
Validation of a Microstructure-Based Model for Predicting the High Strain Rate Flow Properties of Various Forms of Additively Manufactured Ti6Al4V(ELI) Alloy




Abstract
:1. Introduction
2. Materials and Methods
- ▪
- Production of test samples and generation of various microstructures of the alloys by heat treatment.
- ▪
- Microstructural characterization quantifying critical microstructural features.
- ▪
- Design of mechanical tests that were used to generate stress–strain curves for a wide range of the field-state variables of strain rate and temperature.
2.1. Production and Heat Treatment of Test Specimens
2.2. Microstructural Characterisation and Quantification of Critical Microstructure Features
2.3. Experimental Tests to Obtain Stress-Strain Curves at Various Strain Rates and Temperatures
3. A Constitutive Model for DMLS Ti6Al4V(ELI)
3.1. Prediction of the Yield Stress
3.2. Strain Hardening and Prediction of Flow Stress
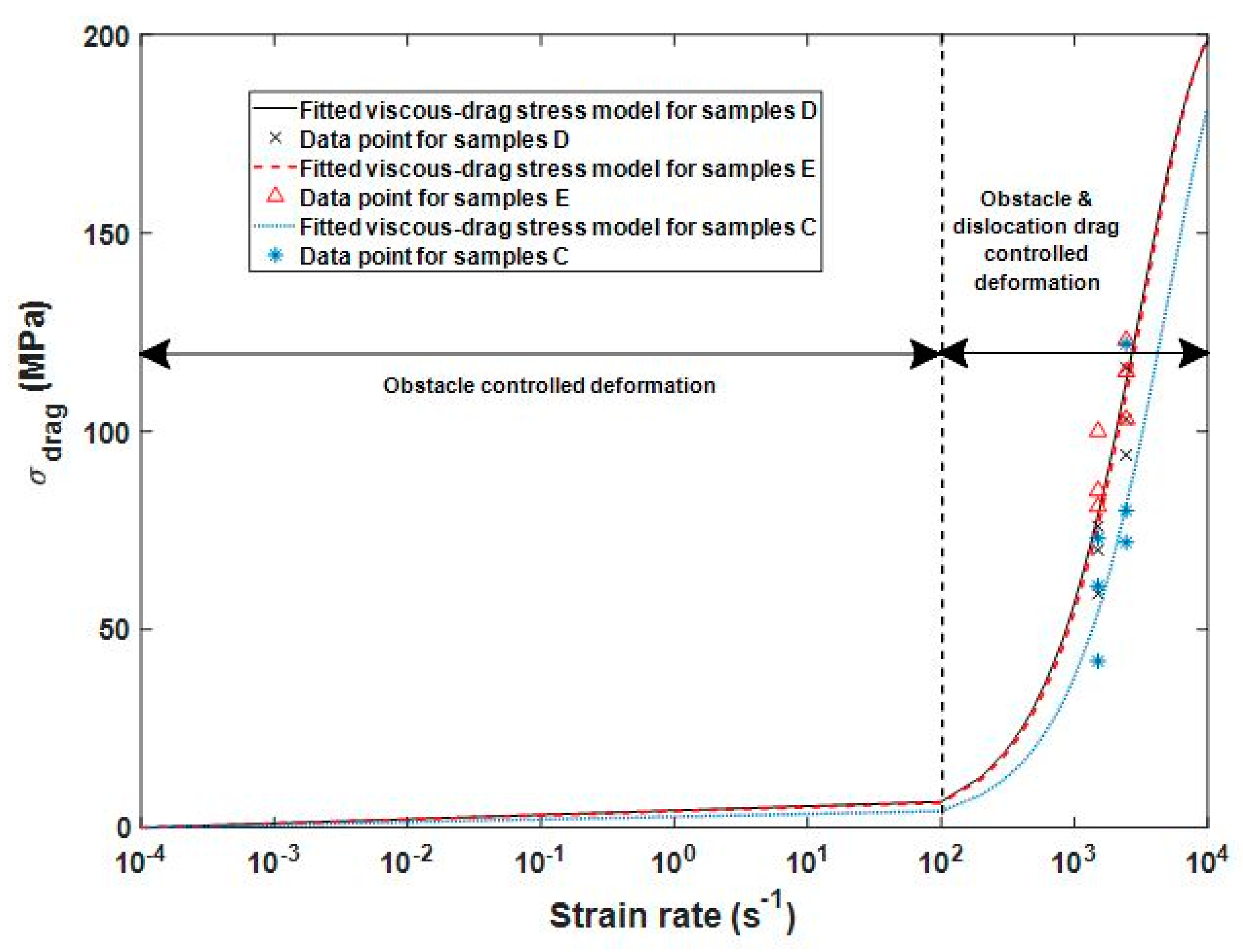
3.3. Prediction of Viscous Drag Stress
4. Results and Discussion
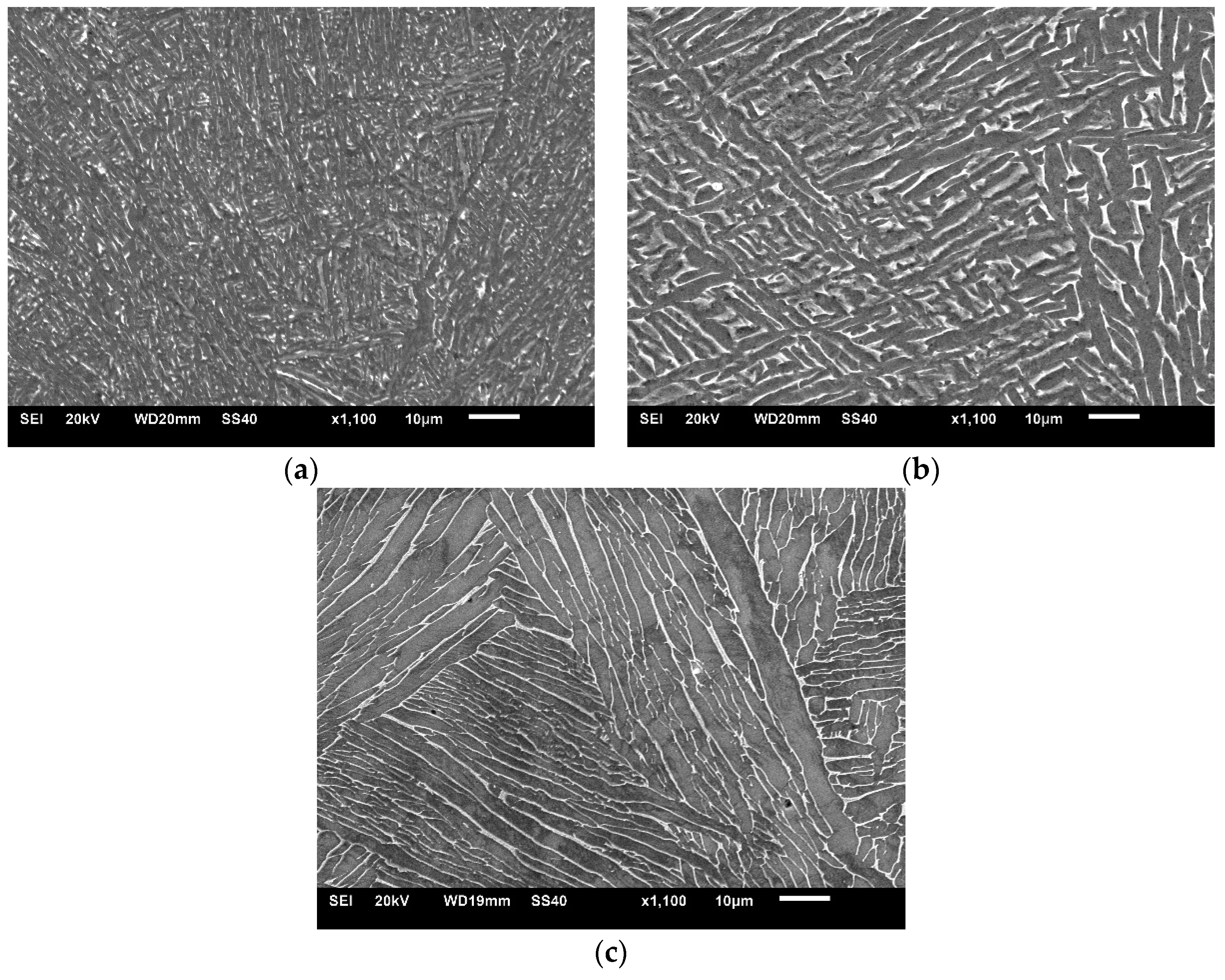
4.1. The Microstructures of Various Forms DMLS Ti6Al4V(ELI) Alloy
4.2. Calibration and Refinement of the Model Parameters
4.2.1. Effects of the Average Grain Size
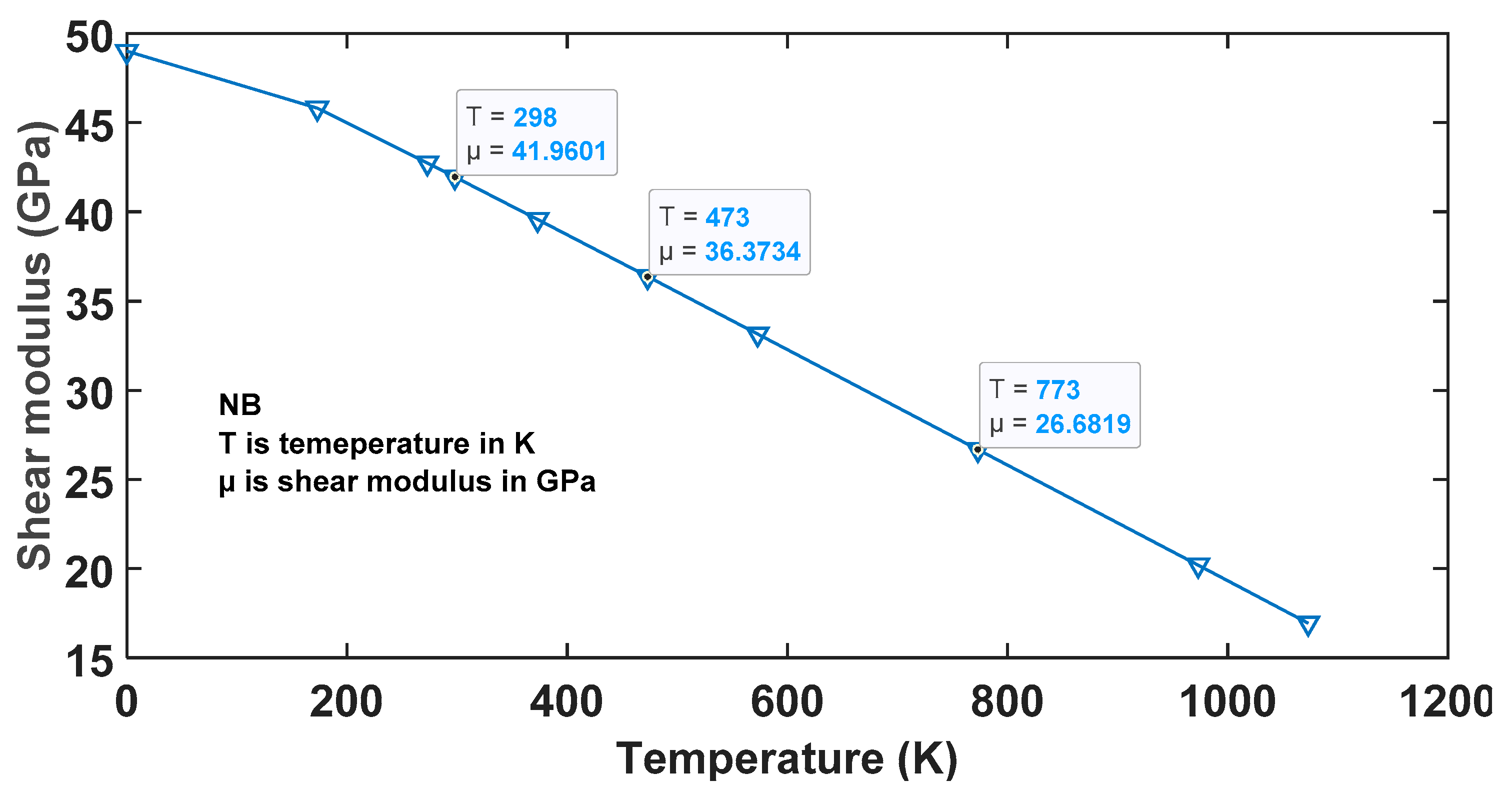
4.2.2. Temperature-Dependent Shear Modulus
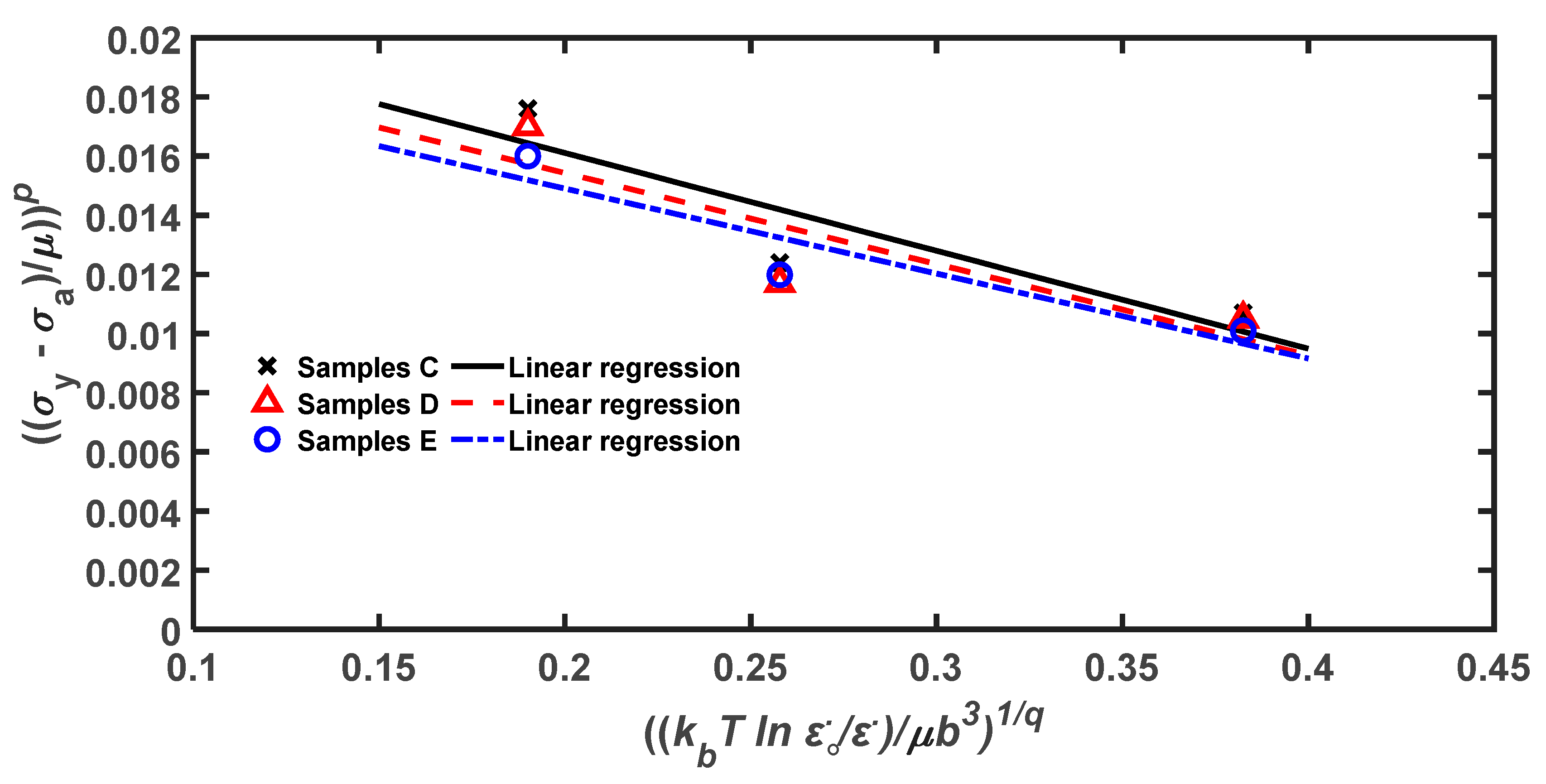
4.2.3. Thermal Part of the Yield Stress
4.2.4. Calibration and Refinement of Strain Hardening
4.2.5. Calibration of the Viscous Drag Stress Component of Flow Stress
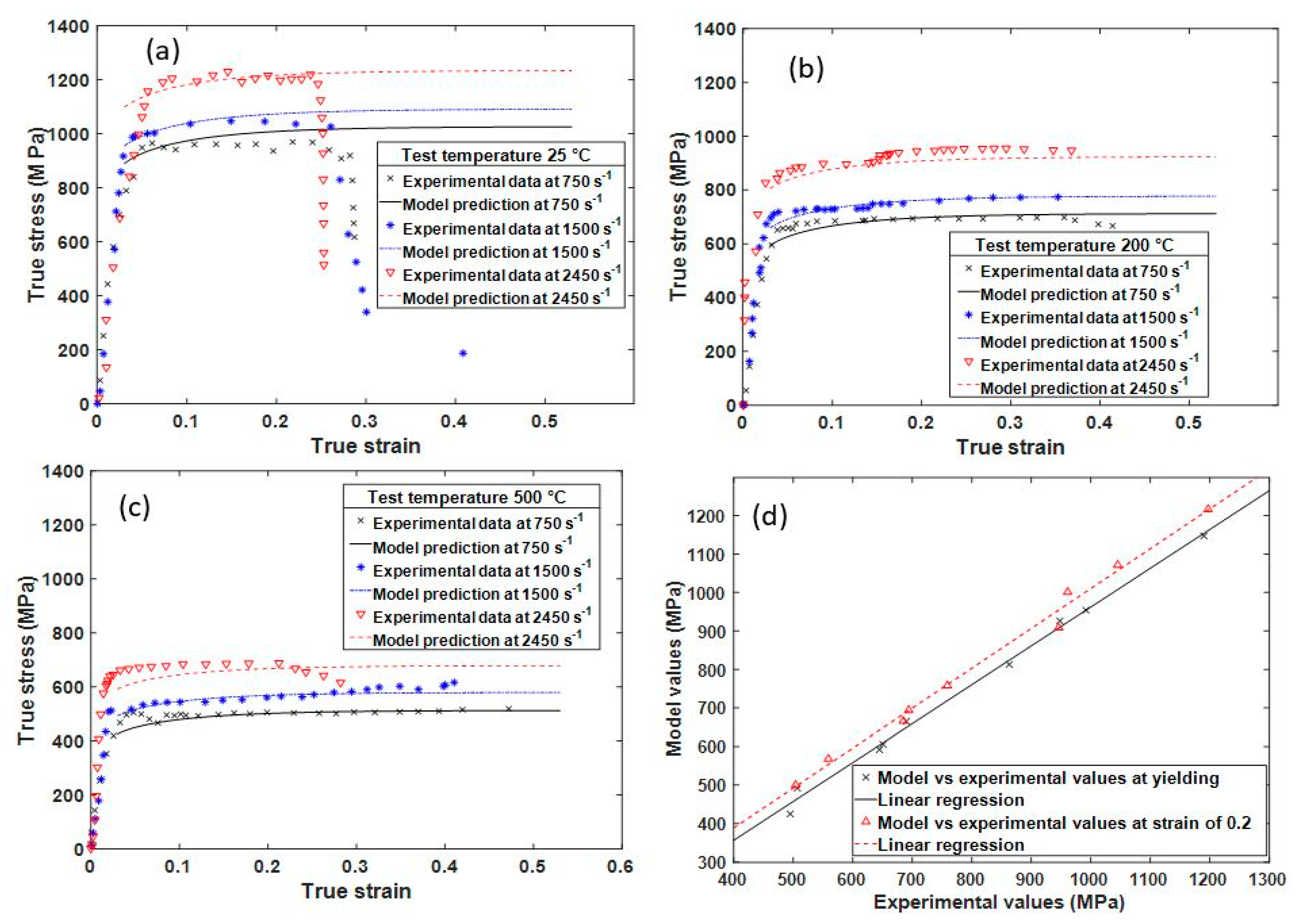
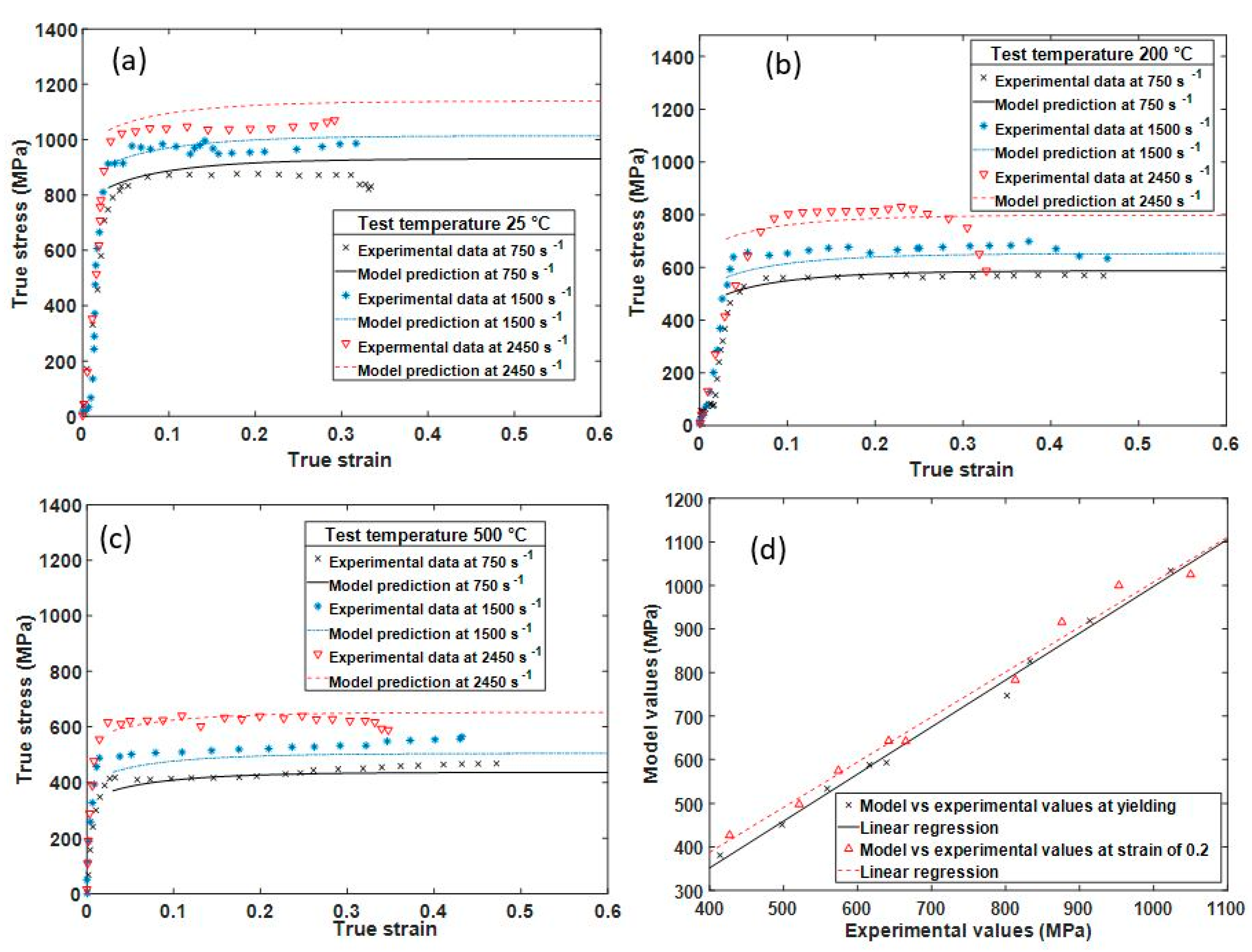
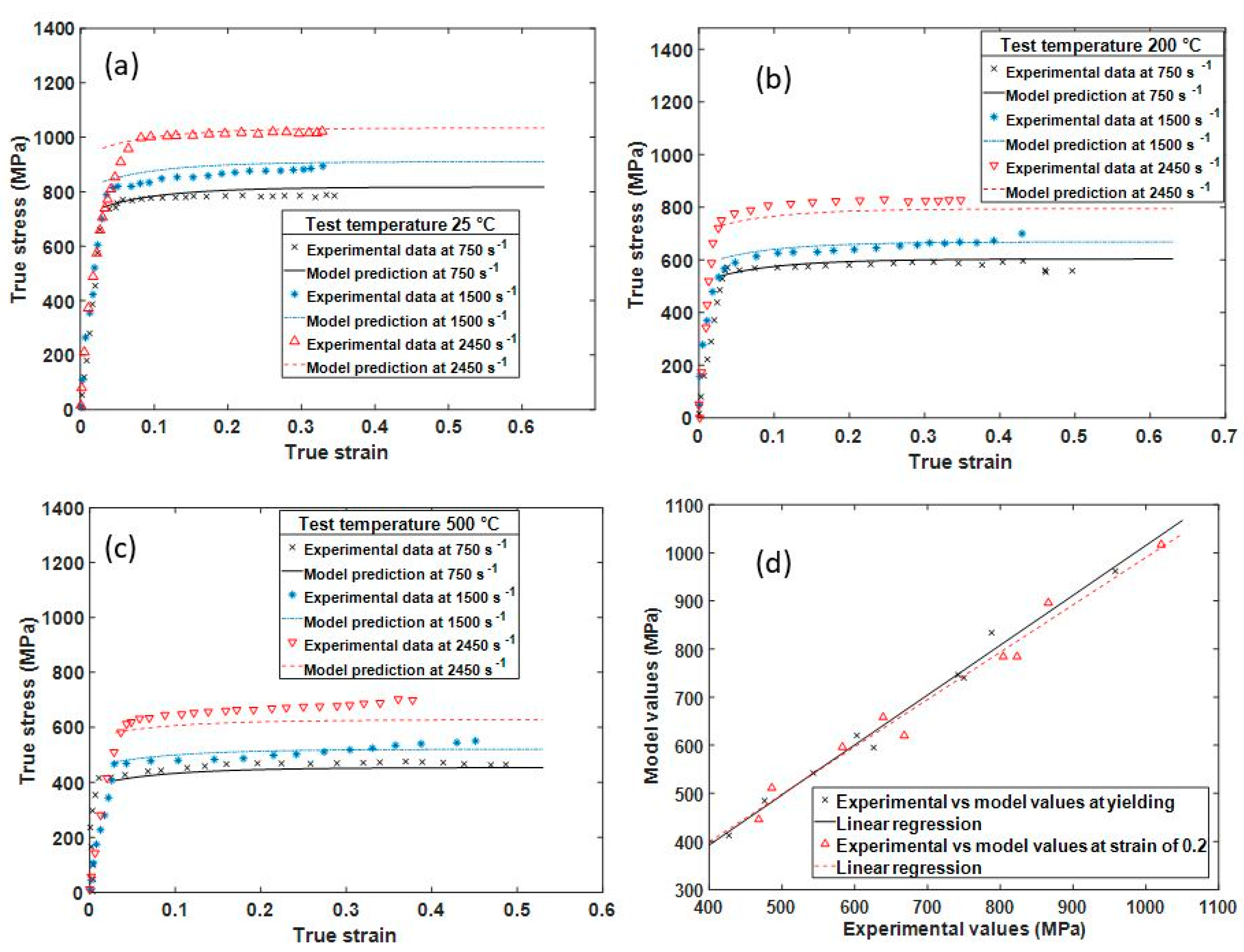
4.3. Validation of Microstructural Variable-Based Constitutive Model
5. Conclusions
- The athermal part of yield stress for DMLS Ti6Al4V(ELI) is greatly affect by the thicknesses of α-laths. The contribution of the athermal stress to the yield strength for the three different microstructures of DMLS Ti6Al4V(ELI) with average thicknesses of α-laths of 2.5 μm (sample C), 6.0 μm (sample D), and 9.0 μm (sample E) was 207.45 MPa, 133.91 MPa, and 109.33 MPa, respectively.
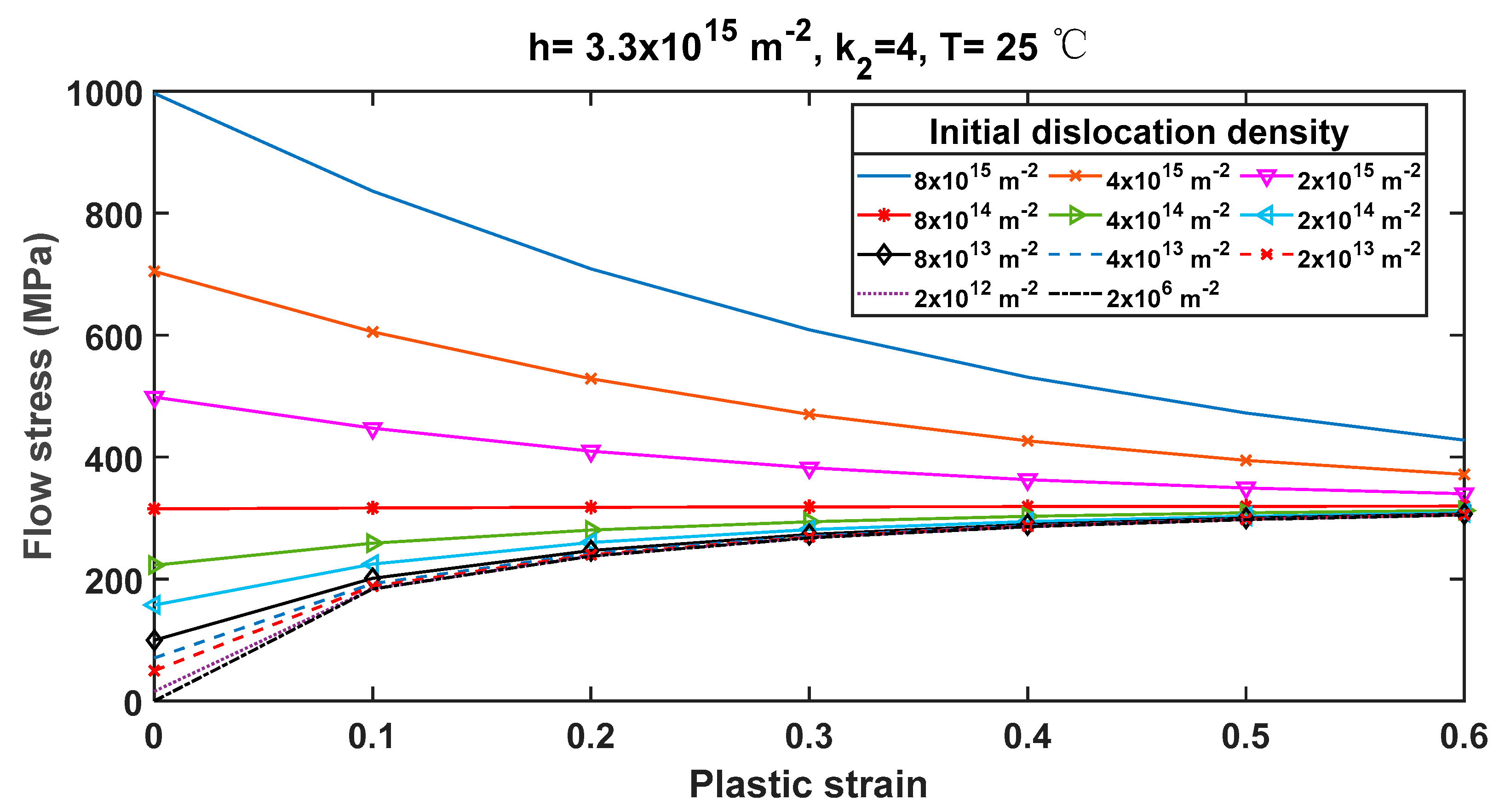
- The initial dislocation density in a microstructure was shown to influence the shape of the flow stress curve. For very high initial dislocation densities, the shape of flow stress curve was shown to be that of a pronounced peak and subsequent strain softening. Low initial dislocation densities were shown to result in strain hardening post yielding.
- To explain the upsurge of flow stress at high strain rates and, therefore, enhance the predictive capacity of the model, it is critical to include the viscous drag stress that is usually not captured in MTS formulation.
- The standard statistical performance measures of correlation coefficients (R2) and absolute average errors (δ) obtained for the model and experimental values were approximately 1 and less than 6%, which are a good indication of high accuracy of the model to predict the high strain rate mechanical properties of DMLS Ti6Al4V(ELI).
- Future research should aim at implementing the microstructure-based model for DMLS Ti6Al4V(ELI) as a material subroutine in finite element modelling (FEM) software such as ABAQUS. This will be important in simulating dynamic processes in aircraft industry where Ti6Al4V is used primarily to provide the required static and dynamic strength.
- Future research should aim at extending the utility of the constitutive relations developed in this study to other forms of DMLS Ti6Al4V(ELI) and other metals and alloys, such as steel and aluminium, which show wide ranges of microstructure for varying heat treatment cycles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Appendix A
References
- Annamaria, G.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal additive manufacturing in the commercial aviation industry: A review. J. Manuf. Syst. 2019, 53, 124–149. [Google Scholar] [CrossRef]
- Sunpreet, S.; Ramakrishna, S. Biomedical applications of additive manufacturing: Present and future. Curr. Opin. Biomed. Eng. 2017, 2, 105–115. [Google Scholar] [CrossRef]
- Tuan, D.N.; Alireza, K.; Imbalzano, G.; Nguyen, T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods applications, and challenges. Compos. Parts B-Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies. In Rapid Prototyping to Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2010; p. 8. [Google Scholar]
- Hendrixson, S. Lower Buy-to-Fly Ratios with Near-Net Additive Manufacturing. Available online: https://www.mmsonline.com/blog/post/lower-buy-to-fly-ratios-with-near-net-additive-manufacturing (accessed on 15 June 2019).
- ASM. Aerospace Specification Metals Inc. Available online: http://asm.matweb.com/search/SpecificMaterial.asp?bassnum=MTP643 (accessed on 2 December 2018).
- Muiruri, A.M.; Maringa, M.; du Preez, W.B.; Masu, L.M. Variation of impact toughness of as built dmls Ti6Al4V(ELI) specimens with temperature. SAJIE 2018, 29, 284–298. [Google Scholar] [CrossRef]
- Muiruri, A.; Maina, M.; du Preez, W.B.; Masu, L. Effects of stress relieving heat treatment on impact toughness of direct metal laser sintering (DMLS) produced Ti6Al4V (ELI) parts. JOM 2020, 72, 1175–1185. [Google Scholar] [CrossRef]
- EOS Material Data Sheet. 2008. Available online: http://www.crpm.co.za/wpcontent/uploads/2017/07/M280-Titanium_Material_data_sheet_10-11_en.pdf (accessed on 12 June 2018).
- Sun, Y.Y.; Gulizia, S.; Fraser, M. The influence of as-built surface conditions on mechanical properties of Ti6Al4V additively manufactured by selective electron beam melting. JOM 2016, 68, 791–798. [Google Scholar] [CrossRef]
- Muiruri, A.M.; Maringa, M.; du Preez, W.B.; Masu, L. Effect of stress relieving heat treatment on high strain rate tensile properties of direct melting laser sintered (DMLS) parts. In Proceedings of the 7th International Conference on Competitive Manufacturing (COMA)-19), Wallenberg Center (STIAS), Stellenbosch, South Africa, 30 January–1 February 2019. [Google Scholar]
- Kasperovich, G.; Hausmann, J. Improvement of fatigue resistance and ductility of TiAl6V4 processed by selective laser melting. J. Mater. Process. Tech. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D. As fabricated and heat-treated microstructures of the Ti6Al4V alloy processed by selective laser melting. Metall. Mater. Trans. A. 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium: Engineering Materials and Processes Series; Springer: Berlin/Heidelberg, Germany, 2007; pp. 125–258. [Google Scholar]
- Sun, Y.; Weidong, Z.; Yuanfei, H.; Xiong, M.; Yongqing, Z.; Ping, G.; Wang, G.; Dargusch, S. Determination of the influence of processing parameter on the mechanical properties of the Ti6Al4V alloy using an artificial neural network. Comput. Mater. Sci. 2012, 60, 239–244. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: Discussion of results. Proc. Phys. Soc. B 1951, 64, 747. [Google Scholar] [CrossRef]
- Park, C.H.; Son, Y.I.; Lee, C.S. Constitutive analysis of compressive deformation behaviour of ELI-grade Ti6Al4V with different microstructures. J. Mater. Sci. 2012, 47, 3115–3124. [Google Scholar] [CrossRef]
- Galindo, M.A.; Mumtaz, K.; Rivera, P.E.; Galindo-Nava, J.E.; Ghadbeigi, H. A microstructure sensitive model for deformation of Ti6Al4V describing cast-and-wrought and additive manufacturing morphologies. Mater. Des. 2018, 160, 350–362. [Google Scholar] [CrossRef]
- Picu, P.C.; Majorell, A. Mechanical behaviour of Ti6Al4V at high and moderate temperatures—Part II: Constitutive modelling. Mater. Sci. Eng. A 2002, 326, 306–316. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; du Preez, W. High Strain Rate Properties of Various Forms of Ti6Al4V(ELI) Produced by Direct Metal Laser Sintering. Appl. Sci. 2021, 11, 8005. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; du Preez, W.B. Evaluation of dislocation densities in various microstructures of additively manufactured Ti6Al4V (ELI) by method of X-ray diffraction. Materials 2020, 13, 5355. [Google Scholar] [CrossRef] [PubMed]
- Thejane, K.; Chikosha, S.; du Preez, W.B. Characterisation and monitoring of Ti6Al4V(ELI) powder used in different selective laser melting systems. SAJIE 2017, 28, 161–171. [Google Scholar] [CrossRef] [Green Version]
- Semiatin, S.L.; Bieler, T.T. The effect of alpha platelet thickness on plastic flow during hot working of Ti6Al4V with a transformed microstructure. Acta Mater. 2001, 49, 3565–3573. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Knisley, S.L.; Fagin, P.N.; Barker, D.R.; Zhang, F. Microstructure evolution during alpha-beta heat treatment of Ti-6Al-4V. Metall. Mater. Trans. A 2003, 34, 2377–2386. [Google Scholar] [CrossRef]
- Zheng, Z.; Waheed, S.; Balint, D.; Dunne, F. Slip transfer across phase boundaries in dual phase titanium alloys and effect on strain rate sensitivity. Int. J. Plast. 2018, 104, 23–38. [Google Scholar] [CrossRef]
- Kohn, D.H.; Ducheyne, P. Tensile and fatigue strength of hydrogen-treated Ti6Al4V alloy. J. Mater. Sci. 1991, 26, 328–334. [Google Scholar] [CrossRef] [Green Version]
- Nemat-Nasser, S.; Wei-Guo, G.; Vitali, F.; Yai-Bei, G. Dynamic response of conventional and hot isostatically pressed Ti6Al4V alloys: Experiments and Modelling. Mech. Mater. 2001, 3, 425–439. [Google Scholar] [CrossRef]
- Kocks, U. Laws for work-hardening and low-temperature creep. J. Eng. Mater. Technol. 1976, 98, 76–85. [Google Scholar] [CrossRef]
- Follansbee, P.S.; Kocks, U.F. A constitutive description of the deformation of copper based on the use of the mechanical threshold stress as an internal state variable. Acta Metall. 1988, 36, 81–93. [Google Scholar] [CrossRef] [Green Version]
- Mecking, H.; Kocks, U. Kinetics of flow and strain-hardening. Acta Metall. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Rusinek, A.; Rodrıguez-Martınez, J.A.; Arias, A. A thermo-viscoelastic constitutive model for FCC metals with application to OFHC copper. Int. J. Mech. Sci. 2010, 52, 120–135. [Google Scholar] [CrossRef] [Green Version]
- Taylor, G.I. The mechanism of plastic deformation of crystals. Part I.—Theoretical. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1934, 145, 362–387. [Google Scholar] [CrossRef]
- Kassner, M.E. Taylor hardening in five-power-law creep of metals and class M alloys. Acta Mater. 2003, 52, 1–9. [Google Scholar] [CrossRef]
- Hull, D.; Bacon, D.J. Introduction to Dislocations, 5th ed.; Elsevier Boulevard: Oxford, UK, 2011; pp. 205–217. [Google Scholar]
- Kocks, U.F. Realistic constitutive relations for metal plasticity. Mater. Sci. Eng. A 2001, 317, 181–187. [Google Scholar] [CrossRef] [Green Version]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Davoudi, K.M.; Vlassak, J.J. Dislocation evolution during plastic deformation: Equations vs. discrete dislocation dynamics study. J. Appl. Phys. 2018, 123, 085302. [Google Scholar] [CrossRef]
- Jonas, J.J.; Quelennec, X.; Jiang, L.; Étienne, M. The Avrami kinetics of dynamic recrystallization. Acta Mater. 2009, 57, 2748–2756. [Google Scholar] [CrossRef]
- Kumar, A.; Hauser, F.E.; Dorn, J.E. Viscous drag on dislocations in aluminium at high strain rates. Acta Metall. 1968, 16, 1189–1197. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation-mechanism maps. In The Plasticity and Creep of Metals and Ceramics; Pergamon Press: Oxford, UK, 1982; pp. 134–147. [Google Scholar]
- Kaapor, R.; Nemat-Nasser, S. Comparison between high and low strain-rate deformation of tantalum. Metall. Mater. Trans. A 2000, 31, 815–823. [Google Scholar] [CrossRef]
- Lesuer, D.R.; Kay, G.; LeBlanc, M. Modelling large-strain, high-rate deformation in metals. In Proceedings of the Third Biennial Tri-Laboratory Engineering Conference on Modelling and Simulation, Pleasanton, CA, USA, 20 July 2001. [Google Scholar]
- Muiruri, A.; Maringa, M.; du Preez, W. Crystallographic texture analysis of as built and heat-treated Ti6Al4V (ELI) produced by direct metal laser sintering. Crystals 2020, 10, 699. [Google Scholar] [CrossRef]
- AZO Materials; Titanium Alloys—Ti6Al4V Grade 5. Available online: https://www.azom.com/article.aspx?ArticleID=1547 (accessed on 7 November 2020).
- Shi, J.; Zirky, M.A. Grain-boundary interactions and orientation effects on crack behavior in polycrystalline aggregates. Int. J. Solids Struct. 2009, 46, 3914–3925. [Google Scholar] [CrossRef] [Green Version]
- Xu, D.M.; Wan, X.L.; Yu, J.X.; Xu, G.; Li, G.Q. Effect of grain refinement on strain hardening and fracture in austenitic stainless steel. Mater. Sci. Technol. 2018, 34, 1344–1352. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Variable | Value |
|---|---|
| Laser diameter | 80 µm |
| Layer thickness | 30 µm |
| Hatch spacing | 100 µm |
| Scanning speed | 1400 m/s |
| Laser power setting | 175 W |
| Samples | ||
|---|---|---|
| C | 1085.47 MPa | 0.253 |
| D | 1064.39 MPa | 0.251 |
| E | 1039.75 MPa | 0.254 |
| Samples Type | Dislocation Density (m−2) |
|---|---|
| C | 5.73 × 1014 |
| D | 5.09 × 1014 |
| E | 7.00 × 1014 |
| Samples | Viscous Drag Stress Fitting Parameters | |
|---|---|---|
| (MPa) | X | |
| C | 207 | 0.00020 |
| D | 210 | 0.00032 |
| E | 210 | 0.00030 |
| Prescribed Parameters | Value and Units | Fitted Parameters | Values and Units |
|---|---|---|---|
| Boltzmann constant () | 1.38 × 10−23 m2·kg·s−2. K−1 | 1063.2 MPa | |
| Shear modulus () | GPa | 0.25 | |
| Burgers vector (b) | m | 8.3 × 1015 m−2 | |
| Reference strain rate () | 107 s−1 | 10 | |
| Grain sizes (d) | Measured value | ζ | |
| Sample C | 2.5 µm | Samples C | 207 MPa |
| Sample D | 6.0 µm | Samples D | 210 MPa |
| Sample E | 9.0 µm | Samples E | 210 MPa |
| Initial dislocation density | Measured values in (m2) | χ | |
| Sample C | 5.73 × 1014 | Samples C | 0.00032 |
| Sample D | 5.09 × 1014 | Samples D | 0.00030 |
| Sample E | 7.00 × 1014 | Samples E | 0.00020 |
| Hall Petch constant () | 0.328 MPa.m1/2 | ||
| P | 1 | ||
| Q | 2 | ||
| Taylor factor () | 3 | ||
| 0.2 |
| Samples Type | R2 | δ | ||
|---|---|---|---|---|
| At Yielding | At Strain of 0.2 | At Yielding | At Strain of 0.2 | |
| C | 0.9949 | 0.9918 | 0.0571 | 0.0195 |
| D | 0.9937 | 0.9843 | 0.0477 | 0.0264 |
| E | 0.9862 | 0.9762 | 0.0236 | 0.0370 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muiruri, A.; Maringa, M.; du Preez, W. Validation of a Microstructure-Based Model for Predicting the High Strain Rate Flow Properties of Various Forms of Additively Manufactured Ti6Al4V(ELI) Alloy. Metals 2021, 11, 1628. https://doi.org/10.3390/met11101628
Muiruri A, Maringa M, du Preez W. Validation of a Microstructure-Based Model for Predicting the High Strain Rate Flow Properties of Various Forms of Additively Manufactured Ti6Al4V(ELI) Alloy. Metals. 2021; 11(10):1628. https://doi.org/10.3390/met11101628
Chicago/Turabian StyleMuiruri, Amos, Maina Maringa, and Willie du Preez. 2021. "Validation of a Microstructure-Based Model for Predicting the High Strain Rate Flow Properties of Various Forms of Additively Manufactured Ti6Al4V(ELI) Alloy" Metals 11, no. 10: 1628. https://doi.org/10.3390/met11101628