
Making Cognitive Ergonomics in the Human–Computer Interaction of Manufacturing Execution Systems Assessable: Experimental and Validation Approaches to Closing Research Gaps

Abstract
:1. Introduction
2. Materials and Methods
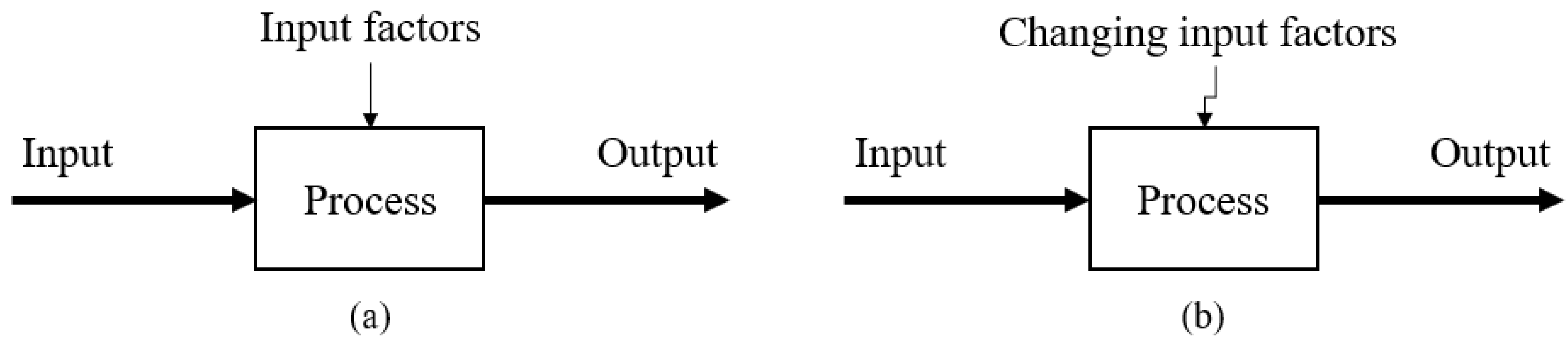
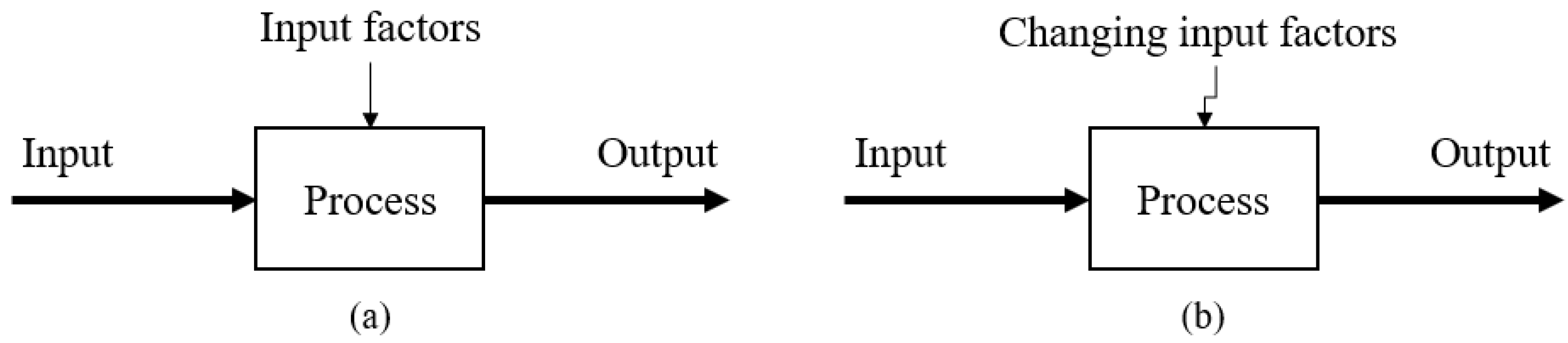
2.1. Design of Experiments
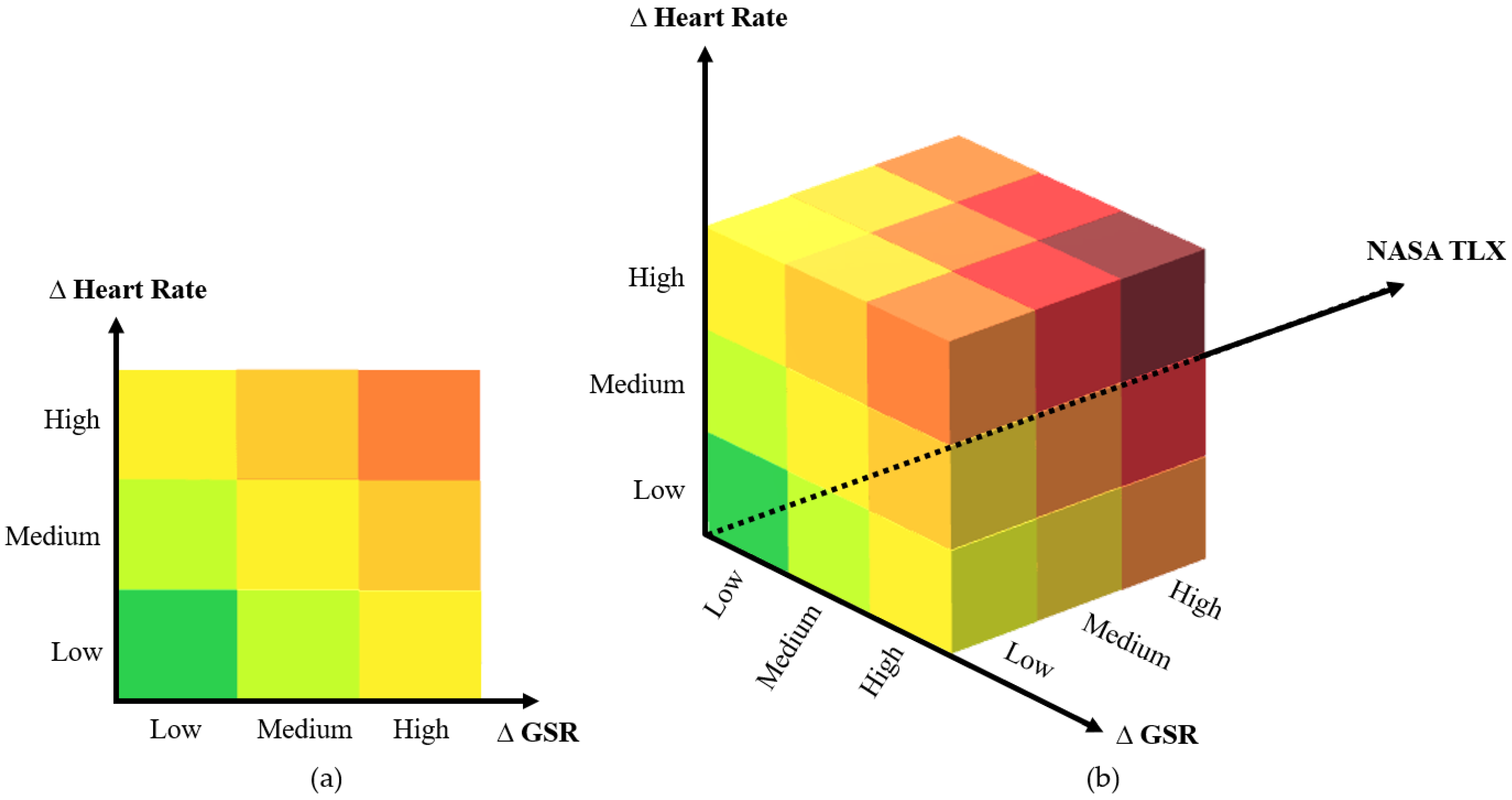
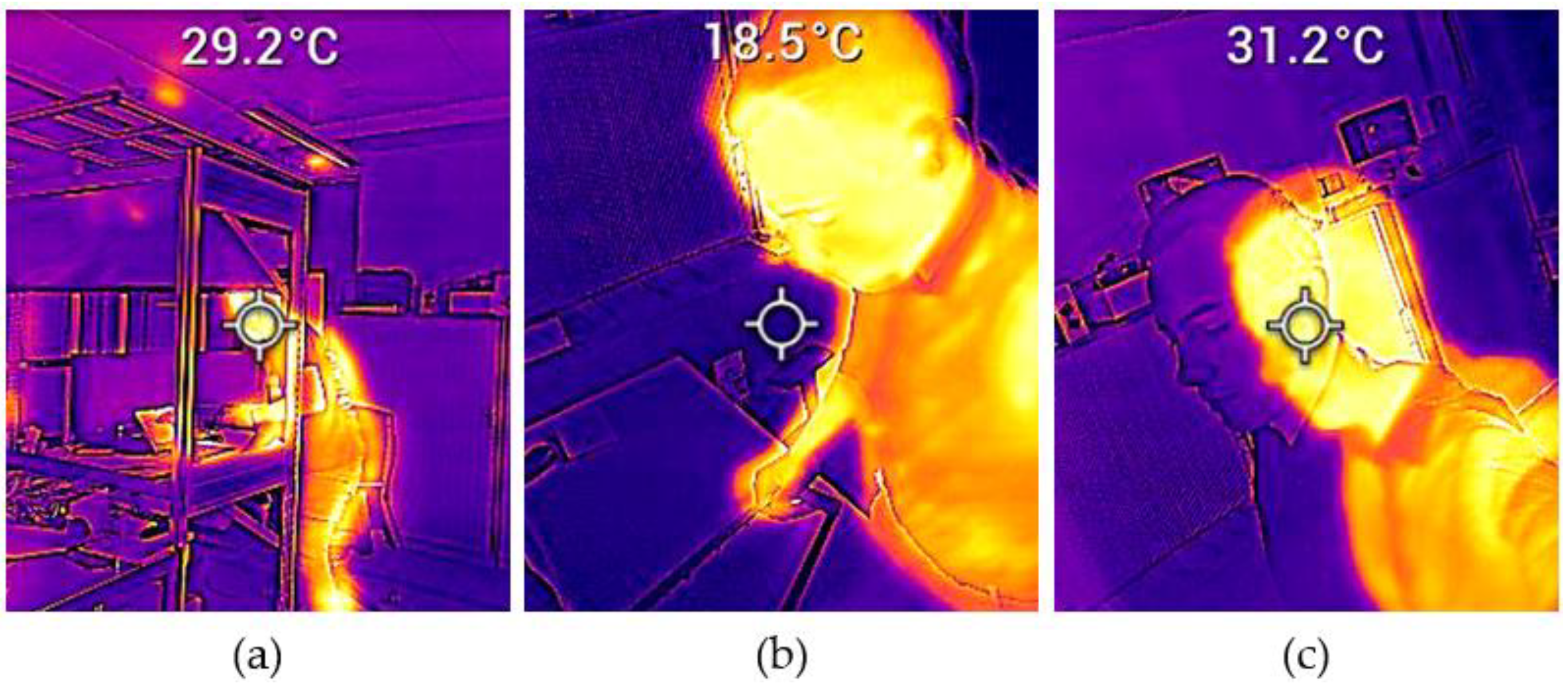
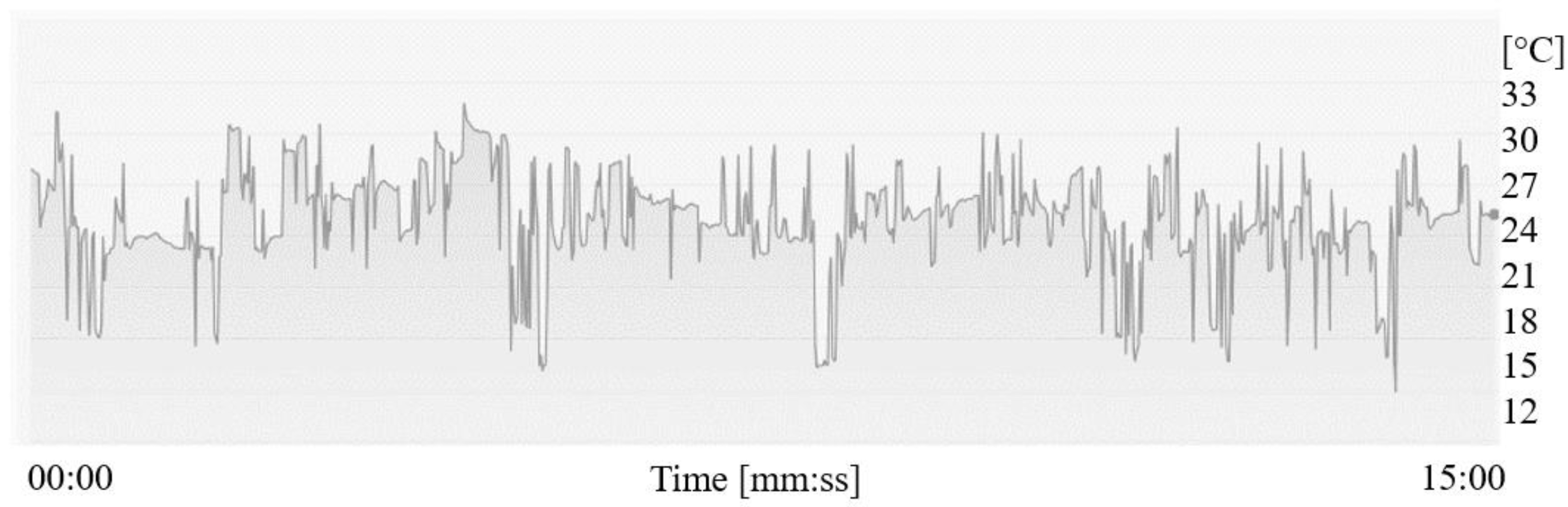
2.2. Measuring Cognitive Ergonomics
2.3. Manufacturing Execution Systems
3. Results
3.1. Experimental Design
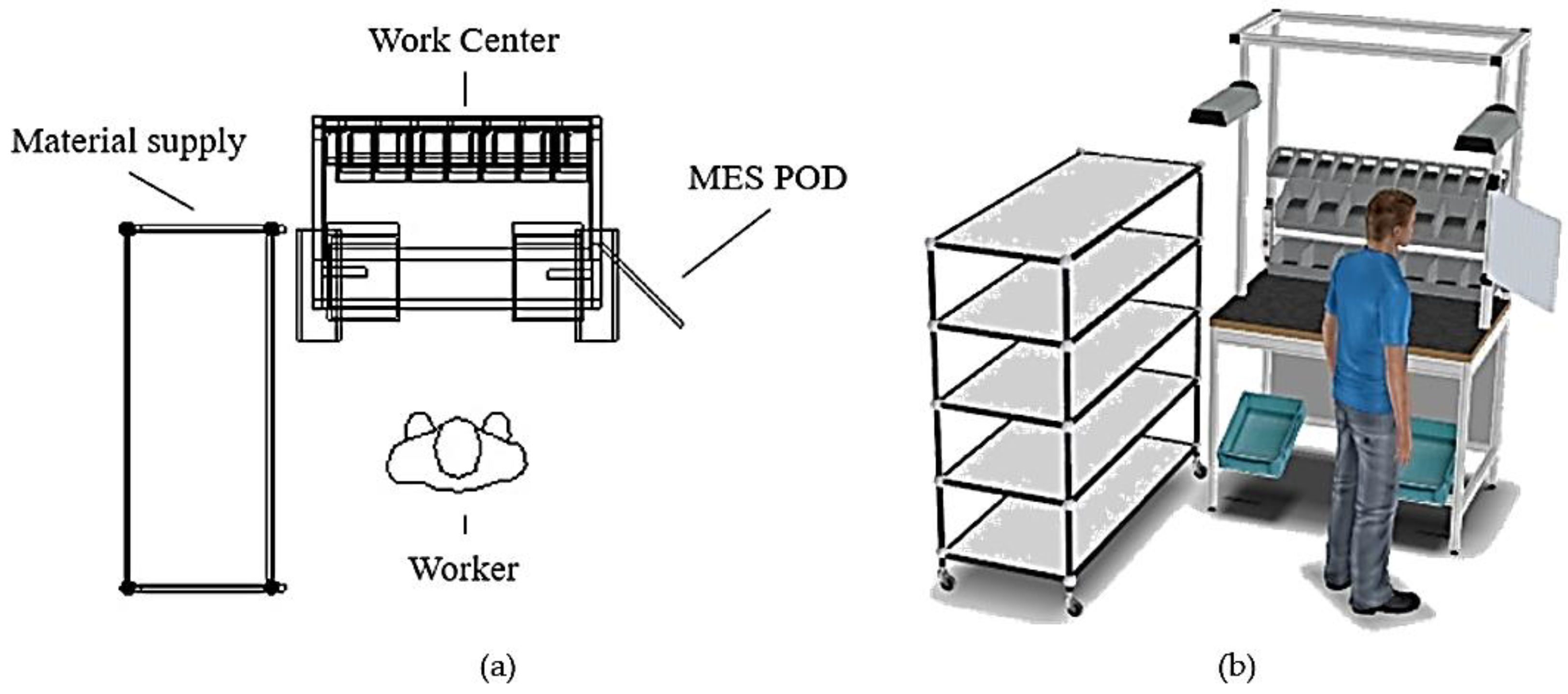
3.1.1. Work Center and Process Design
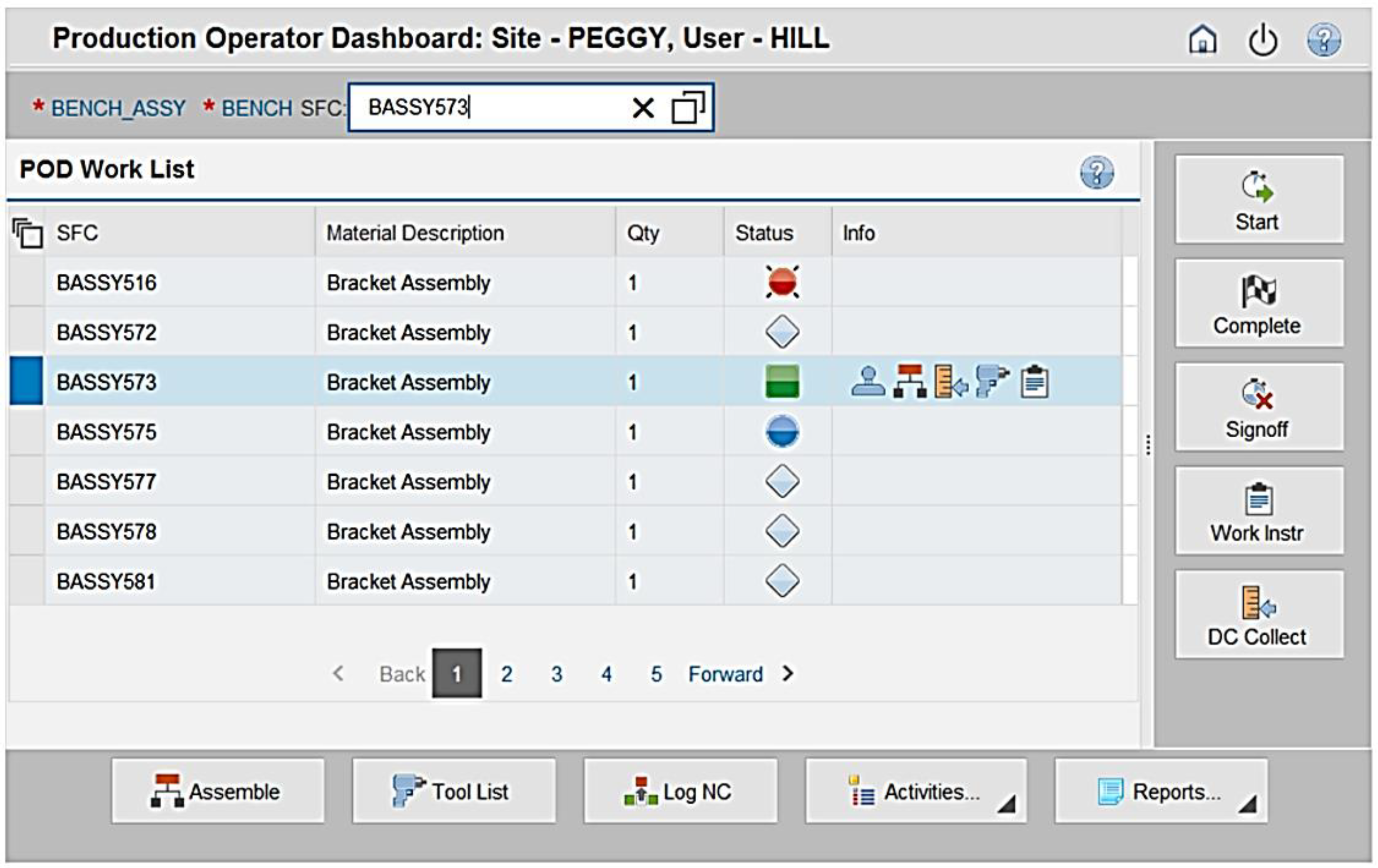
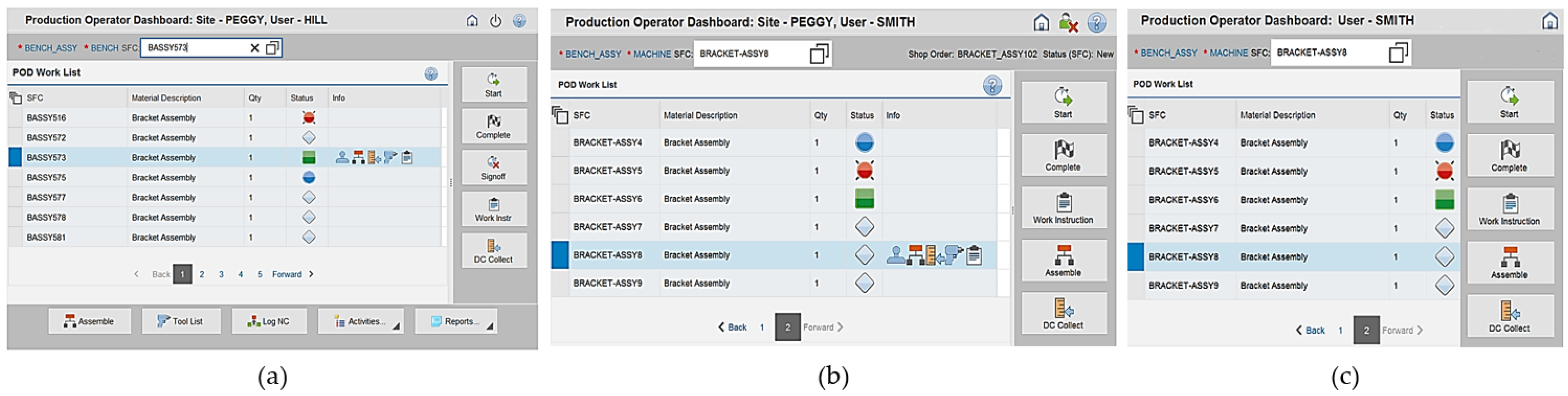
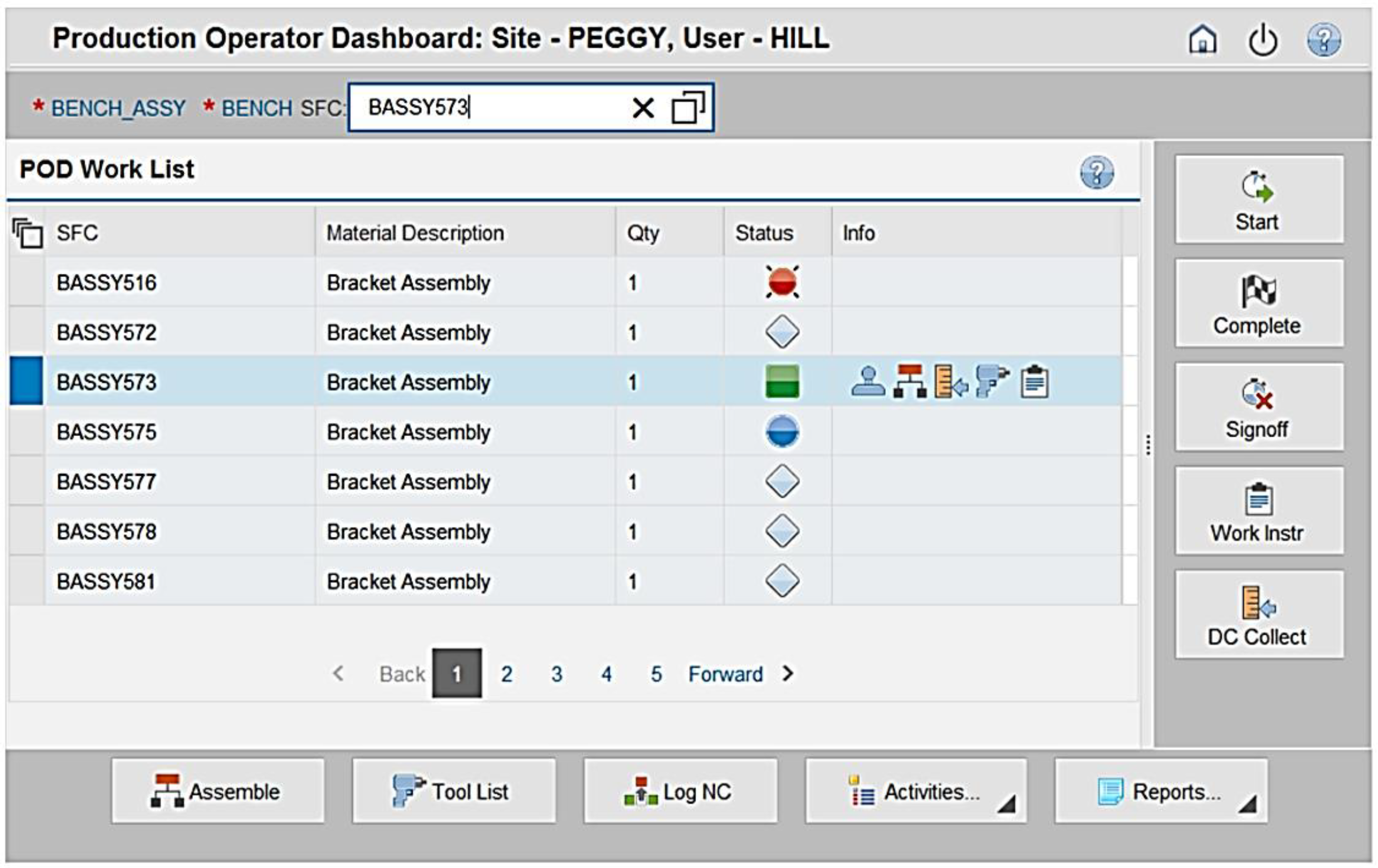
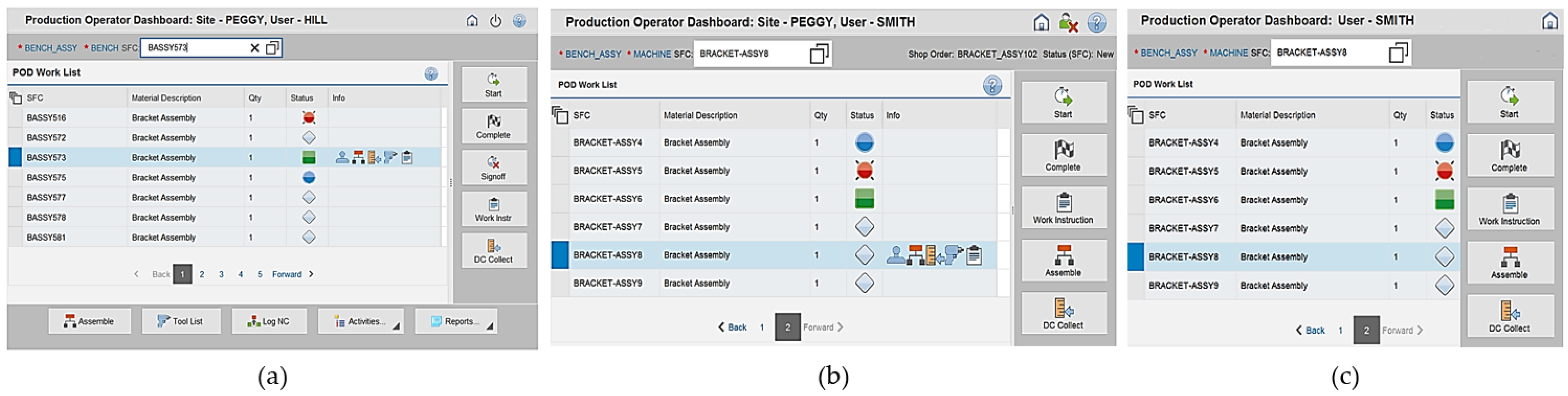
3.1.2. User Interfaces in Use
3.1.3. Participants Planned
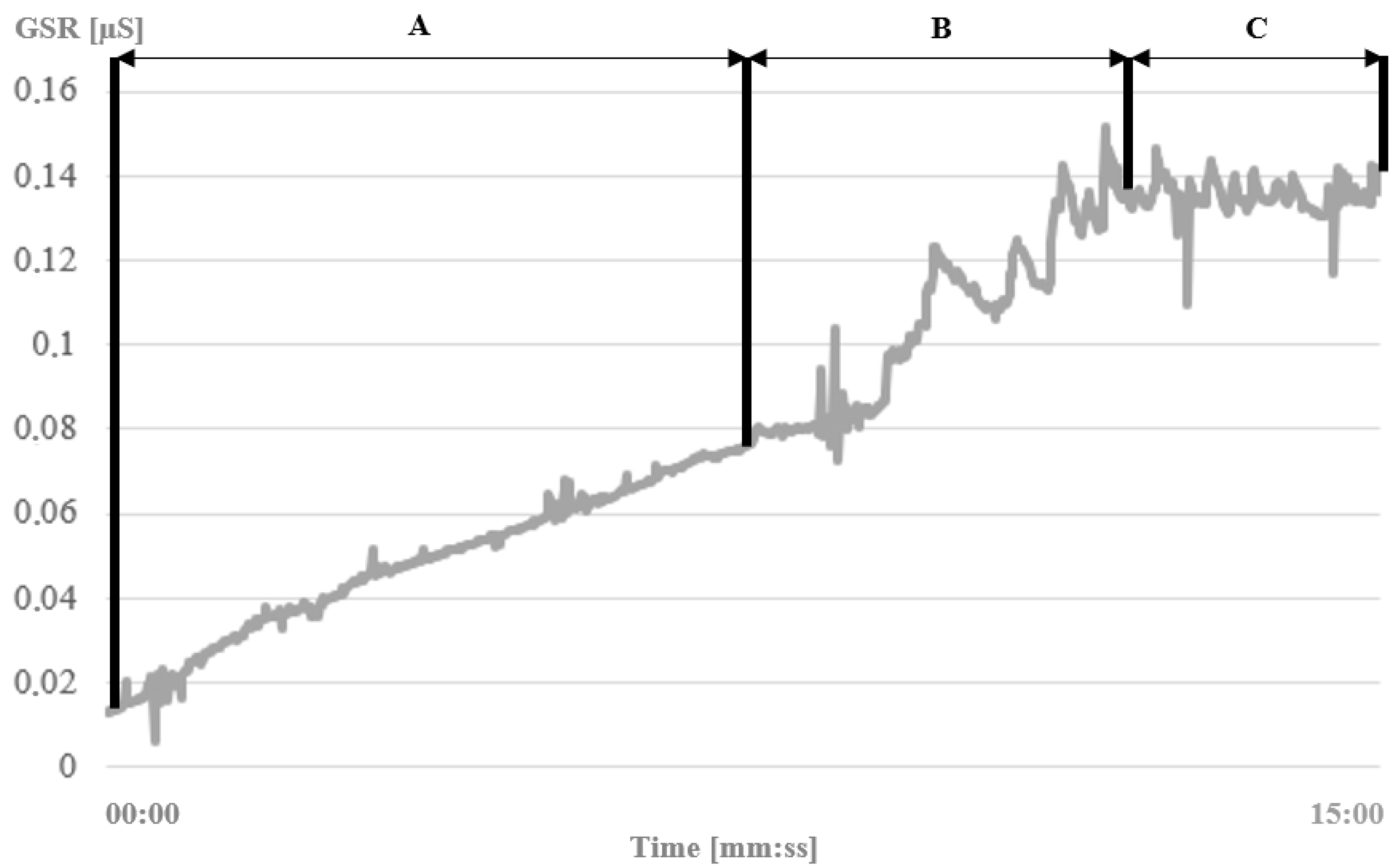
3.2. Sample Data from Pilot Study
3.3. Validation Method
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Brauckmann, O. MES Manufacturing Execution System 4.0. In Digitale Revolution in der Industriellen Fertigung—Denkansätze; Springer: Berlin/Heidelberg, Germany, 2019; pp. 241–256. ISBN 978-3-662-58036-3. [Google Scholar]
- SAP. How To Set Up and Use the SAP ME POD; SAP: Walldorf, Germany, 2014. [Google Scholar]
- Wu, L.; Zhu, Z.; Cao, H.; Li, B. Influence of Information Overload on Operator’s User Experience of Human–Machine Interface in LED Manufacturing Systems. Cogn. Tech Work 2016, 18, 161–173. [Google Scholar] [CrossRef]
- Dörner, A.; Bures, M.; Pirkl, G. Searching for the Gaps in Mental Workload Assessment of Assistive Technologies. In Proceedings of the 2022 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Kuala Lumpur, Malaysia, 7 December 2022; pp. 0067–0070. [Google Scholar]
- Ustunel, Z.; Gunduz, T. Human-Robot Collaboration on an Assembly Work with Extended Cognition Approach. J. Adv. Mech. Des. Syst. Manuf. 2017, 11, JAMDSM0057. [Google Scholar] [CrossRef]
- Gualtieri, L.; Fraboni, F.; De Marchi, M.; Rauch, E. Evaluation of Variables of Cognitive Ergonomics in Industrial Human-Robot Collaborative Assembly Systems. In Proceedings of the 21st Congress of the International Ergonomics Association (IEA 2021), Online, 13–18 June 2021; Black, N.L., Neumann, W.P., Noy, I., Eds.; Lecture Notes in Networks and Systems. Springer International Publishing: Cham, Switzerland, 2022; Volume 223, pp. 266–273, ISBN 978-3-030-74613-1. [Google Scholar]
- Messaoudene, A.; Mekideche, M.R.; Bendahmane, B.; Tabti, B.; Medles, K.; Dascalescu, L. Experimental Modeling and Optimization of the Active Neutralization of a PP Film, Using Design of Experiments Methodology. In Proceedings of the 2019 IEEE Industry Applications Society Annual Meeting, Baltimore, MD, USA, 29 September–3 October 2019; pp. 1–4. [Google Scholar]
- Burnside, S. The Application of Design of Experiments to RF Systems. In Proceedings of the 2018 International Applied Computational Electromagnetics Society Symposium (ACES), Denver, CO, USA, 25–29 March 2018; pp. 1–2. [Google Scholar]
- Giunta, A.; Wojtkiewicz, S.; Eldred, M. Overview of Modern Design of Experiments Methods for Computational Simulations (Invited). In Proceedings of the 41st Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 6 January 2003; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2003. [Google Scholar]
- Mach, P.; Barto, S. Comparison of Different Approaches to Manufacturing Process Optimization. In Proceedings of the 2010 IEEE 16th International Symposium for Design and Technology in Electronic Packaging (SIITME), Pitesti, Romania, 23–26 September 2010; pp. 297–300. [Google Scholar]
- Siomina, I.; Ahlinder, S. Lean Optimization Using Supersaturated Experimental Design. Appl. Numer. Math. 2008, 58, 1–15. [Google Scholar] [CrossRef]
- Arkouli, Z.; Michalos, G.; Makris, S. On the Selection of Ergonomics Evaluation Methods for Human Centric Manufacturing Tasks. Procedia CIRP 2022, 107, 89–94. [Google Scholar] [CrossRef]
- Fista, B.; Azis, H.A.; Aprilya, T.; Saidatul, S.; Sinaga, M.K.; Pratama, J.; Syalfinaf, F.A.; Steven; Amalia, S. Review of Cognitive Ergonomic Measurement Tools. IOP Conf. Ser. Mater. Sci. Eng. 2019, 598, 012131. [Google Scholar] [CrossRef]
- Pilco, H.; Sanchez-Gordon, S.; Calle-Jimenez, T.; Pérez-Medina, J.; Rybarczyk, Y.; Jadán-Guerrero, J.; Maldonado, C.; Nunes, I. An Agile Approach to Improve the Usability of a Physical Telerehabilitation Platform. Appl. Sci. 2019, 9, 480. [Google Scholar] [CrossRef]
- Pillai, P.; Ayare, P.; Balasingam, B.; Milne, K.; Biondi, F. Response Time and Eye Tracking Datasets for Activities Demanding Varying Cognitive Load. Data Brief 2020, 33, 106389. [Google Scholar] [CrossRef] [PubMed]
- Calzavara, M.; Battini, D.; Bogataj, D.; Sgarbossa, F.; Zennaro, I. Ageing Workforce Management in Manufacturing Systems: State of the Art and Future Research Agenda. Int. J. Prod. Res. 2020, 58, 729–747. [Google Scholar] [CrossRef]
- European Agency for Safety and Health at Work; Institute of Occupational Medicine; COWI; Toegepast Natuurwetenschappelijk Onderzoek; Milieu Ltd. The Ageing Workforce: Implications for Occupational Safety and Health: A Research Review; Publications Office: Luxembourg, 2016. [Google Scholar]
- European Commission. Directorate General for Research and Innovation. Industry 5.0, A Transformative Vision for Europe: Governing Systemic Transformations towards A Sustainable Industry; Publications Office: Luxembourg, 2021. [Google Scholar]
- Pricewaterhouse, P. Demografischer Wandel: In Deutschland Werden Arbeitskräfte Rar Berufs-, Qualifikations- Und Branchenspezifische Analyse Bis Zum Jahr 2030; WifOR GmbH: Darmstadt, Germany, 2016. [Google Scholar]
- Wiendahl, H.-P.; Reichardt, J.; Nyhuis, P. Handbuch Fabrikplanung: Konzept, Gestaltung und Umsetzung Wandlungsfähiger Produktionsstätten; 2., Überarbeitete und Erweiterte Auflage; Hanser: München, Germany; Wien, Austria, 2014; ISBN 978-3-446-43702-9. [Google Scholar]
- Belin, A.; Graveling, R.; Bongers, P.; Hagen Mikkelsen, S.; Crawford, J.O.; Davis, A.; Cowie, H.; Dupont, C.; Dixon, K. The Ageing Workforce Implications for Occupational Safety and Health: A Research Review; Publications Office: Luxembourg, 2016; ISBN 978-92-9240-983-8. [Google Scholar]
- Ranasinghe, T.; Grosse, E.H.; Glock, C.H.; Jaber, M.Y. Aging Workforce and Learning: State-of-the-Art. IFAC-PapersOnLine 2023, 56, 725–730. [Google Scholar] [CrossRef]
- Clark, R.L.; Ritter, B.M. Employer Responses to an Aging Workforce. Public Policy Aging Rep. 2020, 30, 113–118. [Google Scholar] [CrossRef]
- Oka, T. Psychogenic Fever: How Psychological Stress Affects Body Temperature in the Clinical Population. Temperature 2015, 2, 368–378. [Google Scholar] [CrossRef] [PubMed]
- Nourbakhsh, N.; Chen, F.; Wang, Y.; Calvo, R.A. Detecting Users’ Cognitive Load by Galvanic Skin Response with Affective Interference. ACM Trans. Interact. Intell. Syst. 2017, 7, 1–20. [Google Scholar] [CrossRef]
- Kuhlang, P.; Finsterbusch, T.; Weber, T. Perspektiven zur Gestaltung menschlicher Arbeit im Industrial Engineering. In Industrial Engineering und Management; Biedermann, H., Ed.; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2016; pp. 211–226. ISBN 978-3-658-12096-2. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wording for Search in Title-Abstract-Keywords | Scopus Results 2024 |
|---|---|
| (physical AND workload AND assembly OR manufacturing) | 436 |
| (mental AND workload AND assembly OR manufacturing) | 263 |
| Nr. | Routing | Work Instruction |
|---|---|---|
| 010 | Start production order in ME |  |
| 020 | Take semi-finished part and rubber seal from top shelf of material supply | 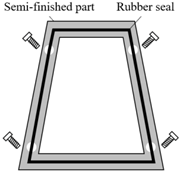 |
| 030 | Grasp rubber seal and needed number of screws | |
| 040 | Assemble rubber seal on semi-finished parts using the given tool |  |
| 050 | Place finished part on lower shelf of material supply |  |
| 060 | Post production order in ME |
| Test Scenario | Scenario 1 | Scenario 2 | Scenario 3 |
|---|---|---|---|
| Information Load | Highest | Medium | Low |
| Author | Year | Title | Number of Participants |
|---|---|---|---|
| Wu et al. [3] | 2016 | Influence of information overload on operator’s user experience of human-machine interface in LED manufacturing systems | 38 |
| Ustunel and Gunduz [5] | 2017 | Human-robot collaboration on an assembly work with extended cognition approach | 40 |
| Gualtieri et al. [6] | 2022 | Evaluation of Variables of Cognitive Ergonomics in Industrial Human-Robot Collaborative Assembly Systems | 14 |
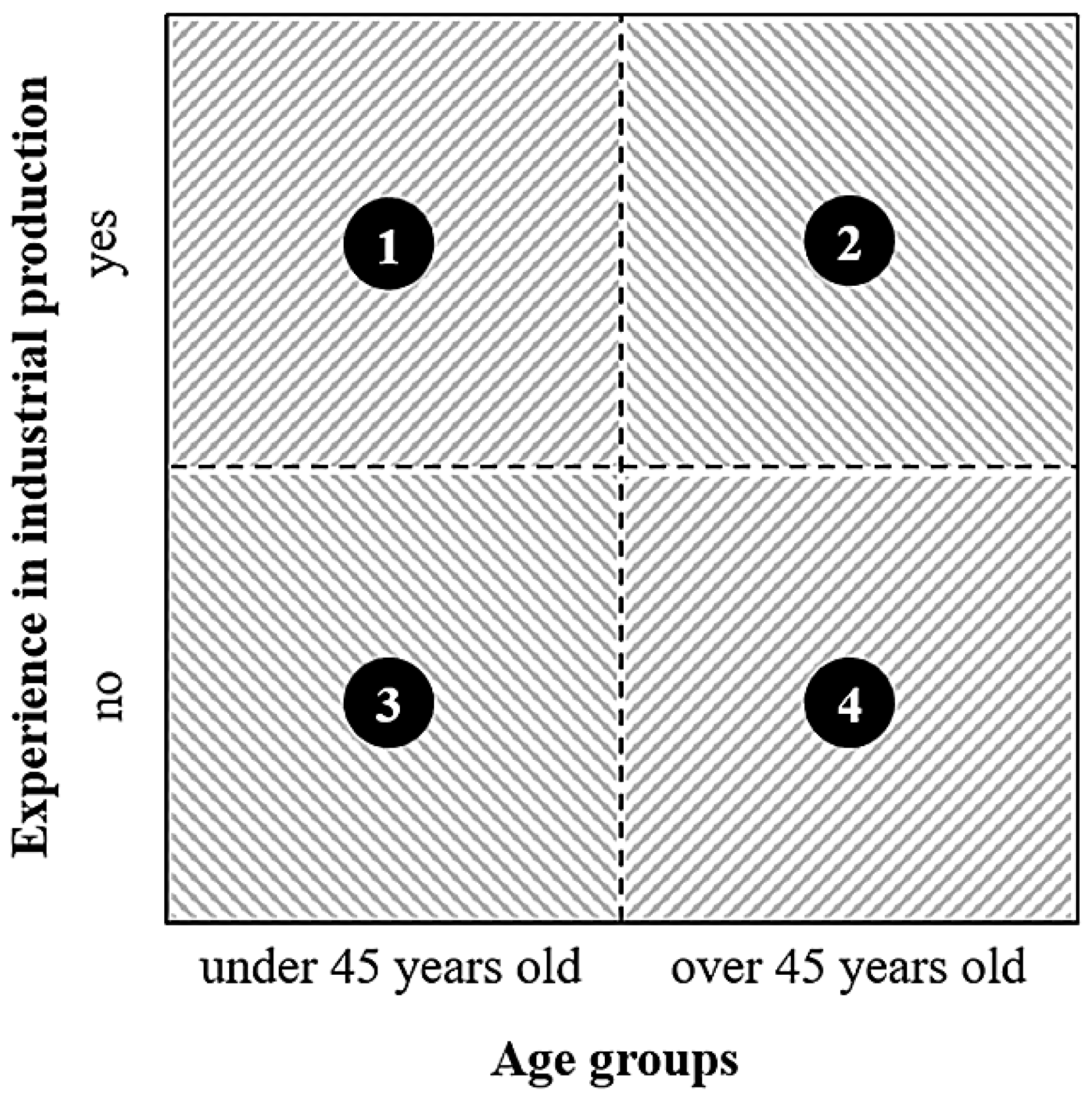
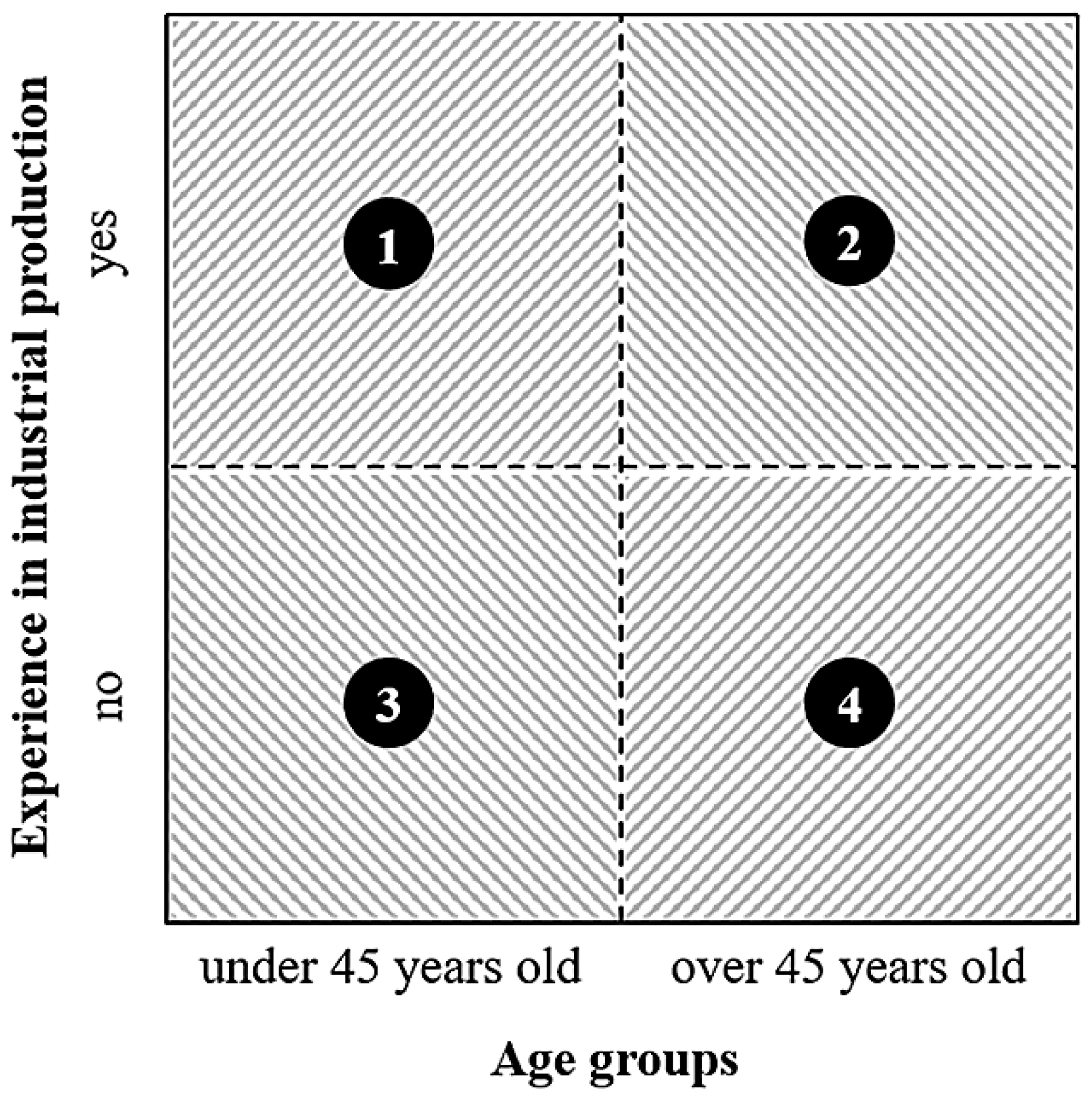
| Number (Figure 7) | Socio-Demographic Data | Experience in Industrial Production | Scenario (Table 3) |
|---|---|---|---|
| 1 | Age: 27 Gender: male | yes | Scenario 2: medium information load |
| 2 | Age: 65 Gender: male | yes | Scenario 2: medium information load |
| 3 | Age: 28 Gender: female | no | Scenario 2: medium information load |
| 4 | Age: 63 Gender: female | no | Scenario 2: medium information load |
| Number (Figure 7) | Heart Rate Min | Heart Rate Max | Average Heart Rate |
|---|---|---|---|
| 1 | 71 beats/min | 83 beats/min | 74 beats/min |
| 2 | 79 beats/min | 89 beats/min | 83 beats/min |
| 3 | 72 beats/min | 85 beats/min | 74 beats/min |
| 4 | 84 beats/min | 90 beats/min | 86 beats/min |
| NASA-TLX Item | Number of Valid Results | Average | Standard Deviation |
|---|---|---|---|
| Mental demand | 4/4 | 8.00 | 2.16 |
| Physical demand | 4/4 | 4.75 | 3.11 |
| Temporal demand | 4/4 | 4.50 | 2.65 |
| Performance | 4/4 | 11.25 | 2.65 |
| Effort | 4/4 | 3.75 | 2.75 |
| Frustration | 4/4 | 5.25 | 3.74 |
| Paper | Participants | Method | Results |
|---|---|---|---|
| Wu et al. (2016) [3]: Influence of information overload on operator’s user experience of human-machine interface in LED manufacturing systems | Total of 38 participants 21 male, 17 female Glasses, no glasses and lenses Novice group as well as experts | Three prototypes of sorting system for LED production with a user interface with low, medium and high complexity |
|
| Ustunel and Gunduz (2017) [5]: Human-robot collaboration on an assembly work with extended cognition approach | Total of 40 participants 22 male, 18 female | Four different groups, two for each gender and also two with and without extended cognition approach |
|
| Gueltieri et al. (2022) [6]: Evaluation of Variables of Cognitive Ergonomics in Industrial Human-Robot Collaborative Assembly Systems | Total of 14 participants with no previous experience with collaborative robots and minimal experience in performing assembly activities | Three different scenarios with changing features and interaction modalities including low interaction (1), compromised (2) and compromised with added speed modification (3) |
|
| Experiment planned in this article | At least 32 participants with and without experience in industrial production, as well as a group above and a group under 45 years old | Participants are going to go through a sample assembly process, interacting with one (or more) user interfaces. The GUIs will differ in their information load, from low to medium to high | The following hypotheses are going to be evaluated
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dörner, A.; Bures, M.; Simon, M.; Pirkl, G. Making Cognitive Ergonomics in the Human–Computer Interaction of Manufacturing Execution Systems Assessable: Experimental and Validation Approaches to Closing Research Gaps. Machines 2024, 12, 195. https://doi.org/10.3390/machines12030195
Dörner A, Bures M, Simon M, Pirkl G. Making Cognitive Ergonomics in the Human–Computer Interaction of Manufacturing Execution Systems Assessable: Experimental and Validation Approaches to Closing Research Gaps. Machines. 2024; 12(3):195. https://doi.org/10.3390/machines12030195
Chicago/Turabian StyleDörner, Andreas, Marek Bures, Michal Simon, and Gerald Pirkl. 2024. "Making Cognitive Ergonomics in the Human–Computer Interaction of Manufacturing Execution Systems Assessable: Experimental and Validation Approaches to Closing Research Gaps" Machines 12, no. 3: 195. https://doi.org/10.3390/machines12030195