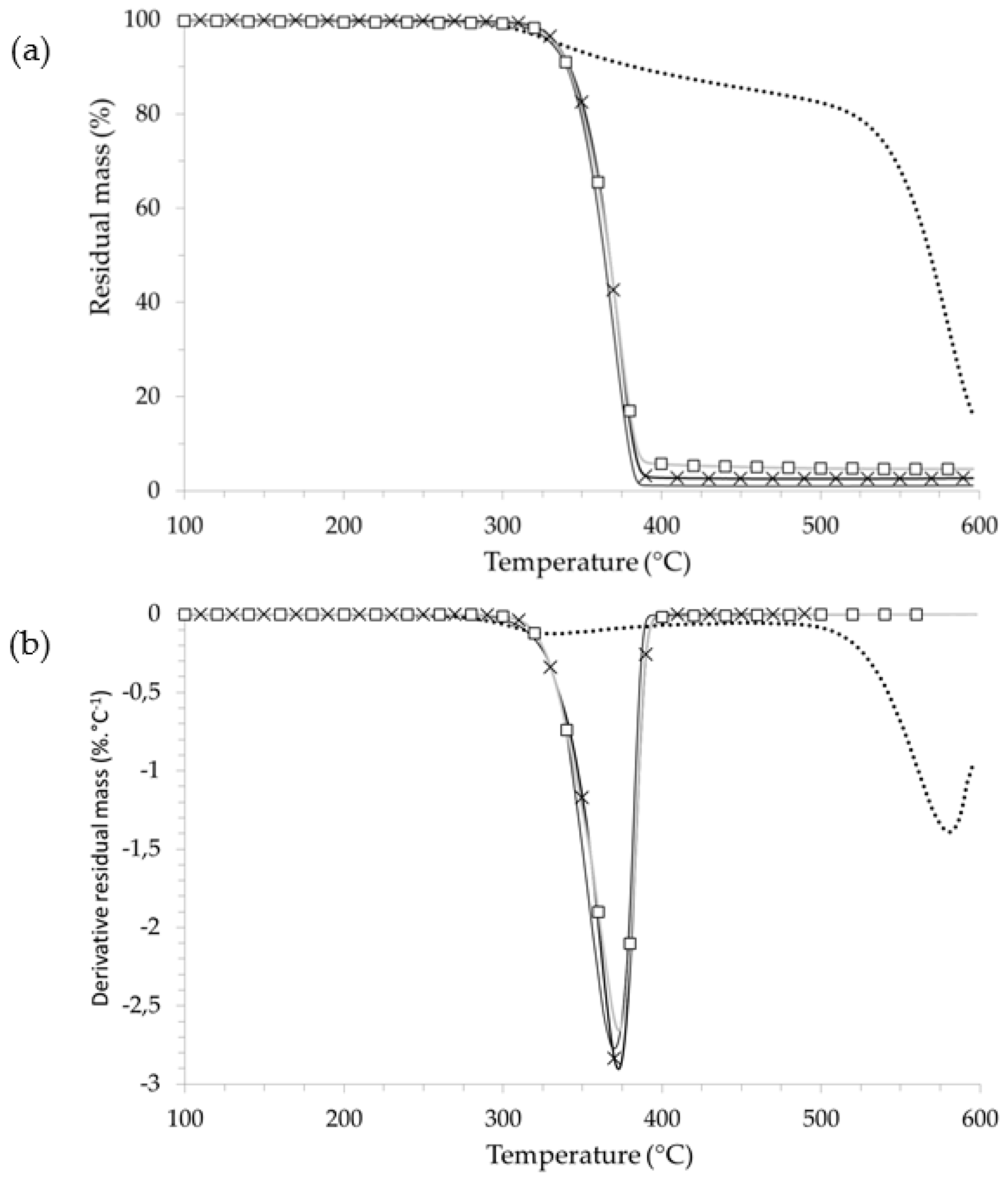
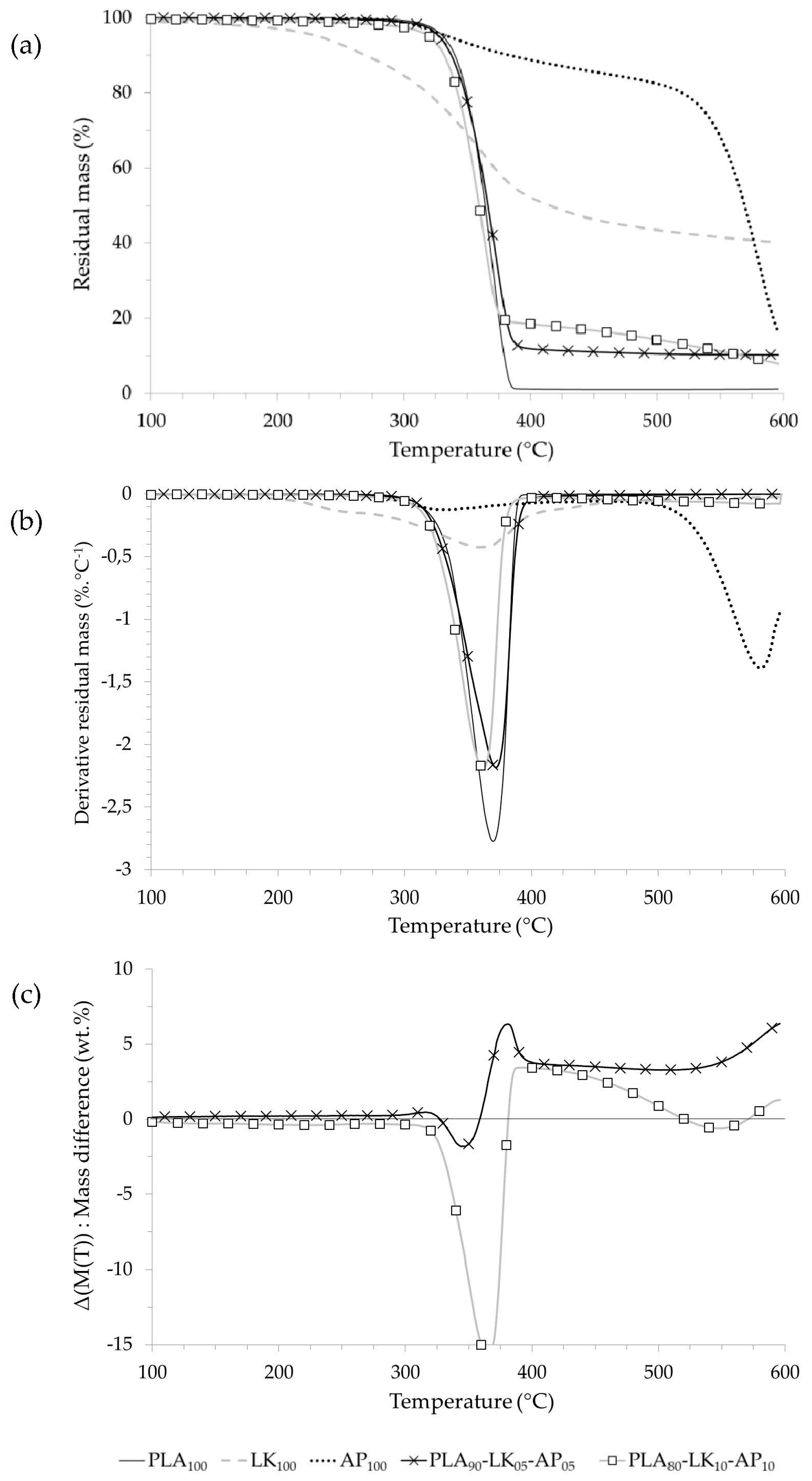
| Samples | Tonset5% (°C) | Tmax (°C) | Residue at 500 °C (%) |
|---|---|---|---|
| PLA100 | 330.7 | 370.5 | 1.1 |
| LK100 | 232.1 | 357.8 | 43.5 |
| AP100 | 334.6 | 580.7 | 82.4 |
| PLA95-LK05 | 329.1 | 366.1 | 4.2 |
| PLA90-LK10 | 329.0 | 363.7 | 6.4 |
| PLA80-LK20 | 314.5 | 369.6 | 9.8 |
| PLA95-AP05 | 333.6 | 372.7 | 2.6 |
| PLA90-AP10 | 333.0 | 373.0 | 5.0 |
| PLA90-LK05-AP05 | 327.7 | 372.3 | 10.5 |
| PLA80-LK10-AP10 | 320.0 | 362.0 | 14.3 |
| Samples | Average Combustion Time (s) | Mass Lost (%) | Ignition of the Cotton | Classification |
|---|---|---|---|---|
| PLA100 | 17 ± 5 | 39.1 ± 15.0 | Yes | V2 |
| PLA95-AP05 | 1 ± 1 | 6.7 ± 2.1 | No | V0 |
| PLA90-AP10 | 0 | 1.4 ± 0.6 | No | V0 |
| PLA90-LK10 | 20 ± 2 | 34.1 ± 4.7 | Yes | V2 |
| PLA90-LK05-AP05 | 0 | 4.5 ± 2.3 | No | V0 |
| PLA80-LK10-AP10 | 0 | 6.3 ± 2.0 | No | V0 |
| Samples | tign (s) | PHRR (kW m−2) | THR (MJ m−2) | TSV (m2) | MAHRE (kW m−2) | Residue (%) |
|---|---|---|---|---|---|---|
| PLA100 | 126 ± 5 | 231.5 ± 4 | 25 ± 2 | 175 ± 15 | 62 ± 6 | 4 ±2 |
| PLA95-AP05 | 90 ± 21 | 143 ± 2 | 18 ± 7 | 13 ± 7 | 42 ± 11 | 27 ± 4 |
| PLA95-LK05 | 143 ± 11 | 228 ± 24 | 17 ± 2 | 5 ± 1 | 57 ± 4 | 13± 2 |
| PLA80-LK20 | 119 ± 15 | 315 ± 14 | 24 ± 3 | 32 ± 9 | 78 ± 6 | 14 ± 2 |
| PLA90-LK05-AP05 | 112 ± 6 | 157 ± 8 | 11 ± 1 | 9 ± 1 | 35 ± 3 | 36 ± 3 |
© 2016 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cayla, A.; Rault, F.; Giraud, S.; Salaün, F.; Fierro, V.; Celzard, A. PLA with Intumescent System Containing Lignin and Ammonium Polyphosphate for Flame Retardant Textile. Polymers 2016, 8, 331. https://doi.org/10.3390/polym8090331
Cayla A, Rault F, Giraud S, Salaün F, Fierro V, Celzard A. PLA with Intumescent System Containing Lignin and Ammonium Polyphosphate for Flame Retardant Textile. Polymers. 2016; 8(9):331. https://doi.org/10.3390/polym8090331
Chicago/Turabian StyleCayla, Aurélie, François Rault, Stéphane Giraud, Fabien Salaün, Vanessa Fierro, and Alain Celzard. 2016. "PLA with Intumescent System Containing Lignin and Ammonium Polyphosphate for Flame Retardant Textile" Polymers 8, no. 9: 331. https://doi.org/10.3390/polym8090331