Experimental Analysis and Behaviour Modelling of the Deformation Mechanisms of a Ti-6242S Alloy under Hot and Superplastic Forming Conditions

 and
and
Abstract
:1. Introduction
2. Mechanical Behaviour at = 730 C and = 840 C
2.1. Experimental Procedure
2.2. Stress-Strain Responses
3. Microstructural Charaterization
3.1. Methodology and Material
3.2. Microstructural Evolution during Tensile Deformation at 730 C and 840 C
3.3. Discussion
4. Behaviour Modelling
4.1. Constitutive Equations
4.2. Model Prediction
5. Discussion
6. Conclusions
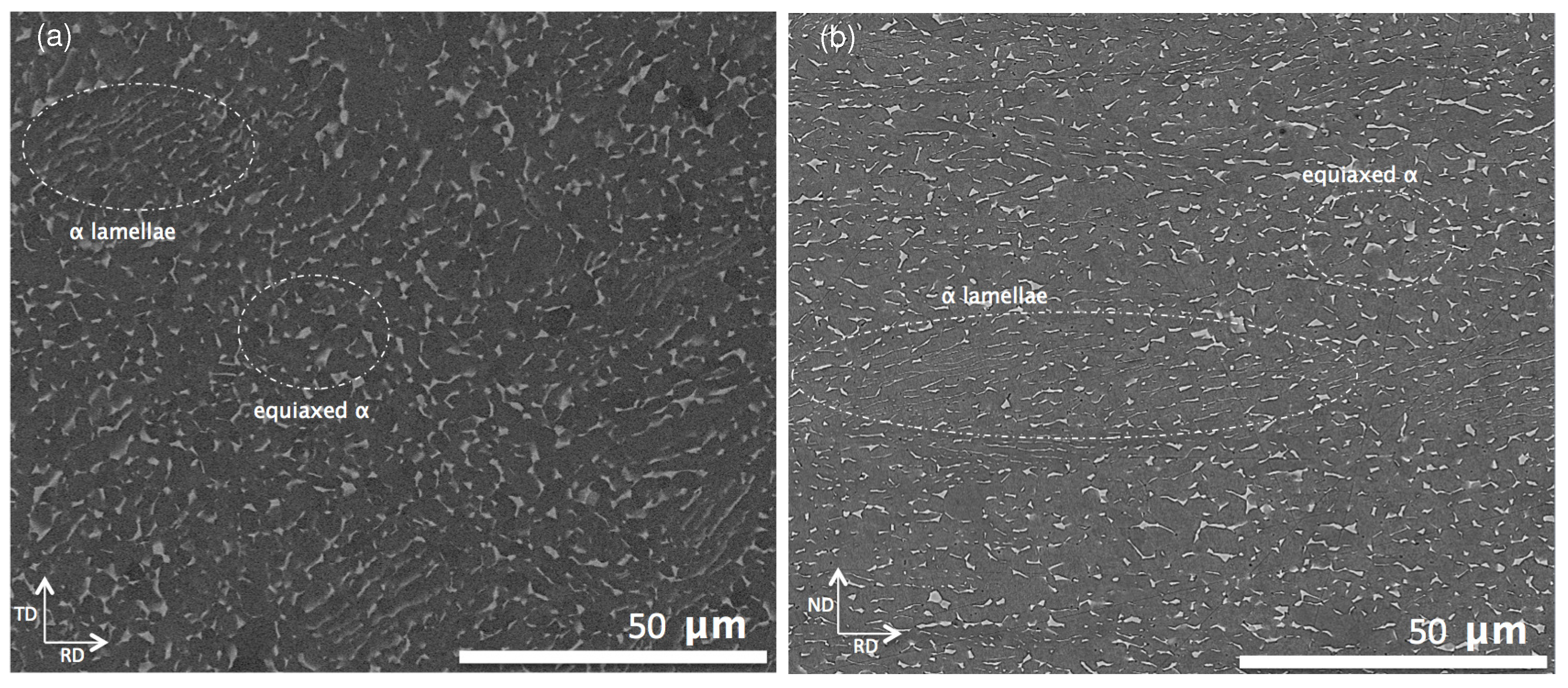
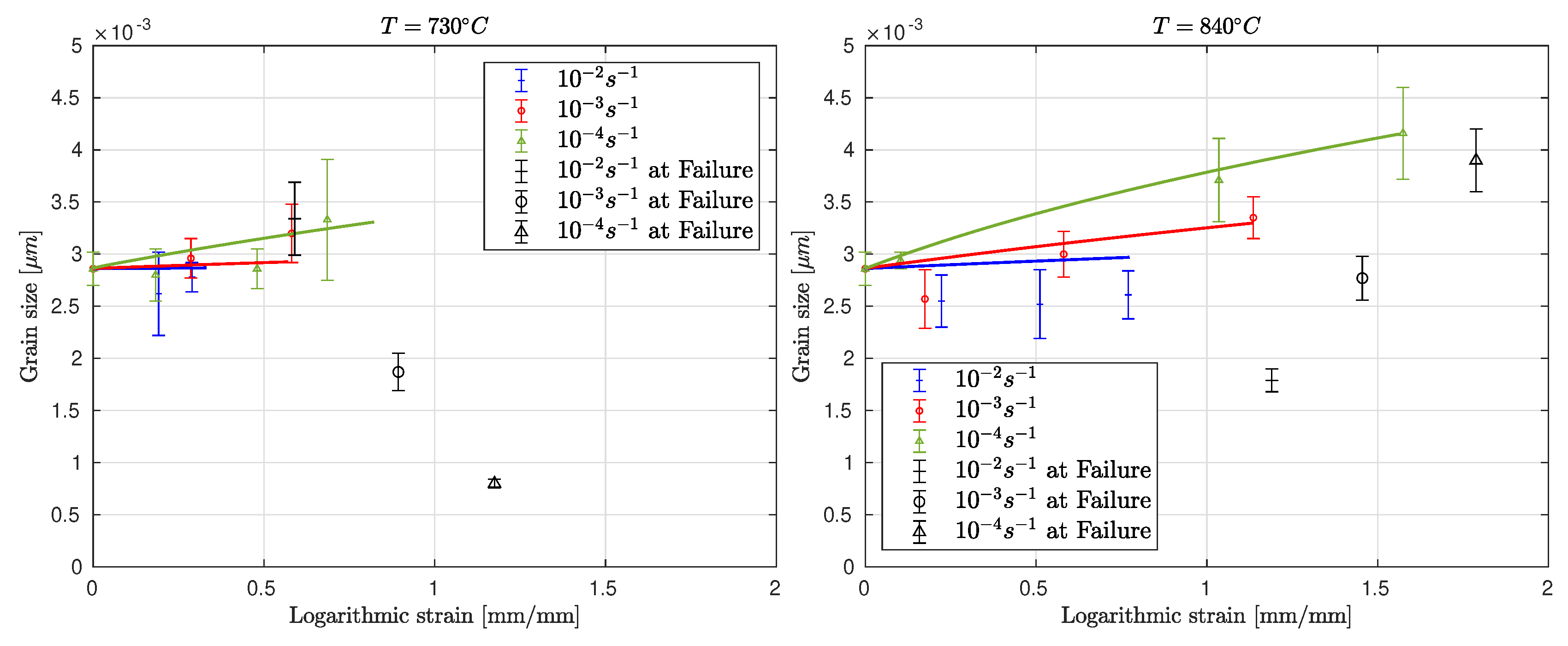
- Isothermal tensile tests were carried out on a FG Ti6242 alloy allowing to exhibit the effects of the temperature, the strain rate on the microstructural evolution, initially characterized by both nodular and lamellar areas. Grain growth is activated at the lowest strain rates (s). Interrupted tensile tests confirm a softening mechanism increasing with the strain rate and which cannot be related to necking phenomenon.
- At T = 840 C, the FG Ti6242 alloy exhibits an interesting superplastic behavior () that is attributable to a slight higher phase fraction and to an effective globularization process that transforms the lamellar areas into an homogenous equiaxed microstructure which might promote grain boundary sliding and associated accommodation mechanisms.
- At T = 730 C a lower ductility is obtained. By increasing the strain, the lamellae mainly elongate along the tensile direction while the equiaxed grains evolve slightly (mainly at lower strain rate). The strain rate sensitivity value () associated to the microstructural evolution revealed that the deformation is mainly controlled by dislocation glide/climb mechanisms.
- Phenomenological constitutive equations with microstructural considerations have been developed to predict the mechanical behavior under such conditions of temperatures and strain rates. Particular attention is paid to the prediction of the flow softening through a specific internal model variable whose effect increases with the strain rate. On other hand, the model is also able to predict the effect of grain growth observed for the lowest strain rates and leading to slight strain hardening.
- In addition to classical recovery mechanisms, a part of the the flow softening was attributed to the initiation and ongoing of the dynamic globularization of the lamellar areas. Nevertheless additional mechanisms related to dynamic transformation during straining (as micro-cavities, texture evolution, evolution into the phase, DRX in the nodular areas...) are most probably also contributing.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Velay, V.; Matsumoto, H.; Vidal, V.; Chiba, A. Behavior modeling and microstructural evolutions of Ti–6Al–4V alloy under hot forming conditions. Int. J. Mech. Sci. 2016, 108–109, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Imai, H.; Yamane, G.; Matsumoto, H.; Vidal, V.; Velay, V. Superplasticity of metastable ultrafine-grained Ti-6242S alloy: Mechanical flow behavior and microstructural evolution. Mater. Sci. Eng. A 2019, 754, 569–580. [Google Scholar] [CrossRef] [Green Version]
- Despax, L.; Vidal, V.; Delagnes, D.; Dehmas, M.; Matsumoto, H.; Velay, V. Influence of strain rate and temperature on the deformation mechanisms of a fine-grained Ti-6Al-4V alloy. Mater. Sci. Eng. A 2020, 790, 139718. [Google Scholar] [CrossRef]
- Yamane, G.; Velay, V.; Vidal, V.; Matsumoto, H. Mechanical behavior of Ti-6Al-2Sn-4Zr-2Mo titanium alloy under hot and superplastic forming conditions: Experiment and modeling. Defect Diffus. Forum 2018, 385, 413–418. [Google Scholar] [CrossRef] [Green Version]
- Gao, P.; Fu, M.; Zhan, M.; Lei, Z.; Li, Y. Deformation behavior and microstructure evolution of titanium alloys with lamellar microstructure in hot working porcess: A review. J. Mater. Sci. Technol. 2020, 39, 56–73. [Google Scholar] [CrossRef]
- Semiatin, S. An Overview of the Thermomechanical Processing of α/β Titanium Alloys: Current Status and Future Research Opportunities. Metall. Mater. Trans. A 2020, 51, 2593–2625. [Google Scholar] [CrossRef] [Green Version]
- Bodunrin, M.O.; Chown, L.H.; van der Merwe, J.W.; Alaneme, K.K. Microstructural evolution during hot forming of Ti-6Al-4V alloy with complex initial microstructure. Int. J. Adv. Manuf. Technol. 2019, 104, 3017–3026. [Google Scholar] [CrossRef]
- Zhou, D.; Zeng, W.; Xu, J.; Wang, S.; Chen, W. Evolution of equiaxed and lamellar α during hot compression in a near alpha titanium alloy with bimodal microstructure. Mater. Charact. 2019, 151, 103–111. [Google Scholar] [CrossRef]
- Alabort, E.; Putman, D.; Reed, R. Superplasticity in Ti–6Al–4V: Characterisation, modelling and applications. Acta Mater. 2015, 95, 428–442. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; Li, N.; Wang, B.; Lin, J.; Zhao, H.; Ma, W. Unified constitutive modelling for two-phase lamellar titanium alloys at hot forming conditions. Manuf. Rev. 2016, 3, 14. [Google Scholar] [CrossRef] [Green Version]
- Yasmeen, T.; Shao, Z.; Zhao, L.; Gao, P.; Lin, J.; Jiang, J. Constitutive modeling for the simulation of the superplastic forming of TA15 titanium alloy. Int. J. Mech. Sci. 2019, 164, 105178. [Google Scholar] [CrossRef]
- Gao, P.; Yang, H.; Fan, X.; Zhu, S. Unified modeling of flow softening and globularization for hot working of two-phase titanium alloy with a lamellar colony microstructure. J. Alloy. Compd. 2014, 600, 78–83. [Google Scholar] [CrossRef]
- Lin, J.; Liu, Y.; Farrugia, D.C.J.; Zhou, M. Development of dislocation-based unified material model for simulating microstructure evolution in multipass hot rolling. Philos. Mag. 2005, 85, 1967–1987. [Google Scholar] [CrossRef]
- Park, C.H.; Lee, B.; Semiatin, S.; Lee, C.S. Low-temperature superplasticity and coarsening behavior of Ti–6Al–2Sn–4Zr–2Mo–0.1Si. Mater. Sci. Eng. A 2010, 527, 5203–5211. [Google Scholar] [CrossRef]
- Shell, E.B.; Semiatin, S.L. Effect of initial microstructure on plastic flow and dynamic globularization during hot working of Ti-6Al-4V. Metall. Mater. Trans. A 1999, 30, 3219–3229. [Google Scholar] [CrossRef]
- Semiatin, S.; Seetharaman, V.; Ghosh, A.; Shell, E.; Simon, M.; Fagin, P. Cavitation during hot tension testing of Ti–6Al–4V. Mater. Sci. Eng. A 1998, 256, 92–110. [Google Scholar] [CrossRef]
- Zhao, H.; Wang, B.; Ju, D.; Chen, G. Hot tensile deformation behavior and globularization mechanism of bimodal microstructured Ti-6Al-2Zr-1Mo-1V alloy. Trans. Nonferrous Met. Soc. China 2018, 28, 2449–2459. [Google Scholar] [CrossRef]
- Semiatin, S.; Seetharaman, V.; Weiss, I. Flow behavior and globularization kinetics during hot working of Ti–6Al–4V with a colony alpha microstructure. Mater. Sci. Eng. A 1999, 263, 257–271. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Bieler, T.R. The effect of alpha platelet thickness on plastic flow during hot working of TI–6Al–4V with a transformed microstructure. Acta Mater. 2001, 49, 3565–3573. [Google Scholar] [CrossRef]
- Mosleh, A.; Mikhaylovskaya, A.; Kotov, A.; Kwame, J. Experimental, modelling and simulation of an approach for optimizing the superplastic forming of Ti-6. J. Manuf. Process. 2019, 45, 262–272. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T [°C] | [s−1] | T [°C] | [s−1] | ||||
|---|---|---|---|---|---|---|---|
| 730 | 840 | ||||||
| 180 | 310 | 444 | 47 | 96 | 190 | ||
| 0.4 | 0.258 | 0.145 | 0.5 | 0.415 | 0.17 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, L.; Ii, A.; Despax, L.; Onishi, H.; Matsumoto, H.; Velay, V.; Vidal, V. Experimental Analysis and Behaviour Modelling of the Deformation Mechanisms of a Ti-6242S Alloy under Hot and Superplastic Forming Conditions. Metals 2020, 10, 1599. https://doi.org/10.3390/met10121599
Song L, Ii A, Despax L, Onishi H, Matsumoto H, Velay V, Vidal V. Experimental Analysis and Behaviour Modelling of the Deformation Mechanisms of a Ti-6242S Alloy under Hot and Superplastic Forming Conditions. Metals. 2020; 10(12):1599. https://doi.org/10.3390/met10121599
Chicago/Turabian StyleSong, Longqiu, Anzu Ii, Laurie Despax, Hatsumi Onishi, Hiroaki Matsumoto, Vincent Velay, and Vanessa Vidal. 2020. "Experimental Analysis and Behaviour Modelling of the Deformation Mechanisms of a Ti-6242S Alloy under Hot and Superplastic Forming Conditions" Metals 10, no. 12: 1599. https://doi.org/10.3390/met10121599