1. Introduction
Diverse and considerable energies are associated with mobile equipment operated and maintained on mine sites. Loss of control of these energies is a common cause of injury on mine sites. For example, Ruff
et al. reported that 41% of severe injuries across all US mines from 2000 to 2007 were associated with machinery [
1]. This proportion may be even higher in some sectors: While Burgess-Limerick and Steiner reported that 46% of injuries in New South Wales underground coal mines from 2006 to 2008 were associated with equipment [
2]; Cooke
et al. [
3] reported that 68% of injuries at surface coal mines in NSW from 2005 to 2009 were associated with the operation or maintenance of mobile mining equipment. In terms of the types of equipment most frequently associated with injuries, Cooke
et al. further reported that Haul Trucks (32%) and Bulldozers (21%) were involved in slightly over half of the mobile equipment-related injuries logged at the surface coal mines.
These hazards are now well-recognised by the mining industry. In 2006, four multi-national mining companies formed the Earth Moving Equipment Safety Round Table (EMERST) with the aim of engaging with the manufacturers of equipment to accelerate improvements in mining equipment design. Originally focused on surface mining equipment, and particularly haul trucks, the focus of EMESRT widened to include underground and exploration equipment. Since 2006, EMESRT has maintained a program of regular visits and other engagements with a steadily increasing number of manufacturers. The membership has also increased, with fifteen companies (Anglo American, Barrick, BHPBilliton; Centennial Coal; Cliffs Resources; Collahasi; Newcrest; Newmont; Peabody; Rio Tinto; Sasol; Suncor; Syncrude; Vale; and Xstrata) being members in 2012.
An initial step undertaken by the EMESRT members was the development of “Design Philosophies” that collated the experience of mining companies through the identification of the potential unwanted events that cause equipment related injuries and illness. These unwanted events are grouped into eight categories in the current version of the Design Philosophies—Access and Working at Heights; Tires and Rims; Exposure to harmful energies; Fire; Machine operation and controls; Health impacting factors; Manual tasks; and Confined spaces and Restricted work areas. The complete Design Philosophies are available at
http://www.emesrt.org/ [
4].
The central theme running through the EMESRT initiative is the need for safe design of mining equipment. As summarized by Horberry
et al. [
5] many mining accidents are due in part to equipment design inadequacies, either in maintainability or operability, and are therefore theoretically preventable by means of safer initial design. “Safety in design” is becoming an increasingly-used approach in a variety of high-hazard domains. Also known as “safe design” or “prevention through design”, the general process seeks to eliminate health and safety hazards, or minimise potential risks, by systematically involving end-users and decision makers in the full life cycle of the designed product or system [
6]. As the name implies, it involves occupational health and safety (OHS) through the original design, not safety by procedure or through retrofit trial and error.
A safe design process created on behalf of EMESRT was Operability and Maintainability Analysis Technique (OMAT). OMAT involves the use of a task-oriented risk assessment process to identify, analyse and evaluate risks associated with the operation and maintenance of mobile mining equipment [
7]. This technique encourages the implementation of design control measures to eliminate or reduce the risks, rather than reliance on administrative controls such as warnings and training.
OMAT was developed based on the recognition that the behaviour of the operators and maintainer is largely shaped by their tasks which are, in turn, partly shaped by the equipment’s design [
5]. Therefore, in order to create the safest equipment possible, designers must predict how their designs will shape the behaviours of miners in the context of the different sites around the world [
6]. OMAT was consequently designed to provide a user-engagement processes to identify and assess the risks in the design of mining equipment. The development and evaluation of the OMAT process to help promote safe design of existing mobile mining equipment has resulted in important design changes being made, for example to equipment access/egress or the positioning of components that are regularly changed during routine maintenance [
7].
In 2011, the EMERST members resolved to propose a common form of safe design information to be requested by all members companies during procurement. A draft EMERST Design Evaluation for Equipment Procurement process was developed through which the outcomes of OMAT risk assessment and control activities are integrated into a common “Safe Design Information” template for communication to prospective purchasers. This draft process was presented to seven major mining equipment manufacturers during an international tour undertaken in February and March 2012. The manufacturers were requested to consider and trial the proposal and provide feedback. A number of changes and clarifications were consequently incorporated into the final version that was launched at MINExpo in Las Vegas in September 2012 and is described here.
2. EMESRT Design Evaluation for Equipment Procurement (EDEEP)
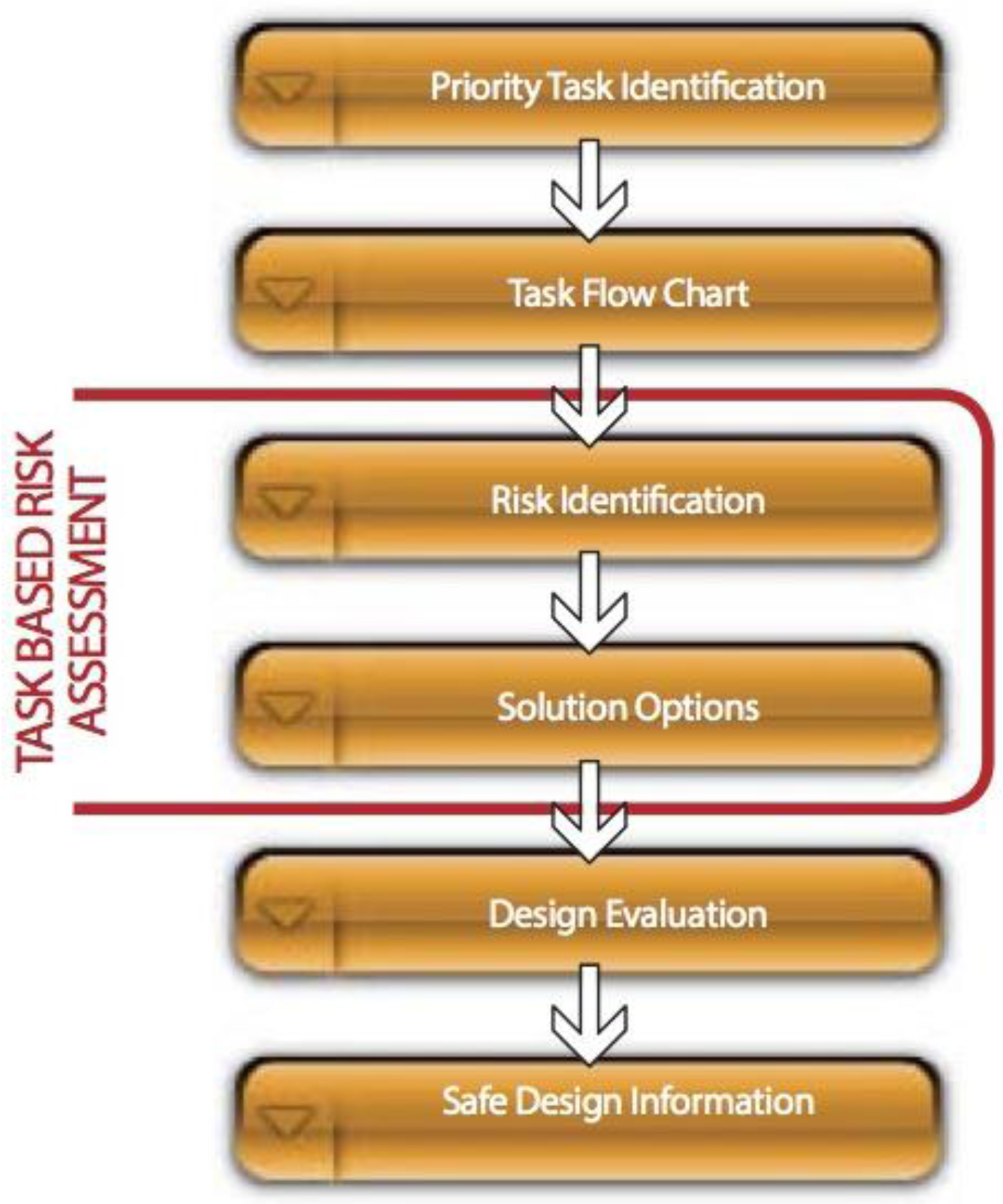
EMESRT member companies are requesting mining equipment manufacturers use the EDEEP process to provide common information about safe design features that will allow purchasers to evaluate how well the equipment design addresses issues identified in EMESRT Design Philosophies. Employing the process will also provide manufacturers with additional information for use during subsequent equipment design activities to accelerate the reduction of risks to health and safety associated with operation and maintenance tasks. The process has three steps: (1) priority task identification; (2) task-based risk assessment involving mining company-based operation and maintenance personnel; and (3) documentation of the outcomes in the form of Safe Design Information. The steps are summarized in
Figure 1 and the relationship between the steps is shown in
Figure 2.
Priority Task Identification begins with the generation of a list of operation and maintenance tasks associated with the equipment. Tasks lists are equipment specific, and they are effectively generated through consideration of operation and service manuals for the equipment. The frequency with which each task is performed is estimated and coded on a seven point scale. For each task identified, each of 20 potential unwanted events is examined to determine whether they might occur during the task, and if so, the maximum reasonable consequence of the unwanted event is coded on a five point scale. The frequency and consequence values for each task are combined to provide a prioritisation of the tasks for further assessment.
Figure 1.
The Earth Moving Equipment Safety Round Table (EMESRT) Design Evaluation for Equipment Procurement (EDEEP) process steps.
Figure 1.
The Earth Moving Equipment Safety Round Table (EMESRT) Design Evaluation for Equipment Procurement (EDEEP) process steps.
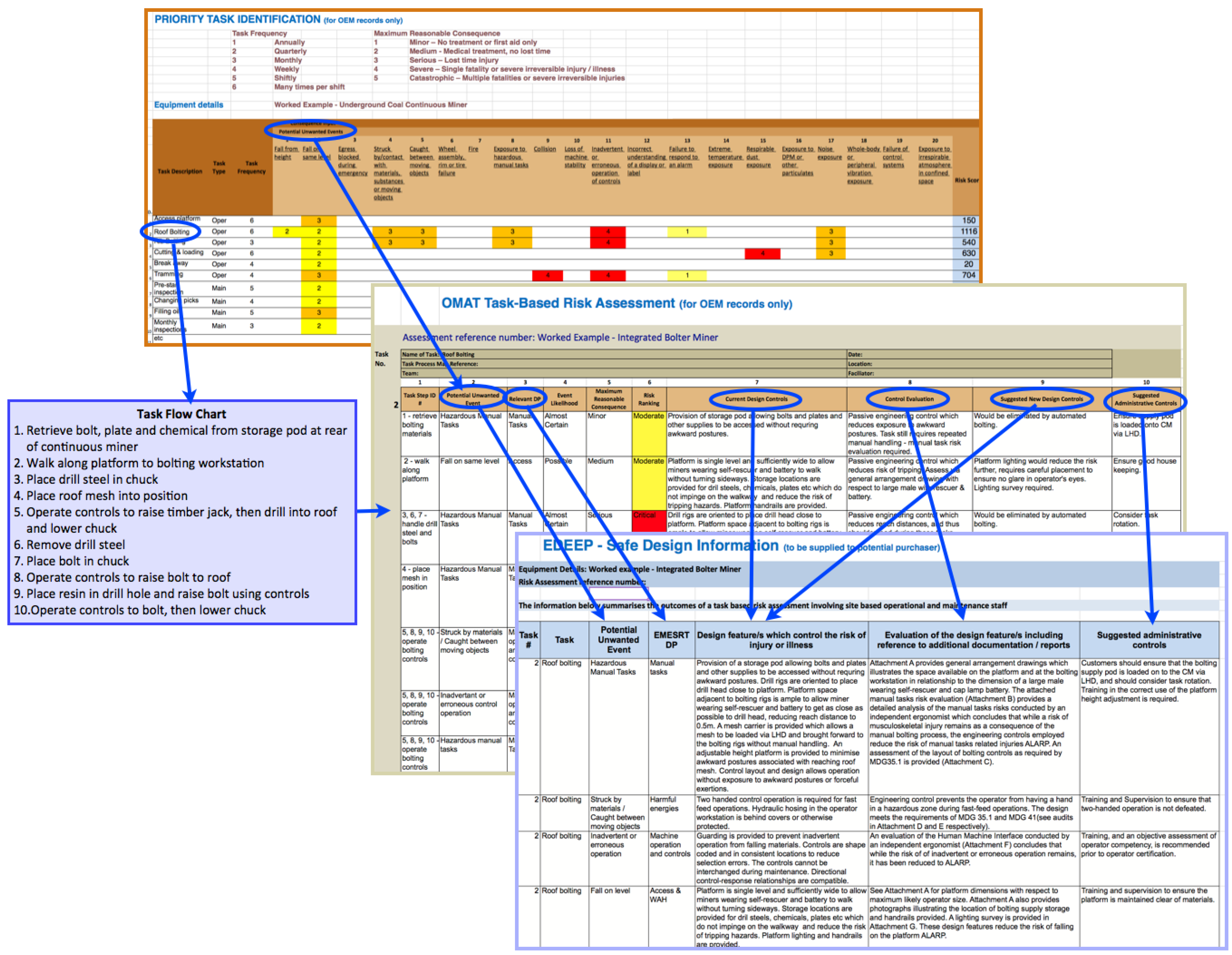
Figure 2.
Relationship between priority task identification, task based risk assessment and Safe Design Information.
Figure 2.
Relationship between priority task identification, task based risk assessment and Safe Design Information.
The second step is to undertake a detailed risk assessment of priority tasks. In addition to an analysis and evaluation of the inherent risks, the aim is to identify both existing design control measures and potential design improvements that may be implemented to eliminate or reduce the risk for each potential unwanted event; as well as relevant administrative controls that should be considered by purchasers of the equipment. It is essential that mining company-based operators and maintenance personnel are involved at this stage to ensure that: An accurate understanding is gained of the ways the tasks are actually performed; the likelihood of the unwanted events is validly estimated; and to ensure that site experience is utilised in the evaluation of existing control measures and the development of new control measures. Any additional investigations required to evaluate the effectiveness of design safety such as visibility or illumination surveys, vibration or noise measurements, or ergonomics assessments are noted during the risk assessment and the results of the investigations included in the Safe Design Information.
The outcomes of the task-based risk assessment are documented in the form of Safe Design Information that will be requested by EMESRT member companies during procurement. In addition to the details of the tasks and potential unwanted events for which risk assessments were undertaken, the design features, and suggested administrative controls, the Safe Design Information also includes an evaluation of the effectiveness of the design features, and references to additional reports where appropriate. As well as assisting mining companies to make purchasing decisions, this information will assist the purchasers of equipment to undertake the operational risk assessments required before equipment may be used on site.
2.1. Priority Task Identification
The first step is the Priority Task Identification. The aim is to identify all operation and maintenance tasks associated with the equipment and determine the priority for further detailed risk assessment. It is not essential at this stage of the process to involve site-based operation and maintenance personnel; however, designers and other persons with a general understanding of the operation and maintenance of the equipment should undertake the assessment.
A “task” is a self-contained undertaking that may or may not be an element in a larger work process. Examples of “tasks” would include: Conducting pre-start checks, accessing or egressing the operators cab, cleaning the cab windows, driving the equipment, filling the fuel tank, or changing a tyre. When generating the list of tasks, it may be helpful to utilise the operation and service manuals for the equipment.
As each task is identified, the estimated frequency with which the task is performed by any person is coded using a six point scale as follows:
1—Annually; 2—Quarterly; 3—Monthly; 4—Weekly; 5—Shiftly; 6—Many times per shift.
The next step is to consider whether any of 20 potential unwanted events drawn from the EMERST Design philosophies may occur during the performance of the task; these events are shown in
Table 1.
Table 1.
The potential unwanted events.
Table 1.
The potential unwanted events.
| Number | Events |
|---|
| 1 | Fall from height |
| 2 | Fall on same level |
| 3 | Egress blocked during emergency |
| 4 | Struck by/contact with materials, substances or objects |
| 5 | Caught between moving objects |
| 6 | Wheel assembly, rim or tyre failure or explosion |
| 7 | Fire |
| 8 | Exposure to hazardous manual tasks |
| 9 | Collision |
| 10 | Loss of machine stability |
| 11 | Inadvertent or erroneous operation of a control |
| 12 | Incorrect understanding of a display or label |
| 13 | Failure to respond to an alarm |
| 14 | Extreme temperature exposure |
| 15 | Respirable dust exposure |
| 16 | Exposure to DPM or other particulates |
| 17 | Noise exposure |
| 18 | Whole-body or peripheral vibration exposure |
| 19 | Failure of control system |
| 20 | Exposure to irrespirable atmosphere in confined space |
Each of the 20 potential unwanted events is associated with one or more references to the EMESRT Design Philosophies (see supplementary spreadsheet file for details).
For each unwanted event that might occur during the task, the maximum reasonable consequence associated with that event is coded on a five point scale. Consideration of the consequences should include both the equipment operator and/or maintainer, as well as other persons.
1—Minor—No treatment or first aid only;
2—Medium—Medical treatment, no lost time;
3—Serious—Lost time injury;
4—Major—Single fatality or severe irreversible injury/illness;
5—Catastrophic—Multiple fatalities or severe irreversible injuries.
This information is combined with the task frequency to provide a score for each unwanted event and the sum of these scores provides an overall task priority score (see supplementary spreadsheet file for details). The task priority scores provide a way to prioritise the tasks identified for detailed risk assessment. Such attention may not be justified for all tasks, however it is recommended that all tasks that have serious, major, or catastrophic maximum reasonable consequences associated with any potential unwanted event should be examined further.
It is important to note that the aim of this step is to gain an appreciation of the inherent risks associated with each task. Neither the task frequency nor the maximum reasonable consequence will be impacted upon appreciably by existing design controls, unless the design controls eliminate the hazard. If a particular potential unwanted event that is typically associated with a task performed with equipment of this type has been eliminated by a design change then it need not be considered further. However, the manufacturer may wish to make a note of the hazard and design feature for inclusion in the Safe Design Information for communication to potential purchasers.
2.2. Detailed Task-Based Risk Assessment
Having identified the priority tasks for which detailed risk assessment is required, the next step is to assemble a suitable team and gather necessary resources. The team must include mining company-based operation and maintenance personnel who have experience in undertaking the tasks to be examined. It would be beneficial to have participation of staff from different sites, and different experience levels. OEM service personnel may also be useful contributors, but cannot substitute for the experience of mining company-based staff. Resources to be obtained in advance of the assessment would usefully include video footage of the priority tasks being undertaken. This is particularly important if the equipment to be assessed is not readily available for inspection. Outcomes of previous risk assessments on related equipment, and evaluations of issues such as visibility, lighting, vibration, noise, workstation ergonomics etc that have been undertaken should be made available to the assessment team, as well as analysis of any historical data that are available regarding injuries or incidents associated with the equipment type.
Next, it is important to ensure that all steps required for the completion of the task to be assessed are understood through construction of a task flow chart. The flow chart identifies the discrete steps that were expected by the designer (as reflected in the manufacturer’s operation or service manual instructions) as well as steps that may be reasonable deviations away from the recommended method. Involvement of mining company-based personnel at this stage is essential to ensure that a realistic picture of the task is considered.
For example, a task flow chart for roof bolting conducted during the operation of an integrated bolter miner in an underground coal mine as envisaged by the designer might be as follows:
Retrieve bolt, plate and chemical from storage pod at rear of continuous miner;
Walk along platform to bolting workstation;
Place drill steel in chuck;
Place roof mesh into position;
Operate controls to raise timber jack, then drill into roof and lower chuck;
Remove drill steel;
Place bolt in chuck;
Operate controls to raise bolt to roof;
Place resin in drill hole and raise bolt using controls;
Operate controls to bolt, then lower chuck.
During subsequent discussions with experienced roof bolter operators it is likely that forseeable deviations associated with, for example, stuck drill steels, or other predictable events would be identified, leading to additional steps being added to the task flow chart.
Risk Assessment involves the overall process of risk identification, analysis, and evaluation. Having defined the tasks and associated hazards, and gained a thorough understanding of the task steps, the next stages of the assessment process are to analyse and evaluate the risks associated with steps, and to document existing and potential design controls and suggested administrative controls. It is essential that experienced mining company-based operators and maintenance personnel are involved at this stage to ensure that the likelihood of the unwanted events is validly estimated, and to ensure that site experience is utilised in the evaluation of existing control measures and the development of new control measures.
Using the OMAT process, the team considers each step in the task flow chart, including the foreseeable deviations, identifying any potential unwanted events associated with the EMESRT design philosophies. The possibility of other potential unwanted events that are relevant to the specific situations should also be considered. For each task step, the inherent risk associated with each potential unwanted event should be evaluated by determining the maximum reasonable consequence (using the same scale as used in the Priority Task Identification). Consequences for persons other than the operator or maintainer should be considered. The likelihood of the event occurring in the absence of any design controls should be estimated using a five point scale as follows. Similar task steps may be grouped for assessment.
A—Almost certain—the event occurs more than twice a year;
B—Likely—the event occurs once or twice a year;
C—Possible—the event occurs less than annually, but multiple times during the life of the equipment;
D—Unlikely—the event is expected to occur at some time during the life of the equipment;
E—Rare—the event is not expected to ever occur during the life of the equipment.
It is important to have input of experienced mining company-base operation and maintenance personnel to gain a defensible estimate of event likelihood. The Consequence and Likelihood estimates are combined to provide a risk ranking according to the Risk Classification
Table 2.
Table 2.
Risk classification table.
Table 2.
Risk classification table.
| | Consequence |
|---|
| Likelihood | Minor | Medium | Serious | Major | Catastrophic |
|---|
| Almost Certain | Moderate | High | Critical | Critical | Critical |
| Likely | Moderate | High | High | Critical | Critical |
| Possible | Low | Moderate | High | Critical | Critical |
| Unlikely | Low | Low | Moderate | High | Critical |
| Rare | Low | Low | Moderate | High | High |
Using a brainstorming approach, the workshop team should then discuss current and potential design controls to eliminate or reduce the risk associated with each potential unwanted event, and consider the likely effectiveness of both current and proposed design features in terms of the hierarchy of control. Any additional investigations required to evaluate the effectiveness of design safety such as visibility or illumination surveys, vibration or noise measurements, or ergonomics assessments are noted during the risk assessment and the results of the investigations included in the Safe Design Information. Suggested administrative controls for consideration by equipment purchasers are also to be documented at this point; however administrative controls alone are not relied upon to treat high or critical inherent risks. A worked example of a risk assessment for a single task is provided in a supplementary spreadsheet file.
2.4. Relationship to ISO 12100
ISO12100-2010 “Safety of machinery—General principles for design—Risk assessment and risk reduction” provides a strategy for risk assessment that stipulates that the designer shall: (1) determine the intended use and foreseeable misuse of the equipment; (2) systematically identify the hazards and associated hazardous situations; (3) estimate the risk for each circumstance and hazard; (4) evaluate the risk; and (5) eliminate the hazard or reduce the risk. Task-based risk assessment is required in that the “hazardous situations” referred to in Step (2) of this strategy are defined as “circumstances in which a person is exposed to at least one hazard”. The standard requires the systematic identification of these circumstances, and notes that to achieve this it is necessary to:
“identify the operations to be performed by the machinery and the tasks to be performed by persons who interact with it, taking into account the different parts, mechanisms or functions of the machine, the materials to be process, if any, and the environment in which the machine can be used. ... All reasonably foreseeable hazards, hazardous situations or hazardous events associated with the various tasks shall then be identified.” (Section 5.4, p. 15)
Further, ISO12100 Section 5.2 stipulates that the information required for risk assessment (analysis and evaluation) should include “the experience of users of similar machines and, wherever practicable, an exchange of information with the potential users”. That is, ISO12100 requires task-based risk assessments, and recommends user involvement. ISO/TR14121-2 similarly notes that the team conducting a risk assessment should include those with “actual experience” of how the machine is operated and maintained.
The EDEEP process is thus entirely consistent with the requirements and recommendations of ISO 12100. Similarly, being a task-based risk assessment and safe design process, it is also consistent with the recent American National Standards Institute (ANSI) 2011 Standard Z590.3 “Prevention through Design: Guidelines for Addressing Occupational Risks in Design and Redesign Processes”.


{kind=link}
{kind=link}