Microstructure Evolution of Mg96.9Gd2.7Zn0.4 Alloy Containing Multiple Phases Prepared by Spark Plasma Sintering Method

Abstract
:1. Introduction
2. Experimental
2.1. Preparation of Samples
2.1.1. Preparation of the Precursors
2.1.2. Preparation of Mg-Gd-Zn Alloy Containing Multiple Phases
2.2. Characterization and Tests
2.2.1. Density Measurement
2.2.2. Hardness Tests and Analysis
2.2.3. Microstructure Characterization
3. Analysis of Results
3.1. The Microstructure of Precursors
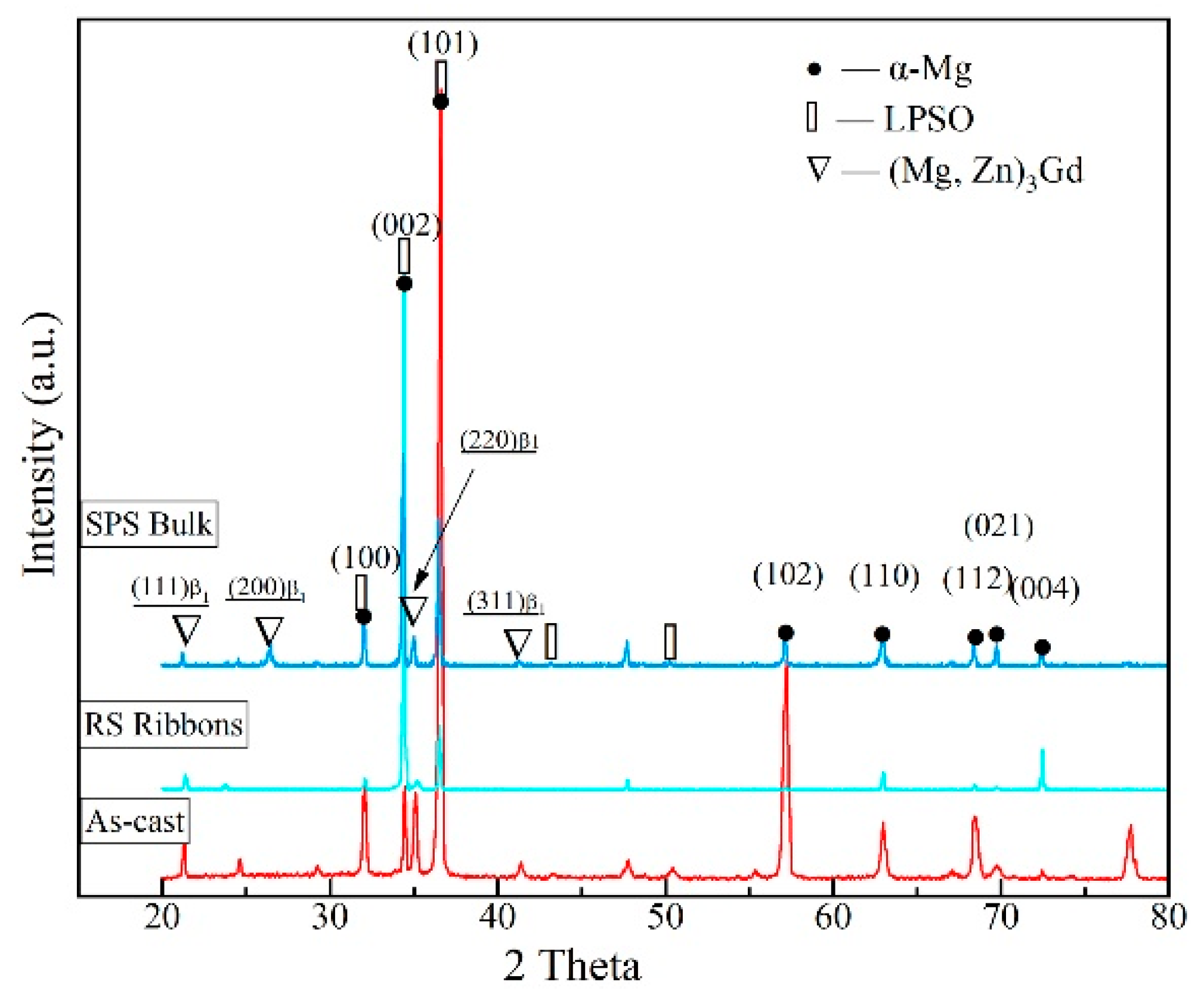
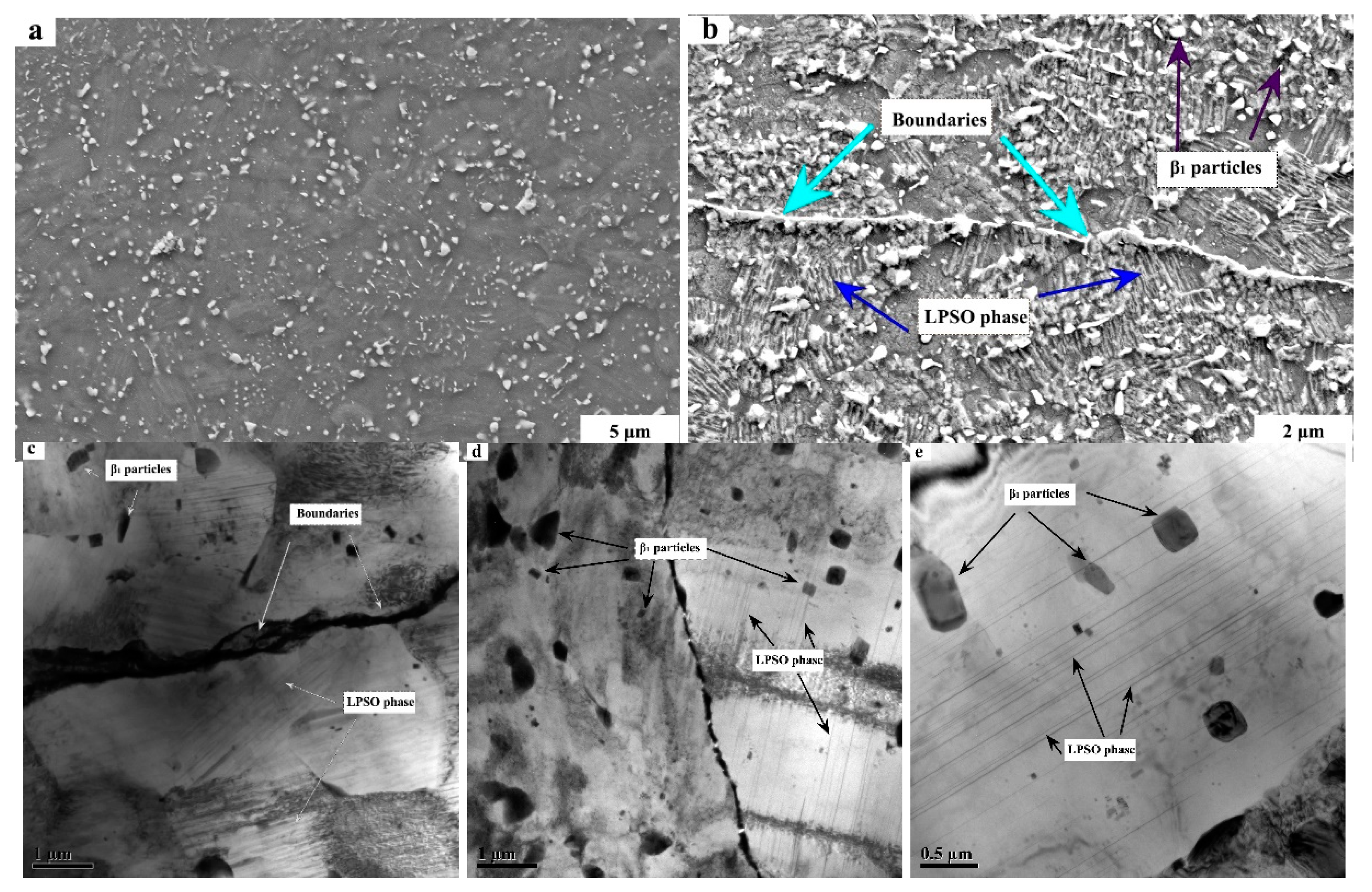
3.2. The Microstructure of the Bulk Containing Multiple Phases
4. Discussions
4.1. The β1 and β′ Phase Transformation
4.2. The LPSO Phase Formation
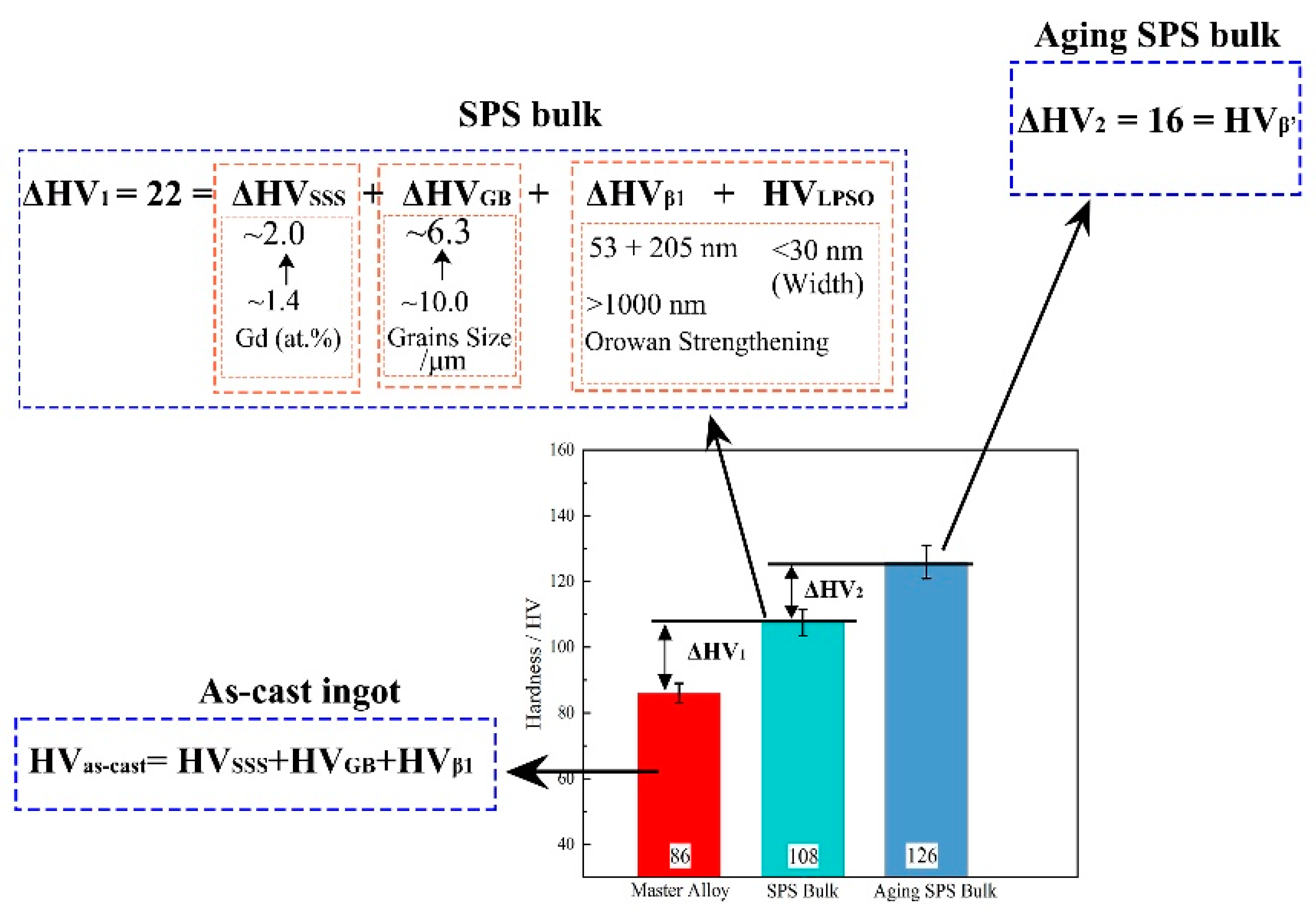
4.3. Hardness Response
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pollock, T.M. Weight Loss with Magnesium Alloys. Science 2010, 328, 986–987. [Google Scholar] [CrossRef] [PubMed]
- Wu, G.; Chan, K.; Zhu, L.; Sun, L.; Lu, J. Dual-phase nanostructuring as a route to high-strength magnesium alloys. Nature 2017, 545, 80–83. [Google Scholar] [CrossRef] [PubMed]
- Yu, Q.; Qi, L.; Mishra, R.K.; Li, J.; Minor, A.M. Reducing deformation anisotropy to achieve ultrahigh strength and ductility in Mg at the nanoscale. Proc. Natl. Acad. Sci. USA 2013, 110, 13289–13293. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, J.; Sandlöbes, S.; Raabe, D. On the room temperature deformation mechanisms of a Mg–Y–Zn alloy with long-period-stacking-ordered structures. Acta Mater. 2015, 82, 414–432. [Google Scholar] [CrossRef]
- Nie, J. Precipitation and Hardening in Magnesium Alloys. Metall. Mater. Trans. A 2012, 43, 3891–3939. [Google Scholar] [CrossRef] [Green Version]
- Rong, W.; Zhang, Y.; Wu, Y.; Chen, Y.; Sun, M.; Chen, J.; Peng, L. The role of bimodal-grained structure in strengthening tensile strength and decreasing yield asymmetry of Mg-Gd-Zn-Zr alloys. Mater. Sci. Eng. A 2019, 740–741, 262–273. [Google Scholar] [CrossRef]
- Hecht, U.; Gránásy, L.; Pusztai, T.; Böttger, B.; Apel, M.; Witusiewicz, V.; Ratke, L.; De, W.J.; Froyen, L.; Camel, D.; et al. Multiphase solidification in multicomponent alloys. Mater. Sci. Eng. Rep. 2004, 46, 1–49. [Google Scholar] [CrossRef] [Green Version]
- Yamasaki, M.; Hashimoto, K.; Hagihara, K.; Kawamura, Y. Effect of multimodal microstructure evolution on mechanical properties of Mg–Zn–Y extruded alloy. Acta Mater. 2011, 59, 3646–3658. [Google Scholar] [CrossRef]
- Guo, P.; Cui, Z.; Yang, L.; Cheng, L.; Wang, W.; Xu, B. Preparation of Mg/Nano-HA Composites by Spark Plasma Sintering Method and Evaluation of Different Milling Time Effects on Their Microhardness, Corrosion Resistance, and Biocompatibility. Adv. Eng. Mater. 2017, 19, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Frage, N.; Kalabukhov, S.; Wagner, A.; Zaretsky, E.B. High temperature dynamic response of SPS-processed Ni3Al. Intermetallics 2018, 102, 26–33. [Google Scholar] [CrossRef]
- Luo, W.; Xue, Z.; Mao, W.; Yu, H. Microstructure and mechanical properties of a rapid solidified Mg-Gd-Zn alloy containing Mg3(Gd, Zn) nanoparticles and LPSO phase using spark plasma sintering. Mater. Res. Express 2019, 6, 0965a4. [Google Scholar] [CrossRef]
- Gröbner, J.; Kozlov, A.; Fang, X.; Zhu, S.; Nie, J.; Gibson, M.A.; Schmid, F.R. Phase equilibria and transformations in ternary Mg–Gd–Zn alloys. Acta Mater. 2015, 90, 400–416. [Google Scholar] [CrossRef]
- Nie, J.F.; Muddle, B.C. Characterisation of strengthening precipitate phases in a Mg–Y–Nd alloy. Acta Mater. 2000, 48, 1691–1703. [Google Scholar] [CrossRef]
- Xue, Z.; Ren, Y.; Luo, W.; Zheng, R.; Xu, C. Effect of Aging Treatment on the Precipitation Behavior and Mechanical Properties of Mg-9Gd-3Y-1.5Zn-0.5Zr Alloy. J. Mater. Eng. Perform. 2017, 26, 5963–5972. [Google Scholar] [CrossRef]
- Li, B.; Guan, K.; Yang, Q.; Niu, X.; Zhang, D.; Lv, S.; Meng, F.; Huang, Y.; Hort, N.; Meng, J. Microstructures and mechanical properties of a hot-extruded Mg−8Gd−3Yb−1.2Zn−0.5Zr (wt.%) alloy. J. Alloys Compd. 2019, 776, 666–678. [Google Scholar] [CrossRef]
- Vostrý, P.; Smola, B.; Stulíková, I.; Von, B.F.; Mordike, B.L. Microstructure Evolution in Isochronally Heat Treated Mg–Gd Alloys. Phys. Status Solidi 1999, 175, 491–500. [Google Scholar] [CrossRef]
- Gao, X.; He, S.M.; Zeng, X.Q.; Peng, L.M.; Ding, W.J.; Nie, J.F. Microstructure evolution in a Mg–15Gd–0.5Zr (wt.%) alloy during isothermal aging at 250 °C. Mater. Sci. Eng. A 2006, 431, 322–327. [Google Scholar] [CrossRef]
- Nie, J.F.; Zhu, Y.M.; Morton, A.J. On the Structure, Transformation and Deformation of Long-Period Stacking Ordered Phases in Mg-Y-Zn Alloys. Metall. Mater. Trans. A 2014, 45, 3338–3348. [Google Scholar] [CrossRef]
- He, S.M.; Zeng, X.Q.; Peng, L.M.; Gao, X.; Nie, J.F.; Ding, W.J. Precipitation in a Mg–10Gd–3Y–0.4Zr (wt.%) alloy during isothermal ageing at 250 °C. J. Alloys Compd. 2006, 421, 309–313. [Google Scholar] [CrossRef]
- Yu, Z.; Huang, Y.; Qiu, X.; Wang, G.; Meng, F.; Hort, N.; Meng, J. Fabrication of a high strength Mg–11Gd–4.5Y–1Nd–1.5Zn–0.5Zr (wt.%) alloy by thermomechanical treatments. Mater. Sci. Eng. A 2015, 622, 121–130. [Google Scholar] [CrossRef]
- Yamasaki, M.; Sasaki, M.; Nishijima, M.; Hiraga, K.; Kawamura, Y. Formation of 14H long period stacking ordered structure and profuse stacking faults in Mg–Zn–Gd alloys during isothermal aging at high temperature. Acta Mater. 2007, 55, 6798–6805. [Google Scholar] [CrossRef]
- Ma, S.Y.; Liu, L.M.; Wang, S.Q. The Clustering of Zn6Y9 and its Predominant Role in Long Period Stacking Order Phases in Mg-Zn-Y Alloys: A First-Principles Study. Mater. Sci. Forum. 2013, 749, 569–576. [Google Scholar] [CrossRef]
- Xu, C.; Xu, S.W.; Zheng, M.Y.; Wu, K.; Wang, E.D.; Kamado, S.; Wang, G.J.; Lv, X.Y. Microstructures and mechanical properties of high-strength Mg–Gd–Y–Zn–Zr alloy sheets processed by severe hot rolling. J. Alloys Compd. 2012, 524, 46–52. [Google Scholar] [CrossRef]
- Xue, Z.; Ren, Y.; Luo, W.; Ren, Y.; Xu, P.; Xu, C. Microstructure evolution and mechanical properties of a large-sized ingot of Mg−9Gd−3Y−1.5Zn−0.5Zr (wt.%) alloy after a lower-temperature homogenization treatment. Int. J. Miner. Metall. Mater. 2017, 24, 271–279. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, Z.; Han, X.; Luo, W.; Zhou, Z.; Cheng, Z.; Li, W.; Wang, Y. Microstructure Evolution of Mg96.9Gd2.7Zn0.4 Alloy Containing Multiple Phases Prepared by Spark Plasma Sintering Method. Metals 2020, 10, 1355. https://doi.org/10.3390/met10101355
Xue Z, Han X, Luo W, Zhou Z, Cheng Z, Li W, Wang Y. Microstructure Evolution of Mg96.9Gd2.7Zn0.4 Alloy Containing Multiple Phases Prepared by Spark Plasma Sintering Method. Metals. 2020; 10(10):1355. https://doi.org/10.3390/met10101355
Chicago/Turabian StyleXue, Zhiyong, Xiuzhu Han, Wenbo Luo, Zhiyong Zhou, Zhizhong Cheng, Wenhan Li, and Yanlin Wang. 2020. "Microstructure Evolution of Mg96.9Gd2.7Zn0.4 Alloy Containing Multiple Phases Prepared by Spark Plasma Sintering Method" Metals 10, no. 10: 1355. https://doi.org/10.3390/met10101355