A Review of the Laser Cladding of Metal-Based Alloys, Ceramic-Reinforced Composites, Amorphous Alloys, and High-Entropy Alloys on Aluminum Alloys

 ,
,
Abstract
:1. Introduction
2. Metal Based Alloys
2.1. Al-Based Alloys
2.2. Fe-Based Alloys
2.3. Nickel-Based Alloys

3. Ceramic-Reinforced Composite Coating
4. Emerging Coatings
4.1. Amorphous Materials
4.2. High-Entropy Alloys
5. Discussion and Suggestions
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dixit, A.; Kumar, K. Optimization of Mechanical Properties of Silica Gel Reinforced Aluminium MMC by using Taguchi Method. Mater. Today-Proc. 2015, 2, 2359–2366. [Google Scholar] [CrossRef]
- Doshi, S.J.; Gohil, A.V.; Mehta, N.; Vaghasiya, S. Challenges in Fusion Welding of Al alloy for Body in White. Mater. Today-Proc. 2018, 5, 6370–6375. [Google Scholar] [CrossRef]
- Feng, M.N.; Xie, Y.; Zhao, C.F.; Luo, Z. Microstructure and mechanical performance of ultrasonic spot welded open-cell Cu foam/Al joint. J. Manuf. Process. 2018, 33, 86–95. [Google Scholar] [CrossRef]
- Sun, X.; Jie, J.; Peng, B.; Dong, G.; Liu, J.; Liu, S.; Li, T. Numerical Study and Experimental Verification on Solidification Characteristics in Commercial Purity Aluminum under Mechanical Vibration. J. Mater. Eng. Perform. 2023, 1–8. [Google Scholar] [CrossRef]
- Wang, B.; An, X.; Xue, P.; Liu, F.; Ni, D.; Xiao, B.; Liu, Y.; Ma, Z. Grain size effects on high cycle fatigue behaviors of pure aluminum. Int. J. Fatigue 2023, 170, 107556. [Google Scholar] [CrossRef]
- Yamagishi, H. Cu/Al Dissimilar Cold Spot Forge Welding: Effects of Bonding Temperature and Reduction Ratio on Joint Strength and Reaction Layer Growth. Met. Mater. Trans. A Phys. Metall. Mater. Sci. 2023, 54, 3519–3536. [Google Scholar] [CrossRef]
- Li, J.; Wang, G.; Zhang, M.; Li, J.; Fang, X.; Ma, X. Strengthening mechanisms of a heterostructured pure aluminum with extraordinary mechanical properties. Mater. Charact. 2023, 202, 113049. [Google Scholar] [CrossRef]
- Singh, B.; Kumar, I.; Saxena, K.K.; Mohammed, K.A.; Khan, M.I.; Ben Moussa, S.; Abdullaev, S.S. A future prospects and current scenario of aluminium metal matrix composites characteristics. Alex. Eng. J. 2023, 76, 1–17. [Google Scholar] [CrossRef]
- Liu, M.; Xu, Z.; Yang, F. Characterization of cyclic dynamic and creep responses of pure aluminum by instrumented indentation. Sci. Sin. Phys. Mech. Astron. 2023, 53, 214605. [Google Scholar] [CrossRef]
- Scharifi, E.; Yardley, V.A.; Weidig, U.; Szegda, D.; Lin, J.; Steinhoff, K. Hot Sheet Metal Forming Strategies for High-Strength Aluminum Alloys: A Review—Fundamentals and Applications. Adv. Eng. Mater. 2023, 25, 2300141. [Google Scholar] [CrossRef]
- Chinh, N.Q.; Olasz, D.; Ahmed, A.Q.; Bobruk, E.V.; Valiev, R.Z. Review on Grain Size- and Grain Boundary Phenomenon in Unusual Mechanical Behavior of Ultra fine-Grained Al Alloys. Mater. Trans. 2023, 64, 1844–1855. [Google Scholar] [CrossRef]
- Kumar, P.K.D.; Gnanaraj, S.D. Aluminium-Silicon based Metal Matrix Composites for brake rotor applications: A review. Eng. Res. Express 2023, 5, 022002. [Google Scholar] [CrossRef]
- Eskandarzade, M.; Masalehdan, T.; Tutunchi, A.; Osouli-Bostanabad, K.; Hildyard, R.; Bewsher, S.R.; Mohammadpour, M. Study of Tribological Properties of Bulk Nanostructured Aluminum and Copper Samples Applicable in Automotive Bearing Application. J. Mater. Eng. Perform. 2023, 32, 8807–8817. [Google Scholar] [CrossRef]
- Yuan, L.; Zeng, X.; Zhao, X.; Xie, Y.; Gandra, J.; Guan, D. Microstructure evolution and tensile behaviour of fine-grained 6082 Al wire with high ultimate strength and high work hardening by friction stir extrusion of bulk Al sheet. Mater. Sci. Eng. A 2023, 864, 144589. [Google Scholar] [CrossRef]
- Ashebir, D.A.; Mengesha, G.A.; Sinha, D.K.; Bereda, Y.B. Multi-response optimization of process and reinforcement parameters of hybrid reinforced Al matrix composites using Taguchi- Grey relational analysis. Eng. Res. Express 2022, 4, 045038. [Google Scholar] [CrossRef]
- Shahri, S.E.E.; Gholami, M.; Rakhshkhorshid, M. Numerical-experimental study of die geometry in the constrained groove pressing of 6061 aluminum sheets. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 237, 1836–1846. [Google Scholar] [CrossRef]
- Pungaiah, S.S.; Sahu, K.K.; Yuvaraja, R.; Prabhu, G.J.; Sudharsan, R.R.; Thamizhvalavan, P.; Ramaswamy, K. Investigation on Mechanical Behaviour of LM6 Aluminum Alloy Hybrid Composites Processed Using Stir Casting Process. Adv. Mater. Sci. Eng. 2022, 2022, 7539546. [Google Scholar]
- Mahmoud, E.R.I.; Khan, S.Z.; Aljabri, A.; Almohamadi, H.; Elkotb, M.A.; Gepreel, M.A.; Ebied, S. Free Intermetallic Cladding Interface between Aluminum and Steel through Friction Stir Processing. Crystals 2022, 12, 1413. [Google Scholar] [CrossRef]
- Niu, G.; Wang, J.; Ye, J.; Mao, J. Enhancing Fe content tolerance in A356 alloys for achieving low carbon footprint aluminum structure castings. J. Mater. Sci. Technol. 2023, 161, 180–191. [Google Scholar] [CrossRef]
- Wang, J.; Li, F. Effect of Sm + Er and Heat Treatment on As-Cast Microstructure and Mechanical Properties of 7055 Aluminum Alloy. Materials 2023, 16, 4846. [Google Scholar] [CrossRef]
- Thanabumrungkul, S.; Jumpol, W.; Meemongkol, N.; Wannasin, J. Investment casting of semi-solid 6063 aluminum alloy using the GISS process. Mater. Res. Express 2023, 10, 076501. [Google Scholar] [CrossRef]
- Wang, L.X.; Yin, K.; Deng, Q.W.; Huang, Q.Q.; He, J.; Duan, J.A. Wetting Ridge-Guided Directional Water Self-Transport. Adv. Sci. 2022, 9, 2204891. [Google Scholar] [CrossRef]
- Yang, D.; Tang, S.; Wu, Z.; Qin, K.; Zhang, H.; Cui, J.; Nagaumi, H. Research Status and Development Trend of Alloying and Process Technology of High-zinc Aluminum Alloy. Mater. Rev. 2023, 37, 134–139. [Google Scholar]
- Li, Q.; Sun, J.; Ren, X.; Hu, M. Effects of High Temperature RRA on Microstructure and Properties of 7075 Aluminum Alloy. Hot Work. Technol. 2018, 47, 129–132, 137. [Google Scholar]
- Mironov, A.E.; Gershman, I.S.; Gershman, E.I.; Zheleznov, M.M. Relationship between the Tribological Properties of Experimental Aluminum Alloys and Their Chemical Composition. J. Frict. Wear 2017, 38, 87–91. [Google Scholar] [CrossRef]
- Li, Y.Z.; Shi, Y.; Olugbade, E. Microstructure, mechanical, and corrosion resistance properties of Al0.8CrFeCoNiCux high-entropy alloy coatings on aluminum by laser cladding. Mater. Res. Express 2020, 7, 026504. [Google Scholar] [CrossRef]
- Li, Y.Z.; Shi, Y. Microstructure and wear resistance of the laser-cladded Al0.8CrFeCoNiCu0.5Bx high-entropy alloy coating on aluminum. Mater. Res. Express 2020, 7, 026517. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Y. Microhardness, wear resistance, and corrosion resistance of AlxCrFeCoNiCu high-entropy alloy coatings on aluminum by laser cladding. Opt. Laser Technol. 2021, 134, 106632. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, M.; Chen, T.; Pan, L.; Wu, M. Study on the Corrosion Resistance of Thermal Spraying Zinc Aluminum Coating with High Aluminum Content. Mater. Prot. 2021, 54, 28–33. [Google Scholar]
- Riah, B.; Ayad, A.; Camus, J.; Rammal, M.; Boukari, F.; Chekour, L.; Djouadi, M.; Rouag, N. Textured hexagonal and cubic phases of AlN films deposited on Si (100) by DC magnetron sputtering and high power impulse magnetron sputtering. Thin Solid Films 2018, 655, 34–40. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Wang, C.; Wu, G.; Zhang, Q.; Zhang, Y.; Xiu, Z.; Chen, G. A Review for Corrosion Resistance and Protection Methods for Aluminum Matrix Composites. J. Chin. Soc. Corros. Prot. 2008, 28, 59–64. [Google Scholar]
- Chen, B.; Li, Y.; Nie, J.; Wei, C.; Dang, L.; Ma, Q. Microstructure and mechanical properties of NiCoCrAlY laser cladding coating after high-current pulsed electron beam irradiation. Philos. Mag. Lett. 2023, 103, 2191223. [Google Scholar] [CrossRef]
- Jing, Z.; Xu, P.; Liu, Q.; Yu, C. Residual stress release during laser cladding process: A review. J. Laser Appl. 2023, 35, 031201. [Google Scholar] [CrossRef]
- Jiang, L.; Cui, X.; Jin, G.; Tian, Z.; Wen, X.; Tian, H.; Liu, E. Design and characterization of a novel Cu2.3Al1.3Ni1.7SnCr0.3 multi-principal element alloy coating on magnesium alloy by laser cladding. J. Mater. Sci. Technol. 2023, 152, 220–236. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Rehman, E.U.; Ullah, S.; Atif, M.; Tariq, A. A review on laser cladding of high-entropy alloys, their recent trends and potential applications. J. Manuf. Process. 2021, 68, 225–273. [Google Scholar] [CrossRef]
- Liu, Y.; Ding, Y.; Yang, L.; Sun, R.; Zhang, T.; Yang, X. Research and progress of laser cladding on engineering alloys: A review. J. Manuf. Process. 2021, 66, 341–363. [Google Scholar] [CrossRef]
- Siddiqui, A.A.; Dubey, A.K. Recent trends in laser cladding and surface alloying. Opt. Laser Technol. 2021, 134, 106619. [Google Scholar] [CrossRef]
- Liu, M.; Duan, C.; Li, G.; Cai, Y.; Li, L.; Wang, F. Multi-indicator evaluation and material selection of hybrid additive-subtractive manufacturing to repair automobile panel dies and molds. Int. J. Adv. Manuf. Technol. 2023, 127, 1675–1690. [Google Scholar] [CrossRef]
- Izumi, T.; Arai, M. Numerical simulation of the 3D propeller repair process by laser cladding of SUS316L on SUS304. J. Manuf. Process. 2023, 98, 234–253. [Google Scholar] [CrossRef]
- Gao, Y.; Lu, P.; Bai, S.; Qin, B.; Zhang, D. Influence of Laser Power on Microstructure and Properties of Al-Si+Y2O3 Coating. Coatings 2023, 13, 1289. [Google Scholar] [CrossRef]
- Huang, Q.; Yin, K.; Wang, L.; Deng, Q.; Arnusch, C.J. Femtosecond laser-scribed superhydrophilic/superhydrophobic self-splitting patterns for one droplet multi-detection. Nanoscale 2023, 15, 11247–11254. [Google Scholar] [CrossRef] [PubMed]
- Zuo, T.C.; Chen, K. Laser manufacturing technology and its application on the surface engineering. In Contributions of Surface Engineering to Modern Manufacturing and Remanufacturing; Southwest Jiaotong University Press: Chengdu, China, 2002. [Google Scholar]
- Ozdemir, M.; Sadikoglu, H. A new and emerging technology: Laser-induced surface modification of polymers. Trends Food Sci. Technol. 1998, 9, 159–167. [Google Scholar] [CrossRef]
- Folkes, J. Surface modification and coating with lasers. In Surface Coatings for Advanced Materials; Agarwala, R.P., Ed.; Universities in Chicago: Chicago, America, 1997; Volume 246, pp. 261–277. [Google Scholar]
- Chen, J.F.; Li, X.C.; Wang, J.T.; Lei, W.N. Effect of CO2 Laser Surface Melting on the Microstructure of AZ91D Magnesium Alloy. Key Eng. Mater. 2011, 464, 461–464. [Google Scholar] [CrossRef]
- Han, S.W.; Joo, B.D.; Moon, Y.H. Selective surface hardening by laser melting of alloying powder. Mater. Res. Innov. 2014, 18, S2-902. [Google Scholar] [CrossRef]
- Lee, J.H.; Jang, J.H.; Joo, B.D.; Son, Y.M.; Moon, Y.H. Laser surface hardening of AISI H13 tool steel. Trans. Nonferrous Met. Soc. China 2009, 19, 917–920. [Google Scholar] [CrossRef]
- Huang, X.B. Research and application of laser shock processing. In Proceedings of the ICOSM 2020: Optoelectronic Science and Materials, Hefei, China, 25–27 September 2020; Volume 11606, pp. 119–123. [Google Scholar]
- Zhou, M.; Zhang, Y.; Cai, L. Laser shock forming on coated metal sheets characterized by ultrahigh-strain-rate plastic deformation. J. Appl. Phys. 2002, 91, 5501–5503. [Google Scholar] [CrossRef]
- Lai, Z.L.; Wang, C.; He, W.F.; Zhou, L.C.; Bin An, Z. Application of High-Energy Laser in Strain-Hardening of Material. Appl. Mech. Mater. 2013, 321–324, 141–145. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, K.; Liang, Y.; Cheng, J.; Dai, Y. Selective Laser Melted Magnesium Alloys: Fabrication, Microstructure and Property. Materials 2022, 15, 7049. [Google Scholar] [CrossRef]
- Knyzeva, A.G.; Sharkeev, Y.P. Two-Dimensional Model of Laser Alloying of Binary Alloy Powder with Interval of Melting Temperature. In Proceedings of the XXV Conference on High-Energy Processes in Condensed Matter (HEPCM 2017), Novosibirsk, Russia, 5–9 June 2017. [Google Scholar]
- John, M.; Kuruveri, U.B.; Menezes, P.L. Laser Cladding-Based Surface Modification of Carbon Steel and High-Alloy Steel for Extreme Condition Applications. Coatings 2022, 12, 1444. [Google Scholar] [CrossRef]
- Cheng, J.; Xing, Y.; Dong, E.; Zhao, L.; Liu, H.; Chang, T.; Chen, M.; Wang, J.; Lu, J.; Wan, J. An Overview of Laser Metal Deposition for Cladding: Defect Formation Mechanisms, Defect Suppression Methods and Performance Improvements of Laser-Cladded Layers. Materials 2022, 15, 5522. [Google Scholar] [CrossRef] [PubMed]
- Weng, F.; Chen, C.; Yu, H. Research status of laser cladding on titanium and its alloys: A review. Mater. Des. 2014, 58, 412–425. [Google Scholar] [CrossRef]
- Meinert, K.C.; Bergan, P. Refurbishment of aluminum alloys by laser cladding. In Proceedings of the ICALEO’99: Proceedings of the Laser Materials Processing Conference, San Diego, CA USA, 15–18 November 1999. [Google Scholar]
- Cottam, R.; Luzin, V.; Liu, Q.; Wong, Y.C.; Wang, J.; Brandt, M. Investigation into Heat Treatment and Residual Stress in Laser Clad AA7075 Powder on AA7075 Substrate. Met. Microstruct. Anal. 2013, 2, 205–212. [Google Scholar] [CrossRef]
- Grohol, C.M.; Shin, Y.C.; Frank, A. Laser cladding of aluminum alloy 6061 via off-axis powder injection. Surf. Coat. Technol. 2021, 415, 127099. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, A.; Weng, Z.; Xiong, D.; Ye, B.; Qi, X. Porosity elimination and heat treatment of diode laser-clad homogeneous coating on cast aluminum-copper alloy. Surf. Coatings Technol. 2017, 321, 26–35. [Google Scholar] [CrossRef]
- Song, M.; Wu, L.; Liu, J.; Hu, Y. Effects of laser cladding on crack resistance improvement for aluminum alloy used in aircraft skin. Opt. Laser Technol. 2021, 133, 106531. [Google Scholar] [CrossRef]
- Dubourg, L.; Pelletier, H.; Vaissiere, D.; Hlawka, F.; Cornet, A. Mechanical characterisation of laser surface alloyed aluminium–copper systems. Wear 2002, 253, 1077–1085. [Google Scholar] [CrossRef]
- Jeyaprakash, N.; Yang, C.-H.; Sivasankaran, S. Formation of FeCrMoVC Layers on AA6061 by Laser Cladding Process: Microstructure and Wear Characteristics. Trans. Indian Inst. Met. 2020, 73, 1611–1617. [Google Scholar] [CrossRef]
- Sathiyamoorthi, P.; Kim, H.S. High-entropy alloys with heterogeneous microstructure: Processing and mechanical properties. Prog. Mater. Sci. 2022, 123, 100709. [Google Scholar] [CrossRef]
- Tomida, S.; Nakata, K. Fe–Al composite layers on aluminum alloy formed by laser surface alloying with iron powder. Surf. Coatings Technol. 2003, 174–175, 559–563. [Google Scholar] [CrossRef]
- Mei, Z.; Wang, W.; Wang, A. Transmission electron microscopy characterization of laser-clad iron–based alloy on Al–Si alloy. Mater. Charact. 2006, 56, 185–191. [Google Scholar] [CrossRef]
- Carroll, J.W.; Liu, Y.; Mazumder, J.; Perry, T.A. Laser surface alloying of aluminum 319 alloy with iron. In Proceedings of the 20th International Congress on Applications of Lasers and Electro-Optics (ICALEO 2001), Jacksonville, FL, USA, 14–18 October 2001. [Google Scholar]
- Wu, X.Q.; Yan, H.; Xin, Y.; Yu, B.B.; Hu, Z.; Sun, Y.H. Microstructure and Wear Properties of Ni-based Composite Coatings on Aluminum Alloy Prepared by Laser Cladding. Rare Met. Mater. Eng. 2020, 49, 2574–2582. [Google Scholar]
- He, L.; Tan, Y.F.; Wang, X.L.; Jing, Q.F.; Hong, X. Tribological properties of laser cladding TiB2 particles reinforced Ni-base alloy composite coatings on aluminum alloy. Rare Met. 2015, 34, 789–796. [Google Scholar] [CrossRef]
- Liang, G.; Su, J. The microstructure and tribological characteristics of laser-clad Ni–Cr–Al coatings on aluminium alloy. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2000, 290, 207–212. [Google Scholar] [CrossRef]
- Wang, C.; Gao, Y.; Zeng, Z.; Fu, Y. Effect of rare-earth on friction and wear properties of laser cladding Ni-based coatings on 6063Al. J. Alloys Compd. 2017, 727, 278–285. [Google Scholar] [CrossRef]
- Zhang, P.F.; Li, Y.X. Effects of CeO2, Si and Co on the microstructure and properties of Ni-Cu composite coating on 6061 aluminium alloy by laser cladding. Philos. Mag. Lett. 2021, 101, 303–311. [Google Scholar] [CrossRef]
- Tan, Y.F.; He, L.; Wang, X.L.; Tan, H.; Zhou, C.H. Tribological properties of laser surface cladding Ni-base alloy coatings under dry friction and seawater conditions. Int. J. Surf. Sci. Eng. 2016, 10, 147–161. [Google Scholar] [CrossRef]
- Sun, R.; Lei, Y. Microstructure and hardness of laser clad SiCp–Al composite coatings on Al alloys. Mater. Lett. 2008, 62, 3272–3275. [Google Scholar] [CrossRef]
- Anandkumar, R.; Almeida, A.; Colaco, R.; Vilar, R.; Ocelik, V.; De Hosson, J.T.M. Microstructure and wear studies of laser clad Al-Si/SiC(p) composite coatings. Surf. Coat. Technol. 2007, 201, 9497–9505. [Google Scholar] [CrossRef]
- Anandkumar, R.; Almeida, A.; Vilar, R. Microstructure and sliding wear resistance of an Al-12 wt.% Si/TiC laser clad coating. Wear 2012, 282, 31–39. [Google Scholar] [CrossRef]
- Liu, Y.; Li, G.D.; Jiang, W.T. Effects of Cu-Coated SiC Content on Microstructure and Properties of Laser Cladding SiCp/Al-Si Composite Coatings. Materials 2019, 12, 1537. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, P.; Bai, P.; Wu, L.; Liu, B.; Zhao, Z. Microstructure and properties of Ti/TiBCN coating on 7075 aluminum alloy by laser cladding. Surf. Coatings Technol. 2018, 334, 142–149. [Google Scholar] [CrossRef]
- Riquelme, A.; Escalera-Rodríguez, M.D.; Rodrigo, P.; Otero, E.; Rams, J. Effect of alloy elements added on microstructure and hardening of Al/SiC laser clad coatings. J. Alloys Compd. 2017, 727, 671–682. [Google Scholar] [CrossRef]
- Al-Hamdani, K.S.; Murray, J.W.; Hussain, T.; Clare, A.T. Controlling ceramic-reinforcement distribution in laser cladding of MMCs. Surf. Coatings Technol. 2019, 381, 125128. [Google Scholar] [CrossRef]
- Ayerdi, J.J.; Aginagalde, A.; Llavori, I.; Bonse, J.; Zabala, A.J.W. Ball-on-flat linear reciprocating tests: Critical assessment of wear volume determination methods and suggested improvements for ASTM D7755 standard. Wear 2021, 470–471, 203620. [Google Scholar] [CrossRef]
- Yu, J.; Qiao, C.; Zhang, S.; Liu, Z.; Wróblewski, P. Tribological properties of laser-cladded Fe-based amorphous composite coatings under dry and lubricated sliding. Opt. Laser Technol. 2023, 166, 109583. [Google Scholar] [CrossRef]
- Zhang, Z.; Yuan, J.; Jing, Z.; Cheng, Y.; Liang, X. Research Progress and Development Trend of Amorphous and Nanocrystalline Composite Coatings: A Review. JOM 2022, 74, 4597–4611. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Xu, J.F.; Hu, Y.Q.; Ding, S.H.; Xia, R. Cold welding of ultrathin metallic glass nanowires with side-to-side contact using molecular dynamics simulations. Mater. Today Commun. 2022, 32, 103937. [Google Scholar] [CrossRef]
- Song, S.; Laurell, F.; Meehan, B.; Hawkins, T.W.; Ballato, J.; Gibson, U.J. Localised structuring of metal-semiconductor cores in silica clad fibres using laser-driven thermal gradients. Nat. Commun. 2022, 13, 2680. [Google Scholar] [CrossRef]
- Ibrahim, M.Z.; Halilu, A.; Sarhan, A.A.; Kuo, T.; Yusuf, F.; Shaikh, M.; Hamdi, M. In-vitro viability of laser cladded Fe-based metallic glass as a promising bioactive material for improved osseointegration of orthopedic implants. Med. Eng. Phys. 2022, 102, 103782. [Google Scholar] [CrossRef]
- Sohrabi, N.; Panikar, R.S.; Jhabvala, J.; Buch, A.R.; Mischler, S.; Logé, R.E. Laser coating of a Zr-based metallic glass on an aluminum substrate. Surf. Coatings Technol. 2020, 400, 126223. [Google Scholar] [CrossRef]
- Wang, Y.; Ostrowska, M.; Cacciamani, G. Thermodynamic modeling of selected ternary systems containing Y and CALPHAD simulation of CoNiCrAlY metallic coatings. Calphad 2021, 72, 102214. [Google Scholar] [CrossRef]
- Yan, J.; Zhang, P.; Liu, J.; Yu, H.; Hu, Q.; Yang, J.; Zhang, Z. Design and optimization of the composition and mechanical properties for non-equiatomic CoCrNi medium-entropy alloys. J. Mater. Sci. Technol. 2023, 139, 232–244. [Google Scholar] [CrossRef]
- Huang, A.; Fensin, S.J.; Meyers, M.A. Strain-rate effects and dynamic behavior of high entropy alloys. J. Mater. Res. Technol. 2023, 22, 307–347. [Google Scholar] [CrossRef]
- Laleh, M.; Sadeghi, E.; Revilla, R.I.; Chao, Q.; Haghdadi, N.; Hughes, A.E.; Xu, W.; De Graeve, I.; Qian, M.; Gibson, I.; et al. Heat treatment for metal additive manufacturing. Prog. Mater. Sci. 2023, 133, 101051. [Google Scholar] [CrossRef]
- Meena, N.; Rao, A.G.; Dommeti, S.G.; Prabhu, N. Effect of Multi-Pass Friction Stir Processing on Microstructure and Mechanical Properties of a Metastable Dual-Phase High Entropy Alloy. Lubricants 2023, 11, 2. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Y.; Wang, H.; Zhou, B.; Li, D.; Lin, H.; Wang, J. Effect of Y on Microstructure and Properties of Al0.8FeCrCoNiCu0.5 High Entropy Alloy Coating on 5083 Aluminum by Laser Cladding. Lubricants 2023, 11, 50. [Google Scholar] [CrossRef]
- Reverte, E.; Keller, C.; Calvo-Dahlborg, M.; Alcalá, G.; Campos, M.; Cornide, J. Effect of Y2O3 addition on the microstructure and mechanical properties of an Al1.8CoCrCu0.5FeNi BCC HEA. J. Alloys Compd. 2023, 960, 170647. [Google Scholar] [CrossRef]
- Wen, J.; Liu, Y.; Huang, Y.; Zhao, Y. Effects of electromagnetic stirring and subsequent homogenization treatment on the microstructure and mechanical properties of Al70Zn10Mg10Cu5Si5 multi-component alloy. J. Alloys Compd. 2023, 960, 170725. [Google Scholar] [CrossRef]
- Yang, B.; Fang, J.; Xu, C.; Cao, H.; Zhang, R.; Zhao, B.; Huang, M.; Wang, X.; Lv, H.; Che, R. One-Dimensional Magnetic FeCoNi Alloy Toward Low-Frequency Electromagnetic Wave Absorption. Nano-Micro Lett. 2022, 14, 170. [Google Scholar] [CrossRef]
- Xiong, W.; Guo, A.X.; Zhan, S.; Liu, C.-T.; Cao, S.C. Refractory high-entropy alloys: A focused review of preparation methods and properties. J. Mater. Sci. Technol. 2023, 142, 196–215. [Google Scholar] [CrossRef]
- Li, H.; Han, Y.; Feng, H.; Zhou, G.; Jiang, Z.; Cai, M.; Li, Y.; Huang, M. Enhanced strength-ductility synergy via high dislocation density-induced strain hardening in nitrogen interstitial CrMnFeCoNi high-entropy alloy. J. Mater. Sci. Technol. 2023, 141, 184–192. [Google Scholar] [CrossRef]
- Wang, X.; Zhai, W.; Wang, J.; Wei, B. Strength and ductility enhancement of high-entropy FeCoNi2Al0.9 alloy by ultrasonically refining eutectic structures. Scr. Mater. 2023, 225, 115154. [Google Scholar] [CrossRef]
- Alamiery, A.A.; Isahak, W.N.R.W.; Takriff, M.S. Inhibition of Mild Steel Corrosion by 4-benzyl-1-(4-oxo-4-phenylbutanoyl)thiosemicarbazide: Gravimetrical, Adsorption and Theoretical Studies. Lubricants 2021, 9, 93. [Google Scholar] [CrossRef]
- Zhang, D.; Du, D.; Liu, G.; Pu, Z.; Xue, S.; Chang, B. Microstructure and Wear Resistance of FeCuNiTiAl High-Entropy Alloy Coating on Ti6Al4V Substrate Fabricated by Laser Metal Deposition. Lubricants 2022, 10, 263. [Google Scholar] [CrossRef]
- Zhang, X.; Tong, Y.; Hu, Y.; Liang, X.; Chen, Y.; Wang, K.; Zhang, M.; Xu, J. Microstructure and Performance of Fe50Mn30Cr10Ni10 High-Entropy Alloy Produced by High-Efficiency and Low-Cost Wire Arc Additive Manufacturing. Lubricants 2022, 10, 344. [Google Scholar] [CrossRef]
- Cantor, B. Multicomponent high-entropy Cantor alloys. Prog. Mater. Sci. 2021, 120, 100754. [Google Scholar] [CrossRef]
- Jin, C.; Li, X.L.; Kang, J.H.; Li, H.Z.; Wang, H.F. Effect of interstitial oxygen/nitrogen on mechanical and wear properties of TiZrHfNb refractory high-entropy alloy. J. Alloys Compd. 2023, 960, 170863. [Google Scholar] [CrossRef]
- Liu, Q.; Fu, H.; Wu, W.; Wang, L.; Cheng, J.; Xia, P.; Gan, B.; Xia, M.; Zhao, F. Influence of annealing temperatures on the microstructure and deformation behavior of a CrCoNi based medium-entropy alloy. J. Alloys Compd. 2023, 960, 170877. [Google Scholar] [CrossRef]
- Xu, T.; Chen, Q.; Ji, L.; Zheng, Z.; Wang, K.; Liu, H. BCC/B2 structure and dislocation strengthening behavior in high Ti content TiAlVCrNb high-entropy alloys. J. Alloys Compd. 2023, 956, 170179. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, Y.; Xie, J.; Ni, J.; Zhang, T.; Wang, S.; Yin, L. Microstructure and mechanical properties of CrMnFeCoNi high entropy alloy/Al composite with different reinforcement content. J. Alloys Compd. 2023, 960, 170882. [Google Scholar] [CrossRef]
- Shon, Y.; Joshi, S.S.; Katakam, S.; Rajamure, R.S.; Dahotre, N.B. Laser additive synthesis of high entropy alloy coating on aluminum: Corrosion behavior. Mater. Lett. 2015, 142, 122–125. [Google Scholar] [CrossRef]
- Siddiqui, A.A.; Dubey, A.K.; Paul, C.P. A study of metallurgy and erosion in laser surface alloying of AlxCu0.5FeNiTi high entropy alloy. Surf. Coatings Technol. 2019, 361, 27–34. [Google Scholar] [CrossRef]
- Ye, X.; Ma, M.; Liu, W.; Li, L.; Zhong, M.; Liu, Y.; Wu, Q. Synthesis and Characterization of High-Entropy Alloy FeCoNiCuCr by Laser Cladding. Adv. Mater. Sci. Eng. 2011, 2011, 485942. [Google Scholar] [CrossRef]
- Ma, Z.; Xia, C.; Zhong, H.; Yang, T.; Liu, N.; Liang, C.; Li, Q. Microstructure, mechanical property and corrosion resistance of FeCoCrNi-M high-entropy alloy coatings on 6061 aluminum alloy prepared by laser cladding. Surf. Coat. Technol. 2023, 455, 129217. [Google Scholar] [CrossRef]
- Shi, Y.; Ni, C.; Liu, J.; Huang, G. Microstructure and properties of laser clad high-entropy alloy coating on aluminium. Mater. Sci. Technol. 2018, 34, 1239–1245. [Google Scholar] [CrossRef]
- Ni, C.; Shi, Y.; Liu, J.; Huang, G. Characterization of Al0.5FeCu0.7NiCoCr high-entropy alloy coating on aluminum alloy by laser cladding. Opt. Laser Technol. 2018, 105, 257–263. [Google Scholar] [CrossRef]
- Li, Y.Z.; Shi, Y. Phase assemblage and wear resistance of laser-cladding Al0.8FeCoNiCrCu0.5Six high-entropy alloys on aluminum. Mater. Res. Express 2020, 7, 086504. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors | Coating Material | Key Findings |
|---|---|---|
| Meinert et al. [57] | 4000 series Al | Repaired specimens had tensile strengths of 61% and 64% of their original counterparts. |
| Cottam et al. [58] | 7075 Al | The cladding layer’s hardness was 80% of the matrix. Heat treatment improved the hardness but also increased residual stress. |
| Corbin et al. [59] | 6061-T6 Al | Coatings produced were without apparent defects. The cladding layer had coarser β’ precipitates with reduced hardness. |
| Dubourg et al. [62] | Al-Cu alloy | At 40% Cu content, alloy hardness peaked at 250 ± 10 HV0.2. |
| Authors | Coating Material | Key Findings |
|---|---|---|
| Jeyaprakash et al. [63] | FeCrMoVC | Coating has enhanced wear resistance; reduced surface roughness after wear. |
| Ye et al. [64] | Fe-Al intermetallic compound | Cladding layer has a hardness 5–6× that of the base material; cracks noted in bonding zone. |
| Tomida et al. [65] | Wt.%Al/Fe alloy (Al content: 10–40 wt.%) | The hardness of 600–1000 HV; wear resistance 4–5× greater than base matrix. |
| Mei et al. [66] | Fe-based coating | Contains multiple intermetallic compounds; prone to cracking due to brittle intermetallic compounds. |
| Carroll et al. [67] | Fe powder | Increased hardness with the Al-Fe-Si compound; significant increase in brittleness. |
| Authors | Coating Material | Key Findings |
|---|---|---|
| Wu et al. [68] | Nickel-based alloy | Microstructure variations; peak hardness at 8200 MPa; effect of speed on defects |
| He et al. [69] | TiB2-reinforced nickel-based composite | Coating hardness 6.7× substrate; mass loss reduced by 32.7%; notable pore defects. |
| Tan et al. [73] | Nickel-based alloy | Enhanced coating hardness and wear resistance compared to substrate. |
| Liang et al. [70] | NiCrBSi | Cladding contains Ni3Al with a peak microhardness of 1200 HV. |
| Wang et al. [71] | Ni60 alloy with 5% rare earth elements | Rare earth elements improved coating structure and reduced defects. |
| Zhang et al. [72] | Nickel-based (Ni-Cu ratio of 4:1) with CeO2, Si, and Co | Additives (CeO2, Si, Co) improved coating hardness and reduced friction. |
| Authors | Coating Material | Key Findings |
|---|---|---|
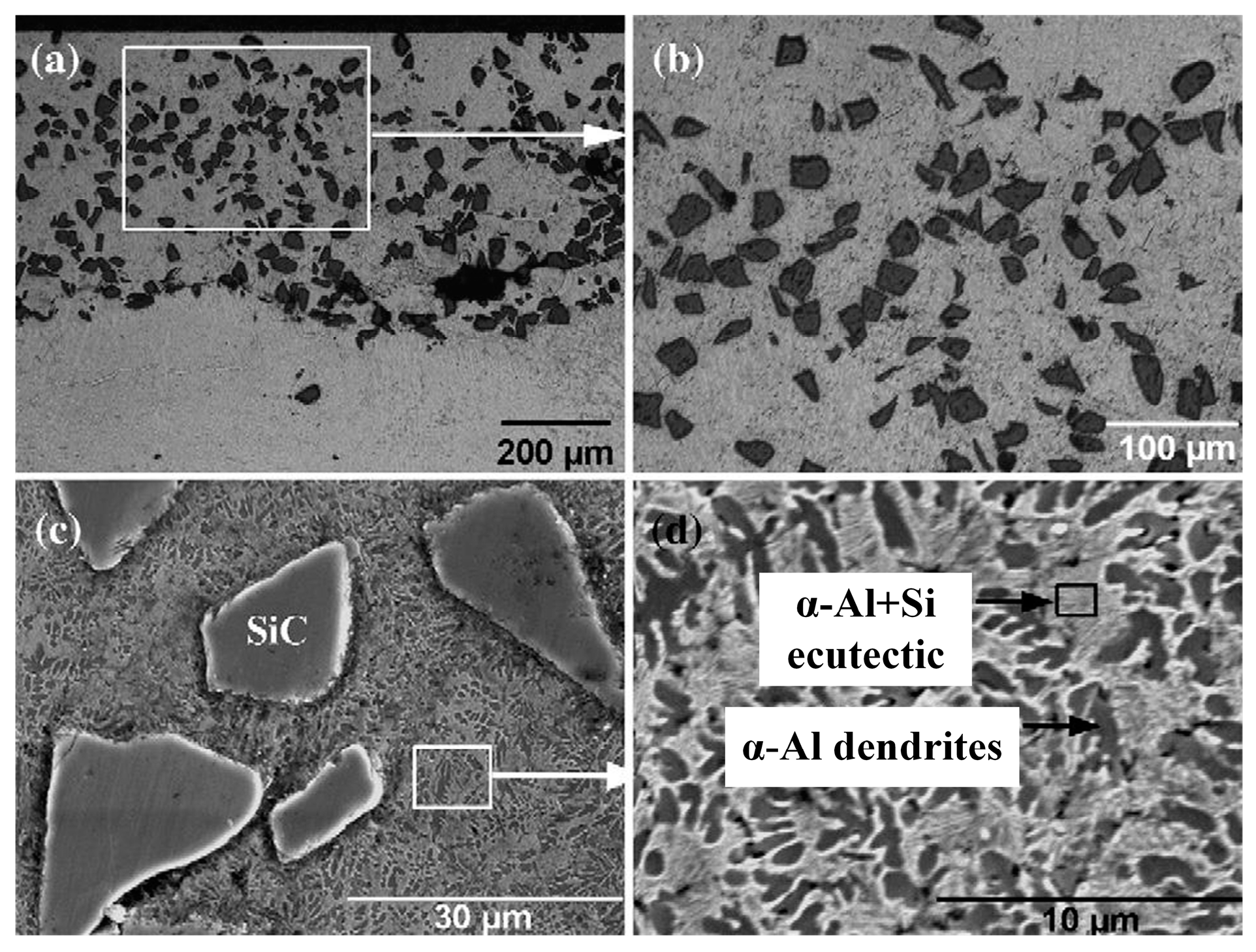
| Sun et al. [74] | SiC/Al-12Si composite | Doubled the hardness of the cladding layer to approximately 260 HV0.2. |
| YANG et al. [77] | Al-Si-based composite with SiC | Wear resistance of cladding layer increased. |
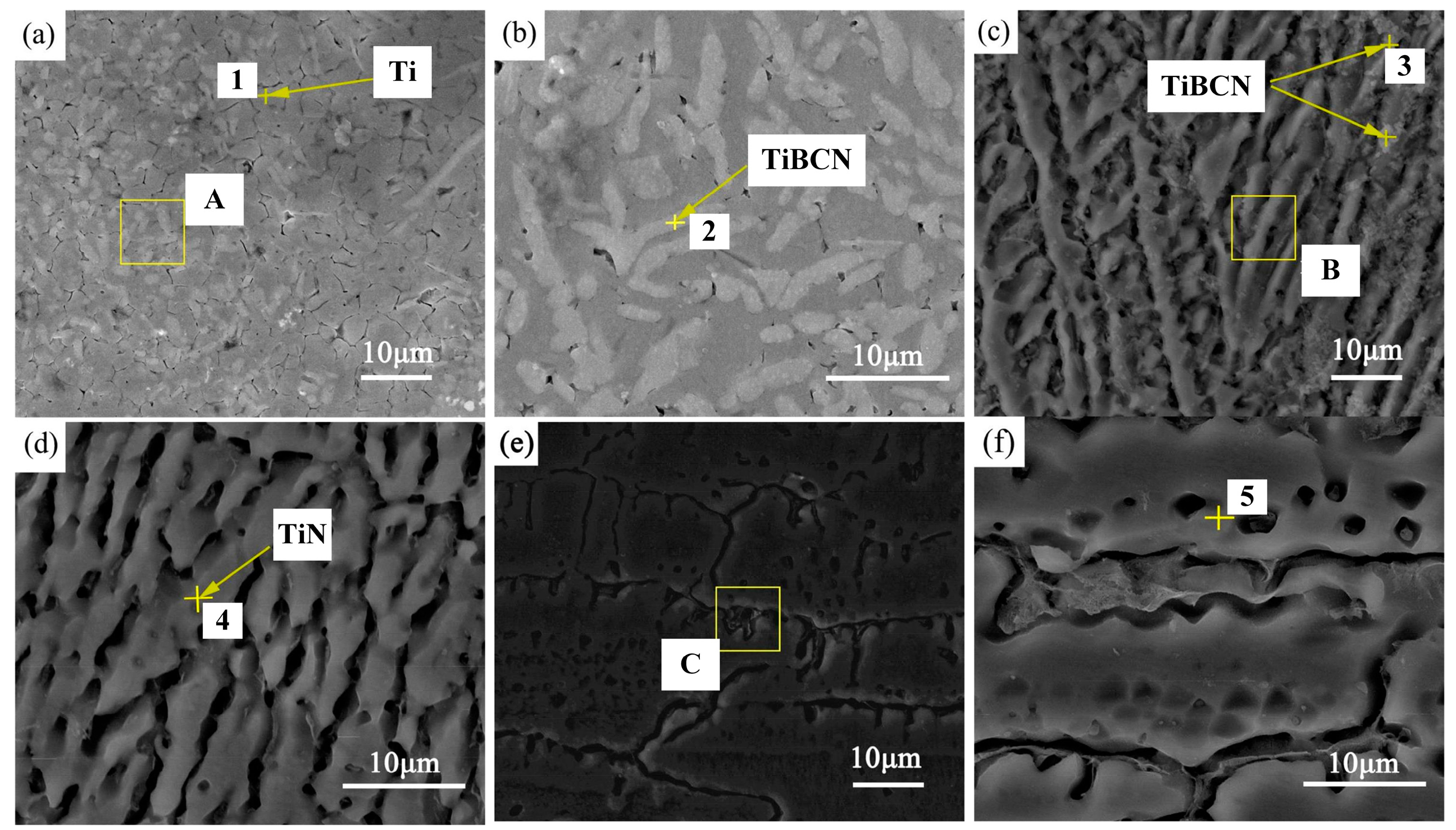
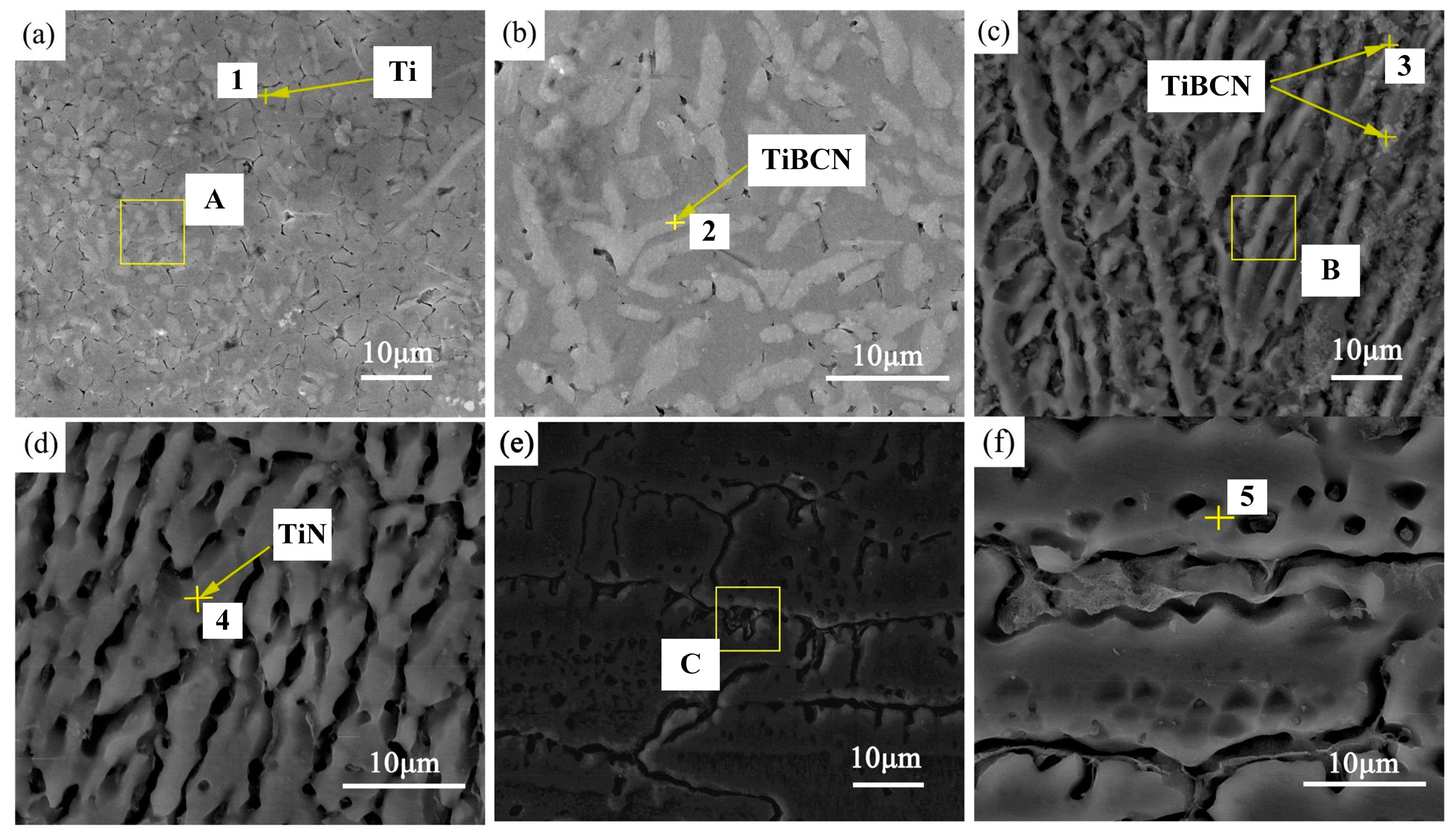
| Li et al. [78] | Ti/TiBCN | Coating’s hardness 4.3 times higher than base material; reduced friction coefficient. |
| Kamaal et al. [80] | SiC-reinforced Al-based | Achieved improved hardness by preventing Al4C3 formation. |
| Fe | Cr | Ni | Co | Cu | Al | |
|---|---|---|---|---|---|---|
| Mixing Enthalpy with Al (kJ/mol) | −11 | −10 | −22 | −19 | −1 | - |
| Melting Point (°C) | 1538 | 1857 | 1455 | 1495 | 1083 | 660 |
| Specific Weight | 7.89 | 7.19 | 8.9 | 8.9 | 8.96 | 2.6 |
| Authors | Coating Material | Key Findings |
|---|---|---|
| Sohrabi et al. [87] | Zr-based amorphous | Coating’s wear resistance is 20× that of the substrate; reduced energy density inhibits crystallization. |
| Wang et al. [88] | Al-Ni-Y ternary alloy powder | Bright regions of the layer contain more Ni and Y; challenges in achieving fully amorphous coatings. |
| Authors | Coating Material | Key Findings |
|---|---|---|
| Shon et al. [108] | AlCrFeCoNi HEA | Reduced defects like coating porosity and cracking through high-energy density multi-layer cladding. |
| Siddiqui et al. [109] | Mixed powders of Cu, Fe, Ni, Ti | Hardness reached 18 times that of substrate. |
| Ye et al. [110] | AlxFeCoNiCuCr HEA | As Al content increased, hardness increased from 390 to 687 HV0.2. |
| Ma et al. [111] | Al, Cu, Ti in FeCoNiCr HEA | Synergistic effect led to high hardness and wear resistance. |
| Li et al. [114] | Al0.8FeCoNiCrCu0.5Six HEAs | Increasing Si content shifted structure; highest hardness achieved with Al0.8FeCoNiCrCu0.5Si0.4, with wear resistance being five to seven times the substrate’s. |
| Coating Type | Recommended Application Environment/Conditions | Expected Performance | Precautions |
|---|---|---|---|
| Aluminum-based coating | Component repair sectors; areas with low surface performance demands | Hardness and corrosion resistance are similar to the base material | Heat treatment can enhance mechanical properties and ensure process control to prevent coating from cracking. |
| Iron-based coating | Low-cost coating needs; high surface hardness domains | High surface hardness | Limited improvement in corrosion resistance; the coating has high crack sensitivity. |
| Nickel-based coating | Cost-insensitive areas; high hardness and wear resistance domains | High surface hardness, wear resistance, and moderate corrosion resistance | Add rare earth elements to reduce cracks; monitor laser heat closely. |
| Ceramic-based Coating | High hardness and wear resistance domains | High surface hardness and wear resistance | Strong crack sensitivity; complex reaction products. Process control is essential. |
| Amorphous alloy Coating | Wear-resistant domains; cost-insensitive areas | Decent hardness and wear resistance | Emerging coating with limited research; the practical application needs verification. |
| High-Entropy alloy Coating | Cost-insensitive areas; high hardness, wear, and corrosion resistance domains | High surface hardness, wear and corrosion resistance | Coating is expensive. Utilize the “cocktail effect” of high-entropy alloys; regulate Al, Si, Ti, and Cr components and composition for performance tuning. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, P.; Shi, Z.; Wang, X.; Li, Y.; Cao, Z.; Zhao, M.; Liang, J. A Review of the Laser Cladding of Metal-Based Alloys, Ceramic-Reinforced Composites, Amorphous Alloys, and High-Entropy Alloys on Aluminum Alloys. Lubricants 2023, 11, 482. https://doi.org/10.3390/lubricants11110482
Zhao P, Shi Z, Wang X, Li Y, Cao Z, Zhao M, Liang J. A Review of the Laser Cladding of Metal-Based Alloys, Ceramic-Reinforced Composites, Amorphous Alloys, and High-Entropy Alloys on Aluminum Alloys. Lubricants. 2023; 11(11):482. https://doi.org/10.3390/lubricants11110482
Chicago/Turabian StyleZhao, Pengfei, Zimu Shi, Xingfu Wang, Yanzhou Li, Zhanyi Cao, Modi Zhao, and Juhua Liang. 2023. "A Review of the Laser Cladding of Metal-Based Alloys, Ceramic-Reinforced Composites, Amorphous Alloys, and High-Entropy Alloys on Aluminum Alloys" Lubricants 11, no. 11: 482. https://doi.org/10.3390/lubricants11110482