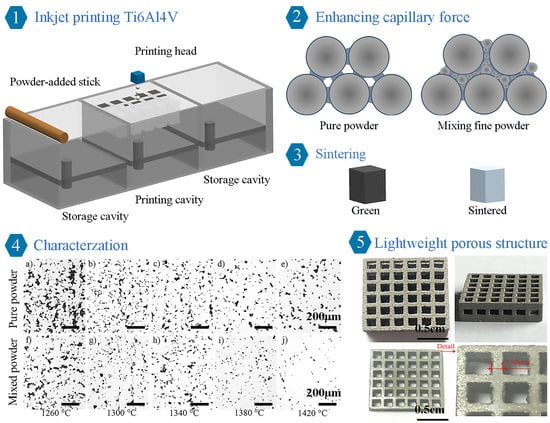
Enhancing the Capillary Force of Binder-Jetting Printing Ti6Al4V and Mechanical Properties under High Temperature Sintering by Mixing Fine Powder

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. 3D Printing Processes
2.3. Characterization Methods
3. Results and Discussion
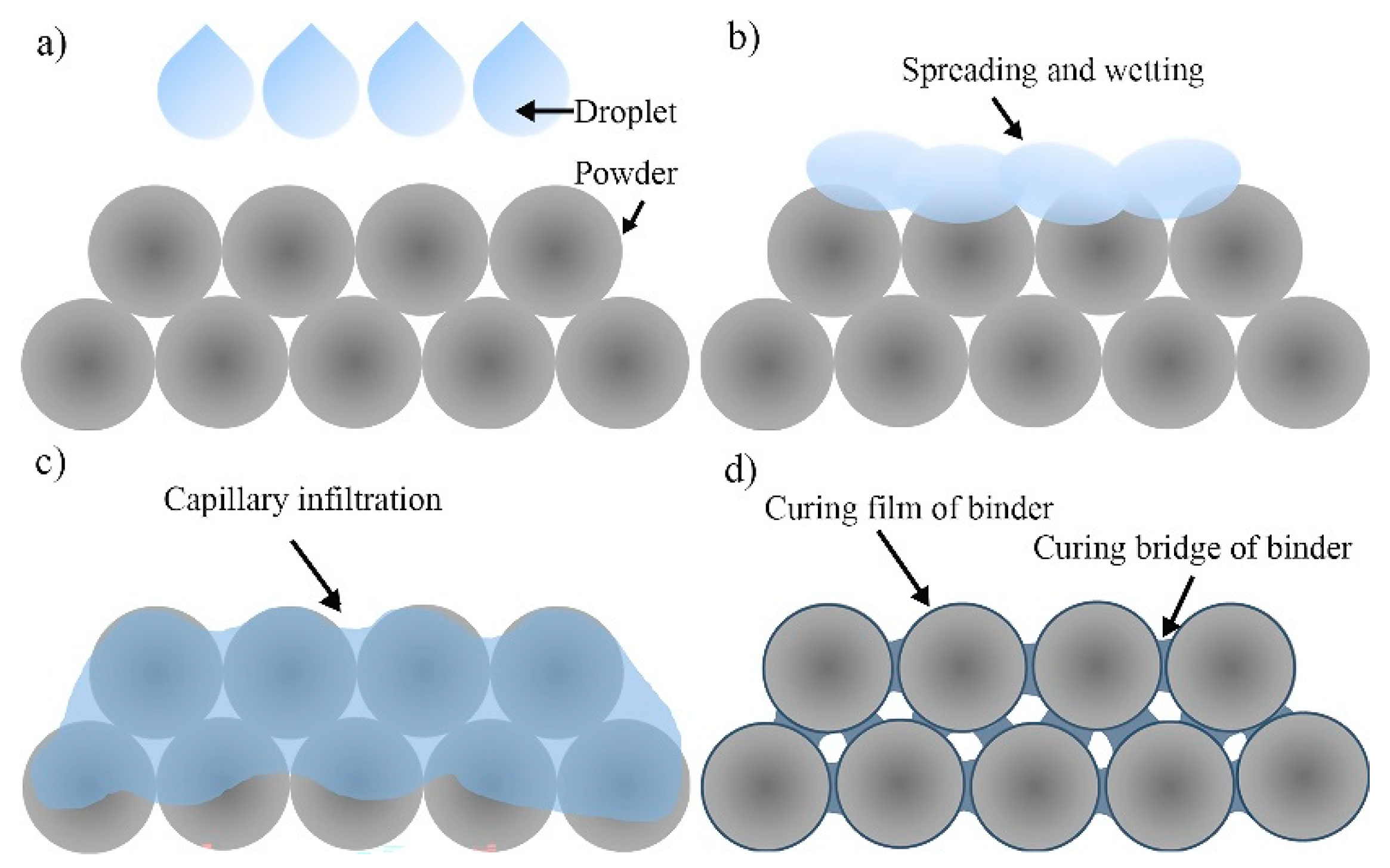
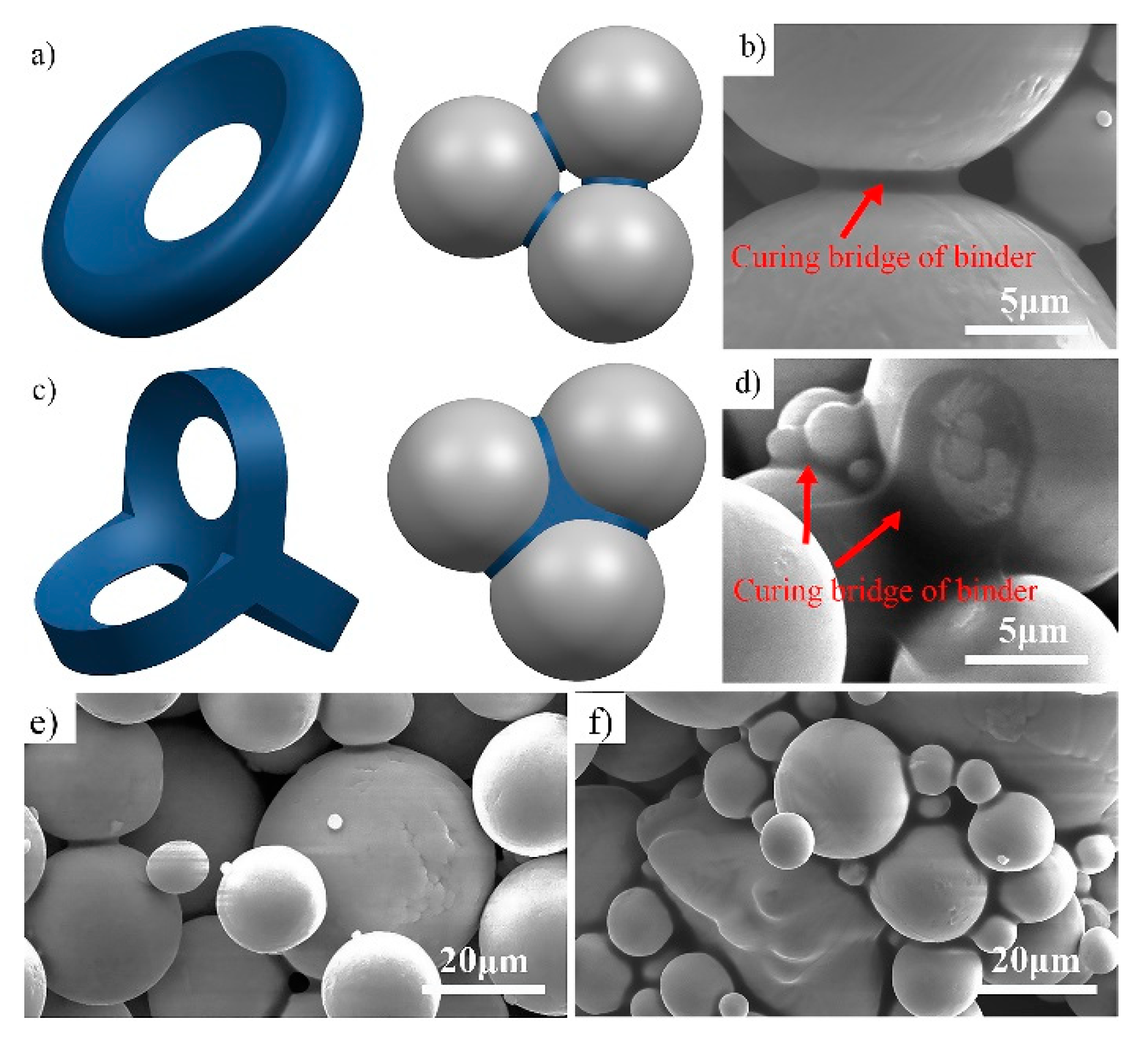
3.1. Principle of Capillary Infiltration of Polymer Binder for BJ3DP
3.1.1. Enhance Capillary Force of BJ3DP by Mixing Fine Powder
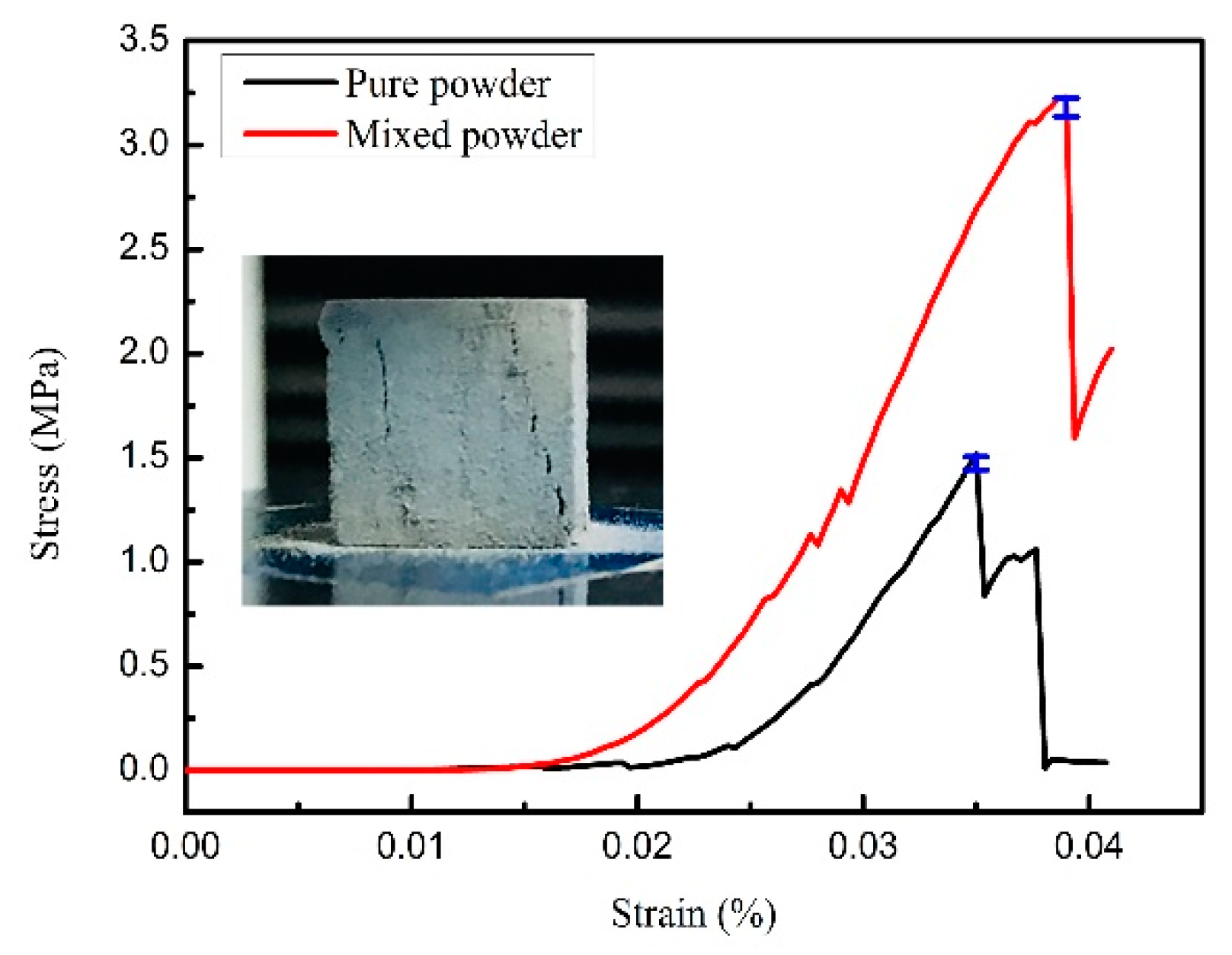
3.1.2. Compression Strength of the Green Body
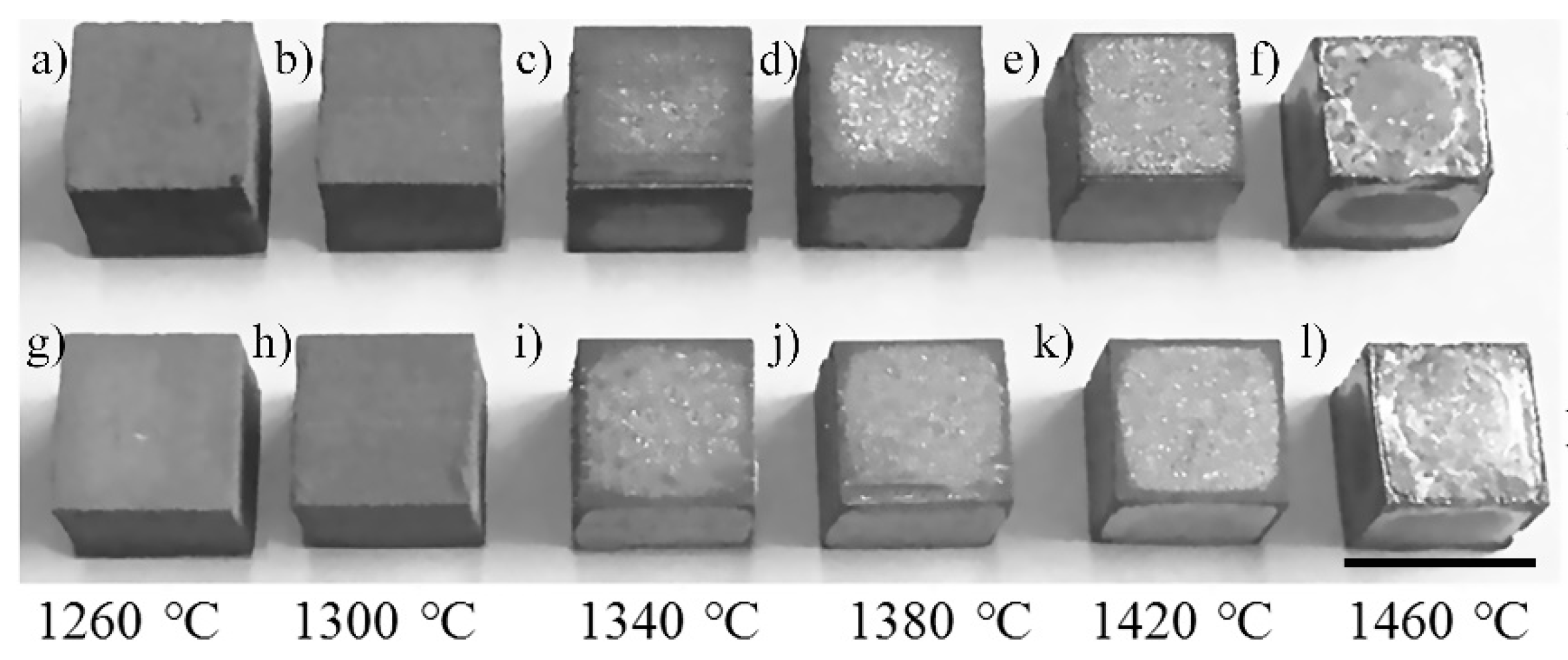
3.2. The Appearance Morphology of the Sintered Samples
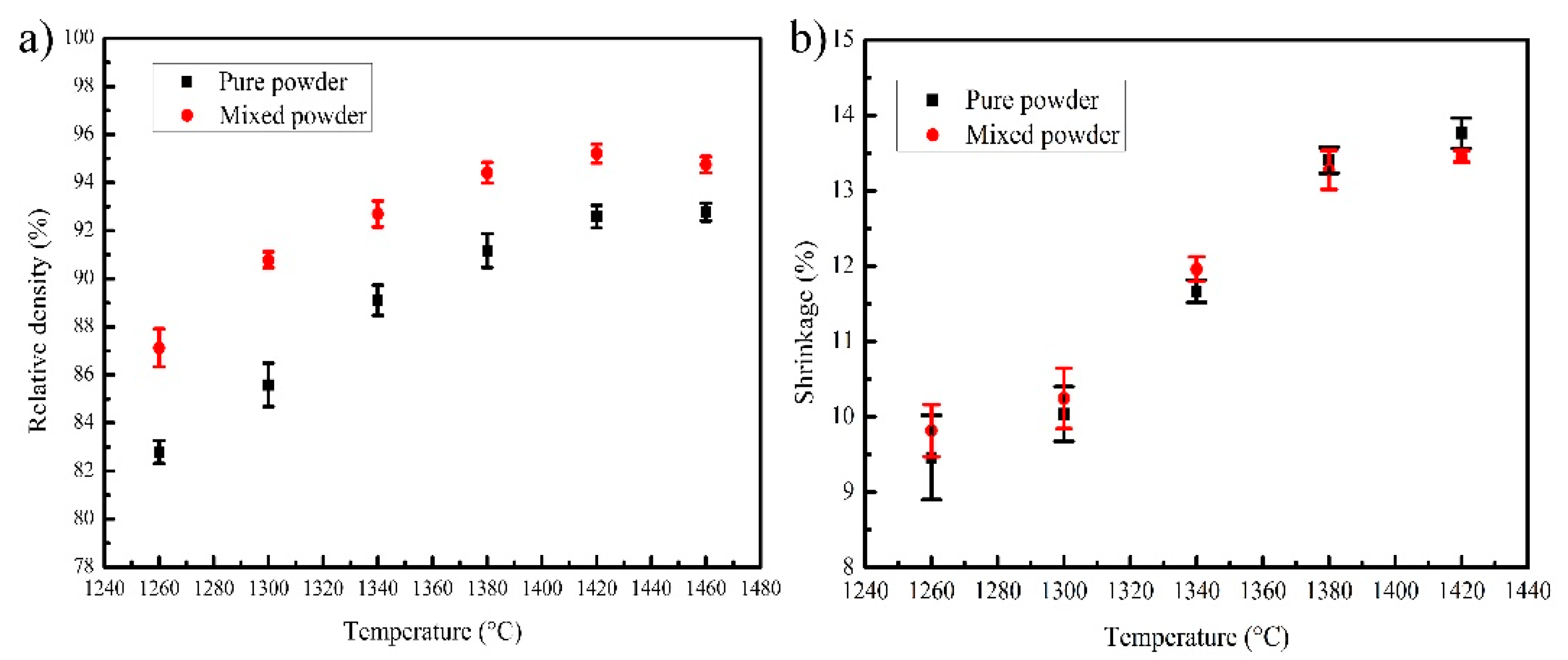
3.3. Relative Density and Shrinkage of the Sintered Samples
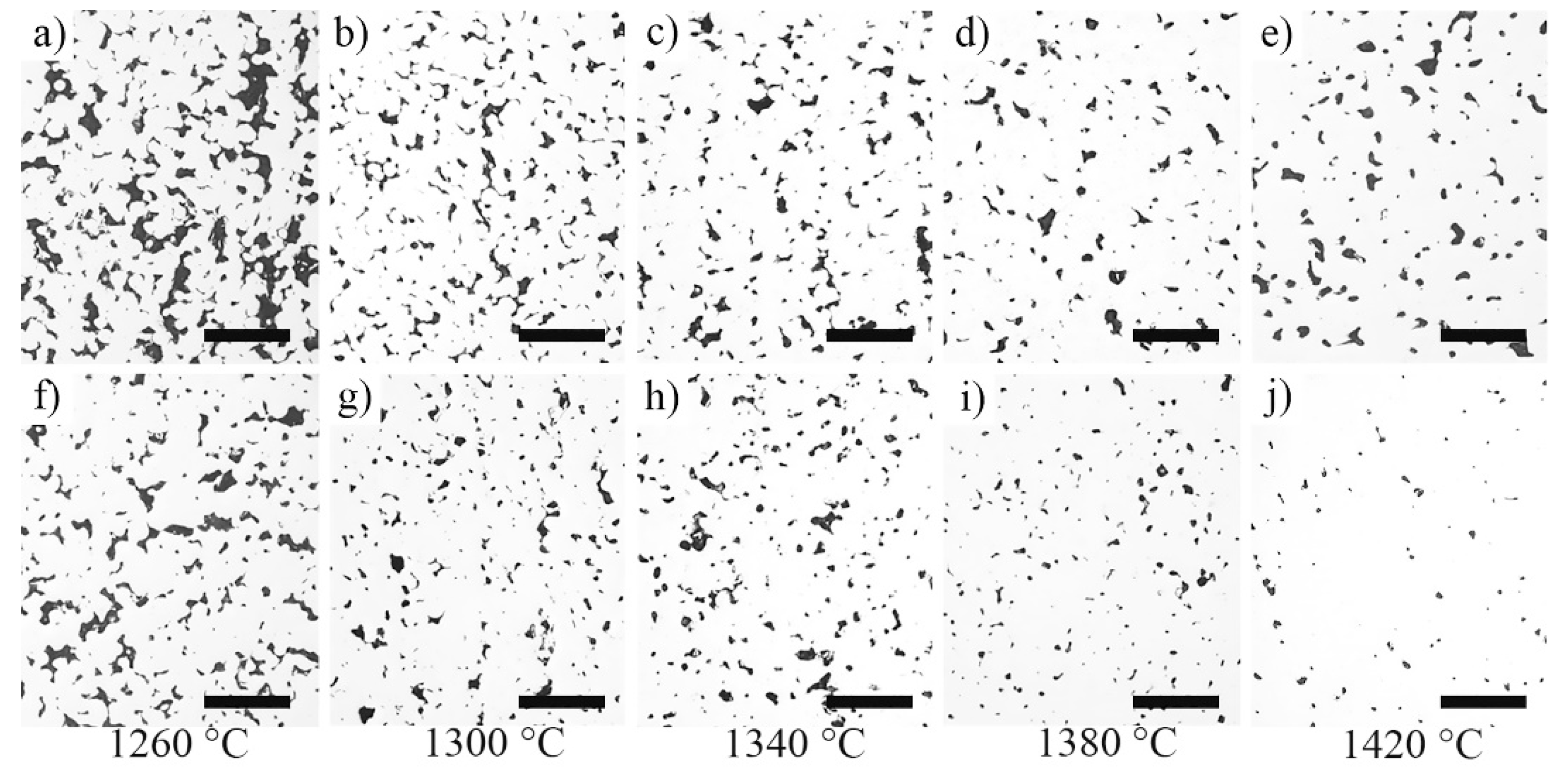
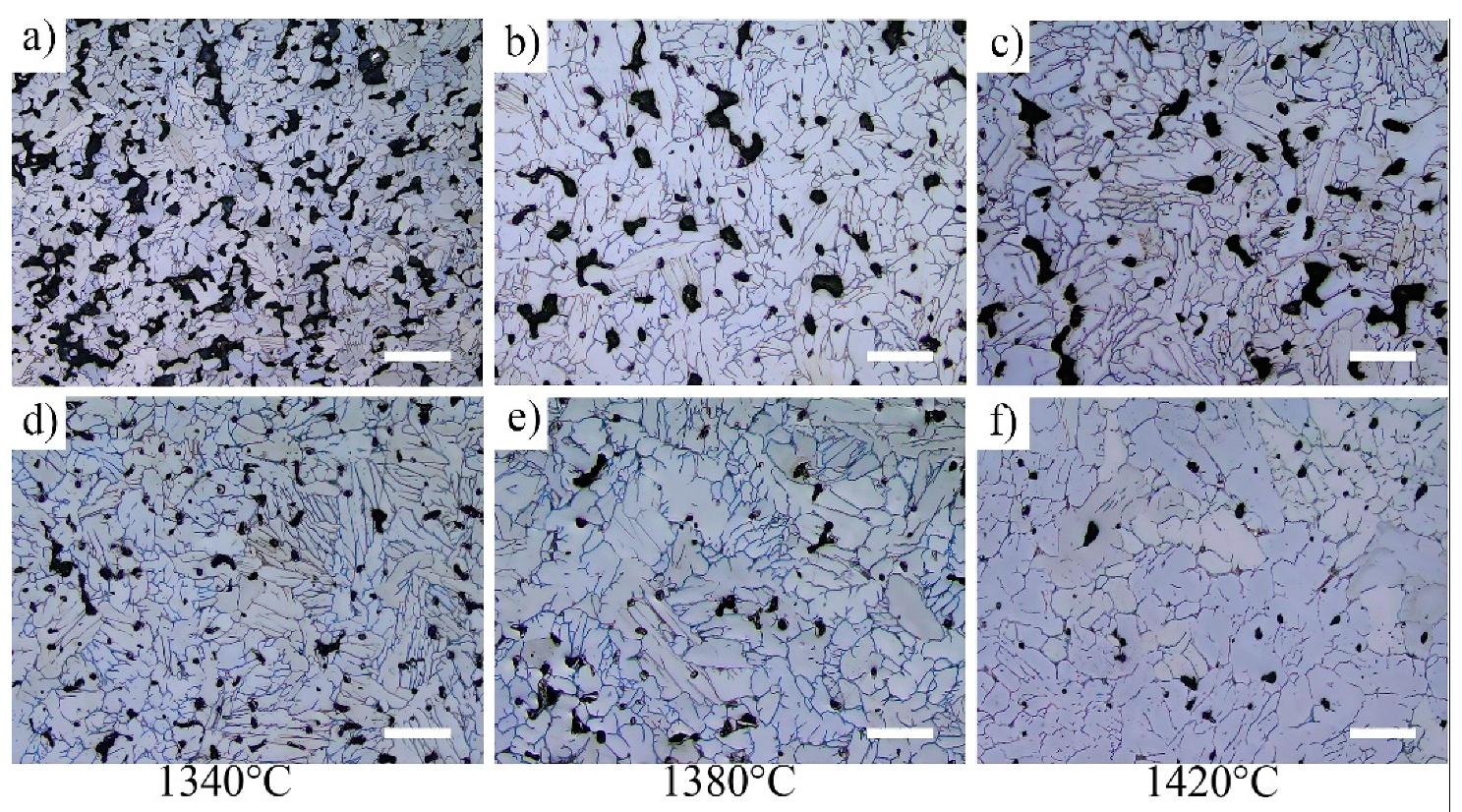
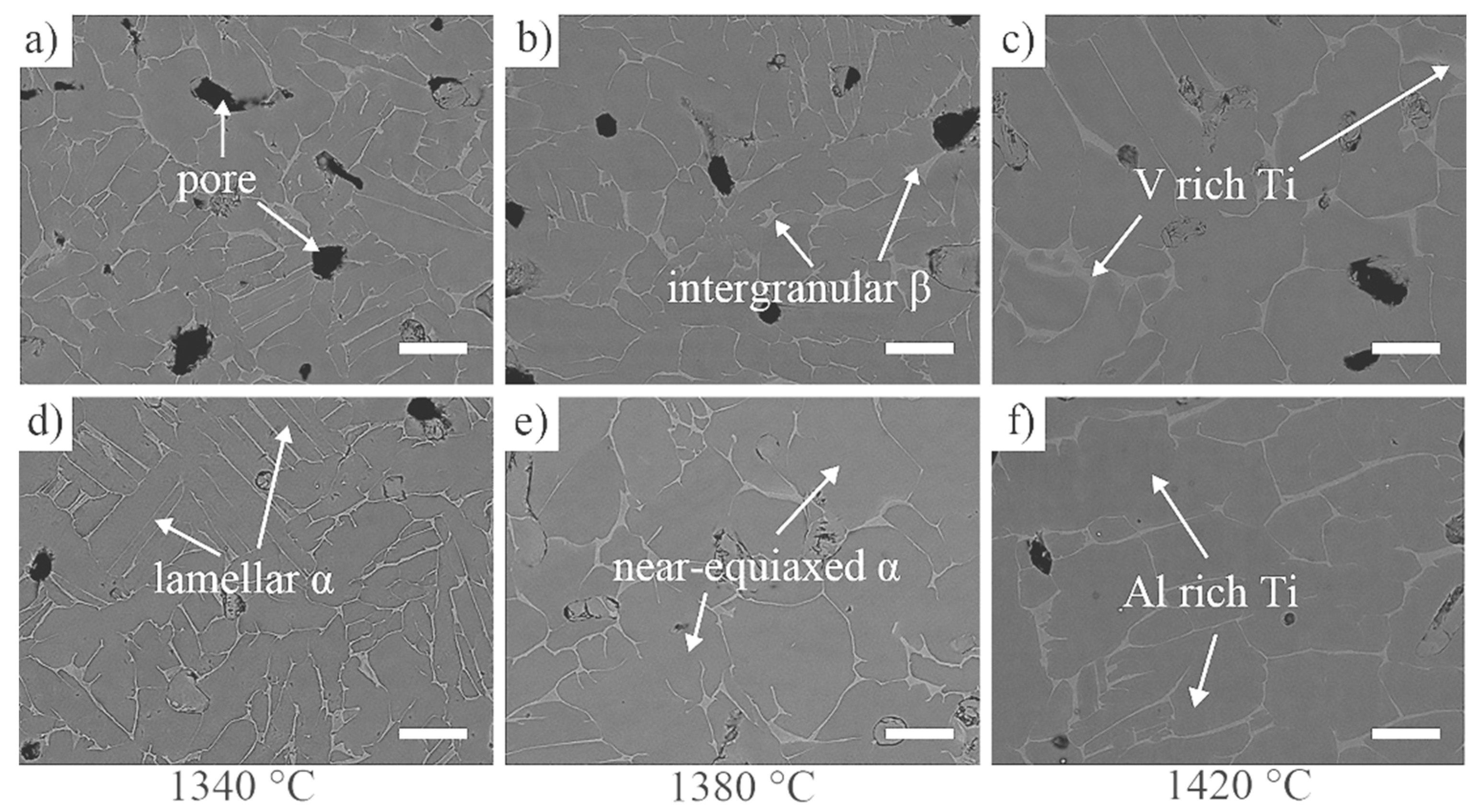
3.4. Microstructure of the Sintered Samples
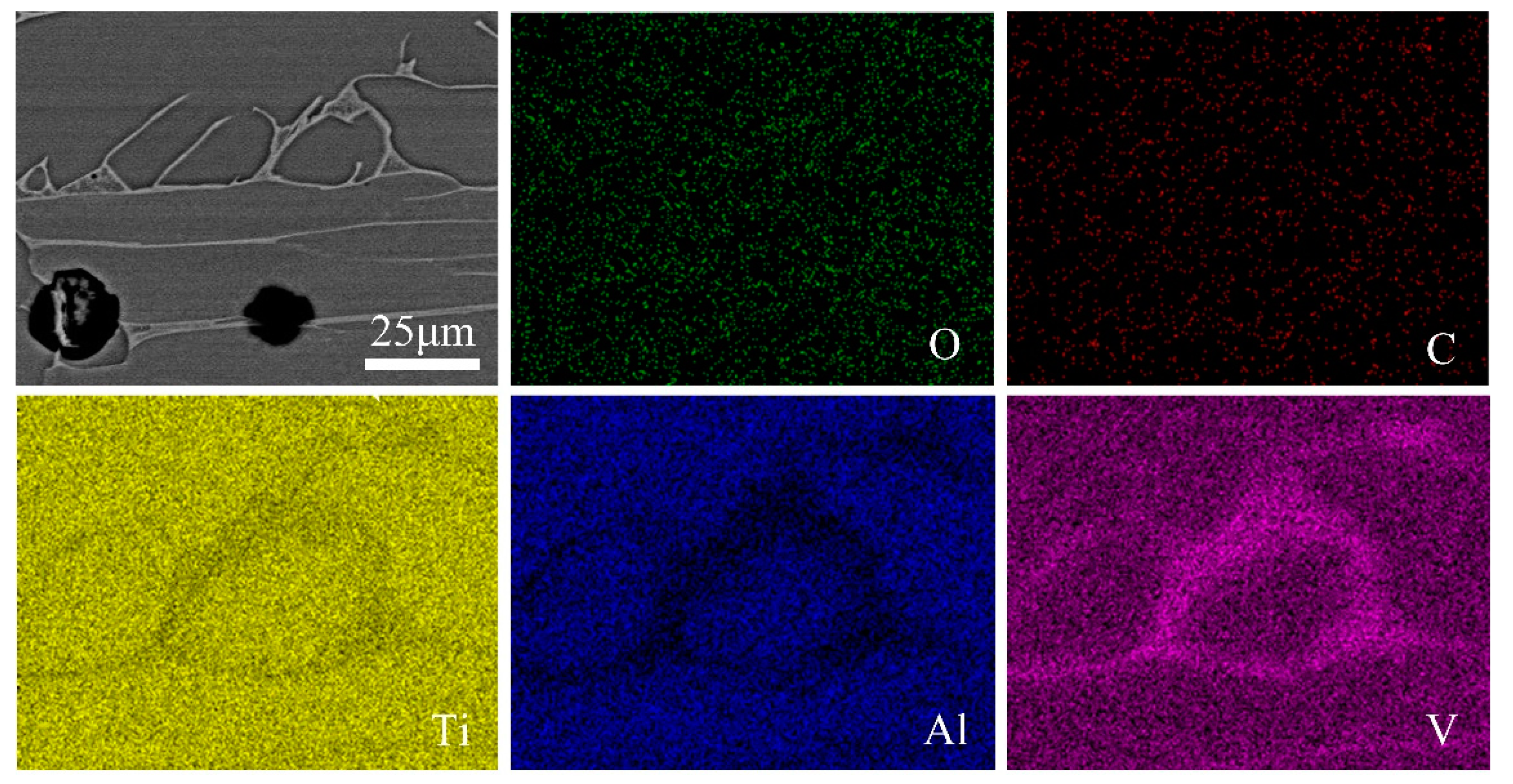
3.5. Electron Microscopy and Elemental Analysis
3.6. Phase Analysis by XRD
3.7. Mechanical Properties
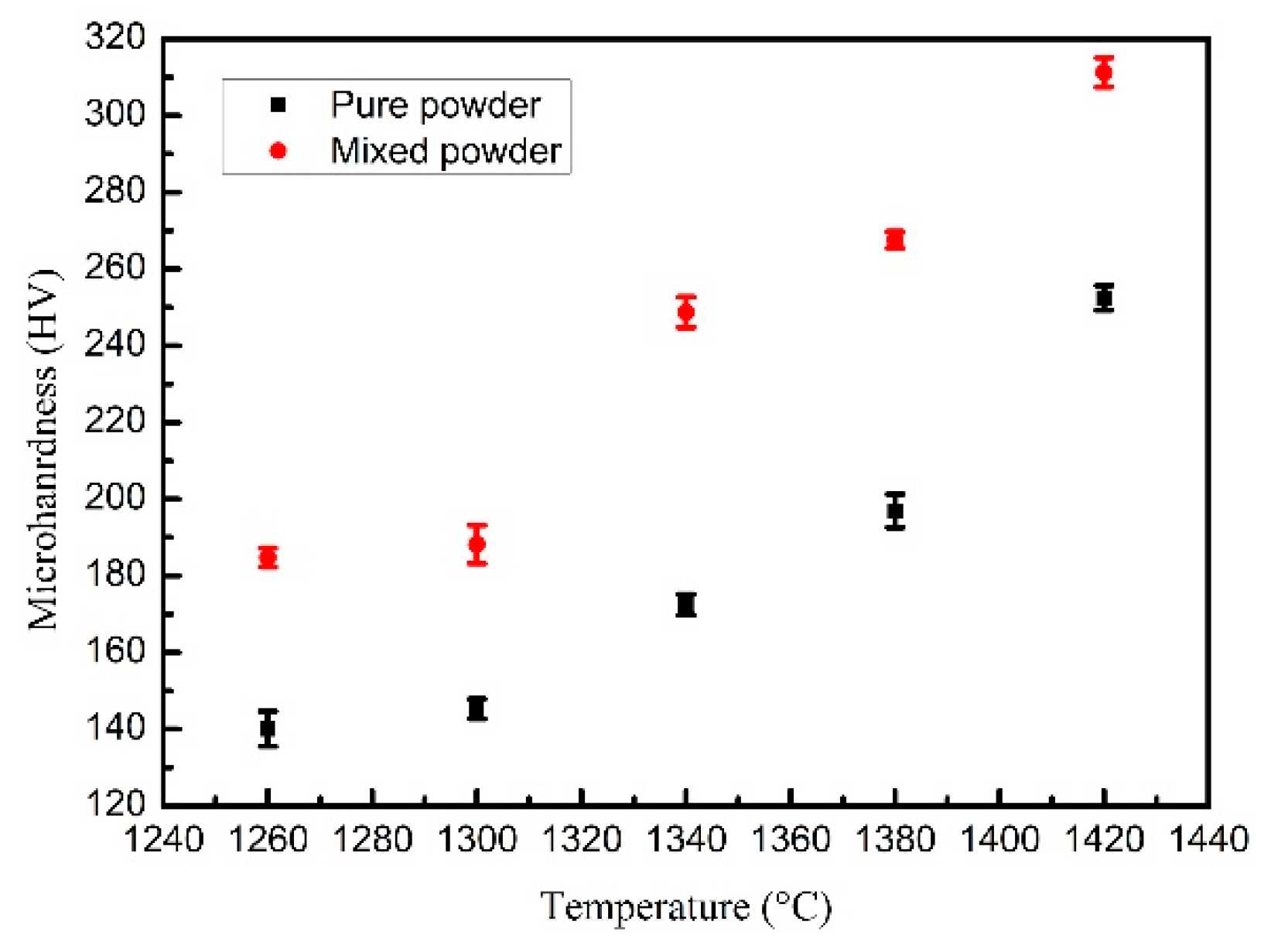
3.7.1. Microhardness
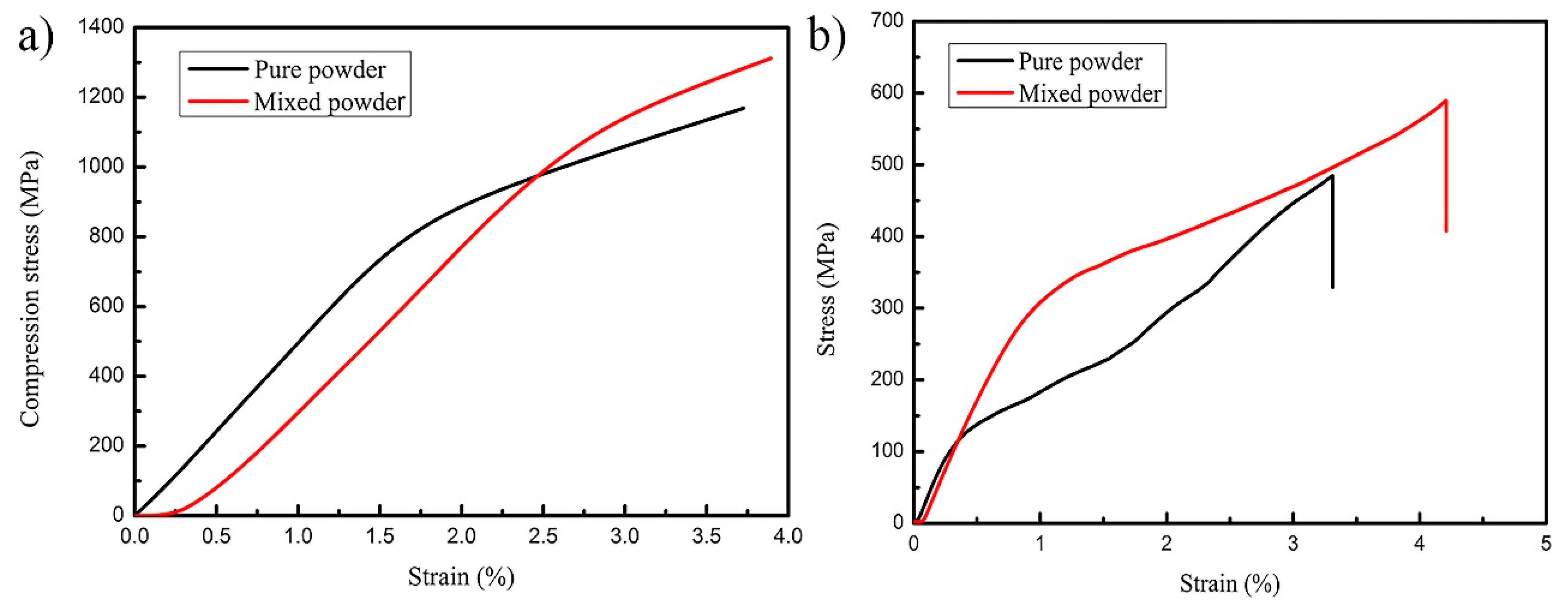
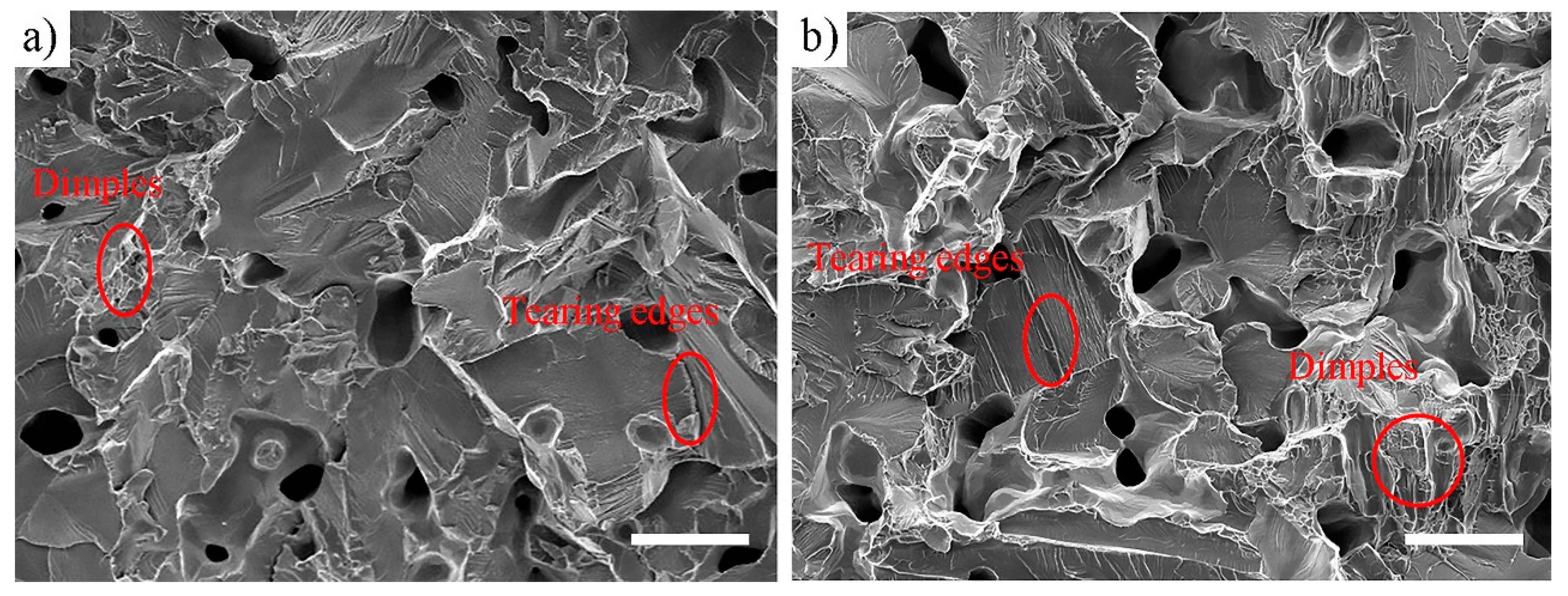
3.7.2. Compression and Tensile Tests
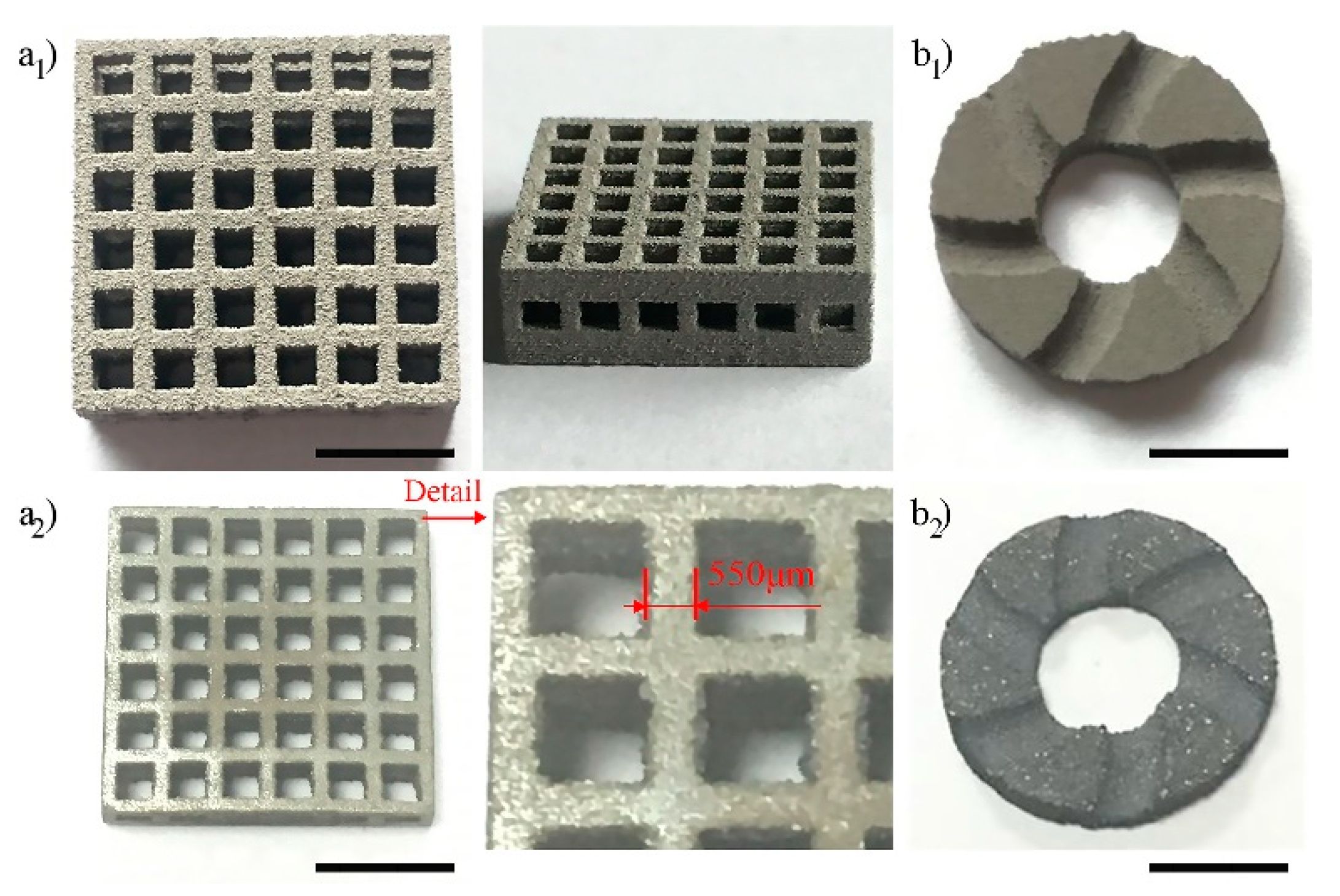
3.8. Lightweight Porous and Curved Structure for Ti6Al4V by BJ3DP
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kumar, A.Y.; Wang, J.; Bai, Y.; Huxtable, S.T.; William, C.B. Impacts of process-induced porosity on material properties of copper made by binder jetting additive manufacturing. Mater. Des. 2019, 182, 108001. [Google Scholar] [CrossRef]
- Enneti, R.K.; Prough, K.C.; Wolfe, T.A.; Klein, A.; Studley, N.; Trasorras, J.L. Sintering of WC-12%Co processed by binder jet 3D printing (BJ3DP) technology. Int. J. Refract. Met. Hard Mater. 2018, 71, 28–35. [Google Scholar] [CrossRef]
- Bai, Y.; Williams, C.B. The effect of inkjetted nanoparticles on metal part properties in binder jetting additive manufacturing. Nanotechnology 2018, 29, 39. [Google Scholar] [CrossRef] [PubMed]
- Mostafaei, A.; De Vecchis, P.R.; Buckenmeyer, M.J.; Wasule, S.R.; Brown, B.N.; Chmielus, M. Microstructural evolution and resulting properties of differently sintered and heat-treated binder-jet 3D-printed Stellite 6. Mater. Sci. Eng. C 2019, 102, 276–288. [Google Scholar] [CrossRef]
- Salehi, M.; Maleksaeedi, S.; Nai, S.M.L.; Meenashisundaram, G.K.; Goh, M.H.; Gupta, M. A paradigm shift towards compositionally zero-sum binderless 3D printing of magnesium alloys via capillary-mediated bridging. Acta Mater. 2019, 165, 294–306. [Google Scholar] [CrossRef]
- Nandwana, P.; Elliott, A.M.; Siddel, D.; Merriman, A.; Peter, W.H.; Babu, S.S. Powder bed binder jet 3D printing of Inconel 718: Densification, microstructural evolution and challenges. Curr. Opin. Solid State Mater. Sci. 2017, 21, 207–218. [Google Scholar] [CrossRef]
- Mostafaei, A.; Vecchis, P.R.D.; Nettleship, I.; Chmielus, M. Effect of powder size distribution on densification and microstructural evolution of binder-jet 3D-printed alloy 625. Mater. Des. 2019, 162, 375–383. [Google Scholar] [CrossRef]
- Mostafaei, A.; Stevens, E.L.; Hughes, E.T.; Biery, S.D.; Hilla, C.; Chmielus, M. Powder bed binder jet printed alloy 625: Densification, microstructure and mechanical properties. Mater. Des. 2016, 108, 126–135. [Google Scholar] [CrossRef] [Green Version]
- Elsayed, H.; Rebesan, P.; Giacomello, G.; Pasetto, M.; Gardin, C.; Ferroni, L.; Zavan, B.; Biasetto, L. Direct ink writing of porous titanium (Ti6Al4V) lattice structures. Mater. Sci. Eng. C 2019, 103, 109794. [Google Scholar] [CrossRef]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implantsea review. Progess Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Meenashisundaram, G.K.; Wang, N.Y.; Maskomani, S.; Lu, S.L.; Anantharajan, S.K.; Dheen, S.T.; Nai, S.M.L.; Fuh, J.Y.H. Fabrication of Ti + Mg composites by three-dimensional printing of porous Ti and subsequent pressureless infiltration of biodegradable Mg. Mater. Sci. Eng. C 2020, 108, 110478. [Google Scholar] [CrossRef] [PubMed]
- Barui, S.; Chatterjee, S.; Mandal, S.; Kumar, A.; Basu, B. Microstructure and compression properties of 3D powder printed Ti-6Al-4V scaffolds with designed porosity: Experimental and computational analysis. Mater. Sci. Eng. C 2017, 70, 812–823. [Google Scholar] [CrossRef] [PubMed]
- Barui, S.; Panda, A.K.; Naskar, S.; Kuppuraj, R.; Basu, S.; Basu, B. 3D inkjet printing of biomaterials with strength reliability and cytocompatibility: Quantitative process strategy for Ti-6Al-4V. Biomaterials 2019, 213, 119212. [Google Scholar] [CrossRef] [PubMed]
- El-Hajje, A.; Kolos, E.C.; Wang, J.K.; Maleksaeedi, S.; He, Z.M.; Wiria, F.E.; Choong, C.; Ruys, A.J. Physical and mechanical characterisation of 3D-printed porous titanium for biomedical applications. Mater. Med. 2014, 25, 2471–2480. [Google Scholar] [CrossRef] [PubMed]
- Wiria, F.E.; Shyan, J.Y.M.; Lim, P.N.; Wen, F.G.C.; Yeo, J.F.; Cao, T. Printing of Titanium implant prototype. Mater. Design 2010, 31, S101–S105. [Google Scholar] [CrossRef]
- Stevens, E.; Schloder, S.; Bono, E.; Schmidt, D.; Chmielus, M. Density variation in binder jetting 3D-printed and sintered Ti-6Al-4V. Addit. Manuf. 2018, 22, 746–752. [Google Scholar] [CrossRef]
- Wang, Y.; Bolkor, J. Ultra-high-resolution monolithic thermal bubble inkjet print head. J. Micro-Nanolithogr. Mem. 2007, 6, 043009. [Google Scholar]
- German, R.M. Prediction of sintered density for bimodal powder mixtures. Metall. Trans. A 1992, 23, 1455–1465. [Google Scholar] [CrossRef]
- ASTM Standards. Standard Test Methods for Tension Testing of Metallic Materials; ASTM Internation: West Conshohocken, PA, USA, 2008. [Google Scholar]
- ASTM Standards. Standard Test Methods of Compression Testing of Metallic Materials at Room Temperature; ASTM Internation: West Conshohocken, PA, USA, 2008. [Google Scholar]
- Washburn, E.W. The dynamics of capillary flow. Phys. Rev. 1921, 17, 273–283. [Google Scholar] [CrossRef]
- Scheel, M.; Seemann, R.; Brinkmann, M.; Di Michiel, M.; Sheppard, A.; Breidenbach, B.; Herminghaus, S. Morphological clues to wet granular pile stability. Nat. Mater. 2008, 7, 189–193. [Google Scholar] [CrossRef]
- Cabezas-Villa, J.L.; Lemus-Ruiz, J.; Bouvard, D.; Jiménez, O.; Vergara-Hernández, H.J.; Olmos, L. Sintering study of Ti6Al4V powders with different particle sizes and their mechanical properties. Int. J. Miner. Metall. Mater. 2018, 25, 1389–1401. [Google Scholar] [CrossRef]
- Cai, C.; Song, B.; Xue, P.J.; Wei, Q.S.; Wu, J.M.; Li, W.; Shi, Y.S. Effect of hot isostatic pressing procedure on performance of Ti6Al4V: Surface qualities, microstructure and mechanical properties. J. Alloy. Compd. 2016, 686, 55–63. [Google Scholar] [CrossRef]
- German, R.M. Coordination number changes during powder densification. Powder Technol. 2014, 253, 368–376. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size (μm) | Ti (wt%) | Al (wt%) | V (wt%) | C (wt%) | O (wt%) | N (wt%) |
|---|---|---|---|---|---|---|
| 15–53 | Bal | 3.82 | 5.83 | 0.023 | 0.096 | 0.018 |
| 0–20 | Bal | 3.82 | 5.83 | 0.023 | 0.128 | 0.018 |
| Sample Description | Sintering Temperature (°C) | Solid Volume Fraction (%) | Porosity (%) | Maximum Pore Size (μm) |
|---|---|---|---|---|
| Pure powder | 1260 °C | 82.0 ± 3.1 | 18.0 ± 3.8 | 188.5 ± 8.9 |
| Pure powder | 1300 °C | 86.4 ± 1.6 | 13.6 ± 1.2 | 147.1 ± 5.7 |
| Pure powder | 1340 °C | 89.5 ± 1.3 | 10.5 ± 2.1 | 132.8 ± 6.1 |
| Pure powder | 1380 °C | 91.6 ± 1.1 | 8.4 ± 0.8 | 112.1 ± 5.4 |
| Pure powder | 1420 °C | 93.2 ± 0.8 | 6.8 ± 0.7 | 117.2 ± 4.9 |
| Mixed powder | 1260 °C | 90.5 ± 2.1 | 9.5 ± 2.0 | 128.7 ± 6.2 |
| Mixed powder | 1300 °C | 92.2 ± 1.8 | 7.8 ± 1.5 | 109.7 ± 5.8 |
| Mixed powder | 1340 °C | 93.8 ± 1.3 | 6.2 ± 0.5 | 92.5 ± 5.0 |
| Mixed powder | 1380 °C | 94.9 ± 0.9 | 5.1 ± 1.0 | 62.5 ± 4.6 |
| Mixed powder | 1420 °C | 97.1 ± 0.6 | 2.9 ± 0.2 | 35.1 ± 3.3 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Y.; Huang, Z.; Yang, J.; Xie, Y. Enhancing the Capillary Force of Binder-Jetting Printing Ti6Al4V and Mechanical Properties under High Temperature Sintering by Mixing Fine Powder. Metals 2020, 10, 1354. https://doi.org/10.3390/met10101354
Tang Y, Huang Z, Yang J, Xie Y. Enhancing the Capillary Force of Binder-Jetting Printing Ti6Al4V and Mechanical Properties under High Temperature Sintering by Mixing Fine Powder. Metals. 2020; 10(10):1354. https://doi.org/10.3390/met10101354
Chicago/Turabian StyleTang, Yang, Zheguan Huang, Jianming Yang, and Yonglin Xie. 2020. "Enhancing the Capillary Force of Binder-Jetting Printing Ti6Al4V and Mechanical Properties under High Temperature Sintering by Mixing Fine Powder" Metals 10, no. 10: 1354. https://doi.org/10.3390/met10101354