Laser-Fabricated Micro-Dimples for Improving Frictional Property of SKH51 Tool Steel Surfaces

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Micro-Dimple Fabrication
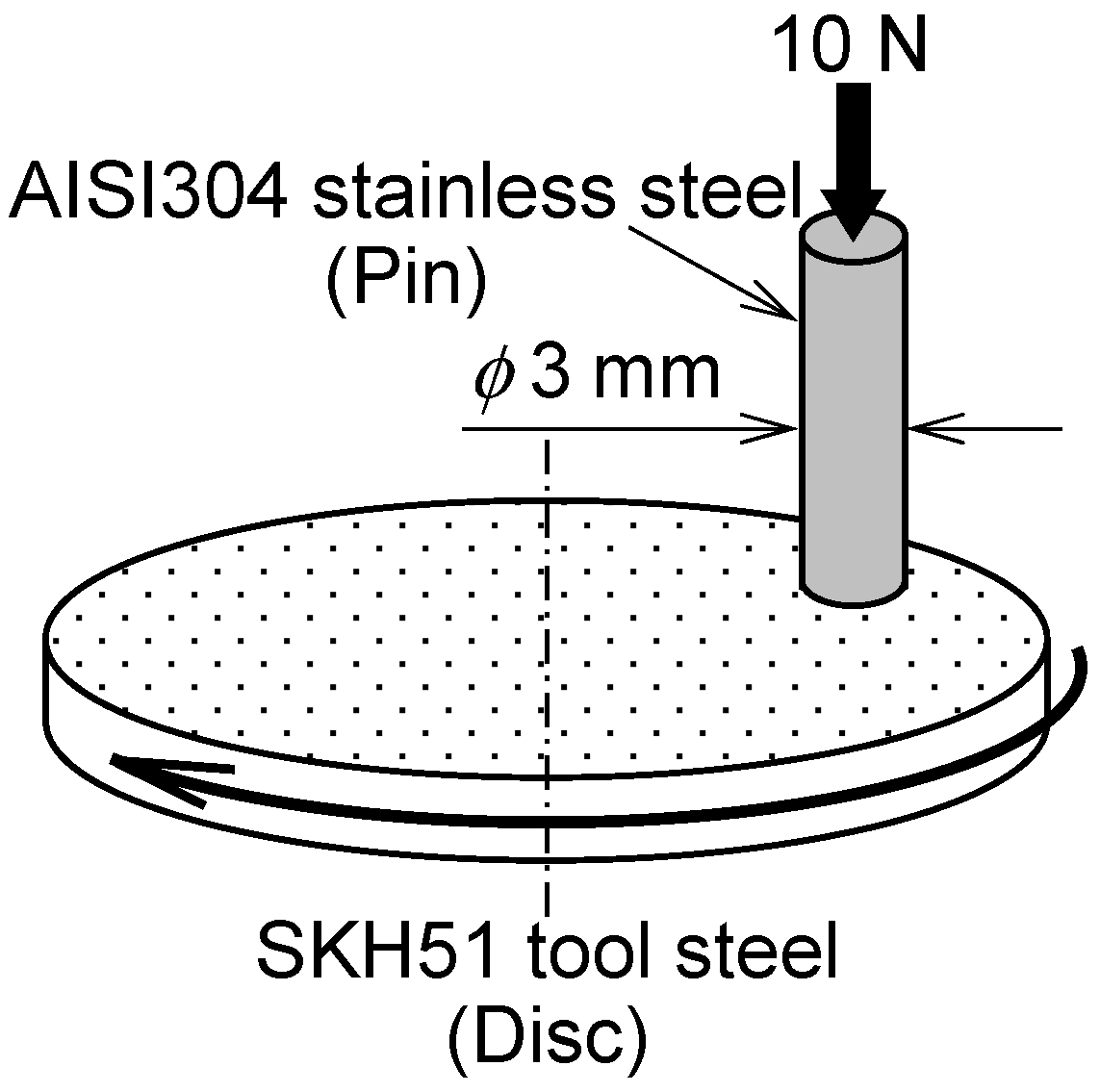
2.2. Measurement of Friction
3. Results and Discussion
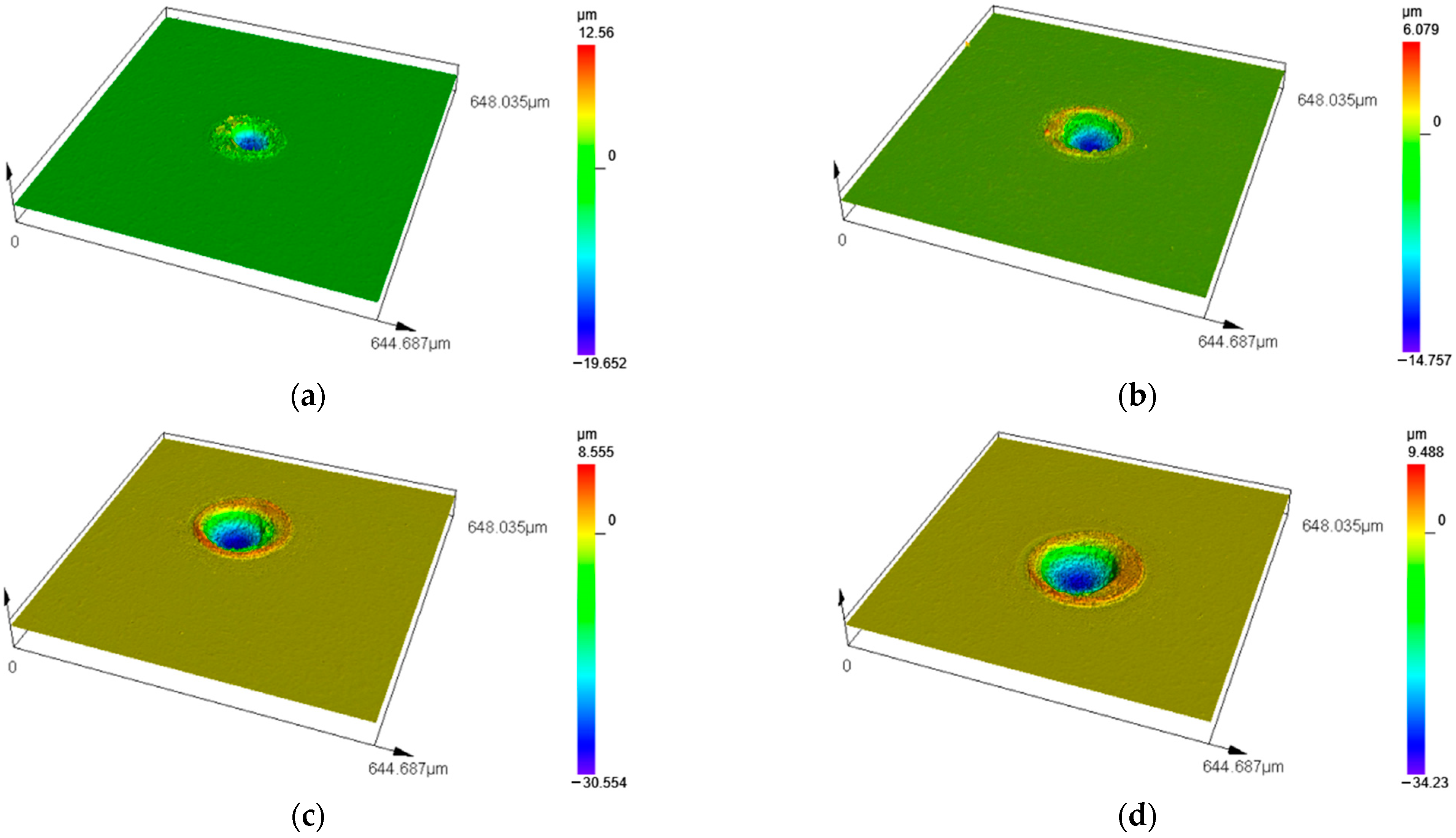
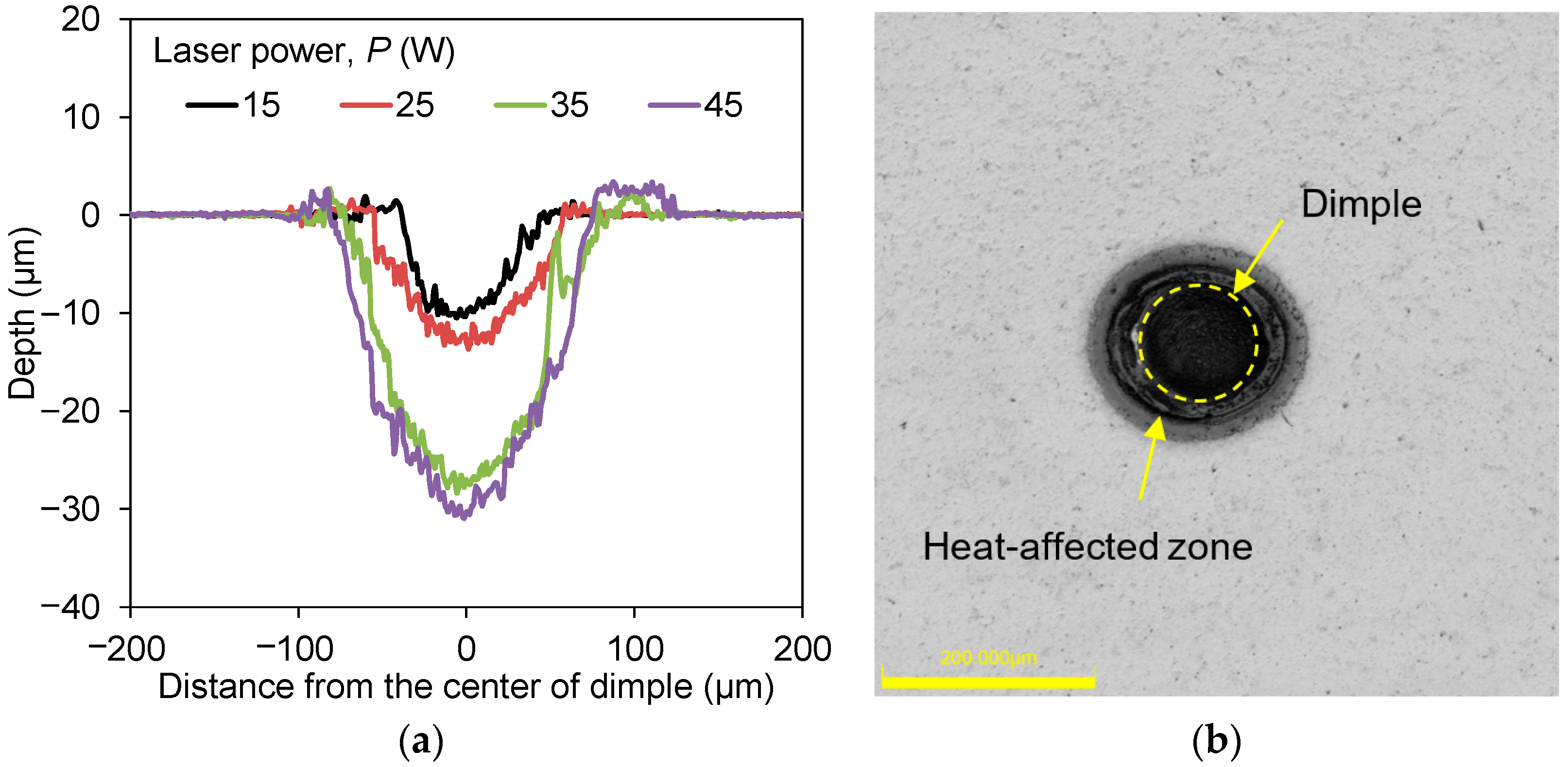
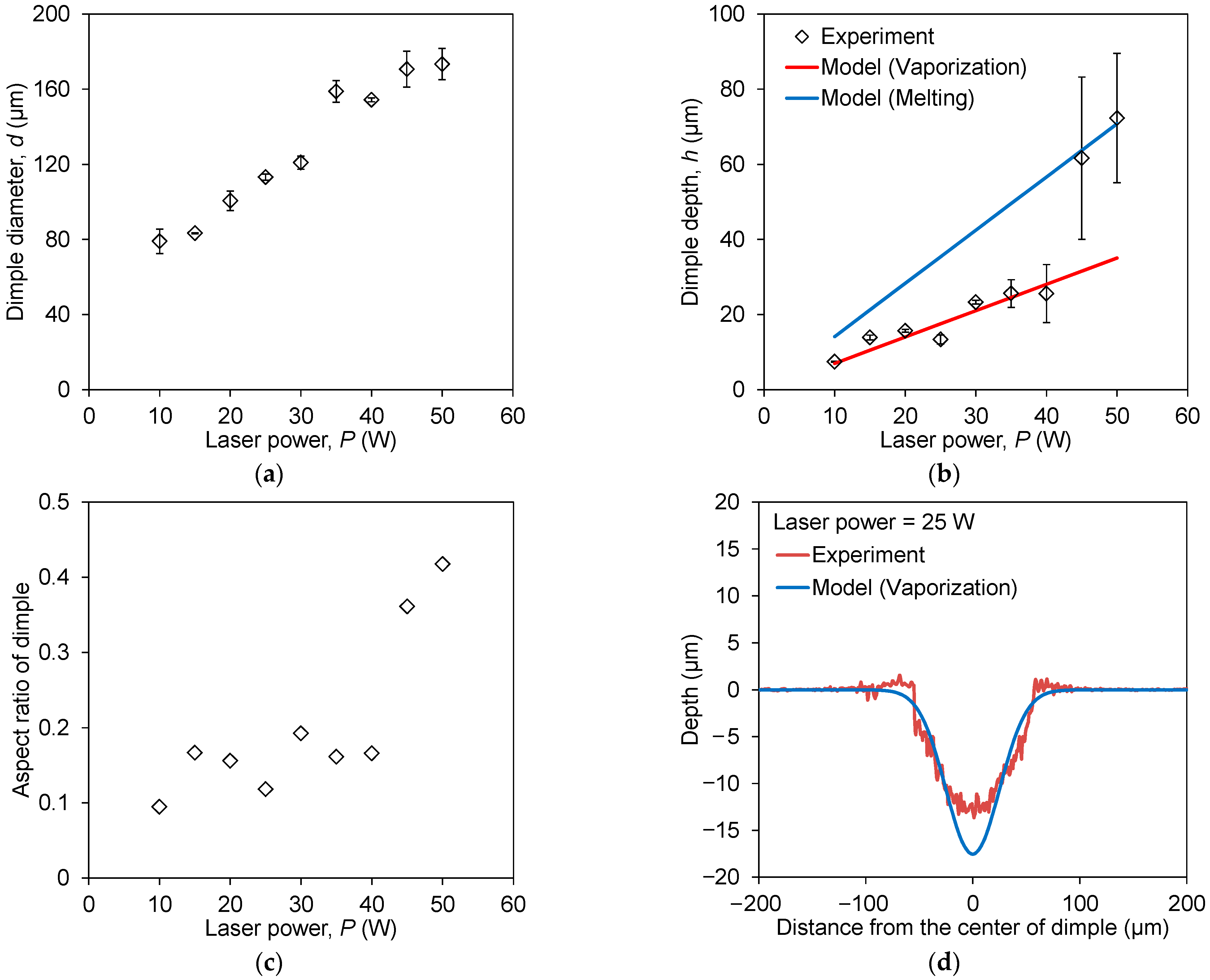
3.1. Effects of Laser Power on the Diameter and Depth of Micro-Dimples
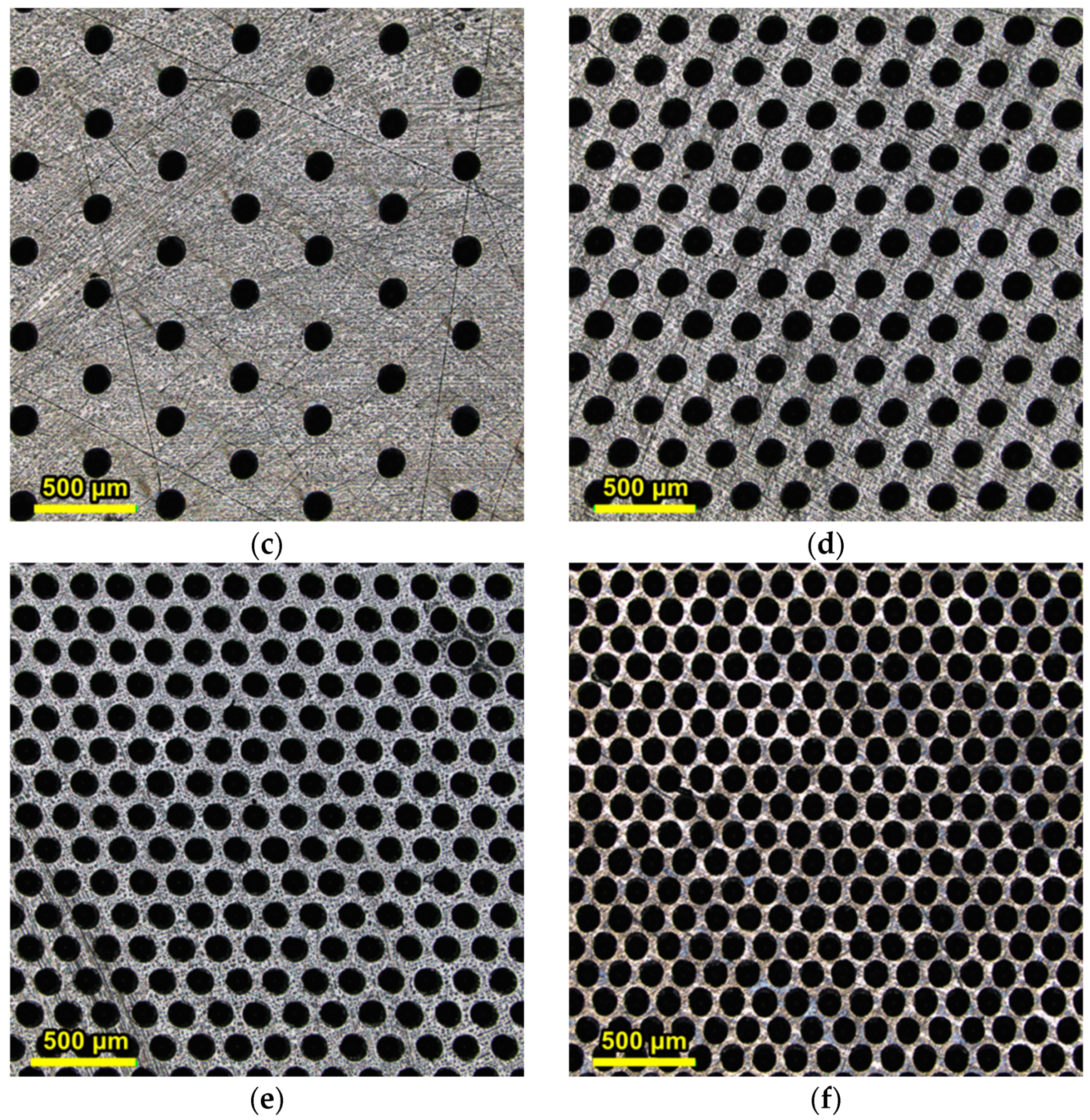
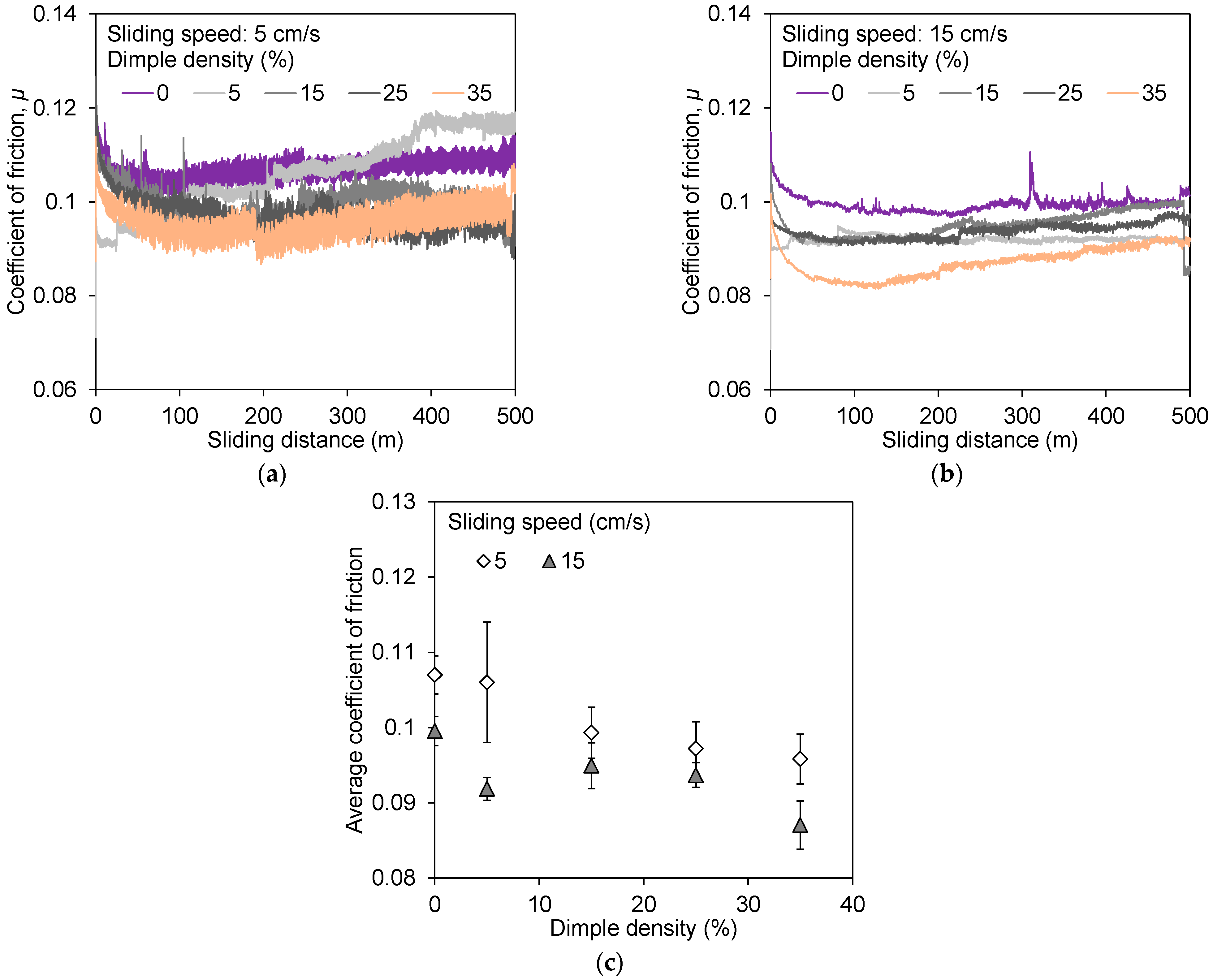
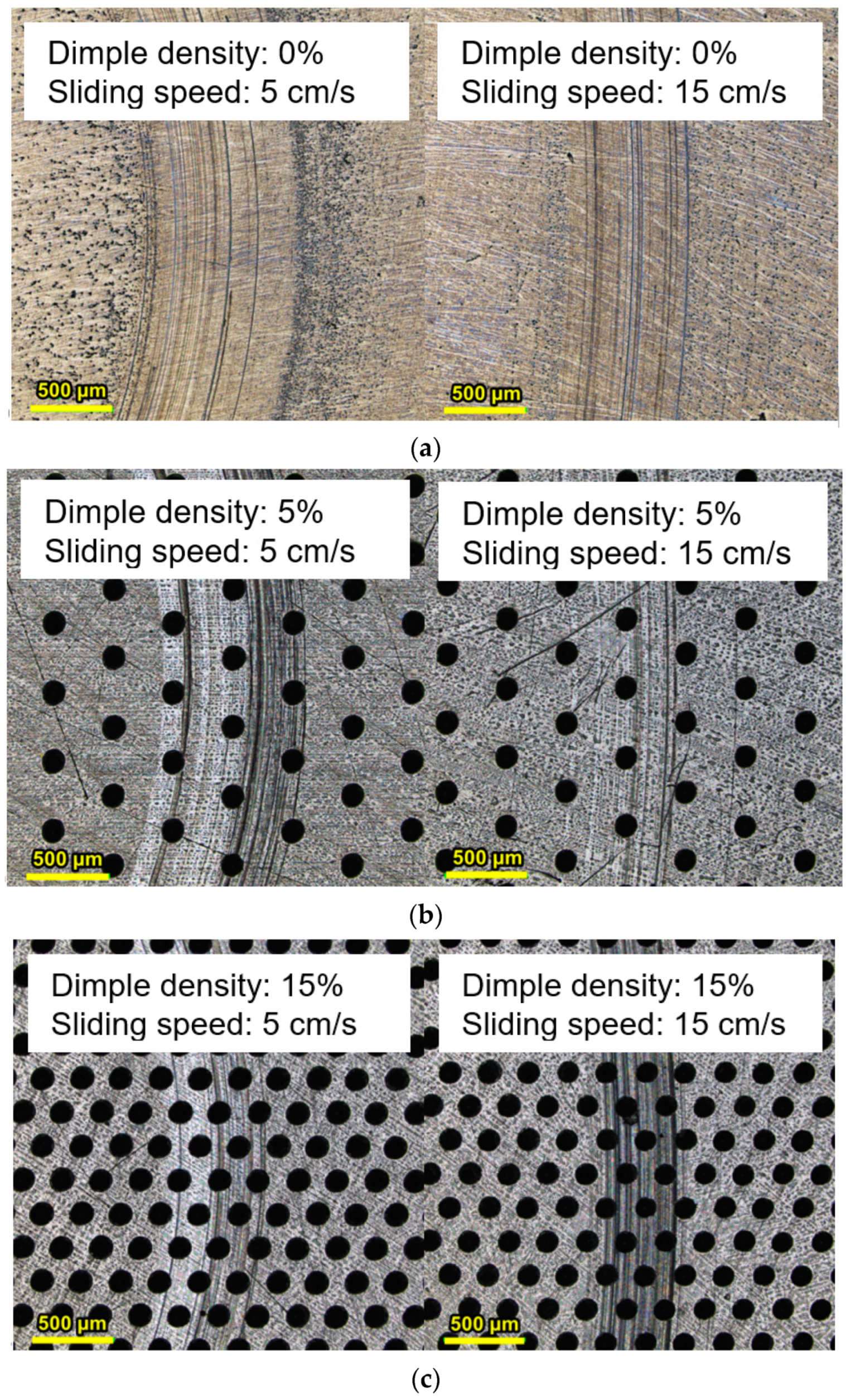
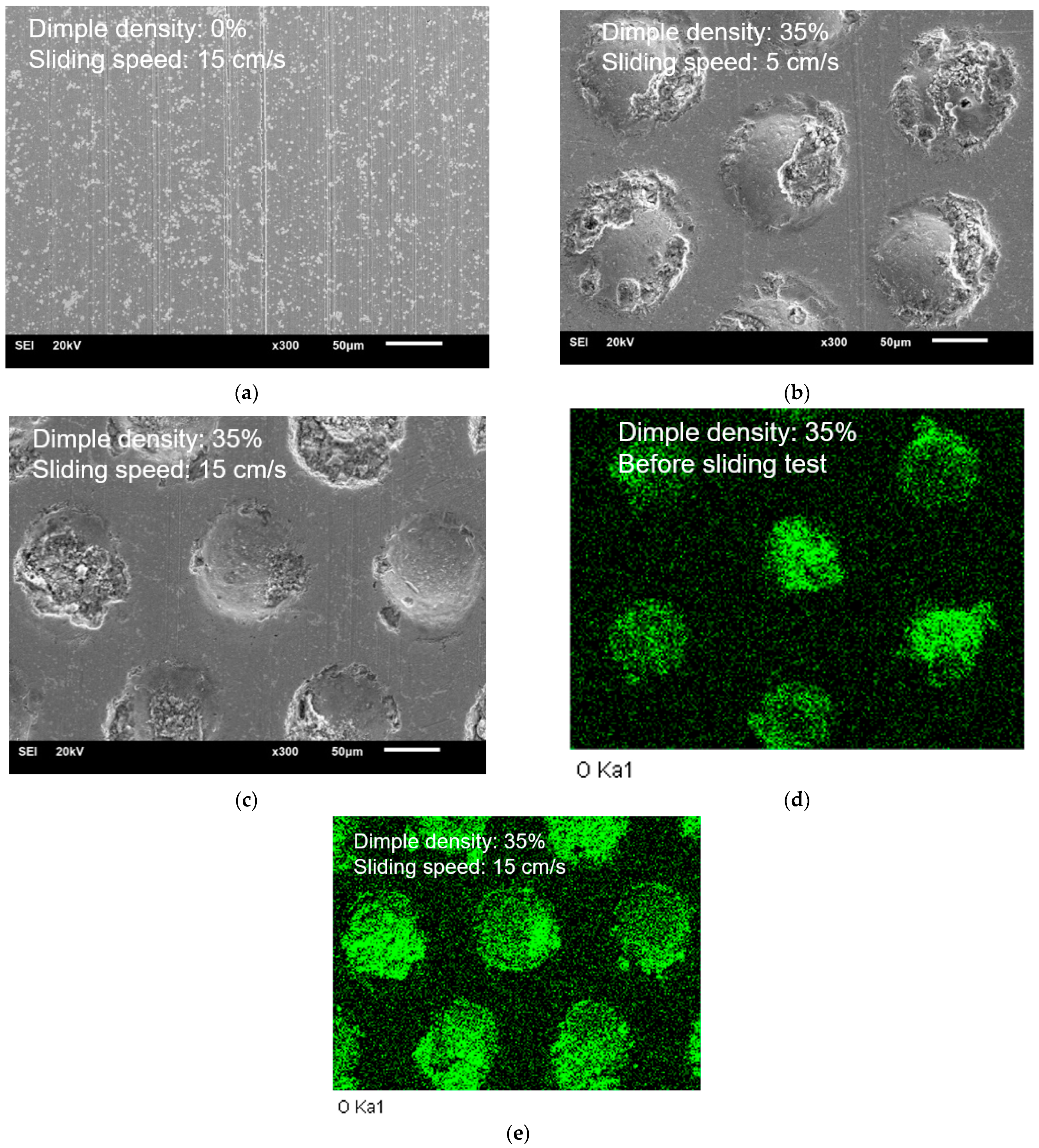
3.2. Effects of Micro-Dimple Density on the Friction and Wear of SKH51 Tool Steel Surfaces
4. Conclusions
- (1)
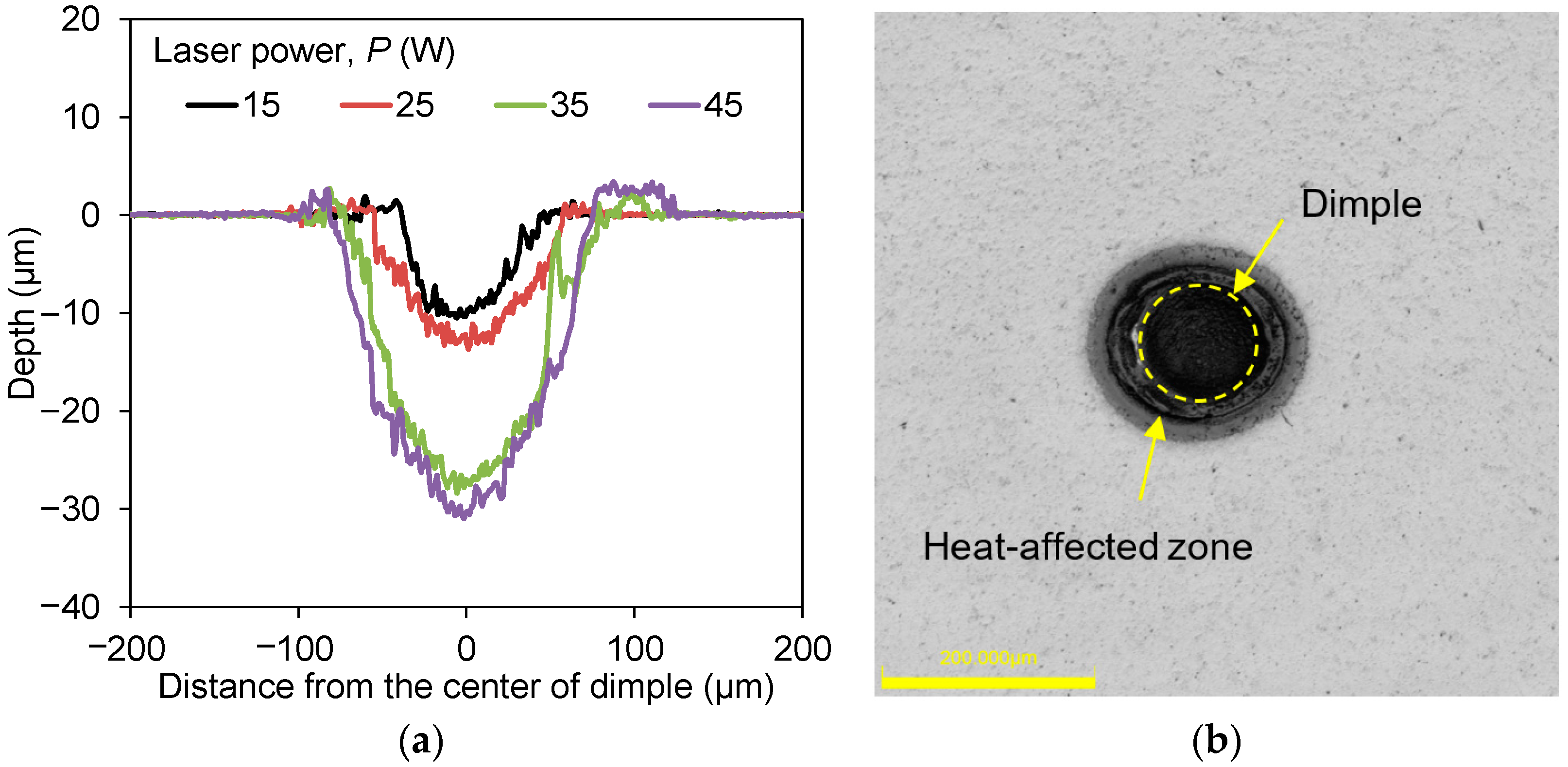
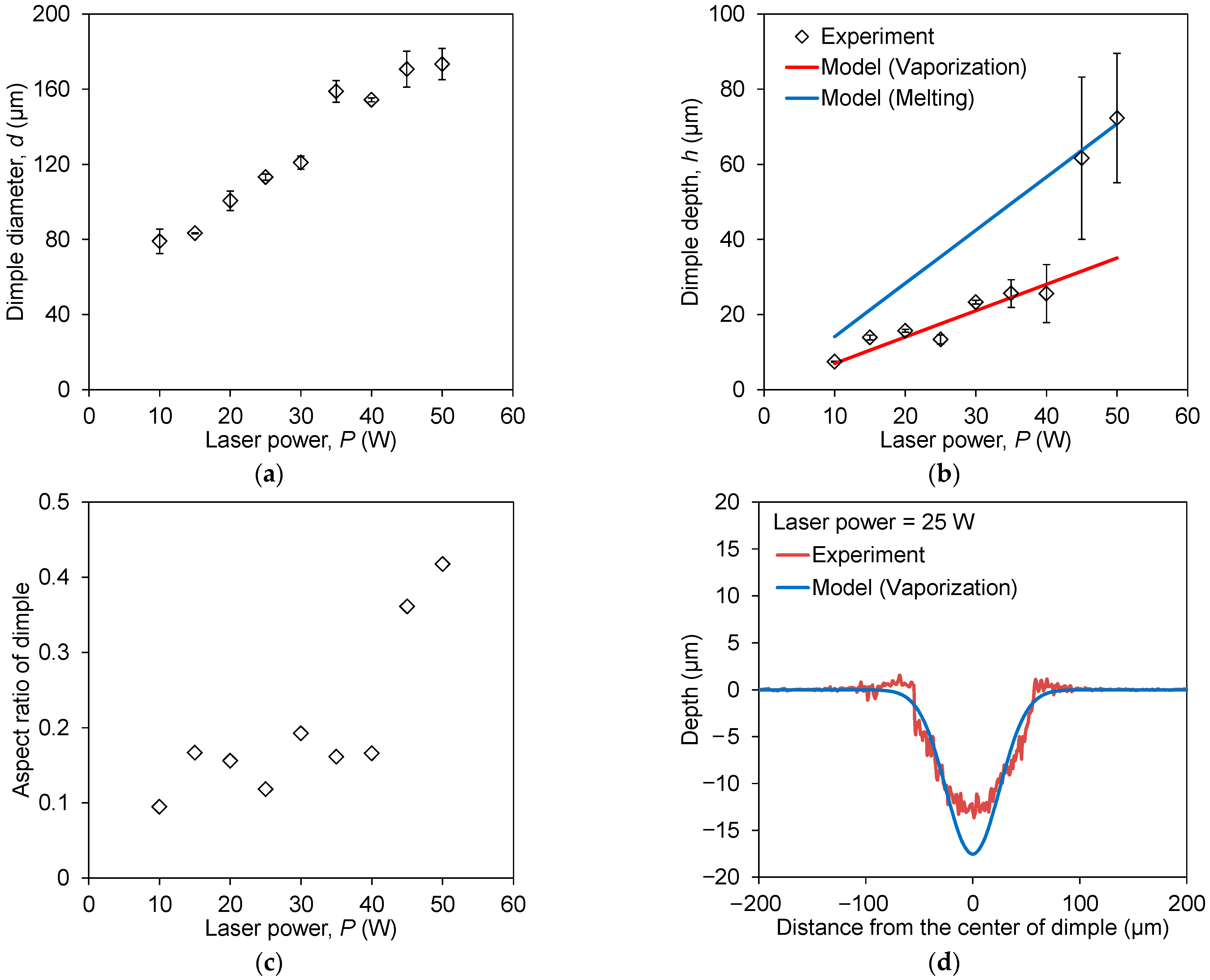
- The diameter and depth of the micro-dimples were found to increase with the laser power applied in the texturing process. However, a clean dimple with less recast deposition was obtained when using the laser power less than 40 W. The dimple diameter of about 100 μm with the aspect ratio of 0.1 and less formation of recast structures was achievable by using the laser power of 25 W.
- (2)
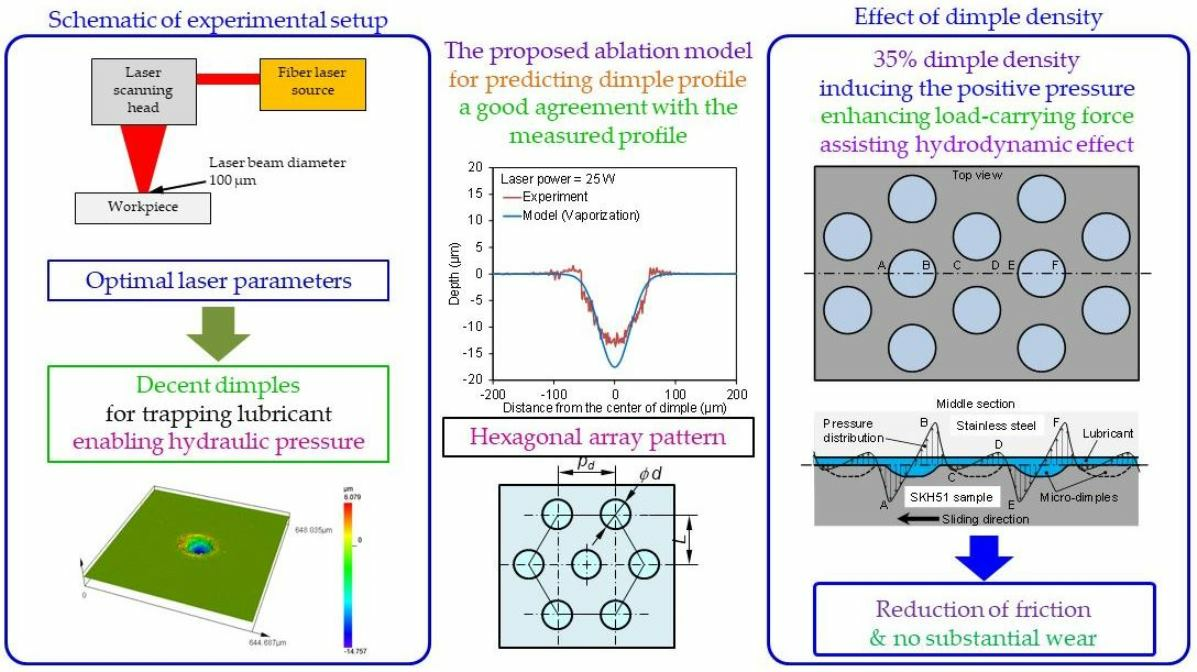
- Regarding the laser ablation model, the predicted dimple profile had a good agreement with the measured profile. The prediction was, however, accurate when the flow of the molten layer was minimal. The proposed model can be of help in defining the laser texturing conditions to create the desired dimple dimensions.
- (3)
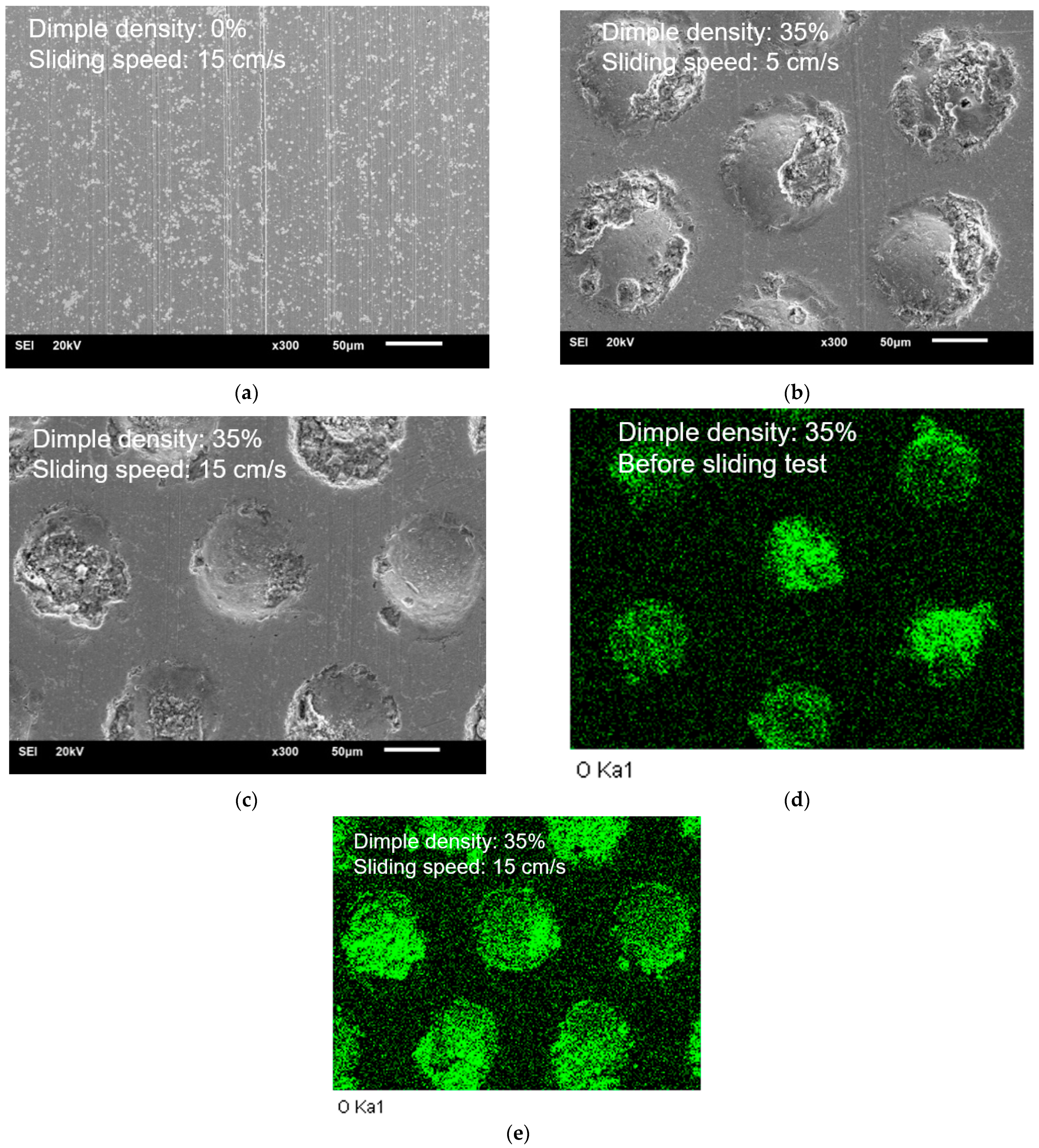
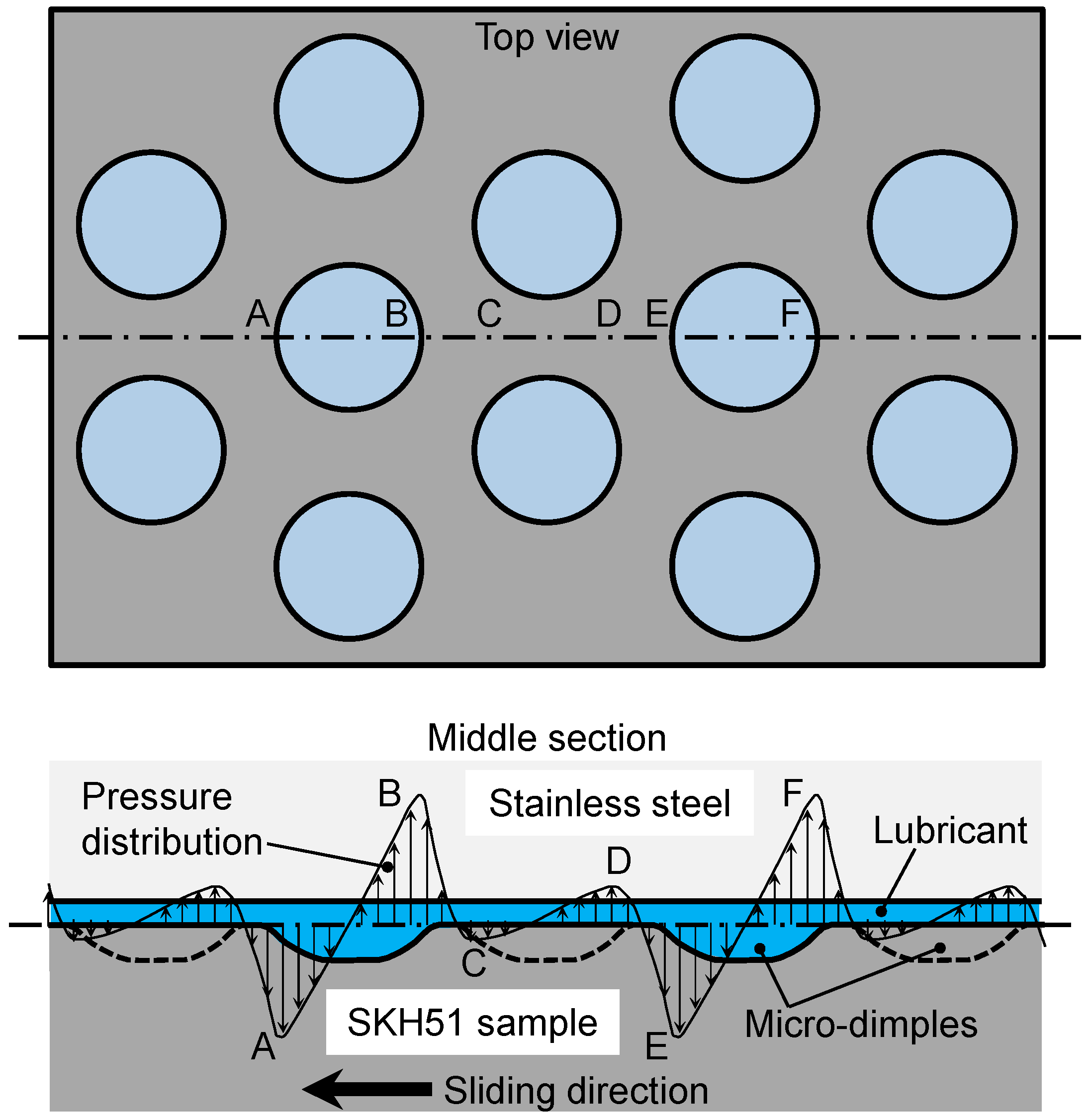
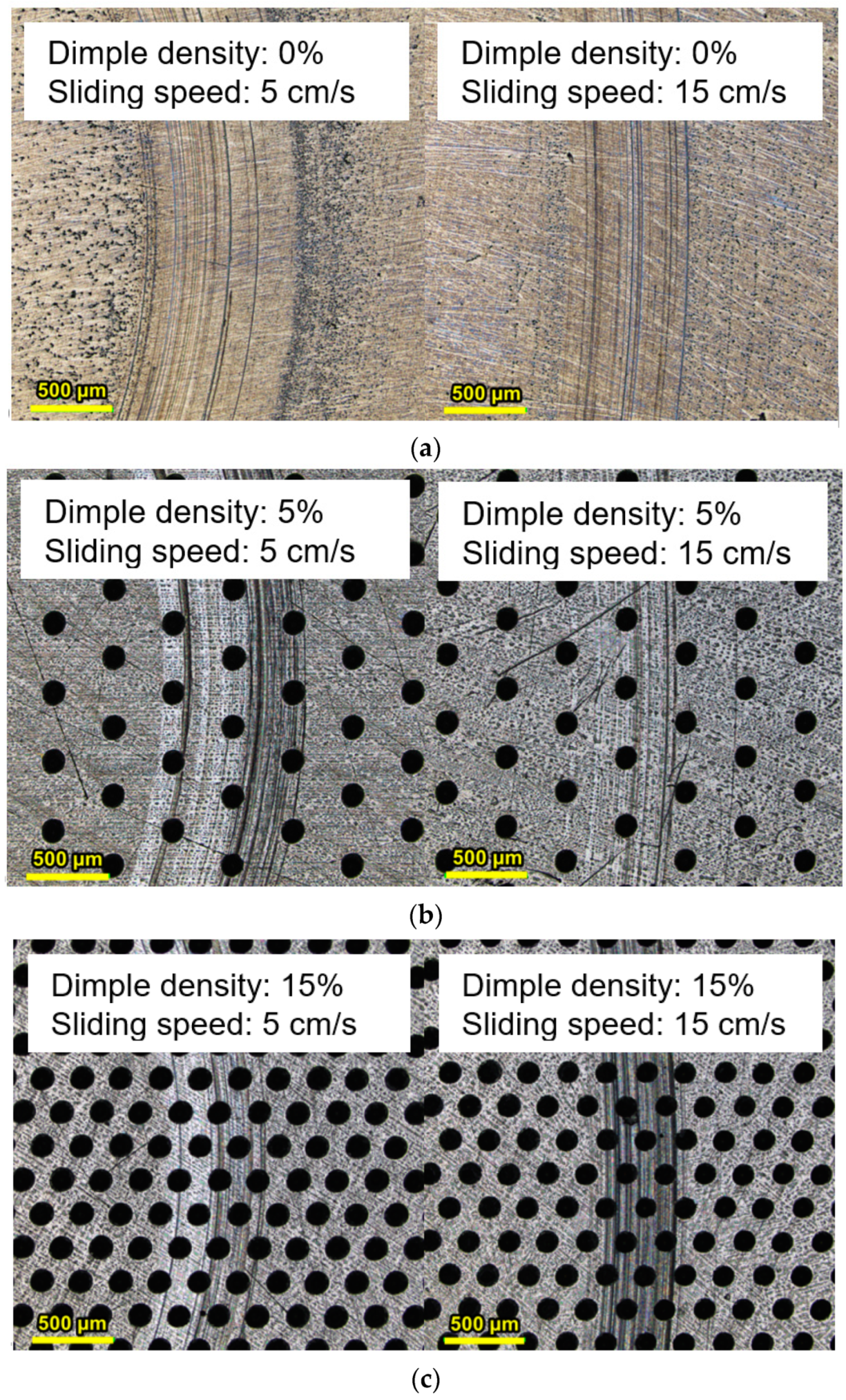
- The friction coefficient of the surfaces in contact was reduced from 0.099 to 0.087 and from 0.107 to 0.096 at the sliding speed of 5 and 15 cm/s, respectively, when the tool steel surface was textured with the 35% dimple density. The micro-dimples can induce the positive pressure on the surfaces in contact, where the load-carrying force assists the separation of the surfaces through the hydrodynamic effect and reduces the friction accordingly.
- (4)
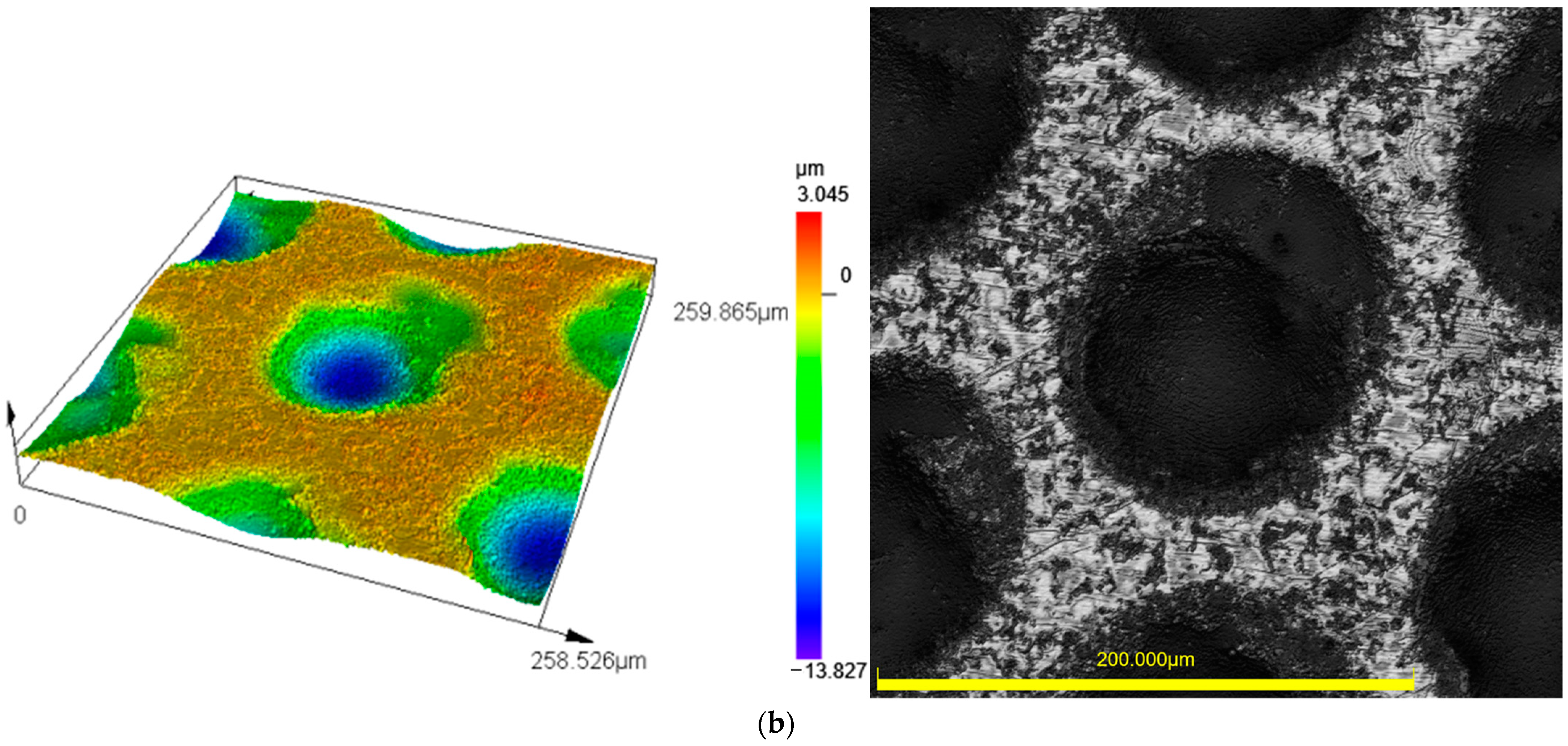
- In addition to friction reduction, there was no substantial wear found on the micro-dimple textured surfaces. The micro-dimples are able to continuously supply lubricant into the contact interface and also trap wear debris to prevent surface scratching during sliding. According to the findings, it is apparent that the texturing of tool and die surfaces with high density of micro-dimples can reduce friction and wear on the surfaces. This leads to the prolongation of the service life of tools and dies employed in metal forming and other related manufacturing and mechanical applications, e.g., cutting tools used in machining processes, devices in material handling, and transmission systems.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nielsen, C.V.; Bay, N. Review of friction modeling in metal forming processes. J. Mater. Process. Technol. 2018, 255, 234–241. [Google Scholar] [CrossRef]
- Bay, N.; Azushima, A.; Groche, P.; Ishibashi, I.; Merklein, M.; Morishita, M.; Nakamura, T.; Schmid, S.; Yoshida, M. Environmentally benign tribo-systems for metal forming. CIRP Ann. Manuf. Technol. 2010, 59, 760–780. [Google Scholar] [CrossRef]
- Sulaiman, M.H.; Farahana, R.N.; Bienk, K.; Nielsen, C.V.; Bay, N. Effects of DLC/TiAlN-coated die on friction and wear in sheet-metal forming under dry and oil-lubricated conditions: Experimental and numerical studies. Wear 2019, 438–439, 203040. [Google Scholar] [CrossRef]
- Prieske, M.; Hasselbruch, H.; Mehner, A.; Vollertsen, F. Friction and wear performance of different carbon coatings for use in dry aluminium forming processes. Surf. Coat. Technol. 2019, 357, 1048–1059. [Google Scholar] [CrossRef]
- Sigvant, M.; Pilthammar, J.; Hol, J.; Wiebenga, J.H.; Chezan, T.; Carleer, B.; van den Boogaard, T. Friction in sheet metal forming: Influence of surface roughness and strain rate on sheet metal forming simulation results. Procedia Manuf. 2019, 29, 512–519. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Dhage, S.; Jayal, A.D.; Sarkar, P. Effects of surface texture parameters of cutting tools on friction conditions at tool-chip interface during dry machining of AISI 1045 Steel. Procedia Manuf. 2019, 33, 794–801. [Google Scholar] [CrossRef]
- Guo, D.; Wang, D.; Wu, S.; Qi, H.; Saetang, V. Investigation on turning of Inconel 718 using differently coated microtextured tools. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2023. [Google Scholar] [CrossRef]
- Byun, J.W.; Shin, H.S.; Kwon, M.H.; Kim, B.H.; Chu, C.N. Surface texturing by Micro ECM for friction reduction. Int. J. Precis. Eng. Manuf. 2010, 11, 747–753. [Google Scholar] [CrossRef]
- Zhu, H.; Jiang, Z.; Han, J.; Saetang, V.; Xu, K.; Liu, Y.; Zhang, Z.; Huang, S.; Zhou, J. Fabrication of oxide-free dimple structure on germanium via electrochemical jet machining enhanced by opposing laser irradiation. J. Manuf. Process. 2023, 85, 623–635. [Google Scholar] [CrossRef]
- Singh, M.; Jain, V.K.; Ramkumar, J. Micro-texturing on flat and cylindrical surfaces using electric discharge micromachining. J. Micromanufacturing 2020, 4, 127–137. [Google Scholar] [CrossRef]
- Daodon, W.; Saetang, V. Improvement of frictional property of AISI D2 tool steel surface against JIS SPFC 980Y advanced high-strength steel by using laser texturing process. Lubricants 2023, 11, 68. [Google Scholar] [CrossRef]
- Kasem, H.; Stav, O.; Grützmacher, P.; Gachot, C. Effect of low depth surface texturing on friction reduction in lubricated sliding contact. Lubricants 2018, 6, 62. [Google Scholar] [CrossRef]
- Etsion, I. State of the art in laser surface texturing. In Advanced Tribology; Luo, J., Meng, Y., Shao, T., Zhao, Q., Eds.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 761–762. [Google Scholar]
- Mao, B.; Siddaiah, A.; Liao, Y.; Menezes, P.L. Laser surface texturing and related techniques for enhancing tribological performance of Engineering Materials: A Review. J. Manuf. Process. 2020, 53, 153–173. [Google Scholar] [CrossRef]
- Vishnoi, M.; Kumar, P.; Murtaza, Q. Surface texturing techniques to enhance tribological performance: A Review. Surf. Interfaces 2021, 27, 101463. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G.; Etsion, I. The effect of laser texturing of steel surfaces and speed-load parameters on the transition of lubrication regime from boundary to hydrodynamic. Tribol. Trans. 2004, 47, 299–307. [Google Scholar] [CrossRef]
- Etsion, I.; Halperin, G.; Brizmer, V.; Kligerman, Y. Experimental investigation of laser surface textured parallel thrust bearings. Tribol. Lett. 2004, 17, 295–300. [Google Scholar] [CrossRef]
- Lu, X.; Khonsari, M.M. An experimental investigation of dimple effect on the Stribeck curve of journal bearings. Tribol. Lett. 2007, 27, 169–176. [Google Scholar] [CrossRef]
- Etsion, I.; Burstein, L. A model for mechanical seals with regular microsurface structure. Tribol. Trans. 1996, 39, 677–683. [Google Scholar] [CrossRef]
- Kitamura, K.; Makino, T.; Nawa, M.; Miyata, S. Tribological effects of punch with micro-dimples in blanking under high hydrostatic pressure. CIRP Ann. 2016, 65, 249–252. [Google Scholar] [CrossRef]
- Shimizu, T.; Kobayashi, H.; Vorholt, J.; Yang, M. Lubrication analysis of micro-dimple textured die surface by direct observation of contact interface in sheet metal forming. Metals 2019, 9, 917. [Google Scholar] [CrossRef]
- Geiger, M.; Popp, U.; Engel, U. Excimer laser micro texturing of cold forging tool surfaces-influence on tool life. CIRP Ann. Manuf. Technol. 2002, 51, 231–234. [Google Scholar] [CrossRef]
- Abe, Y.; Mori, K.; Hatashita, F.; Shiba, T.; Daodon, W.; Osakada, K. Improvement of seizure resistance in ironing of stainless steel cup with cermet die having fine lubricant pockets. J. Mater. Process. Technol. 2016, 234, 195–207. [Google Scholar] [CrossRef]
- Wakuda, M.; Yamauchi, Y.; Kanzaki, S.; Yasuda, Y. Effect of surface texturing on friction reduction between ceramic and steel materials under lubricated sliding contact. Wear 2003, 254, 356–363. [Google Scholar] [CrossRef]
- Schneider, J.; Braun, D.; Greiner, C. Laser Textured Surfaces for Mixed Lubrication: Influence of Aspect Ratio, Textured Area and Dimple Arrangement. Lubricants 2017, 5, 32. [Google Scholar] [CrossRef]
- Abe, Y.; Sugiura, M.; Ando, T.; Kumkhuntod, P.; Septham, K.; Daodon, W.; Mori, K.-i. Improvement of seizure resistance in ironing of aluminum alloy sheets and stainless steel cups by utilizing laser textured die having lubricant pockets. Metals 2023, 13, 803. [Google Scholar] [CrossRef]
- Zhu, Y.; Chen, J.; Du, J.; Fan, Y.; Zheng, J. Tribological behavior of laser textured nodular cast iron surface. Ind. Lubr. Tribol. 2019, 71, 949–955. [Google Scholar] [CrossRef]
- Paul Joshua, S.; Dinesh Babu, P. Effect of laser textured surface with different patterns on tribological characteristics of bearing material AISI 52100. J. Cent. South Univ. 2020, 27, 2210–2219. [Google Scholar] [CrossRef]
- Qi, X.; Wang, H.; Dong, Y.; Fan, B.; Zhang, W.; Zhang, Y.; Ma, J.; Zhou, Y. Experimental analysis of the effects of laser surface texturing on tribological properties of PTFE/Kevlar fabric composite weave structures. Tribol. Int. 2019, 135, 104–111. [Google Scholar] [CrossRef]
- Prem Ananth, M.; Ramesh, R. Tribological improvement of titanium alloy surfaces through texturing and TiAlN coating. Surf. Eng. 2014, 30, 758–762. [Google Scholar] [CrossRef]
- Wang, S.; Yan, F.; Chen, A. Tribological effects of laser surface texturing and residual stress. Ind. Lubr. Tribol. 2018, 70, 126–132. [Google Scholar] [CrossRef]
- Gyawali, G.; Joshi, B.; Tripathi, K.; Kim, S.-H.; Wohn Lee, S. Effect of microtexturing on tribological performance of Ni/Ni–sic composite coatings. Surf. Eng. 2015, 31, 701–707. [Google Scholar] [CrossRef]
- He, Y.; Yang, J.; Wang, H.; Gu, Z.; Fu, Y. Micro-dimple and micro-bulge textures:influence of surface topography types on stick–slip behavior under starved lubrication. Appl. Surf. Sci. 2022, 585, 152501. [Google Scholar] [CrossRef]
- Bay, N.; Olsson, D.D.; Andreasen, J.L. Lubricant test methods for sheet metal forming. Tribol. Int. 2008, 41, 844–853. [Google Scholar] [CrossRef]
- Liu, W.; Ni, H.; Chen, H.; Wang, P. Numerical simulation and experimental investigation on tribological performance of micro-dimples textured surface under hydrodynamic lubrication. Int. J. Mech. Sci. 2019, 163, 105095. [Google Scholar] [CrossRef]
- Vilhena, L.M.; Podgornik, B.; Vižintin, J.; Možina, J. Influence of texturing parameters and contact conditions on tribological behaviour of laser textured surfaces. Meccanica 2011, 46, 567–575. [Google Scholar] [CrossRef]
- Zenebe Segu, D.; Hwang, P. Friction control by multi-shape textured surface under pin-on-disc test. Tribol. Int. 2015, 91, 111–117. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G. Friction and wear behavior of laser textured surface under lubricated initial point contact. Wear 2011, 271, 1719–1725. [Google Scholar] [CrossRef]
- Mizuno, T.; Okamoto, M. Effects of lubricant viscosity at pressure and sliding velocity on lubricating conditions in the compression-friction test on sheet metals. Trans. ASME J. Lubr. Technol. 1982, 104, 53–59. [Google Scholar] [CrossRef]
- Vermeulen, M.; Scheers, J. Micro-hydrodynamic effects in EBT textured steel sheet. Int. J. Mach. Tools Manuf. 2001, 41, 1941–1951. [Google Scholar] [CrossRef]
- Li, K.; Jing, D.; Hu, J.; Ding, X.; Yao, Z. Numerical investigation of the tribological performance of micro-dimple textured surfaces under hydrodynamic lubrication. Beilstein J. Nanotechnol. 2017, 8, 2324–2338. [Google Scholar] [CrossRef] [PubMed]
- Tang, W.; Zhou, Y.; Zhu, H.; Yang, H. The effect of surface texturing on reducing the friction and wear of steel under lubricated sliding contact. Appl. Surf. Sci. 2013, 273, 199–204. [Google Scholar] [CrossRef]
- Brizmer, V.; Kligerman, Y.; Etsion, I. A laser surface textured parallel thrust bearing. Tribol. Trans. 2003, 46, 397–403. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermophysical Properties | Value | |||||||
|---|---|---|---|---|---|---|---|---|
| Density, (kg/m3) | 8138 | |||||||
| Specific heat capacity, cp (kJ/kg °C) | 0.46 | |||||||
| Melting temperature, Tm (°C) | 1430 | |||||||
| Vaporization temperature, Tv (°C) | 2861 | |||||||
| Thermal conductivity, k (W/m °C) | 24 | |||||||
| Chemical composition (wt%) | ||||||||
| C | Si | Mn | P | S | Cr | Mo | W | V |
| 0.80–0.88 | 0.45 | 0.40 | 0.030 | 0.030 | 3.80–4.50 | 4.70–5.20 | 5.90–6.70 | 1.70–2.10 |
| Parameter | Value |
|---|---|
| Laser wavelength (nm) | 1064 |
| Average laser power, P (W) | 10, 15, 20, 25, 30, 35, 40, 45 and 50 |
| Laser pulse repetition rate, f (kHz) | 100 |
| Irradiation time, t (s) | 0.1 |
| Laser beam diameter at 1/e2, db (μm) | 100 |
| Element (wt%) | O | V | Cr | Fe | Ni | Mo | W |
|---|---|---|---|---|---|---|---|
| Untextured surface | 0.80 | 2.17 | 4.31 | 78.73 | 0.15 | 5.44 | 8.41 |
| Textured surface | 5.66 | 1.35 | 2.80 | 76.27 | 0.02 | 6.34 | 7.55 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Phun, C.; Daodon, W.; Septham, K.; Kumkhuntod, P.; Zhu, H.; Saetang, V. Laser-Fabricated Micro-Dimples for Improving Frictional Property of SKH51 Tool Steel Surfaces. Lubricants 2023, 11, 456. https://doi.org/10.3390/lubricants11110456
Phun C, Daodon W, Septham K, Kumkhuntod P, Zhu H, Saetang V. Laser-Fabricated Micro-Dimples for Improving Frictional Property of SKH51 Tool Steel Surfaces. Lubricants. 2023; 11(11):456. https://doi.org/10.3390/lubricants11110456
Chicago/Turabian StylePhun, Chansovannkumpheak, Witthaya Daodon, Kamthon Septham, Peerapong Kumkhuntod, Hao Zhu, and Viboon Saetang. 2023. "Laser-Fabricated Micro-Dimples for Improving Frictional Property of SKH51 Tool Steel Surfaces" Lubricants 11, no. 11: 456. https://doi.org/10.3390/lubricants11110456