Optimization of Flow Field in Slab Continuous Casting Mold with Medium Width Using High Temperature Measurement and Numerical Simulation for Automobile Exposed Panel Production

 ,
,
Abstract
:1. Introduction
2. Rod Deflecting Method for Measuring Velocities near the Mold Surface
3. Numerical Simulation
3.1. Fluid Flow Model
3.2. Lagrangian DPM Model
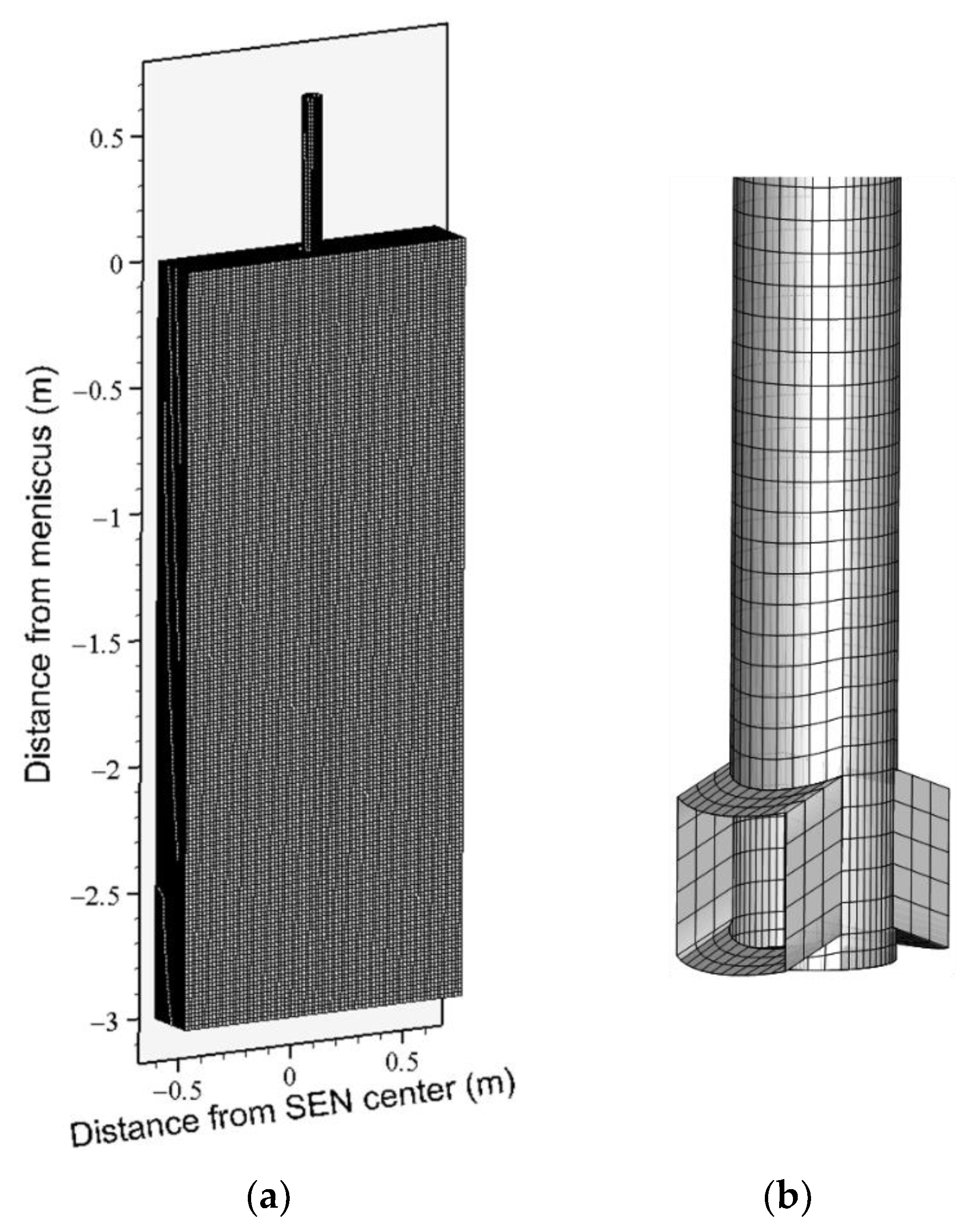
3.3. Simulation Details
4. Results and Discussion
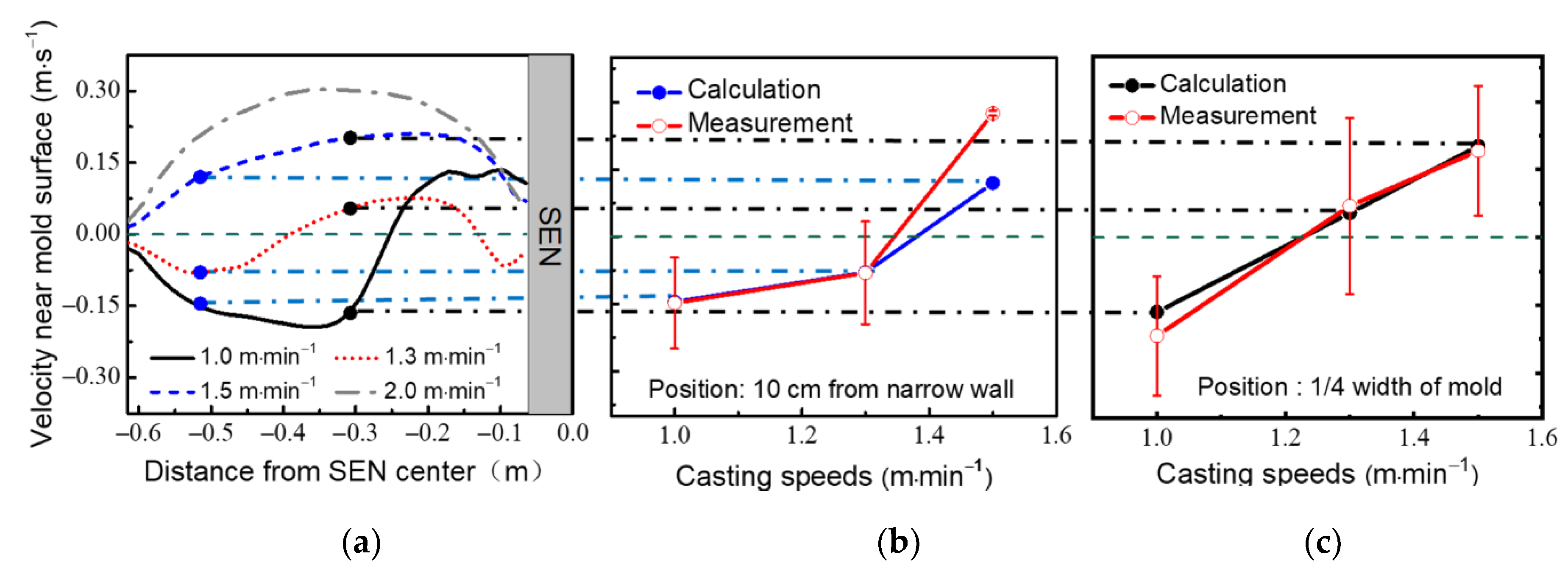
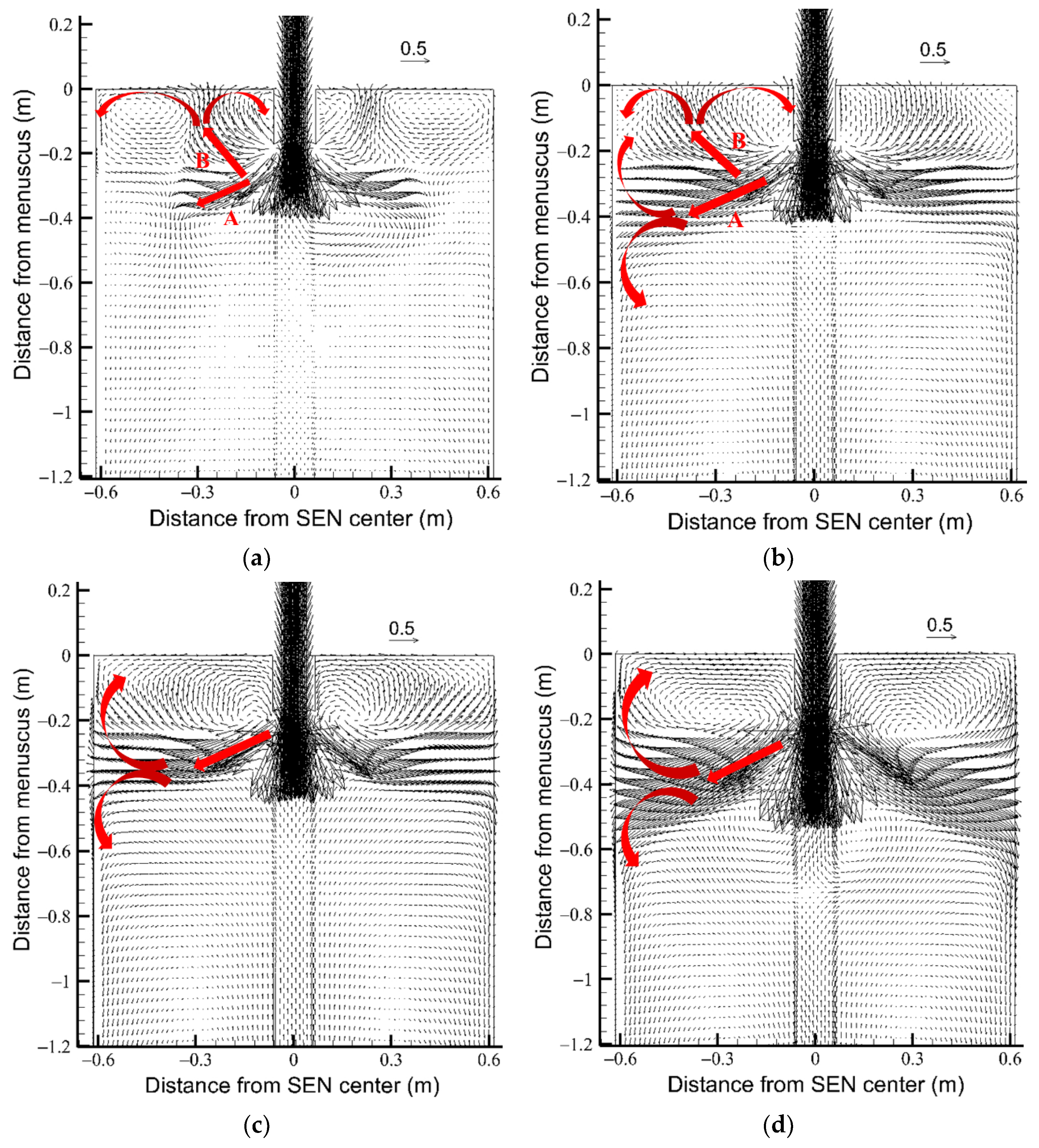
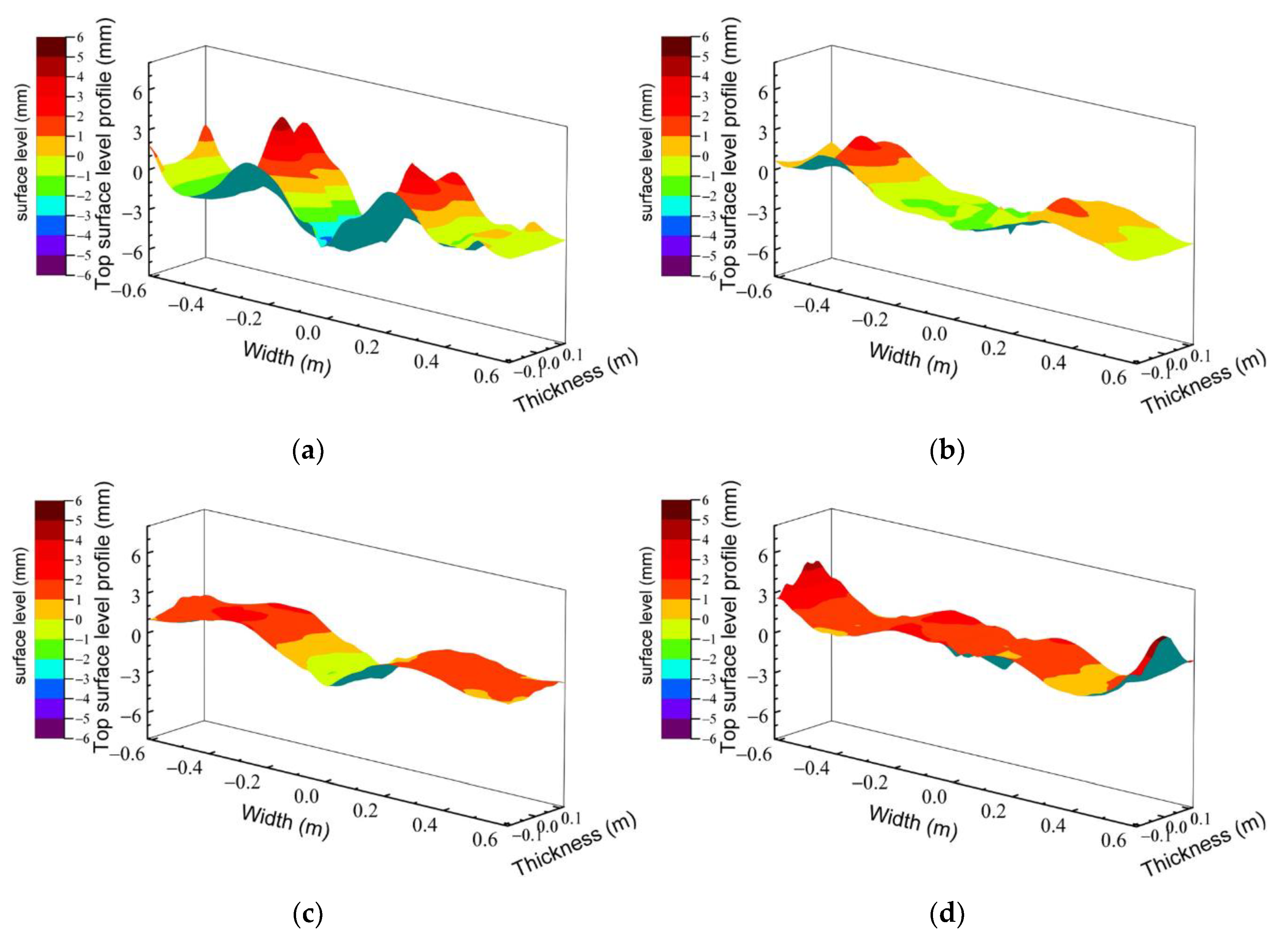
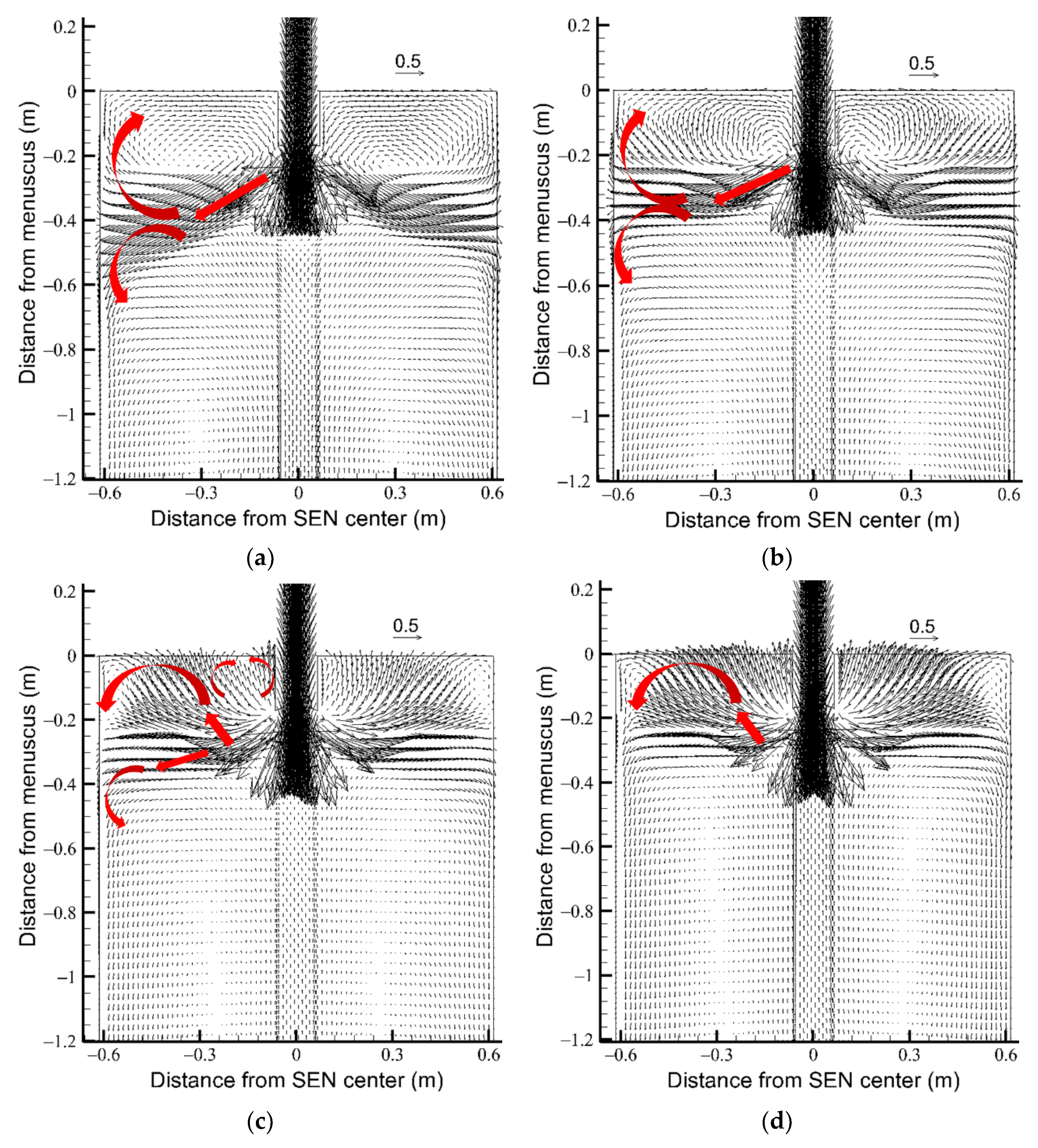
4.1. Effect of Casting Speeds
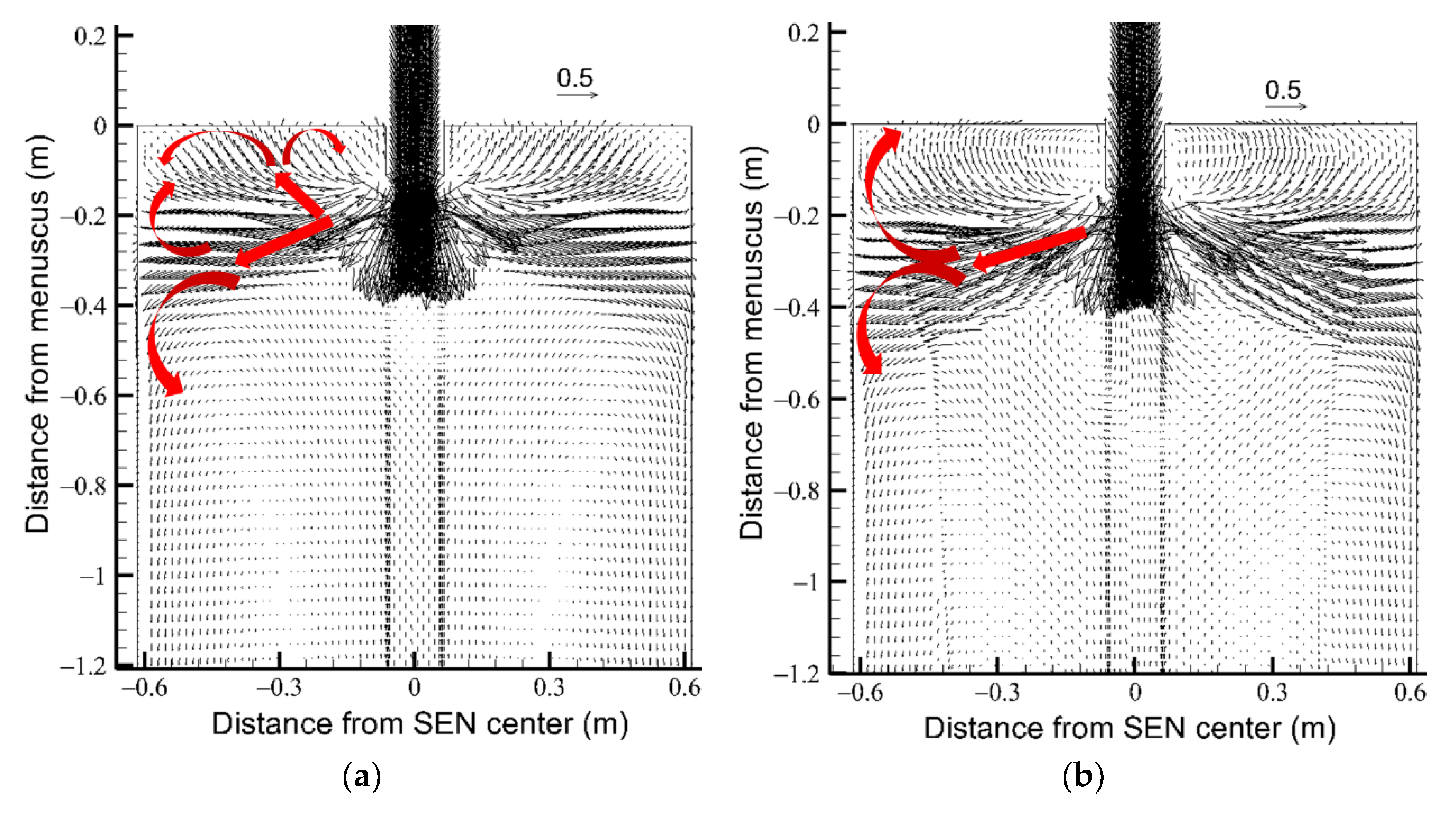
4.2. Effect of Argon Flow Rates
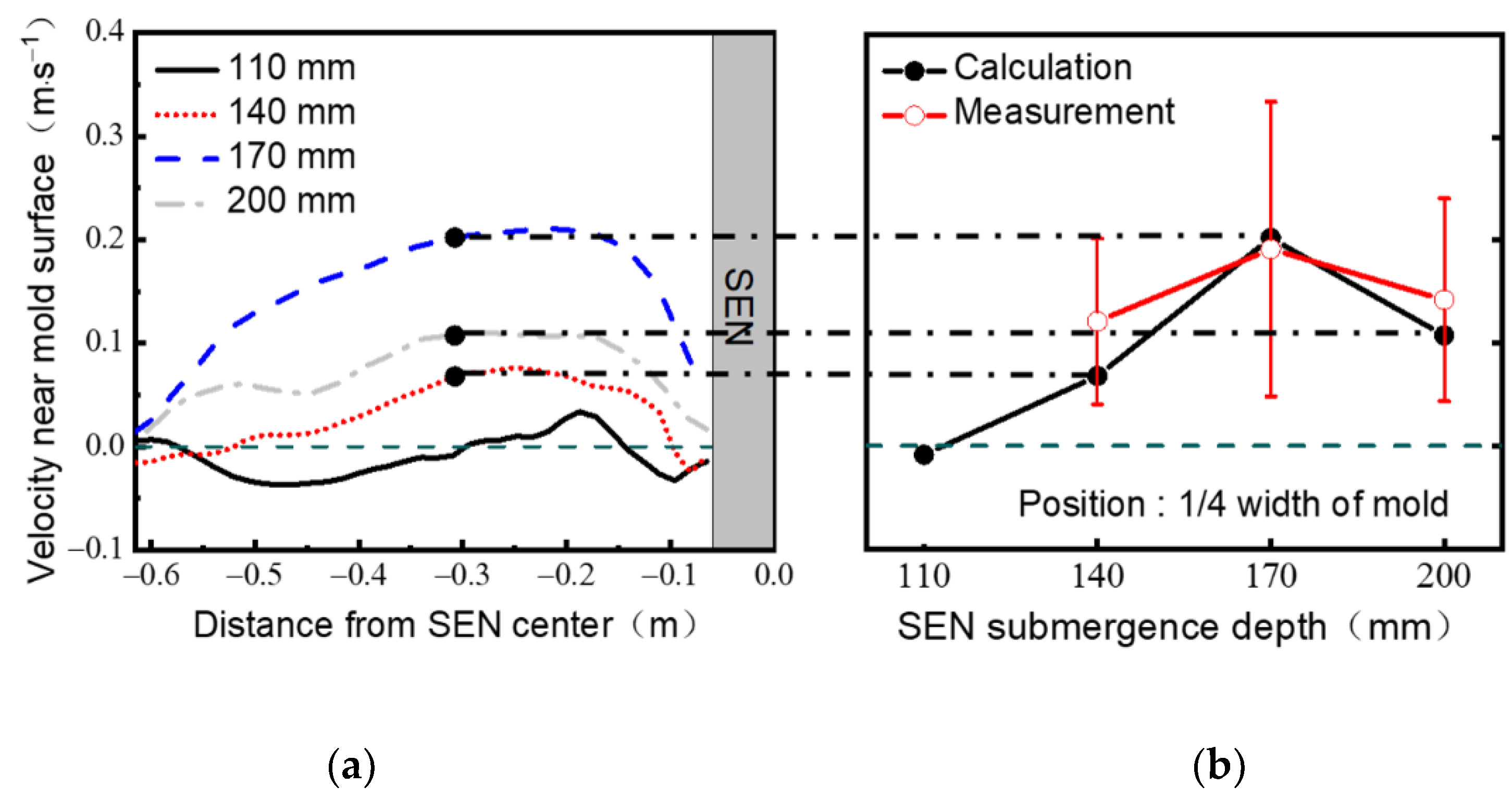
4.3. Effect of SEN Submergence Depths
5. Conclusions
- (1)
- The rod deflecting method for measuring velocities near the mold surface is a simple and effective method to investigate the velocities near the mold surface and the flow patterns of molten steel. The measured results of the velocities near the mold surface are in good agreement with the calculated results for the different casting speeds, argon gas flow rates, and submergence depths of the SEN.
- (2)
- The velocities of molten steel near the mold surface increase with increasing the casting speeds. When the casting speed is 1.0 and 1.3 m/min, the flow pattern in the mold is single-roll flow (SRF) and unstable flow (UF), respectively, both with the large top surface level fluctuations. When the casting speed is 2.0 m/min, although the flow pattern in the mold is double-roll flow (DRF), there are large top surface level fluctuations near the narrow wall. At the casting speed of 1.5 m/min, the flow pattern is DRF and the top surface level is small and symmetrical.
- (3)
- The velocities near the mold surface decrease with increasing the argon gas flow rates. When argon gas flow rate is 10 and 15 L/min, the flow patterns in the mold are both SRF with the large top surface level fluctuations near the SEN. When the argon gas flow rate is 1 and 4 L/min, the velocity near the mold surface has a moderate value, and the flow pattern in the mold is DRF and the top surface level fluctuation is small and symmetrical.
- (4)
- When the SEN submergence depth is 110 mm, the flow pattern is UF. When the SEN submergence depth is increased to 200 mm, the velocities near the mold surface decrease, and the top surface level fluctuation becomes small.
- (5)
- The optimized flow field in the mold can be judged to be favorable to the surface quality of the automobile exposed panel, if the velocities near the mold surface is relatively small, the flow pattern in the mold is DRF, and the top surface level fluctuation is small and symmetrical.
Author Contributions
Funding
Conflicts of Interest
References
- Cui, H.; Wu, H.; Yue, F.; Wu, W.; Wang, M.; Bao, Y.; Chen, B.; Ji, C. Surface defects of cold-rolled Ti-IF steel sheets due to non-metallic inclusions. J. Iron Steel Res. Int. 2011, 18, 335–340. [Google Scholar]
- Peng, Q.C.; Yang, J.L.; Peng, S.; Zhang, X.H.; Tang, S.P.; Tian, Y.S. Analysis of linear defects of cold-rolled galvanized sheet. Adv. Mater. Res. 2013, 652, 2034–2037. [Google Scholar] [CrossRef]
- Schmidt, K.D.; Friedel, F.; Imlau, K.P.; Jager, W.; Muller, K.T. Consequent improvement of surface quality by systematic analysis of slabs. Steel Res. Int. 2003, 74, 659–666. [Google Scholar] [CrossRef]
- Wu, G.R. Effect of mold powder on faint-sliver defect in if cold-rolled steel sheet. Adv. Mater. Res. 2011, 339, 134–139. [Google Scholar] [CrossRef]
- Wang, X. Possibility of producing high quality cold rolled coils with thin slab casting production route. Iron Steel 2004, 39, 18–25. [Google Scholar]
- Andrzejewski, P.; Köhler, K.U.; Pluschkell, W. Model investigations on the fluid flow in continuous casting moulds of wide dimensions. Steel Res. 1992, 63, 242–246. [Google Scholar] [CrossRef]
- Kohler, K.U.; Andrzejewski, P.; Julius, E. Steel flow velocity measurement and flow pattern monitoring in the mould. In Proceedings of the Steelmaking Conference, Warrendale, PA, USA; 1995; pp. 445–449. [Google Scholar]
- Kunstreich, S.; Dauby, P.H. Effect of molten steel flow pattern on slab quality and the need for dynamic electromagnetic control in the mould. Ironmak. Steelmak. 2005, 32, 80–86. [Google Scholar] [CrossRef]
- Thomas, B.G.; Huang, X.; Sussman, R.C. Simulation of argon gas flow effects in a continuous slab caster. Metall. Mater. Trans. B 1994, 25B, 527–547. [Google Scholar] [CrossRef]
- Honeyands, T.; Herbertson, J. Flow dynamics in thin slab caster moulds. Steel Res. 1995, 66, 287–293. [Google Scholar] [CrossRef]
- Assar, M.B.; Dauby, P.H.; Lawson, G.D. Opening the Black Box: PIV and MFC Measurements in a Continuous Caster Mold. In Proceedings of the 83rd Steelmaking Conference, Pittsburgh, PA, USA, 26–29 March 2000; Volume 83, pp. 397–411. [Google Scholar]
- Zhang, L.; Yang, S.; Cai, K.; Li, J.; Wan, X.; Thomas, B.G. Investigation of fluid flow and steel cleanliness in the continuous casting strand. Metall. Mater. Trans. B 2007, 38B, 63–83. [Google Scholar] [CrossRef]
- Dauby, P.H. Continuous Casting: Make Better Steel and More of It! Rev. de Métallurgie Int. J. Metall. 2012, 109, 113–136. [Google Scholar] [CrossRef]
- Gupta, D.; Chakraborty, S. Asymmetry and oscillation of the fluid flow pattern in a continuous casting mould: A water model study. ISIJ Int. 1997, 37, 654–658. [Google Scholar] [CrossRef]
- Dauby, P.H.; Assar, M.B.; Lawson, G.D. PIV and MFC measurements in a continuous caster mould. New tools to penetrate the caster black box. Int. J. Metall. 2001, 98, 353–366. [Google Scholar] [CrossRef]
- Kubo, N.; Ishii, T.; Kubota, J.; Aramaki, N. Two-phase flow numerical simulation of molten steel and argon gas in a continuous casting mold. ISIJ Int. 2002, 42, 1251–1258. [Google Scholar] [CrossRef] [Green Version]
- Ramos, I.C.; Morales, R.D.; Garcia-Hernandez, S.; Ceballos-Huerta, A. Effects of immersion depth on flow turbulence of liquid steel in a slab mold using a nozzle with upward angle rectangular ports. ISIJ Int. 2014, 54, 1797–1806. [Google Scholar] [CrossRef] [Green Version]
- Morales, R.D.; García-Hernández, S.; Calderón-Ramos, I.; Salazar-Campoy, M.; Barreto, J.D.J. Control of slag-dragging effects at the metal–slag interface through electromagnetic brake in a slab mold. J. Manuf. Sci. Prod. 2015, 15, 119–130. [Google Scholar] [CrossRef]
- Asad, A.; Kratzsch, C.; Schwarze, R. Numerical investigation of the free surface in a model mold. Steel Res. Int. 2016, 87, 181–190. [Google Scholar] [CrossRef]
- Deng, X.; Ji, C.; Cui, Y.; Li, L.; Yin, X.; Yang, Y.; McLean, A. Flow pattern control in continuous slab casting moulds: Physical modelling and plant trials. Ironmak. Steelmak. 2017, 44, 461–471. [Google Scholar] [CrossRef]
- Cho, S.M.; Kim, S.H.; Thomas, B.G. Transient fluid flow during steady continuous casting of steel slabs: Part I. Measurements and modeling of two-phase flow. ISIJ Int. 2014, 54, 845–854. [Google Scholar] [CrossRef] [Green Version]
- Cho, S.M.S.; Kim, H.; Thomas, B.G. Transient fluid flow during steady continuous casting of steel slabs: Part II. Effect of double-ruler electro-magnetic braking. ISIJ Int. 2014, 54, 855–864. [Google Scholar] [CrossRef]
- Cho, S.M.; Thomas, B.G.; Kim, S.H. Transient two-phase flow in slide-gate nozzle and mold of continuous steel slab casting with and without double-ruler electro-magnetic braking. Metall. Mater. Trans. B 2016, 47B, 3080–3098. [Google Scholar] [CrossRef]
- Zhang, T.; Yang, J.; Jiang, P. Measurement of molten steel velocity near the surface and modeling for transient fluid flow in the continuous casting mold. Metals 2019, 9, 36. [Google Scholar] [CrossRef] [Green Version]
- Jones, W.P.; Launder, B.E. The prediction of laminarization with a two-equation model of turbulence. Int. J. Heat Mass Transf. 1972, 15, 301–314. [Google Scholar] [CrossRef]
- Bai, H.; Thomas, B.G. Bubble formation during horizontal gas injection into downward-flowing liquid. Metall. Mater. Trans. B 2001, 32B, 1143–1159. [Google Scholar] [CrossRef]
- Lee, G.G.; Shin, H.J.; Thomas, B.G.; Kim, S.H. Asymmetric Multi-Phase Fluid Flow and Particle Entrapment in a Continuous Casting Mold. In Proceedings of the AISTech, Pittsburgh, PA, USA, 5–8 May 2008; pp. 1–12. [Google Scholar]
- Lee, G.G.; Thomas, B.G.; Kim, S.H. Effect of refractory properties on initial bubble formation in continuous-casting nozzles. Met. Mater. Int. 2010, 16, 501–506. [Google Scholar] [CrossRef]
- Liu, R.; Thomas, R.B.G.; Sengupta, J.; Chung, S.D.; Trinh, M. Measurements of molten steel surface velocity and effect of stopper-rod movement on transient multiphase fluid flow in continuous casting. ISIJ Int. 2014, 54, 2314–2323. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Wang, Y.; Zuo, X. Flow transport and inclusion motion in steel continuous-casting mold under submerged entry nozzle clogging condition. Metall. Mater. Trans. B 2008, 39B, 534–550. [Google Scholar] [CrossRef]
- Cho, S.M.; Thomas, B.G.; Kim, S.H. Effect of nozzle port angle on transient flow and surface slag behavior during continuous steel-slab casting. Metall. Mater. Trans. B 2019, 50B, 52–76. [Google Scholar] [CrossRef]
- Zhang, L.; Taniguchi, S. Fundamentals of inclusion removal from liquid steel by bubble flotation. Int. Mater. Rev. 2000, 45, 59–82. [Google Scholar] [CrossRef]
- Zhang, L.; Aoki, J.; Thomas, B.G. Inclusion removal by bubble flotation in a continuous casting mold. Metall. Mater. Trans. B 2006, 37B, 361–379. [Google Scholar] [CrossRef]
- Kubota, J.; Okimoto, K.; Shirayama, A.; Murakami, H. Meniscus Flow Control in the Mold by Traveling Magnetic Field for High Speed Slab Caster. In Proceedings of the 74th Steelmaking Conference, Washington, DC, USA, 14–17 April 1991; pp. 233–241. [Google Scholar]
- Herbertson, J.; He, Q.L.; Flint, P.J.; Mahapatra, R.B. Modeling of Metal Delivery to Continuous Casting Moulds. In Proceedings of the 74th Steelmaking Conference, Washington, DC, USA, 14–17 April 1991; pp. 171–185. [Google Scholar]
- Bommaraju, R.; Glennon, R.; Frazee, M. Analysis of the Cause and Prevention of Longitudinal Midface Cracks and Depressions on Continuously Cast Free-Machining Steel Blooms. In Proceedings of the 1st European Conference on Continuous Casting, Florence, Italy, 23–25 September 1991; pp. 307–318. [Google Scholar]
- Billany, T.J.H.; Normanton, A.S.; Mills, K.C.; Grieveson, P. Surface cracking in continuously cast products. Ironmak. Steelmak. 1991, 18, 403–410. [Google Scholar]
- Miranda, R.; Barron, M.A.; Barreto, J.; Hoyos, L.; Gonzalez, J. Experimental and numerical analysis of the free surface in a water model of a slab continuous casting mold. ISIJ Int. 2005, 45, 1626–1635. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values | Parameters | Values |
|---|---|---|---|
| Mold width (mm) | 1230 | SEN inside diameter (mm) | 78 |
| Mold thickness (mm) | 230 | Steel density (kg/m3) | 7020 |
| SEN submergence depth (mm) | 110, 140, 170,200 | Steel dynamic viscosity (kg/(m∙s)) | 0.0056 |
| Casting speed (m/min) | 1.0, 1.3, 1.5, 2.0 | Argon gas flow rate (L/min) | 1, 4, 10, 15 |
| SEN port angle | −20° | Argon gas density (kg/m3) | 0.27 |
| SEN port area of width × height (mm × mm) | 75 × 75 | Argon bubble diameter (mm) | 2.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, P.; Yang, J.; Zhang, T.; Xu, G.; Liu, H.; Zhou, J.; Qin, W. Optimization of Flow Field in Slab Continuous Casting Mold with Medium Width Using High Temperature Measurement and Numerical Simulation for Automobile Exposed Panel Production. Metals 2020, 10, 9. https://doi.org/10.3390/met10010009
Jiang P, Yang J, Zhang T, Xu G, Liu H, Zhou J, Qin W. Optimization of Flow Field in Slab Continuous Casting Mold with Medium Width Using High Temperature Measurement and Numerical Simulation for Automobile Exposed Panel Production. Metals. 2020; 10(1):9. https://doi.org/10.3390/met10010009
Chicago/Turabian StyleJiang, Peng, Jian Yang, Tao Zhang, Gangjun Xu, Hongjun Liu, Junjun Zhou, and Wei Qin. 2020. "Optimization of Flow Field in Slab Continuous Casting Mold with Medium Width Using High Temperature Measurement and Numerical Simulation for Automobile Exposed Panel Production" Metals 10, no. 1: 9. https://doi.org/10.3390/met10010009