Growth Behavior and Size Characterization of Metallic Iron Particles in Coal-Based Reduction of Oolitic Hematite–Coal Composite Briquettes



Abstract
:1. Introduction
2. Experimental
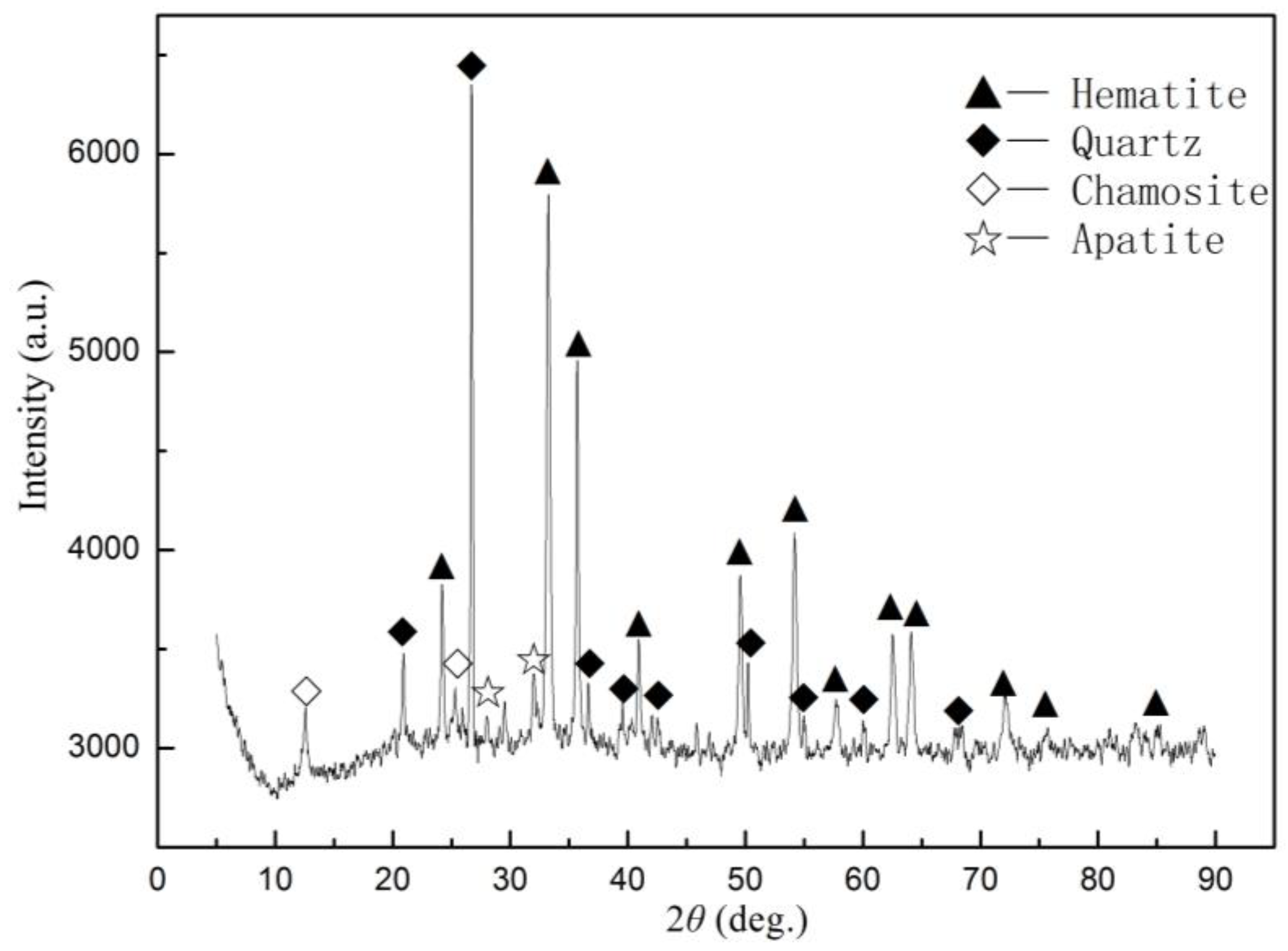
2.1. Materials
2.2. Composite Briquette Formation and Reduction
2.3. Analysis and Characterization
3. Results and Discussion
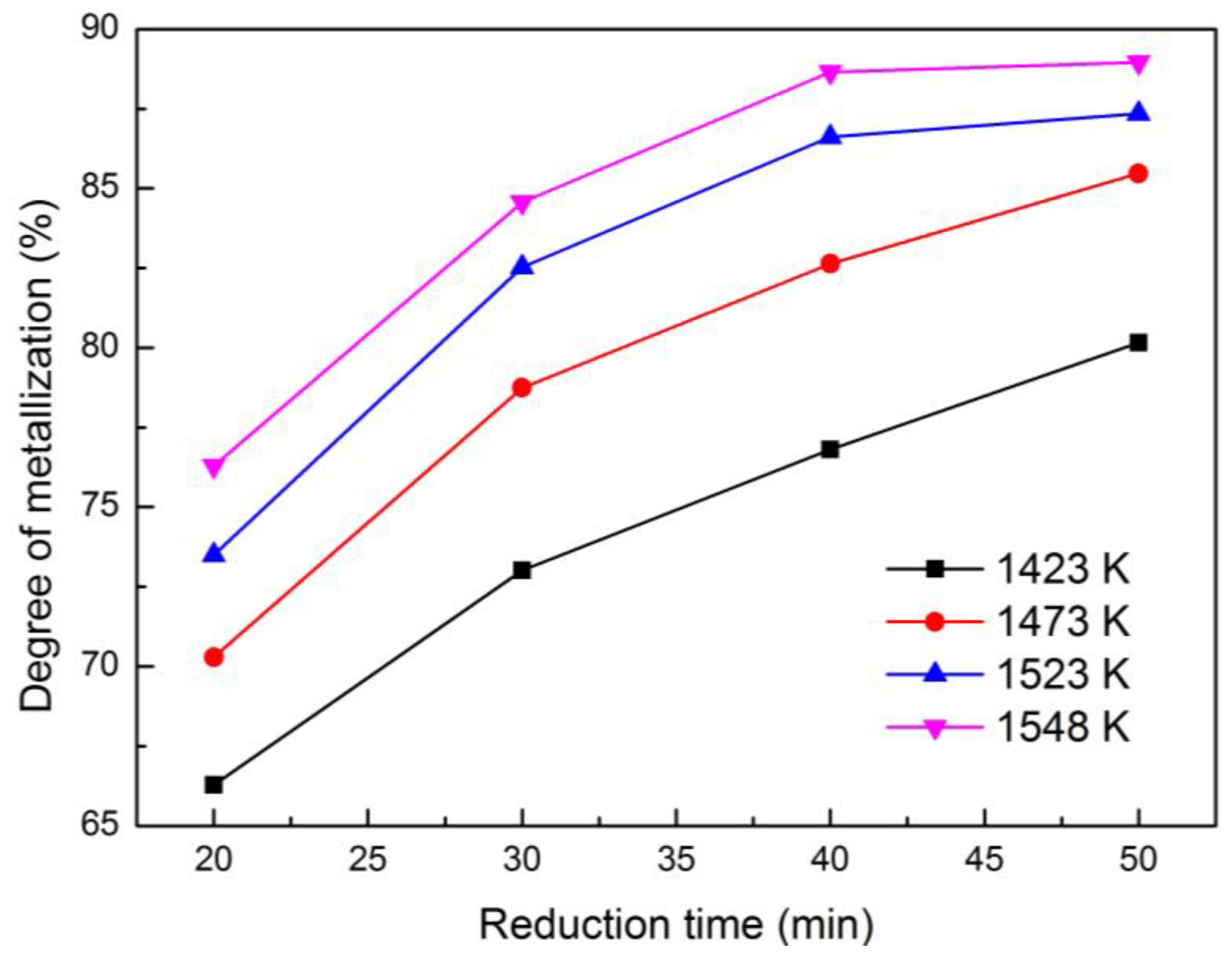
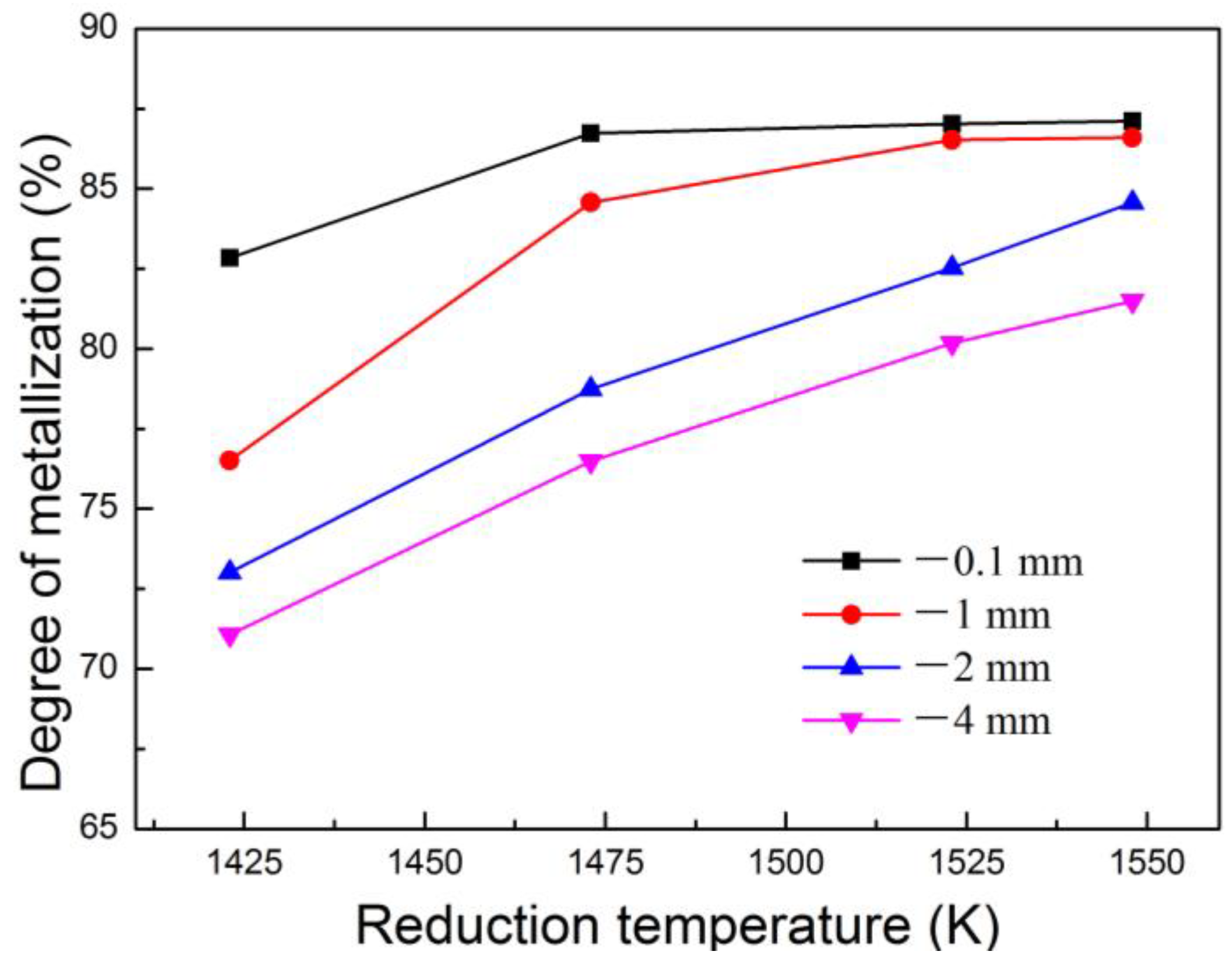
3.1. Degree of Metallization
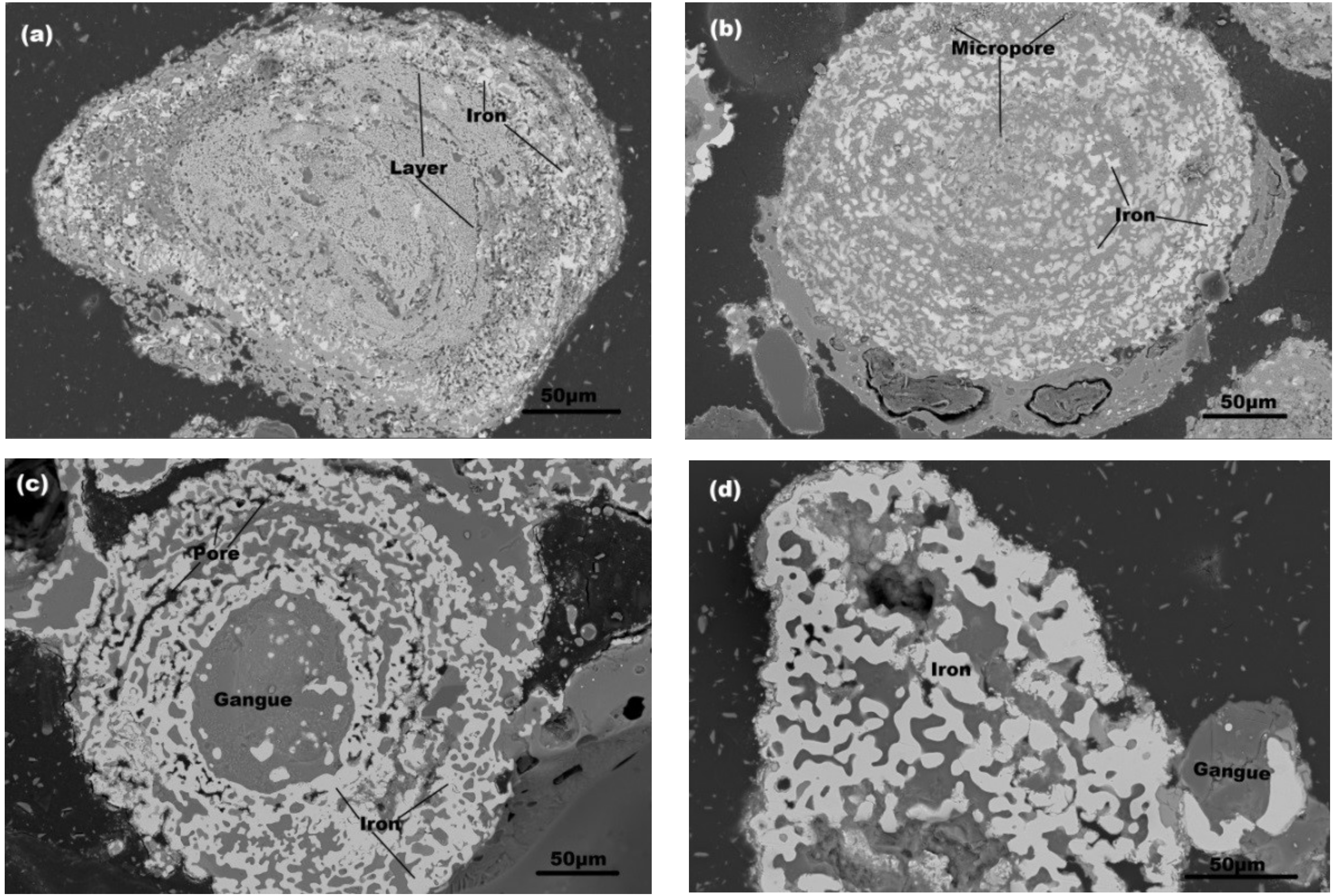
3.2. Growth Behavior
ΔGθ = [17685.45 − 15.11 (T/K)]
ΔGθ = [−154,925.43 + 36.60 (T/K)]
3.3. Size Characterization of Iron Particles
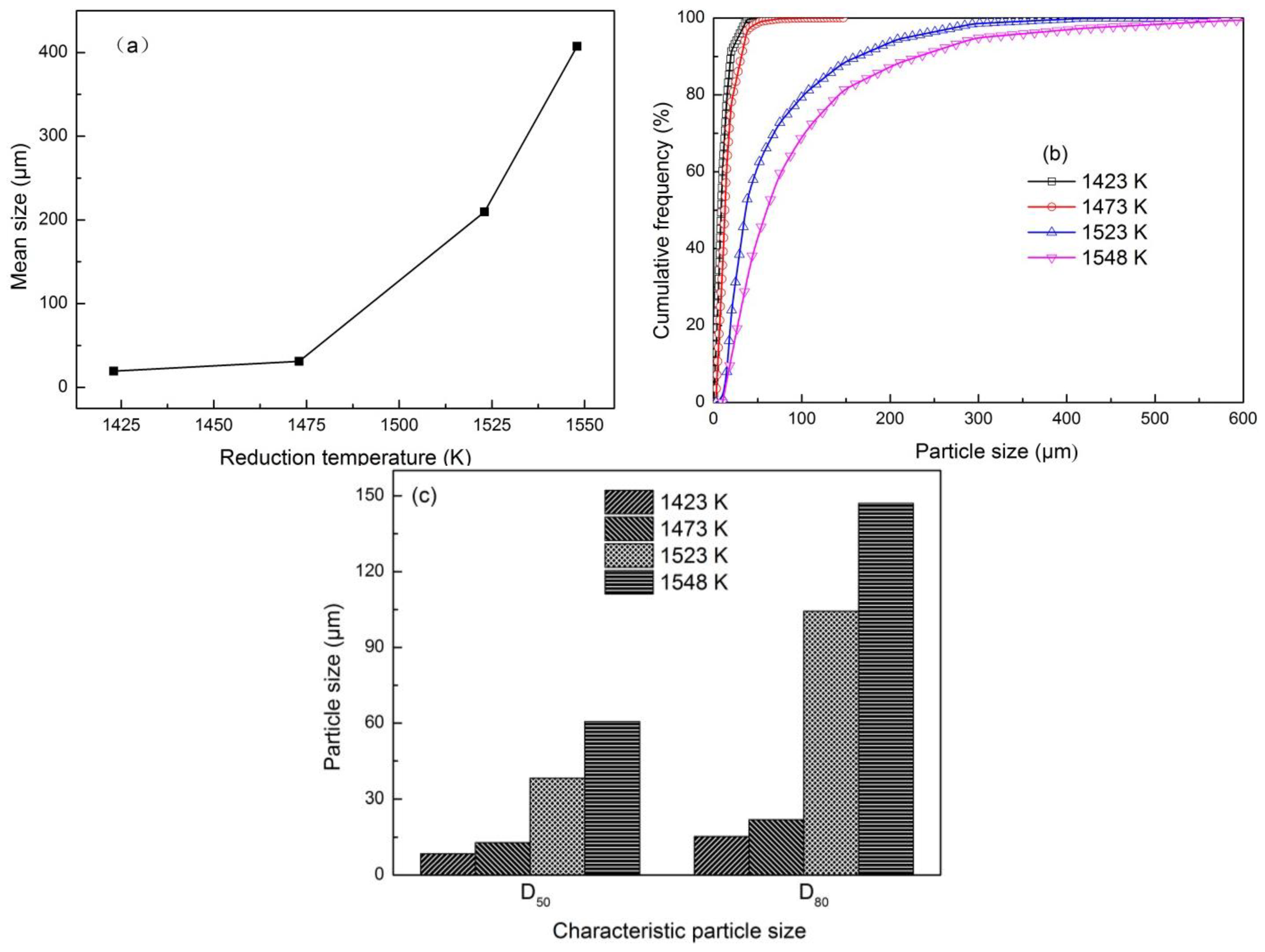
3.3.1. Effect of Reduction Temperature on Iron Particle Size
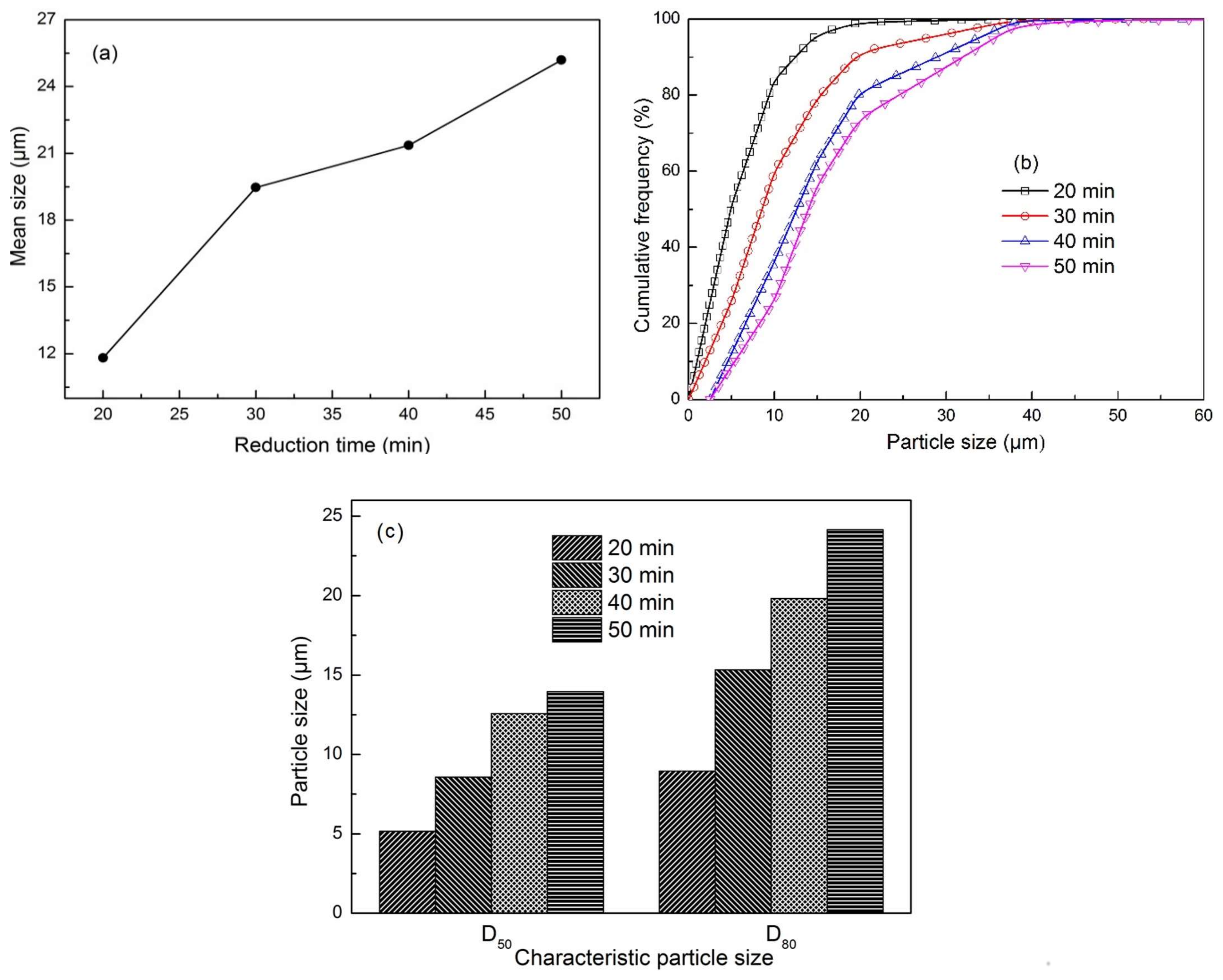
3.3.2. Effect of Reduction Time on Iron Particle Size
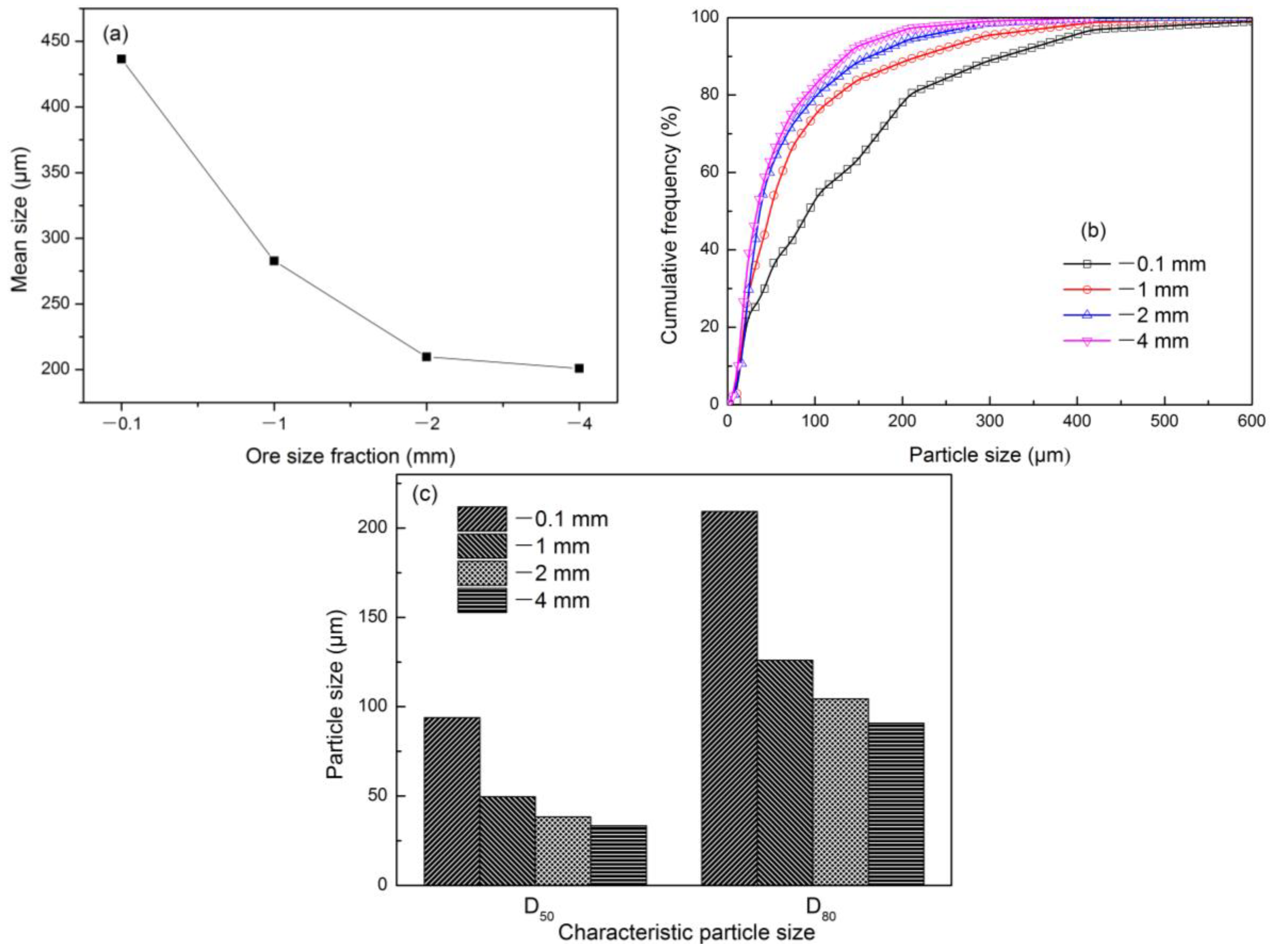
3.3.3. Effect of Ore Size Fraction on Iron Particle Size
4. Conclusions
- (1)
- Reduction temperature, time, and ore size fraction strongly influenced the reduction. The degree of metallization increased as the reduction temperature was increased, the reduction time was extended, or the ore size fraction was decreased until the equilibrium of reaction was achieved.
- (2)
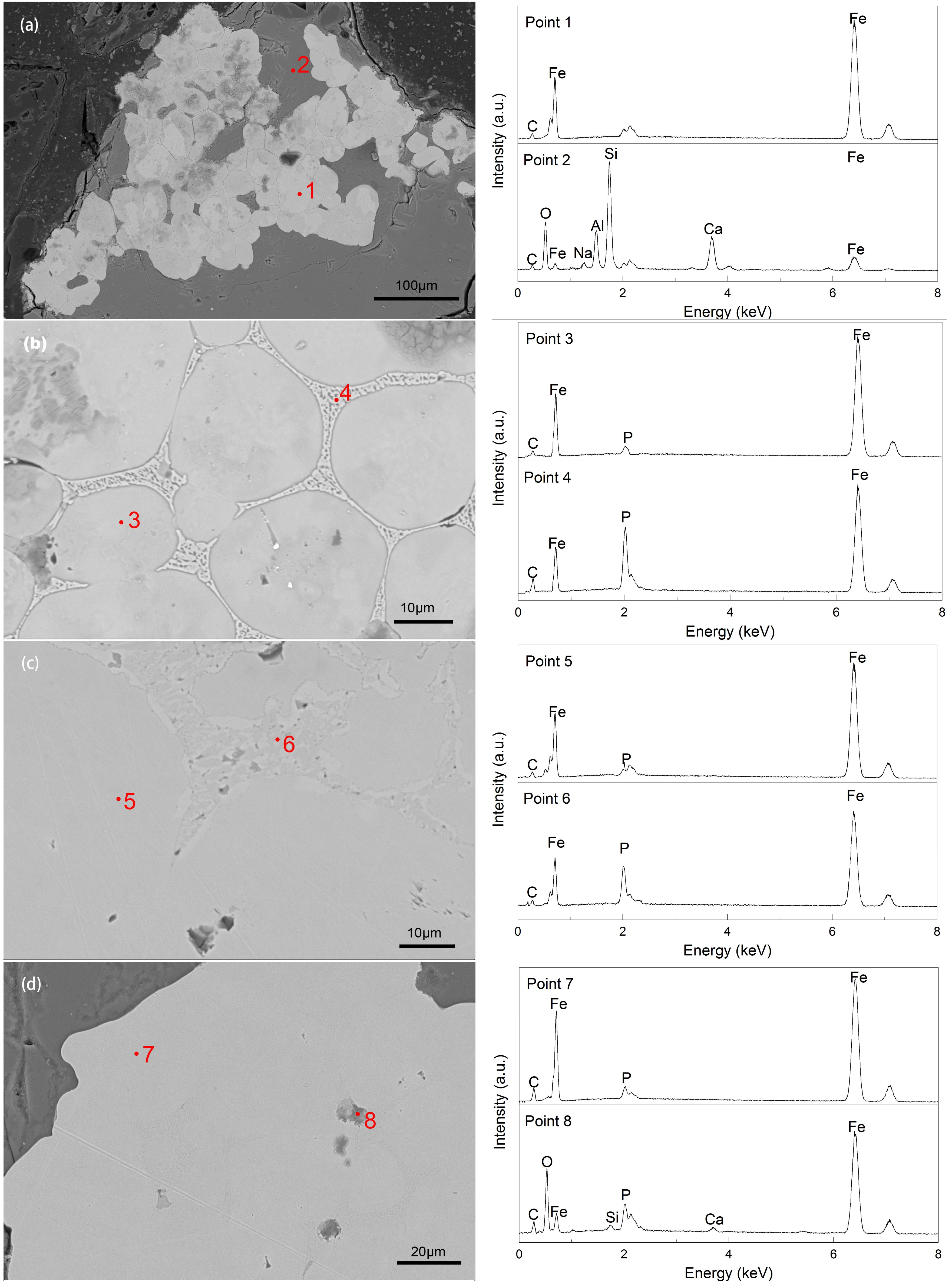
- Iron oxide was reduced to metallic iron from outer to inner layers in an ooid. At the same time, the generated metallic iron diffused together and gradually grew into spherical-like iron particles with a random distribution in the gangue. As reduction continued, iron grains agglomerated, and iron particle clusters were formed by taking the shapes of quasi-spherical, chained, blocky, and clavate when they were viewed from the cross section. The boundary sections among iron grains continually faded and disappeared, and an iron particle with increased size and homogeneity was formed.
- (3)
- The reduction temperature, reduction time, and ore size fractions significantly influenced the growth of iron particles. The mean size of iron particles increased, and the iron particles grew as reduction temperature was increased, reduction time was extended, or ore size fraction was decreased.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Maynard, J.B.; Van Houten, F.B. Descriptive Model of Oolitic Ironstones, Developments in Mineral Deposit Modeling; U.S. Geological Survey: Washington, DC, USA, 2004; pp. 39–43.
- Li, S.F.; Sun, Y.S.; Han, Y.X.; Shi, G.Q.; Gao, P. Fundamental research in utilization of an oolitic hematite by deep reduction. Adv. Mater. Res. 2011, 158, 106–112. [Google Scholar] [CrossRef]
- Gao, P.; Li, G.F.; Han, Y.X.; Sun, Y.S. Reaction behavior of phosphorus in coal-based reduction of an oolitic hematite ore and pre-dephosphorization of reduced iron. Metals 2016, 6, 82. [Google Scholar] [CrossRef]
- Song, S.X.; Campos-Toro, E.F.; Zhang, Y.M.; Lopez-Valdivieso, A. Morphological and mineralogical characterizations of oolitic iron ore in the Exi region, China. Int. J. Miner. Metall. Mater. 2013, 20, 113–118. [Google Scholar] [CrossRef]
- Ripke, S.J.; Kawatra, S.K. Effect of cations on unfired magnetite pellet strength. Miner. Metall. Process. 2003, 20, 153–159. [Google Scholar]
- Youssef, M.A.; Morsi, M.B. Reduction roast and magnetic separation of oxidized iron ores for the production of blast furnace feed. Can. Metall. Q. 1998, 37, 419–428. [Google Scholar] [CrossRef]
- Tong, X.; Li, Y.S.; Zhou, Q.H.; Rao, F.; Cui, Y.Q. New test research on beneficiation of refractory oolitic hematite. Eng. Sci. 2005, 7, 323–326. [Google Scholar]
- Liu, S.; Wang, W.; Zhang, M.; Wen, S. Beneficiation of a low grade hematite-magnetite ore in China. Miner. Metall. Process. 2014, 31, 136–142. [Google Scholar]
- Li, Y.L.; Sun, T.C.; Kou, J.; Guo, Q.; Xu, C.Y. Study on phosphorus removal of high-phosphorus oolitic hematite by coal-based direct reduction and magnetic separation. Miner. Process. Extr. Metall. Rev. 2014, 35, 66–73. [Google Scholar] [CrossRef]
- Sun, Y.S.; Gao, P.; Han, Y.X.; Ren, D.Z. Reaction behavior of iron minerals and metallic iron particles growth in coal-based reduction of an oolitic iron ore. Ind. Eng. Chem. Res. 2013, 52, 2323–2329. [Google Scholar] [CrossRef]
- Tang, H.Q.; Qin, Y.Q.; Qi, T.F. Phosphorus removal and iron recovery from high-phosphorus hematite using direct reduction followed by melting separation. Miner. Process. Extr. Metall. Rev. 2016, 37, 236–245. [Google Scholar] [CrossRef]
- Wen, Y.; Sun, T.C.; Cui, Q.; Xu, C.Y.; Kou, J. Effect of coal type on the reduction and magnetic separation of a high-phosphorus oolitic hematite ore. ISIJ Int. 2015, 55, 536–543. [Google Scholar]
- Kou, J.; Sun, T.C.; Li, Y.L.; Cao, Y.Y. Studies on the effects of particle size in direct reduction roasting of limonite ores. Adv. Mater. Res. 2012, 402, 546–551. [Google Scholar] [CrossRef]
- Sun, Y.S.; Han, Y.X.; Gao, P.; Wang, Z.H.; Ren, D.Z. Recovery of iron from high phosphorus oolitic iron ore using coal-based reduction followed by magnetic separation. Int. J. Miner. Metall. Mater. 2013, 20, 411–419. [Google Scholar] [CrossRef]
- Huang, D.B.; Zong, Y.B.; Wei, R.F.; Gao, W.; Liu, X.M. Direct reduction of high-phosphorus oolitic hematite ore based on biomass pyrolysis. J. Iron Steel Res. Int. 2016, 23, 874–883. [Google Scholar] [CrossRef]
- Li, G.H.; Zhang, S.H.; Rao, M.J.; Zhang, Y.B.; Jiang, T. Effects of sodium salts on reduction roasting and Fe-P separation of high-phosphorus oolitic hematite ore. Int. J. Miner. Process. 2013, 124, 26–34. [Google Scholar] [CrossRef]
- El-Geassy, A.A. Influence of doping with CaO and/or MgO on stepwise reduction of pure hematite compacts. Ironmak. Steelmak. 1999, 26, 41–52. [Google Scholar] [CrossRef]
- El-Geassy, A.A.; Abdel Halim, K.S.; Bahgat, M.; Mousa, E.A.; El-Shereafy, E.E.; El-Tawil, A.A. Carbothermic reduction of Fe2O3/C compacts: Comparative approach to kinetics and mechanism. Ironmak. Steelmak. 2013, 40, 534–545. [Google Scholar] [CrossRef]
- Christopher, M. Science of empirical design in mining ground control. Int. J. Min. Sci. Technol. 2016, 26, 461–470. [Google Scholar]
- Wei, H.; He, Y.Q.; Shi, F.N. Breakage and separation mechanism of ZGM coal mill based on parameters optimization model. Int. J. Min. Sci. Technol. 2014, 24, 285–289. [Google Scholar] [CrossRef]
- Chen, L.Y.; Bao, J.H.; Kong, L.; Combs, M.; Heather, S.N.; Fan, Z.; Liu, K.L. The direct solid-solid reaction between coal char and iron-based oxygen carrier and its contribution to solid-fueled chemical looping combustion. Appl. Energy 2016, 184, 9–18. [Google Scholar] [CrossRef]
- Maya, J.C.; Janna, F.C. Novel model for non-catalytic solid-gas reactions with structural changes by chemical reaction and sintering. Chem. Eng. Sci. 2016, 142, 258–268. [Google Scholar] [CrossRef]
- Yu, W.; Tang, Q.Y.; Chen, J.A.; Sun, T.C. Thermodynamic analysis of the carbothermic reduction of a high-phosphorus oolitic iron ore by FactSage. Int. J. Miner. Metall. Mater. 2016, 23, 1126–1132. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TFe | FeO | SiO2 | Al2O3 | CaO | MgO | P | S | TiO2 | K | Mn |
|---|---|---|---|---|---|---|---|---|---|---|
| 42.21 | 4.31 | 21.80 | 5.47 | 4.33 | 0.59 | 1.31 | 0.13 | 0.19 | 0.41 | 0.20 |
| Particle Size Distribution (%) | Size Fraction (mm) | ||||||||
| −0.038 + 0 | −0.074 + 0.038 | −0.1 + 0.074 | −0.154 + 0.1 | −0.4 + 0.154 | −1.0 + 0.4 | −2.0 + 1.0 | −4.0 + 2.0 | ||
| Samples (mm) | −0.1 | 25.5 | 32.5 | 42.0 | |||||
| −1.0 | 10.7 | 4.5 | 7.1 | 6.1 | 27.7 | 43.9 | |||
| −2.0 | 8.8 | 2.7 | 6.1 | 5.2 | 26.0 | 37.1 | 14.1 | ||
| −4.0 | 6.7 | 1.9 | 4.3 | 5.0 | 24.5 | 33.2 | 10.1 | 14.3 | |
| Fixed Carbon | Volatile | Ash | Moisture | S | P |
|---|---|---|---|---|---|
| 67.83 | 18.45 | 12.02 | 1.48 | 0.089 | 0.002 |
| Elements (Mass %) | Position | |||||
|---|---|---|---|---|---|---|
| 1 | 3 | 4 | 5 | 6 | 7 | |
| C | 1.37 | 2.97 | 6.41 | 4.15 | 4.63 | 6.12 |
| P | 2.05 | 2.77 | 13.27 | 2.79 | 11.71 | 3.03 |
| Fe | 96.58 | 94.26 | 80.32 | 93.06 | 83.66 | 90.85 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Han, Y.; Sun, Y.; Gao, P.; Li, Y.; Gong, G. Growth Behavior and Size Characterization of Metallic Iron Particles in Coal-Based Reduction of Oolitic Hematite–Coal Composite Briquettes. Minerals 2018, 8, 177. https://doi.org/10.3390/min8050177
Li Y, Han Y, Sun Y, Gao P, Li Y, Gong G. Growth Behavior and Size Characterization of Metallic Iron Particles in Coal-Based Reduction of Oolitic Hematite–Coal Composite Briquettes. Minerals. 2018; 8(5):177. https://doi.org/10.3390/min8050177
Chicago/Turabian StyleLi, Yanfeng, Yuexin Han, Yongsheng Sun, Peng Gao, Yanjun Li, and Guichen Gong. 2018. "Growth Behavior and Size Characterization of Metallic Iron Particles in Coal-Based Reduction of Oolitic Hematite–Coal Composite Briquettes" Minerals 8, no. 5: 177. https://doi.org/10.3390/min8050177
APA StyleLi, Y., Han, Y., Sun, Y., Gao, P., Li, Y., & Gong, G. (2018). Growth Behavior and Size Characterization of Metallic Iron Particles in Coal-Based Reduction of Oolitic Hematite–Coal Composite Briquettes. Minerals, 8(5), 177. https://doi.org/10.3390/min8050177