
Acid Fermentation Process Combined with Post Denitrification for the Treatment of Primary Sludge and Wastewater with High Strength Nitrate


Abstract
:1. Introduction
2. Materials and Methods
2.1. Feed Characteristics
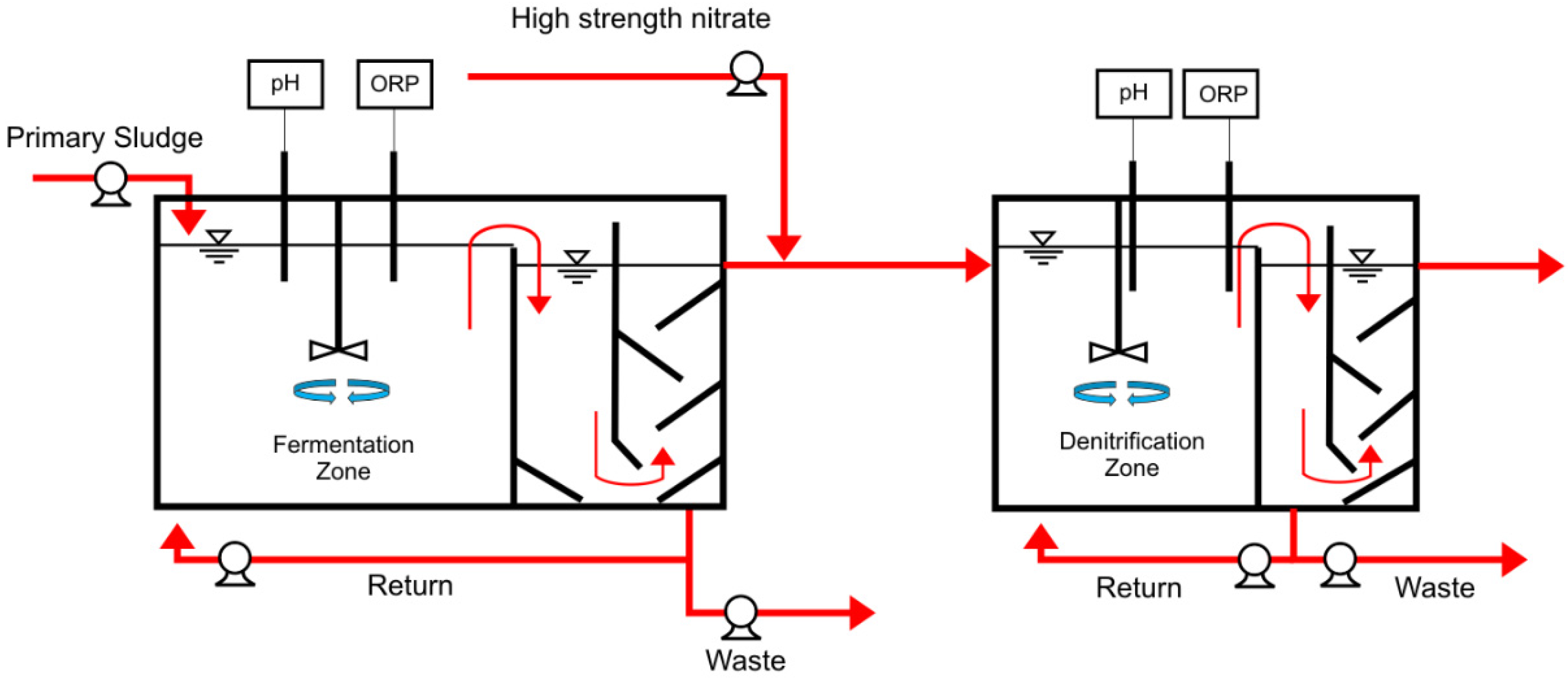
2.2. ABR Type Acid Fermentation Reactor Combined with Post Denitrification Process
2.3. Analytical Methods
3. Results and Discussion
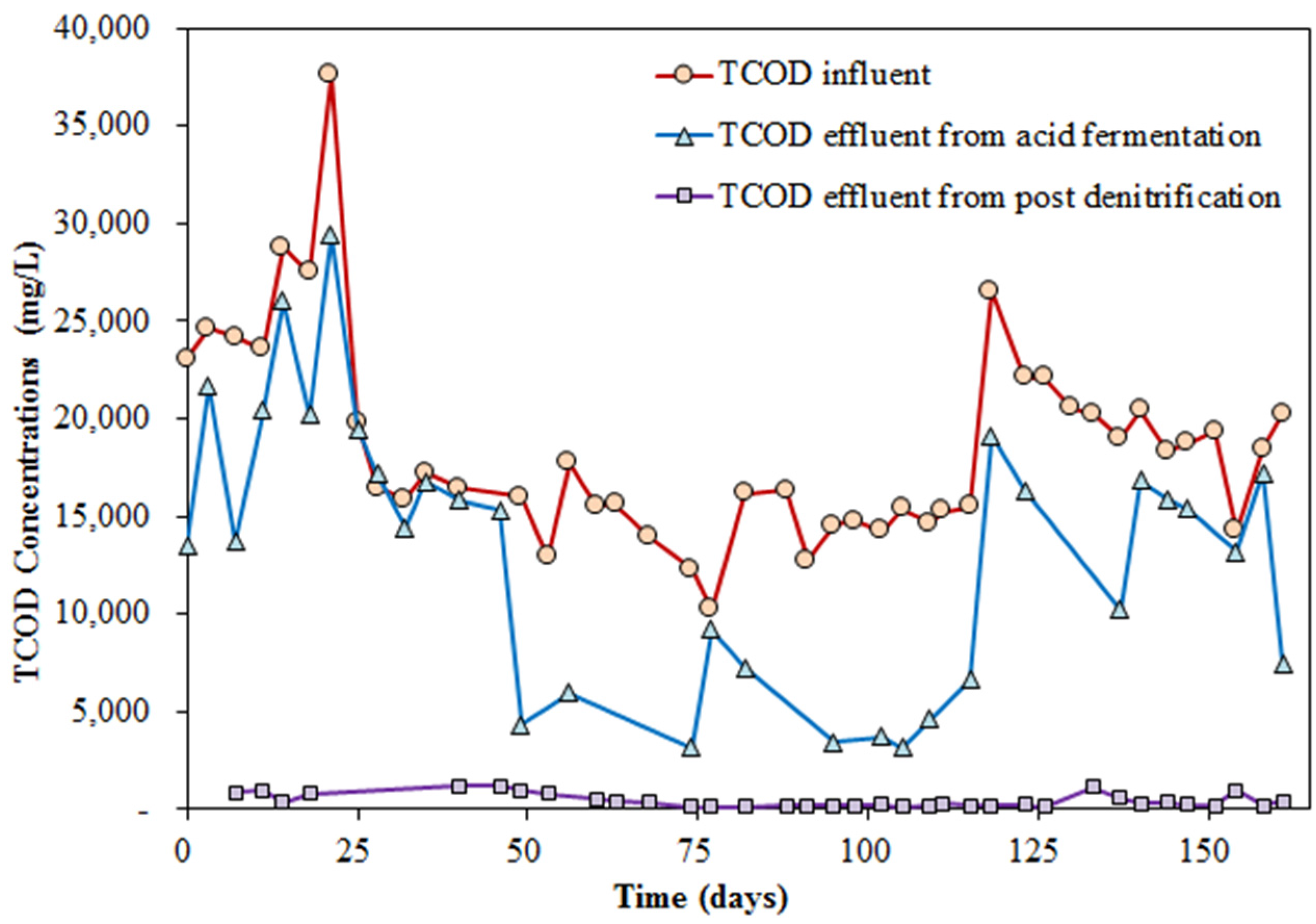
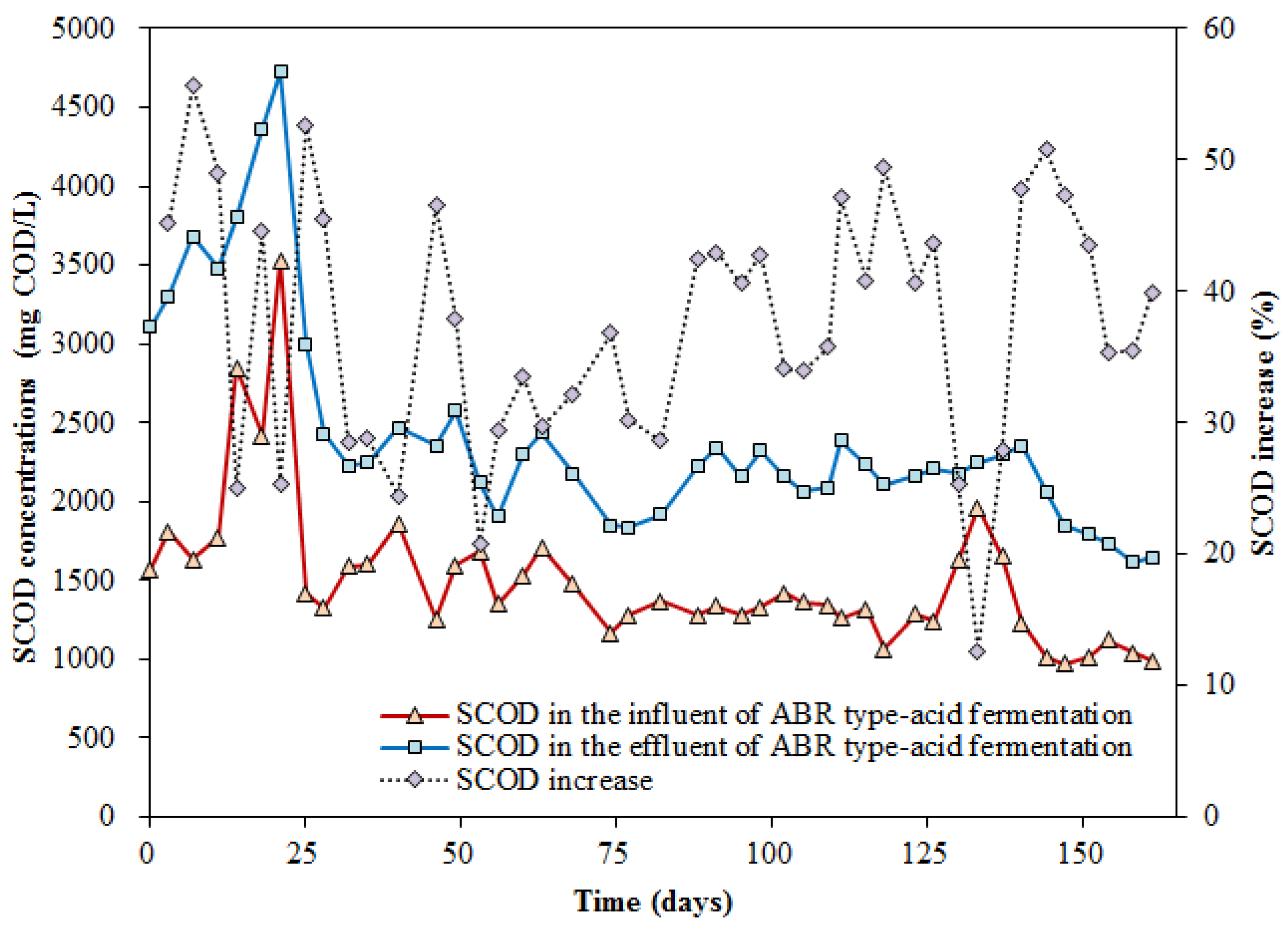
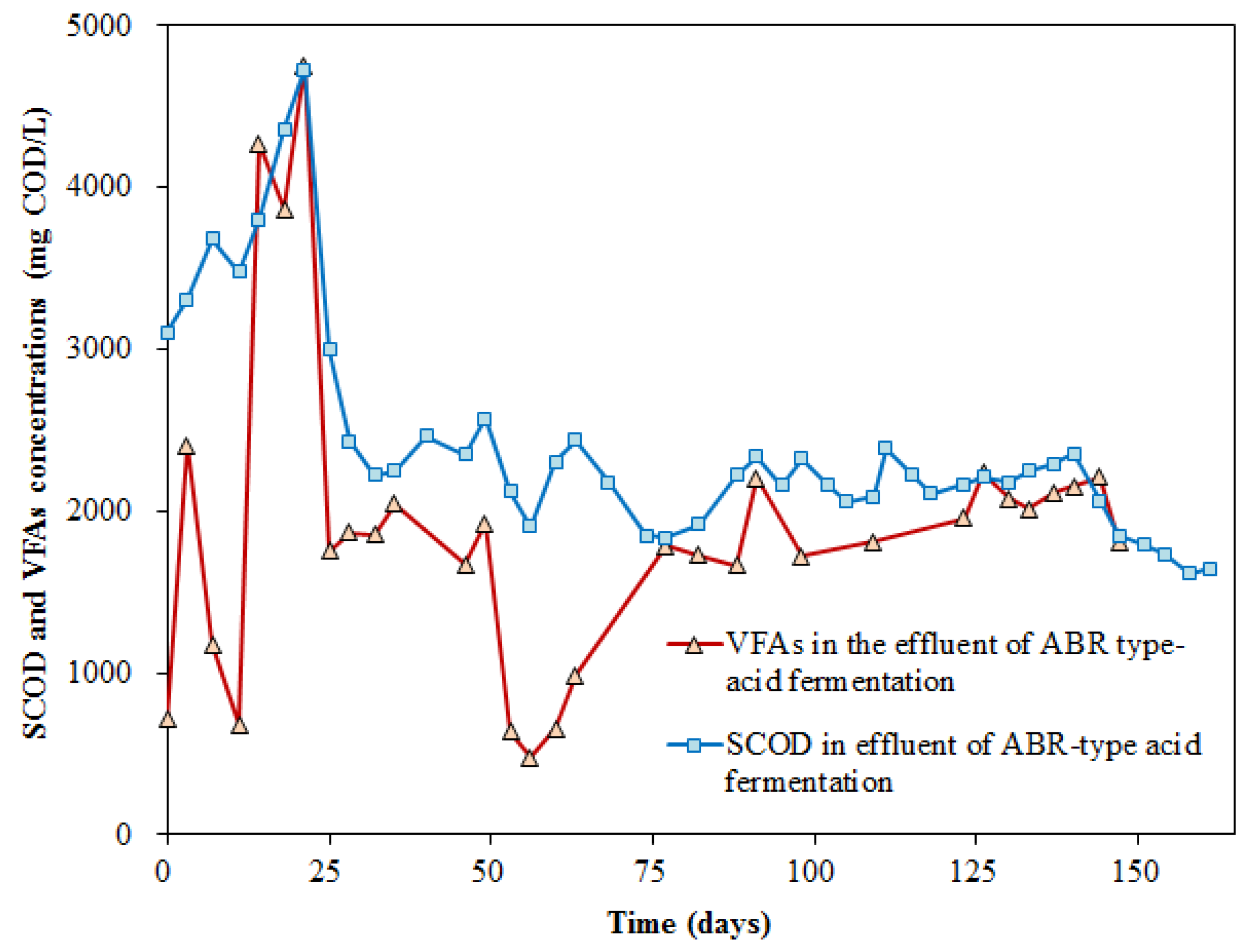
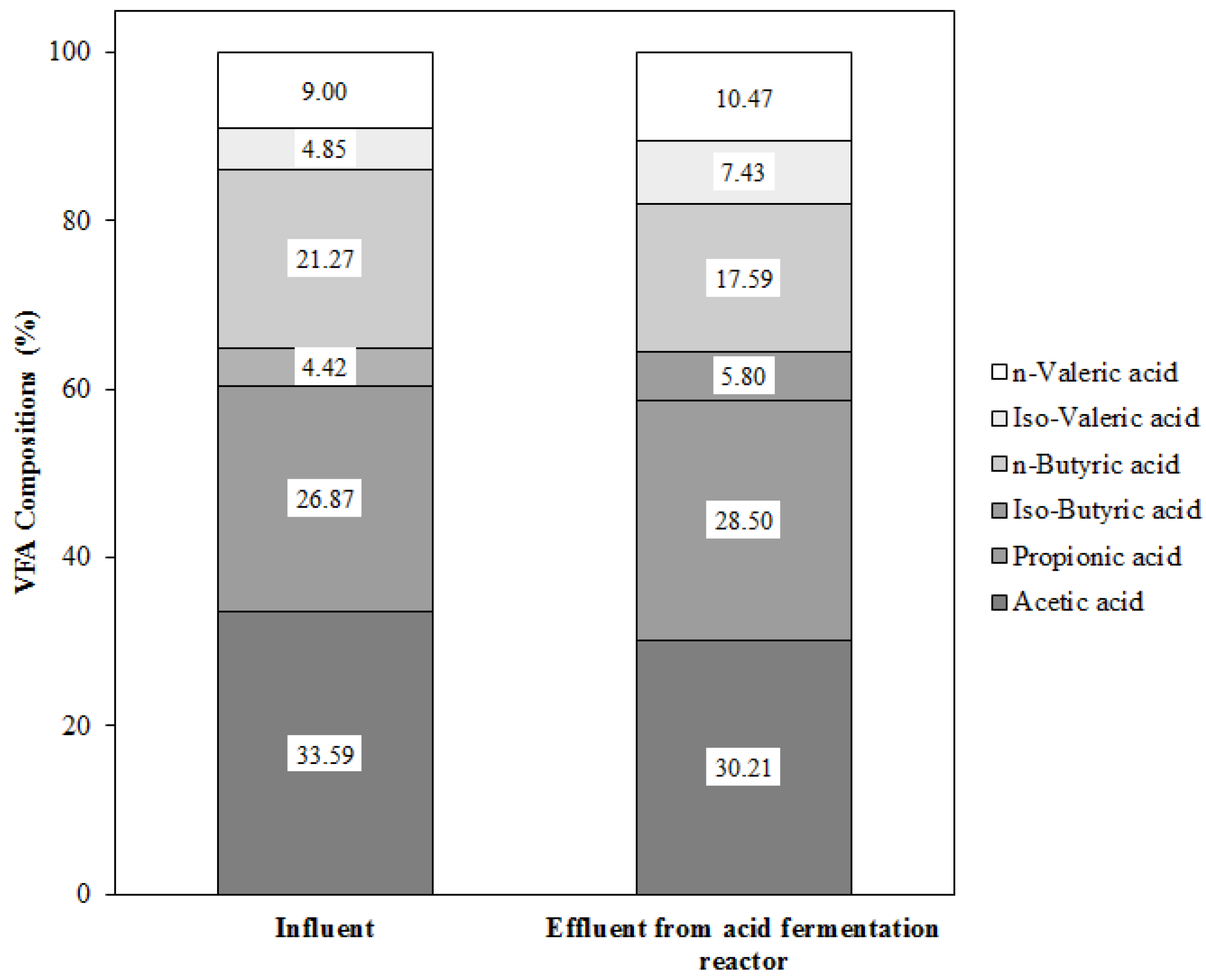
3.1. COD and VFAs Variation
3.2. Nitrogen Variation
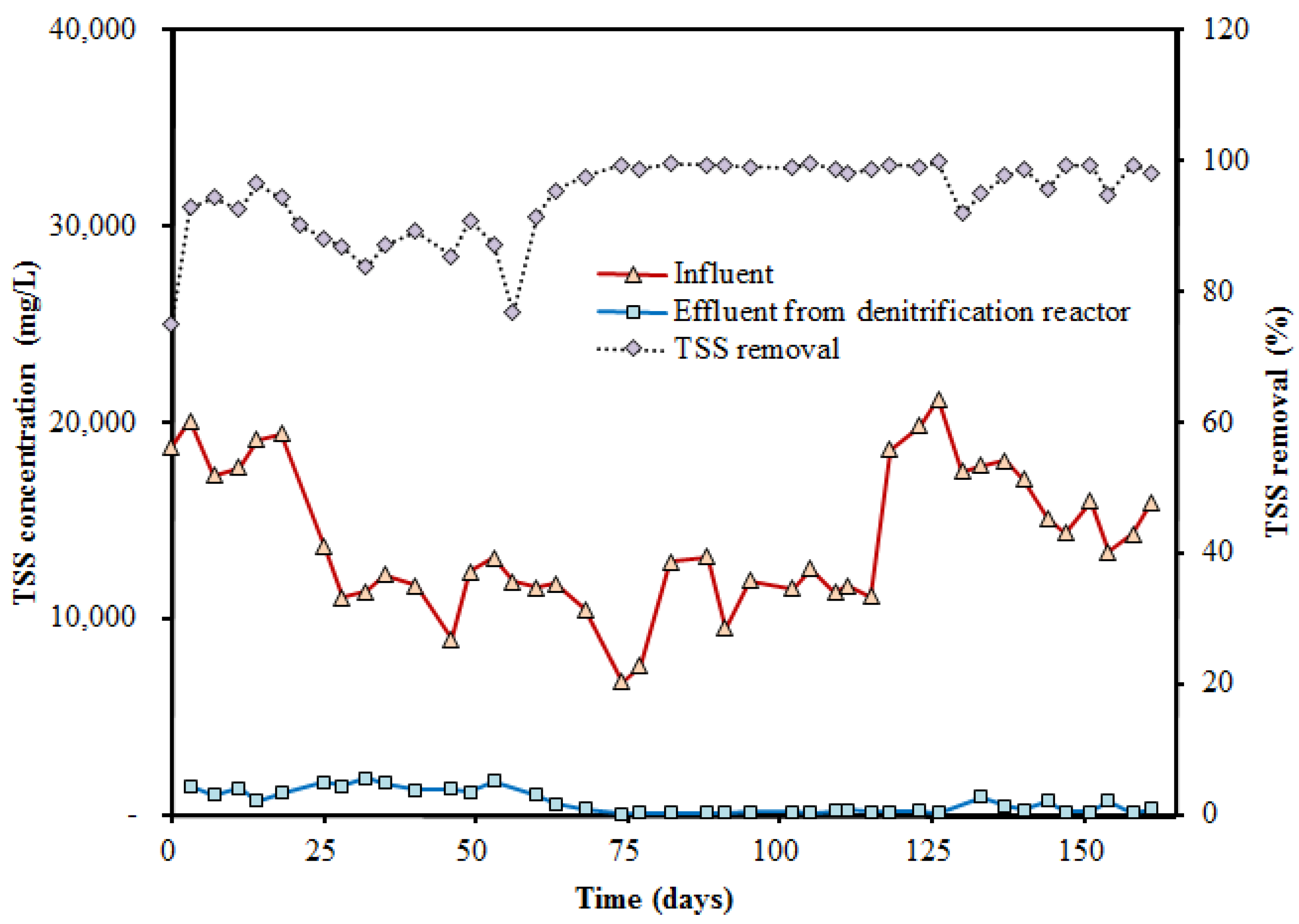
3.3. Total Suspended Solid Variation
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mudhoo, A. Biogas Production: Pretreatment Methods in Anaerobic Digestion; John Willey & Sons: New York, NY, USA, 2012; p. 2. [Google Scholar]
- Alvarez, J.M.; Dosta, J.; Güiza, M.S.R.; Fonoll, X.; Peces, M.; Astals, S. A critical review on anaerobic co-digestion achievements between 2010 and 2013. Renew. Sustain. Energy Rev. 2014, 36, 412–427. [Google Scholar] [CrossRef]
- Kythreotou, N.; Florides, G.; Tassou, S.A. A review simple to scientific models for anaerobic digestion. Renew. Energy 2014, 71, 701–714. [Google Scholar] [CrossRef]
- Basile, A.; Di Paola, L.; Hai, F.I.; Piemonte, V. Membrane Reactors for Energy Applications and Basic Chemical Production; Woodhead Publishing: Cambridge, CBE, UK, 2015; p. 345. [Google Scholar]
- Bodkhe, S.Y. A modified anaerobic baffled reactor for municipal wastewater treatment. J. Environ. Manag. 2009, 90, 2488–2493. [Google Scholar] [CrossRef] [PubMed]
- Krishna, G.V.T.P.; Kumar, P.; Kumar, P. Treatment of low-strength soluble wastewater using an anaerobic baffled reactor (ABR). J. Environ. Manag. 2009, 90, 166–176. [Google Scholar] [CrossRef] [PubMed]
- Lee, W.S.; Chua, A.S.M.; Yeoh, H.K.; Ngoh, G.C. A review of the production and applications of waste-derived volatile fatty acids. Chem. Eng. J. 2014, 235, 83–89. [Google Scholar] [CrossRef]
- Wang, J.; Huang, Y.; Zhao, X. Performance and characteristics of an anaerobic baffled reactor. Bioresour. Technol. 2004, 93, 205–208. [Google Scholar] [CrossRef] [PubMed]
- Fang, H.H.P. Environmental Anaerobic Technology: Applications and New Developments; Imperial College Press: London, LND, UK, 2010; p. 164. [Google Scholar]
- Wang, Y.; Zhang, Y.; Wang, J.; Meng, L. Effects of volatile fatty acid concentrations on methane yield and methanogenic bacteria. Biomass Bioenergy 2009, 33, 848–853. [Google Scholar] [CrossRef]
- Barber, W.P.; Stuckey, D.C. The use of the anaerobic baffled reactor (ABR) for wastewater treatment: A review. Water Res. 1999, 33, 1559–1578. [Google Scholar] [CrossRef]
- Langenhoff, A.A.M.; Intrachandra, N.; Stuckey, A.C. Treatment of dilute soluble and colloidal wastewater using an anaerobic baffled reactor: Influence of hydraulic retention time. Water Res. 2000, 34, 1307–1317. [Google Scholar] [CrossRef]
- Tawfik, A.; Salem, A.; El-Qelish, M. Two stage anaerobic baffled reactors for bio-hydrogen production from municipal food waste. Bioresour. Technol. 2011, 102, 8723–8726. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Wu, D.; Hu, Z. Impact of hydraulic retention time on organic and nutrient removal in a membrane coupled sequencing batch reactor. Water Res. 2014, 55, 12–20. [Google Scholar] [CrossRef] [PubMed]
- Shah, F.A.; Mahmood, Q.; Shah, M.M.; Pervez, A.; Asad, S.A. Microbial ecology of anaerobic digesters: The key players of anaerobiosis. Sci. World J. 2014, 2014, 1–21. [Google Scholar]
- Latif, M.A.; Ghufran, R.; Wahid, Z.A.; Ahmad, A. Integrated application of upflow anaerobic sludge blanket reactor for the treatment of wastewaters. Water Res. 2011, 45, 4683–4699. [Google Scholar] [CrossRef] [PubMed]
- Hernandez, J.E.; Edyvean, R.G.J. Comparison between a two-stage and single-stage digesters when treating a synthetic wastewater contaminated with phenol. Water SA 2011, 37, 27–32. [Google Scholar] [CrossRef]
- Katuri, K.P.; Enright, A.M.; O’Flaherty, V.; Leech, D. Microbial analysis of anodic biofilm in a microbial fuel cell using slaughterhouse wastewater. Bioelectrochemistry 2011, 87, 164–171. [Google Scholar] [CrossRef] [PubMed]
- Korean Ministry of Environment, 2030 Sewarage Sludge Reduction, Biogas Producing and Using Portfolio. Available online: http://m.me.go.kr/home/web/policy_data (accessed on 29 February 2016).
- Batstone, D.J.; Huelsen, T.; Mehta, C.M.; Keller, J. Platforms for energy and nutrient recovery from domestic wastewater: A review. Chemosphere 2014, 140, 2–11. [Google Scholar] [CrossRef] [PubMed]
- Batstone, D.J.; Virdis, B. The role of anaerobic digestion in the emerging energy economy. Curr. Opin. Biotechnol. 2014, 27, 142–149. [Google Scholar] [CrossRef] [PubMed]
- American Public Health Association (APHA); American Water Works Association; Water Pollution Control Federation; Water Environment Federation. Standard Methods for the Examination of Water and Wastewater; American Water Works Assn: Washington, DC, USA, 2012. [Google Scholar]
- Barajas, M.G.; Escalas, A.; Mujeriego, R. Fermentation of a low VFA wastewater in an activated primary tank. Water SA 2002, 28, 89–98. [Google Scholar]
- Berthouex, P.M.; Brown, L.C. Statistics for Environmental Engineers; Lewis Publishers: Boca Raton, FL, USA, 2002; p. 7. [Google Scholar]
- Bassuney, D.M.; Ibrahim, W.A.; Moustafa, M.A.E. Performance of an anaerobic baffled reactor (ABR) during start-up period. Inter. J. Chem. Environ. Biol. Sci. 2013, 1, 571–575. [Google Scholar]
- Soares, A.; Maillard, S.; Kampas, P.; Wood, E.; Calvert, A.; Parsons, S.A.; Cartmell, E. Fermentation and Disintegration of Sludge to Promote Biological Nutrient Removal. In Proceedings of IWA Conference-Proceedings of Moving Forward Wastewater Biosolids Sustainability, Technical Managerial and Public Synergy, Moncton, NB, Canada, 24‒27 June 2007; Le Blanc, R.J., Laughton, P.J., Tyagi, R., Eds.;
- Elefsiniotis, P.; Wareham, D.G. Utilization patterns of volatile fatty acids in the denitrification reaction. Enzym. Microb. Technol. 2007, 41, 92–97. [Google Scholar] [CrossRef]
- Ji, G.D.; Sun, T.H.; Ni, J.R.; Tong, J.J. Anaerobic baffled reactor (ABR) for treating heavy oil produced water with high concentrations of salt and poor nutrient. Bioresour. Technol. 2009, 100, 1108–1114. [Google Scholar] [CrossRef] [PubMed]
- Elefsiniotis, P.; Wareham, D.G.; Smith, M.O. Effect of a starch-rich industrial wastewater on the acid-phase anaerobic digestion process. Water Environ. Res. 2005, 77, 366–371. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.J. Relationship between Oxidation Reduction Potential (ORP) and Volatile Fatty Acid (VFAs) Production in the Acid-Phase Anaerobic Digestion Process. Master’s Thesis, University of Canterbury, Canterbury, New Zealand, January 2008. [Google Scholar]
- Najafpour, G.D.; Zinatizadeh, A.A.L.; Mohamed, A.R.; Isa, M.H.; Nasrollahzadeh, H. High-rate anaerobic digestion of palm oil mill effluent in an upflow anaerobic sludge-fixed film bioreactor. Process Biochem. 2006, 41, 370–379. [Google Scholar] [CrossRef]
- Malina, J. Design of Anaerobic Processes for Treatment of Industrial and Municipal Waste; CRC Press: Boca Raton, FL, USA, 1992; p. 93. [Google Scholar]
- Foxon, K.M.; Pillay, S.; Lalbahadur, T.; Rodda, N.; Holder, F.; Buckley, C.A. The anaerobic baffled reactor (ABR): An appropriate technology for on-site sanitation. Water SA 2007, 30, 44–50. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reactor | Parameters | Unit | Initial Operation |
|---|---|---|---|
| ABR type-acid fermentation reactor | HRT (based on the mixing zone) | Days | 4 |
| Primary sludge influent flow rate | L/day | 15 | |
| Sludge discharge (0.1 Q) | L/day | 1.5 | |
| Internal return (2 Q) | L/day | 30 | |
| Post denitrification reactor | HRT (based on the mixing zone) | Hours | 7 |
| Total influent flowrate | L/day | 163.5 | |
| Influent flowrate (effluent from ABR) | L/day | 13.5 | |
| High strength nitrate injection | L/day | 150 | |
| Sludge discharge (0.1 Q) | L/day | 16.35 | |
| Internal return (2 Q) | L/day | 327 |
| Parameters | Unit | Influent | Effluent of Acid Fermentation/Influent of Post Denitrification | Effluent of Post Denitrification |
|---|---|---|---|---|
| TCOD | mg·COD/L | 10,220–37,560 (18,431) | 3140–29,360 (14,564) | 115–1230 (455) |
| SCOD | mg·COD/L | 972–3528 (1499) | 1614–4728 (2422) | 21–247 (64) |
| VFAs | mg·COD/L | 241–4058 (1351) | 326–4775 (1930) | Not measured |
| TSS | mg·SS/L | 6750–26,225 (14,351) | 688–18,630 (9431) | 50–1860 (729) |
| VSS | mg·VSS/L | 6700–14,750 (10,694) | 663–12,325 (6987) | 57–2075 (560) |
| NO3− | mg·N/L | 35–97 (68.74) | Not measured | 1–74 (16.50) |
| NO2− | mg·N/L | Not measured | Not measured | 0–15.88 (3.38) |
| TN | mg·N/L | 41–124 (74.48) | 61–225 (141.76) | 10–223 (37.72) |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurniawan, A.; Kwon, S.Y.; Shin, J.-H.; Hur, J.; Cho, J. Acid Fermentation Process Combined with Post Denitrification for the Treatment of Primary Sludge and Wastewater with High Strength Nitrate. Water 2016, 8, 117. https://doi.org/10.3390/w8040117
Kurniawan A, Kwon SY, Shin J-H, Hur J, Cho J. Acid Fermentation Process Combined with Post Denitrification for the Treatment of Primary Sludge and Wastewater with High Strength Nitrate. Water. 2016; 8(4):117. https://doi.org/10.3390/w8040117
Chicago/Turabian StyleKurniawan, Allen, Se Young Kwon, Jung-Hun Shin, Jin Hur, and Jinwoo Cho. 2016. "Acid Fermentation Process Combined with Post Denitrification for the Treatment of Primary Sludge and Wastewater with High Strength Nitrate" Water 8, no. 4: 117. https://doi.org/10.3390/w8040117
APA StyleKurniawan, A., Kwon, S. Y., Shin, J.-H., Hur, J., & Cho, J. (2016). Acid Fermentation Process Combined with Post Denitrification for the Treatment of Primary Sludge and Wastewater with High Strength Nitrate. Water, 8(4), 117. https://doi.org/10.3390/w8040117