
The Insulation for Machines Having a High Lifespan Expectancy, Design, Tests and Acceptance Criteria Issues

Abstract
:1. Introduction
2. Insulation System in HV Stator (Form Wound)
2.1. Environment Overview of Insulation Systems
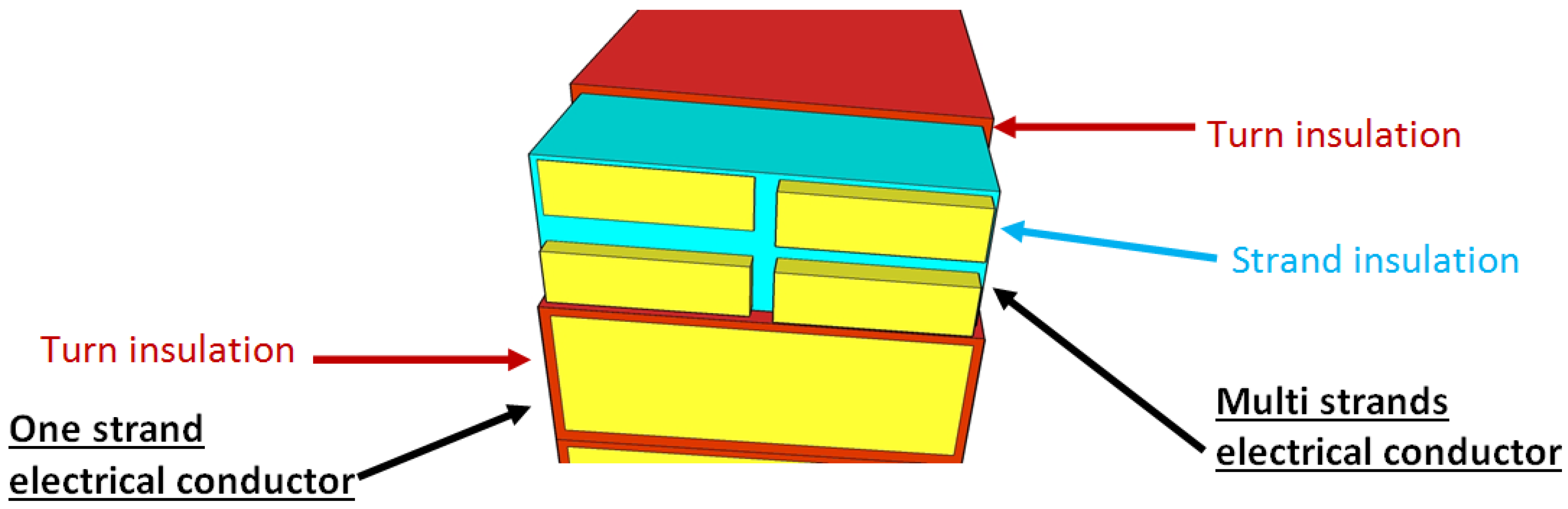
2.2. The Specificity of High Voltage Insulation System, Functional Aspect
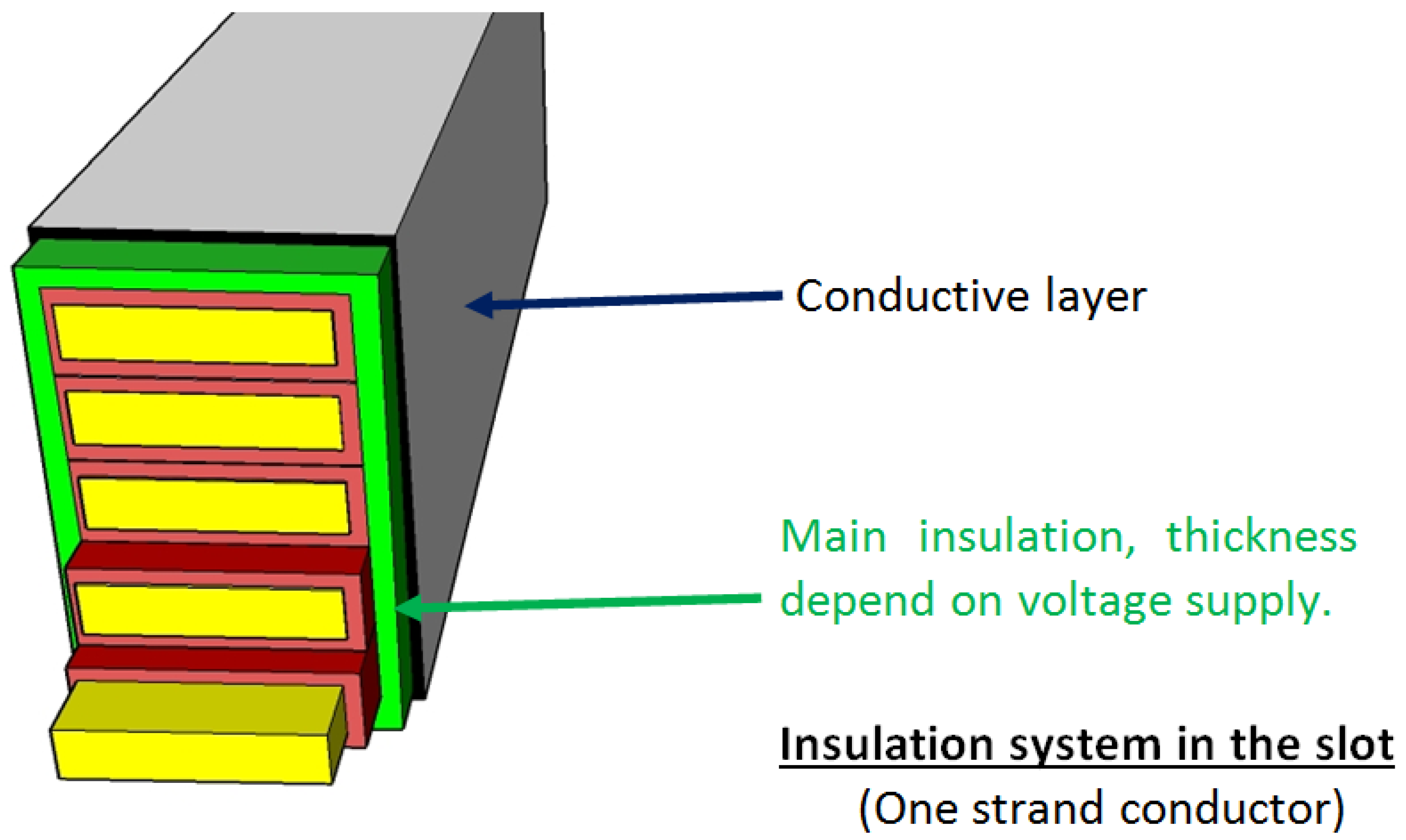
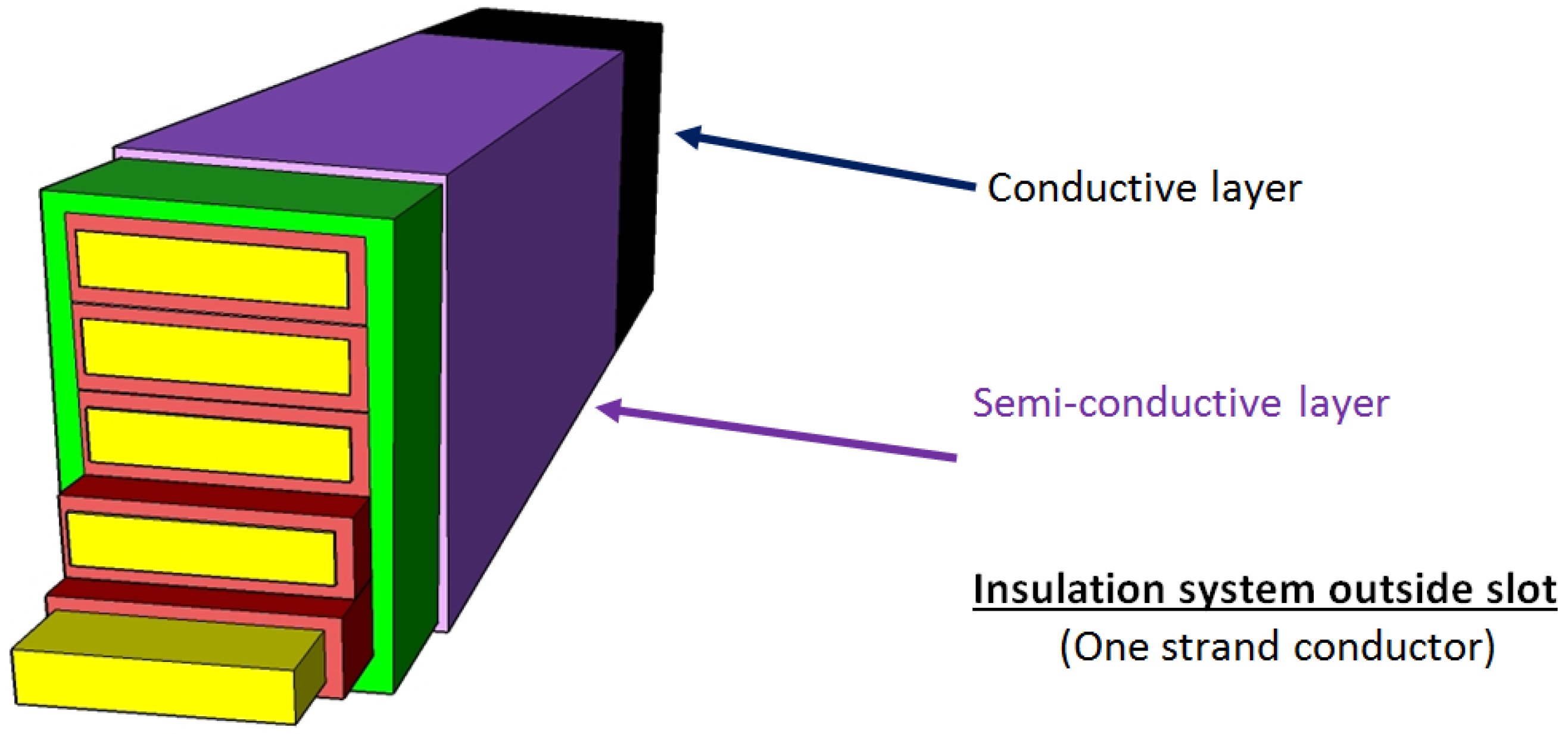
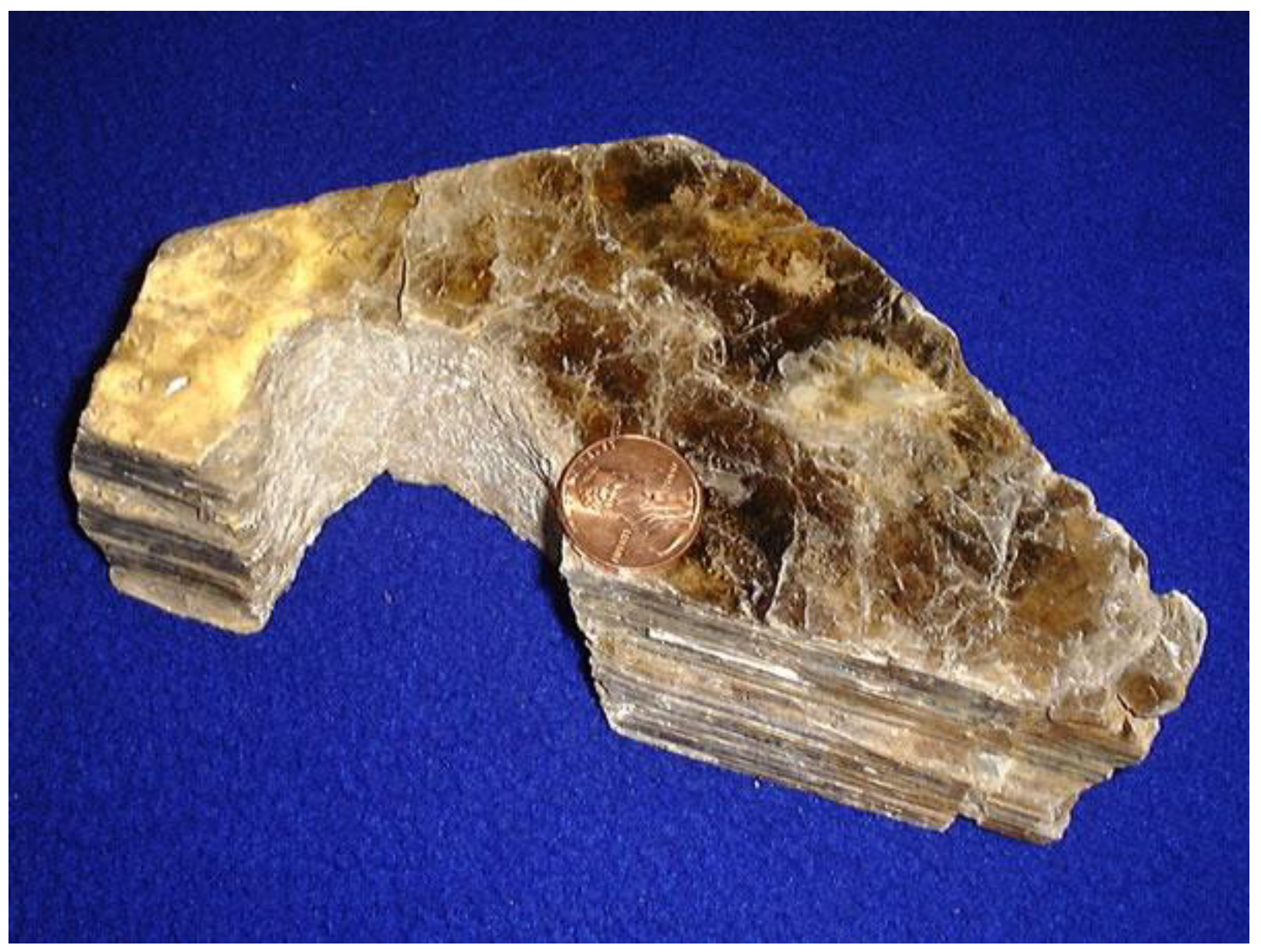
2.3. The Design of High Voltage Insulation Systems and the Main Raw Materials
- X is K, Na, or Ca or less commonly Ba, Rb, or Cs;
- Y is Al, Mg, or Fe or less commonly Mn, Cr, Ti, Li, etc.;
- Z is chiefly Si or Al, but also may include Fe3+ or Ti.
3. Insulation System and its Aging
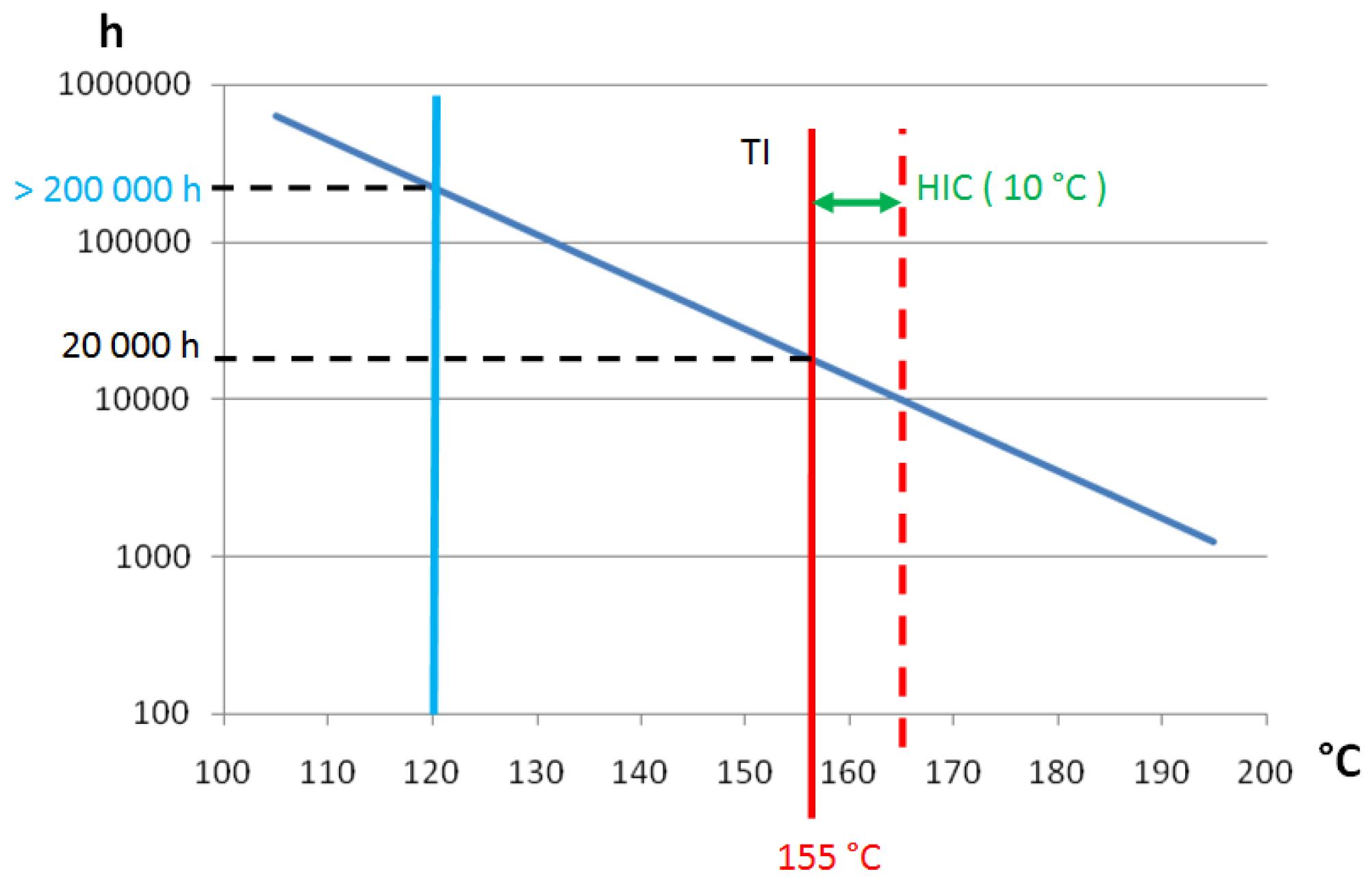
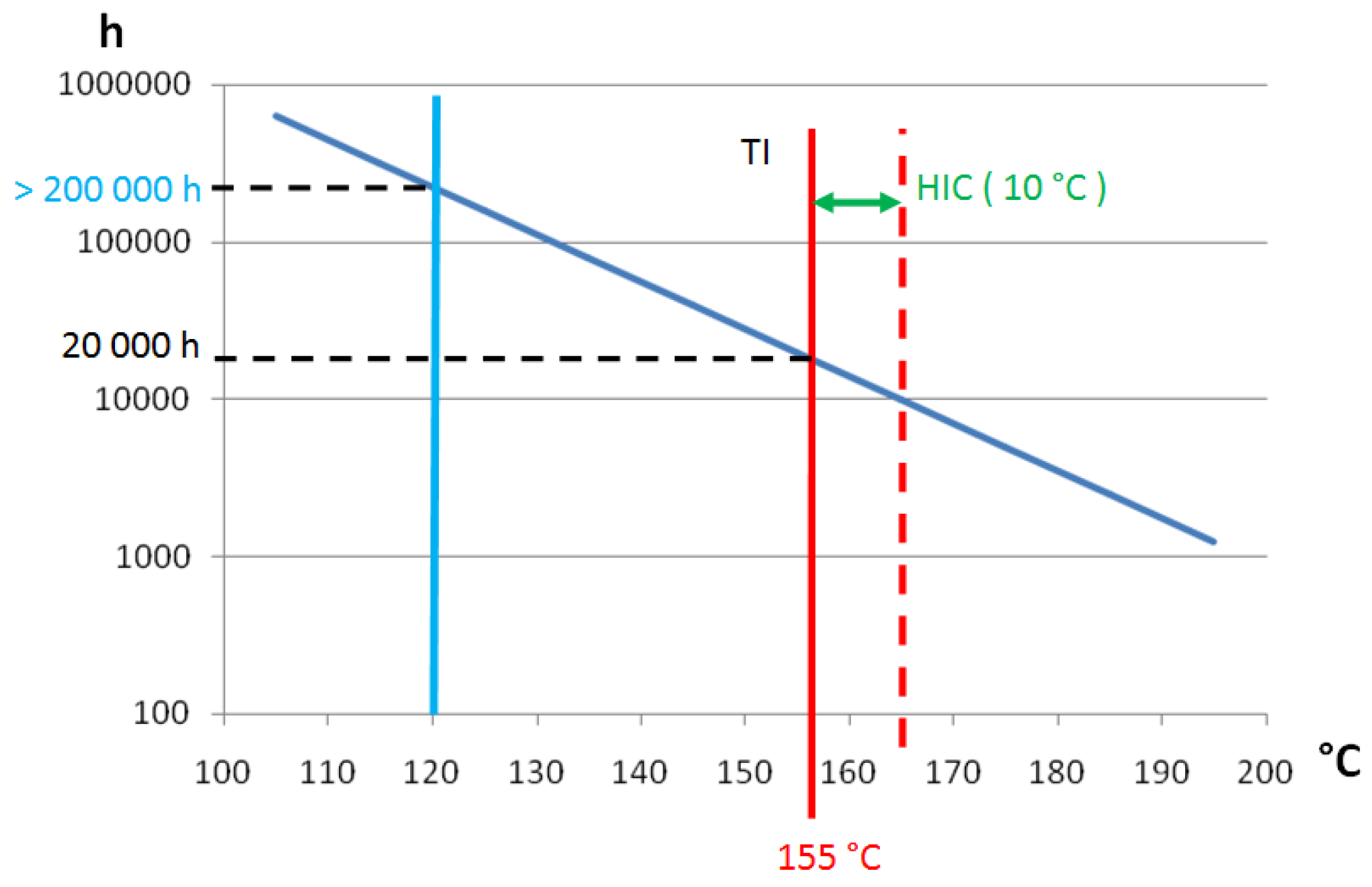
3.1. The Thermal Ageing in Front of Standards
3.2. Ageing Parameter Other Than Thermal Ageing in Front of Standards
4. Standards Evolutions and Experimental Aspects
4.1. Standards Evolution and Manufacturing Progress in Insulation Knowledge, a Historical Example
4.2. Insulation Knowledge, Qualification and Acceptance Tests
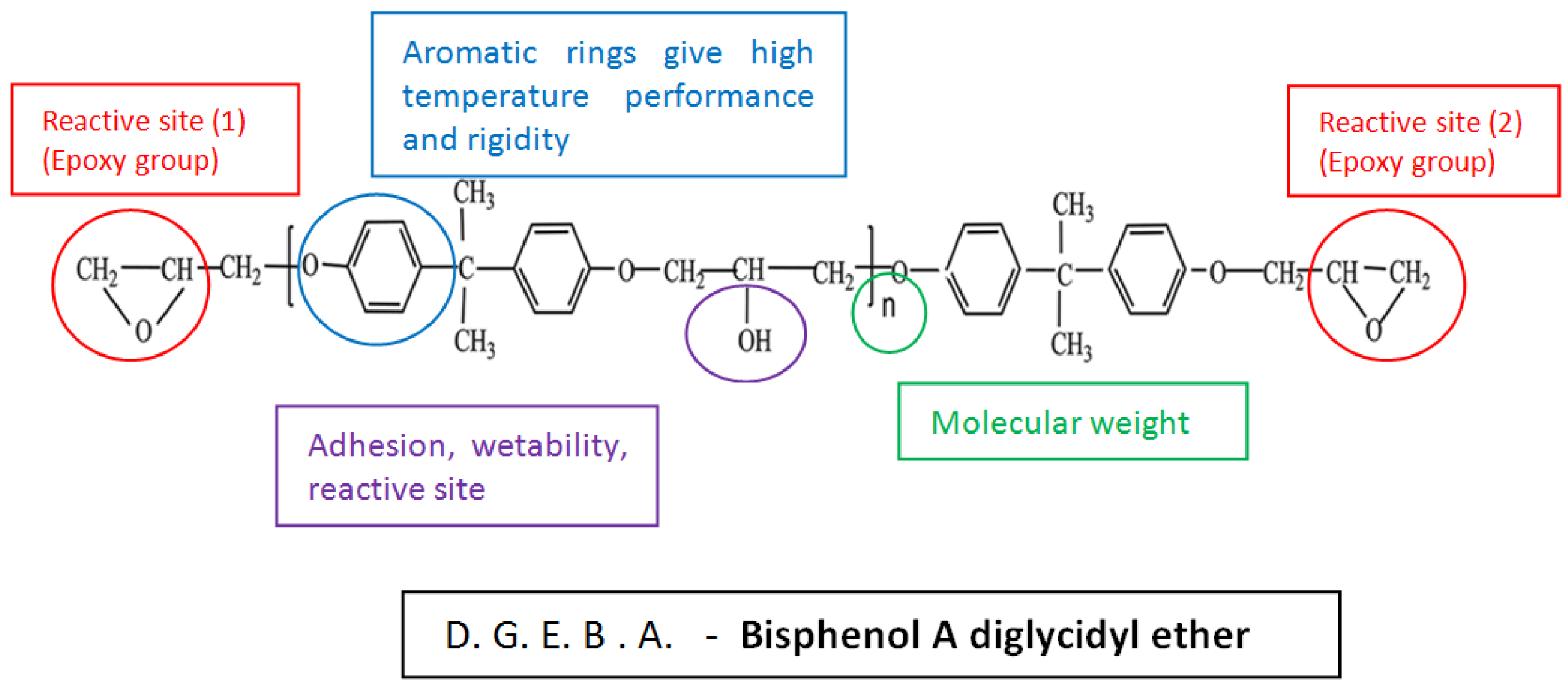
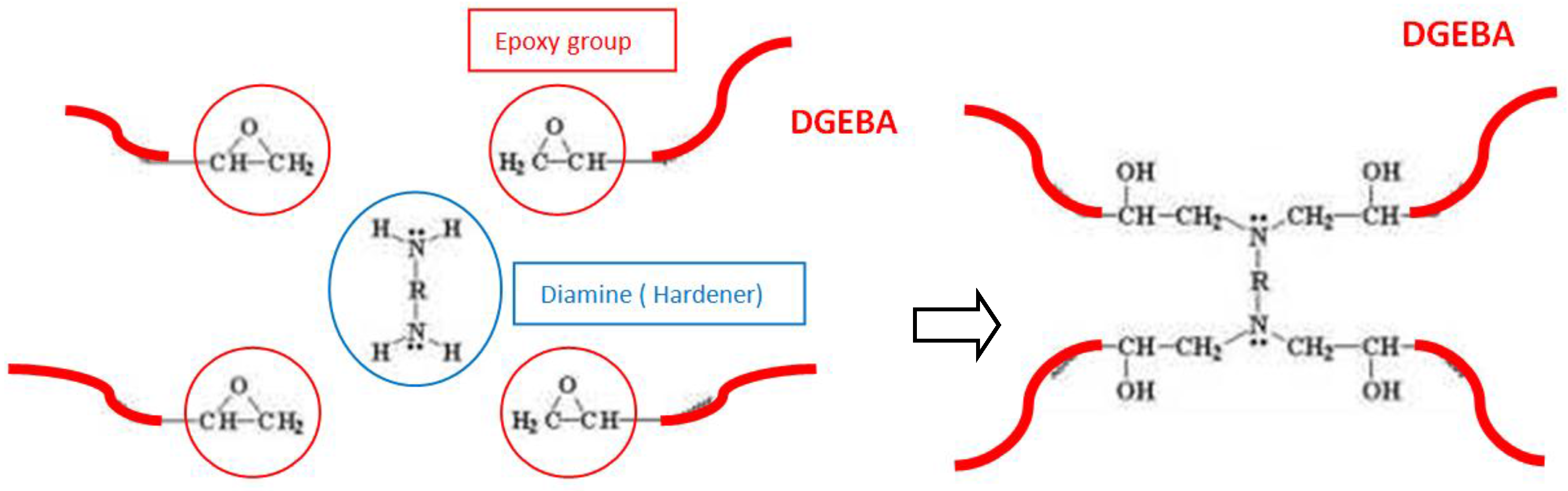
5. Bonding Material: the Epoxy Resin, the Weakest Part of the Insulation System
6. The Defects and How to Find Them
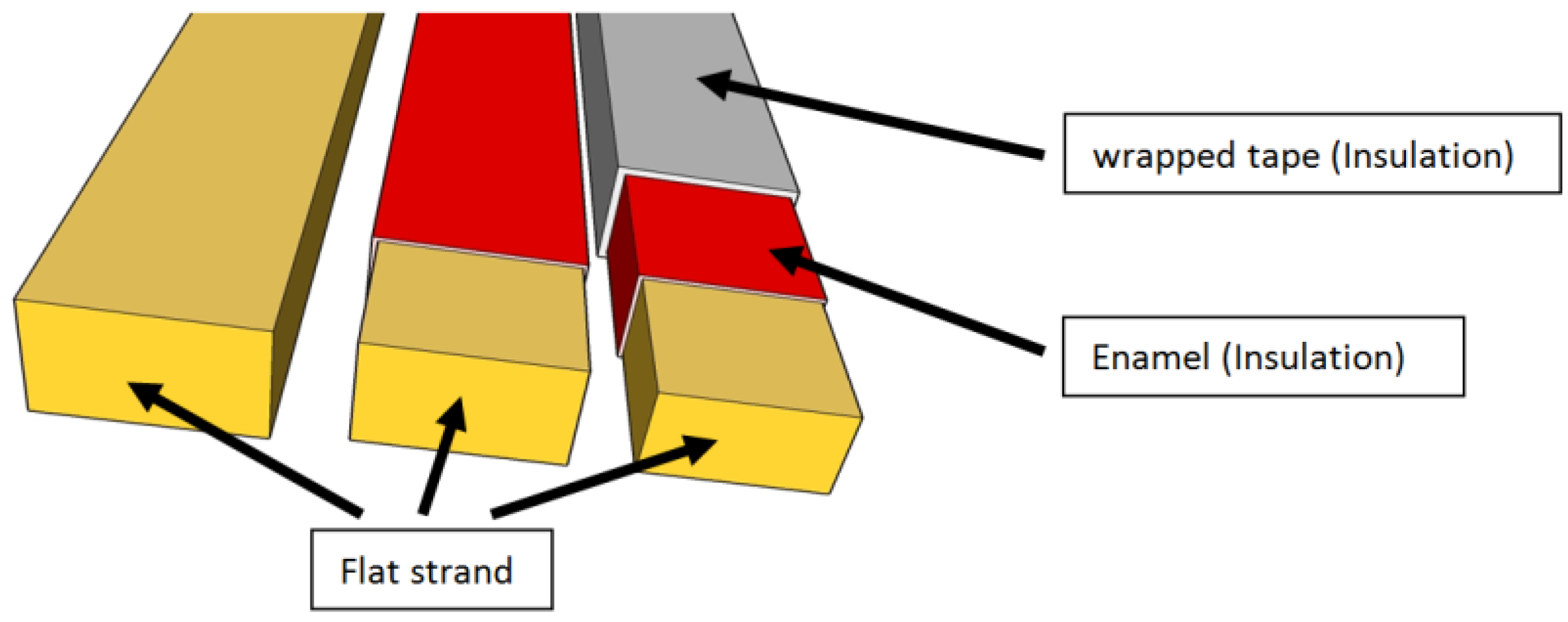
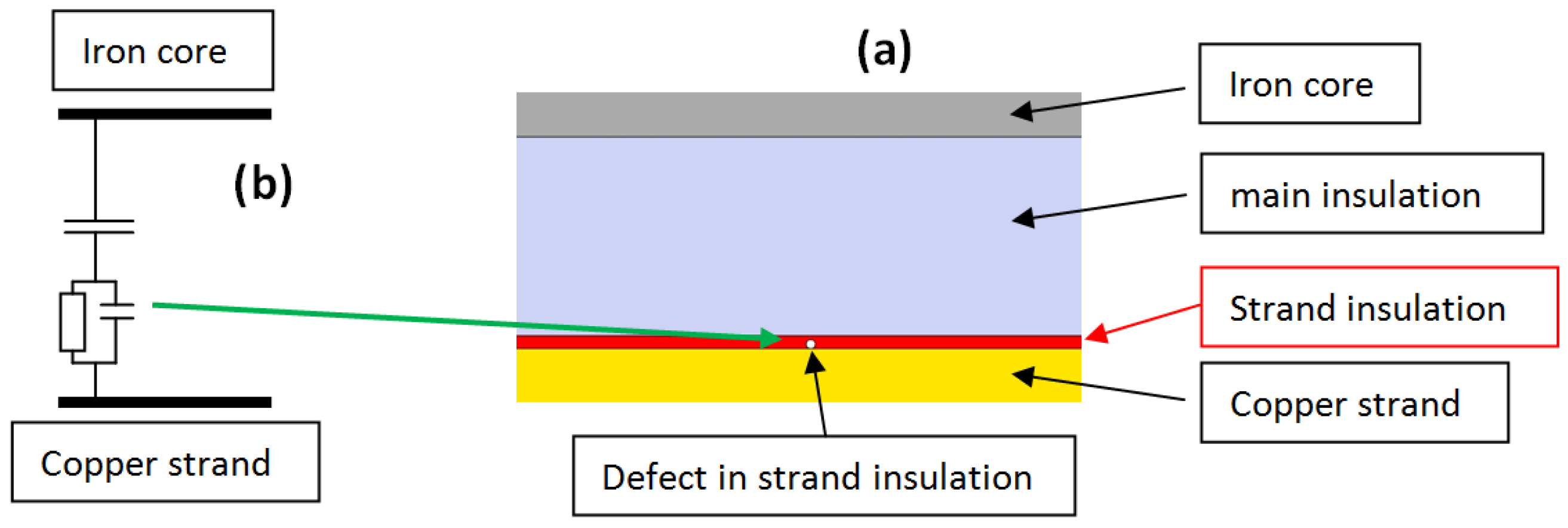
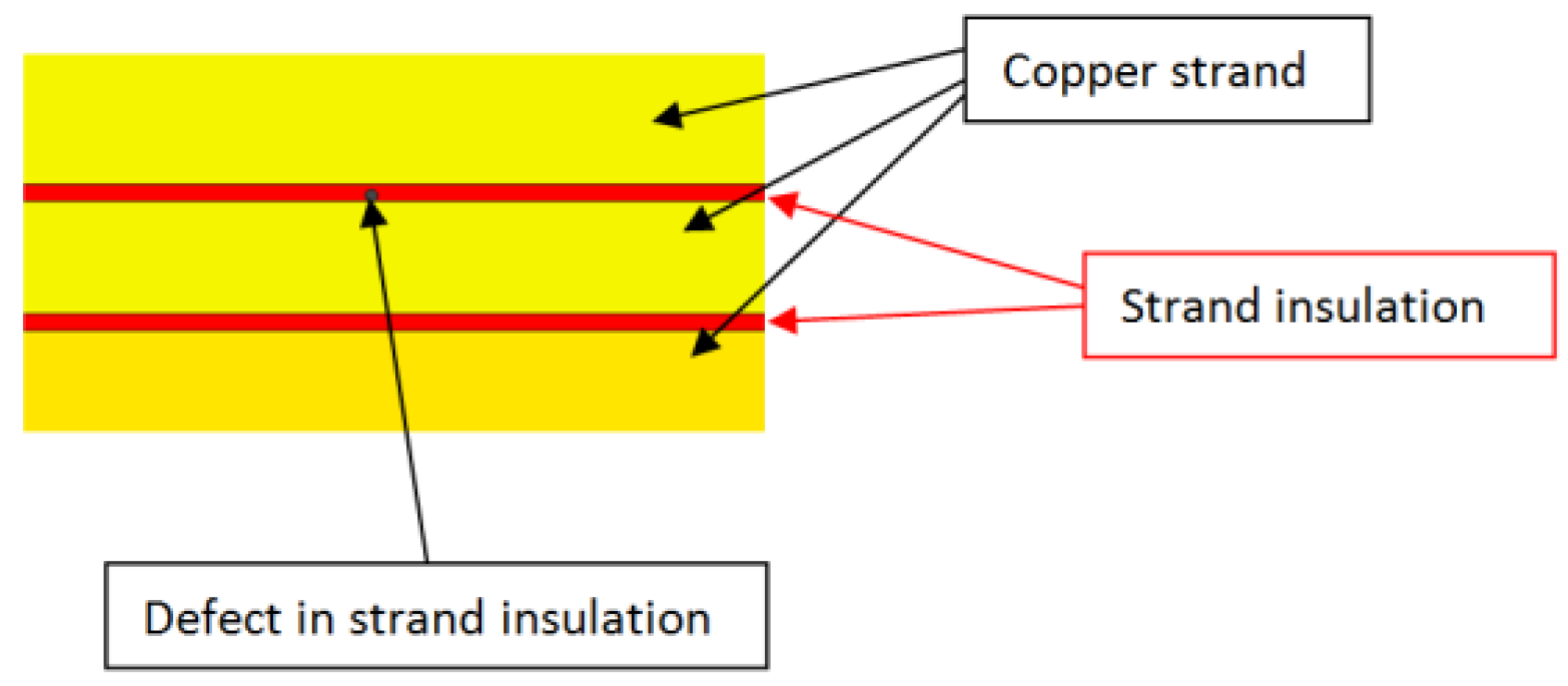
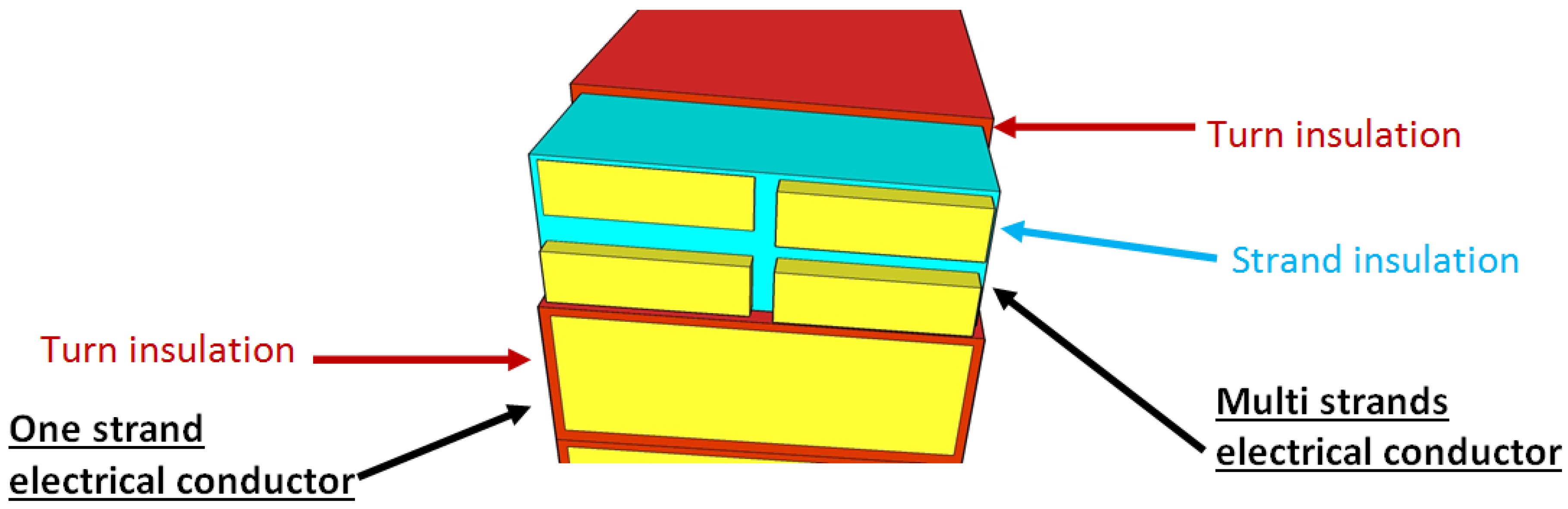
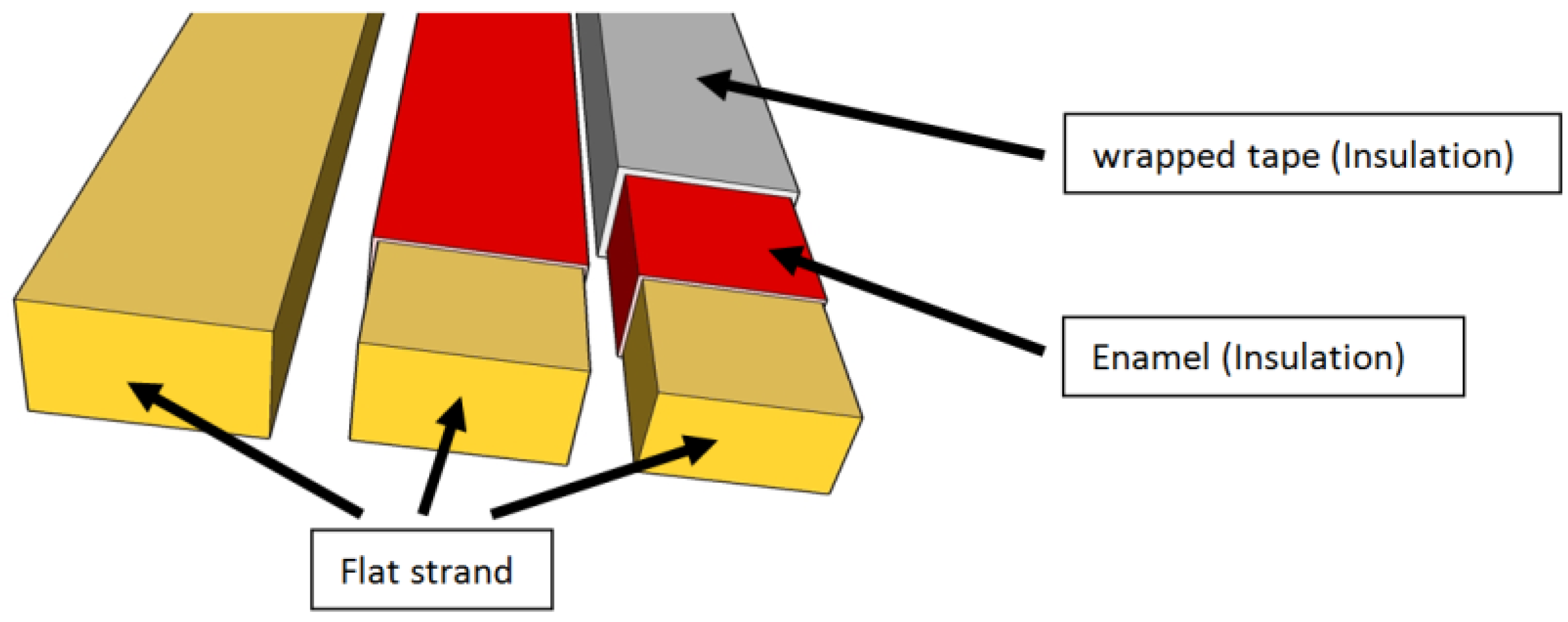
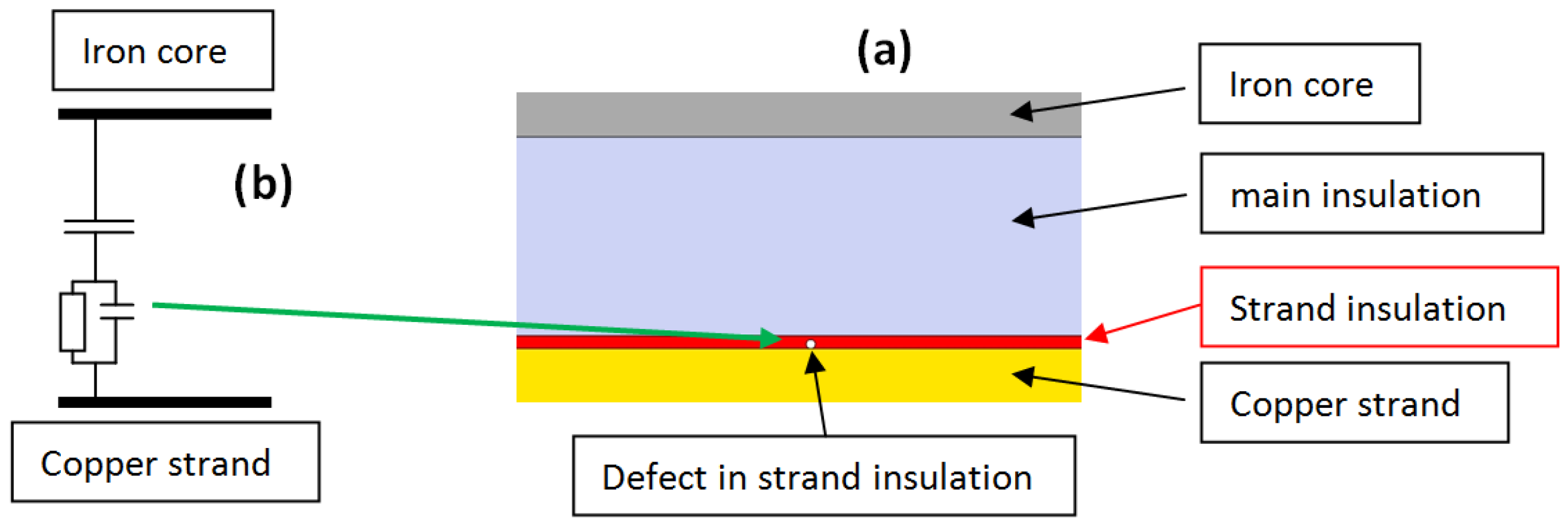
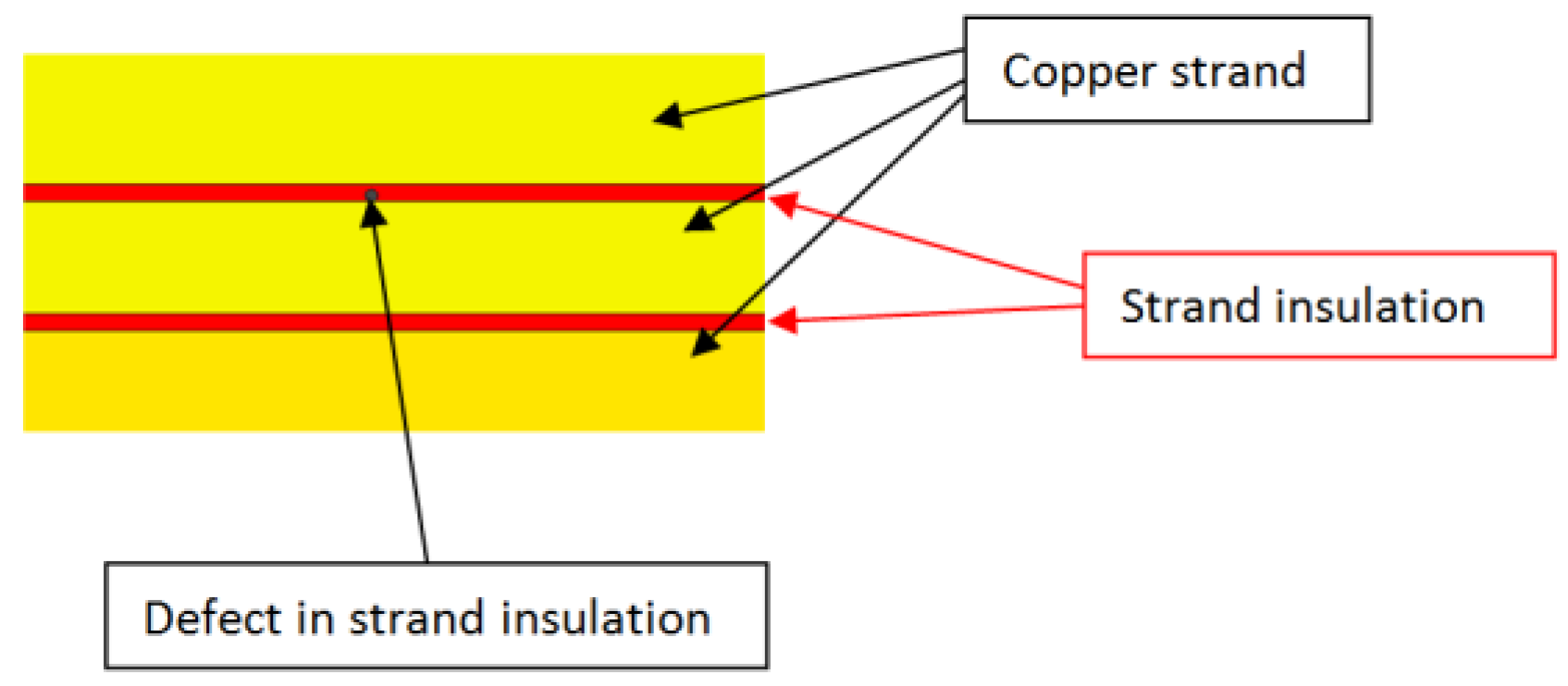
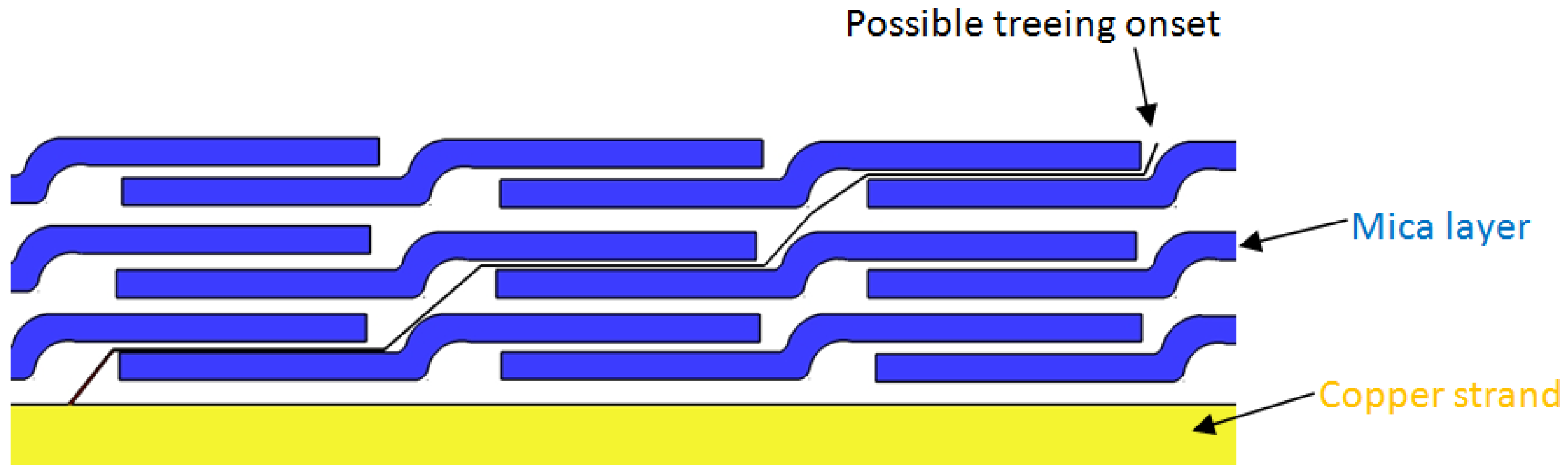
6.1. Strand Insulation, Criteria and Issue
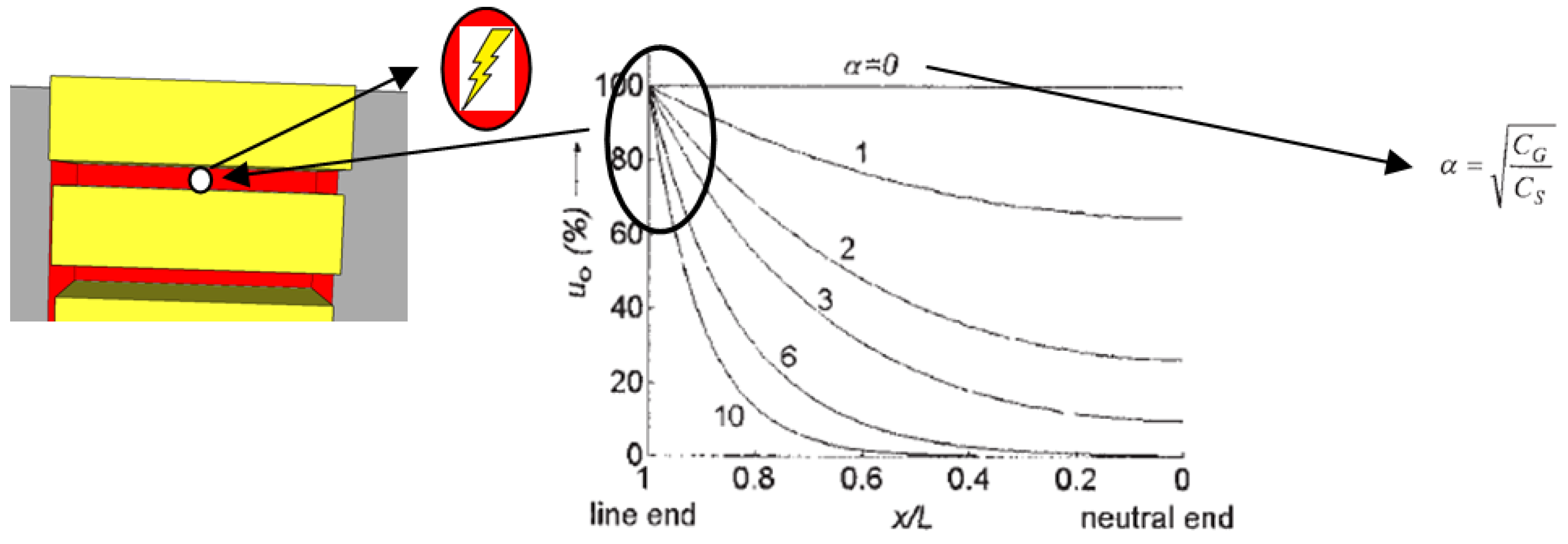
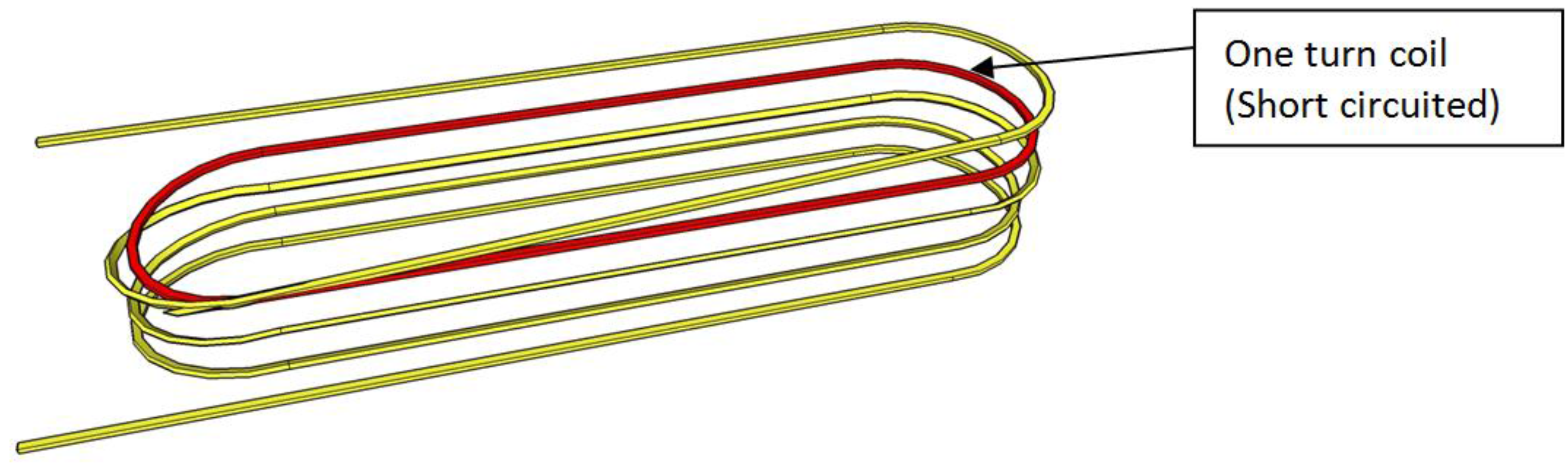
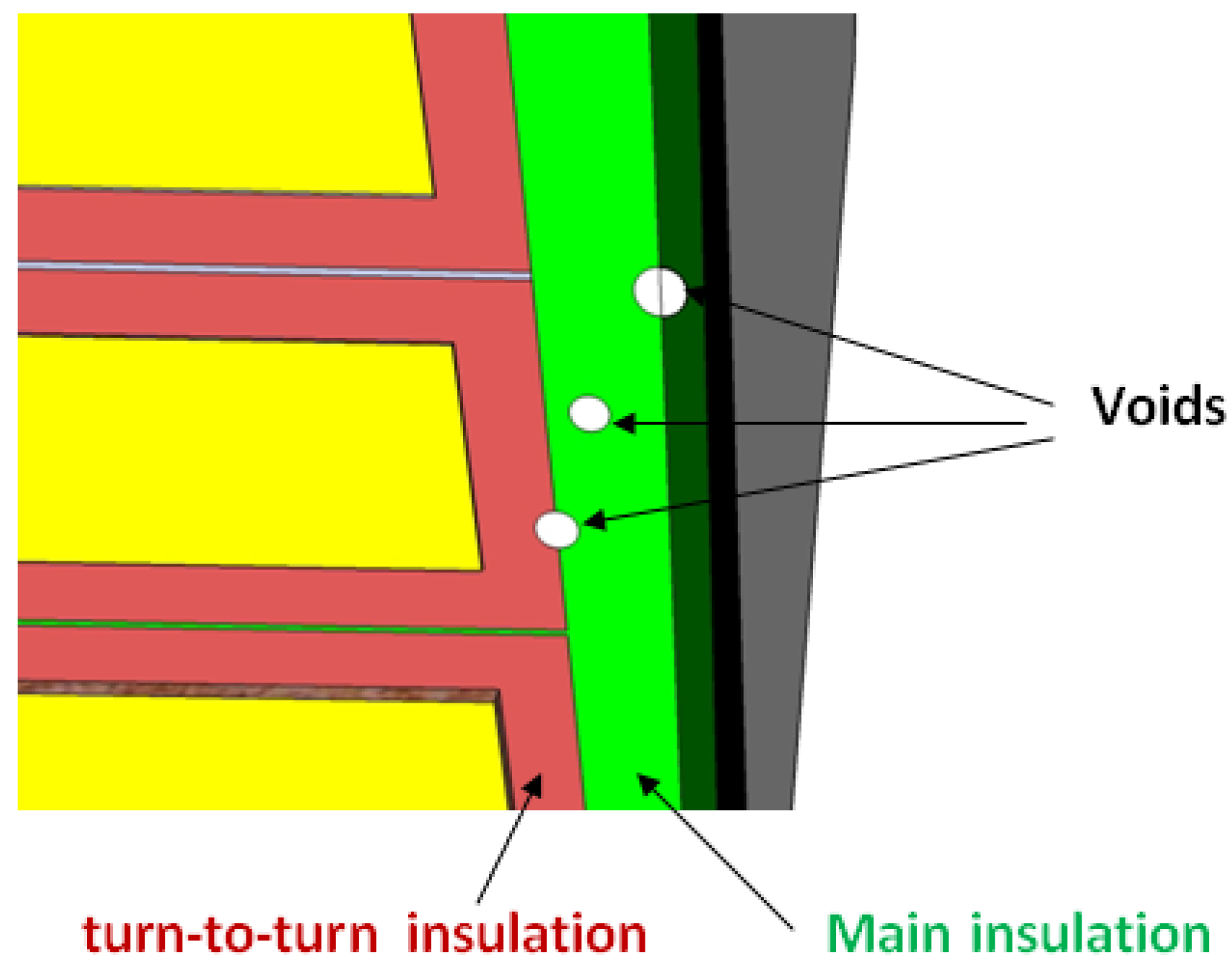
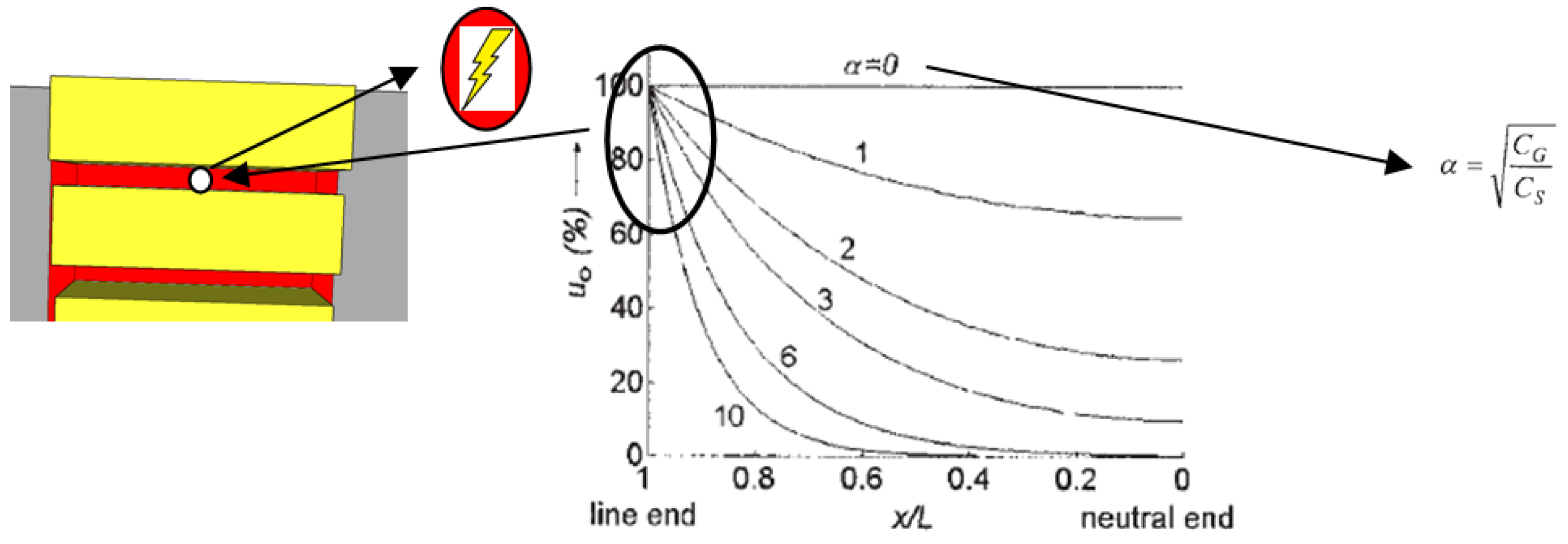
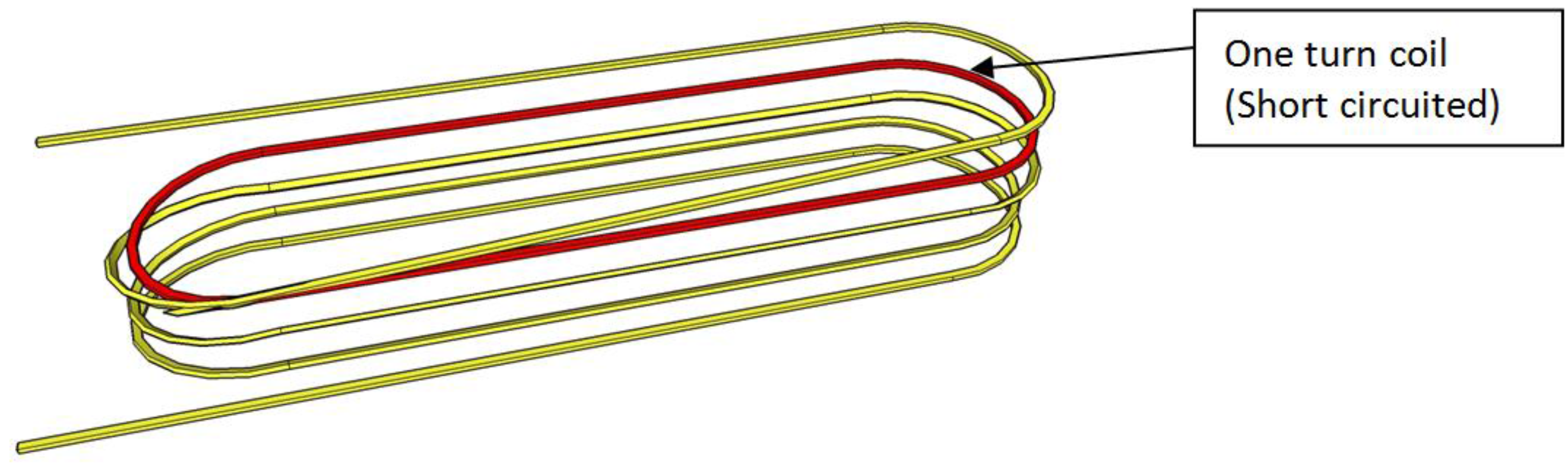
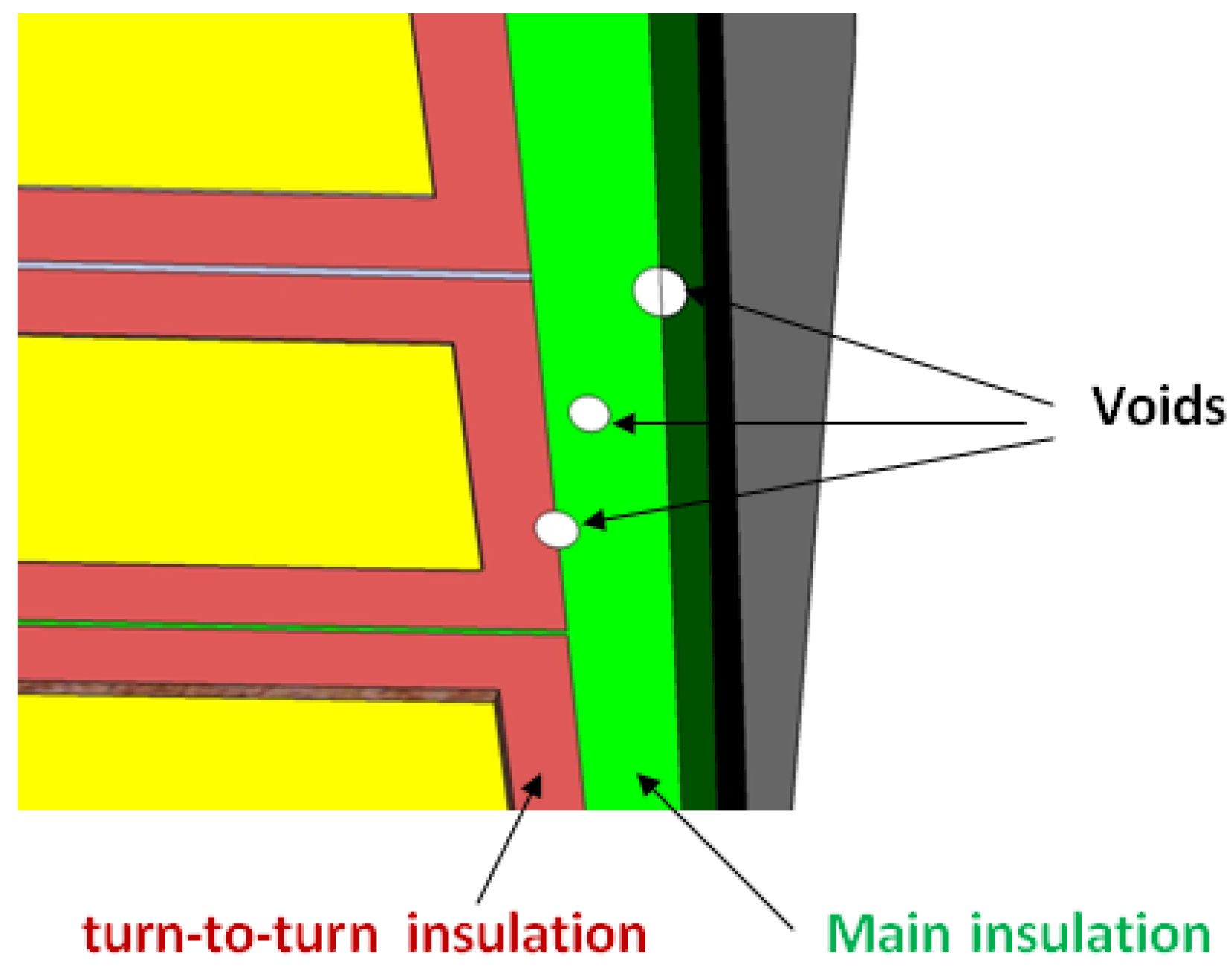
6.2. Turn Insulation, Criteria and Issue
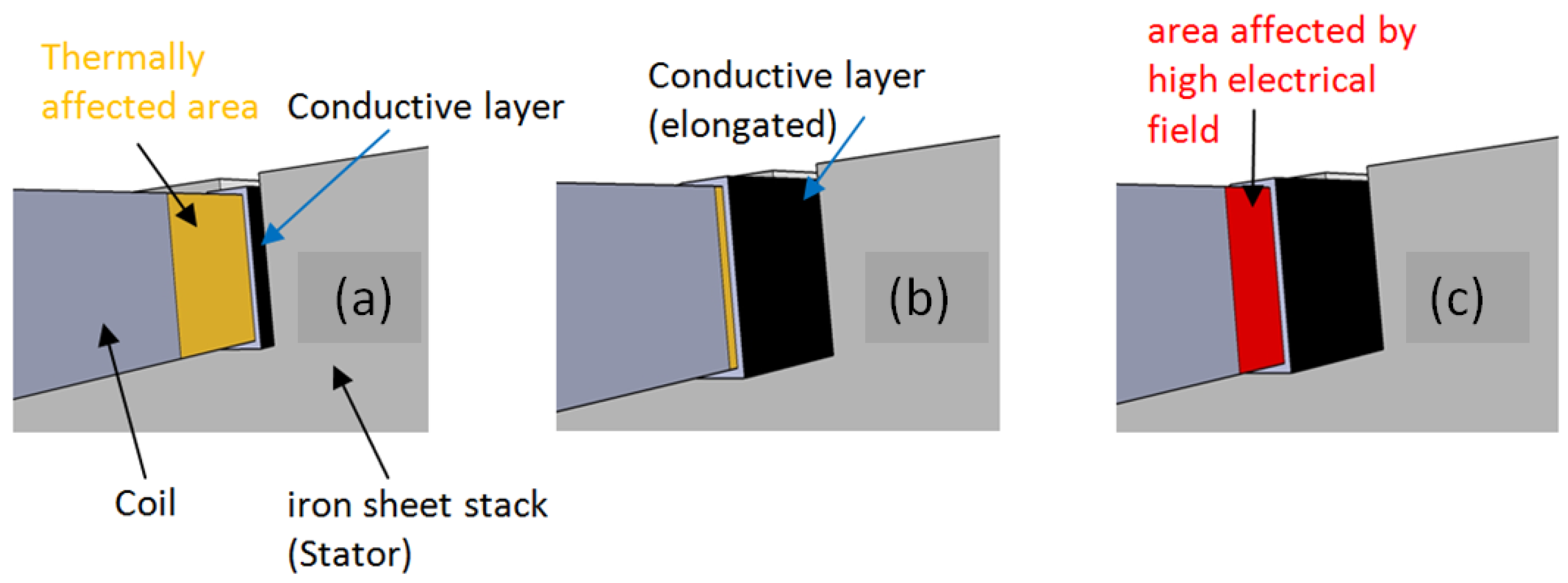
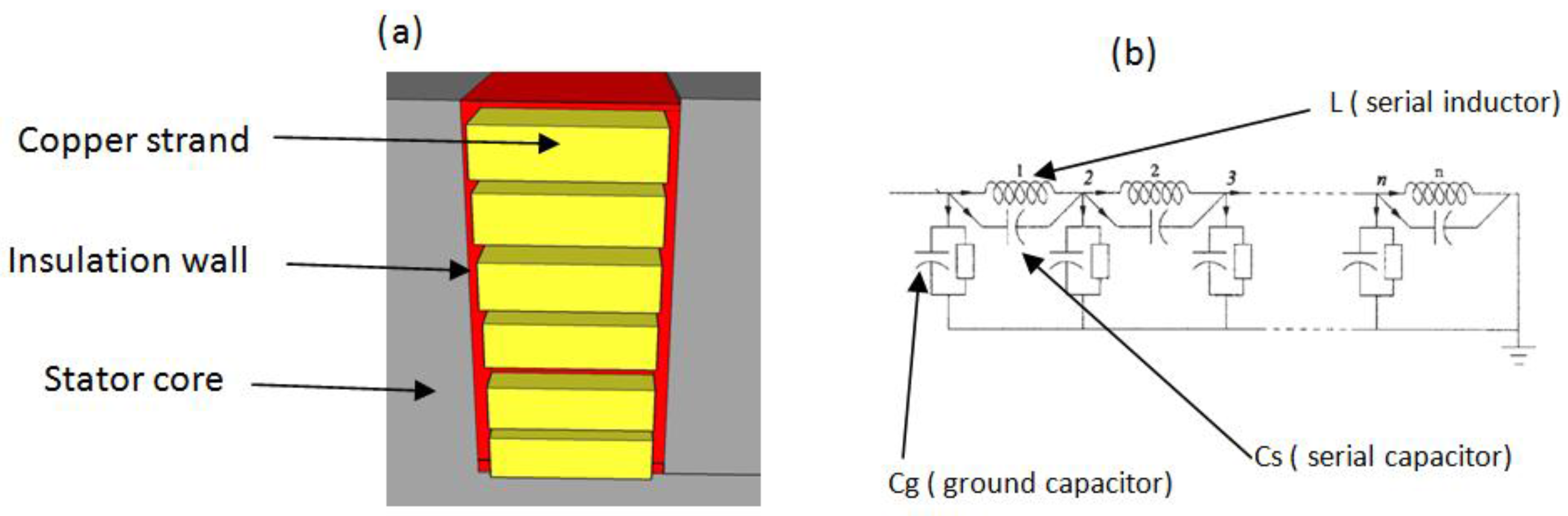
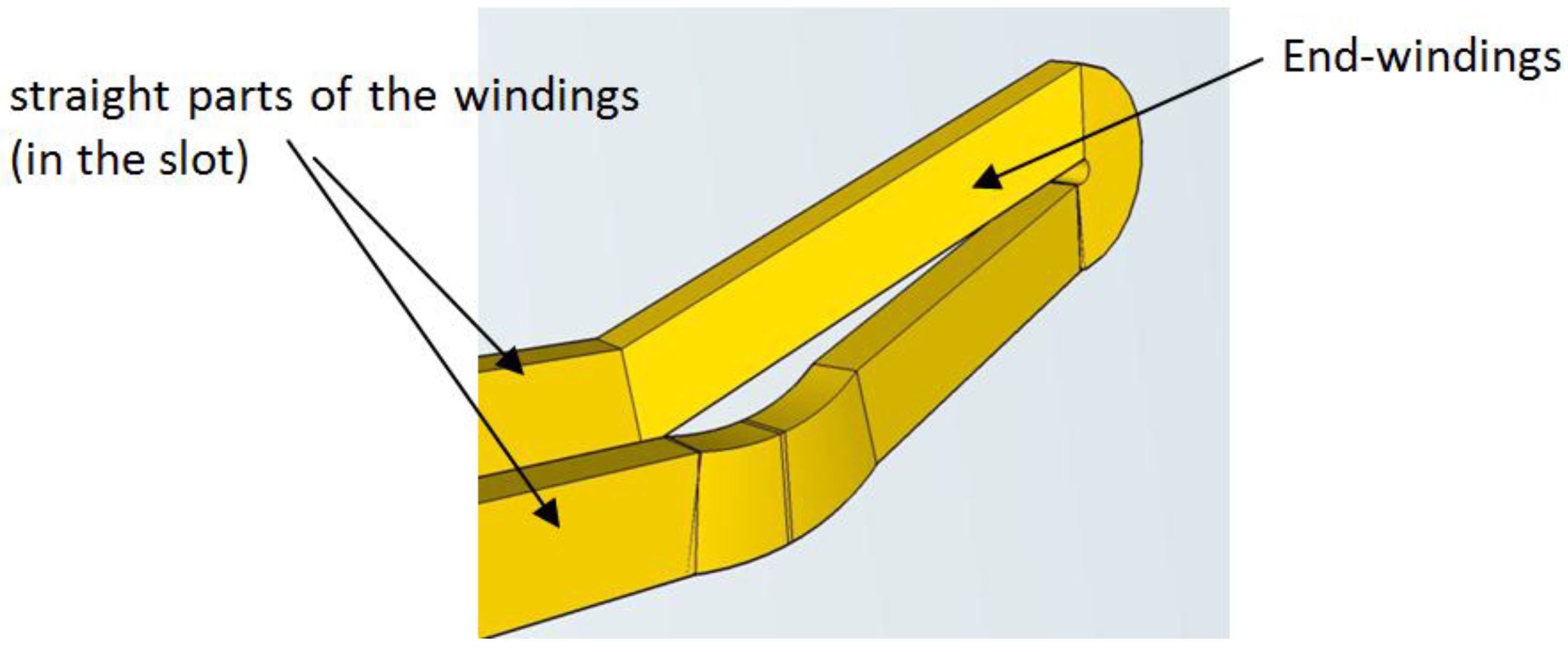
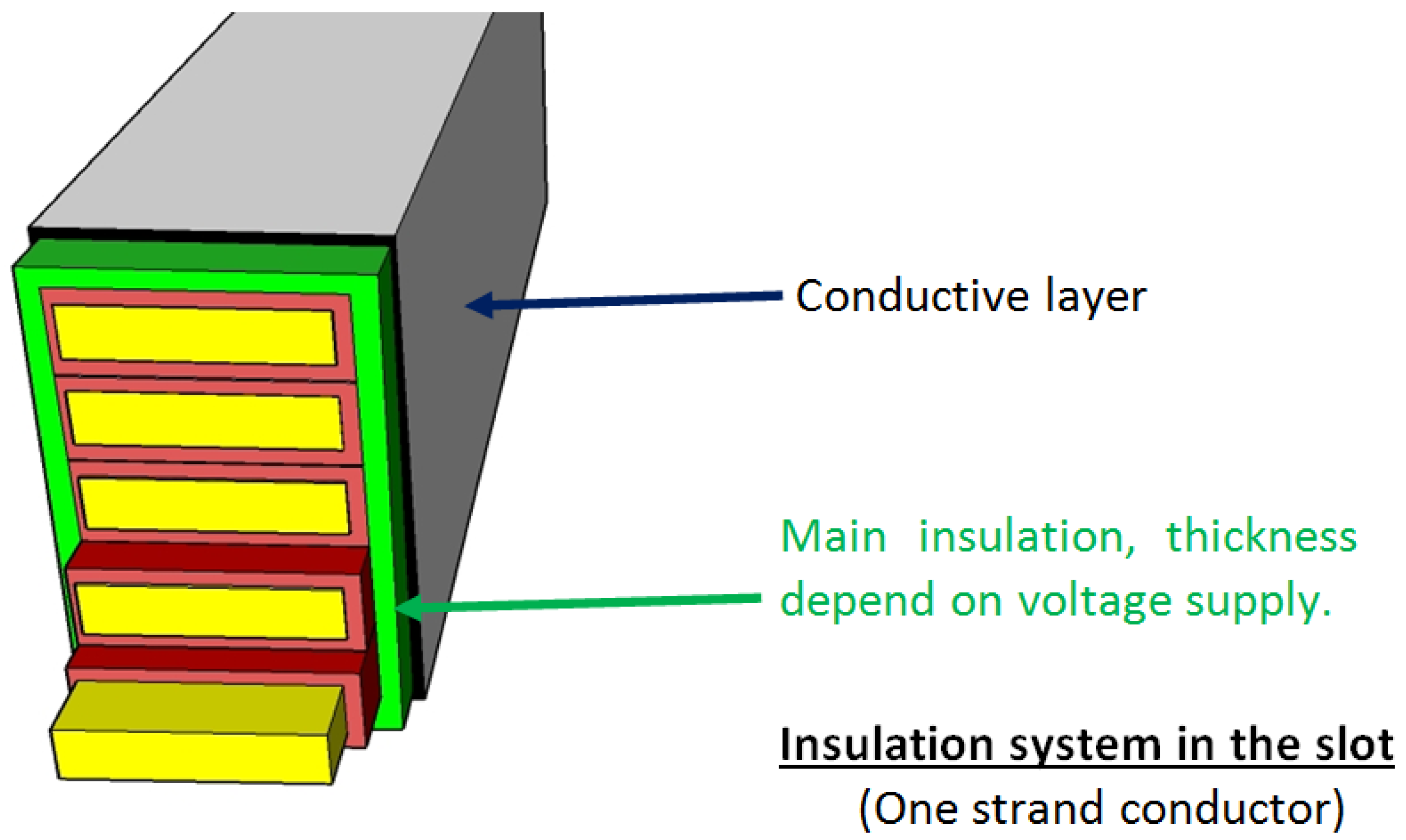
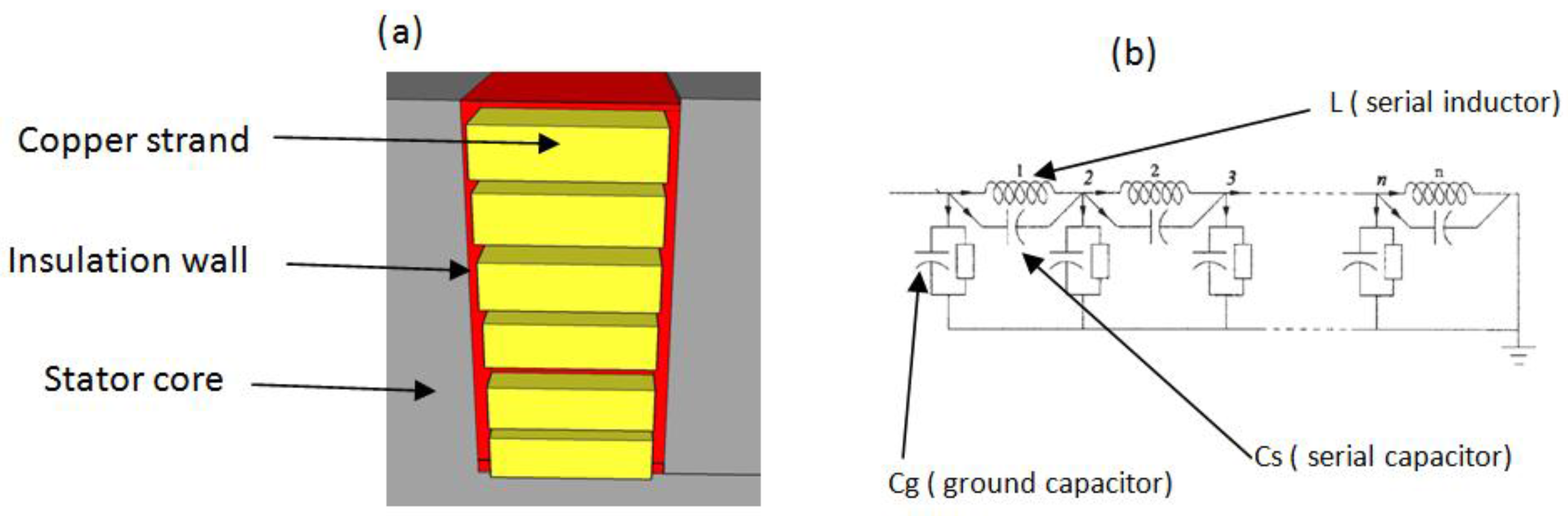
6.3. Main Insulation in the Slot, Criteria and Issues
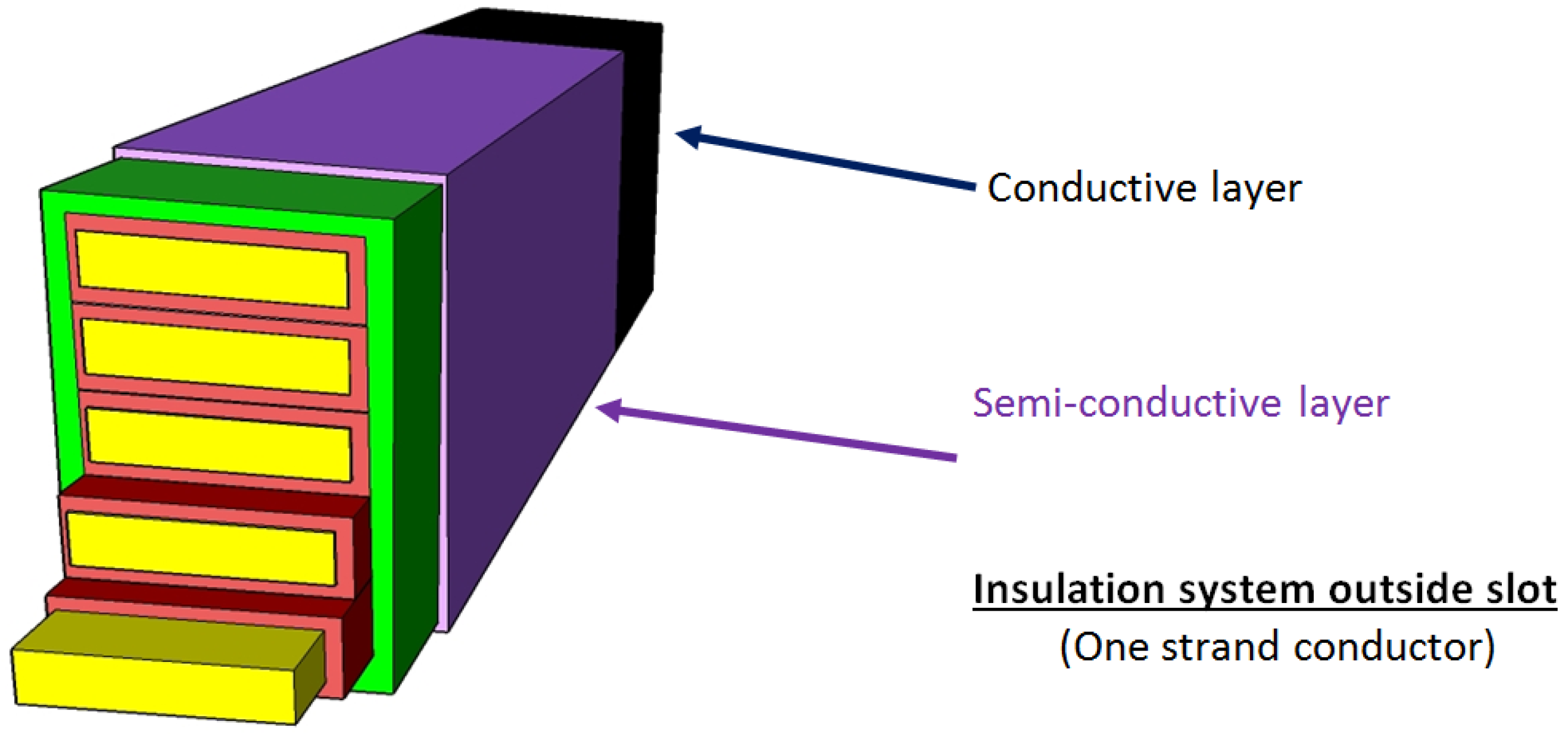
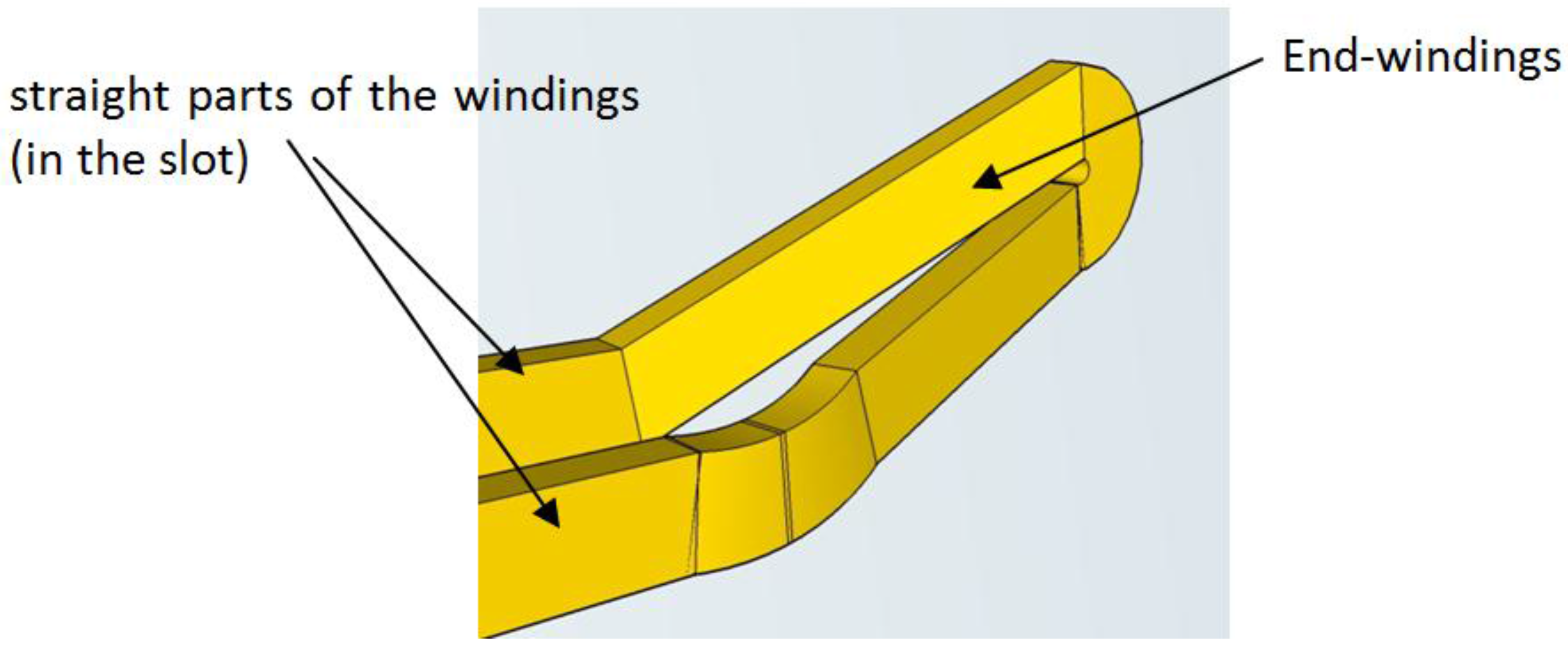
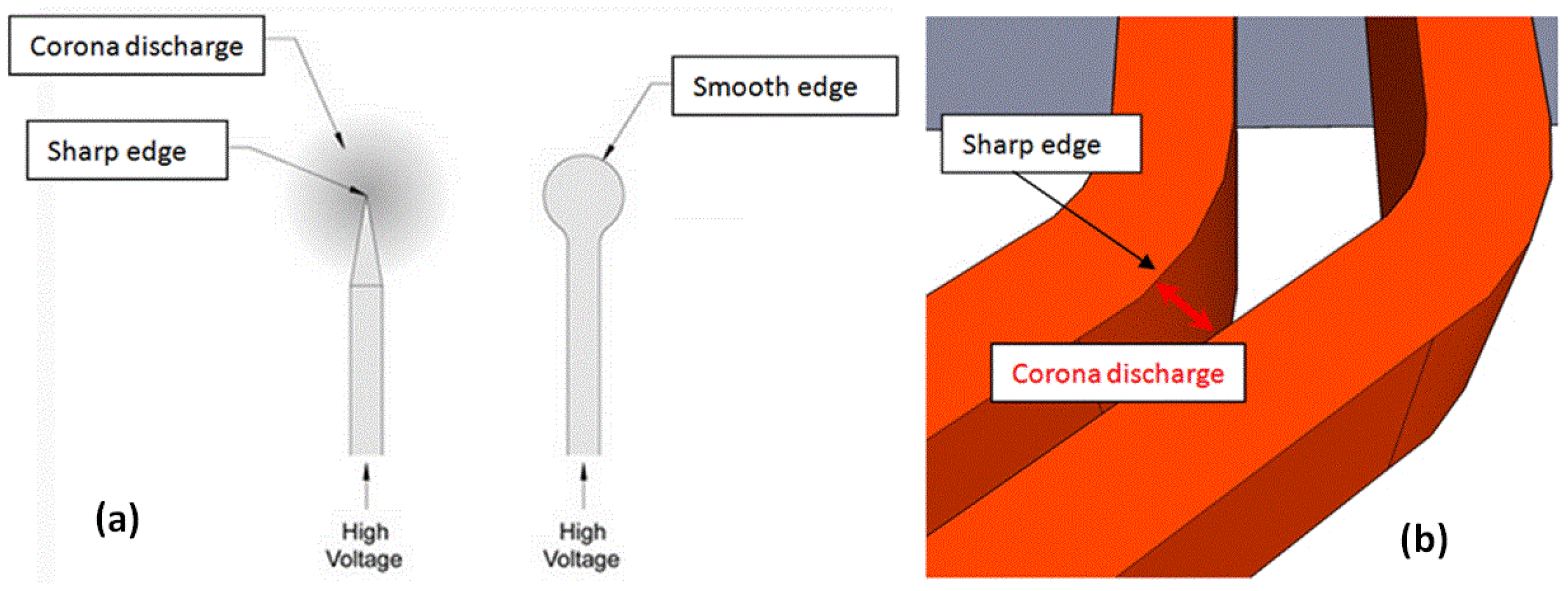
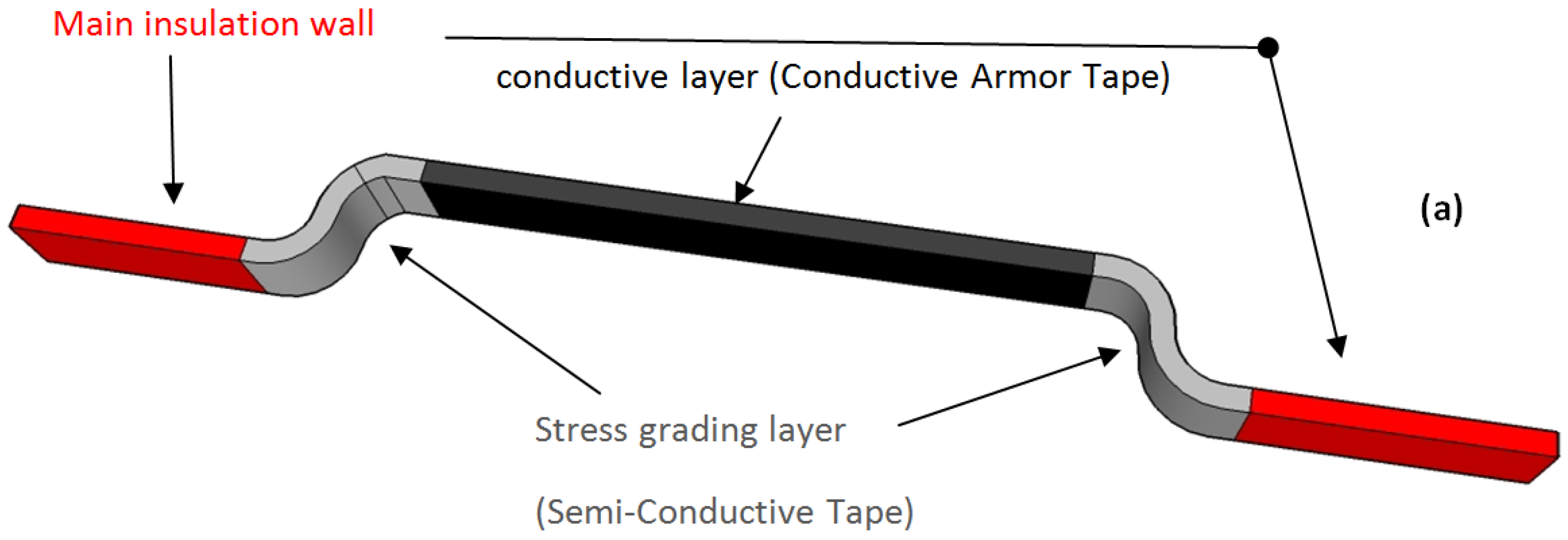
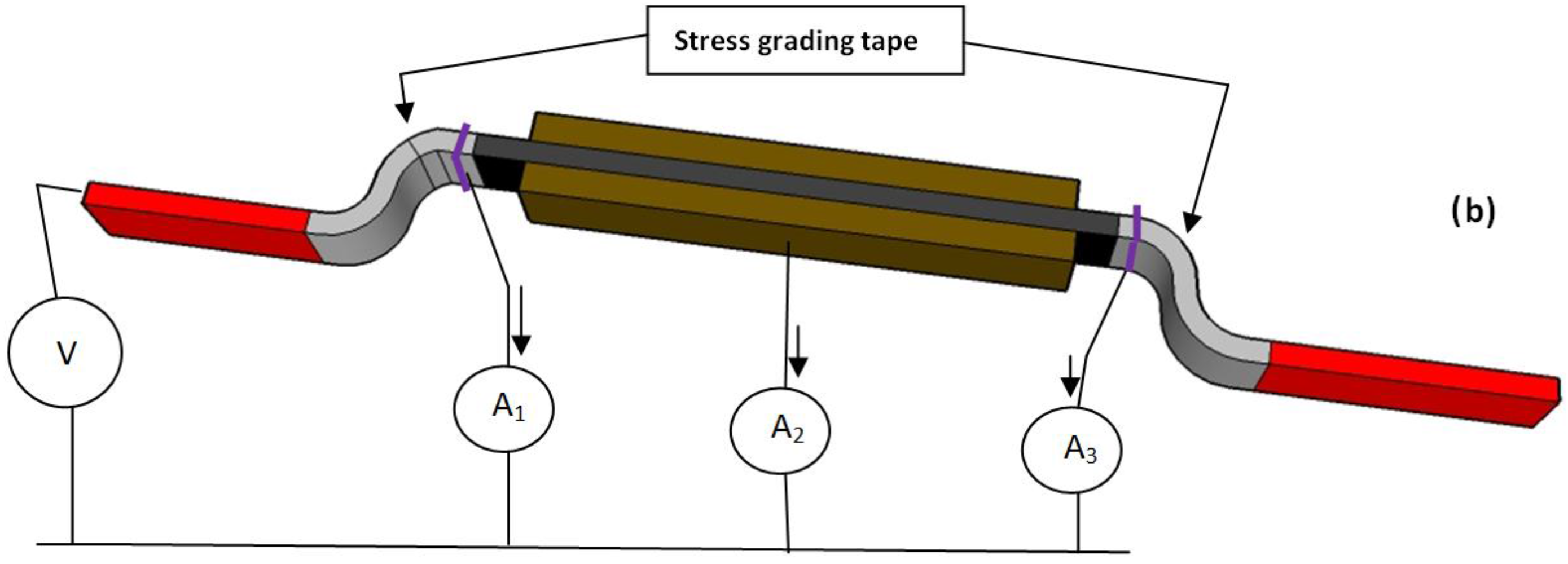
6.4. Main Insulation in the End Winding Area, Criteria and Issue
7. Knowledge Base and its Influence on Insulation Process
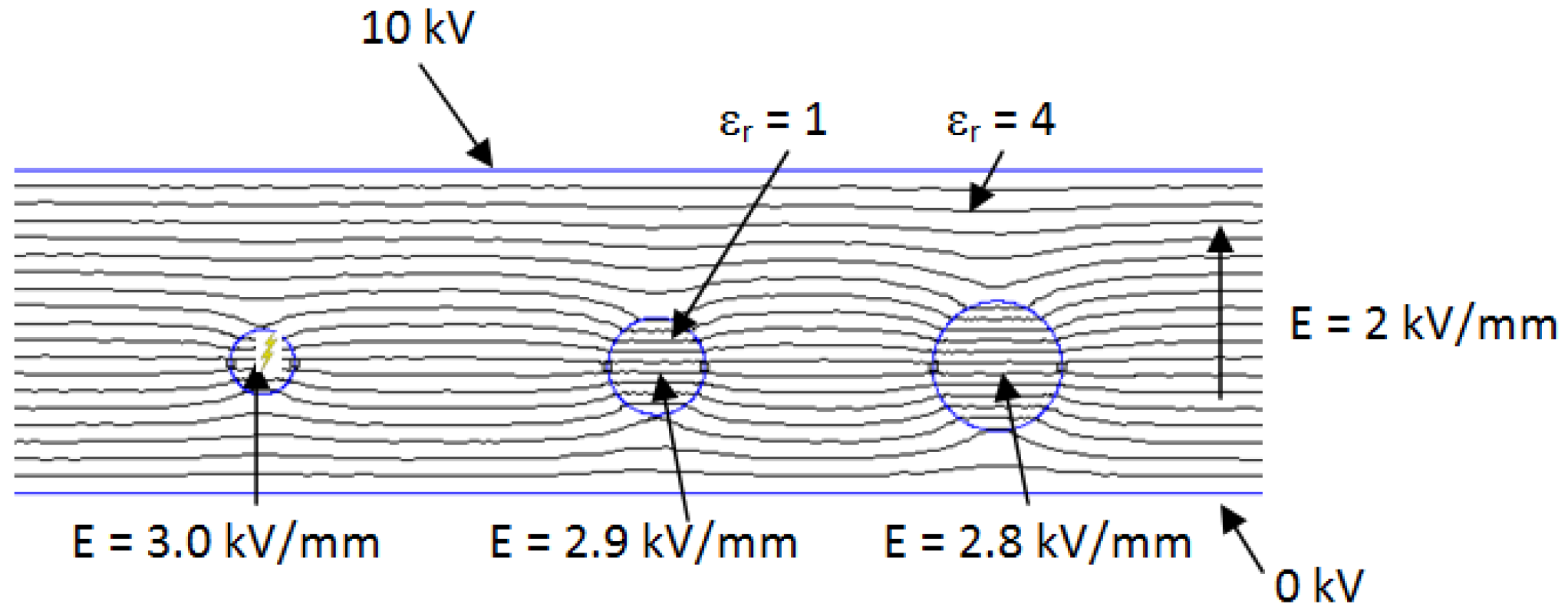
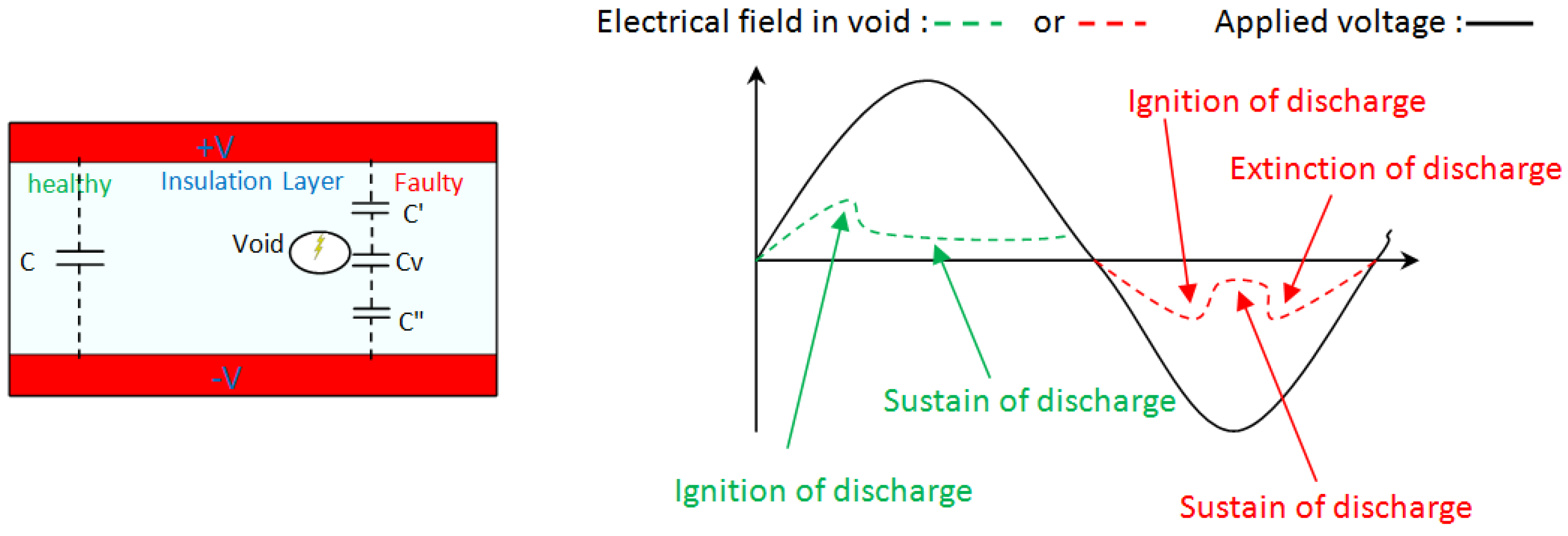
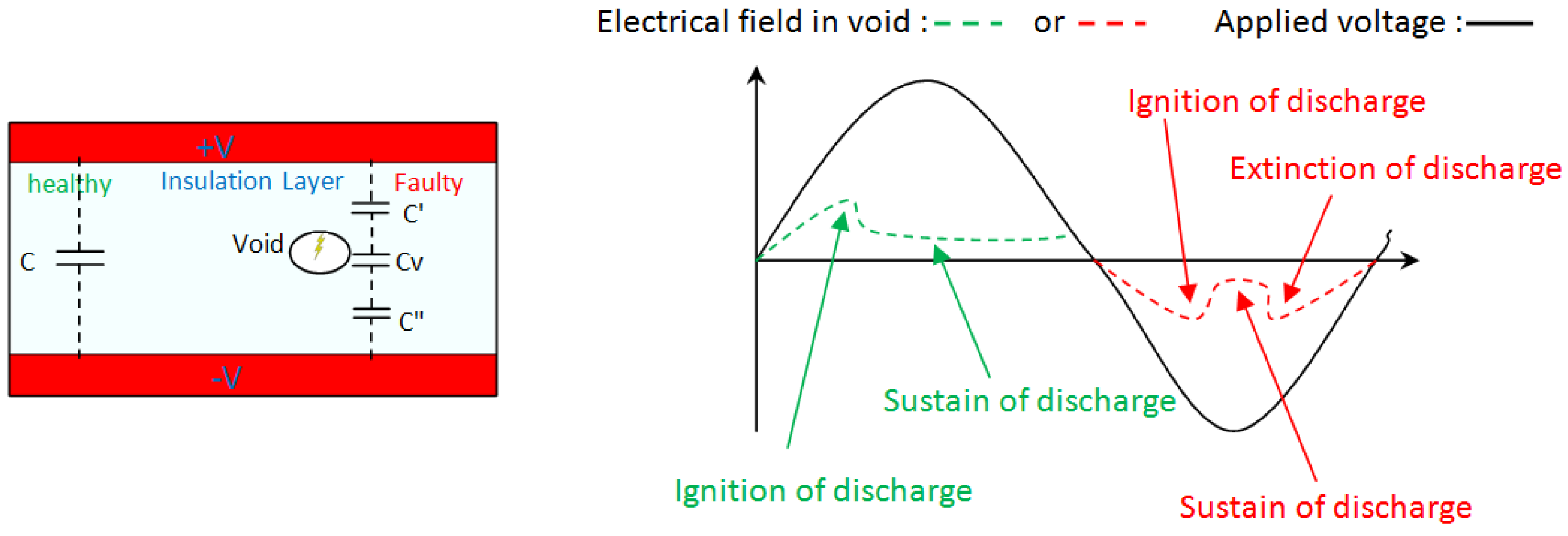
7.1. Partial Discharges Mechanism
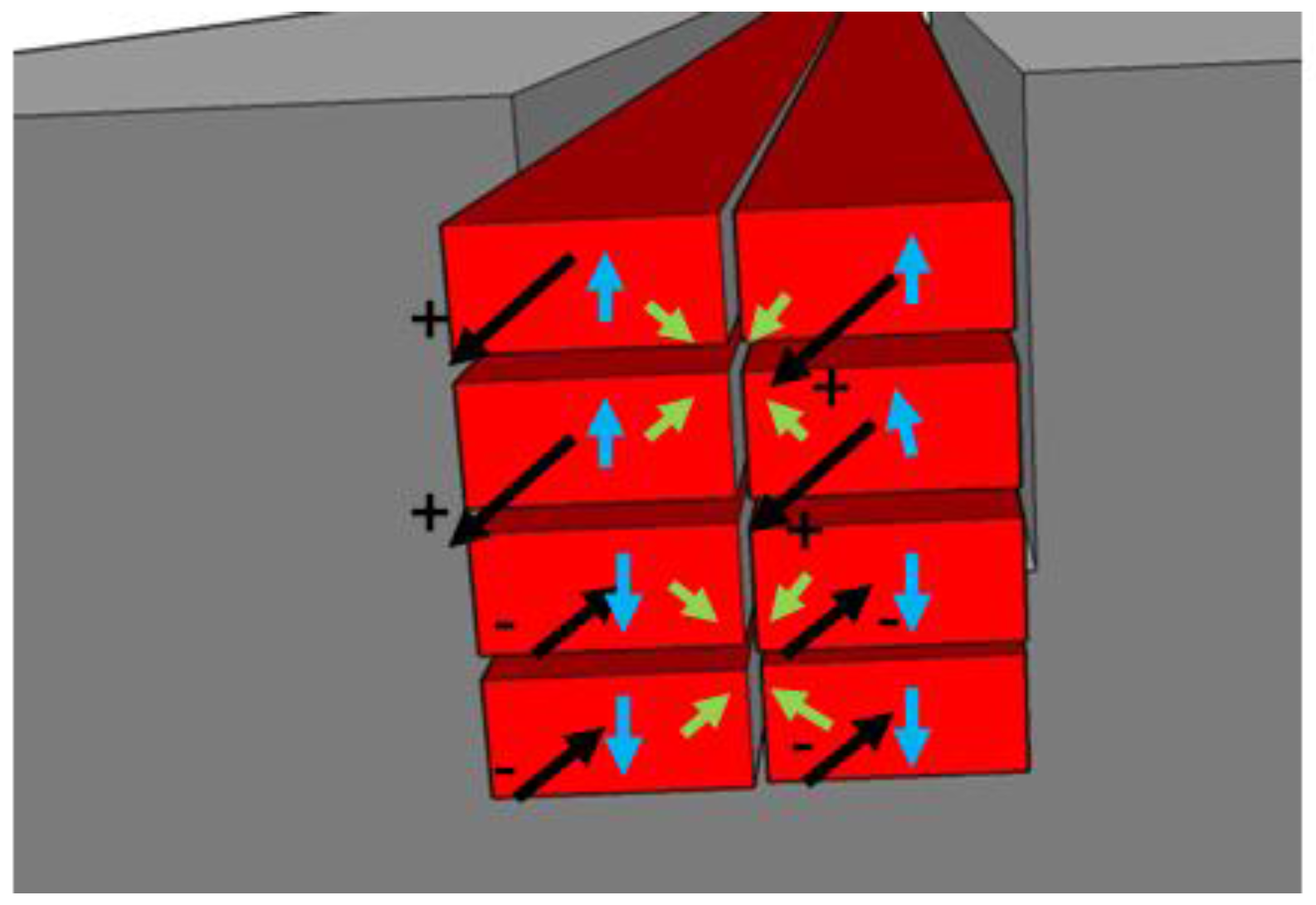
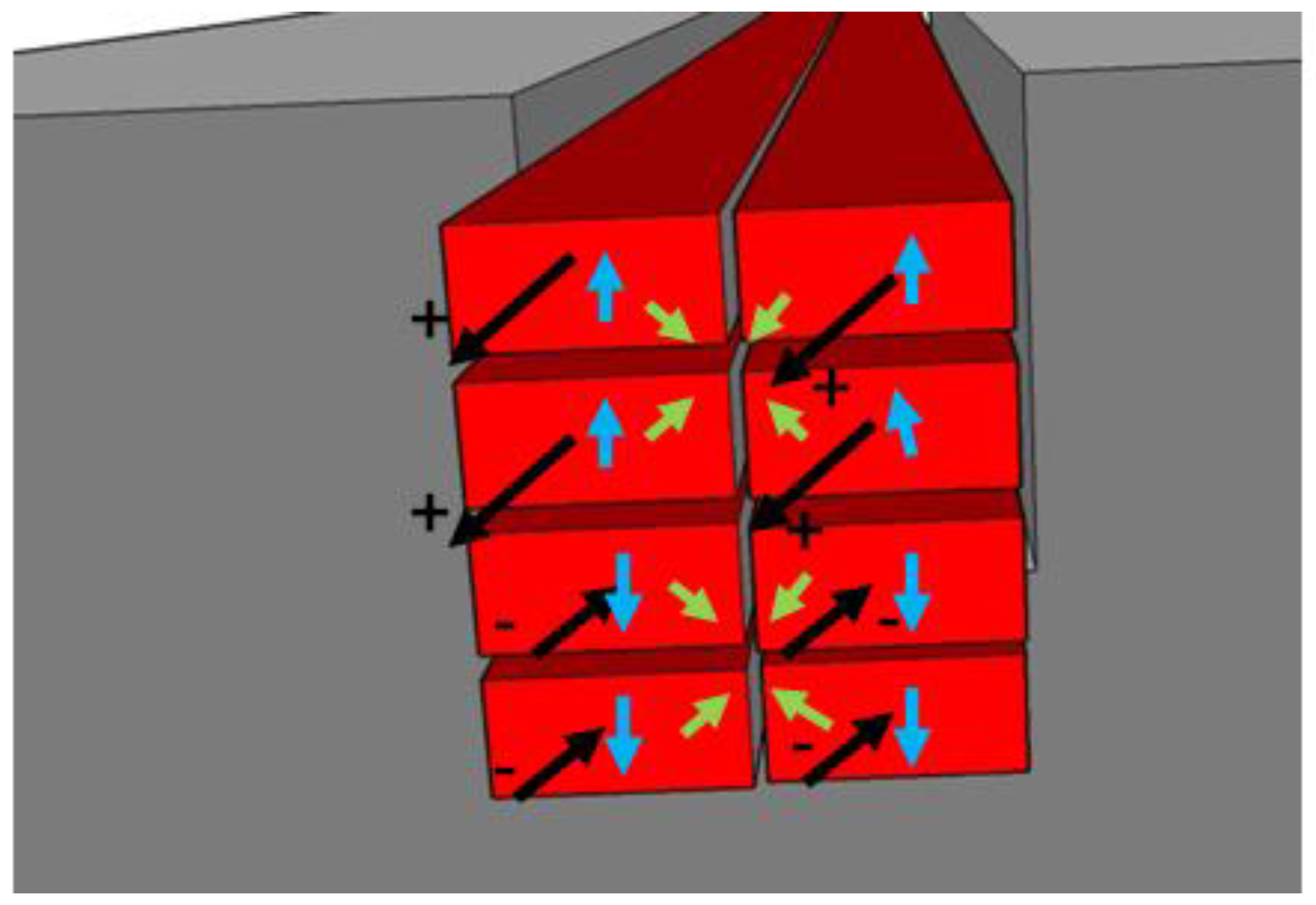
7.2. Mechanical Vibrations and Temperature Glass Transition
7.3. Nanocomposites, An Answer to the Lifespan Extension?
7.4. Industrial Examples
8. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- CIGRE Study Committees SC A1, WG A1.10. Hydrogenerator Failures—Results of the Survey; CIGRE, October 2009. Available online: http://www.e-cigre.org/Order/select.asp?ID=15051 (accessed on 17 February 2017).
- Puranik, K.K. Important aspect of Inter turn Insulation in High Voltage Motors. Res. J. Eng. Sci. 2013, 2, 15–18. [Google Scholar]
- Stone, G.C.; Sasic, M.; Dunn, D.; Culbert, I. Recent Problems Experienced with Motor and Generator Windings. In Proceedings of the Petroleum and Chemical Industry Conference, Industry Applications Society 56th Annual, Anaheim, CA, USA, 14–16 September 2009.
- Liese, M.; Brown, M. Design-Dependent Slot Discharge and Vibration Sparking on High Voltage Windings. IEEE Trans. Dielectr. Electr. Insul. 2005, 15, 927–932. [Google Scholar] [CrossRef]
- Stone, G.C.; Maughan, C.V.; Nelson, D.; Schultz, R.P. Impact of Slot Discharges and Vibration Sparking on Stator Winding Life in Large Generators. IEEE Electr. Insul. Mag. 2008, 24, 14–21. [Google Scholar] [CrossRef]
- Vogelsang, R.; Weiers, T.; Fröhlich, K.; Brütsch, R. Electrical Breakdown in High-Voltage Winding Insulation of Different Manufacturing Qualities. IEEE Electr. Insul. Mag. 2006, 22, 5–12. [Google Scholar] [CrossRef]
- Shugg, W.T. Handbook of Electrical and Electronic Insulating Materials; IEEE Press: New York, NY, USA, 1995. [Google Scholar]
- Manufacturing High Temperature Mica Product. Available online: https://micasheets.wordpress.com/2015/09/30/mica-tape-electrical-insulation/ (accessed on 17 February 2017).
- Smith, J.B.D.; Emery, F.T. Enhanced Dielectric Strength Mica Tape, Siemens Westinghouse Power. U.S. Patent 6,190,775 B1, 20 February 2001. [Google Scholar]
- Andraschek, N.; Wanner, A.J.; Ebner, C.; Riess, G. Mica/Epoxy-Composites in the Electrical Industry: Applications, Composites for Insulation, and Investigations on Failure Mechanisms for Prospective Optimizations. Polymers 2016, 8, 201. [Google Scholar] [CrossRef]
- Ildstad, E.; Hagen, S.T. Electrical treeing and breakdown of mechanically strained XLPE cable insulation. In Proceedings of the IEEE International Symposium on Electrical Insulation, Piscataway, NJ, USA, 7–10 June 1992.
- Alghamdi, A.S.; Dodd, S.J. The Influence of Absorbed Moisture on Partial Discharge Patterns Measured During Tree Growth in an Epoxy Resin. In Proceedings of the IEEE International Conference on Solid Dielectrics, 2007. ICSD ’07, Winchester, UK, 8–13 July 2007.
- Notingher, P.; Dumitran, L.-M.; Busopi, S.-A. Lifetime Estimation of Composite Insulations by Absorption/Resorption Currents Method. Rev. Roum. Sci. Tech. Electrotech. Energy 2010, 55, 365–374. [Google Scholar]
- Shimizu, T.; Iseki, N.; Taniguchi, R. F-Resin (FUJI-RESIN): Insulation Coil. Fuji Denki Rev. 1959, 5, 1–11. [Google Scholar]
- Rusu-Zagar, C.; Notingher, P.V.; Stancu, C. Ageing and Degradation of Electrical Machines Insulation. In Materials, Methods and Technologies; Science Events Ltd.: Burgas, Bulgaria, 2014; Volume 8. [Google Scholar]
- Stone, G.C.; Boulter, E.A.; Culbert, I.; Dhirani, H. Electrical Insulation for Rotating Machines Design, Evaluation, Aging, Testing and Repair; IEEE Press: Piscataway, NJ, USA, 2004. [Google Scholar]
- Stone, G.C.; Warren, V. Effect of Manufacturer, Winding Age and Insulation Type on Stator Winding PD Levels. IEEE Electr. Insul. Mag. 2004, 20, 13–17. [Google Scholar] [CrossRef]
- Zhang, H.; Cloud, A. Silicone Based Electrical Insulation Material for High Speed/Voltage Rotating Machines. In Proceedings of the 2011 CWIEME, Berlin, Germany, 24–26 May 2011.
- Nageshwar, R.B.; Sundara, R.J. Voltage and Frequency accelerated ageing studies on Epoxy Mica Stator Winding insulation of High Voltage machines. In Proceedings of the International Conference CMD—Condition Monitoring and Diagnostics, Jeju Island, Korea, 21–25 September 2014.
- Yamagushi, H.; Sasaki, H.; Tani, Y. Fuji F-Class Stabilastic Insulation (New F-Class Insulation for High Voltage Rotating Machinery). Fuji Electr. Rev. 1972, 18, 82–87. [Google Scholar]
- Ohtaguro, M.; Haga, K.; Yagiuchi, K. Machanical Properties and Evaluation of Coil Insulation for High Voltage. Fuji Electr. Rev. 1979, 25, 19–26. [Google Scholar]
- Gottung, W.H.; Sheaffer, J.D. Third Generation Insulation System in Motor & Generators (Enclosed). Available online: https://www.geindustrial.com.br/download/artigos/GET6830.PDF (accessed on 1 January 2016).
- Dutta, S.S. Water Absorption and Dielectric Properties of Epoxy Insulation. Master’s Thesis, Norwegian University of Science and Technology, Energy & Environement, Trondheim, Norway, 2008. [Google Scholar]
- Laffoon, C.M.; Hill, C.F.; Moses, G.L.; Berberich, L.J. A New High-Voltage Insulation for Turbine-Generator Stator Windings. Trans. Am. Inst. Electr. Eng. 1951, 70, 721–726. [Google Scholar] [CrossRef]
- Flynn, E.J.; Kilbourne, C.E.; Richardson, C.D. An Advanced Concept for Turbine-Generator Stator-Winding Insulation. IEEE Trans. Power Appar. Syst. 1858, 77, 358–365. [Google Scholar] [CrossRef]
- Sihvo, V.; Nerg, J.; Pyrhönen, J. Design And Testing of a Steam-Resistant Insulation System for the Stator of a Low-Voltage Turbo-Generator Taking Thermal Aspect into Account. WSEAS Trans. Power Syst. 2008, 3, 587–597. [Google Scholar]
- Enns, J.B.; Gillham, J.K. Effect of the Extent of Cure on the Modulus, Glass Transition, Water Absorption, and Densitiy of an Amine-Cured Epoxy. J. Appl. Polym. Sci. 1983, 28, 2831–2846. [Google Scholar] [CrossRef]
- Ho, C.-H. Curable Epoxy Resin Composition. European Patent EP 2,736,941 B1, 20 January 2016. [Google Scholar]
- Morrison, R.T.; Boyd, R.N. Organic Chemistry, 6th ed.; Prentice Hall of India: New Delhi, India, 2002. [Google Scholar]
- Schwarz, K.K.; Smith, T.D. Insulation System Method for Multiturn Coils of High Voltage Electrical Rotating Machines. U.S. Patent 4,918,801, 24 April 1990. [Google Scholar]
- Rohan Lucas, J. Course on High Voltage Engineering, Chapter 9—high voltage testing, Department of Electrical Engineering, University of Moratuwa, Sri Lanka. 2001. Available online: http://www.elect.mrt.ac.lk/pdf_notes.htm (accessed on 17 February 2017).
- Kulkarni, S.V.; Khaparde, S.A. Transformer Engineering Design and Practice; Marcel Dekker Inc.: New York, NY, USA, 2004. [Google Scholar]
- Karsai, K.; Kerenyi, D.; Kiss, L. Large Power Transformers (Studies in Electrical and Electronic Engineering); Elsevier Science Publishers: Amsterdam, The Netherlands, 1987. [Google Scholar]
- Heathcote, M.J. The J&P Transformer Book—A Practical Technology of the Power Transformer, 13th ed.; Elsevier Science Publishers: Amsterdam, The Netherlands, 1998. [Google Scholar]
- Yaghobi, H.; Ansari, K.; RajabiMashhadi, H. Stator Turn-to-Turn Fault Detection of Synchronous Generator Using Total Harmonic Distortion (THD) Analyzing of Magnetic Flux Linkage. Iran. J. Sci. Technol. Trans. B Eng. 2013, 37, 161–182. [Google Scholar]
- Imai, T.; Hirano, Y.; Hitai, H.; Kojima, S.; Shimizu, T. Preparation and Properties of Epoxy-Organically Modified Layered Silicate Nanocomposites. In Proceedings of the IEEE International Symposium on Electrical Insulation, Boston, MA, USA, 7–10 April 2002; pp. 379–383.
- Sarathi, R.; Sahu, R.; Danikas, M.G. Understanding the Mechanical Properties of Epoxy Nanocomposite Insulating Materials. J. Electr. Eng. 2009, 60, 358–361. [Google Scholar]
- Gröpper, P.; Hildinger, T.; Pohlmann, F.; Weidner, J.R. Nanotechnology in High Voltage Insulation Systems for large electrical machinery—First results. In Proceedings of the CIGRE Session 2012, Paris, France, 26–31 August 2012.
- Danikas, M.G.; Sarathi, R. Electrical Machine Insulation: Traditional Insulating Material, Nanocomposite Polymers and the question of electrical Trees. Funktechnikplus J. 2014, 1, 7–32. [Google Scholar]
- Vogelsang, R.; Farr, T.; Fröhlich, K. The Effect of Barriers on Electrical Tree Propagation in Composite Insulation Materials. IEEE Trans. Dielectr. Electr. Insul. 2006, 13, 373–382. [Google Scholar] [CrossRef]
- Baumann, T. Stator Winding of a Rotating Electrical Machine and a Method for the Production of Such a Stator Winding. U.S. Patent 20,070,170,804 A1, 26 July 2007. [Google Scholar]
- Greuter, F.; Siegrist, M.; Kluge-Weiss, P.; Kessler, R.; Donzel, L.; Loitzl, R.; Gramespacher, H.J. Microvaristors: Functional fillers for novel electroceramic composites. J. Electroceram. 2004, 13, 739–744. [Google Scholar] [CrossRef]
- Onneby, C.; Martensson, E.; Gafvert, U.; Gustafsson, A.; Palmqvist, L. Electrical properties of field grading materials influenced by the silicon carbide grain size. In Proceedings of the IEEE International Conference on Conduction and Breakdown in Solid Dielectrics, Eindhoven, The Netherlands, 25–29 June 2001; pp. 43–45.
- Abd Rahman, R. Investigation of ZnO Microvaristor for Stress Control on Polymeric Outdoor Insulators. Ph.D. Thesis, School of Engineering, Cardiff University, Cardiff, UK, 2012. [Google Scholar]
- Ming, L.; Sahlén, F.; Johansson, K.; Mårtensson, E.; Eriksson, H.-A.; Koponen, O.; Pääkkönen, S. Effects of repetitive pulse voltages on surface potential distribution at end corona protection region of high voltage motors. In Proceedings of the International Symposium on High Voltage Engineering (ISH), Ljubljana, Slovenia, 27–31 August 2007.
- Yingyan, L.; Chuanxiang, X. Optimal Design on Anti-Corona Coating of High Voltage Generator Coil Ends. In Proceedings of the IEEE International Conference on Properties and Applications of Dielectric Materials, Xi’an, China, 21–26 June 2000.
- Baker, A.E.; Gully, A.M.; Wheeler, J.C.G. Finite Element Modeling of Nonlinear Stress Grading Materials for Machine End-Windings. In Proceedings of the IEEE International Conference on Power Electronics, Machines and Drives, Bath, UK, 4–7 June 2002.
- Abedalla, Y. FEM Modeling of Non-Linear Electrical Field Grading for Rotating Windings. Ph.D. Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2008. [Google Scholar]
- Kacerovsky, J.; Krpal, O.; Mach, F. Measured and Simulated Distribution of Voltage and Temperature along Stator Coils of Synchronous Generator. Power Eng. Electr. Eng. 2015, 13. [Google Scholar] [CrossRef]
- Krpal, O.; Mráz, P.V.-A. Characteristic Measuring of Stress Grading Tapes in the End-Winding of Synchronous Generators. In Proceedings of the 24th DAAAM International Symposium on Intelligent Manufacturing and Automation, Zadar, Croatia, 20–27 October 2013.
- Wei, M.; Grossman, S.; Speck, J. Design of End-Winding Corona Protection of Generators by Help of Simulation. In Proceedings of the COMSOL Conference, Milan, Italy, 15 March 2012.
- Vogelsang, R.; Fruth, B.; Ducry, O. Performance Testing of High Voltage Generator and Motor Insulation Systems. In Proceedings of the 5th WSEAS/IASME International Conference on Electric Power Systems, High Voltages, Electric Machines, Tenerife, Spain, 16–18 December 2005; pp. 136–142.
- Culbert, I.M.; Dhirani, H.; Stone, G.C. Power Plant Electrical Reference Series. In Handbook to Assess the Insulation Condition of Large Rotating Machines; Electrical Power Research Institute: Palo-Alto, CA, USA, 1989; Volume 16. [Google Scholar]
- Anders, G.; Boyd, J.M.; Braun, J.M.; Dal Mina, R.; Lin, S.; Liska, J.J.; Lloyd, B.A.; Mannik, L.; Sedding, H.G.; Stone, G.C. Motor and Generator Insulation Life Estimation; Electrical Power Research Institute: Palo-Alto, CA, USA, 1992. [Google Scholar]
- Brancato, E.L. Insulation Aging A historical and Critical Review. IEEE Trans. Electr. Insul. 1978, 13, 308–317. [Google Scholar] [CrossRef]
- Koltunowicz, T.L. Accelerated Insulation Aging Due to Thermal and Electrical Stresses in Future Power Grids. Ph.D. Thesis, Technical University of Delft, Delft, The Netherlands, 2014. [Google Scholar]
- Morshuis, P.H.F. Partial Discharge Mechanism. Ph.D. Thesis, University of Delft, Delft, The Netherlands, 2012. [Google Scholar]
- Gulski, E.; Kreuger, F.H. Computer-Aided Recognition of Discharge Sources. IEEE Trans. Electr. Insul. 1992, 27, 82–92. [Google Scholar] [CrossRef]
- Duarte, E.L. Power-Factor Testing of Stator Winding Insulation: Understanding the Test Technique and Interpretation of Results. International Electrical Testing Association, (NETA), 2004. Available online: http://www.netaworld.org/sites/default/files/public/neta-journals/NWsu04Fea-Duarte.pdf (accessed on 17 February 2017).
- Stone, G.C. Recent Important Changes in IEEE Motor and Generator Winding Insulation Diagnostic Testing Standards. IEEE Trans. Ind. Appl. 2005, 41, 91–100. [Google Scholar] [CrossRef]
- Gamez-Garcia, M.; Bartnikas, R.; Wertheimer, M.R. Modification of XLPE exposed to partial discharges at elevated temperature. IEEE Trans. Electr. Insul. 1987, 22, 199–205. [Google Scholar] [CrossRef]
- Weiers, T.; Keller, D.; Vogelsang, R. The Impact of low Amplitude 100 Hz Vibrations on the Winding Insulation of Rotating High Voltage Machines. In Proceedings of the 14th International Symposium on High Voltage Engineering, ISH 2005, Beijing, China, 25–28 August 2005.
- Pleşa, I.; Noţingher, P.V.; Schlögl, S.; Sumereder, C.; Muhr, M. Properties of Polymer Composites Used in High-Voltage Applications. Polymers 2016, 8, 173. [Google Scholar] [CrossRef]
- Andritsch, T.; Kochetov, R.; Gebrekiros, Y.T.; Morshuis, P.H.F.; Smit, J.J. Short term DC breakdown strength in epoxy based BN nano and microcomposites. In Proceedings of the International Conference on Solid Dielectrics (ICSD), Postdam, Germany, 4–9 July 2010; pp. 1–4.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Letter Code | Meaning |
|---|---|
| T (first digit) | Thermal factor |
| E (second digit) | Electrical factor |
| A (third digit) | Ambient (environmental) |
| M (fourth digit) | Mechanical factor |
| P (fifth digit) | Performance (intended) |
| D (sixth digit) | Duty (mode of operation) |
| Thermal Classes | Maximal Permissive Temperature |
|---|---|
| Class E | 120 °C |
| Class B | 130 °C |
| Class F | 155 °C |
| Class H | 180 °C |
| Class C | >180 °C |
| Test Temperature | Duration of Exposure in Days |
|---|---|
| 180 °C 200 °C | 28 14 |
| 220 °C | 7 |
| 240 °C 260 °C | 3 1 |
| Tests and Measurement | Criteria | Associated Standard |
|---|---|---|
| Insulation Resistance (DC) | Value > Criteria | IEEE 43/IEC 60034 |
| Polarization index (PI) | Value > Criteria | IEEE 43 |
| Dielectric Dissipation Factor (DDF) | Value < criteria | IEEE 286/IEC 60034-27 |
| Partial discharge (PD) | Value | IEEE 1434 |
| DC high potential | GO/NO GO | IEEE 95 |
| AC high potential | GO/NO GO | MEMA MG1/IEC 60034-1 |
| Power Factor Tip-Up | Value < Criteria | IEEE 286/IEC 60034-27 |
| Surge Test | GO/NO GO | IEEE 522/IEC 60034-15 |
| HV Stepped Voltage Method | GO/NO GO | IEEE 95 |
| Purpose of the Standard | Standard |
|---|---|
| Standard for Systems of Insulating Materials-General | UL 1446 |
| Standard for Polymeric Materials-Use in Electrical Equipment Evaluations | UL 746 |
| Functional evaluation of insulation systems-general guidelines | IEC 60034-18 |
| Electrical insulation-Thermal evaluation and designation | IEC 60085 |
| Electrical insulation material-Thermal endurance properties | IEC 60216 |
| Evaluation and qualification of electrical insulation systems | IEC 60505 |
| Electrical insulation materials used under severe ambient conditions-test methods for evaluating resistance to tracking and erosion | IEC 60587 |
| Electrical insulation systems-Procedures for thermal evaluation | IEC 60857/IEC 60858 |
| Recommended Practice for Thermal Evaluation of Unsealed or Sealed Insulation Systems for AC Electric Machinery Employing Form-Wound Pre-Insulated Stator Coils for Machines Rated 15,000 V and Below | IEEE 1776 |
| IEEE Recommended Practice for Thermal Evaluation of Insulation Systems for Alternating-Current Electric Machinery Employing Form-Wound Pre-insulated Stator Coils for Machines Rated 6900 V and Below | IEEE 275 |
| Recommended Practice for Thermal Cycle Testing of Form-Wound Stator Bars and Coils for Large Rotating Machines | IEEE 1310 |
| Recommended Practice for Voltage-Endurance Testing of Form-Wound Bars and Coils | IEEE 1043 |
| Standard for Voltage Endurance Testing of Form-Wound Coils and Bars for Hydrogenerators | IEEE 1553 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barré, O.; Napame, B. The Insulation for Machines Having a High Lifespan Expectancy, Design, Tests and Acceptance Criteria Issues. Machines 2017, 5, 7. https://doi.org/10.3390/machines5010007
Barré O, Napame B. The Insulation for Machines Having a High Lifespan Expectancy, Design, Tests and Acceptance Criteria Issues. Machines. 2017; 5(1):7. https://doi.org/10.3390/machines5010007
Chicago/Turabian StyleBarré, Olivier, and Bellemain Napame. 2017. "The Insulation for Machines Having a High Lifespan Expectancy, Design, Tests and Acceptance Criteria Issues" Machines 5, no. 1: 7. https://doi.org/10.3390/machines5010007
APA StyleBarré, O., & Napame, B. (2017). The Insulation for Machines Having a High Lifespan Expectancy, Design, Tests and Acceptance Criteria Issues. Machines, 5(1), 7. https://doi.org/10.3390/machines5010007