
Effect of Coated Composite Micro–Texture Tool on Cutting Shape and Cutting Force during Aluminum Alloy Cutting

Abstract
:1. Introduction
2. Cutting Test
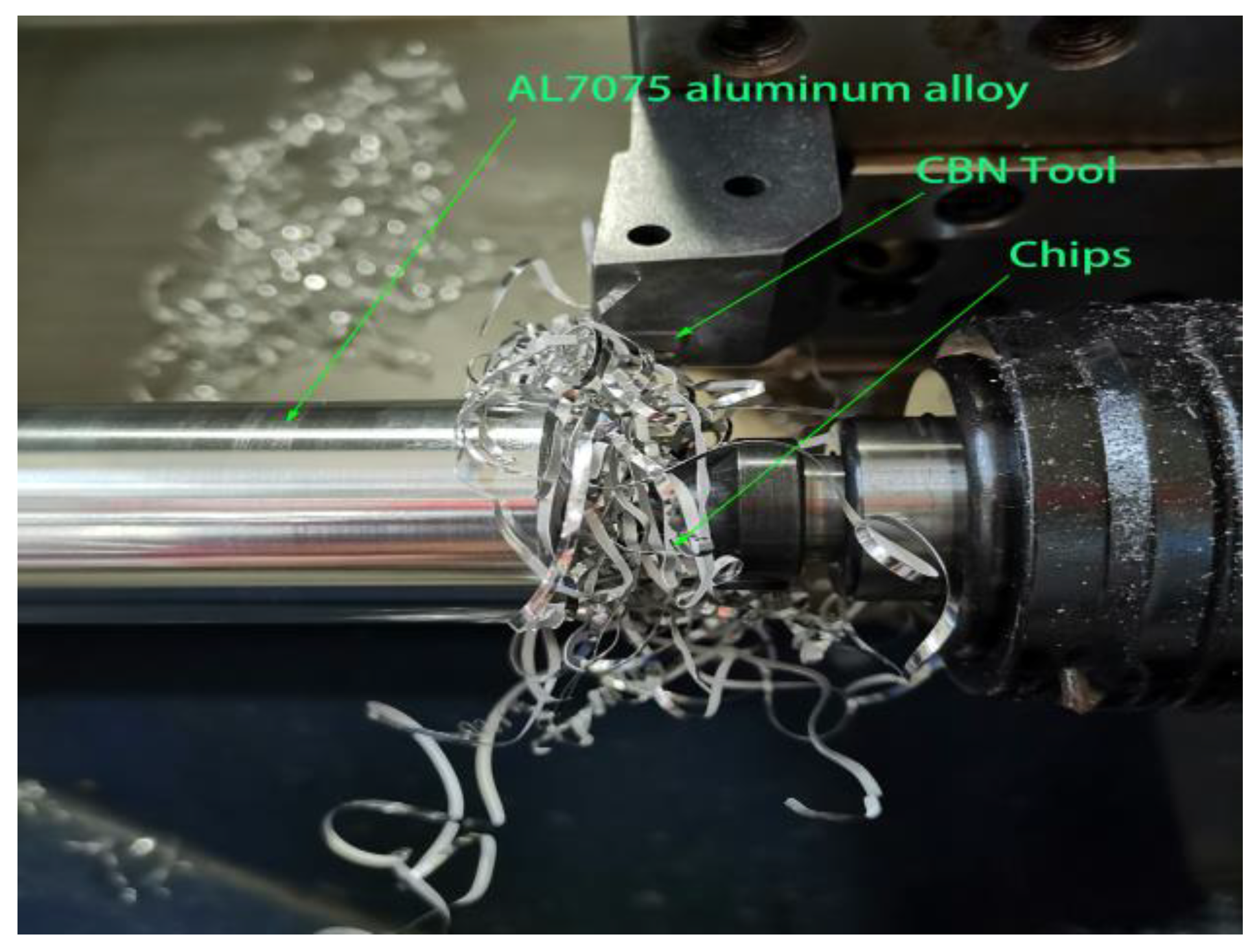
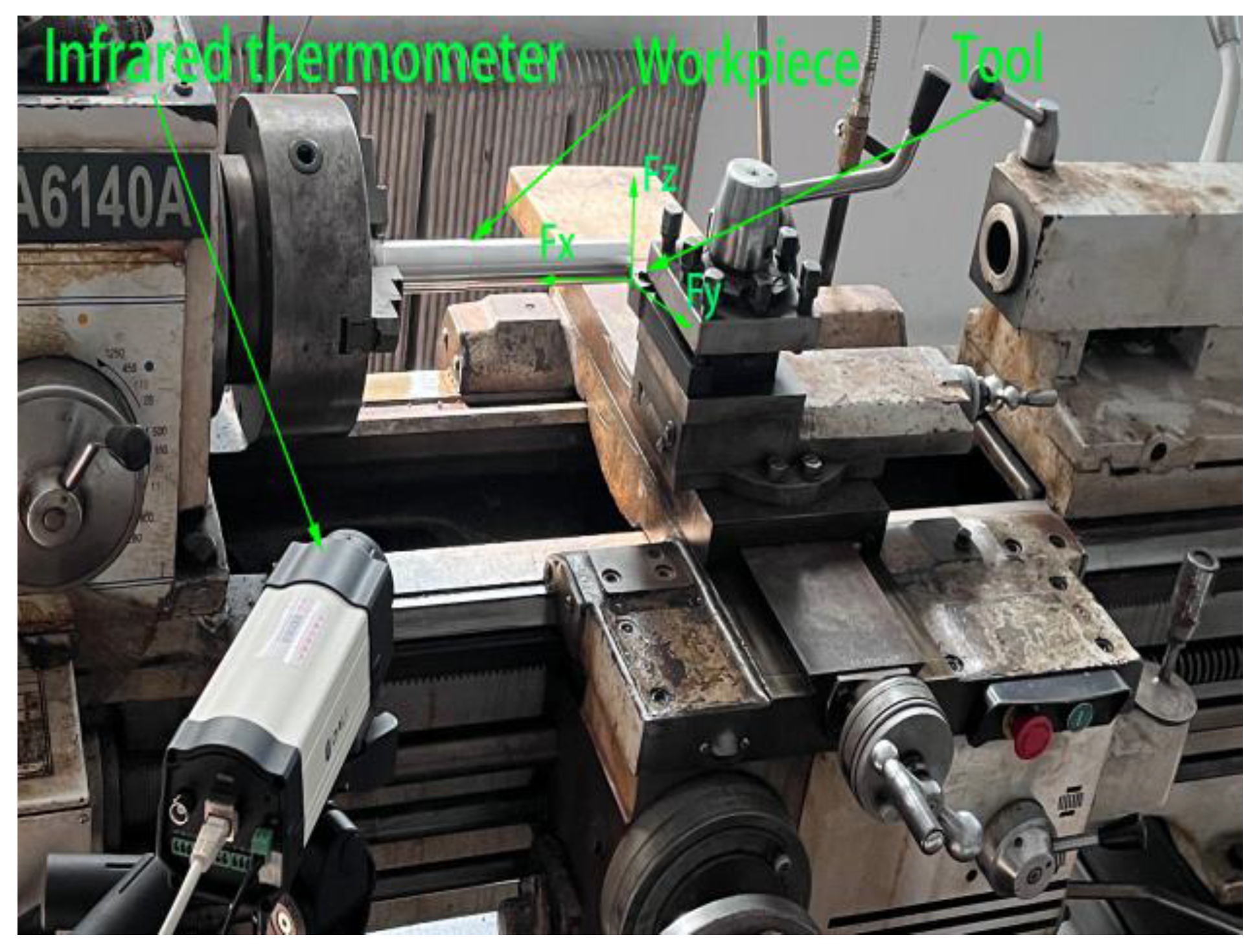
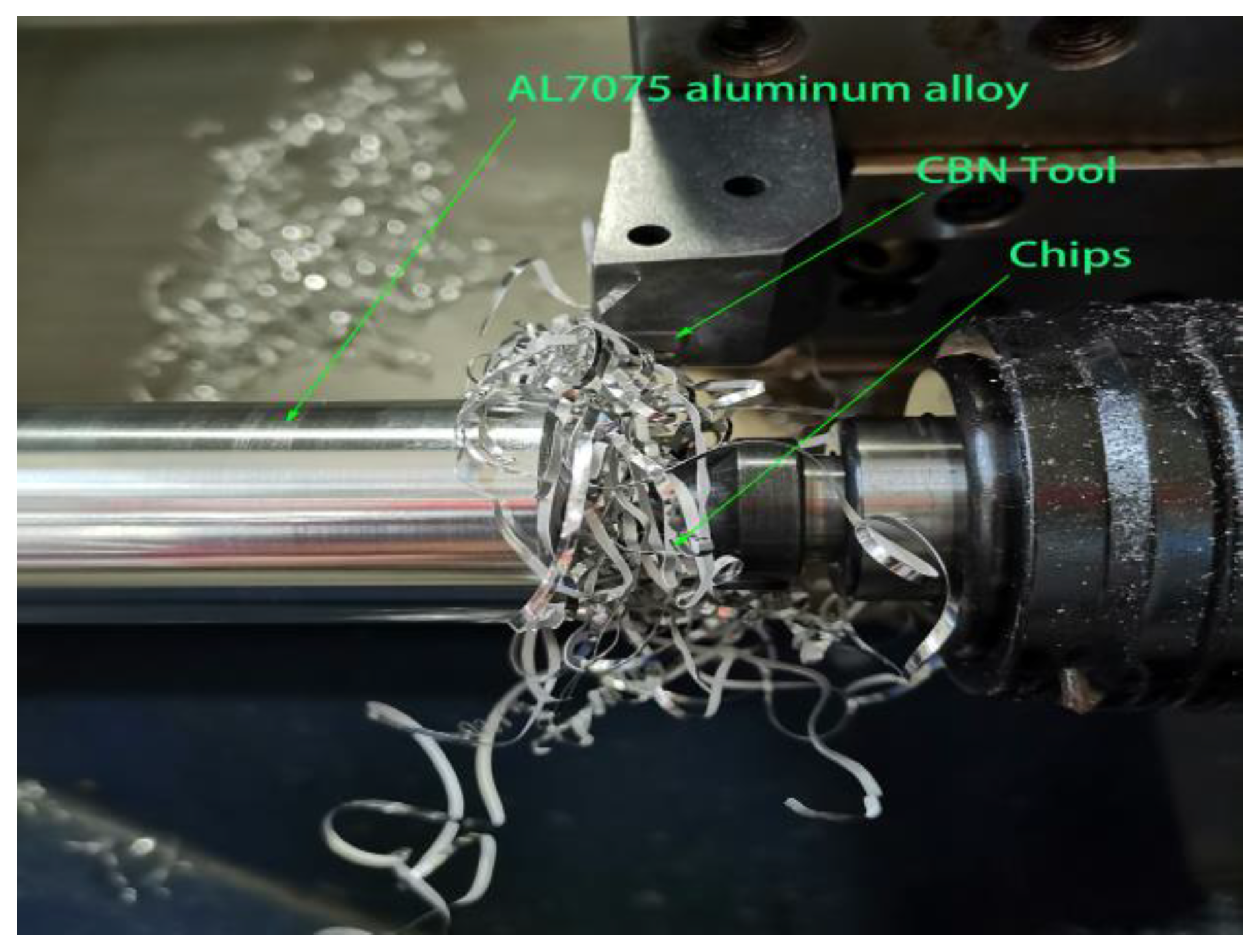
2.1. Test Materials and Equipment
2.2. Cutting Test and Result
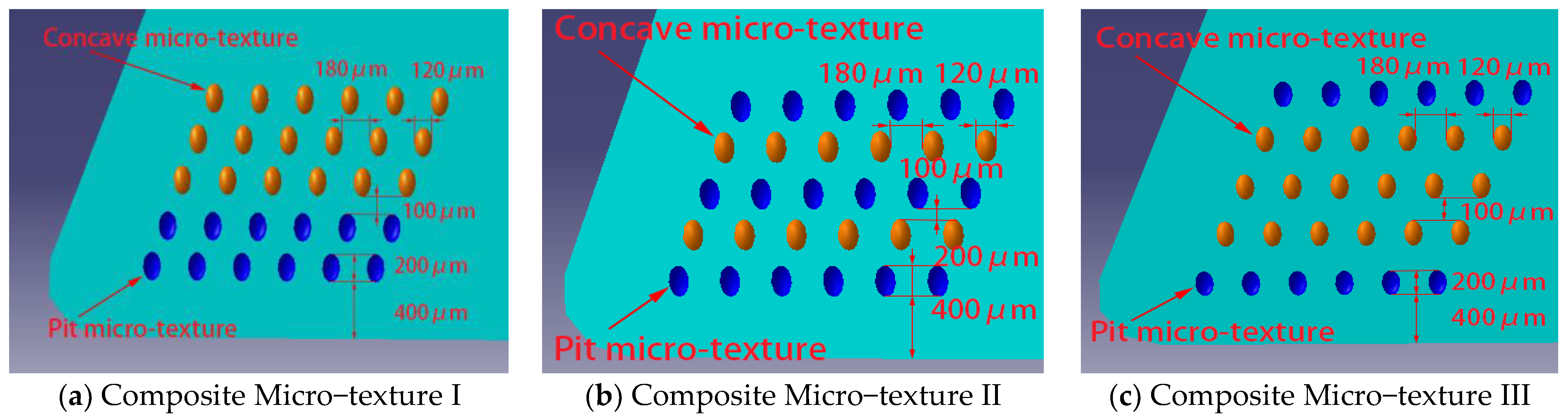
3. Cutting Simulation Test of Composite Micro–Textured Tool
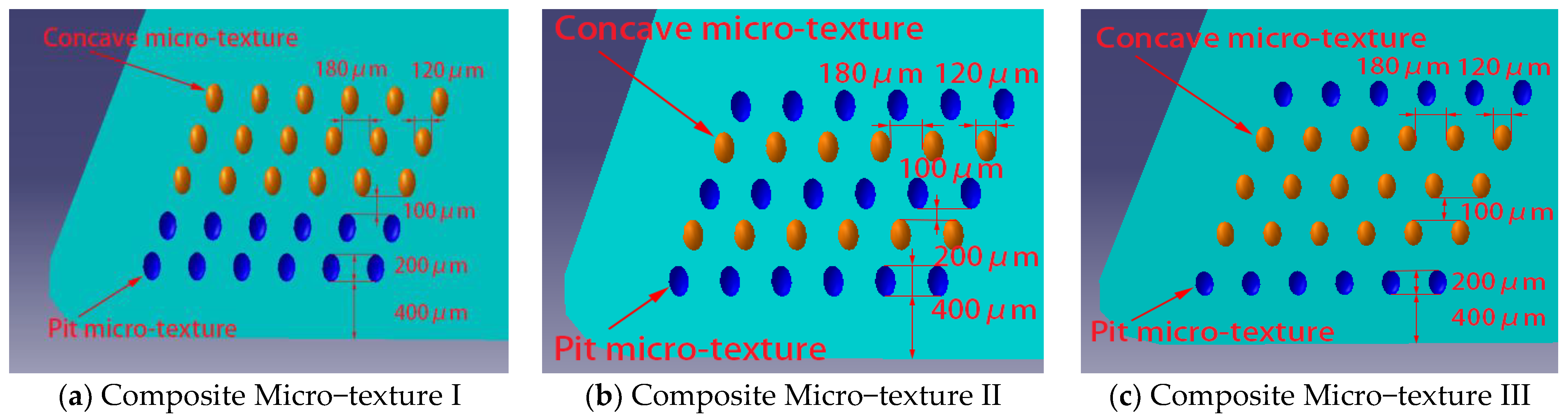
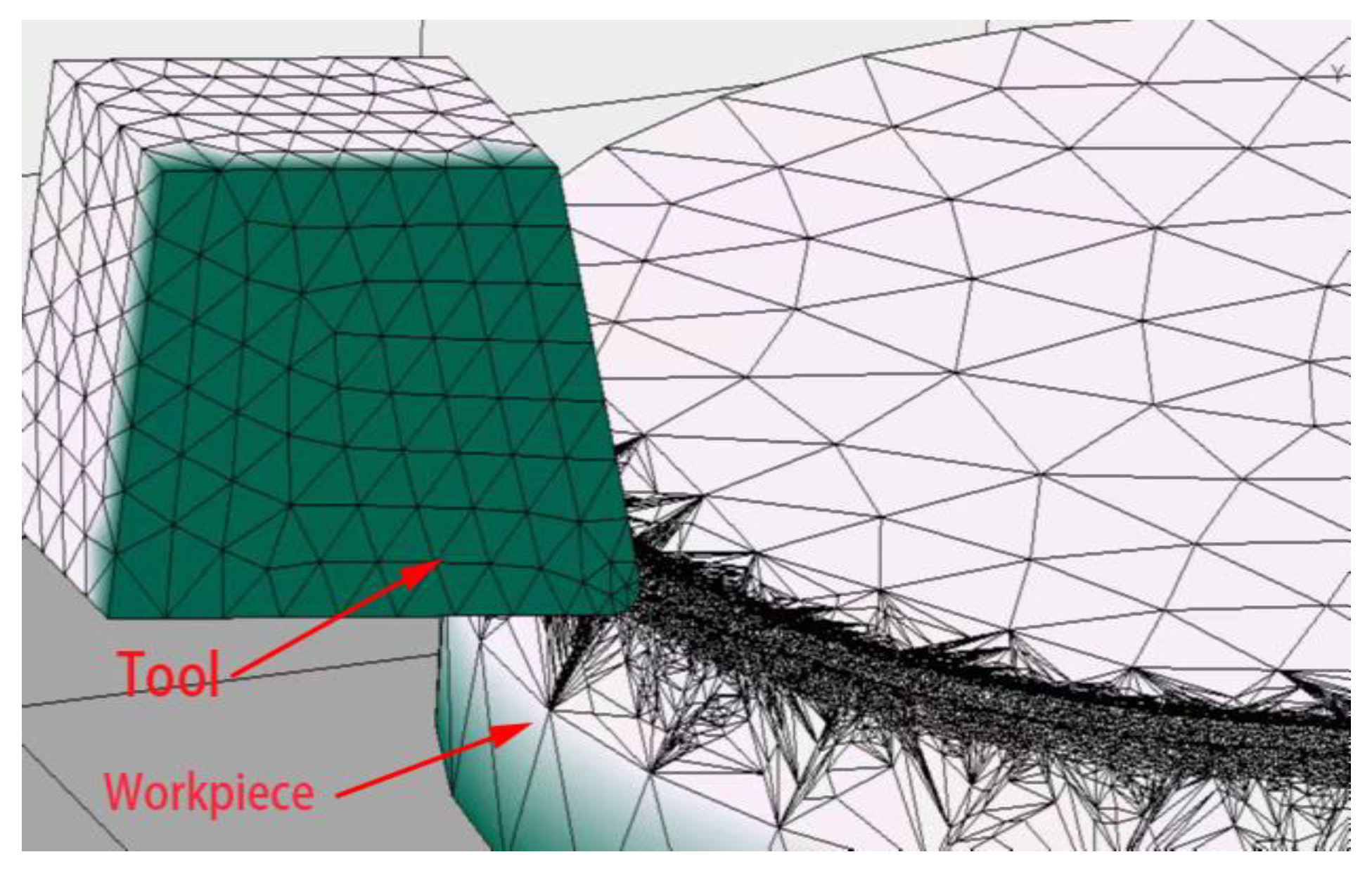
3.1. Finite Element Simulation
3.2. Analysis of Simulation Results
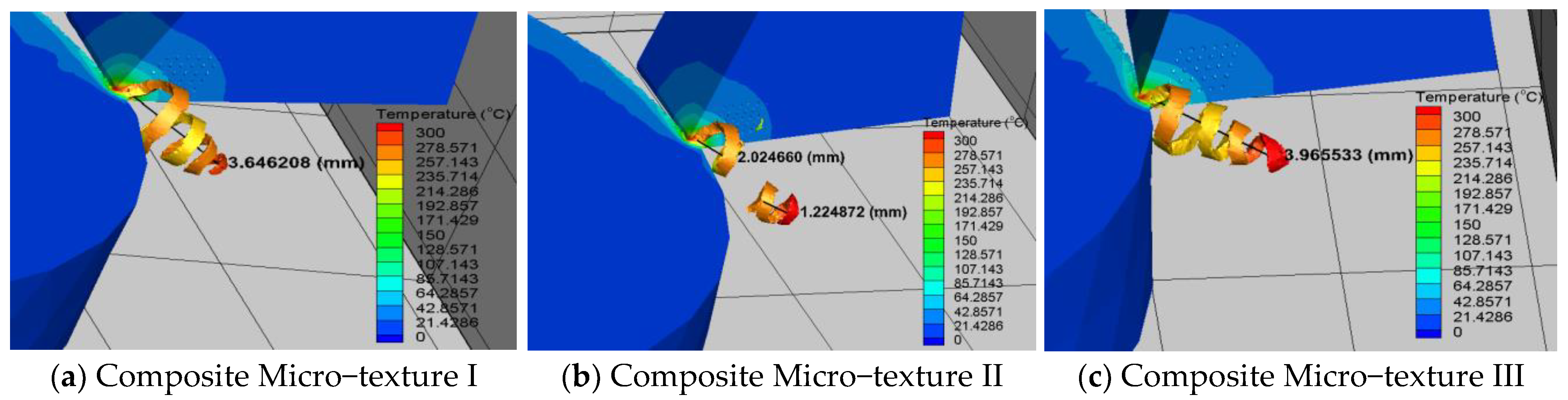
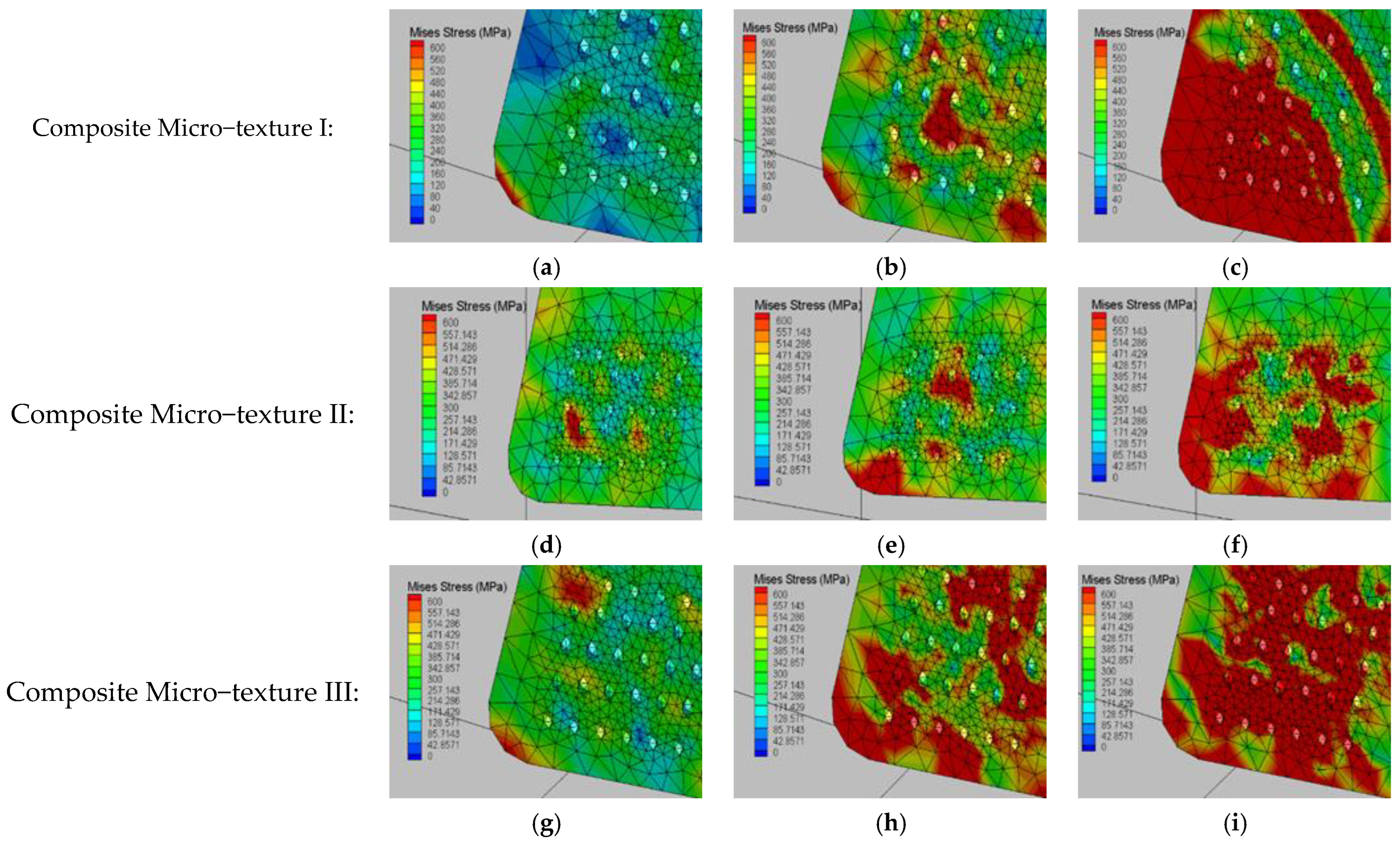
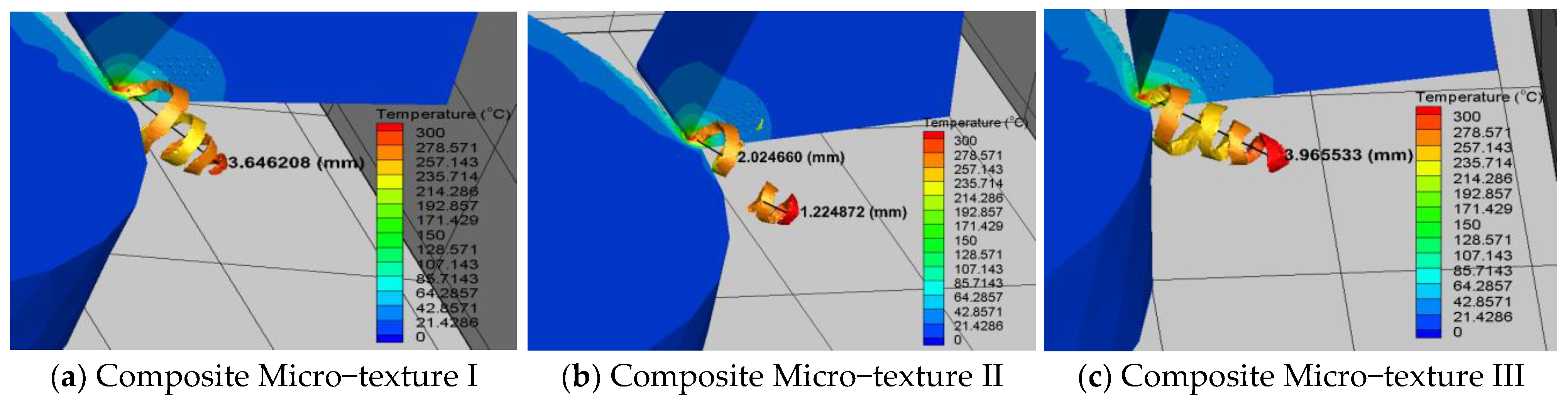
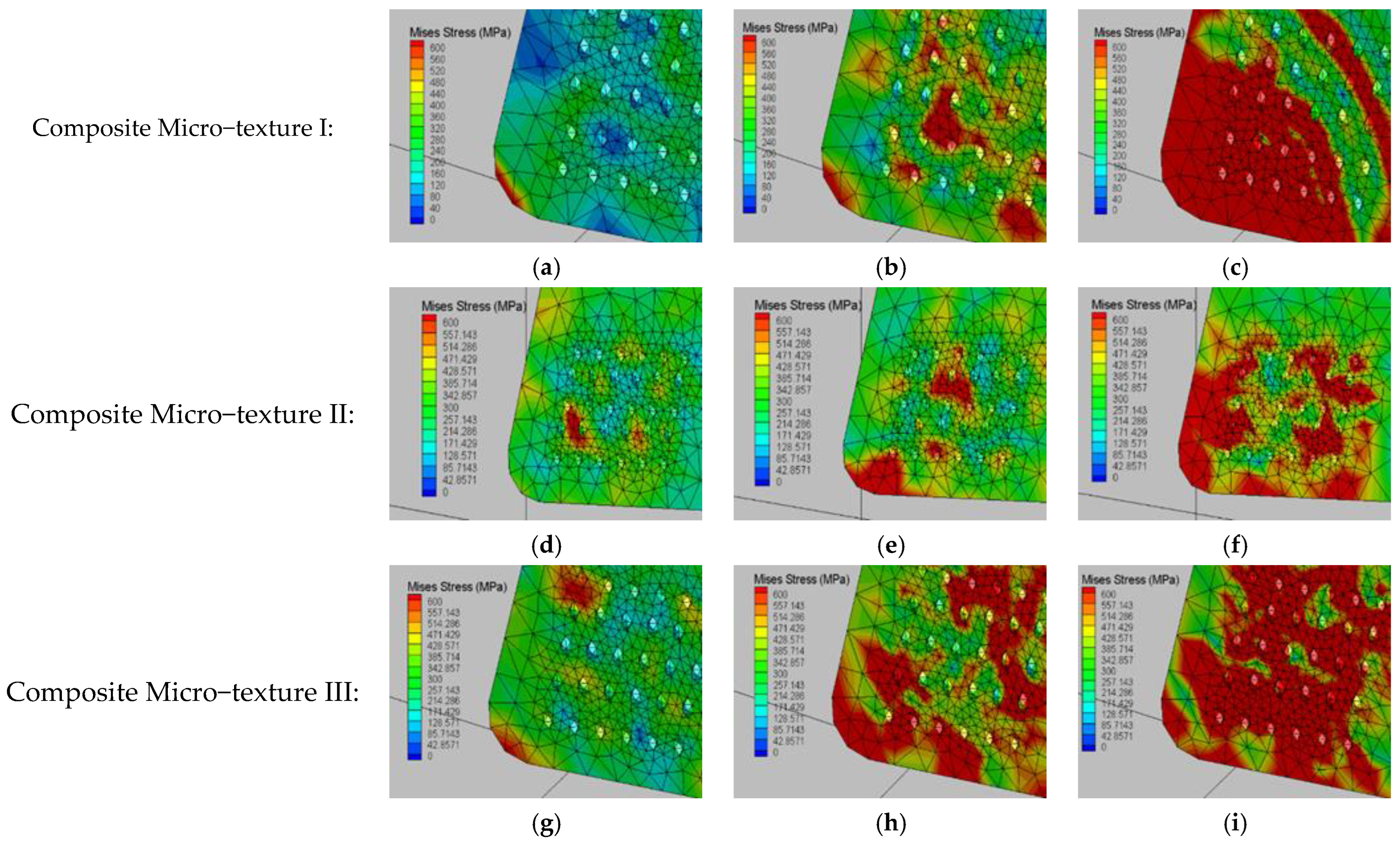
3.2.1. Effect of Composite Microtextured Tool on Chip
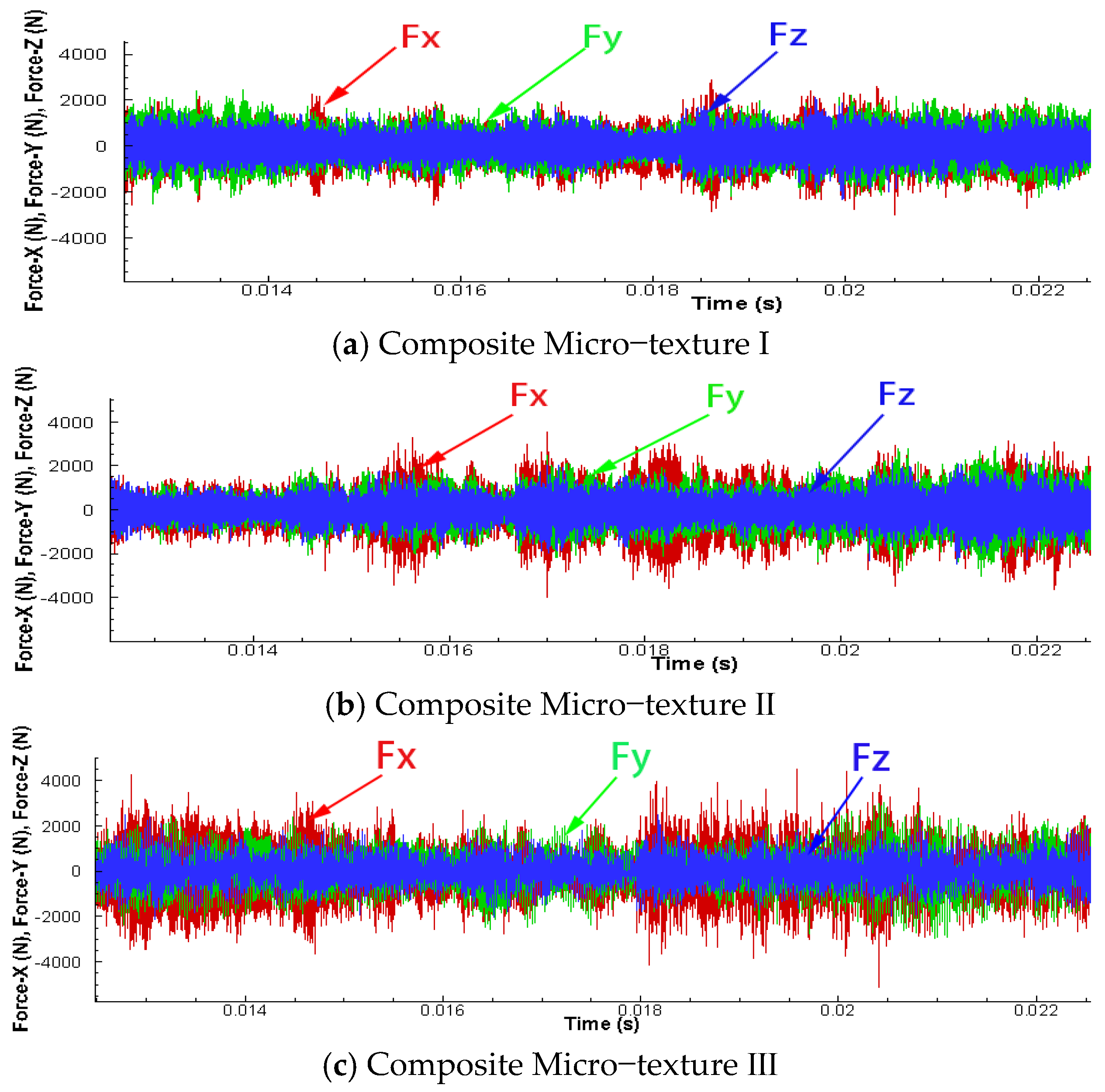
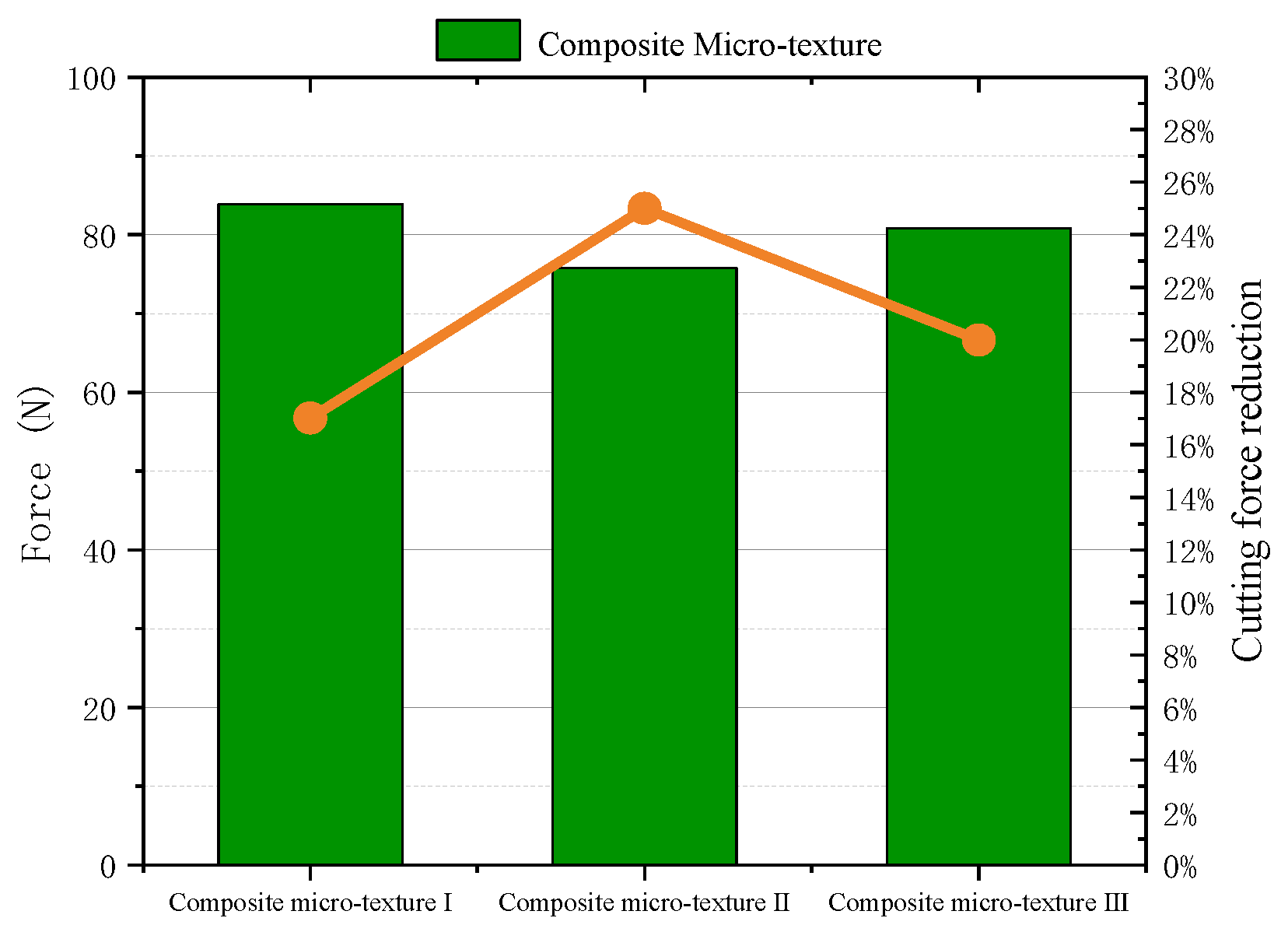
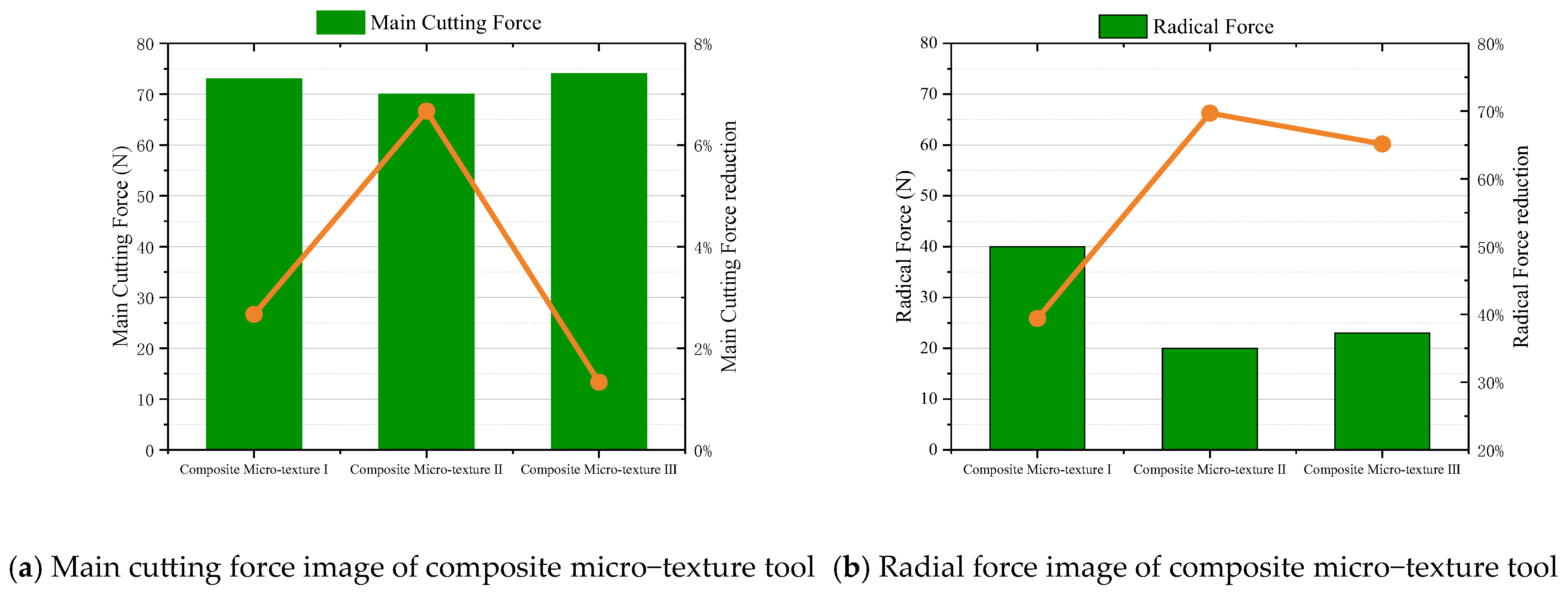
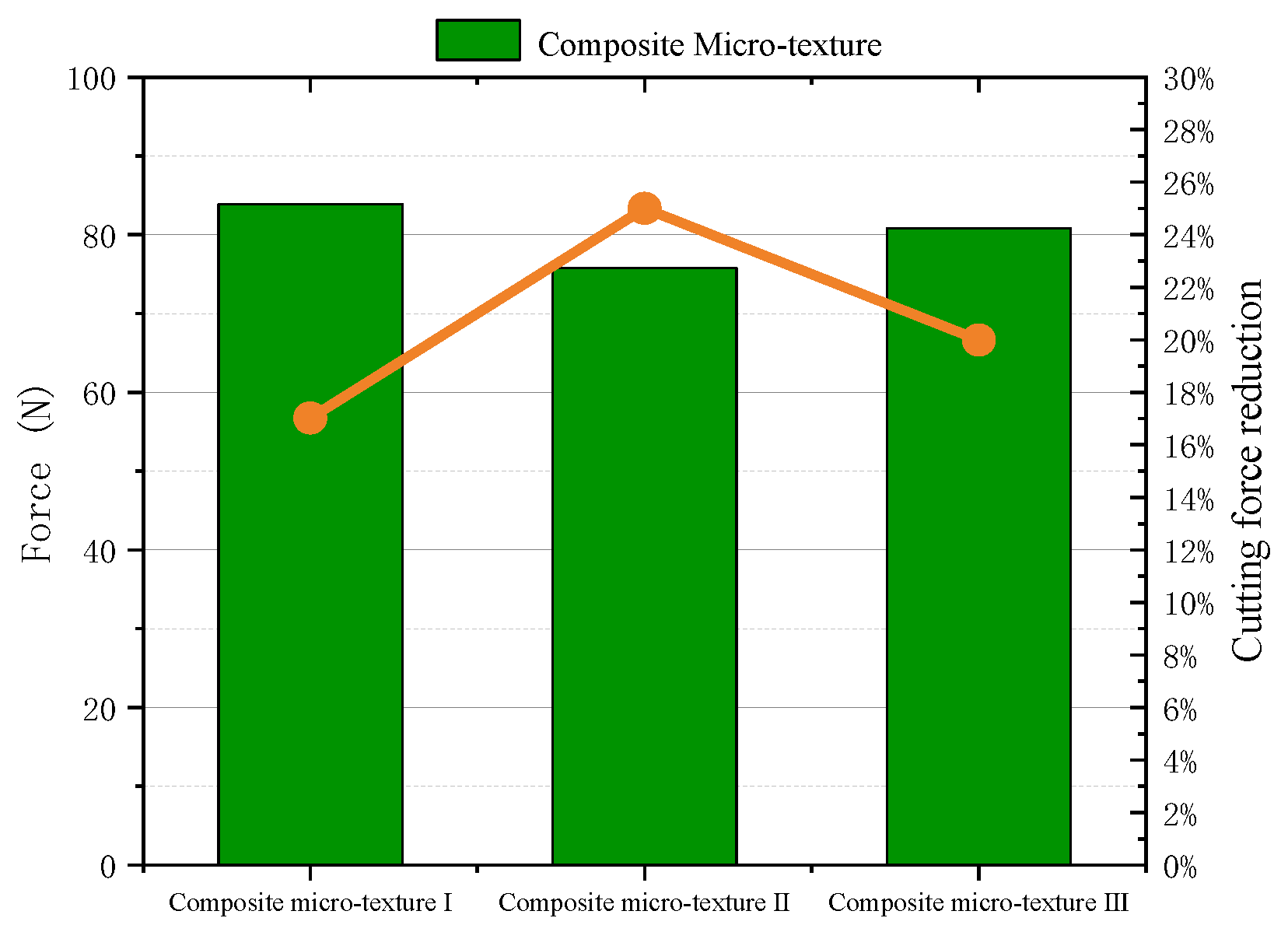
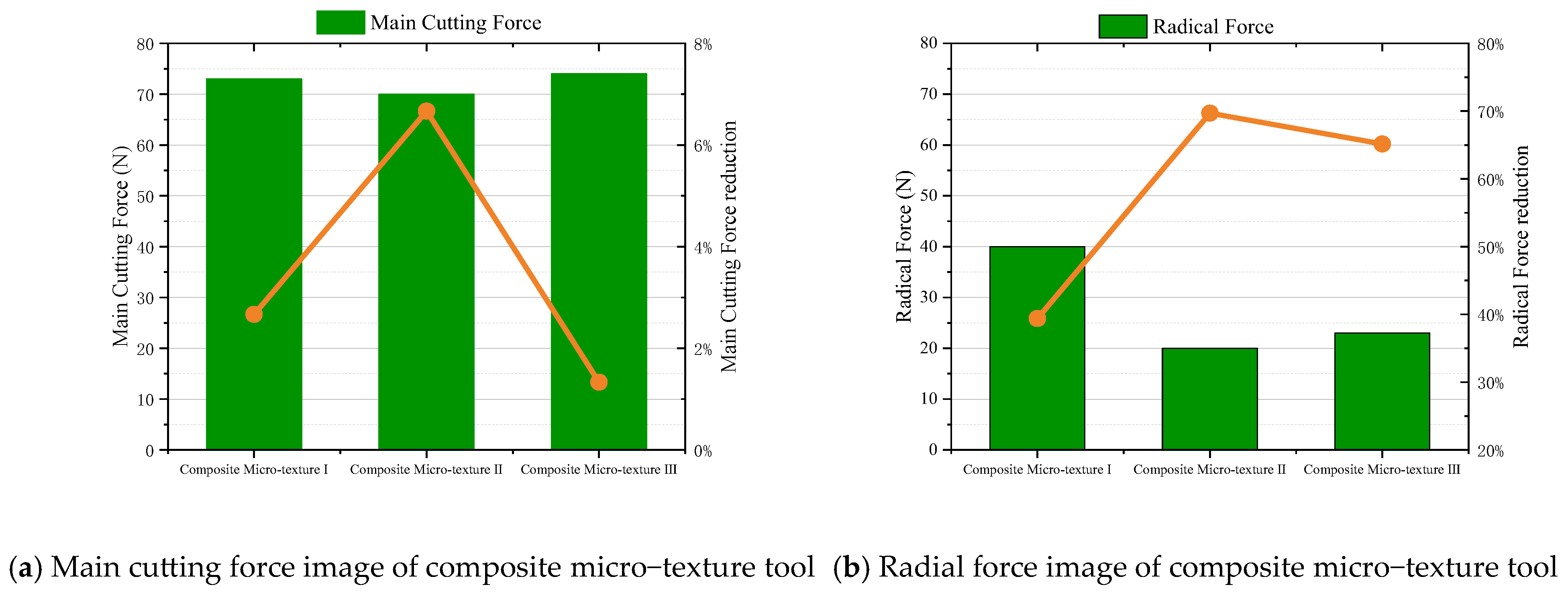
3.2.2. Effect of Composite Micro–Textured Tool on Cutting Force
4. Simulation Test of Coated Composite Micro–Textured Tool
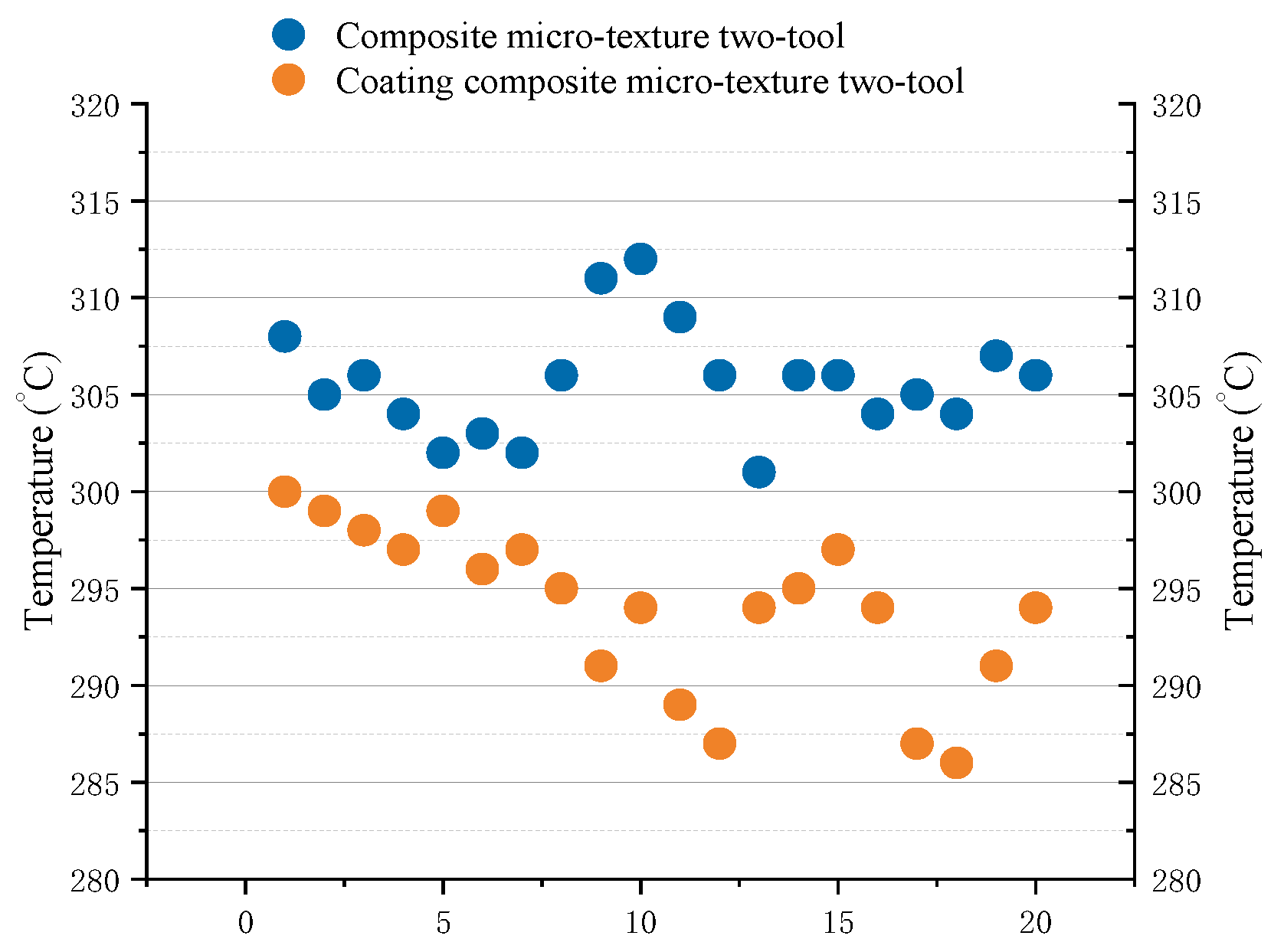
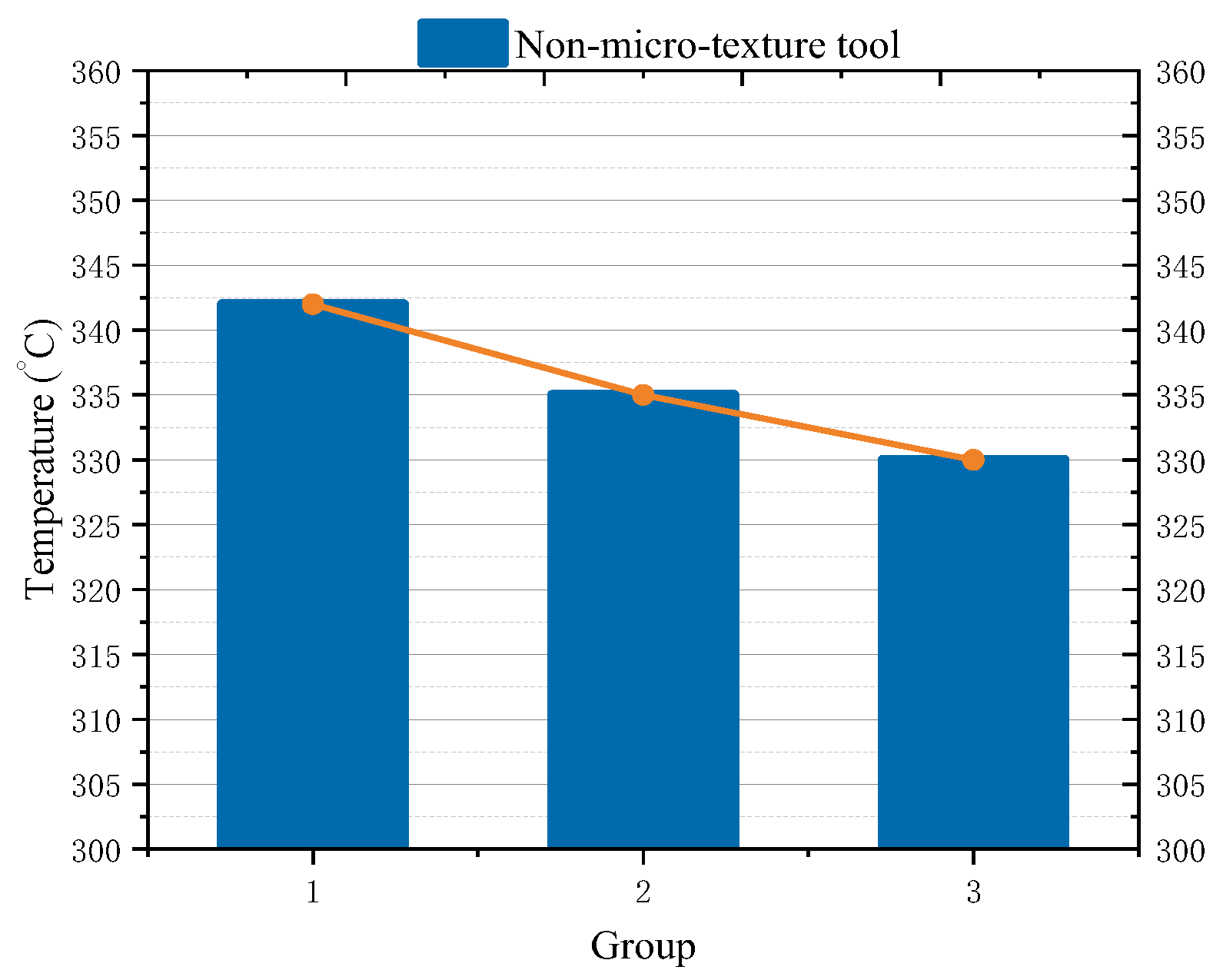
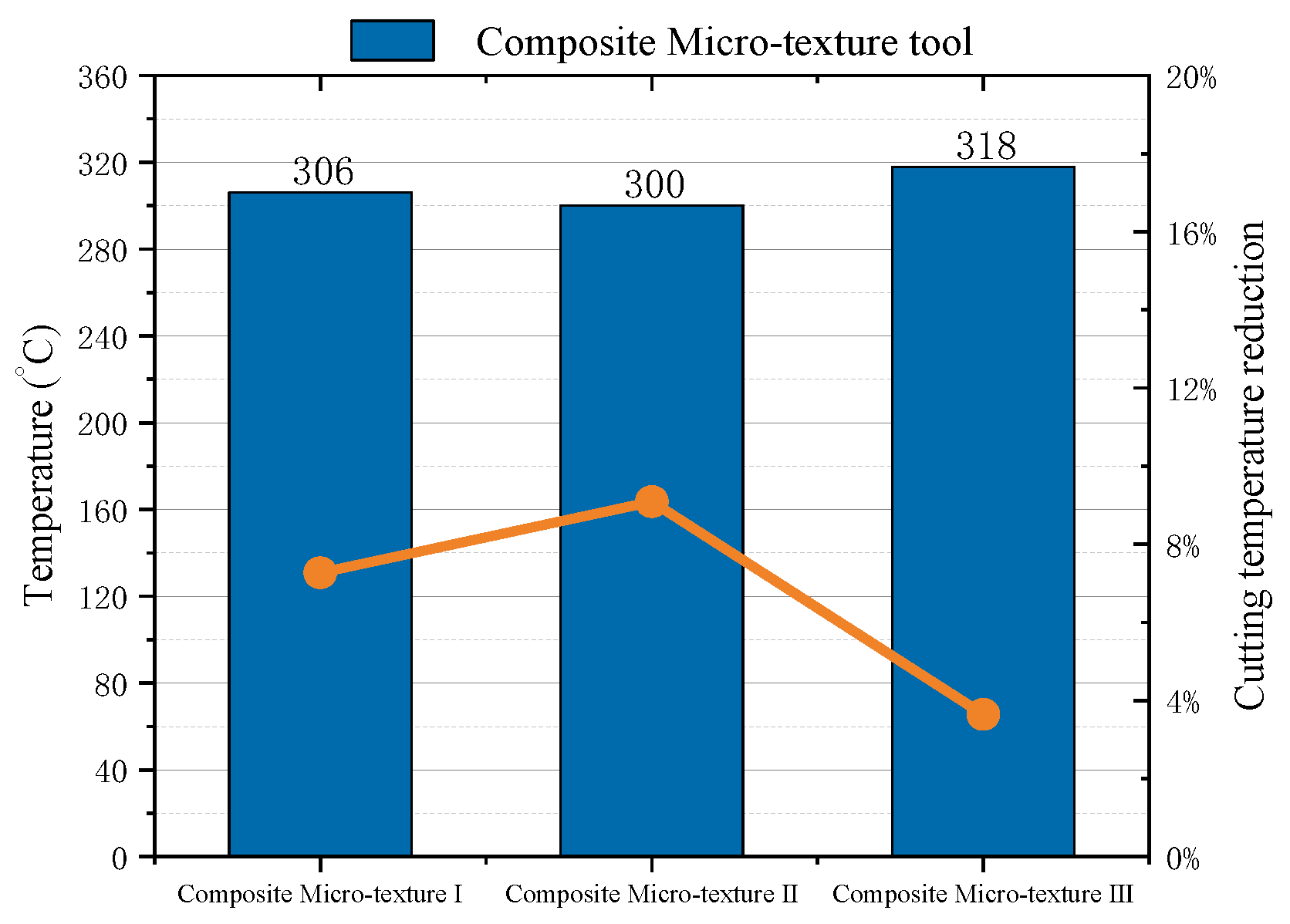
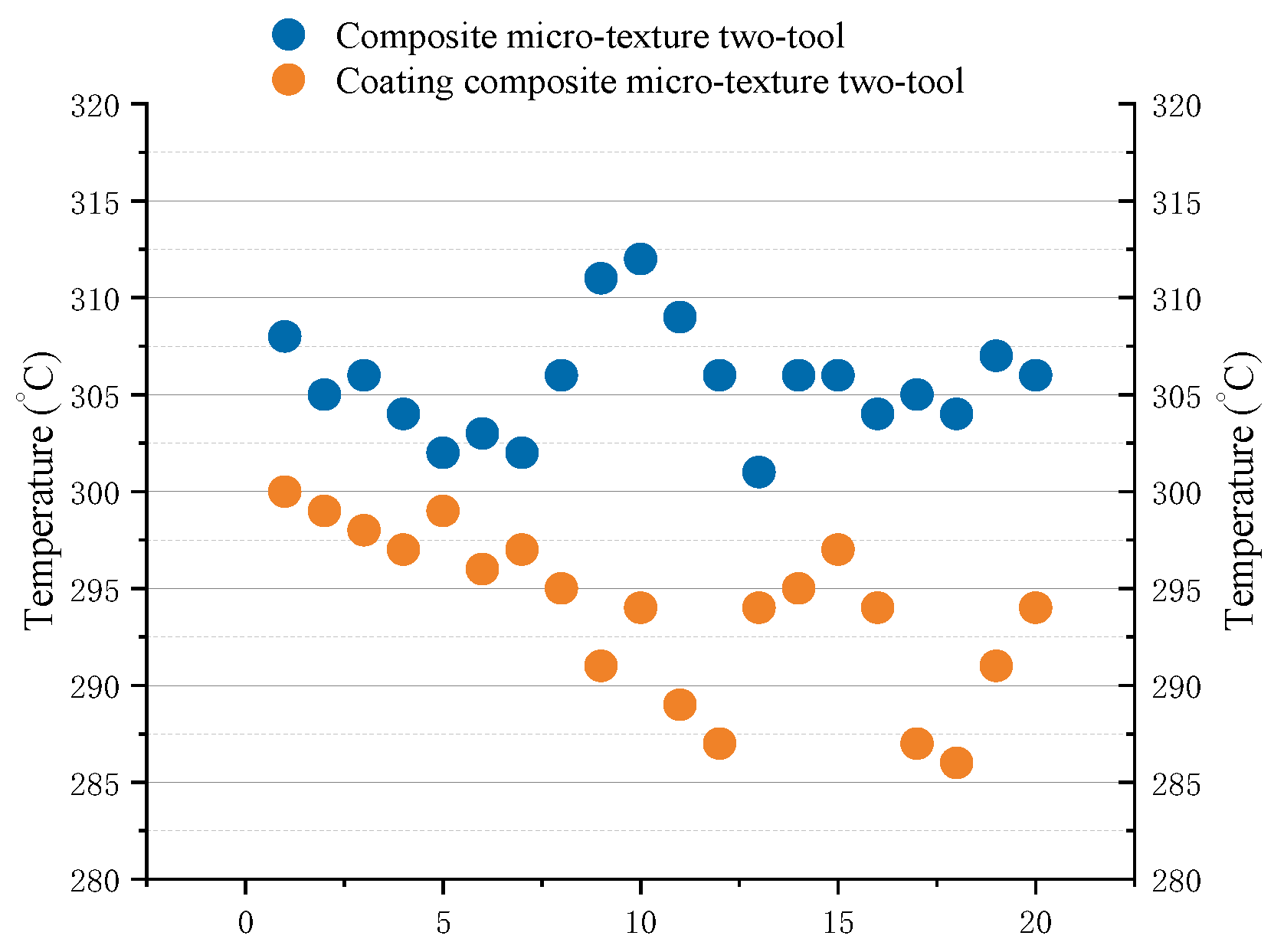
4.1. Effect of Coated Micro–Textured Tools on Cutting Temperature
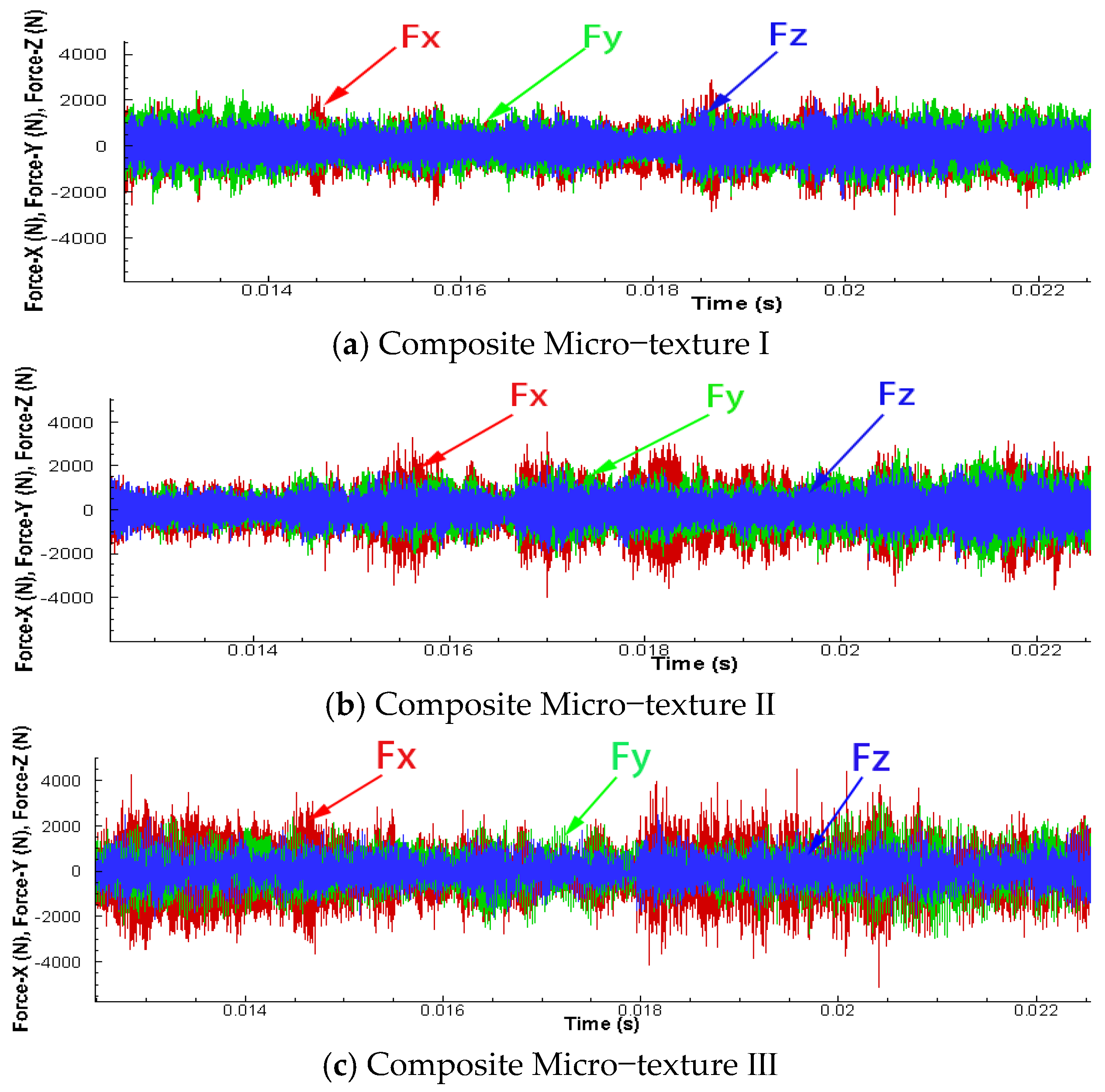
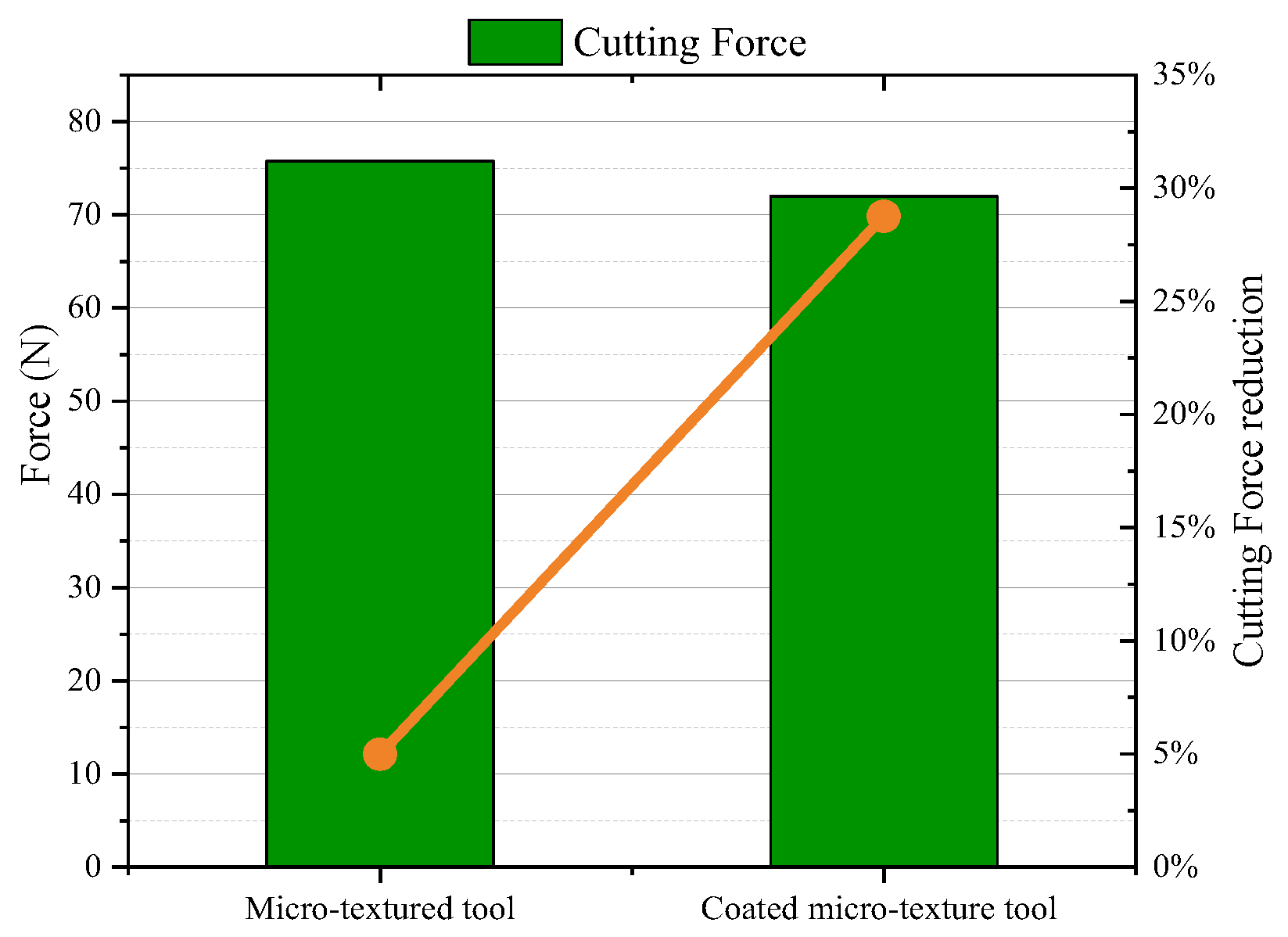
4.2. Effect of Coated Micro–Textured Tool on Cutting Force
5. Conclusions
- (1)
- Cutting tools with interlaced pit-convex micro–texture promote wafer curl and fracture. When the chip flows through the blade, the fracture overflows and the chip accumulation improves markedly;
- (2)
- Changes in the distribution of dented tissue in the front of the tool will cause changes in cutting force and cutting temperature. pit-convex micro–texture combined with staggered micro–texture has good cutting performance in reducing cutting force and cutting temperature;
- (3)
- Due to the high hardness and chemical stability of the coating material, it acts as a protective barrier in the event of sharp tool collisions and further optimizes the cutting performance of the tool;
- (4)
- The combination of combined micro–texture and surface coating has solved the processing problem of aluminum alloy material chip winding with large fluctuations and provided a theoretical basis for aluminum alloy cutting.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Zhou, Y.; He, Y.Y.; Yang, Z.T.; Yang, J.; Fu, Y.H. The performance of composite texture cutting tool for cutting aluminum alloy. China Surf. Eng. 2022, 35, 281–288. [Google Scholar]
- Rambabu, P.P.N.K.V.; Eswara Prasad, N.; Kutumbarao, V.V.; Wanhill, R.J.H. Aluminium alloys for aerospace applications. In Aerospace Materials and Material Technologies; Springer: Singapore, 2017; Volume 1, Aerospace materials; pp. 29–52. [Google Scholar]
- Georgantzia, E.; Gkantou, M.; Kamaris, G.S. Aluminium alloys as structural material: A review of research. Eng. Struct. 2021, 227, 111372. [Google Scholar] [CrossRef]
- Dong, G.; Wang, X.; Gao, S. Molecular dynamics simulation and experiment research of cutting-tool wear mechanism for cutting aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 96, 1123–1137. [Google Scholar] [CrossRef]
- Sharifi, M.; Akbari, M. Experimental investigation of the effect of process parameters on cutting region temperature and cutting edge quality in laser cutting of AL6061T6 alloy. Optik 2019, 184, 457–463. [Google Scholar] [CrossRef]
- Sugihara, T.; Singh, P.; Enomoto, T. Development of novel cutting tools with dimple textured surfaces for dry machining of aluminum alloys. Procedia Manuf. 2017, 14, 111–117. [Google Scholar] [CrossRef]
- Liu, W.; Liu, S.; Liang, G.Q.; Yuan, H.C. Simulation analysis of cutting performance and friction reduction effect of micro–textured tools. Surf. Technol. 2022, 51, 338–346. [Google Scholar]
- Arulkirubakaran, D.; Senthilkumar, V.; Kumawat, V. Effect of micro–textured tools on machining of Ti–6Al–4V alloy: An experimental and numerical approach. Int. J. Refract. Met. Hard Mater. 2016, 54, 165–177. [Google Scholar] [CrossRef]
- Duan, R.; Deng, J.; Lei, S.; Ge, D.; Liu, Y.; Li, X. Effect of derivative cutting on machining performance of micro textured tools. J. Manuf. Process. 2019, 45, 544–556. [Google Scholar] [CrossRef]
- Su, Y.; Li, Z.; Li, L.; Wang, J.; Gao, H.; Wang, G. Cutting performance of micro–textured polycrystalline diamond tool in dry cutting. J. Manuf. Process. 2017, 27, 1–7. [Google Scholar] [CrossRef]
- Rathod, P.; Aravindan, S. Performance evaluation of novel micro–textured tools in improving the machinability of aluminum alloy (Al 6063). Procedia Technol. 2016, 23, 296–303. [Google Scholar] [CrossRef] [Green Version]
- Patel, K.; Liu, G.; Shah, S.R.; Özel, T. Effect of micro–textured tool parameters on forces, stresses, wear rate, and variable friction in titanium alloy machining. J. Manuf. Sci. Eng. 2020, 142, 021007. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Q.H.; Yang, F.S. Modeling and simulation of continuous wear of micro–textured tools. Tool Technol. 2022, 56, 76–81. [Google Scholar]
- Fu, Y.H.; Wang, H.B.; Gu, Y.L.; Li, Y.D. Microtexture design and cutting simulation analysis of tool surface. Mach. Manuf. 2016, 54, 5047–5055. [Google Scholar]
- Morsy, M.K.; Sharoba, A.M.; Khalaf, H.H.; El-Tanahy, H.H.; Cutter, C.N. Efficacy of antimicrobial pullulan-based coating to improve internal quality and shelf-life of chicken eggs during storage. J. Food Sci. 2015, 80, M1066–M1074. [Google Scholar] [CrossRef]
- Zheng, G.; Zhao, G.; Cheng, X.; Xu, R.; Zhao, J.; Zhang, H. Frictional and wear performance of TiAlN/TiN coated tool against high-strength steel. Ceram. Int. 2018, 44, 6878–6885. [Google Scholar] [CrossRef]
- Li, Y.; Zheng, G.; Zhang, X.; Cheng, X.; Yang, X.; Xu, R. Cutting force, tool wear and surface roughness in high-speed milling of high-strength steel with coated tools. J. Mech. Sci. Technol. 2019, 33, 5393–5398. [Google Scholar] [CrossRef]
- Rajasekaran, T.; Palanikumar, K.; Vinayagam, B.K. Application of fuzzy logic for modeling surface roughness in turning CFRP composites using CBN tool. Prod. Eng. 2011, 5, 191–199. [Google Scholar] [CrossRef]
- Harto, B.; Umroh, B.; Darianto, D. Study on the CBN Tool Wear Mechanism on Dry High-Rate Turning Process for AISI 4140. J. Mech. Eng. Manuf. Mater. Energy 2018, 2, 20–26. [Google Scholar] [CrossRef]
- Ślusarczyk, Ł.; Struzikiewicz, G. Hardened steel turning by means of modern CBN cutting tools. In Key Engineering Materials; Trans Tech Publications Ltd.: Baech, Switzerland, 2014; Volume 581, pp. 188–193. [Google Scholar]
- Liu, P.; Hu, J.Y.; Li, H.X.; Sun, S.Y.; Zhang, Y.B. Effect of heat treatment on microstructure, hardness and corrosion resistance of 7075 Al alloys fabricated by SLM. J. Manuf. Process. 2020, 60, 578–585. [Google Scholar] [CrossRef]
- Rao, C.J.; Rao, D.N.; Srihari, P. Influence of cutting parameters on cutting force and surface finish in turning operation. Procedia Eng. 2013, 64, 1405–1415. [Google Scholar] [CrossRef] [Green Version]
- Qi, K.F.; Zhang, C.T.; Zhao, C.X. Research Status and Prospect of Microtexture Tools. Mech. Eng. 2021, 82, 77–78. [Google Scholar]
- Viana, F.; Pinto, A.M.P.; Santos, H.M.C.; Lopes, A.B. Retrogression and re-ageing of 7075 aluminium alloy: Microstructural characterization. J. Mater. Process. Technol. 1999, 92, 54–59. [Google Scholar] [CrossRef] [Green Version]
- Fan, L.; Deng, Z.; He, Y.; Zhu, X.L.; Gao, X.J.; Jin, Z. The effects of micro–texture shape on serrated chip geometry in the hardened steel AISI D2 cutting process. Surf. Topogr. Metrol. Prop. 2022, 10, 015031. [Google Scholar] [CrossRef]
- Chen, W.L.; Yang, D.; Wu, M.; Ma, H.Q. Simulation Study on Right-Angle Cutting of 7050-T7451 Aluminum Alloy. Mach. Manuf. 2021, 59, 63–67. [Google Scholar] [CrossRef]
- Peng, H.B.; Zhang, H.J. Research progress of constitutive model of metal materials. Mech. Eng. Mater. 2012, 36, 5–10+75. [Google Scholar]
- Cai, F.; Wang, J.; Zhou, Q.; Zhang, S.; Zheng, J.; Wang, Q.; Kim, K.H. Reduced delamination and improved cutting performance of TiAlSiN multilayer coated cutter by tailoring the adhesion layers and intermediate layers. Wear 2022, 488, 204135. [Google Scholar] [CrossRef]
- Sadiq, S.N.; Raguraman, T.R.; Kumar, D.T.; Rajasekaran, R.; Kannan, T.T.M. Optimization of milling parameters of OHNS steel using TiAlN coated cutter by design of experiment technique. Int. J. Mech. Eng. Robot. Reearch 2014, 3, 1. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Young’s Modulus (Gpa) | Thermal Conductivity (W/m·K) | Poisson Ratio | Density (g/cm3) | Specific Heat (J/kg °C) |
|---|---|---|---|---|---|
| value | 690 | 120 | 0.2 | 3.8 | 700 |
| Material Properties | Young’s Modulus (Gpa) | Thermal Conductivity (W/m·K) | Poisson Ratio | Density (g/cm3) | Specific Heat (J/kg·°C) |
|---|---|---|---|---|---|
| value | 71.7 | 173 | 0.33 | 2.810 | 860 |
| Group | Cutting Speed Vc (m/min) | Feed f (mm/r) | Cutting Depth ap (mm) |
|---|---|---|---|
| 1 | 190 | 0.2 | 0.3 |
| 2 | 150 | 0.2 | 0.3 |
| 3 | 125 | 0.2 | 0.3 |
| A (MPa) | B (MPa) | C | n | m | t0·(°C) | tm·(°C) |
|---|---|---|---|---|---|---|
| 546 | 678 | 0.024 | 0.71 | 1.56 | 20 | 650 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Ma, C.; Xie, L.; Wang, B.; Zhang, S. Effect of Coated Composite Micro–Texture Tool on Cutting Shape and Cutting Force during Aluminum Alloy Cutting. Machines 2023, 11, 439. https://doi.org/10.3390/machines11040439
Li Q, Ma C, Xie L, Wang B, Zhang S. Effect of Coated Composite Micro–Texture Tool on Cutting Shape and Cutting Force during Aluminum Alloy Cutting. Machines. 2023; 11(4):439. https://doi.org/10.3390/machines11040439
Chicago/Turabian StyleLi, Qinghua, Chunlu Ma, Lintao Xie, Baizhong Wang, and Shihong Zhang. 2023. "Effect of Coated Composite Micro–Texture Tool on Cutting Shape and Cutting Force during Aluminum Alloy Cutting" Machines 11, no. 4: 439. https://doi.org/10.3390/machines11040439
APA StyleLi, Q., Ma, C., Xie, L., Wang, B., & Zhang, S. (2023). Effect of Coated Composite Micro–Texture Tool on Cutting Shape and Cutting Force during Aluminum Alloy Cutting. Machines, 11(4), 439. https://doi.org/10.3390/machines11040439