
Recovery of Rare Earth Elements through Spent NdFeB Magnet Oxidation (First Part)
by
 , and
, and
Srecko Stopic
1,*, 
Buse Polat
1, 
Hanwen Chung
1,
Elif Emil-Kaya
1,2,3,
Slavko Smiljanić
4,
Sebahattin Gürmen
2 and
Bernd Friedrich
1
1
IME Process Metallurgy and Metal Recycling, RWTH Aachen University, 52056 Aachen, Germany
2
Department of Metallurgical & Materials Eng., Istanbul Technical University, 34469 Istanbul, Turkey
3
Department of Materials Science and Tech., Turkish-German University, 34820 Istanbul, Turkey
4
Faculty of Technology Zvornik, University of East Sarajevo, Karakaj 34A, 75400 Zvornik, Republic of Srpska, Bosnia and Herzegovina
*
Author to whom correspondence should be addressed.
Metals 2022, 12(9), 1464; https://doi.org/10.3390/met12091464
Submission received: 18 July 2022
/
Revised: 19 August 2022
/
Accepted: 29 August 2022
/
Published: 31 August 2022
(This article belongs to the Special Issue Advances in Understanding of Unit Operations in Non-ferrous Extractive Metallurgy 2023)
Abstract
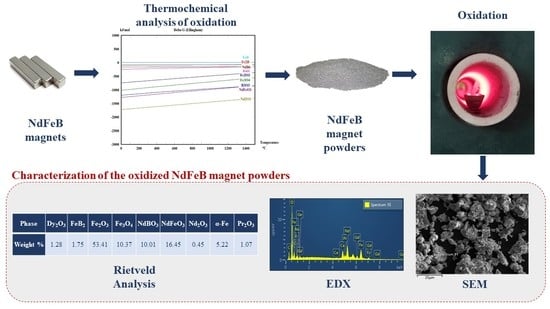
:Due to their remarkable magnetic properties, such as a high maximum energy product, high remanence, and high coercivity, NdFeB magnets are used in a variety of technological applications. Because of their very limited recycling, high numbers of spent NdFeB magnets are widely available in the market. In addition to China’s monopoly on the supply of most rare earth elements, there is a need for the recovery of these critical metals, as their high import price poses an economic and environmental challenge for manufacturers. This paper proposes a pyrometallurgical recycling method for end-of-life NdFeB magnets by oxidizing them in air as first required step. The main goal of this method is to oxidize rare earth elements from NdFeB magnets in order to prepare them for the carbothermic reduction. The experimental conditions, such as the oxidation temperature and time, were studied in order to establish the phase transformation during oxidation using the Factsage Database and experimental conditions. Our thermogravimetric analysis TGA analysis revealed an increased sample mass by 35% between room temperature and 1100 °C, which is very close to the total calculated theoretical value of oxygen (36.8% for all elements, and only 3.6% for rare earth elements REE), confirming the complete oxidation of the material. The obtained quantitative analysis of the oxidation product, in (%), demonstrated values of 53.41 Fe2O3, 10.37 Fe3O4; 16.45 NdFeO3; 0.45 Nd2O3, 1.28 Dy2O3, 1.07 Pr2O3, and 5.22 α-Fe.
1. Introduction
Rare earth elements (REE) are known as ‘industrial vitamins’, attracting high attention worldwide. Currently, REEs are vital components of many modern technologies, including electric and conventional cars, computers and smart phones, renewable energy infrastructure, and phosphor light [1,2,3,4,5]. Their unique properties, such as radiation emission and magnetism, allow for REEs to be used in many different therapeutic and diagnostic applications in modern medicine. During the last ten years, rare earth elements have attracted high attention in regard to their production. The production of rare earth elements has mostly been studied using different ores, concentrates, and slags worldwide [6,7,8,9,10]. The supply and demand of rare earth elements (REE) have been widely discussed and received large media coverage in recent years in contexts where these are used in high technological products and applications, such as electric vehicles and motor, generator, and energy production [11,12].
Because of higher demands in comparison to the real production of these materials, various studies by researchers from all fields have identified REEs to be critically scarce materials, directly or indirectly contributing to the global goal of a low-carbon energy system. Among the critical materials, the roles of neodymium- and dysprosium-formed magnets, for instance, are crucial due to their outstanding magnetic properties that demonstrate their rich energy density compared to AlNiCo or ferrite magnets of the same dimensions. Due to this unique property, NdFeB magnets are among the strongest magnets used in technological applications, containing between 25–30 wt.% of REEs [13,14], proving their high value as an important secondary raw material source.
The recycling of NdFeB magnets often combines pyrometallurgical and hydrometallurgical treatment for optimal extraction, as seen in [15,16,17,18,19,20]. This paper focuses on the pyrometallurgical treatments that enable a high reaction rate and material throughput rate while maintaining a marketable selectivity. This was demonstrated by the high-REE-concentrated phase produced through the method used in this paper within 10 min of smelting. An upscaled study, however, could demonstrate several drawbacks, such as high investment and operational costs, along with the high-energy input and subsequent process used to improve the product quality. In the research field, however, plenty of different methods were studied with the similar aim of recovering and extracting remaining REEs from spent materials, particularly NdFeB magnets.
Murase et al. [15] investigated the recovery of metals from NdFeB magnet sludge. The authors utilized the method of chemical vapor transport along a temperature gradient. This method is based on the tendency of metal halides, including rare earth halides, to form halogen-bridged vapor complexes when reacted with other volatile metal halides, and the differences between the temperature dependences of the formation–decomposition equilibrium of the halogen complex. Using AlCl3 as the metal halide complex former, magnets with the following composition were treated using the vapor transport technique:
The recovery process was conducted using an apparatus that contained two tubular electric furnaces, the first one for the AlCl3 and the second for the magnet sludge. The temperature gradient was created by dividing the second tube into several heating zones. The magnets were heated to 1050 °C, N2 and Cl2 gas was streamed through the reactor as chlorinating agents, and the AlCl3 was allowed to evaporate into its gaseous form, Al2Cl6. Under these conditions, the metals reacted with the Cl2 gas to form metal chloride and, subsequently, with the complex former. The complex gas phase was driven through the different temperature zones of the second tube, and it sublimed and decomposed based on its decomposition temperature. The authors reported that the recovered purity of RE-chloride was between 91–98 mol.%, with NdCl3 being more concentrated in the fractions of a higher temperature [15].
Takeda et al. [16] investigated the extraction of rare earth elements from magnet waste by remelting the scrap together with fluoride flux, based on the phase equilibria of the Ln2O3-LnF-Li2O-LiF system (Ln corresponds to rare earth elements, such as Nd and Dy). In this novel process, the rare earth oxide REO in the magnet waste reacted with the RE-fluoride in the flux to produce RE-oxyfluoride, which then dissolved into the fluoride flux as an ionic form. Through molten salt electrolysis, the RE in the flux was converted into metallic form, and the flux returned to the extraction process.
The fluoride flux was prepared using 98% LiF, 99.99% NdF3, and 99.5% DyF3, which were fused in an iron crucible at 1200 °C for 3 h. The experimental work was conducted by charging the fluoride flux and magnet waste in an iron crucible which was sealed by welding. The crucible was then heated inside a steel container with argon at 1230 °C for 12–78 h and then removed for analysis. The evaluation of the process was based on the oxygen content of the magnetic waste. The presence of oxyfluoride in the flux was confirmed by SEM-EDX analysis. In addition, neodymium oxyfluoride was identified by the XRD patterns. This confirmed that the Nd2O3 in the magnet was removed in the flux, with a maximum extraction ratio of 80–90%. The oxygen concentration of the alloy had decreased to 160 ppm from 5000 ppm due to the increase in the mass of the flux to 1.5 times the equivalent amount [6].
Nakamoto et al. [20] studied the separation of Fe and an oxide mixture of Nd, Dy, and Pr from the NdFeB magnetic sludge that arises from the magnet production. The authors’ method utilized the difference in the oxygen affinity between the REE and Fe under the influence of carbon as a contact material for the reduction of Fe, demonstrating an efficient separation. Based on this theory, they investigated the phase separation efficacy at temperatures between 1300 and 1550 °C, as well as at holding times of 1, 3, 9, and 16 h. The authors first treated the magnetic sludge by heating to 300 °C and then washing with distilled water three times.
The samples were melted in an electric furnace at the respective temperatures and holding times. Carbon powders of approximately 3 wt.% were added to the mixture and, after the holding time, the samples were cooled using an Ar gas flow. The results showed that the oxide and iron phase were present at all the holding times. The chemical composition showed that the holding time of 3 h and 16 h yielded the highest purity of iron and the highest amount of REE oxides in the two phases. The temperature investigation was concluded at only 1550 °C, and the two phases were macroscopically separated. The authors noted an increased separation due to the addition of B2O3 and the influences of the viscosity and melting temperature of the oxide melts [20].
In a previous study conducted by Kruse et al. [21,22], NdFeB grinding slurries from the shaping process step in the production of sintered NdFeB magnets were treated by the pyrometallurgical method to recover REEs, focusing on Nd, Pr, and Dy. The raw materials contained a mixture of metallic swarf powders, abrasive media, and cooling agents. After removing the organic residues and cooling agents via pyrolysis thermal preconditioning, the authors melted the grinding slurry in a vacuum induction furnace and managed to separate the REEs from the iron by enriching them in a slag phase due to the high oxygen affinity of the REEs compared to the iron. Based on their results, pre-requisites for the separation are a minimum oxygen content of 7 wt.% and carbon content of 2 wt.%. The main goal of our work was to verify this strategy in order to produce concentrates of the rare earth elements.
Saito et al. [23] investigated the extraction of Nd from waste NdFeB magnets using the glass slag method. NdFeB master alloys were produced and melted in a boron nitride crucible along with pieces of boron trioxide fluxes. The alloy was oxidized through slow heating until it reached above the melting point of the flux and then cooled to room temperature in an argon atmosphere, resulting in the alloy being encapsulated in the boron trioxide. Owing to the strong affinity of RE with the flux, a reaction between NdFeB and the B2O3 took place during undercooling, which dissolved the Nd from the main matrix into Nd2O3 in the boron trioxide glass slag, leaving behind α-Fe and Fe2B phases. A chemical analysis reported a change in the content of Nd in the boron trioxide phase from 0.01 wt.% to 25.80 wt.%. The master alloy, on the other hand, contained 95.86 wt.% Fe and 3.82 wt.% B after the glass slag treatment, demonstrating the ability of boron trioxide to remove Nd from NdFeB.
A similar improved method proposed and reported by Bian et al. [24] uses the FeO-B2O3 flux as a replacement of the B2O3 flux used by Saito et al. [23] in the selective reduction of Nd by FeO, due to its larger chemical potential compared to B2O3. Through the FeO-B2O3 flux, almost all of the REEs were extracted in the slag phase, while, simultaneously, the FeO was reduced entirely to metal phase. The authors reported a highest purity of more than 98.4 wt.% and an extraction ratio for the rare earth material of more than 99.5 wt.% at temperatures between 1673 K and 1823 K. This demonstrated that the FeO-B2O3 fluxes are better than pure Fe2O3 and B2O3.
Tanvar and Dhawan [25] investigated the recovery of REEs by a combined pyro- and hydrometallurgical method. The authors first applied microwave exposure-assisted carbothermic reduction to the end-of-life magnets and then conducted their recovery by acid leaching. In the experimental procedure, the crushed end-of-life magnets were exposed to microwaves under the stoichiometric addition of charcoal powder as a reducing agent. The exposure to the microwaves was reported to enable a rapid temperature increase from room temperature to 990 °C within 1.2 min at a lower energy cost of 7.5 MW h/t, compared to the 1350 MW h/t cost using a muffle furnace. During the exposure, metallic Fe and Fe2O3 were formed with the liberation of the REO with an approximately 55% yield. The acid leaching recovery after the microwave carbothermic reduction exhibited an extraction rate of 40–60%, considering the excessive dissolution of Fe, which restricted the precipitation process. The final reported purity of the REO from the leaching and precipitation was 98%, showing that this is a promising method of carbothermic reduction and eventual hydrometallurgical treatment.
The method of carbothermic reduction is a widely applied technique due to its versatility. Based on the Ellingham diagram, REO can be directly reduced by either calcium [26] or carbon [27] at higher temperatures. The reduction of REO to metallic RE, however, is often coupled with the formation of high-melting RE-carbides that require the accurate selection of the temperature, CO/CO2 ratio, and a low pressure up to vacuum conditions. The optimum combination of these parameters can usually be derived from an Ellingham diagram and the previously mentioned data [28,29,30,31], but due to the lack of thermodynamic data for REEs, it is often very difficult to conduct the carbothermic reduction of REO.
Yang et al [32] presented a critical review of methods of REE recovery from end-of-life NdFeB permanent magnet scrap, providing a list of efficient technologies that have been developed and implemented in practice.
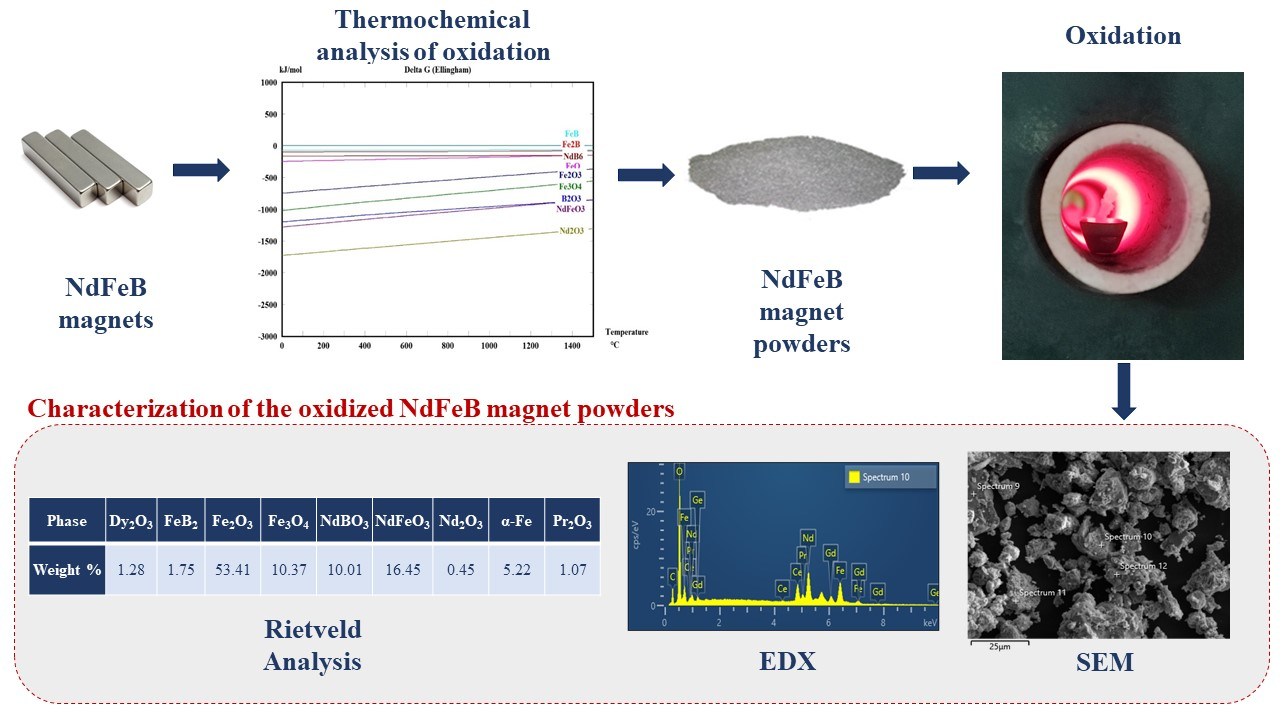
Based at previously mentioned information, the research strategy used in this work is presented at Figure 1:
Because the literature study highlighted that the conversion methods of many researchers involve complex or difficult processes, our proposed pyrometallurgical method offers simple solutions. Obtaining rare earths from ores, which constitute a small percentage, is a highly complex and indiscriminate process. This is because the recycling of spent NdFeB-magnets has become a new motivation for the production of rare earth materials from secondary raw materials, which, as new raw materials used for treatments, are richer in rare earths than ores, which are insufficiently used in recycling, representing a serious environmental problem. In particular, in this work, we present the analysis of one pyrometallurgical method, which should be distinguished from the hydrometallurgical method in that it enabled a separation of iron and creates new concentrates of rare earth elements.
The method of ensuring the presence of oxygen in the magnet sample was applied in this study by first treating the samples with an oxidation step. The unconventional method of converting the magnets into an oxide form enables the utilization of the difference in the oxygen affinity between the REE and Fe phases. The main aim was to study the selectivity of the oxidation process concerning the rare earth elements iron and boron. We hypothesized that the oxidation step would lead to a suitable form for the subsequent carbothermal reductive process, which enables the separation of the rare earth elements boron and iron.
2. Thermochemical Analysis of the Oxidation
The analysis of the Gibbs energy required for the oxidation of metals at different temperatures assumes that mixed oxides will be formed, as shown with Equations (1)–(3):
2M + 3/2 O2 → M2O3
M: Fe, Nd, Dy, B
M: Fe, Nd, Dy, B
Nd2FeB14 + 1.5 O2 = 2 NdFeO3 + 12 Fe + 14 B
Pr2FeB14 + 1.5 O2 = 2 PrFeO3 + 12 Fe + 14 B
Various phases during the oxidation of the mass sample were observed in previously mentioned literature (NdFeO3, PrFeO3, and Nd2O3). A diagram based on the thermochemical calculations was used to predict the possible phase formation and its corresponding sequence, and this is shown in Figure 2.
The figures demonstrate that the first phase to form was Nd2O3, due to its mostly negative standard-free enthalpies of formation (ΔG0), following by NdFeO3 and finishing with Fe2B, as the line of FeB is slightly above 0 in the figures, corresponding to a non-spontaneous reaction. Based on the composition of the raw materials, the phases of Nd2O3, NdFeO3, and FexOy were highly expected.
Due to the thermodynamics of metal oxidation, a widely used tool in the metallurgy field is the Richardson–Ellingham diagram, which plots the standard free enthalpies of formation for the reduction of metal oxides to metals against the temperature. The standard free enthalpies of formation in the equilibrium can be calculated according to Equation (4), under the assumption that the temperature dependence of ΔH and ΔS is negligible:
ΔG0 = ΔH0 − TΔS0 = −RT ln (k)
A pre-requisite for the reduction reaction to take place, according to the Richardson–Ellingham diagram, is that the metal must have a lower affinity for oxygen than the reducing agent. In other words, the ΔG0 line of the target metal has to be above the ΔG0 line of the reducing agent. Due to a lack of thermodynamic data, a simplification was adapted here, where the individual activities of each element in the multicomponent system were not considered. The Richardson–Ellingham diagram shows that the REEs had the highest affinity for oxygen in the pure substances. Unlike REEs, the iron had a much higher oxygen affinity and could be reduced using several elements, including carbon and aluminum.
3. Experimental Procedure
3.1. Materials and Methods
Spent magnets from the company Miknatis Ar-Ge, located in Istanbul, Turkey, were obtained and conditioned prior to the experimental phase. These were first demagnetized at 350 °C for 30 min and then milled into magnet powders. The samples were thermally treated by oxidizing in air and then smelted in a vacuum induction furnace (MiniVIM/Heraeus, Hanau, Germany) in an argon atmosphere. The phase analysis of the magnet powders was investigated by XRD (Bruker D8 Advance, Karlsruhe, Germany) analysis with a standard Cu wavelength of 1.5406 Å. The chemical analysis of the leachate obtained after the total dissolution of spent NdFeB magnets was conducted using ICP-OES (Spectro Arcos, SPECTRO Analytical Instruments GmbH, Kleve, Germany). The dynamic particle size analysis was conducted using a dynamic particle analyzer (Sympatech QuickPick Oasis with a M5 lens, software PAQXOS 4.1). The SEM analysis was performed using the JSM 7000F by JEOL (construction year 2006, JEOL Ltd., Tokyo, Japan) and the EDX analysis was performed using the Octane Plus-A by Ametek-EDAX (construction year, 2015, AMETEK Inc., Berwyn, PA, USA) with the software Genesis V 6.53 by Ametek-EDAX., Berwyn, PA, USA. The thermal gravimetric analysis (TGA, NETZSCH, Selb, Germany) was performed using the typical instrumentation and conditions.
The oxidation experiments were performed in a small tubular furnace, Thermostar, Aachen.
The chemical analysis of NdFeB powder revealed, in (%), 21.7 REE, 73.8 Fe, 0.66 B, and 0.0006 Ni, as shown in Table 1:
As shown in Table 2, the quantitative XRD analysis of the NdFeB powder identified the composition (%): 87.19 Nd2FeB14, 3.05 Pr2FeB14, 4.26 FeB5, 2.04 DyF5, and 2.46 DyF2.
The particle size analysis of the powder revealed that 50% particles were about 39.85 µm. The smallest fraction amounted 7.35 µm in comparison to the largest fraction of 90.40 µm, as shown in Table 3.
The particle size distribution confirmed the presence of particles between 33.6 and 39.85 µm (about 50 % of particles in the structure), as shown in Figure 3.
Figure 3 shows the cumulative distribution (Q3) and distribution density (q3*) of the NdFeB powders with the diameter (EQPC) values of the powders. These results indicate that 90.3% of the pre-treated powder showed a size range of 1–90 µm, with a global maximum of ~100 µm.
The SEM Analysis confirmed the irregular round agglomerated particles of the spent magnets, as shown in Figure 4.
3.2. Results and Discussion
The results refer to thermalgravimetric and differential thermal analysis, along with the study of the isothermal oxidation of the NdFeB spent magnets, as first steps used in this study to investigate the oxidation.
3.2.1. Differential Thermal (DTA) and Thermalgravimetric Analysis (TGA)
DTA and TGA analyses were used to measure, respectively, the temperature difference between the NdFeB and inert reference sample as a function of the temperatures between 25 °C and 1100 °C in air, and the weight change of the samples as a function of the temperature while subjected to a controlled heating program, as shown in Figure 5.
Because of the oxidation process, the TGA analysis revealed an increased sample mass by about 35% between room temperature and 1100°C, which is very close to the total calculated theoretical value (36.8%) of the oxidation of Fe, REE, and B. The calculated theoretical value of the oxidation of REE amounts to 3.6%. The DTA analysis revealed three peaks at 688.1, 739.1, and 883, 2 °C, respectively, which means that three different types of oxides were formed. We assumed that iron oxide, REE oxides, and boron oxide would be formed in the absence of a selective oxidation. The obtained results confirmed that this oxidation was not selective at this chosen interval.
3.2.2. Oxidation of Particles in the Furnace
According to the previously mentioned DTA and TGA data, the starting oxidation was performed in furnace with a small quantity of material (1 g) at temperatures between 500 °C and 1100 °C for 13, 30, 45, 60, 75 and 90 min in order to select the parameters for the oxidation of 1 kg of spent material required for the smelting process. The obtained results are shown in Table 4.
An increase in the temperature between 500 °C and 1100 °C over 15 and 45 min increased the mass of the initial sample. The maximum oxidation yield was obtained through a comparison with the theoretical oxidation value of 93% at the temperature of 1000 °C (0.342/0.368 = 0.93). Because the oxidation was complete, an increase in the temperature above 1000 °C did not significantly increase the oxidation efficiency of the spent NdFeB magnets.
The oxidation of 1 kg of the spent NdFeB magnets was performed at 1000 °C over 2 h in order to prepare the sample for the reductive smelting in the graphite crucible. The actual oxidation of the bulk magnet samples showed less mass change than the recorded results from the DTA/TG, i.e., incomplete oxidation. The final mass change produced by the oxidation was 27.2 wt.%, while the corresponding degree of oxidation of the mass sample was 78%. A qualitative X-ray diffraction analysis (XRD analysis) was conducted on the oxidized sample to determine the formed oxide phases and the results.
According to the XRD analysis, the oxidized material did not consist entirely of metal oxides. Through the oxidation, the majority of Nd2Fe14B was decomposed to form Fe oxides, Nd2O3 and NdFeO3, as shown in Table 5.
The obtained quantitative analysis identified a composition, in (%), of 53.41 Fe2O3, 10.37 Fe3O4, 16.45 NdFeO3, 0.45 Nd2O3, 1.28 Dy2O3, 1.07 Pr2O3, and 5.22 α-Fe. The presence of boron in 10.01% NdBO3 was in agreement with the 0.668 % boron present in the structure based on our comparison. We assumed that a small amount of NdBO3 would cover the highly expected Pr2O3 or PrFeO3, which were not detected in the structure. The presence of alfa ferrite was not expected in the oxidized structure, but could be separated by reductive smelting at a higher temperature. The oxidized structure is shown in Figure 6.
The SEM analysis revealed very small round particles with irregular bigger particles in the structure. The EDX analysis confirmed that some particles were enriched with iron oxide.
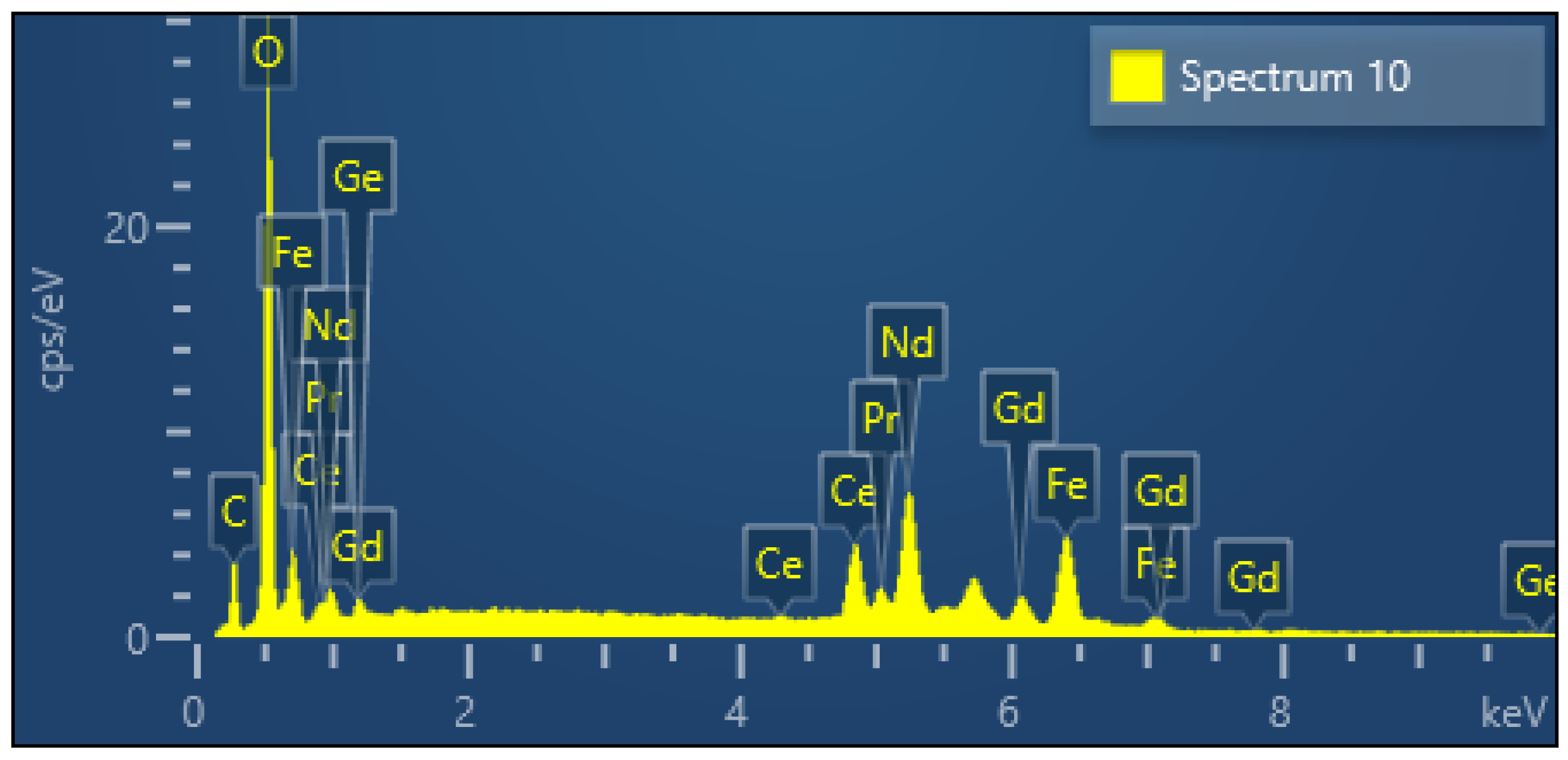
As shown in Figure 7 and Figure 8, the elemental analysis of spectra 9 and 10 showed a mixture of particles of Fe and rare earth elements with oxygen, which confirms the formation of metal oxides. In particular, some particles after oxidation contained mostly iron oxide, as shown in Figure 7.
The analysis of spectrum 10 confirmed the presence of rare earth elements with iron and oxygen, as shown in Figure 8. All elements in contained in the spent NdFeB magnets were oxidized.
4. Conclusions
The literature study highlighted that the conversion methods used by many researchers involve complex or difficult processes. The study of Nakamoto and Kruse, related to fine magnet sludge with particle sizes much smaller than actual spent magnets, was successfully tested and validated during oxidation. All of the aforementioned shortcomings confirmed that our use of a simple, industrial, applicable oxidation method was correctly chosen.
In this proposed method, the materials are left to oxidize in air inside a laboratory-scale muffle furnace. This method could, theoretically, be transferred to the industrial scale, for example, in a tunnel furnace supplemented with a conveyer belt, or in a rotary kiln furnace that could promote the homogenous oxidation of the bulk materials.
In this study, a research methodology used for recycling end-of-life NdFeB magnets was investigated. The final aim of the work was to recover REEs by means of pyrometallurgical smelting, separating the magnets into a metal phase and a RE oxide-rich slag phase. Our first step was to study the oxidation of spent NdFeB magnets as the preparation for the second phase, a reductive smelting process. The obtained results confirmed that the maximal oxidation was obtained at 1000 °C for 45 min.
XRD analyses were conducted for both phases, and the results showed that the REEs were in form of metal oxides, such as Dy2O3, Pr2O3, NdFeO3, Nd2O3, and NdFeO3. Boron was present in form of NdBO3 and FeB2. Iron was oxidized in form of Fe2O3 and Fe3O4. A total of 5.11% of iron was identified in form of α-iron and iron oxide. Outlooks of this work relate to the process optimizing, treatment, and recovery of the RE oxide-rich slag, and the identification of the limits of the carbothermic reduction. The results obtained here could be applied in further laboratory-scale studies and aid in the development of a sustainable economy.
Author Contributions
Conceptualization, S.S. (Srecko Stopic) and E.E.-K.; methodology, H.C.; software, H.C.; validation, S.S. (Slavko Smiljanic), E.E.-K. and B.P.; formal analysis, S.G.; investigation, H.C. and B.P.; resources, S.S. (Slavko Smiljanic) data curation, E.E.-K.; writing—original draft preparation, S.S. (Srecko Stopic) and H.C.; writing—review and editing, S.S. (Srecko Stopic); visualization, H.C.; supervision, S.G.; project administration, H.C.; funding acquisition, S.G. and B.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Federal Ministry for Economic Affairs and Climate Action, grant number 287 EN. The APC was funded by the project “sustainable recovery of rare earth elements (Nd, Pr, Dy) from spent magnets”.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
We would like to thank to the company Miknatis Ar-Ge in Istanbul, Turkey, for the provision of the spent NdFeB magnets.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Thomas, P.J.; Carpenter, D.; Boutin, C.; Allison, J.E. Rare earth elements (REEs): Effects on germination and growth of selected crop and native plant species. Chemosphere 2013, 96, 57–66. [Google Scholar] [CrossRef] [PubMed]
- Morais, C.; Ciminelli, V. Process development for the recovery of high-grade lanthanum by solvent extraction. Hydrometallurgy 2004, 73, 237–244. [Google Scholar] [CrossRef]
- Maestro, P.; Huguenin, D. Industrial applications of rare earths: Which way for the end of the century? J. Alloys Compd. 1995, 225, 520–528. [Google Scholar] [CrossRef]
- Krishnamurthy, N.; Gupta, C.K. The Rare Earths, Extractive Metallurgy of Rare Earths; CRC Press: Boca Raton, FL, USA, 2015; pp. 1–84. [Google Scholar]
- Hoshino, M.; Sanematsu, K.; Watanabe, Y. REE mineralogy and resources. In Handbook on the Physics and Chemistry of Rare Earths; Elsevier: New York, NY, USA, 2016; Volume 49, pp. 129–291. [Google Scholar]
- Davris, P.; Stopic, S.; Balomenos, E.; Panias, D.; Paspaliaris, I.; Friedrich, B. Leaching of rare earth elements from Eudialyte concentrate by supressing silicon dissolution. Miner. Eng. 2017, 108, 115–122. [Google Scholar] [CrossRef]
- Ma, Y.; Stopic, S.; Gronen, L.; Milivojevic, M.; Obradovic, S.; Friedrich, B. Neural Network Modeling for the Extraction of Rare Earth Elements from Eudialyte Concentrate by Dry Digestion and Leaching. Metals 2018, 8, 267. [Google Scholar] [CrossRef]
- Ma, Y.; Stopić, S.; Friedrich, B. Hydrometallurgical Treatment of an Eudialyte Concentrate for Preparation of Rare Earth Carbonate. Johns. Matthey Technol. Rev. 2019, 63, 2–13. [Google Scholar] [CrossRef]
- Yun, Y.; Stopic, S.; Friedrich, B. Valorization of Rare Earth Elements from a Steenstrupine Concentrate Via a Combined Hydrometallurgical and Pyrometallurgical Method. Minerals 2020, 10, 248. [Google Scholar] [CrossRef]
- Kilicarslan, A.; Voßenkaul, D.; Stoltz, S.; Stopic, S.; Nezihi, M.; Friedrich, B. Selectivity Potential of Ionic Liquids for Metal Extraction from Rare Earth containing Slags—A QEMSCAN assisted approach. Hydrometallurgy 2017, 169, 59–67. [Google Scholar]
- Buchert, M.; Manhart, A.; Sutter, J. Untersuchung zu Seltenen Erden: Permanentmagnete im Industriellen Einsatz in Baden-Württemberg. Studie im Auftrag des Ministeriums für Umwelt, Klima und Energiewirtschaft Baden-Württemberg. Forum 6: Energieeffiziente Industrielle Antriebe und deren Abhängigkeit von Selten Erden; p. 46. 2014. Available online: http://www.oeko.de/oekodoc/2053/2014-630-de.pdf (accessed on 22 January 2014).
- Stopic, S.; Friedrich, B. Advances in Understanding of the Application of Unit Operations in metallurgy of rare earth elements. Metals 2021, 11, 237–256. [Google Scholar] [CrossRef]
- Umweltbundesamt. Seltene Erden in Permanentmagneten. In Für Mensch und Umwelt-Factsheet; Umweltbundesamt: Dessau-Roßlau, Germany, 2019; pp. 1–10. [Google Scholar]
- Sprecher, B.; Xiao, Y.; Walton, A.; Speight, J.; Harris, R.; Kleijn, R.; Visser, G.; Kramer, G.J. Life cycle inventory of the production of rare earths and the subsequent production of NdFeB rare earth permanent magnets. Environ. Sci. Technol. 2014, 48, 3951–3958. [Google Scholar] [CrossRef]
- KMurase, K.; Machida, K.-I.; Adachi, G.-Y. Recovery of rare metals from scrap of rare earth intermetallic material by chemical vapour transport. J. Alloy Compd. 1995, 217, 218–225. [Google Scholar] [CrossRef]
- Takeda, O.; Nakano, K.; Sato, Y. Recycling of rare earth magnet waste by removing rare earth oxide with molten fluoride. Mater. Trans. 2014, 55, 334–341. [Google Scholar] [CrossRef]
- Kaya, E.; Kaya, O.; Stopic, S.; Gürmen, S.; Friedrich, B. NdFeB magnets recycling process: An alternative method to produce mixed rare earth oxide from Scrap NdFeB magnets. Metals 2021, 11, 716. [Google Scholar] [CrossRef]
- Shirayama, S.; Okabe, T.H. Selective Extraction and Recovery of Nd and Dy from Nd-Fe-B Magnet Scrap by Utilizing Molten MgCl2. Metall. Mater. Trans. B 2018, 49, 1067–1077. [Google Scholar] [CrossRef]
- Lyman, J.; Palmer, G. Recycling of Rare Earths and Iron from NdFeB Magnet Scrap. High Temp. Mater. Process. 1993, 11, 175–188. [Google Scholar] [CrossRef]
- Nakamoto, M.; Kubo, K.; Katayama, Y.; Tanaka, T.; Yamamoto, T. Extraction of rare earth elements as oxides from a neodymium magnetic sludge. Metall. Mater. Trans. B 2012, 43, 468–476. [Google Scholar] [CrossRef]
- Kruse, S.; Raulf, K.; Pretz, T.; Friedrich, B. Influencing Factors on the Melting Characteristics of NdFeB-Based Production Wastes for the Recovery of Rare Earth Compounds. J. Sustain. Met. 2016, 3, 168–178. [Google Scholar] [CrossRef]
- Kruse, S.; Raulf, K.; Trentmann, A.; Pretz, T.; Friedrich, B. Processing of Grinding Slurries Arising from NdFeB Magnet Production. Chem. Ing. Tech. 2015, 87, 1589–1598. [Google Scholar] [CrossRef]
- Saito, T.; Sato, H.; Ozawa, S.; Yu, J.; Motegi, T. The extraction of Nd from waste Nd–Fe–B alloys by the glass slag method. J. Alloy Compd. 2003, 353, 189–193. [Google Scholar] [CrossRef]
- Bian, Y.; Guo, S.; Jiang, L.; Tang, K.; Ding, W. Extraction of Rare Earth Elements from Permanent Magnet Scraps by FeO–B2O3 Flux Treatment. J. Sustain. Met. 2015, 1, 151–160. [Google Scholar] [CrossRef]
- Tanvar, H.; Dhawan, N. Microwave-Assisted Carbothermic Reduction of Discarded Rare Earth Magnets for Recovery of Neodymium and Iron Values. JOM 2020, 73, 54–62. [Google Scholar] [CrossRef]
- Sharma, R.A. Neodymium Production Processes. JOM 1987, 39, 33–37. [Google Scholar] [CrossRef]
- Gupta, C.K.; Krishnamurthy, N. Oxide reduction processes in the preparation of rare-earth metals. Min. Met. Explor. 2013, 30, 38–44. [Google Scholar] [CrossRef]
- Ernst, S. Chemische Technik (Winnacker-Küchler). Band 3: Anorganische Grundstoffe, Zwischenprodukte. Herausgegeben von Roland Dittmeyer, Wilhelm Keim, Gerhard Kreysa und Alfred Oberholz. Angew. Chem. 2006, 118, 29–30. [Google Scholar] [CrossRef]
- Mendiara, T.; Jensen, A.; Glarborg, P. Chemical Looping Reforming of Generator Gas; CHEC Report No. R1001; Technical University of Denmark: Lyngby, Denmark, 2010. [Google Scholar]
- Frohberg, M.G. Thermodynamik für Werkstoffingenieure und Metallurgen; Wiley-VCH: Weinheim, Germany, 1994; ISBN 978-3-527-30922-1. [Google Scholar]
- Xie, W.H.; Huang, R.; Zhang, J.Z.; Li, W.; Yang, Y. Study on the interaction of rare earth element neodymium, iron and arsenic at 1173 K. Gongneng Cailiao/J. Funct. Mater. 2018, 49, 1134–1138. [Google Scholar] [CrossRef]
- Yang, Y.; Walton, A.; Sheridan, R.; Güth, K.; Gauß, R.; Gutfleisch, O.; Buchert, M.; Steenari, B.-M.; Van Gerven, T.; Jones, P.T.; et al. REE Recovery from End-of-Life NdFeB Permanent Magnet Scrap: A Critical Review. J. Sustain. Met. 2017, 3, 122–149. [Google Scholar] [CrossRef]
Figure 1.
Proposed strategy for study in this work.
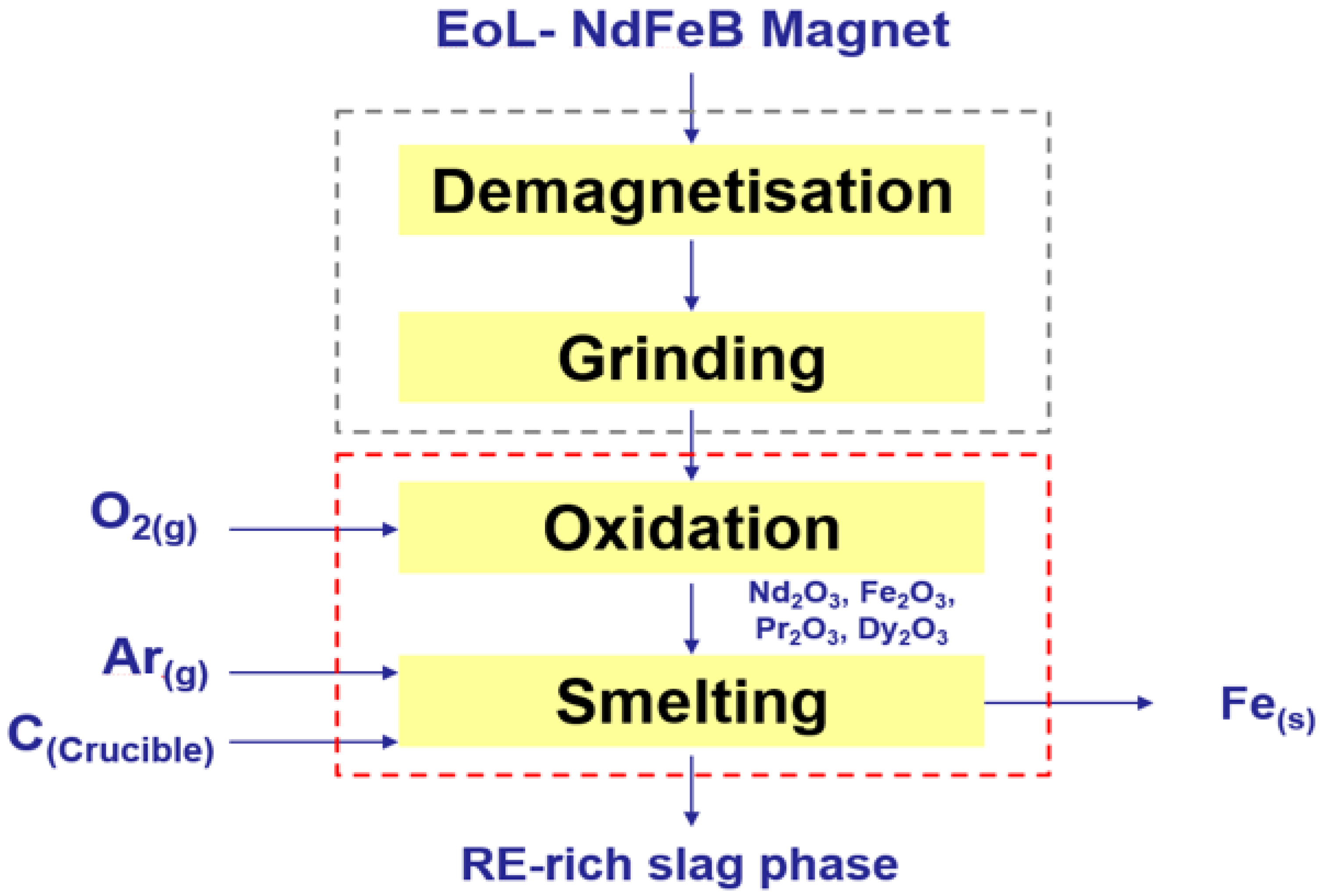
Figure 2.
Phase formation during oxidation of the NdFeB magnets.
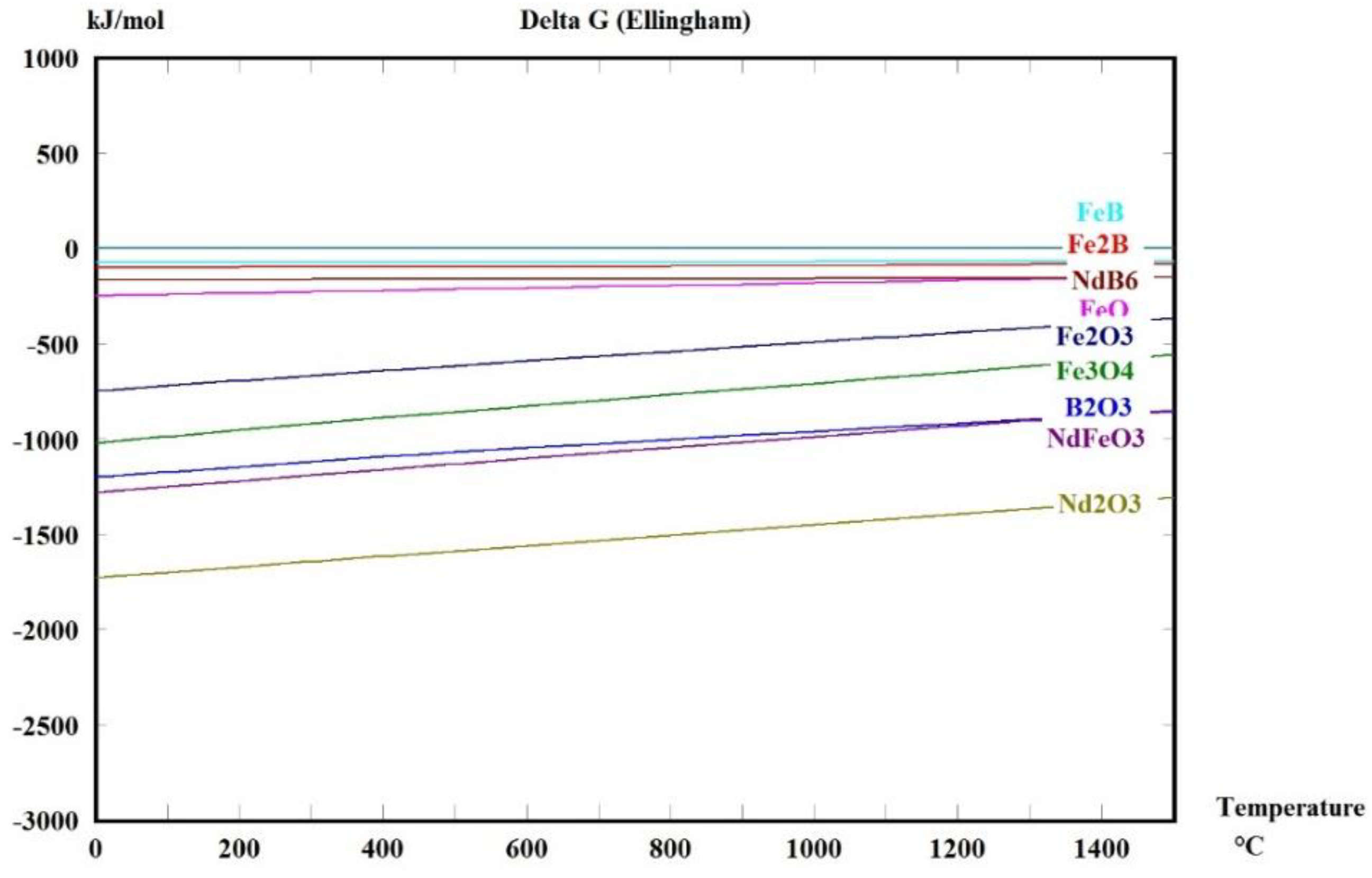
Figure 3.
Dynamic particle analysis of the NdFeB magnet powders with the distribution sum (Q3) and distribution density (q3).
Figure 3.
Dynamic particle analysis of the NdFeB magnet powders with the distribution sum (Q3) and distribution density (q3).
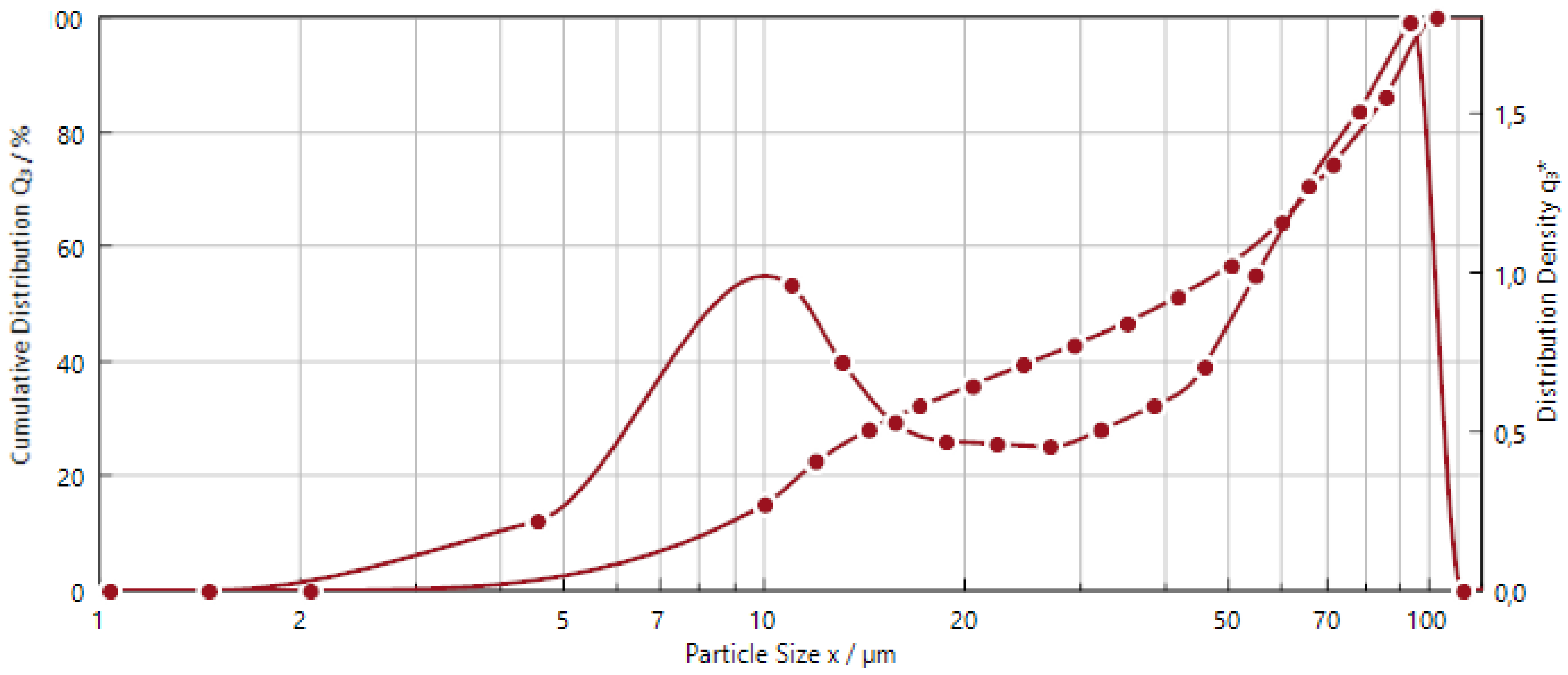
Figure 4.
SEM analysis of the NdFeB magnets with places of the EDX Analysis (Spectrum 30, Spectrum 31, Spectrum 32 and Spectrum 33).
Figure 4.
SEM analysis of the NdFeB magnets with places of the EDX Analysis (Spectrum 30, Spectrum 31, Spectrum 32 and Spectrum 33).

Figure 5.
DTA/TGA analysis of the NdFeB magnets in air (10 K/min).
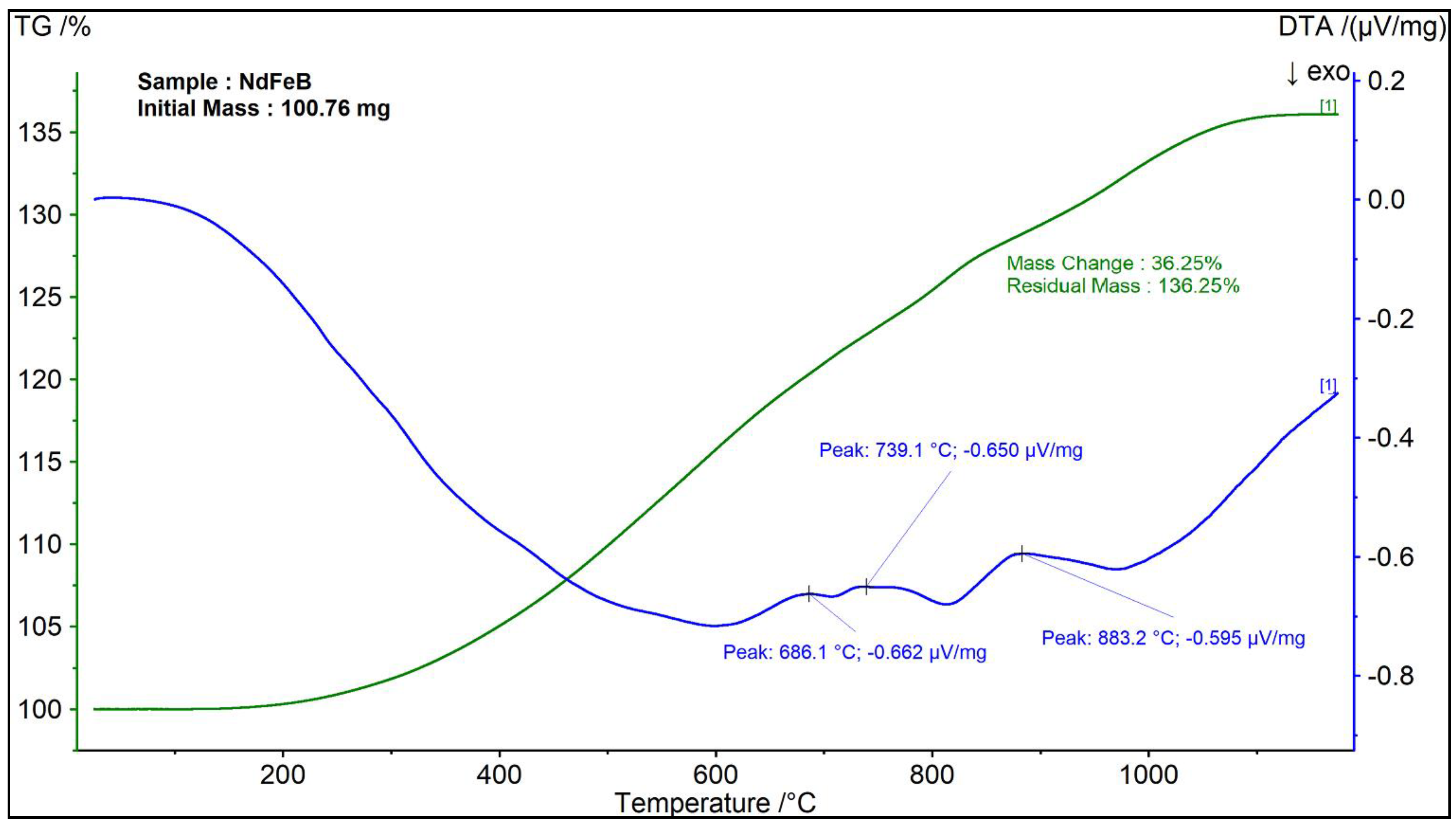
Figure 6.
SEM analysis of the oxidized particles at 1000 °C with places of the EDX Analysis (Spectrum 9, Spectrum 10, Spectrum 11 and Spectrum 12).
Figure 6.
SEM analysis of the oxidized particles at 1000 °C with places of the EDX Analysis (Spectrum 9, Spectrum 10, Spectrum 11 and Spectrum 12).

Figure 7.
EDX analysis of certain particles after oxidation, containing mostly iron oxide (spectrum 9).
Figure 7.
EDX analysis of certain particles after oxidation, containing mostly iron oxide (spectrum 9).
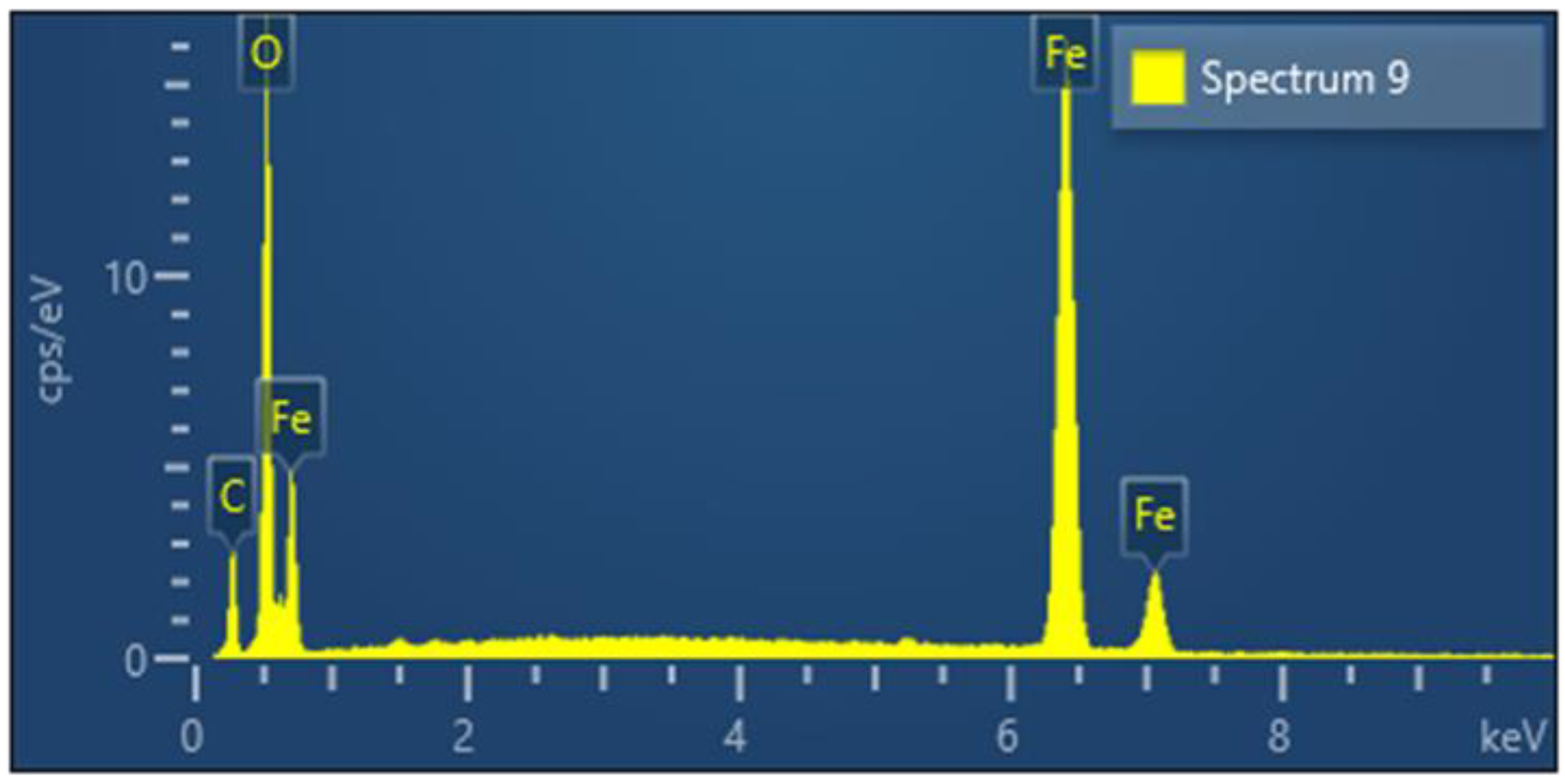
Figure 8.
EDX analysis of the particles after oxidation (spectrum 10).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical analysis of the powder.
| Sample NdFeB (%) | Nd | Ni | Fe | B | Pr | Dy |
|---|---|---|---|---|---|---|
| Weight (%) | 15.9 | 0.0006 | 73.8 | 0.662 | 5.6 | 0.201 |
Table 2.
Rietveld XRD quantitative analysis of the NdFeB magnets.
| Phase | DyFe2 | DyFe5 | FeB5 | Nd2FeB14 | Pr2FeB14 |
|---|---|---|---|---|---|
| Weight % | 2.46 | 3.04 | 4.26 | 87.19 | 3.04 |
Table 3.
Particle size analysis of the NdFeB powders after demagnetizing, grinding, and sieving.
| Samples (µm) | X30 | X50 | X90 |
|---|---|---|---|
| NdFeB | 7.35 | 39.85 | 90.40 |
Table 4.
Increased mass (g) during oxidation between 500 °C and 1100 °C.
| Time (min) | 500 °C | 600 °C | 700 °C | 800 °C | 900 °C | 1000 °C | 1100 °C |
|---|---|---|---|---|---|---|---|
| 15 | 0.118 | 0.05 | 0.214 | 0.244 | 0.238 | 0.264 | 0.274 |
| 30 | 0.134 | 0.192 | 0.242 | 0.294 | 0.251 | 0.293 | 0.287 |
| 45 | 0.161 | 0.221 | 0.248 | 0.299 | 0.283 | 0.336 | 0.295 |
| 60 | 0.178 | 0.206 | 0.276 | 0.299 | 0.327 | 0.333 | 0.337 |
| 75 | 0.17 | 0.22 | 0.268 | 0.312 | 0.336 | 0.325 | 0.318 |
| 90 | 0.186 | 0.249 | 0.295 | 0.327 | 0.329 | 0.342 | 0.341 |
Table 5.
XRD analysis of the oxidized NdFeB samples.
| Phase | Dy2O3 | FeB2 | Fe2O3 | Fe3O4 | NdBO3 | NdFeO3 | Nd2O3 | α-Fe | Pr2O3 |
|---|---|---|---|---|---|---|---|---|---|
| Weight % | 1.28 | 1.75 | 53.41 | 10.37 | 10.01 | 16.45 | 0.45 | 5.22 | 1.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Stopic, S.; Polat, B.; Chung, H.; Emil-Kaya, E.; Smiljanić, S.; Gürmen, S.; Friedrich, B. Recovery of Rare Earth Elements through Spent NdFeB Magnet Oxidation (First Part). Metals 2022, 12, 1464. https://doi.org/10.3390/met12091464
AMA Style
Stopic S, Polat B, Chung H, Emil-Kaya E, Smiljanić S, Gürmen S, Friedrich B. Recovery of Rare Earth Elements through Spent NdFeB Magnet Oxidation (First Part). Metals. 2022; 12(9):1464. https://doi.org/10.3390/met12091464
Chicago/Turabian StyleStopic, Srecko, Buse Polat, Hanwen Chung, Elif Emil-Kaya, Slavko Smiljanić, Sebahattin Gürmen, and Bernd Friedrich. 2022. "Recovery of Rare Earth Elements through Spent NdFeB Magnet Oxidation (First Part)" Metals 12, no. 9: 1464. https://doi.org/10.3390/met12091464
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.