Transient Softening at the Fusion Boundary of Resistance Spot Welds: A Phase Field Simulation and Experimental Investigations for Al–Si-coated 22MnB5



Abstract
:1. Introduction
2. Materials and Methods
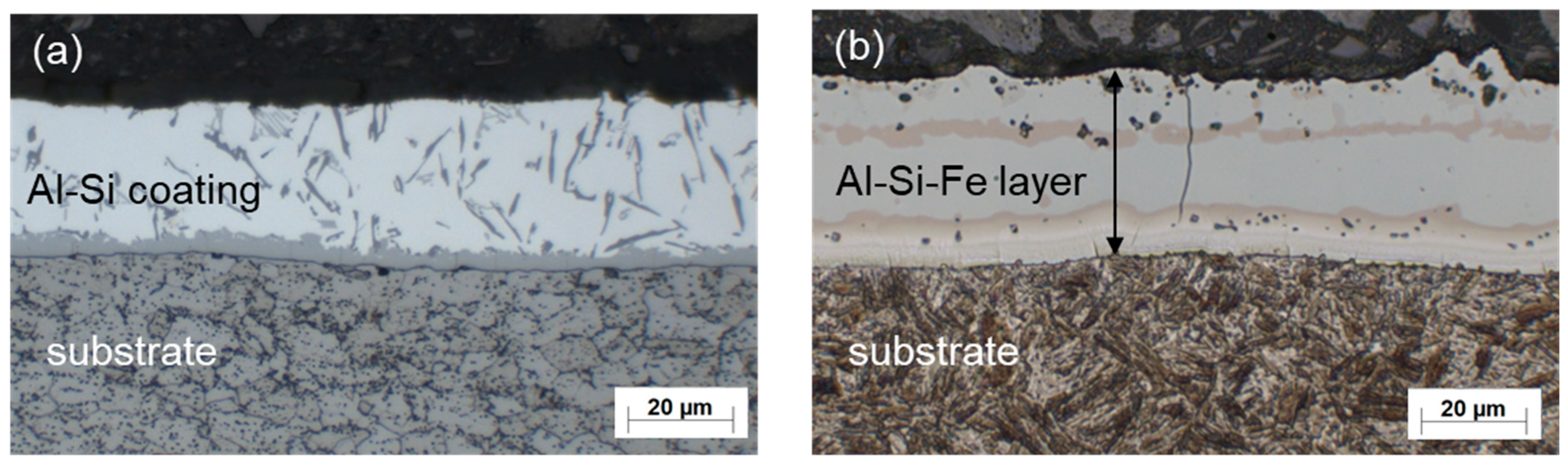
2.1. Test Material, Welding Procedure and Microstructure Characterization
2.2. Finite Element Simulation of the Welding Process
2.3. Simulation Model in Thermocalc and Micress
3. Results and Discussion
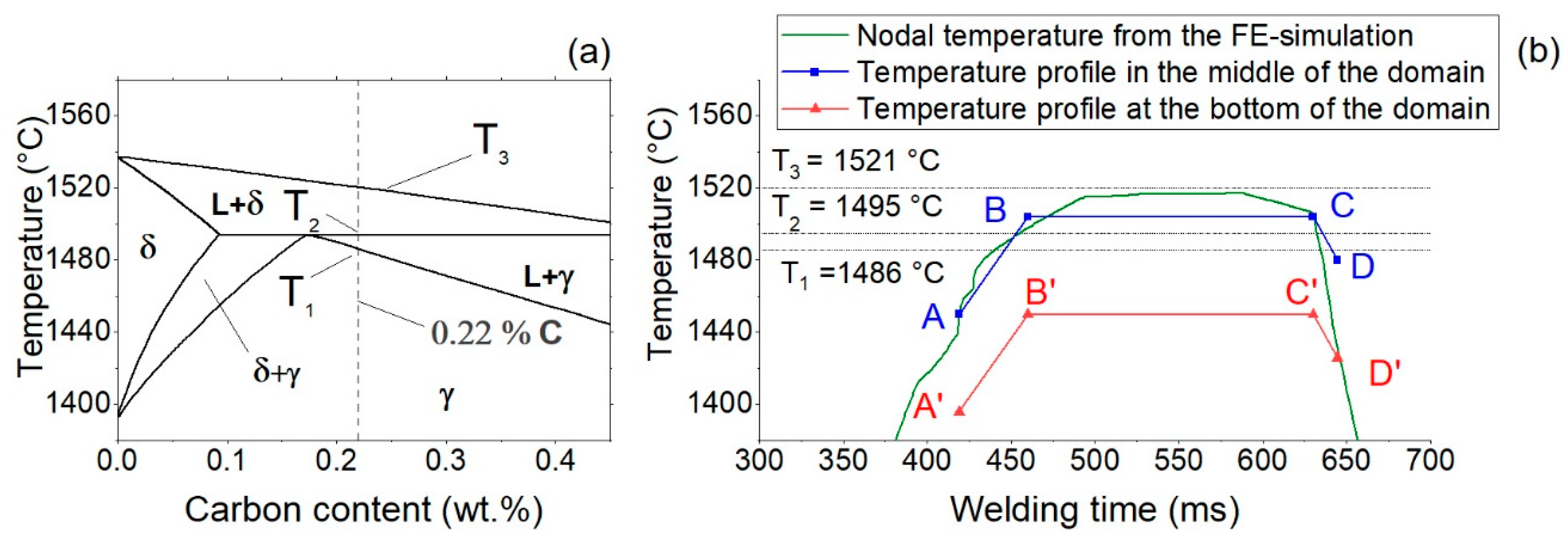
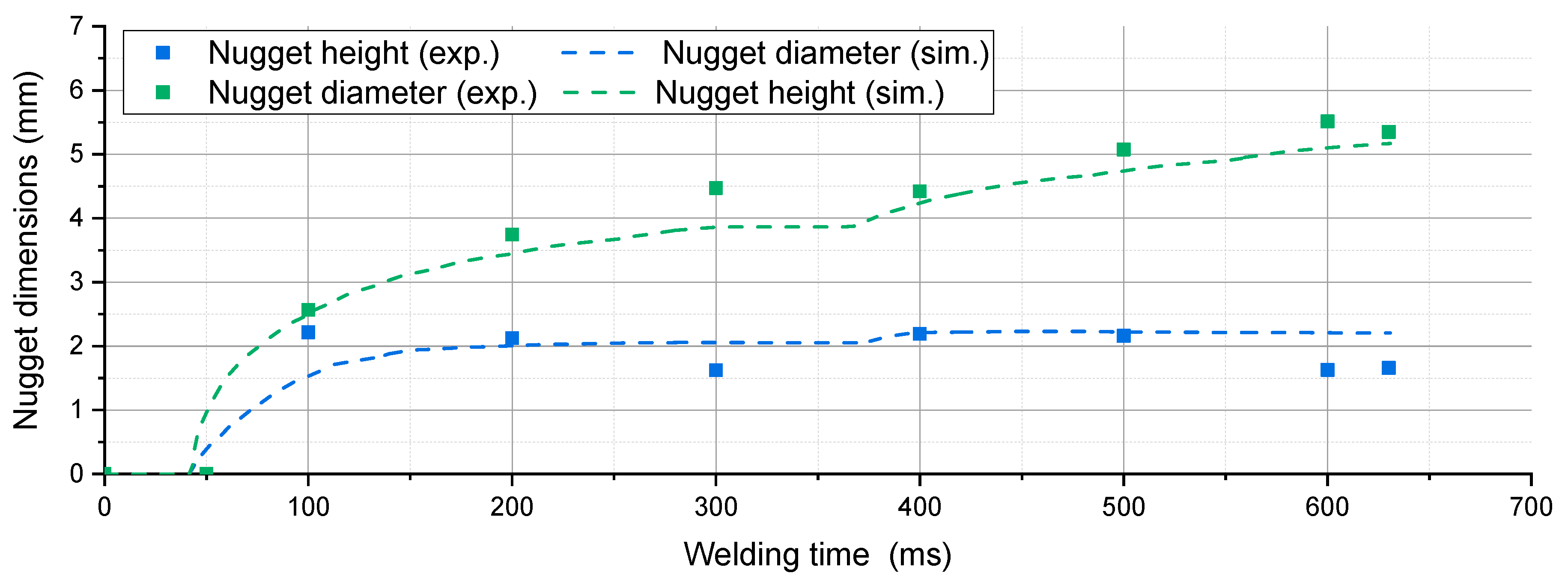
3.1. Nugget Growth
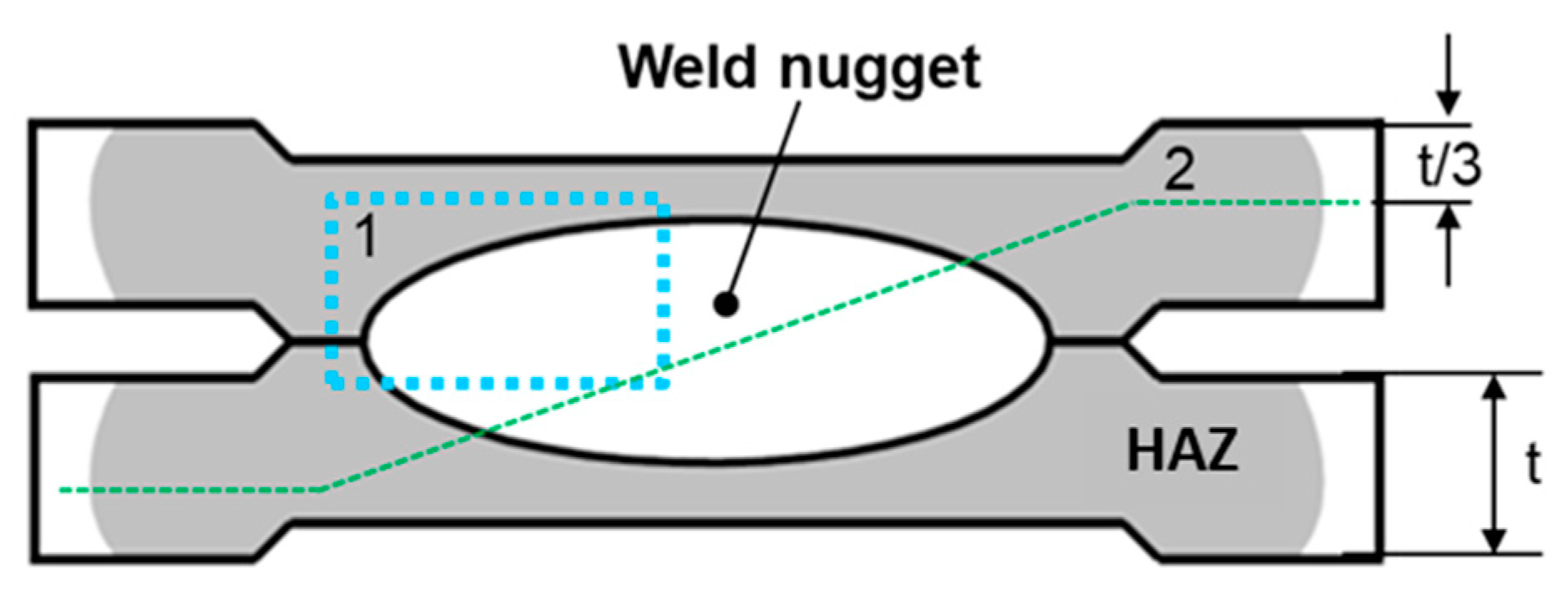
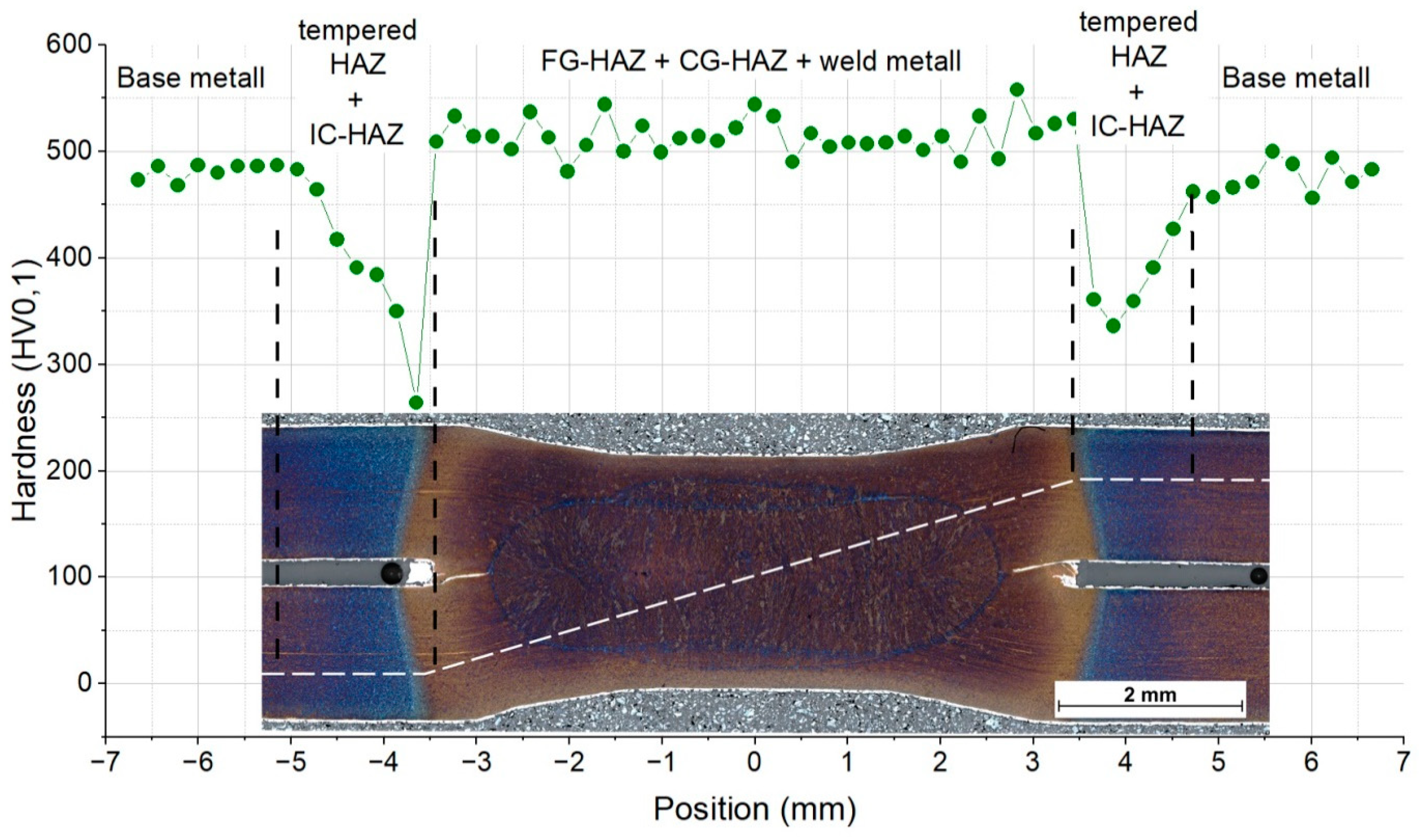
3.2. Metallographic Investigations and Hardness Measurements
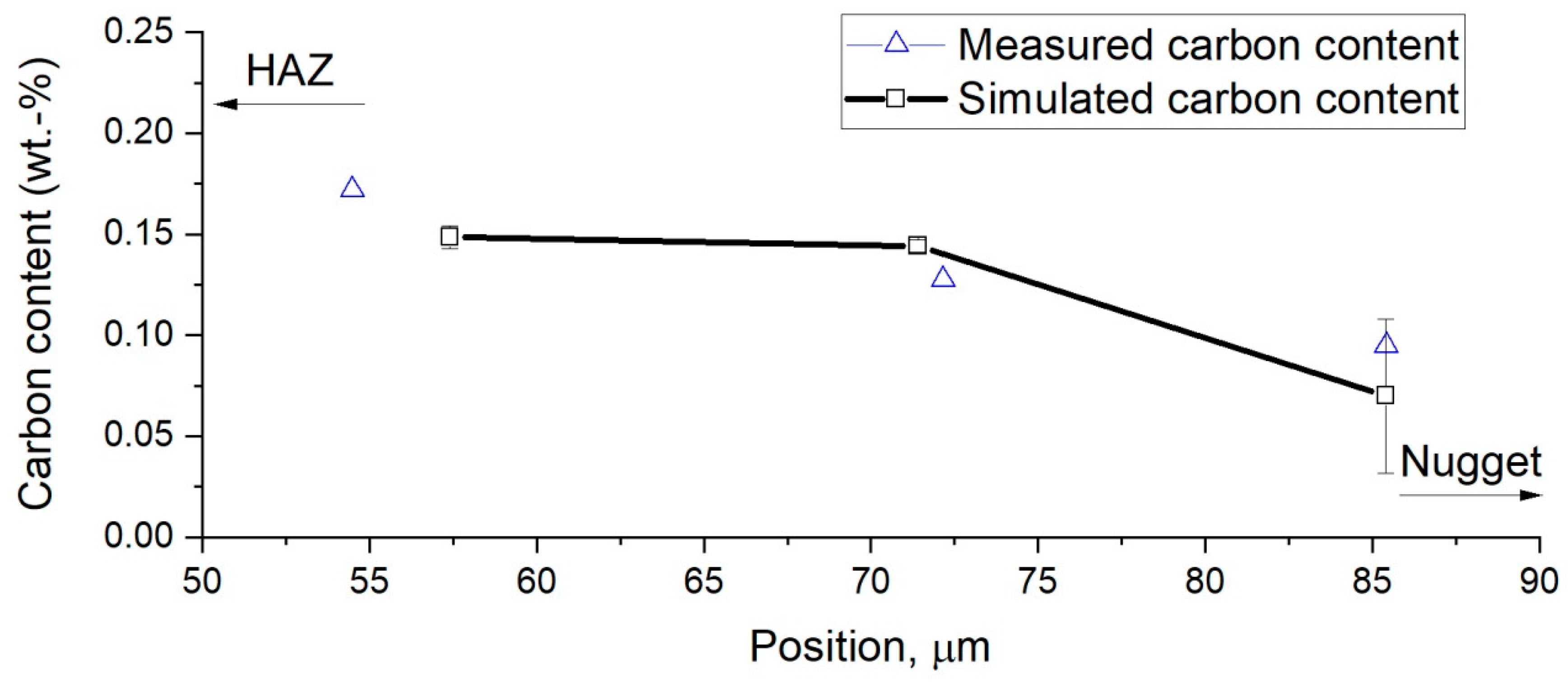
3.3. Final Carbon Distribution
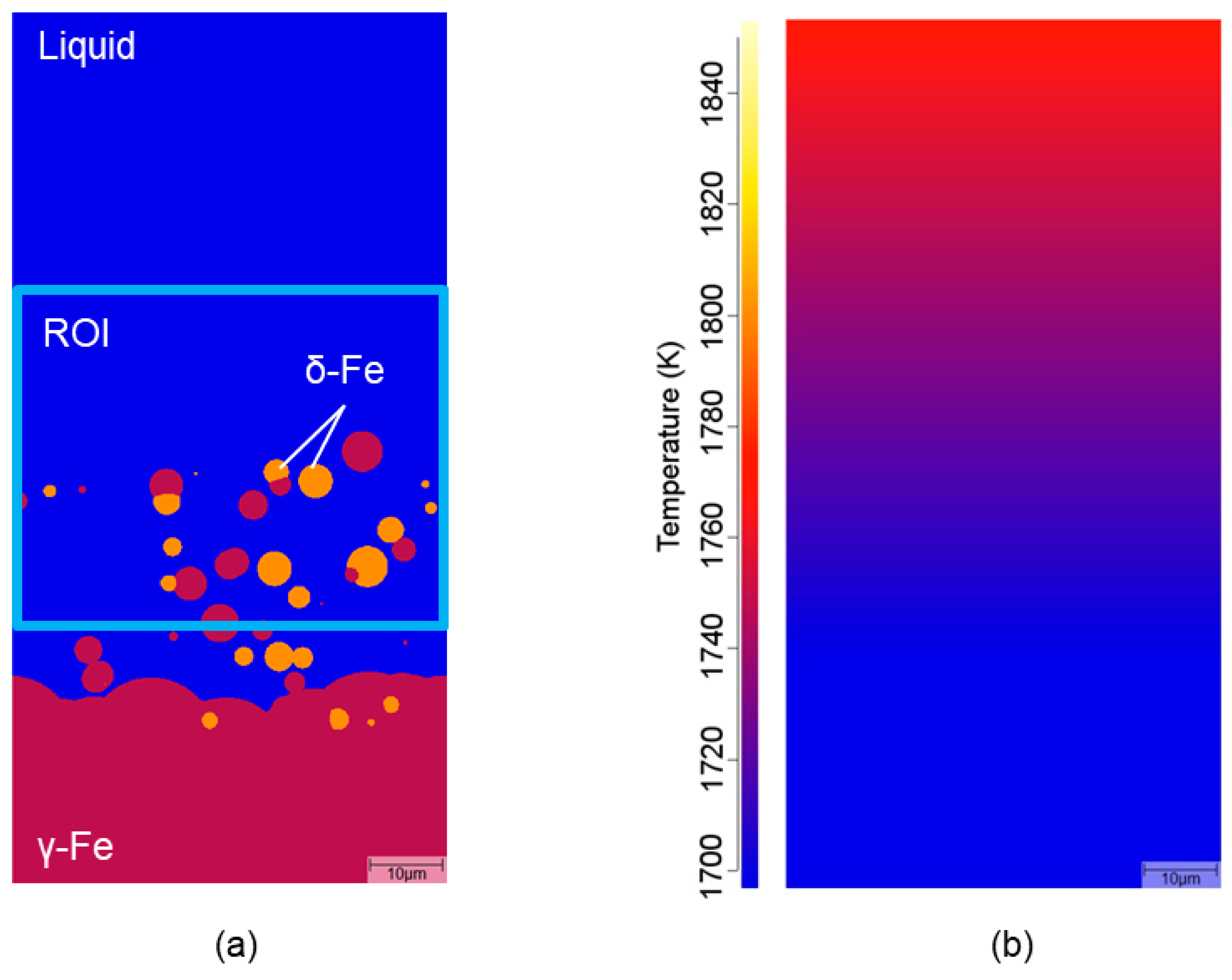
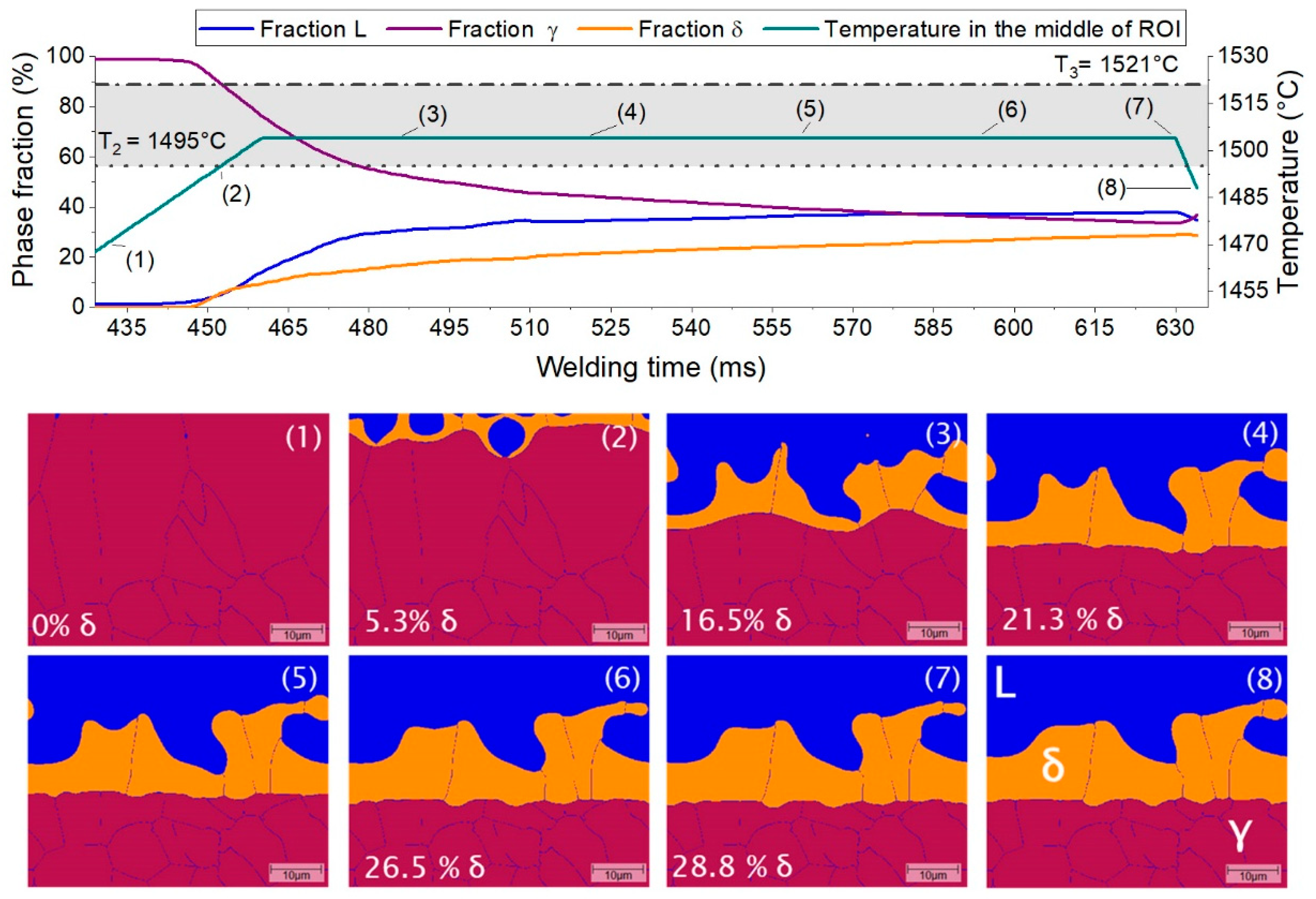
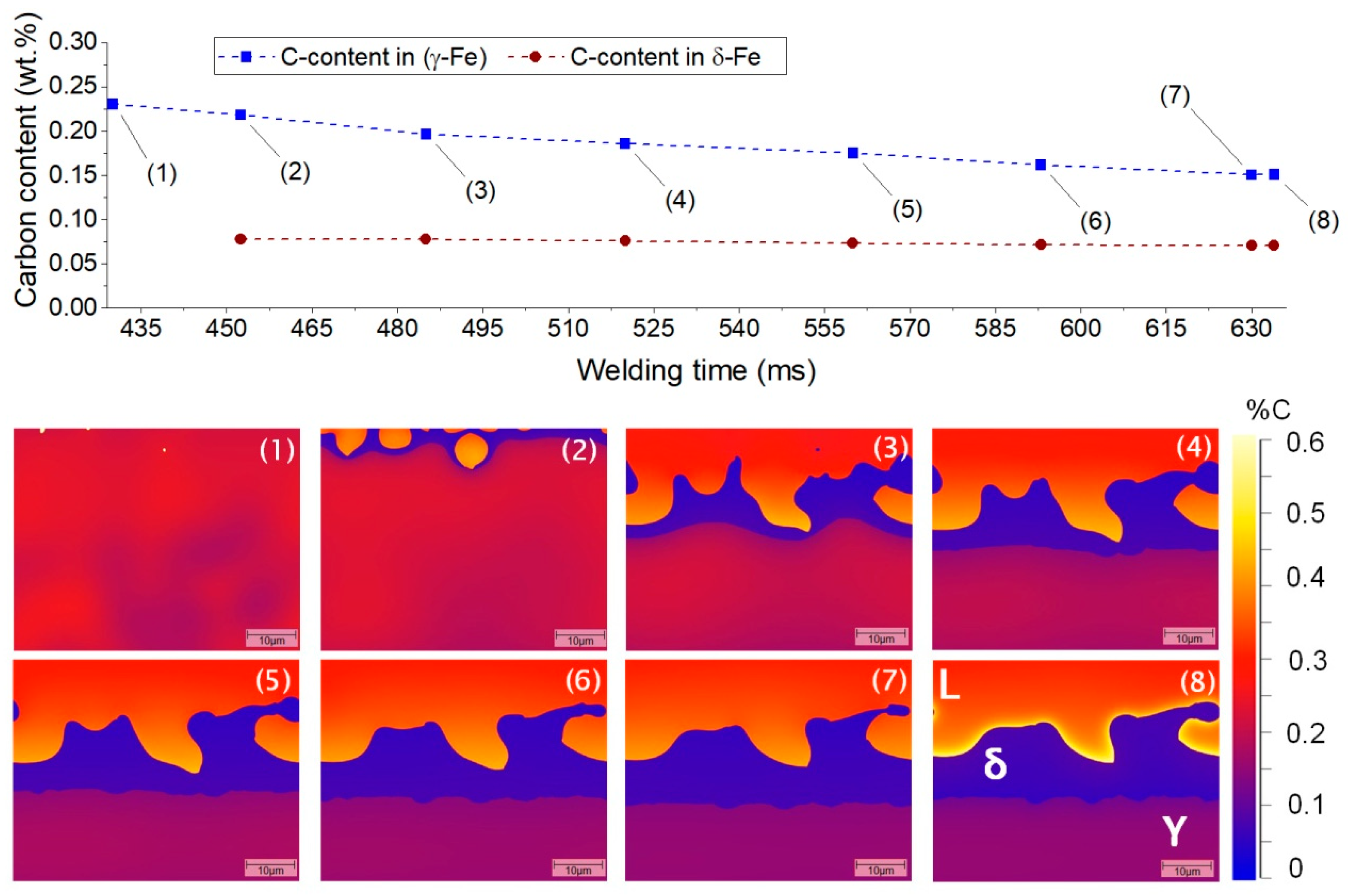
3.4. Simulated Phase Evolution at the Fusion Boundary
4. Conclusions
- During resistance spot welding with long welding times (630 ms), saturation in nugget growth occurs, leading to isothermal holding between peritectic and liquidus temperatures at the fusion boundary.
- Phase field modeling conducted to examine the material behavior during this isothermal holding has shown that carbon content in austenite reduces from 0.22 wt % to 0.151 wt %, confirming the hypothesis suggesting that carbon redistribution at the fusion boundary is caused by the combination of segregation due to the solubility differences between solid and liquid and the delta-ferrite formation in the peritectic region. The nucleation of δ-Fe with low carbon content (approximately 0.07 wt %) at the fusion boundary and its growth was observed with the proceeding of time.
- Carbon redistribution at the fusion boundary, obtained from the simulation, is in good agreement with the experimentally measured carbon content.
- Microhardness mapping gives a clear evidence of a softened region at the fusion boundary, but metallographic investigations and hardness measurements do not allow us to clearly distinguish between δ-Fe and martensite, and therefore further experiments using transmission electron microscopy are necessary to experimentally verify this hypothesis.
- No presence of aluminum could be detected by EDX measurements in the nugget or at the fusion boundary. Therefore, it does not play any role in the δ-Fe formation at the fusion boundary of Al–Si-coated steel.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kuhlmann, M.; Mitzschke, N.; Wohner, M.; Jüttner, S. Einfluss von prozessbedingungen beim formhärten auf die verbindungseigenschaften gefügter bauteile. In Proceedings of the 12. Erlanger Workshop Warmblechumformung, Erlangen, Germany, 23 November 2017; Merklein, M., Ed.; Erlanger Workshop Warmblechumformung: Erlanger, Germany, 2017; pp. 129–148. [Google Scholar]
- Laurenz, R.; Ohse, P. Einfluss der Ofenverweilzeit von metallisch überzogenem Warmumformstahl auf die Eignung zum Widerstandspunkt-, Buckel- und Lichtbogenbolzenschweißen. Schweißen Schneid. 2012, 64, 654–661. [Google Scholar]
- Baryliszyn, P. Widerstandspunktschweißen für Große Bauteiltoleranzen; Dresdner Fügetechnische Berichte; TUDpress: Dresden, Germany, 2015; Volume 30. [Google Scholar]
- Sherepenko, O.; Holtschke, N.; Jüttner, S. Microstructural Imperfections in the HAZ of Resistance Spot Welded Ultra High Strength Steel 22MnB5 and Their Impact on Joint Fracture. In Proceedings of the 5th International Conference on Steels in Cars and Trucks Steels in Cars and Trucks, Amsterdam, The Netherlands, 18–22 June 2017. [Google Scholar]
- Qiao, Z.; Li, H.; Li, L.; Ran, X.; Feng, L. Microstructure and properties of spot welded joints of hot-stamped ultra-high strength steel used for automotive body structures. Metals 2019, 9, 285. [Google Scholar] [CrossRef] [Green Version]
- Schuster, L.; Sommer, S. Characterization and modelling of soft zones around spot welds in high strength steels. In Proceedings of the 5th International Conference on Steels in Cars and Trucks Steels in Cars and Trucks, Amsterdam, The Netherlands, 18–22 June 2017. [Google Scholar]
- Sherepenko, O.; Jüttner, S. Transient softening at the fusion boundary in resistance spot welded ultra-high strengths steel 22MnB5 and its impact on fracture processes. Weld. World 2019, 63, 151–159. [Google Scholar] [CrossRef]
- Sierlinger, R.; Ritsche, S. Optimierung der Gebrauchseigenschaften von punktgeschweißten verbindungen an Multiphasenstählen. In Proceedings of the Treffpunkt Widerstandsschweißen: Vorträge der gleichnamigen Sondertagung, Duisburg, Germany, 26–27 May 2004; DVS e.V.: Düsseldorf, Germany, 2004. [Google Scholar]
- Raath, N.D.; Norman, D.; McGregor, I.; Dashwood, R.; Hughes, D.J. Effect of weld schedule on the residual stress distribution of boron steel spot welds. Metall Mat. Trans. A 2017, 48, 2900–2914. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.B.; Li, D.L.; David, S.A.; Lim, Y.C.; Feng, Z. Microstructures of magnetically assisted dual-phase steel resistance spot welds. Sci. Technol. Weld. Join. 2016, 21, 555–563. [Google Scholar] [CrossRef]
- Lu, Y.; Peer, A.; Abke, T.; Kimchi, M.; Zhang, W. Subcritical heat affected zone softening in hot-stamped boron steel during resistance spot welding. Mater. Des. 2018, 155, 170–184. [Google Scholar] [CrossRef]
- Sommer, S.; Schuster, L.; Schreyer, F.; Tümkaya, G.; Hein, D. Charakterisierung und Modellierung der Beeinflussung des Bauteilverhaltens durch Erweichungszonen an Schweißpunkten Höchst- und Ultrahochfester Stähle unter Crashbelastung; FOSTA: Düsseldorf, Germany, 2017. [Google Scholar]
- Wang, L.; Wei, Y.; Zhan, X.; Yu, F. A phase field investigation of dendrite morphology and solute distributions under transient conditions in an Al–Cu welding molten pool. Sci. Technol. Weld. Join. 2016, 21, 446–451. [Google Scholar] [CrossRef]
- Amirthalingam, M.; Van Der Aa, E.M.; Kwakernaak, C.; Hermans, M.J.M.; Richardson, I.M. Elemental segregation during resistance spot welding of boron containing advanced high strength steels. Weld. World. 2015. [Google Scholar] [CrossRef] [Green Version]
- Amirthalingam, M.; van der Aa, E.M.; Den Uijl, N.; Hermans, M.J.M.; Richardson, I.M. Phosphorous and boron segregation during resistance spot welding of advanced high strength steels. In Proceedings of the 9th International Conference on Trends in Welding Research, Chicago, IL, USA, 4–8 June 2012; DebRoy, T., David, S.A., DuPont, J.N., Koseki, T., Bhadeshia, H.K.D.H., Eds.; ASM International: Cleveland, OH, USA, 2013; pp. 217–226. [Google Scholar]
- Wink, H.-J.; Krätschmer, M. Charakterisierung und Modellierung des Bruchverhaltens von Punktschweißverbindungen in pressgehärteten Stählen: Teil II—Simulation des Schweißens. In Proceedings of the 11. LS-DYNA Forum, Ulm, Germany, 10 October 2012. [Google Scholar]
- Harlin, N.; Jones, T.B.; Parker, J.D. Weld growth mechanisms during resistance spot welding of two and three thickness lap joints. Sci. Tech. Weld. Join. 2002, 7, 35–41. [Google Scholar] [CrossRef]
- Heydt, J.v.d.; Both, C.; Keßler, M. Trends in der Fügetechnik zur Herstellung von Hotform Blanks. In Proceedings of the 12. Erlanger Workshop Warmblechumformung: Tagungsband zum 12. Erlanger Workshop Warmblechumformung, Erlangen, Germany, 23 November 2017; Merklein, M., Ed.; Erlanger Workshop Warmblechumformung: Erlanger, Germany, 2017; pp. 113–126. [Google Scholar]
- Provatas, N.; Elder, K. Phase-Field Methods in Materials Science and Engineering; Wiley-VCH: Weinheim, Germany, 2010. [Google Scholar]
- Kundin, J.; Mushongera, L.; Emmerich, H. Phase-field modeling of microstructure formation during rapid solidification in Inconel 718 superalloy. Acta Mater. 2015, 95, 343–356. [Google Scholar] [CrossRef]
- Ma, N.; Murakawa, H. Numerical and experimental study on nugget formation in resistance spot welding for three pieces of high strength steel sheets. J. Mater. Process. Technol. 2010, 210, 2045–2052. [Google Scholar] [CrossRef]
- Jong, Y.-S.; Lee, Y.-K.; Kim, D.-C.; Kang, M.J.; Hwang, I.S.; Lee, W.B. Microstructural evolution and mechanical properties of resistance spot welded ultra high strength steel containing boron. Mater. Trans. 2011, 52, 1330–1333. [Google Scholar] [CrossRef] [Green Version]
- Grange, R.A.; Hribal, C.R.; Porter, L.F. Hardness of tempered martensite in carbon and low-alloy steels. Metall. Trans. A. 1977, 8, 1775–1785. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | P | S | Si | Al | Ti | B |
|---|---|---|---|---|---|---|---|
| 0.22 | 1.18 | 0.0109 | 0.002 | 0.259 | 0.03 | 0.04 | 0.0034 |
| As-Delivered | Hot Stamped | ||
|---|---|---|---|
| Tensile Strength Rm (MPa) | Hardness (HV0.1) | Tensile Strength Rm (MPa) | Hardness (HV0.1) |
| 565 ± 8 | 175 ± 11 | 1457 ± 18 | 489 ± 15 |
| Welding Time 1 | Welding Current 1 | Cool Time | Welding Time 2 | Welding Current 2 | Electrode Force | Weld Diameter |
|---|---|---|---|---|---|---|
| tw1 (ms) | Iw1 (kA) | tp (ms) | tw2 (ms) | Iw2 (kA) | F (kN) | dw (mm) |
| 300 | 4.5 | 30 | 300 | 5.5 | 3.5 | 5.8 |
| Node Phase | Node Temperature at tw = 630 ms (°C) | Distance between Nodes (µm) | Temperature Gradient (°C/cm) |
|---|---|---|---|
| Liquid | 1573 | 252 | 9059 |
| Solid | 1344 |
| C | Mn | Al |
|---|---|---|
| 0.22 | 1.2 | 0.03 |
| Parameter | Point | |||||||
|---|---|---|---|---|---|---|---|---|
| A | A’ | B | B’ | C | C’ | D | D’ | |
| Temperature (°C) | 1450 | 1396 | 1504 | 1450 | 1504 | 1450 | 1480 | 1426 |
| Welding time (ms) | 419 | 460 | 630 | 644.5 | ||||
| Simulation time (ms) | 0 | 41 | 211 | 215 | ||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sherepenko, O.; Kazemi, O.; Rosemann, P.; Wilke, M.; Halle, T.; Jüttner, S. Transient Softening at the Fusion Boundary of Resistance Spot Welds: A Phase Field Simulation and Experimental Investigations for Al–Si-coated 22MnB5. Metals 2020, 10, 10. https://doi.org/10.3390/met10010010
Sherepenko O, Kazemi O, Rosemann P, Wilke M, Halle T, Jüttner S. Transient Softening at the Fusion Boundary of Resistance Spot Welds: A Phase Field Simulation and Experimental Investigations for Al–Si-coated 22MnB5. Metals. 2020; 10(1):10. https://doi.org/10.3390/met10010010
Chicago/Turabian StyleSherepenko, Oleksii, Omid Kazemi, Paul Rosemann, Markus Wilke, Thorsten Halle, and Sven Jüttner. 2020. "Transient Softening at the Fusion Boundary of Resistance Spot Welds: A Phase Field Simulation and Experimental Investigations for Al–Si-coated 22MnB5" Metals 10, no. 1: 10. https://doi.org/10.3390/met10010010