
Experimental and Numerical Investigation of the ECAP Processed Copper: Microstructural Evolution, Crystallographic Texture and Hardness Homogeneity

 ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
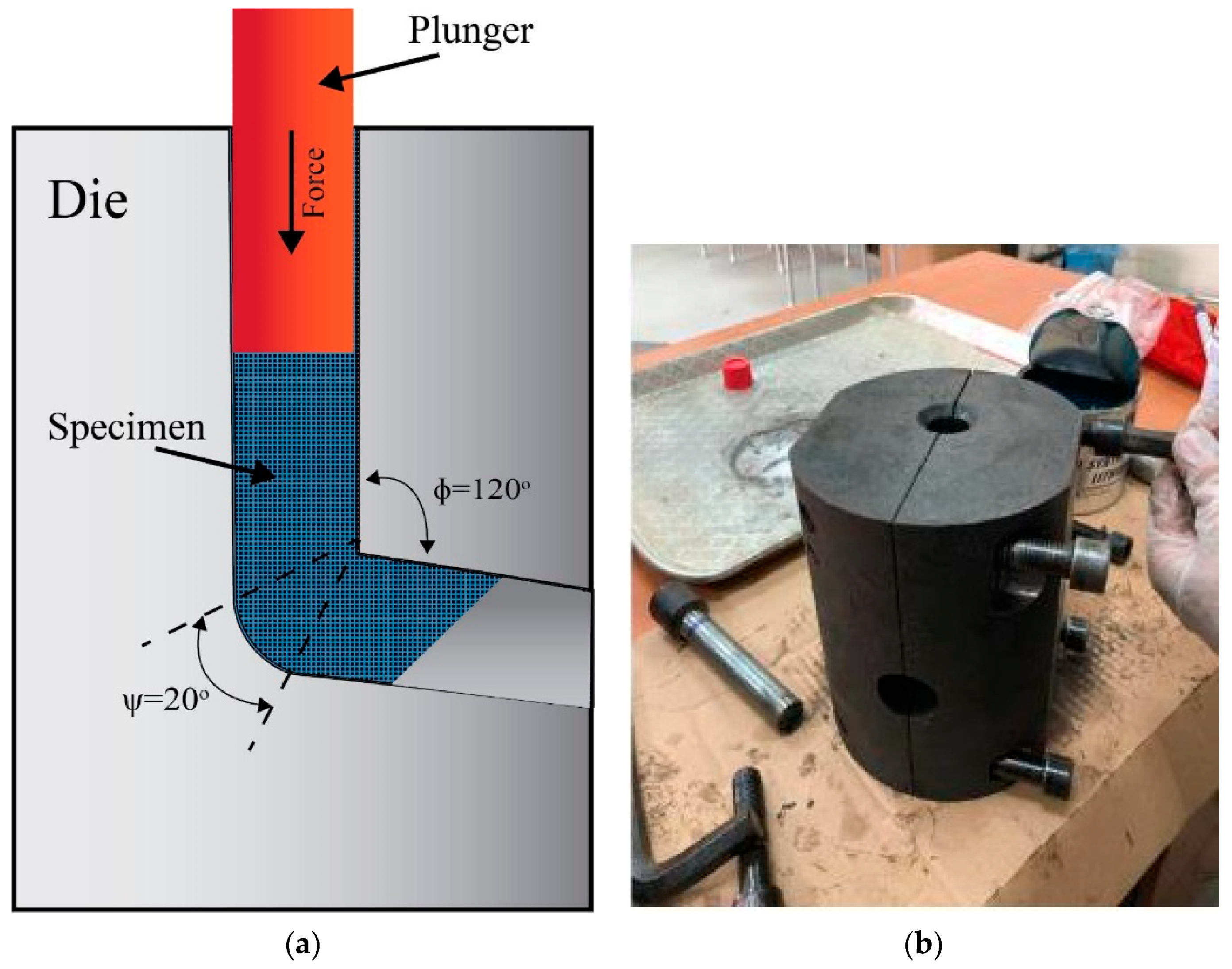
2.1. Finite Element Method
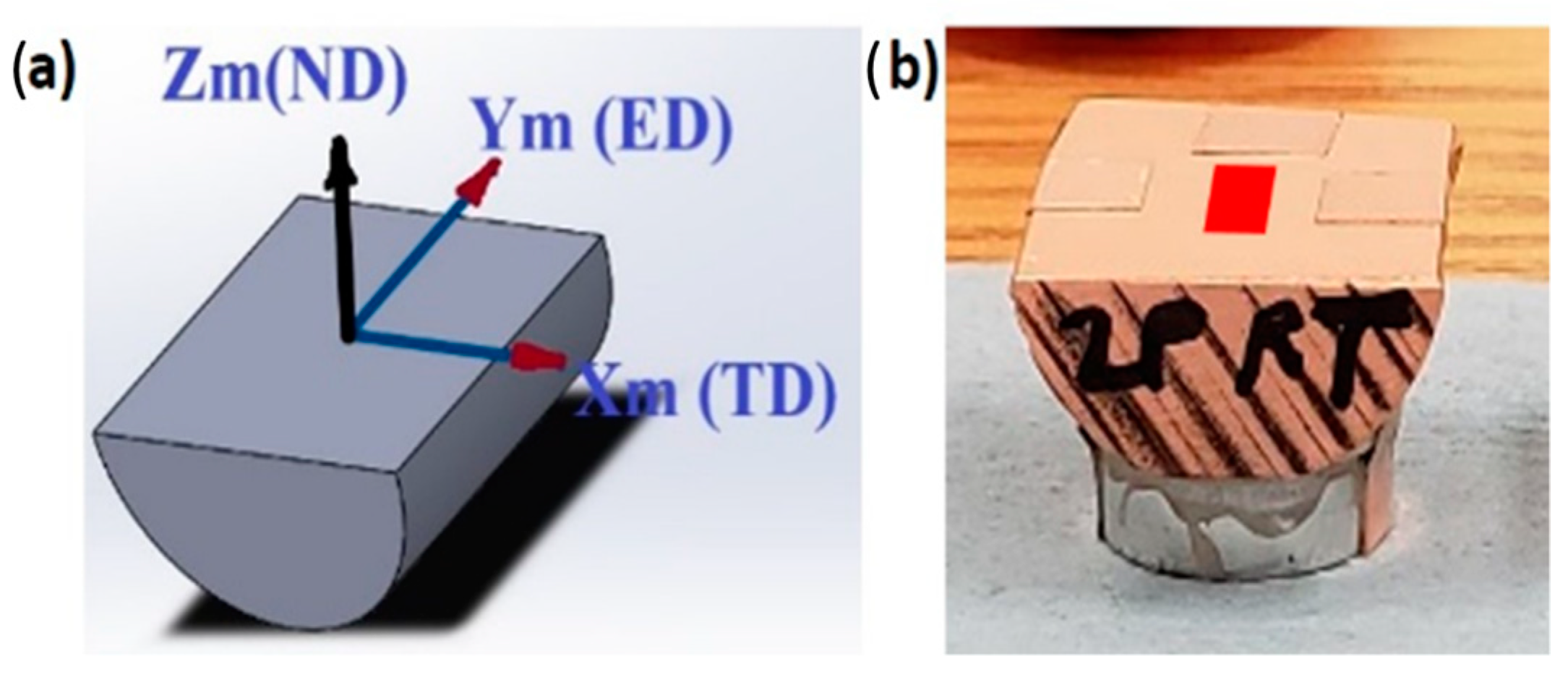
2.2. Experimental Procedure
3. Results
3.1. Finite Element Analysis
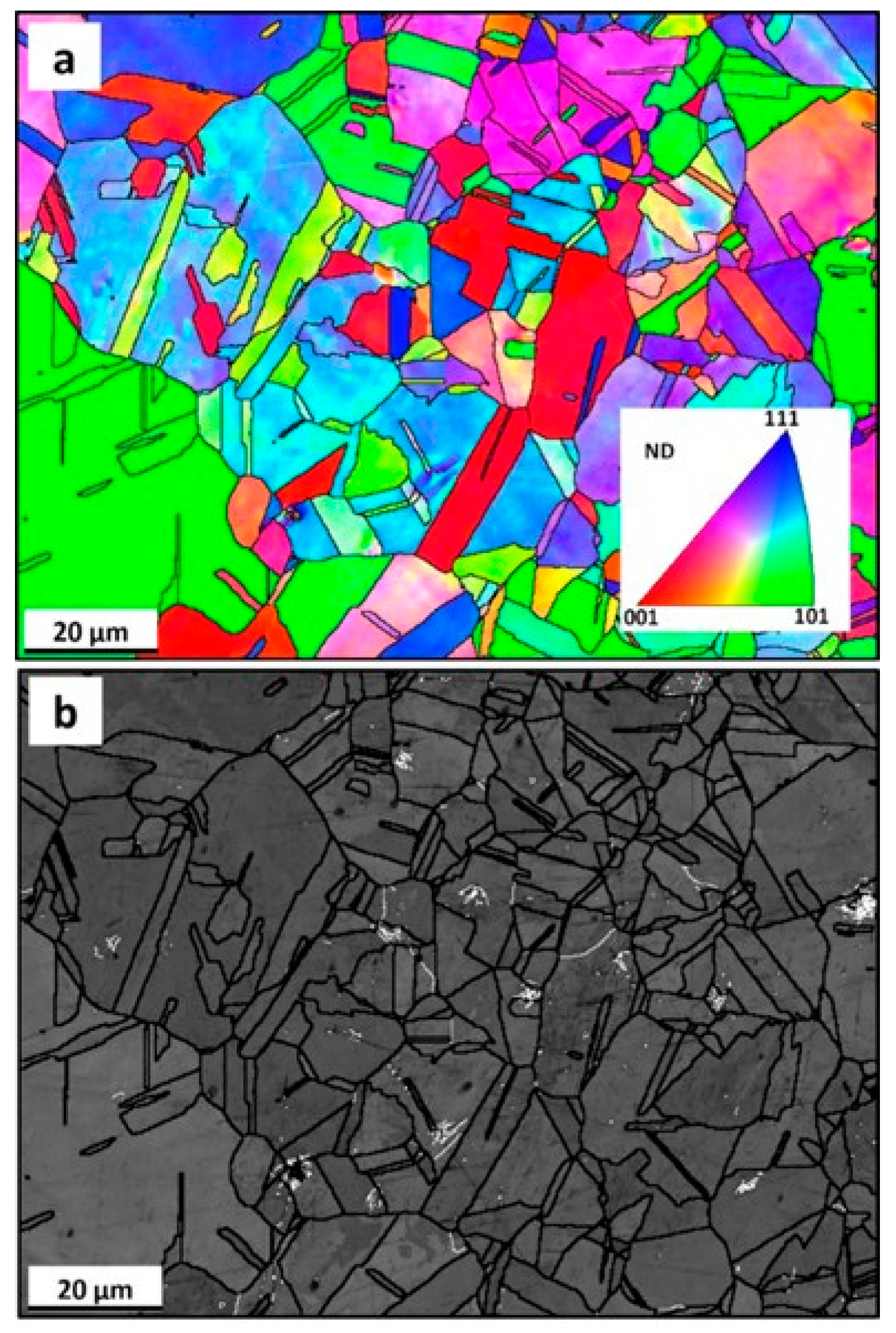
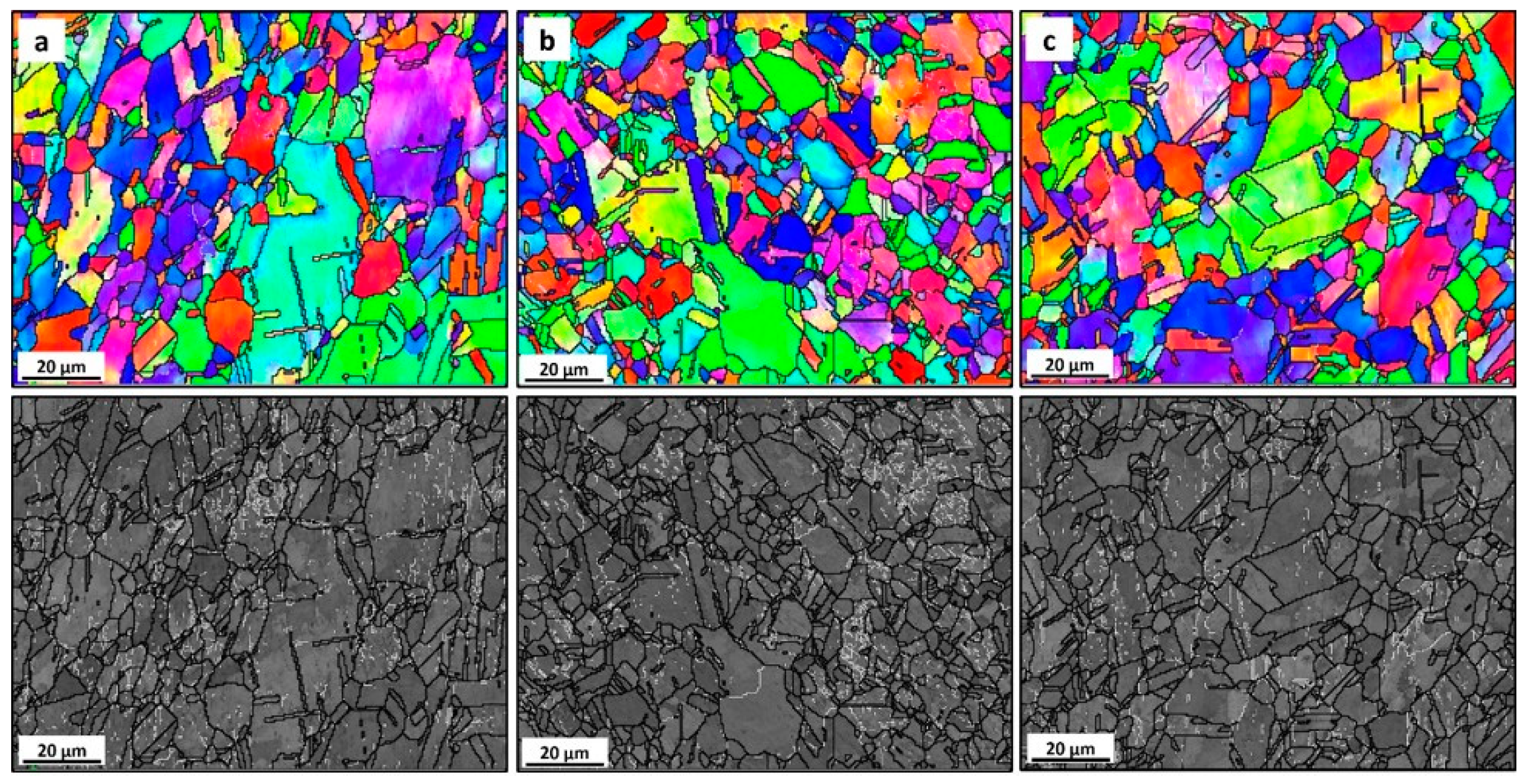
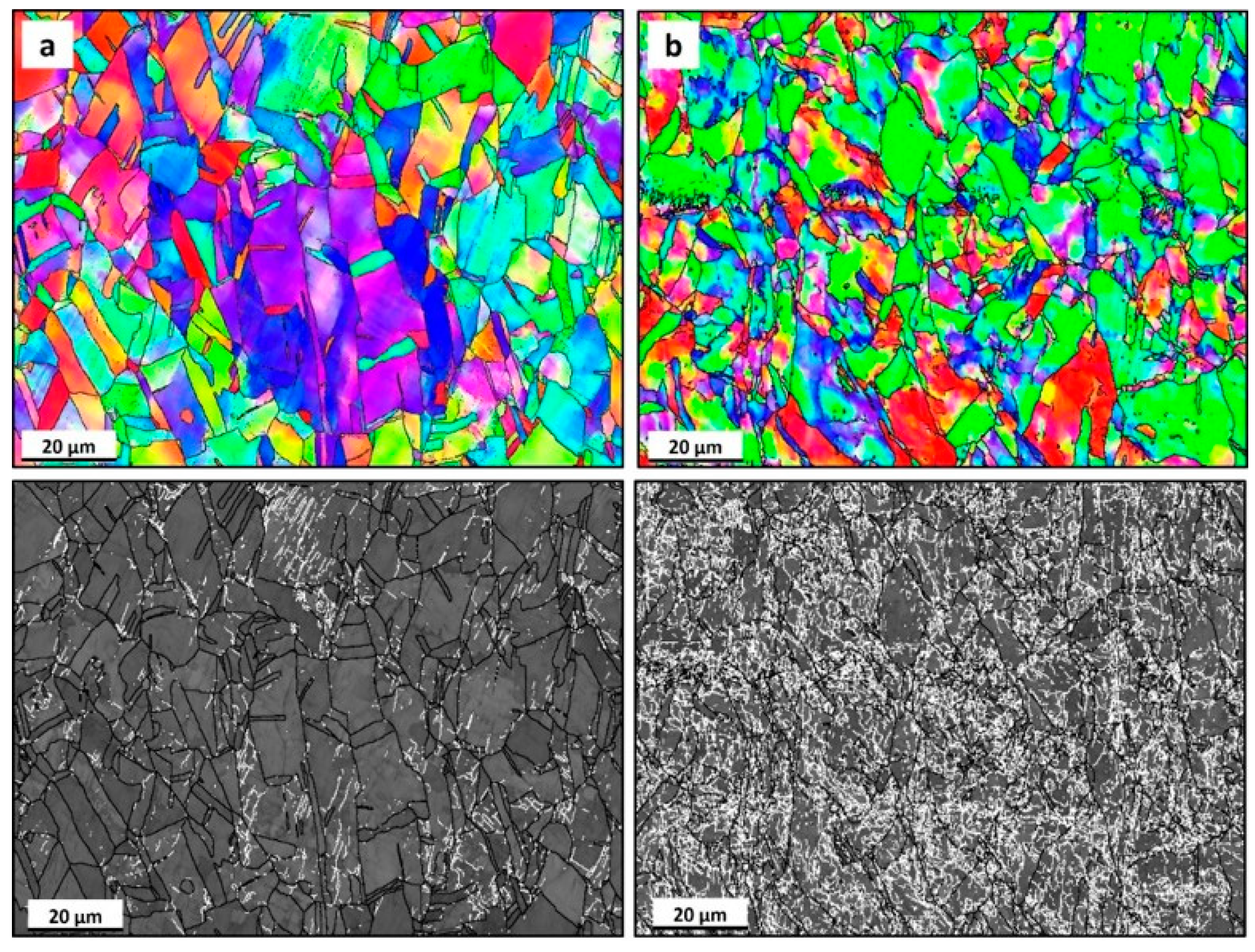
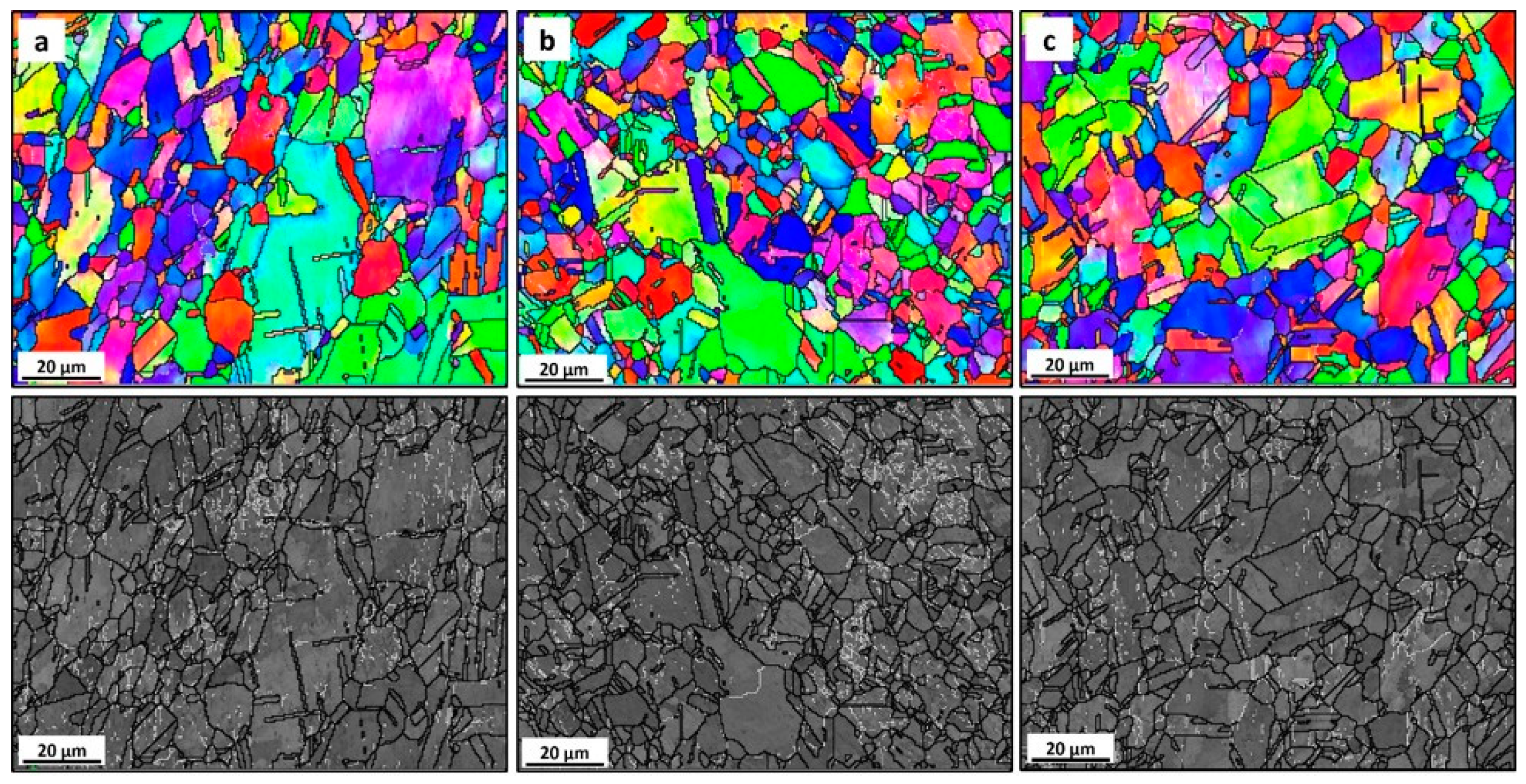
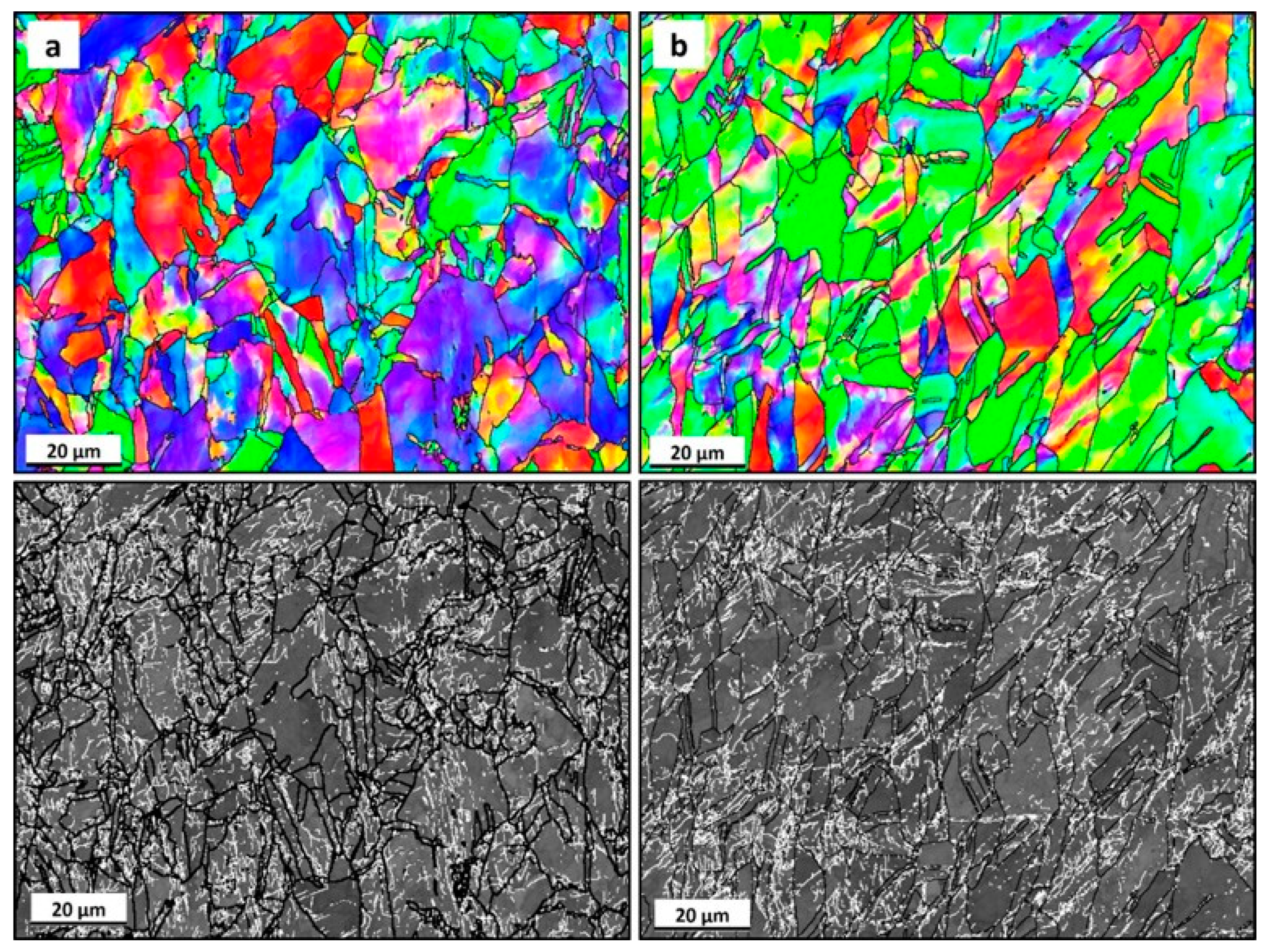
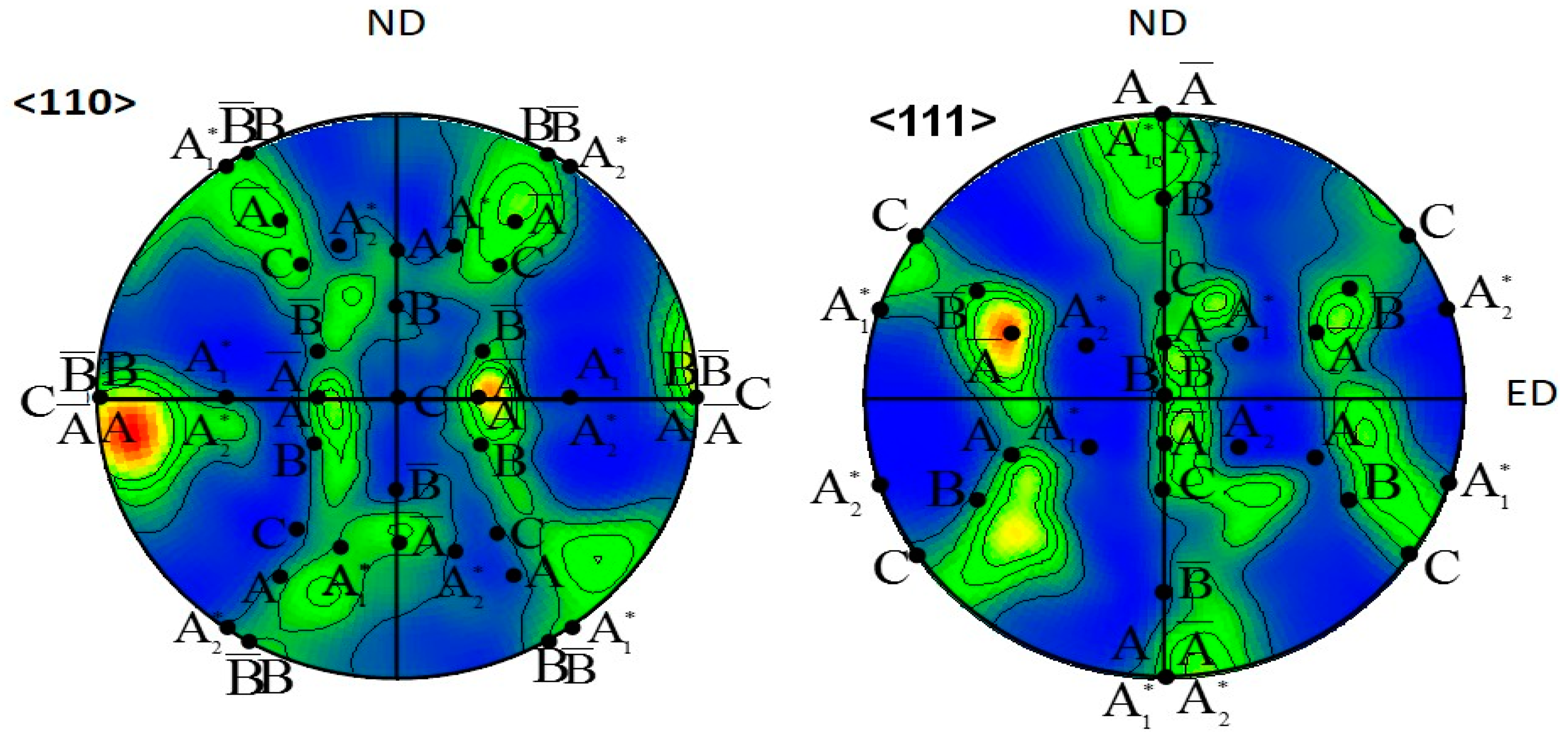
3.2. Grain Structure and Crystallographic Texture
3.3. Mechanical Properties
4. Conclusions
- The FE numerical model revealed that processing via 1-P of pure copper experienced a max effective strain of about 0.74.
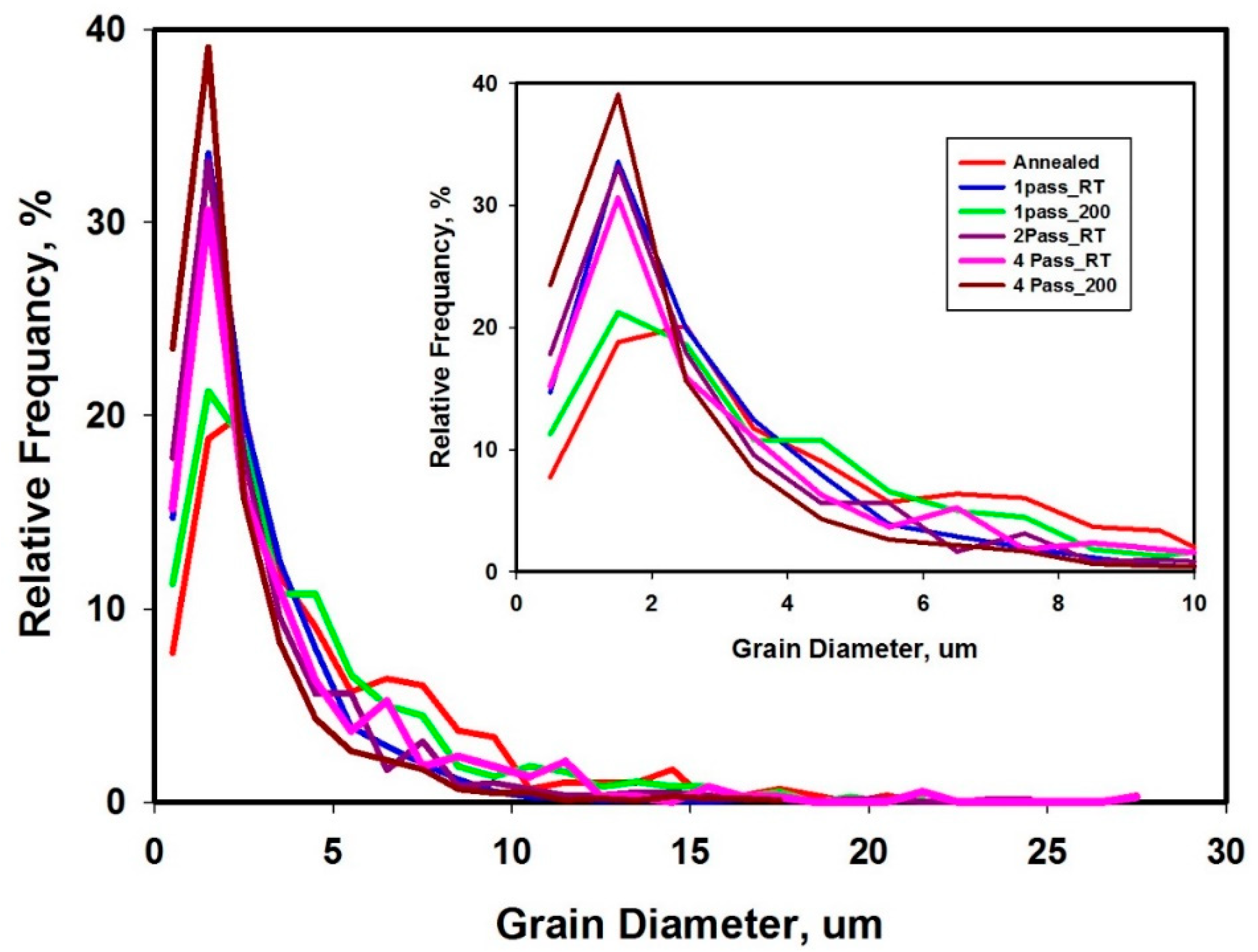
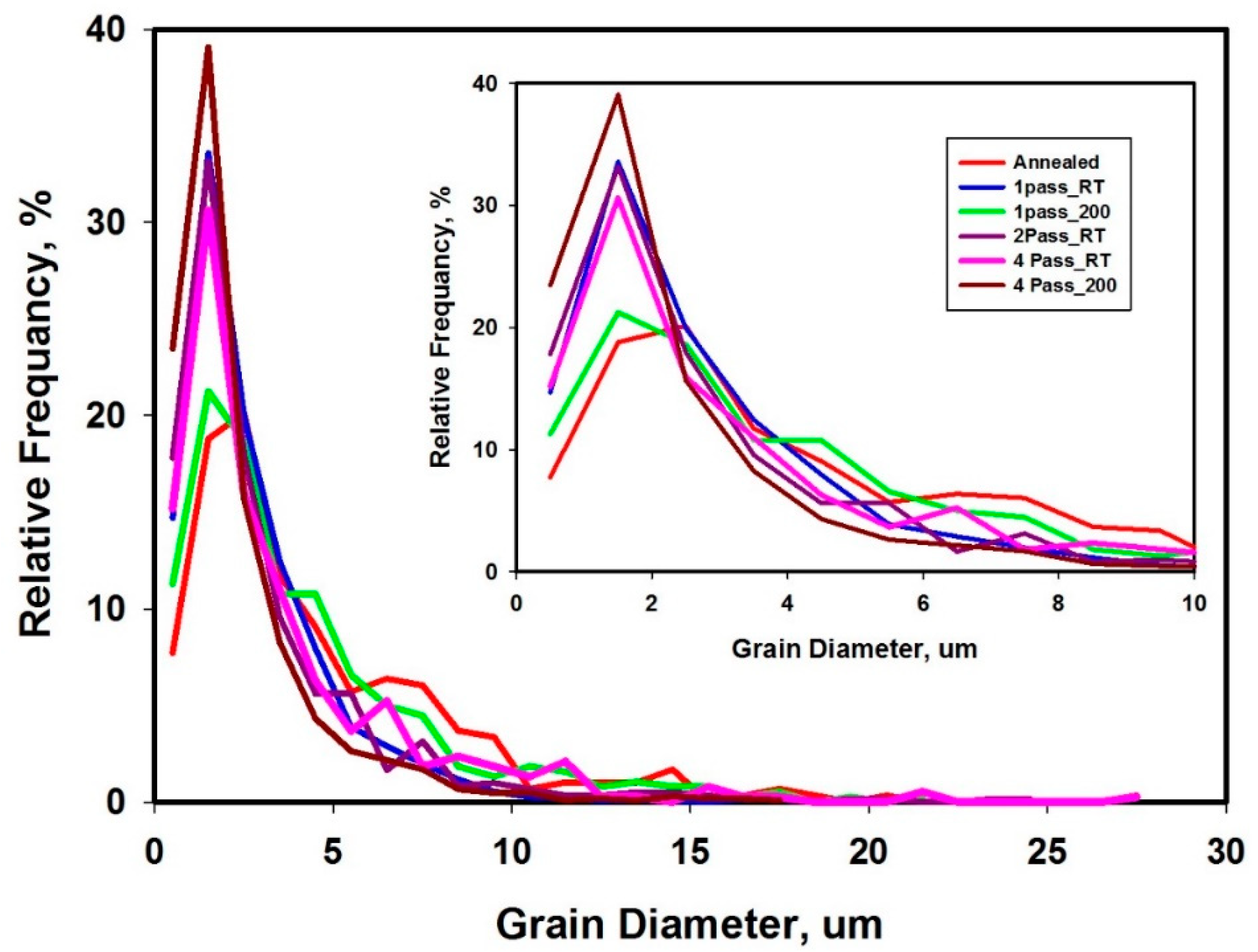
- The microstructure obtained after 1-P exhibited finer equiaxed grains down to submicrons with a significant increase in the high angle boundaries, the substructures and high density of twin boundaries.
- The microstructure was homogenous through the sample cross section and increasing the imposed strain up to 4-Bc had resulted in an increase of the deformed microstructural features.
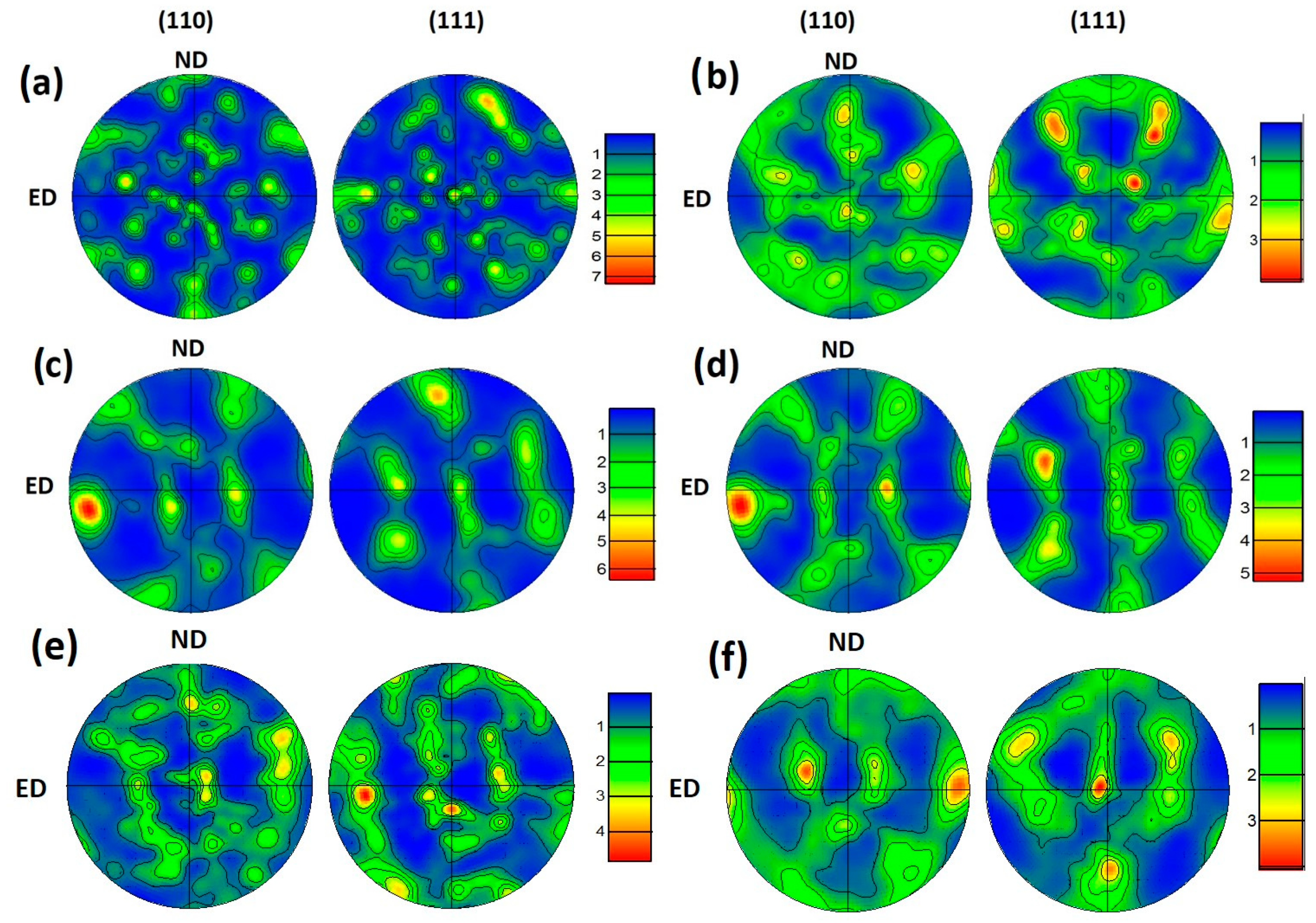
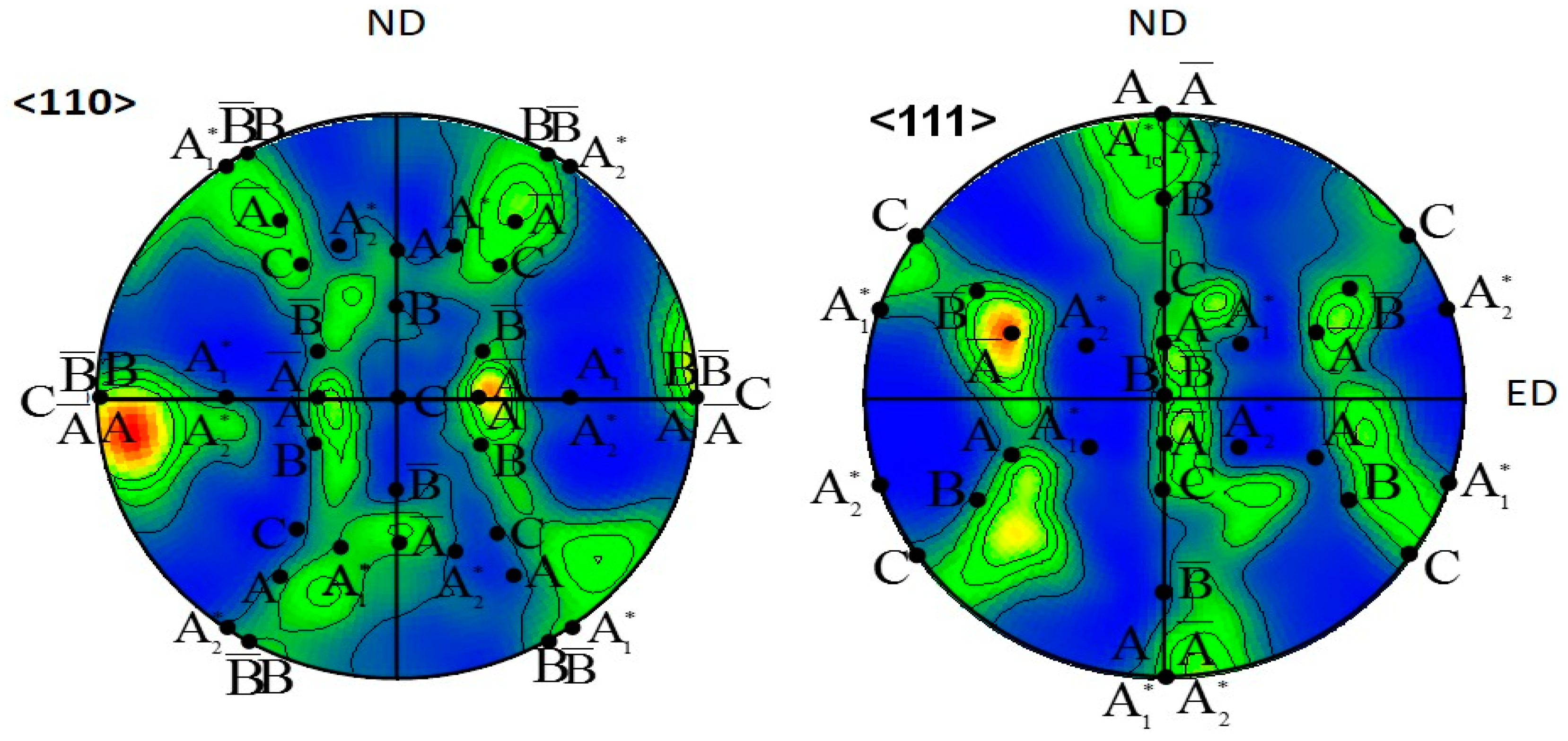
- The crystallographic texture after 4-Bc at RT was a strong simple shear texture displaying about 7 times random.
- Conducting the ECAP processing at 200 °C resulted in a severely deformed microstructure with the highest fraction of submicron grains and high density of substructures was also observed.
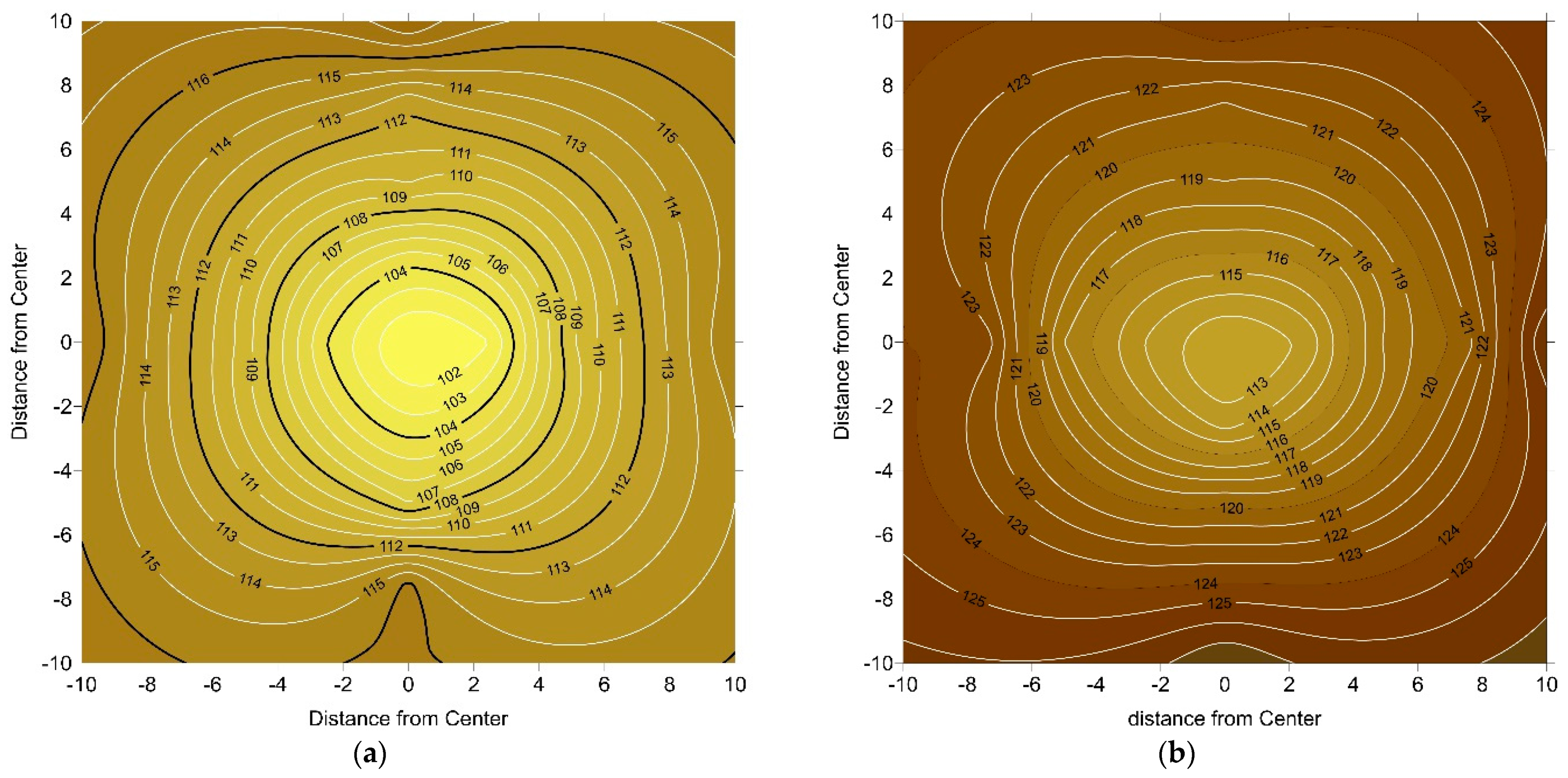
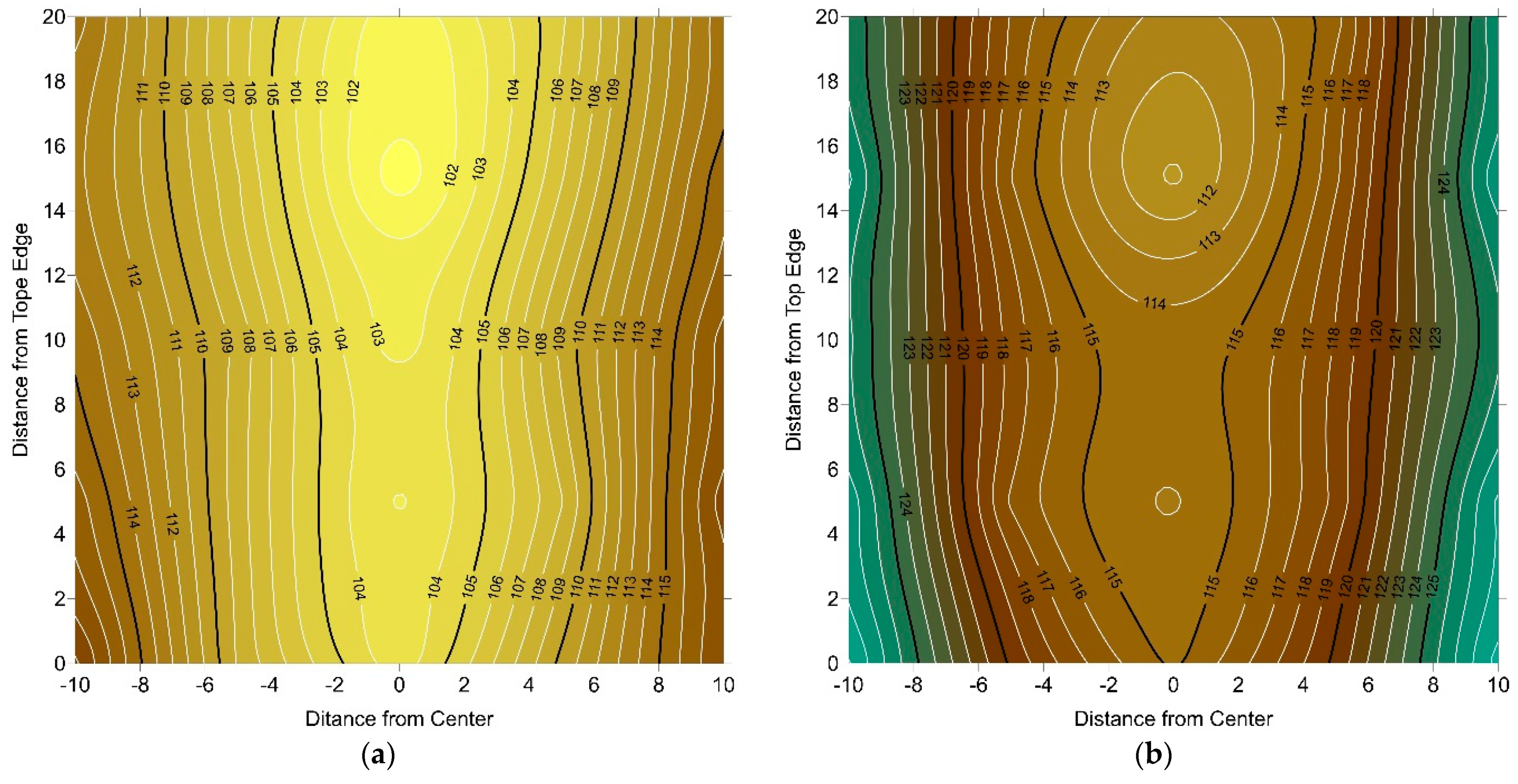
- Processing through 1-P revealed an increase of the hardness values by 125% and 96% in the peripheral and central regions compared to the as-annealed counterpart.
- Further straining up to 4-Bc revealed an additional increase of the hardness values by 29% and 16.6% in the peripheral and central regions compared to the 1-P counterpart.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ma, M.; Li, Z.; Qiu, W.; Xiao, Z.; Zhao, Z.; Jiang, Y.; Xia, Z.; Huang, H. Development of homogeneity in a Cu-Mg-Ca alloy processed by equal channel angular pressing. J. Alloys Compd. 2020, 820, 153112. [Google Scholar] [CrossRef]
- Ma, M.; Li, Z.; Qiu, W.; Xiao, Z.; Zhao, Z.; Jiang, Y. Microstructure and properties of Cu–Mg-Ca alloy processed by equal channel angular pressing. J. Alloys Compd. 2019, 788, 50–60. [Google Scholar] [CrossRef]
- Abib, K.; Balanos, J.A.M.; Alili, B.; Bradai, D. On the microstructure and texture of Cu-Cr-Zr alloy after severe plastic deformation by ECAP. Mater. Charact. 2016, 112, 252–258. [Google Scholar] [CrossRef]
- Krishna, S.C.; Chawake, N.; Kottada, R.S.; Jha, A.K.; Pant, B.; Venkitakrishnan, P.V. High Strength and Good Ductility in Cu-3Ag-0.5Zr Alloy by Cryo-Rolling and Aging. J. Mater. Eng. Perform. 2017, 26, 350–357. [Google Scholar] [CrossRef]
- Murashkin, M.Y.; Sabirov, I.; Sauvage, X.; Valiev, R.Z. Nanostructured Al and Cu alloys with superior strength and electrical conductivity. J. Mater. Sci. 2016, 51, 33–49. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Shaeri, M.H.; Gode, C.; Armoon, H.; Shamsborhan, M. The synergistic effect of dilute alloying and nanostructuring of copper on the improvement of mechanical and tribological response. Compos. Part B Eng. 2019, 164, 508–516. [Google Scholar] [CrossRef]
- Islamgaliev, R.K.; Nesterov, K.M.; Valiev, R.Z. Structure, strength, and electric conductivity of a Cu-Cr copper-based alloy subjected to severe plastic deformation. Phys. Met. Metallogr. 2015, 116, 209–218. [Google Scholar] [CrossRef]
- Král, P.; Dvořák, J.; Kvapilová, M.; Blum, W.; Sklenička, V. The influence of long-term annealing at room temperature on creep behaviour of ECAP-processed copper. Mater. Lett. 2017, 188, 235–238. [Google Scholar] [CrossRef]
- Huang, R.; Zhu, D.; Liao, X.; Yan, Q. Effect of ECAP Process and Subsequent Annealing on Microstructure and Properties of Cu-0.25Se-0.25Te Alloy. J. Electron. Mater. 2020, 49, 2617–2624. [Google Scholar] [CrossRef]
- Bochvar, N.R.; Rybalchenko, O.V.; Shangina, D.V.; Dobatkin, S.V. Effect of equal-channel angular pressing on the precipitation kinetics in Cu-Cr-Hf alloys. Mater. Sci. Eng. A 2019, 757, 84–87. [Google Scholar] [CrossRef]
- Xu, X.X.; Nie, F.L.; Zhang, J.X.; Zheng, W.; Zheng, Y.F.; Hu, C.; Yang, G. Corrosion and ion release behavior of ultra-fine grained bulk pure copper fabricated by ECAP in Hanks solution as potential biomaterial for contraception. Mater. Lett. 2010, 64, 524–527. [Google Scholar] [CrossRef]
- Patil, A.; Bontha, S.; Ramesh, M.R. Effect of ECAP on sliding wear behaviour of Mg-Zn-Gd-Zr alloy. Mater. Today Proc. 2020, 20, 97–102. [Google Scholar] [CrossRef]
- Safari, M.; Joudaki, J. Effect of Temperature on Strength and Hardness in Multi-pass Equal Channel Angular Pressing (ECAP) of Aluminum Alloys. Trans. Indian Inst. Met. 2020, 73, 619–627. [Google Scholar] [CrossRef]
- Kong, Y.; Pu, Q.; Jia, Z.; Liu, M.; Roven, H.J.; Jia, J.; Liu, Q. Microstructure and property evolution of Al-0.4Fe-0.15Zr-0.25Er alloy processed by high pressure torsion. J. Alloys Compd. 2020, 824, 153949. [Google Scholar] [CrossRef]
- Bednarczyk, W.; Kawałko, J.; Wątroba, M.; Gao, N.; Starink, M.J.; Bała, P.; Langdon, T.G. Microstructure and mechanical properties of a Zn-0.5Cu alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2020, 776, 139047. [Google Scholar] [CrossRef]
- El-Garaihy, W.H.; Rassoul, E.S.M.A.; Salem, H.G. Consolidation of high performance AA6061 and AA6061-SiCp composite processed by high pressure torsion. In Materials Science Forum; Trans Tech Publications: Zurich, Switzerland, 2014; pp. 2623–2628. [Google Scholar]
- Salem, H.G.; El-Garaihy, W.H.; Rassoul, E.S.M.A. Influence of high pressure torsion on the consolidation behavior and mechanical properties of AA6061-SiCP composites powders. TMS Annu. Meet. 2012, 1, 553–560. [Google Scholar]
- Vu, V.Q.; Prokof’eva, O.; Toth, L.S.; Usov, V.; Shkatulyak, N.; Estrin, Y.; Kulagin, R.; Varyukhin, V.; Beygelzimer, Y. Obtaining hexagon-shaped billets of copper with gradient structure by twist extrusion. Mater. Charact. 2019, 153, 215–223. [Google Scholar] [CrossRef]
- Fouad, D.M.; Moataz, A.; El-Garaihy, W.H.; Salem, H.G. Numerical and experimental analysis of multi-channel spiral twist extrusion processing of AA5083. Mater. Sci. Eng. A 2019, 764, 138216. [Google Scholar] [CrossRef]
- Fouad, D.M.; El-Garaihy, W.H.; Ahmed, M.M.Z.; El-Sayed Seleman, M.M.; Salem, H.G. Influence of multi-channel spiral twist extrusion (MCSTE) processing on structural evolution, crystallographic texture and mechanical properties of AA1100. Mater. Sci. Eng. A 2018, 737, 166–175. [Google Scholar] [CrossRef]
- El-Garaihy, W.H.; Fouad, D.M.; Salem, H.G. Multi-channel Spiral Twist Extrusion (MCSTE): A Novel Severe Plastic Deformation Technique for Grain Refinement. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 2854–2864. [Google Scholar] [CrossRef]
- Mansouri, H.; Eghbali, B.; Afrand, M. Producing multi-layer composite of stainless steel/aluminum/copper by accumulative roll bonding (ARB) process. J. Manuf. Process. 2019, 46, 298–303. [Google Scholar] [CrossRef]
- Shaeri, M.; Karimi Taheri, K.; Karimi Taheri, A.; Shaeri, M.H. An Investigation on Microstructure Evolution, Mechanical Properties, and Strain Aging of Mg-1.8Zn-0.7Si-0.4Ca Biomedical Alloy Processed by Equal Channel Angular Pressing. J. Mater. Eng. Perform. 2019, 28, 5207–5219. [Google Scholar] [CrossRef]
- Gopal, R.; Thangadurai, K.R.; Thirunavukkarasu, K. Behavior of ECAP processed copper electrodes in electrical discharge machining of AISI H13 steel. Mater. Today Proc. 2020, 21, 295–298. [Google Scholar] [CrossRef]
- Lugo, N.; Llorca, N.; Cabrera, J.M.; Horita, Z. Microstructures and mechanical properties of pure copper deformed severely by equal-channel angular pressing and high pressure torsion. Mater. Sci. Eng. A 2008, 477, 366–371. [Google Scholar] [CrossRef]
- Habibi, A.; Ketabchi, M.; Eskandarzadeh, M. Nano-grained pure copper with high-strength and high-conductivity produced by equal channel angular rolling process. J. Mater. Process. Technol. 2011, 211, 1085–1090. [Google Scholar] [CrossRef]
- Molodova, X.; Khorashadizadeh, A.; Gottstein, G.; Winning, M.; Hellmig, R.J. Thermal stability of ECAP processed pure Cu and CuZr. Z. Met. Res. Adv. Tech. 2007, 98, 269–275. [Google Scholar] [CrossRef]
- El-Danaf, E.A.; Soliman, M.S.; Almajid, A.A.; El-Rayes, M.M. Enhancement of mechanical properties and grain size refinement of commercial purity aluminum 1050 processed by ECAP. Mater. Sci. Eng. A 2007, 458, 226–234. [Google Scholar] [CrossRef]
- Bagherzadeh, S.; Abrinia, K.; Han, Q. Analysis of plastic deformation behavior of ultrafine-grained aluminum processed by the newly developed ultrasonic vibration enhanced ECAP: Simulation and experiments. J. Manuf. Process. 2020, 50, 485–497. [Google Scholar] [CrossRef]
- Srinivasarao, B.; Oh-ishi, K.; Ohkubo, T.; Hono, K. Bimodally grained high-strength Fe fabricated by mechanical alloying and spark plasma sintering. Acta Mater. 2009, 57, 3277–3286. [Google Scholar] [CrossRef]
- Krajňák, T.; Minárik, P.; Stráská, J.; Gubicza, J.; Dluhoš, L.; Máthis, K.; Janeček, M. Influence of temperature of ECAP processing on the microstructure and microhardness of as-cast AX41 alloy. J. Mater. Sci. 2020, 55, 3118–3129. [Google Scholar] [CrossRef]
- Jia, H.; Li, Y. Texture evolution of an Al-8Zn alloy during ECAP and post-ECAP isothermal annealing. Mater. Charact. 2019, 155, 109794. [Google Scholar] [CrossRef]
- Naik, G.M.; Narendranath, S.; Kumar, S.S.S. Effect of ECAP Die Angles on Microstructure Mechanical Properties and Corrosion Behavior of AZ80 Mg Alloy. J. Mater. Eng. Perform. 2019, 28, 2610–2619. [Google Scholar] [CrossRef]
- Lugo, N.; Llorca, N.; Suñol, J.J.; Cabrera, J.M. Thermal stability of ultrafine grains size of pure copper obtained by equal-channel angular pressing. J. Mater. Sci. 2010, 45, 2264–2273. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Krasilnikov, N.A.; Tsenev, N.K. Plastic deformation of alloys with submicron-grained structure. Mater. Sci. Eng. A 1991, 137, 35–40. [Google Scholar] [CrossRef]
- Iwahashi, Y.; Horita, Z.; Nemoto, M.; Langdon, T.G. The process of grain refinement in equal-channel angular pressing. Acta Mater. 1998, 46, 3317–3331. [Google Scholar] [CrossRef]
- Wang, H.; Ban, C.; Zhao, N.; Zhu, Q.; Cui, J. Effective grain refinement of pure Cu processed by new route of equal channel angular pressing. Mater. Sci. Eng. A 2019, 751, 246–252. [Google Scholar] [CrossRef]
- Guo, T.; Wang, C.; Li, Q.; Wu, Y.; Tang, X. Texture Evolution and Strengthening Behavior of Single Crystal Copper During Equal Channel Angular Pressing. Xiyou Jinshu Cailiao Yu Gongcheng Rare Met. Mater. Eng. 2019, 48, 1065–1073. [Google Scholar]
- Blum, W.; Dvořák, J.; Král, P.; Sklenička, V. Dynamic grain coarsening in creep of pure Cu at 0.42Tm after predeformation by ECAP. Mater. Sci. Eng. A 2018, 731, 520–529. [Google Scholar] [CrossRef]
- Zhu, C.F.; Du, F.P.; Jiao, Q.Y.; Wang, X.M.; Chen, A.Y.; Liu, F.; Pan, D. Microstructure and strength of pure Cu with large grains processed by equal channel angular pressing. Mater. Des. 2013, 52, 23–29. [Google Scholar] [CrossRef]
- Deng, G.Y.; Lu, C.; Su, L.H.; Liu, X.H.; Tieu, A.K. Modeling texture evolution during ECAP of copper single crystal by crystal plasticity FEM. Mater. Sci. Eng. A 2012, 534, 68–74. [Google Scholar] [CrossRef]
- Blum, W.; Dvořák, J.; Král, P.; Eisenlohr, P.; Sklenička, V. Effect of grain refinement by ECAP on creep of pure Cu. Mater. Sci. Eng. A 2014, 590, 423–432. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Gode, C. Severely deformed copper by equal channel angular pressing. Prog. Nat. Sci. Mater. Int. 2017, 27, 244–250. [Google Scholar] [CrossRef]
- Deng, G.Y.; Lu, C.; Tieu, A.K.; Su, L.H.; Huynh, N.N.; Liu, X.H. Crystal plasticity investigation of friction effect on texture evolution of Al single crystal during ECAP. J. Mater. Sci. 2010, 45, 4711–4717. [Google Scholar] [CrossRef]
- Lee, H.H.; Kim, W.; Jung, K.C.; Seo, S.; Lee, J.K.; Park, H.L.; Park, K.-T.; Kim, H.S. Circumferential twisting during route B equal-channel angular pressing. J. Mater. Process. Technol. 2018, 259, 305–311. [Google Scholar] [CrossRef]
- Abd El Aal, M.I. 3D FEM simulations and experimental validation of plastic deformation of pure aluminum deformed by ECAP and combination of ECAP and direct extrusion. Trans. Nonferrous. Met. Soc. China 2017, 27, 1338–1352. [Google Scholar] [CrossRef]
- Spirdione, J.; Ghonem, H. Dynamic flow stress of fine grain material processed using equal channel angular pressing. Mater. Sci. Eng. A 2017, 698, 256–267. [Google Scholar] [CrossRef]
- El Mahallawy, N.; Shehata, F.A.; Abd el Hameed, M.; Abd el Aal, M.I.; Kim, H.S. 3D FEM simulations for the homogeneity of plastic deformation in Al–Cu alloys during ECAP. Mater. Sci. Eng. A 2010, 527, 1404–1410. [Google Scholar] [CrossRef]
- Rollett, A.; Humphreys, F.; Rohrer, G.S.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004; pp. 1–628. [Google Scholar]
- Higuera-Cobos, O.F.; Cabrera, J.M. Mechanical, microstructural and electrical evolution of commercially pure copper processed by equal channel angular extrusion. Mater. Sci. Eng. A 2013, 571, 103–114. [Google Scholar] [CrossRef]
- Suwas, S.; Tóth, L.S.; Fundenberger, J.J.; Eberhardt, A.; Skrotzki, W. Evolution of crystallographic texture during equal channel angular extrusion of silver. Scr. Mater. 2003, 49, 1203–1208. [Google Scholar] [CrossRef]
- Li, S.; Beyerlein, I.J.; Necker, C.T. On the Development of Microstructure and Texture Heterogeneity in ECAE via Route C. Acta Mater. 2006, 54, 1397–1408. [Google Scholar] [CrossRef]
- Mishin, O.V.; Bowen, J.R. Through-Thickness Variations of Deformed and Annealed Microstructures in ECAE-Processed Copper. Metall. Mater. Trans. A 2009, 40A, 1684. [Google Scholar] [CrossRef]
- Barnett, M.R.; Montheillet, F. The generation of new high-angle boundaries in aluminum during hot torsion. Acta Mater. 2002, 50, 2285–2296. [Google Scholar] [CrossRef]
- Fonda, R.W.; Bingert, J.F. Texture variations in an aluminum friction stir weld. Scr. Mater. 2007, 57, 1052–1055. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Omranpour, B.; Ebrahimi, M.; Sedighi, M. Designing of ECAP parameters based on strain distribution uniformity. Prog. Nat. Sci. Mater. Int. 2012, 22, 452–460. [Google Scholar] [CrossRef] [Green Version]
- Alateyah, A.I.; Aljohani, T.A.; Alawad, M.O.; El-Hafez, H.A.; Almutairi, A.N.; Alharbi, E.S.; Alhamada, R.; El-Garaihy, B.W.; El-Garaihy, W.H. Improved Corrosion Behavior of AZ31 Alloy through ECAP Processing. Metals 2021, 11, 363. [Google Scholar] [CrossRef]
- Suresh, M.; Sharma, A.; More, A.; Kalsar, R.; Bisht, A.; Nayan, N.; Suwas, S. Effect of equal channel angular pressing (ECAP) on the evolution of texture, microstructure and mechanical properties in the Al-Cu-Li alloy AA2195. J. Alloys Compd. 2019, 785, 972–983. [Google Scholar] [CrossRef]
- Elhefnawey, M.; Shuai, G.L.; Li, Z.; Nemat-Alla, M.; Zhang, D.T.; Li, L. On achieving superior strength for Al–Mg–Zn alloy adopting cold ECAP. Vacuum 2020, 174, 109191. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Shaeri, M.; Ebrahimi, M.; Salehi, M.T.; Seyyedein, S.H. Effect of ECAP temperature on microstructure and mechanical properties of Al-Zn-Mg-Cu alloy. Prog. Nat. Sci. Mater. Int. 2016, 26, 182–191. [Google Scholar] [CrossRef] [Green Version]
- Khelfa, T.; Muñoz-Bolaños, J.A.; Li, F.; Cabrera-Marrero, J.M.; Khitouni, M. Microstructure and Mechanical Properties of AA6082-T6 by ECAP under Warm Processing. Met. Mater. Int. 2020, 26, 1247–1261. [Google Scholar] [CrossRef]
- Tong, Y.X.; Wang, Y.; Qian, Z.M.; Zhang, D.T.; Li, L.; Zheng, Y.F. Achieving High Strength and High Electrical Conductivity in a CuCrZr Alloy Using Equal-Channel Angular Pressing. Acta Metall. Sin. 2018, 31, 1084–1088. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | Average Grain Size (µm) | Standard Deviation (µm) | Min Grain Size (µm) | Max Grain Size (µm) | Total Number of Grains | Number of Subtotal Grains N |
|---|---|---|---|---|---|---|
| AA | 5.1 | 3.7 | 0.2 | 27.2 | 688 | 324 |
| 1-P-RT | 3.9 | 2.0 | 0.6 | 25.5 | 914 | 520 |
| 2-Bc-RT | 3 | 2.5 | 1.2 | 24.0 | 2004 | 854 |
| 4-Bc-RT | 3.5 | 3.0 | 1.2 | 24.0 | 1486 | 588 |
| 1-P-200 °C | 4.4 | 3.4 | 1.2 | 21.7 | 765 | 379 |
| 4-Bc-200 °C | 2.5 | 1.7 | 1.2 | 15.5 | 3669 | 1217 |
| Partial Fibers | Shear Plane | Shear Direction | |
|---|---|---|---|
| A fiber | {111} | <uvw> | |
| B fiber | (hkl) | <110> | |
| Components | |||
| A fiber | B fiber | ||
| A | A | ||
| B | {112} | ||
| C | {001} | ||
| Processing Condition | Processing Temperature | HV-Value | YS (MPa) | UTS (MPa) | Elongation (%) | |
|---|---|---|---|---|---|---|
| Center | Periphery | |||||
| AA | - | 55 ± 2 | 55 ± 2 | 122 | 170 | 41.5 |
| 1-P | RT | 108 ± 2 | 126 ± 2 | 280 | 299.5 | 25.3 |
| 2-Bc | 115 ± 2 | 129 ± 2 | 324 | 364 | 25.3 | |
| 4-Bc | 127 ± 2 | 158 ± 3 | 272 | 381 | 30 | |
| 1-P | 200 °C | 102 ± 1 | 116 ± 3 | 292 | 302 | 26.8 |
| 4-Bc | 113 ± 2 | 128 ± 1 | 292 | 330 | 28.5 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alateyah, A.I.; Ahmed, M.M.Z.; Zedan, Y.; El-Hafez, H.A.; Alawad, M.O.; El-Garaihy, W.H. Experimental and Numerical Investigation of the ECAP Processed Copper: Microstructural Evolution, Crystallographic Texture and Hardness Homogeneity. Metals 2021, 11, 607. https://doi.org/10.3390/met11040607
Alateyah AI, Ahmed MMZ, Zedan Y, El-Hafez HA, Alawad MO, El-Garaihy WH. Experimental and Numerical Investigation of the ECAP Processed Copper: Microstructural Evolution, Crystallographic Texture and Hardness Homogeneity. Metals. 2021; 11(4):607. https://doi.org/10.3390/met11040607
Chicago/Turabian StyleAlateyah, A. I., Mohamed M. Z. Ahmed, Yasser Zedan, H. Abd El-Hafez, Majed O. Alawad, and W. H. El-Garaihy. 2021. "Experimental and Numerical Investigation of the ECAP Processed Copper: Microstructural Evolution, Crystallographic Texture and Hardness Homogeneity" Metals 11, no. 4: 607. https://doi.org/10.3390/met11040607