
Sensitivity of Gold Lixiviants for Metal Impurities in Leaching of RAM Printed Circuit Boards


Institute of Process Metallurgy and Metal Recycling, RWTH-Aachen University, Intzestr. 3, 52056 Aachen, Germany
*
Author to whom correspondence should be addressed.
Metals 2023, 13(5), 969; https://doi.org/10.3390/met13050969
Submission received: 31 March 2023
/
Revised: 29 April 2023
/
Accepted: 10 May 2023
/
Published: 17 May 2023
(This article belongs to the Special Issue Sustainable Gold Production and Recycling)
Abstract
:The importance of gold recovery from waste printed circuit boards is continuously increasing due to raising gold prices and demand as well as the need for innovative and flexible recycling methods for this complex waste stream. The state-of-the-art recycling process aims at the pyrometallurgical recovery of noble metals, mainly using a copper collector. Different technical limitations justify the application of a hydrometallurgical process alternative for recovering gold. The direct application of gold lixiviants on comminuted PCBs is hardly possible due to the high concentration of metal impurities. As a solution, most researchers propose hydrometallurgical separation of disturbing base metals prior to gold extraction. For this, different leaching systems with aggressive chemicals can be applied, often leaving residual base metal concentrations behind. Within this study, two different leaching parameter sets were investigated to separate base metals and determine the impact of residual base metals on subsequent gold recovery. The gold lixiviants that were applied for comparison were thiosulfate, thiourea, iodine-iodide, NBS, and cyanide. It was found that thiosulfate and thiourea are less sensitive than other lixiviants to metal impurities. When base metals are separated completely, gold recovery is strongly improved, and cyanide also achieves a good gold recovery.
Keywords:
WEEE; PCB; hydrometallurgy; gold; cyanide alternatives; thiourea; thiosulfate; iodine; NBS1. Introduction
Gold is a valuable element found in the earth’s crust at a low concentration of approximately 4 mg/t (ppb) and is primarily used in the jewelry, investment, and technology industries [1]. Gold’s chemical stability and outstanding physical properties, such as high electrical conductivity and outstanding corrosion resistance, make it a commonly used material in the manufacturing of electrical and electronic equipment (EEE). Due to increasing demand and decreasing availability of easily extracted gold ores, challenges have arisen in the leaching process, requiring more time and resources. As a result, there is growing interest in using gold-bearing end-of-life products as an alternative resource [2,3].
Gold is used in a variety of applications in EEE, such as contact pins on printed circuit boards (PCBs) [4]. The gold content in PCBs typically ranges from 300–500 ppm and can even reach up to 1000 ppm in some cases, which is much higher than the concentration of gold in natural ores [5]. Despite comprising a small proportion of the overall weight of electronic waste, gold contributes to more than 90% of its total market value due to the high market value of gold [6].
Recovering gold from waste electrical and electronic equipment (WEEE) is commonly achieved by incorporating end-of-life (EoL) equipment into different stages of the copper production process depending on the purity of the copper component in the material. This process causes high energy consumption and CO2 emission and requires long process times. As an alternative method, hydrometallurgy has gained attention due to its effectiveness, low energy consumption, and low emissions during processing [7,8,9]. The hydrometallurgical method aims to extract gold from gold-bearing materials through leaching in an aqueous solution using the fewest possible steps. Subsequently, the gold-bearing solutions are treated to recover the dissolved gold [10].
Cyanidation has been the primary hydrometallurgical method for gold ore treatment since 1887 [11,12]. Despite its low cost and the formation of stable gold complexes, the use of cyanide can be problematic due to the formation of highly toxic hydrogen cyanide, which has a fatal dose of 1.5 mg/kg body weight for an average adult and leads to environmental concerns [11,12,13,14]. Additionally, cyanide is highly sensitive to base metals and prefers to react with them instead of gold. Base metals refer to metals less noble than precious or noble metals, such as copper, nickel, zinc, lead, etc. WEEE contains a high degree of material heterogeneity of different base metals, including significant concentrations of copper, which leads to high cyanide consumption [15,16]. As a result, research efforts have been directed towards finding alternative, more environmentally friendly leaching agents with improved yield [17].
Through previous investigations with various gold-bearing materials, leaching agents such as thiosulfate, thiourea, and iodine–iodide have been found to have high stability of formed gold complexes; some of them are listed in Table 1. They are utilized to extract gold through dissolving gold into aqueous solution by building complexes and display extraction yields greater than 90%—almost 100% in some cases [15,18,19,20,21,22]. Additionally, N-Bromosuccinimide (NBS) is an organic leaching agent that has not yet been extensively studied. However, it has been reported to have high gold selectivity over other metals in the raw material (Table 1) [22,23]. Therefore, it is worth further investigation in order to compare its performance to that of the other three intensively studied reagents.
Due to the high chemical resistance of gold and the complex nature of WEEE materials, pretreatment steps such as mechanical, thermal, and chemical methods have been studied to increase the reaction surface of the metal compounds and remove base metals prior to gold leaching. The base metals can react with the leaching agent before gold, leading to high lixiviant consumption and the formation of passivation layers, which inhibit gold dissolution [24,25]. Various approaches have been undertaken to identify the most effective pretreatment methods [20,21,26,27,28]. However, they typically focused on a single pretreatment method and the subsequent use of one or two leaching agents. A comprehensive investigation utilizing multiple pretreatment methods in combination with a wide range of leaching agents has yet to be conducted.
In this study, gold leaching from waste printed circuit boards (WPCBs) was investigated, incorporating a series of pretreatment steps: pyrolysis of whole WPCBs, size reduction, and multistep acid leaching for base metal removal with two different sets of parameters. Pyrolysis is a thermal pretreatment method that aims to remove or separate non-metallic components, specifically organic compounds of PCBs, and to loosen the layers of the board, hence facilitating the subsequent size reduction and liberation of metals [29,30,31]. The proposed method avoids the use of sieving to prevent losses of valuable metals, in particular precious metals (PM). A two-stage acid leaching process is implemented to maximize base metal removal and accelerate the subsequent gold leaching. The material will then be treated with various leaching agents and conditions to determine the most efficient leaching agent for maximum gold recovery.
This study represents a novel approach in investigating the effect of temperature, solvent composition, and base metal concentration on different leaching agents, including the less studied NBS. By using the same input material, a comparison was possible between the following systems: thiosulfate, thiourea, iodine-iodide, NBS, and a direct comparison to cyanide at similar leaching conditions. This was further aided by the utilization of two parameter sets in base metal leaching to provide input materials with varying degrees of base metal concentration. This allowed exploration of the impact of base metal concentration on gold leaching. Additionally, the effect of a prior pyrolysis on gold recovery is not sufficiently described in the literature. The comprehensive and broad scope of this study, combined with a multi-step pretreatment, presents a deeper understanding of the leaching mechanism of diverse gold leaching agents under a comparable basis.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Publications on WPCB recycling with focus on achieved gold leaching yields with respective used lixiviant.
Table 1.
Publications on WPCB recycling with focus on achieved gold leaching yields with respective used lixiviant.
| Leaching Agent | Input Material | Pretreatment | Target Metal | Gold Leaching Yield | Reference |
|---|---|---|---|---|---|
| 0.12 M (NH4)2S2O3 20 mM CuSO4 0.2 M NH₄OH | Scrap and PCBs of waste mobile phones | None | Au | 98% | [19] |
| 0.2 M (NH4)2S2O3 5 mM CuSO4 0.4 M NH₄OH | RAM sticks | None | Au | >98% | [15] |
| 60 g/L CH4N2S 4 g/L Fe2(SO4)3 0.1 M H2SO4 | PCBs of spent mobile phones | Crushed and grounded Sieving | Cu, Au | 85.2 ± 0.8% | [20] |
| 24 g/L CH4N2S 0.6 wt.% Fe2(SO4)3 0.5 M H2SO4 | PCB powder from waste mobile phones | None | Au, Ag | 90% | [32] |
| 2 g/L I2 12 g/L KI | WPCBs from discarded computers | Shredded Incineration Pressure oxidative acid leaching | Au | >99% | [21] |
| 1.1% I2 10% KI 1.5% H2O2 | PCB powder from waste computers | Acid leaching | Au | >95% | [33] |
| 3% I2 1% H2O2 | WPCBs | Acid leaching | Au | 99.98% | [22] |
| 70 mM C4H4BrNO2 100 mM C5H5N | Pins of waste CPU | None | Au | 60% | [34] |
2. Materials and Methods
A mixture of different types of random access memory (RAM) sticks was selected as input material (Figure 1). In total, 4.26 kg of RAM sticks was pyrolyzed at 580 °C for 90 min (14 L/min Argon flushing, 300 °C/h heating rate) in a static pyrolysis reactor. Afterwards, the samples were cut manually and crushed to particle size <4 mm in a cutting mill and then milled down to <0.75 mm in a rotary mill. The sample was homogenized with sample divider prior to leaching.
The base metals were separated in two successive steps using 1500 g of the pyrolyzed and crushed material as input material. The input material was firstly leached with sulfuric acid according to Equation (1). H2O2 was added as an oxidizing agent to improve metal dissolution.
Me + H2SO4 + H2O2 = MeSO4 + 2H2O,
Me stands for metal compounds.
The solid residue and solution were then separated via vacuum filtration. The solid residue subsequently underwent a second leaching with hydrochloric acid. The leaching mechanism is shown in Equation (2).
Me + 2HCl = MeCl2 + H2
The leaching parameters of the two-step base metal leaching are listed in Table 2. The hydrogen peroxide was added at the start of the leaching process once the solution had reached the desired temperature and after the material was added.
A second set of parameters was applied in a follow-up attempt at base metal separation in order to optimize the process and enhance the yield of base metal removal. The identification of the new parameters was based on the results achieved from trials BM 1.1 and BM 1.2. The corresponding reaction parameters are displayed in Table 3.
A total of 1700 g of pyrolyzed and crushed WPCBs were treated with the second set of parameters. Unlike the previous base metal leaching trials, hydrogen peroxide was added at intervals of 40 min during the first 10 h of the sulfuric acid leaching process. The solid residues from each leaching step were rinsed with deionized water. After the base metal leaching, the samples were divided into homogeneous 20 g sample bags for subsequent gold leaching experiments.
The pretreated and gold enriched samples were then leached separately, according to the leaching mechanism listed in Table 4, with thiosulfate, thiourea, iodine–iodide, and NBS following the leaching parameters listed in Table 5, denoted by TS 0, TU 0, I 0, NBS 0, and C 0, respectively. The experiment parameters were chosen based on previous work done by the other researchers. These trials are also referred to as standard trials in the following text. Each trial was conducted twice to ensure reproducibility. A flow chart of the whole process is illustrated in Figure 2. A list of the used chemicals can be found in Table 6.
The composition of the waste RAM sticks was determined after pyrolysis and comminution. A 10 g sample was taken from the material and was dissolved into solution at room temperature with 50 mL aqua regia for 2 h at 200 rpm stirring speed, and the aqua regia solution was analyzed using ICP-OES (5900 SVDS Agilent 2021) for determination of composition. The procedure was repeated twice to minimize inaccuracies caused by material inhomogeneity. The base metal leaching trials were conducted batchwise in 5 L stirred bakers, whereas the gold leaching trials were conducted in 1 L stirred beakers. Heating was provided through a heating plate (SI Analytics Laboratory Stirrer Xylem Analytics 2018). The solid residue and pregnant leaching solutions (PLS) were separated by vacuum filtration. For the determination of gold leaching efficiency, 5 mL samples were taken from PLS, and 10 g samples were taken from the solid residue. The solid sample was dissolved using aqua regia with the above-mentioned method. The PLS samples were diluted 1:10 as were pregnant aqua regia solutions of the solid sample. All aqueous samples were characterized via ICP-OES.
The leaching yield is calculated according to Equation (3). QA stands for the isolated quantity of the target fraction A, while (QA)0 stands for the initial quantity of fraction A in the original material.
RA = 100% − [QA/(QA)0]
The particle size distribution of the input material before and after the base metal leaching was analyzed using dynamic image analysis equipment (Quick Pick Oasis SympaTech 2019).
3. Results and Discussion
3.1. Material Pretreatment and Characterization
The pyrolysis allowed a weight reduction of 581.6 g (corresponds to 13.64 wt. % of initial mass), which was achieved through the thermal decomposition and evaporation of organic matter. The pyrolyzed RAM sticks could be easily comminuted due to the absence of organic components. A flowsheet of the pretreatment process and a mass balance are illustrated in Figure 3.
Pictures of the comminuted samples obtained via optical microscopy show a complex composition of different materials and geometries (Figure 4). Based on the color, Cu and Au agglomerates can be identified, as can gray shining particles, probably Fe. As an effect of the thermal and mechanical pretreatment, metal components were successfully liberated, which highly improves the contact surface to extractive solvents, thus enabling efficient leaching. Short crushed glass fibers and fine carbon powder make up the nonmetallic fraction of the material.
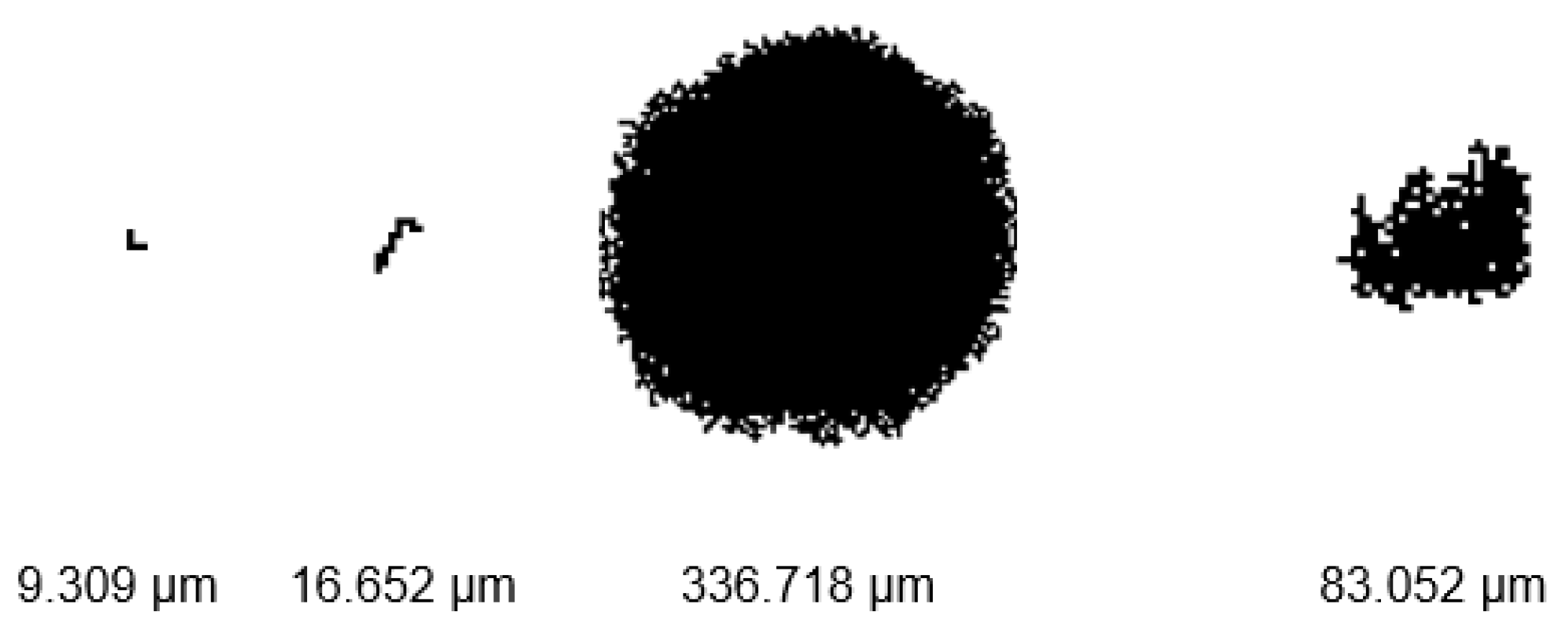
Dynamic image analysis was used to study the size distribution and shape of particles from pyrolyzed and crushed RAM sticks. A total of 122,090 particles were measured, and their distribution sum, distribution density, and aspect ratio distribution were determined and plotted in Figure 5 and Figure 6. Some representative shapes of the detected particles are illustrated in Figure 7. About 60% of the particles fall in the range smaller than 10 µm and are composed of fine carbonaceous particles and short glass fibers, identifiable by the detected particles’ rod shape and increasing aspect ratio with decreasing size from 11 μm. This assumption is also supported by the microscopic images that were taken. The agglomerates of glass fibers accounted for another extreme of the size distribution, up to an EQPC (Diameter of a circle of equal projection area) of over 300 μm. This indicates an agglomeration of the particles after comminution to grain sizes < 0.75 mm. The small particle size would provide a larger reaction surface, thus accelerating the reaction between material and solvent during leaching, which has been proven by Ficeriová et al. [26], who managed to achieve an improvement of more than 80 % of the gold leaching yield with ammonium thiosulfate solution by reducing the particle size to <800 μm.
The composition of the waste RAM sticks was determined after pyrolysis and comminution, in which the aqua regia solution of its sample was analyzed using ICP-OES. The procedure was repeated twice to minimize inaccuracies caused by material inhomogeneity. The derived arithmetic mean, which is presented in Table 7, was used as the initial composition for evaluating base metal separation in the next subchapter.
Notably, as reported by many other researchers, the concentration of silver in a RAM stick should be several times higher than that of gold, which is not consistent with the composition determined [15,21,41]. This discrepancy can be explained by the formation of a silver chloride precipitation in the aqua regia solution. The silver composition was neglected in this work, as the focus lies in the dissolution of gold [42].
3.2. Base Metal Separation
Table 8 displays the leaching yield of each metallic element during the base metal leaching. Since gold is chemically stable against corrosion from sulfuric acid and hydrochloric acid, its quantity remains unchanged during base metal leaching.
In the first set of parameters, only 63.5 wt.% of copper was removed, which also could be observed optically in the leaching residue. The insufficient copper dissolution can be attributed to the fast decomposition of H2O2 to H2O and O2 under the elevated reaction temperature as soon as it was introduced to the solution, which was observed as a sudden formation of bubbles. Furthermore, an increase in reactant concentration and leaching time is reported to have a positive impact on metal leaching yield [43,44]. Therefore, parameter optimization was conducted, as shown in Table 2. As expected, the leaching yield of copper increased significantly from 63.5 wt.% to 97.7 wt.%. The leaching yield of all metallic elements is presented in Table 9. The composition of the material after the first and second sets of base metal leaching parameters is listed in Table 10. The determination of Sn content was only determined after the optimized base metal leaching with the second set of parameters. The gold content increased after the base metal leaching since the total mass of the material decreased due to the separation of base metals. Comparing the metal composition after treatment with the second set of parameters to the first one, a significant improvement of copper separation was achieved, which is expected to benefit gold recovery afterwards.
3.3. Gold Leaching
The leaching yields for gold using the parameters listed in Table 3 were as follows, ranked from highest to lowest: 95.7%, 72.1%, 65.0%, 41.1%, and 21.5% for thiourea, thiosulfate, cyanide, NBS, and iodine–iodide leaching systems, respectively. The leaching yields were calculated based on the composition of the material after base metal leaching.
The influence of temperature and reactant concentration and/or composition were studied by adjusting the corresponding parameters. Base metal separation of the input material for these gold leaching trials was conducted using the first set of parameters (Table 2).
3.3.1. Parameter Investigation of Lixiviants
- Thiosulfate
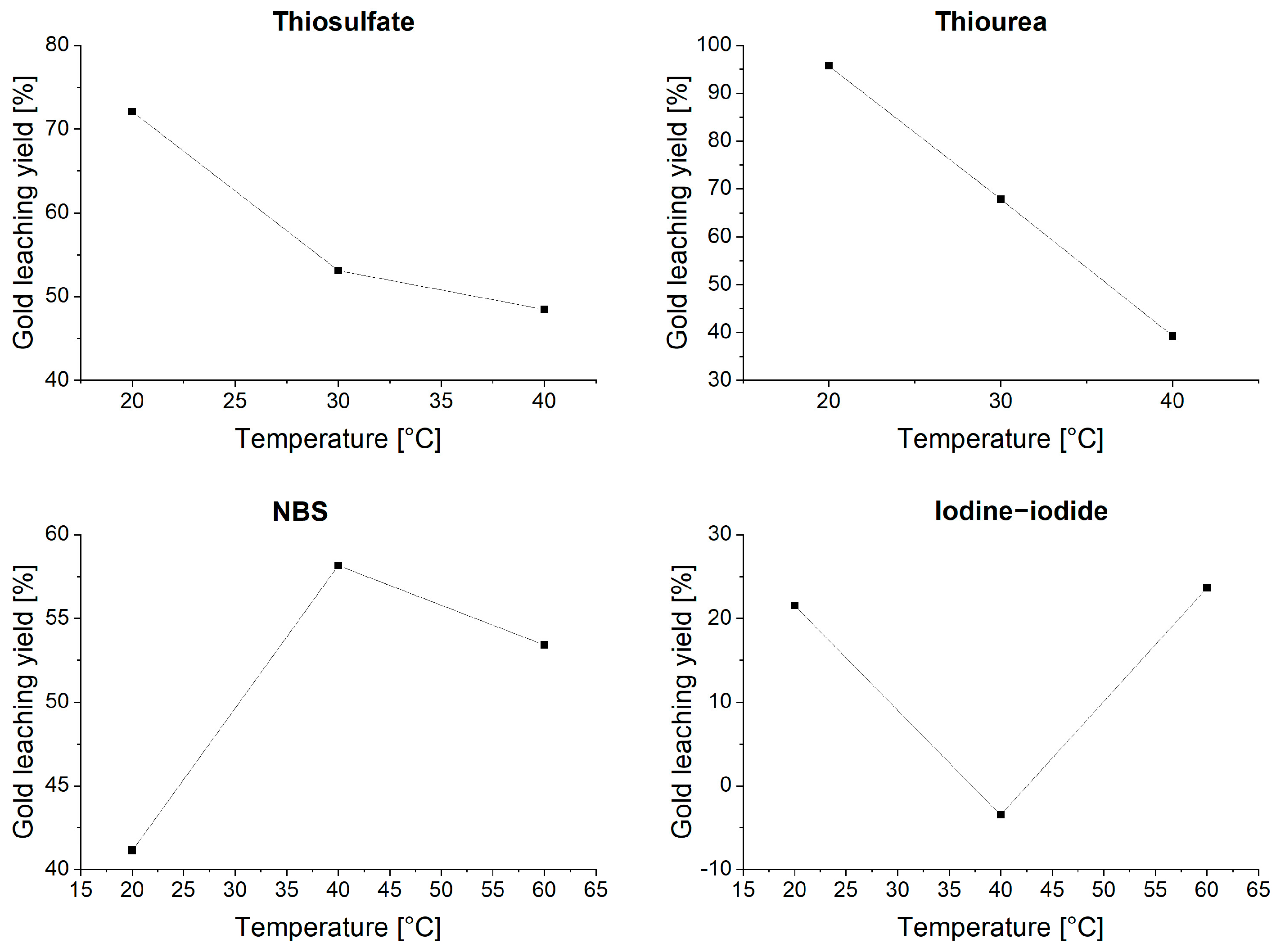
The thiosulfate leaching trials were conducted under the same condition as TU 0 yet under 30 °C and 40 °C, reaching gold leaching yields of 53.1% and 48.5%, respectively (Figure 8). It was observed that the gold leaching yield decreased with increasing temperature, which could be due to the chemical instability of thiosulfate. The activation enthalpy of the oxidation reaction of thiosulfate with cupric ion is 7.8 kJ mol−1, indicating that the reaction is endothermic [45]. According to Le Chatelier’s principle, an increase in temperature favors the endothermic reaction [46]. Therefore, the decomposition of thiosulfate occurs more rapidly at elevated temperatures. As a result, thiosulfate consumption increases, leading to less reactant available for the anodic reaction with gold, resulting in a lower recovery.
The variations in reactant composition and corresponding gold leaching yields for thiosulfate trials are listed in Table 11. The gold leaching yield resulting from the standard parameters is also included as a reference, and the same applies to the other leaching agents.
For both scenarios of cupric ion concentration, 5 mM and 20 mM, an increase in the concentration of ammonium thiosulfate and ammonia generally resulted in higher gold recovery. When comparing the leaching trials conducted with 5 mM Cu(II) sulfate, the trial with the lowest amounts of ammonium thiosulfate and ammonia, which were 0.1 M and 0.2 M, respectively, achieved the minimum gold recovery. The other two trials showed comparable gold recoveries >85%. In the leaching trials with additional 20 mM Cu(II) sulfate, only the trial with the highest ammonium thiosulfate and ammonia concentration reached a leaching yield greater than 85%. With a lower concentration, the gold dissolution was inefficient, especially in the case of 0.2 M (NH4)2S2O3 and 0.4 M NH₄OH, achieving an outlier of only 49% gold recovery. These results suggest that when more cupric ions are present in the solution, higher ammonium thiosulfate and ammonia concentrations are required to achieve the same leaching yield than with fewer cupric ions. Since more ammonia was present in the solution to consume the excess cupric ion, the oxidative degradation of thiosulfate by cupric ion was reduced, allowing more thiosulfate to remain for gold complexation.
- Thiourea
The same temperatures as thiosulfate were also tested in the thiourea leaching system, and gold leaching yields of 67.9% and 39.2% were achieved at 30 °C and 40 °C, respectively (Figure 8). Similarly to the thiosulfate system, a decreasing trend of gold recovery with increasing temperature was observed. The increasing temperature enhanced the reaction of thiourea with copper and nickel, which are also present in the solution and have a greater affinity for complexation with thiourea, thus reducing the availability of thiourea for gold. Furthermore, the thermal instability of thiourea was proposed by Li et al. [32], leading to a reduction in gold leaching yield.
The influence of thiourea concentration was studied in the thiourea trials by reducing and increasing the thiourea concentration to 0.32 M and 1.07 M, respectively. The achieved gold leaching yields are listed in Table 12.
As shown in Table 12, the gold leaching yield decreases with increasing thiourea concentration. A reasonable explanation of this phenomenon is the more rapid formation of sulfidic compounds and passivation layers caused by the oxidation decomposition of thiourea under the presence of base metals due to the increased availability of thiourea. The reaction surface of gold is thus covered, inhibiting its dissolution [47,48].
- Iodine–Iodide
A proportional relationship between temperature and gold recovery yield in iodine–iodide trials is not evident. A gold leaching yield of −3.5% was achieved at 40 °C, while 23.7% was achieved at 60 °C (Figure 8). The negative value occurs due to variation in sample composition and actually suggests zero gold extraction during that trial. The highest gold leaching yield among the three iodine–iodide trials is 23.7%, which is surprising given that iodide forms the most stable complex with gold among all the halogens [18]. In the presence of iodide I−, iodine dissolves in aqueous solution in the form of triiodide I3−. The triiodide can further oxidize elementary gold to soluble gold-iodide complexes AuI2− and AuI4−, whereas the first one predominates in the solution owing to the high formation potential connected with the latter species and hence to be formed [37,49]. According to other researchers, a gold leaching yield > 90% should be achievable in iodine–iodide solvent [22,50]. The low gold recovery can be explained by the consumption of iodide ions by copper. The I2 and KI were present in more than 100 times over-stoichiometric compared to the amount of gold. Thus, a total consumption of these reagents by only gold is not possible. An iodide solution normally shows violet, yellow, red, or brown color, yet a colorless solution was obtained after all the leaching trials [51]. Copper, which is present with the highest concentration among the metallic fraction in the input material, is less noble compared to gold and more easily oxidized than gold. It can react with potassium iodide, forming copper(I)-iodide. It is soluble in iodide solution and endows the solution with no color [52]. This assumption is supported by the colorlessness of the taken liquid samples. The content of copper in the solution amounts to 105.75 mM with a composition of 16.80 wt.% in 20 g input material. The concentration of available iodide ions is smaller than that of copper, which suggests that the iodide ions were consumed by oxidation reaction with copper, resulting in low gold recovery.
In iodine–iodide trials, attempts were also made to determine the most efficient solvent composition. Xu et al. [50] and Sahin [22] replaced the oxidant potassium iodide with hydrogen peroxide or added hydrogen peroxide as an additional oxidant, both achieving excellent gold recoveries of >99.9% and 95%, respectively. To compare the effect of the art and number of oxidation agents, trials with the following solvent compositions are conducted. The achieved gold leaching yields are listed in Table 13.
The highest leaching yield achieved by iodine–iodide system was 31.5%, which is much lower than the expected value of >90%. The cause of this significant difference is assumed to be the same as that presented in the section that studied the influence of temperature factors.
- NBS
In case of NBS, gold leaching yields of 58.2% and 53.4% were achieved in trials under 40 °C and 60 °C, respectively, which is higher than the gold recovery value of 21.5% under room temperature (Figure 8). Despite the improvement, the gold recovery was still inefficient since almost half of the gold still remained unsolved.
The amount of pyridine was also studied in NBS trials. The experiment parameters and results are listed in Table 14.
An explicit relationship between pyridine concentration and leaching yield cannot be observed based on the results. None of the NBS leaching trials were able to achieve sufficient gold recovery under the given conditions.
- Cyanide
For the cyanide system, only the reagent concentration was investigated. An elevated temperature would cause safety issues and would not primarily affect the gold dissolution, so it was intentionally avoided. The studied parameters and the achieved gold leaching yield are presented in Table 15:
A clear increasing trend of gold leaching rate is observed with increasing potassium cyanide addition. As mentioned above, the copper content in the input material amounts to 105.75 mM. Potassium cyanide forms a CuCN compound with copper, which means the same molar amount of KCN is required to react with the existing copper content. Due to the favored cyanide consumption of base metals, an increase in the reactant concentration leads to an increase in gold recovery since more cyanide remained available for the reaction with gold.
3.3.2. Sensitivity of Gold Leaching Lixiviants to Base Metal Content
When comparing the products of the base metal leaching of both sets of parameters, the second set of parameters provides a purer input material for gold leaching, as most base metals could be separated. Existing research findings and observations from the above-described experiment show that the presence of base metals negatively interferes with the gold’s dissolution into the solution [19,53,54]. The solvent is sensitive to base metals such as copper, nickel, and zinc and tends to react with them instead of gold, resulting in high solvent consumption and inhibiting their complexation with gold. Thus, the leaching yield can be increased by reduced base metals content. To prove this assumption, trials of each leaching agent are listed in Table 16, which displays the maximum gold leaching yield in the previous parameter investigation, were repeated with the new input material with improved base metal separation.
The observation of the color of the filtrate or PLS along already shows a change in composition. In the case of thiosulfate, the color of PLS changed into a much lighter blue shade. The PLS of NBS turned from blue to transparent, and that of iodine–iodide changed from transparent to light yellow. This signifies many fewer Cu(II)-ions being dissolved in the solution resulting from the improved base metal leaching and indicates reduced consumption of reactant by base metals. For thiourea and cyanide, no change was observed. Since copper exists in the form of cuprous ions in the formed complexes during dissolution in these two solvents, which are characterized by no color in the aqueous solution, no color changes are recognizable. The results of the gold leaching rate derived from chemical analysis are presented in Table 17. It should be noted that since thiosulfate and thiourea offered the best performance in the previous experiments, the reproducibility of the results gained special interest. Thus, TS 1 and TU 1 were each repeated five times to mitigate the chance variability of the outcomes. Only negligible differences were observed, with relative standard deviations of 0.95% and 2.42% of gold leaching yield in TS 1 and TS 1 trials, respectively. Therefore, only the arithmetic means of TS 1 and TU 1 trials are listed in Table 17, representing the repeated trials.
Almost all leaching agents showed a significant increase in gold leaching yield after enhanced base metal separation, except for thiourea and NBS. The improvement was particularly extreme for iodine–iodide gold leaching, revealing a high sensitivity of the solvent to the presence of base metals. The assumption that the existence of base metals has an inhibiting effect on gold leaching was proven to be correct, highlighting this as one of the major challenges of precious metal extraction from complex input materials and emphasizing the importance of sufficient pretreatment processes.
The leaching experiment using the thiourea leaching system achieved a gold leaching yield of over 95% for both input materials, which were treated with the first and the second set of parameters in the base metal leaching. The reduced amount of base metal did not significantly affect the dissolution of gold in the thiourea leaching solution, indicating a low sensitivity to base metals. On the contrary, despite the minimized amount of existing base metal, NBS was still not able to extract gold sufficiently, showing that NBS is not a suitable reactant for gold complexation and dissolution from the given input material.
- Further Investigation of Thiosulfate and ThioureaGold Leaching
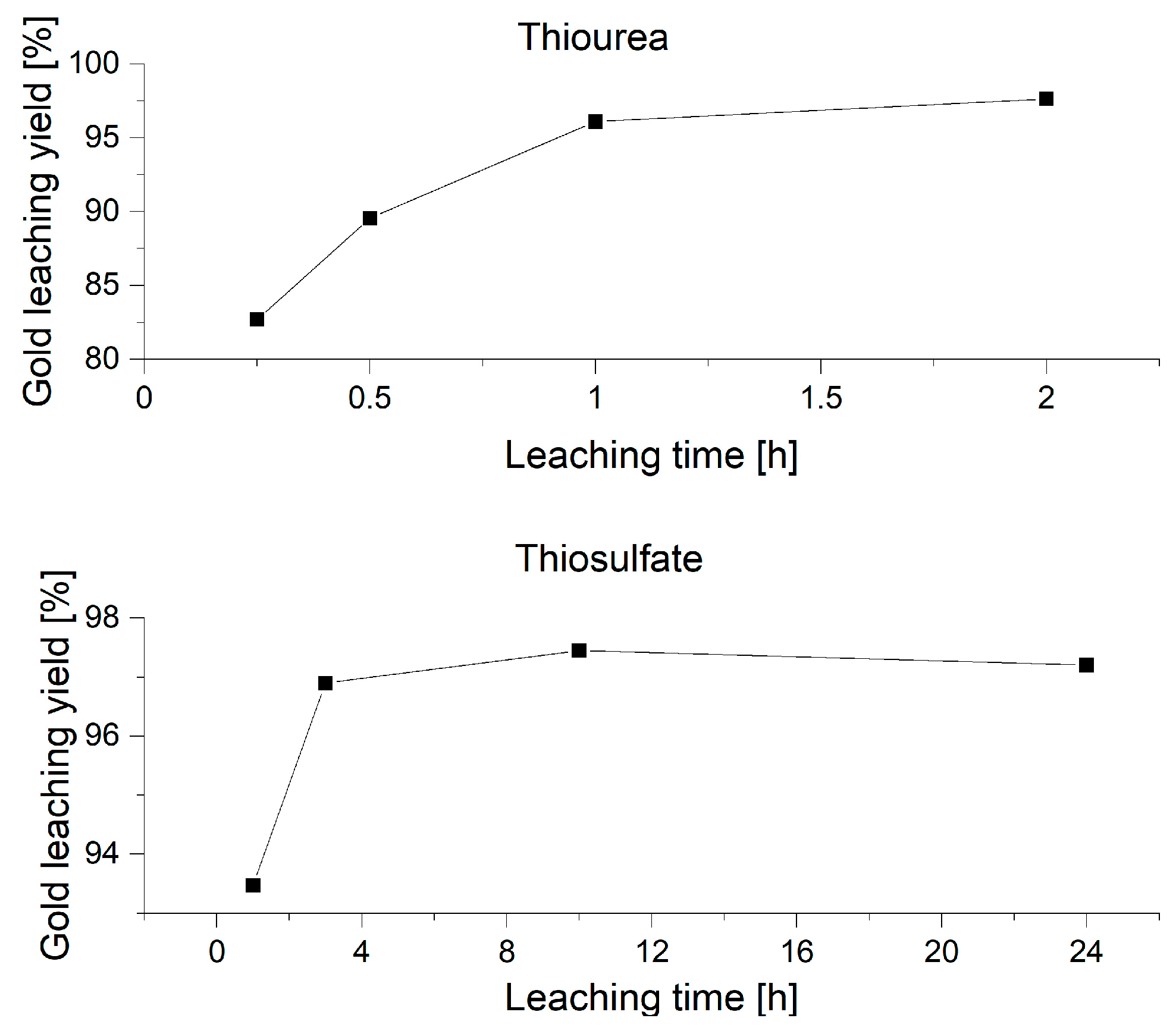
Since the thiosulfate and thiourea systems showed the most promising gold recovery, the influence of reaction time and solvent composition was further investigated. The gold leaching yield of these systems corresponding to reaction time is plotted in Figure 9.
The gold dissolution in both solvents showed a steep ascent and then experienced a small and steady increase. The rapid leaching rate at the beginning could be caused by the small particle size of gold, and very soon, almost all the existing gold was already dissolved into the solution. Looking at the development of the leaching rate of thiosulfate, it almost approached zero after three hours of leaching, which means that most of the gold dissolution had already occurred and terminated in the first three hours, suggesting that a leaching time of three hours could already be sufficient to exhaust the dissolution capacity of thiosulfate with the given parameters. Another reason for the reduced leaching rate could be the formation of a passivation film covering the gold particles, which consists of Cu sulfidic complexes originating from thiosulfate and thiourea decomposition [15]. This formed passivation film inhibits the contact between gold and the leaching reactant so that the reaction rate decreased rapidly. Moreover, the leaching yield drops slightly with time from 12 h to 24 h, indicating the occurrence of reduction of already-dissolved gold with prolonged reaction time, very likely through the presence of base metals. The approaching trend to zero leaching rate in the thiourea trials is less prominent, which means the chosen reaction time is relatively rational.
The solvent compositions of the thiourea and thiosulfate trials are presented in Table A1 and Table A2, respectively. The effect of higher and lower concentrations of iron(III) sulfate, sulfuric acid, and thiourea—with TS 1 as reference trial—were investigated separately (Figure 10).
Varying the amount of added ferric sulfate led to less leaching efficiency compared to the reference. The pH value of the leaching solution was measured before the input material was charged. The pH value of the five TS 1 leaching solutions ranged from 0.92 to 0.99 (±0.01). The pH changed to 1.19 and 0.74 by reducing and increasing the sulfuric acid concentration, respectively, and resulted in decreased gold leaching yield. Thus, a pH of around 0.9–1 was shown to be most suitable for the given material. A slight increase in gold leaching yield by increasing the thiourea concentration was observed. This contradicts the conclusion reached in the first experimental phase, in which an increase in thiourea concentration was not favored. That was caused by the higher availability of thiourea for reaction with copper, thus more rapid passivation layer formation due to thiourea decomposition. After the optimization of base metal leaching, concentration of copper present in the input material of gold leaching was reduced, and so was the passivation layer formation.
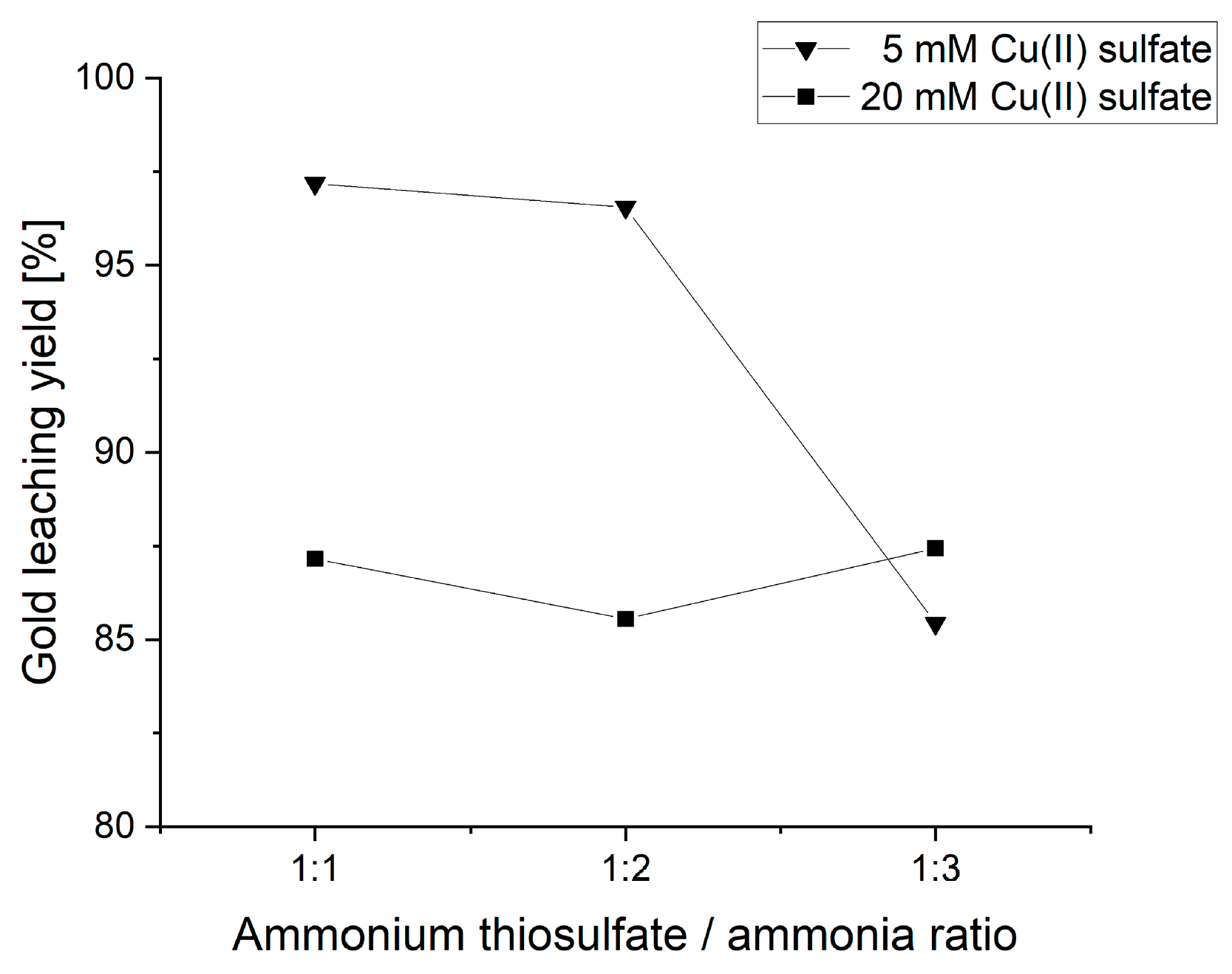
In the previous parameter investigation of solvent composition, the concentration of ammonium thiosulfate and ammonium was varied, but the ratio between them was kept constant at 1:2. Therefore, the influence of changing reactant ratio to 1:1 and 1:3 was further analyzed, with TS 1 as a reference trial. For each of these trials, another comparison series of experiments with 2 mM instead of 5 mM was also conducted because the optimum copper(II) sulfate concentration may need to be adjusted due to a significant decrease in the copper concentration in the input material. Additionally, the possibility of shortening the necessary reaction time by increasing the copper(II) sulfate concentration in TS 1 to 20 mM was also tested. The result is presented in Figure 11.
The maximum gold recovery of 97.2% among the parameter investigation trials was achieved by the leaching solution consisting of 5 mM copper(II) sulfate, 0.2 M ammonia, and 0.2 M ammonium thiosulfate (1:1 ratio). It can be observed from the two curves in Figure 11 that a copper sulfate concentration of 5 mM is still favored for the gold extraction despite the reduced copper content in the input material. The rising course of the 20 mM copper(II) sulfate curve again proves the previous assumption that more ammonia is needed to form a cupric tetra-amine complex when more cupric ions are present in the solution. This complex accelerates the reaction of thiosulfate with gold and stabilizes the gold thiosulfate complex [17]. By reducing the reaction time to 12 h, a higher gold leaching yield of 93.3% was achieved compared to the 24 h trial with the same composition containing 20 mM Cu(II) sulfate. This again proves the occurrence of gold reduction with prolonged reaction time. However, the result is still not comparable to the gold recovery of TS 1.
4. Conclusions
In the first stage of this research, the benefits of thermal and mechanical pretreatment for subsequent hydrometallurgical metal recovery are shown. The crushed black mass was leached by two different parameter sets with very different results. The first set of parameters resulted in an insufficient metal, especially copper, extraction yield (63.5% Cu, 100% Fe, 88.4% Al, 88.0% Ni, 100% Zn). After a slight parameter adaptation (as reduced T and continuous H2O2 addition, etc.), all base metals could be separated nearly completely.
Gold extraction by use of different lixiviants from the two leaching residues showed interesting results in terms of reagent stability and co-dissolution of base metal impurities. Despite their reported sensibility for the metal impurities such as Cu and Fe, thiosulfate and thiourea maintained stable leaching conditions and extracted up to 97% gold from the input material of the first set of parameters, which showed an insufficient base metal separation. Other lixiviants achieved a gold recovery of less than 80% under similar conditions due to high reagent consumption and complexation. Gold extraction from input material with low base metal concentrations resulted in a reproducible recovery of more than 97% for thiosulfate and thiourea, which were achieved using the following parameters: 0.3 M thiourea, 10 mM iron(III) sulfate, and 0.1 M sulfuric acid for thiourea; 5 mM copper(II) sulfate, 0.2 M ammonia, and 0.2 M ammonium thiosulfate for thiosulfate. At the same time, gold recovery using cyanide and iodine-iodide also highly increased to up to 95% and 79%, respectively, due to a significantly decreased concentration of copper.
The results of this research disclose the potential for more efficient hydrometallurgical gold recovery using thiosulfate or thiourea from PCBs with a significant base metal content. These reagents were capable of efficiently recovering gold despite a significant impurity level of copper. More extensive mechanophysical processing could reduce the base metal concentration to a level that allows direct gold leaching without prior hydrometallurgical treatment.
Author Contributions
The conceptualization and methodology of the research as well as writing (review and editing) were performed by the corresponding author. Experimental investigation, evaluation, and visualization of results as well as writing (original draft) were conducted by Z.G. under the supervision and validation of A.B. Review and editing were performed by D.V. The research was conducted under B.F.’s supervision and project administration. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Supporting data can be provided on demand.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
Table A1.
The experimental parameters for the study of the influence of reactant concentration of thiourea gold leaching trials with pyrolyzed and chemical-pretreated RAM under room temperature (20 °C), 2 h, s/l 1:25, 450 rpm stirring rate, with the following parameters as reference: 0.3 M CH4N2S, 10 mM Fe2(SO4)3, 0.1 M H2SO4.
Table A1.
The experimental parameters for the study of the influence of reactant concentration of thiourea gold leaching trials with pyrolyzed and chemical-pretreated RAM under room temperature (20 °C), 2 h, s/l 1:25, 450 rpm stirring rate, with the following parameters as reference: 0.3 M CH4N2S, 10 mM Fe2(SO4)3, 0.1 M H2SO4.
| 0.2 M CH4N2S | 0.3 M CH4N2S | 0.3 M CH4N2S |
| 10 mM Fe2(SO4)3 | 5 mM Fe2(SO4)3 | 10 mM Fe2(SO4)3 |
| 0.1 M H2SO4 | 0.1 M H2SO4 | 0.2 M H2SO4 |
| 0.4 M CH4N2S | 0.3 M CH4N2S | 0.3 M CH4N2S |
| 10 mM Fe2(SO4)3 | 20 mM Fe2(SO4)3 | 10 mM Fe2(SO4)3 |
| 0.1 M H2SO4 | 0.1 M H2SO4 | 0.05 M H2SO4 |
Table A2.
The experimental parameters for the study of the influence of reactant concentration of thiosulfate gold leaching trials with pyrolyzed and chemical-pretreated RAM under room temperature (20 °C), 2 h, s/l 1:25, 450 rpm stirring rate, with the following parameters as reference: 0.2 M (NH4)2S2O3, 5 mM CuSO4, 0.4 M NH₄OH.
Table A2.
The experimental parameters for the study of the influence of reactant concentration of thiosulfate gold leaching trials with pyrolyzed and chemical-pretreated RAM under room temperature (20 °C), 2 h, s/l 1:25, 450 rpm stirring rate, with the following parameters as reference: 0.2 M (NH4)2S2O3, 5 mM CuSO4, 0.4 M NH₄OH.
| 5 mM CuSO4 | 20 mM CuSO4 | 20 mM CuSO4 |
| 0.2 M (NH4)2S2O3 | 0.2 M (NH4)2S2O3 | 0.2 M (NH4)2S2O3 |
| 0.2 M NH₄OH | 0.2 M NH₄OH | 0.4 M NH₄OH |
| 5 mM CuSO4 0.2 M (NH4)2S2O3 0.6 M NH₄OH | 20 mM CuSO4 0.2 M (NH4)2S2O3 0.6 M NH₄OH | 20 mM CuSO4 0.2 M (NH4)2S2O3 0.4 M NH₄OH Reaction time 12 h |
References
- Korte, F.; Coulston, F. Some Considerations on the Impact on Ecological Chemical Principles in Practice with Emphasis on Gold Mining and Cyanide. Ecotoxicol. Environ. Saf. 1998, 41, 119–129. [Google Scholar] [CrossRef] [PubMed]
- Vaughan, J. The Process Mineralogy of Gold: The Classification of Ore Types. JOM 2004, 56, 46–48. [Google Scholar] [CrossRef]
- Adams, M.D. Overview of the Gold Mining Industry and Major Gold Deposits. In Gold Ore Processing; Elsevier: Amsterdam, The Netherlands, 2016; pp. 25–30. [Google Scholar]
- Goodman, P. Current and Future Uses of Gold in Electronics. Gold Bull. 2002, 35, 21–26. [Google Scholar] [CrossRef]
- Rao, M.D.; Singh, K.K.; Morrison, C.A.; Love, J.B. Challenges and Opportunities in the Recovery of Gold from Electronic Waste. RSC Adv. 2020, 10, 4300–4309. [Google Scholar] [CrossRef]
- Charles, R.G.; Douglas, P.; Hallin, I.L.; Matthews, I.; Liversage, G. An Investigation of Trends in Precious Metal and Copper Content of RAM Modules in WEEE: Implications for Long Term Recycling Potential. Waste Manag. 2017, 60, 505–520. [Google Scholar] [CrossRef]
- Hao, J.; Wang, X.; Wang, Y.; Wu, Y.; Guo, F. Optimizing the Leaching Parameters and Studying the Kinetics of Copper Recovery from Waste Printed Circuit Boards. ACS Omega 2022, 7, 3689–3699. [Google Scholar] [CrossRef]
- Rene, E.R.; Sethurajan, M.; Kumar Ponnusamy, V.; Kumar, G.; Bao Dung, T.N.; Brindhadevi, K.; Pugazhendhi, A. Electronic Waste Generation, Recycling and Resource Recovery: Technological Perspectives and Trends. J. Hazard. Mater. 2021, 416, 125664. [Google Scholar] [CrossRef]
- Akcil, A.; Erust, C.; Gahan, C.S.; Ozgun, M.; Sahin, M.; Tuncuk, A. Precious Metal Recovery from Waste Printed Circuit Boards Using Cyanide and Non-Cyanide Lixiviants—A Review. Waste Manag. 2015, 45, 258–271. [Google Scholar] [CrossRef]
- Cui, J.; Zhang, L. Metallurgical Recovery of Metals from Electronic Waste: A Review. J. Hazard. Mater. 2008, 158, 228–256. [Google Scholar] [CrossRef]
- Adams, M.D. Advances in Gold Ore Processing; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Petersen, J. Heap Leaching as a Key Technology for Recovery of Values from Low-Grade Ores—A Brief Overview. Hydrometallurgy 2016, 165, 206–212. [Google Scholar] [CrossRef]
- Aylmore, M.G.; Muir, D.M. Thiosulfate Leaching of Gold—A Review. Miner. Eng. 2001, 14, 135–174. [Google Scholar] [CrossRef]
- Salkowski, A.A.; Penney, D.G. Cyanide Poisoning in Animals and Humans: A Review. Vet. Hum. Toxicol. 1994, 36, 455–466. [Google Scholar] [PubMed]
- Birich, A. Early Stage Gold Recovery from Printed Circuit Boards via Thiosulfate Leaching; Shaker Verlag: Herzogenrath, Germany, 2020; ISBN 978-3-8440-7695-0. [Google Scholar]
- Syed, S. Recovery of Gold from Secondary Sources—A Review. Hydrometallurgy 2012, 115–116, 30–51. [Google Scholar] [CrossRef]
- Kaya, M. Electronic Waste and Printed Circuit Board Recycling Technologies the Minerals, Metals & Materials Series, 1st ed.; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Gökelma, M.; Birich, A.; Stopic, S.; Friedrich, B.; Gökelma, M.; Birich, A.; Stopic, S.; Friedrich, B. A Review on Alternative Gold Recovery Re-Agents to Cyanide. J. Mater. Sci. Chem. Eng. 2016, 4, 8–17. [Google Scholar] [CrossRef]
- Ha, V.H.; Lee, J.C.; Jeong, J.; Hai, H.T.; Jha, M.K. Thiosulfate Leaching of Gold from Waste Mobile Phones. J. Hazard. Mater. 2010, 178, 1115–1119. [Google Scholar] [CrossRef] [PubMed]
- Ippolito, N.M.; Medici, F.; Pietrelli, L.; Piga, L. Effect of Acid Leaching Pre-Treatment on Gold Extraction from Printed Circuit Boards of Spent Mobile Phones. Materials 2021, 14, 362. [Google Scholar] [CrossRef] [PubMed]
- Altansukh, B.; Haga, K.; Ariunbolor, N.; Kawamura, S.; Shibayama, A. Leaching and Adsorption of Gold from Waste Printed Circuit Boards Using Iodine-Iodide Solution and Activated Carbon. Eng. J. 2016, 20, 29–40. [Google Scholar] [CrossRef]
- Sahin, M.; Akcil, A.; Erust, C.; Altynbek, S.; Gahan, C.S.; Tuncuk, A. A Potential Alternative for Precious Metal Recovery from E-Waste: Iodine Leaching. Sep. Sci. Technol. 2015, 50, 2587–2595. [Google Scholar] [CrossRef]
- Wordsworth, J.; Khan, N.; Blackburn, J.; Camp, J.E.; Angelis-Dimakis, A. Technoeconomic Assessment of Organic Halide Based Gold Recovery from Waste Electronic and Electrical Equipment. Resources 2021, 10, 17. [Google Scholar] [CrossRef]
- Chae, S.; Yoo, K.; Tabelin, C.B.; Alorro, R.D. Hydrochloric Acid Leaching Behaviors of Copper and Antimony in Speiss Obtained from Top Submerged Lance Furnace. Metals 2020, 10, 1393. [Google Scholar] [CrossRef]
- Huang, Y.F.; Chou, S.L.; Lo, S.L. Gold Recovery from Waste Printed Circuit Boards of Mobile Phones by Using Microwave Pyrolysis and Hydrometallurgical Methods. Sustain. Environ. Res. 2022, 32, 6. [Google Scholar] [CrossRef]
- Ficeriová, J.; Baláž, P.; Gock, E. Leaching of Gold, Silver and Accompanying Metals from Circuit Boards (PCBs) Waste. Acta Montan. Slovaca Ročník 2011, 16, 128–131. [Google Scholar]
- Kamberović, Ž.; Korac, M.S.; Ranitovic, M. Hydrometallurgical Process for Extraction of Metals from Electronic Waste-Part II: Development of the Processes for the Recovery of Copper from Printed Circuit Boards (PCBs). Metalurgija-MJoM 2011, 17, 139–149. [Google Scholar]
- Fritz, B.; Aichele, C.; Schmidt, M. Environmental Impact of High-Value Gold Scrap Recycling. Int. J. Life Cycle Assess. 2020, 25, 1930–1941. [Google Scholar] [CrossRef] [PubMed]
- Diaz, F.; Flerus, B.; Nagraj, S.; Bokelmann, K.; Stauber, R.; Friedrich, B. Comparative Analysis about Degradation Mechanisms of Printed Circuit Boards (PCBs) in Slow and Fast Pyrolysis. J. Sustain. Metall. 2018, 4, 205–221. [Google Scholar] [CrossRef]
- Latacz, D.; Diaz, F.; Birich, A.; Flerus, B. WEEE Recycling at IME–RWTH Aachen: From Basic Metal Recovery to Resource Efficiency. World Metall.–ERZMETALL 2020, 73, 155–162. [Google Scholar]
- Popović, A.; Manojlović, V.; Adnadjević, B.; Petrović, J.; Kamberović, Ž.; Ranitović, M. Recovery of Rare-Earth Elements from Printed Circuit Boards by Vacuum Pyrolysis and Multiple Electrostatic Separation. Processes 2022, 10, 1152. [Google Scholar] [CrossRef]
- Li, J.-Y.; Xu, X.-L.; Liu, W.-Q. Thiourea Leaching Gold and Silver from the Printed Circuit Boards of Waste Mobile Phones. Waste Manag. 2012, 32, 1209–1212. [Google Scholar] [CrossRef]
- Xu, Q.; Chen, D.; Chen, L.; Huang, M. Gold Leaching from WPCB by Iodine Process. Nonferrous Met. 2010, 62, 88–90. [Google Scholar]
- Yue, C.; Sun, H.; Liu, W.J.; Guan, B.; Deng, X.; Zhang, X.; Yang, P. Environmentally benign, rapid, and selective extraction of gold from ores and waste electronic materials. Angew. Chem. 2017, 129, 9459–9463. [Google Scholar] [CrossRef]
- Xie, F.; Chen, J.-N.; Wang, J.; Wang, W. Review of Gold Leaching in Thiosulfate-Based Solutions. Trans. Nonferrous Met. Soc. China 2021, 31, 3506–3529. [Google Scholar] [CrossRef]
- Li, J.; Miller, J.D. A Review of Gold Leaching in Acid Thiourea Solutions. Miner. Process. Extr. Metall. Rev. 2006, 27, 177–214. [Google Scholar] [CrossRef]
- Konyratbekova, S.S.; Baikonurova, A.; Ussoltseva, G.A.; Erust, C.; Akcil, A. Thermodynamic and Kinetic of Iodine-Iodide Leaching in Gold Hydrometallurgy. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2015, 25, 3774–3783. [Google Scholar] [CrossRef]
- Crundwell, F.K.; Godorr, S.A. A Mathematical Model of the Leaching of Gold in Cyanide Solutions. Hydrometallurgy 1997, 44, 147–162. [Google Scholar] [CrossRef]
- Panda, R.; Dinkar, O.S.; Jha, M.K.; Pathak, D.D. Recycling of Gold from Waste Electronic Components of Devices. Korean J. Chem. Eng. 2020, 37, 111–119. [Google Scholar] [CrossRef]
- Eisele, J.A.; Hunt, A.H.; Lampshire, D.L. Leaching Gold-Silver Ores With Sodium Cyanide and Thiourea Under Comparable Conditions; US Department of the Interior, Bureau of Mines: Washington, DC, USA, 1988. [Google Scholar]
- Cui, H.; Anderson, C.G. Literature Review of Hydrometallurgical Recycling of Printed Circuit Boards (PCBs). J. Adv. Chem. Eng. 2016, 6, 142–153. [Google Scholar] [CrossRef]
- Mooiman, M.B.; Simpson, L. Refining of Gold- and Silver-Bearing Doré. In Gold Ore Processing; Elsevier: Amsterdam, The Netherlands, 2016; pp. 595–615. [Google Scholar] [CrossRef]
- Rajahalme, J.; Perämäki, S.; Budhathoki, R.; Väisänen, A. Effective Recovery Process of Copper from Waste Printed Circuit Boards Utilizing Recycling of Leachate. JOM 2021, 73, 980–987. [Google Scholar] [CrossRef]
- Mohanty, U.S.; Rintala, L.; Halli, P.; Taskinen, P.; Lundström, M. Hydrometallurgical Approach for Leaching of Metals from Copper Rich Side Stream Originating from Base Metal Production. Metals 2018, 8, 40. [Google Scholar] [CrossRef]
- Unguresan, M.L.; Niac, G. Investigation of Copper(II)—Thiosulfate Reaction Kinetics. Inorg. React. Mech. 2007, 6, 239–245. [Google Scholar] [CrossRef]
- Petrucci, R.H.; Geoffrey Herring, F.; Madura, J.D.; Bissonnette, C. General Chemistry: Principles and Modern Applications, 10th ed.; Pearson Prentice Hall: Hoboken, NJ, USA, 2010. [Google Scholar]
- Zheng, S.; Wang, Y.Y.; Chai, L.Y. Research Status and Prospect of Gold Leaching in Alkaline Thiourea Solution. Miner. Eng. 2006, 19, 1301–1306. [Google Scholar] [CrossRef]
- Li, J.; Miller, J.D. Reaction Kinetics of Gold Dissolution in Acid Thiourea Solution Using Ferric Sulfate as Oxidant. Hydrometallurgy 2007, 89, 279–288. [Google Scholar] [CrossRef]
- Liang, C.J.; Li, J.Y. Recovery of Gold in Iodine-Iodide System—A Review. Sep. Sci. Technol. 2018, 54, 1055–1066. [Google Scholar] [CrossRef]
- Xu, Q.; Chen, D.-H.; Liang, C.; Huang, M.-H. Electrodepositing Gold of Iodine Leaching Solution from Waste Printed Circuit Board. Chin. J. Nonferrous Met. 2009, 19, 1130–1135. [Google Scholar]
- Hilfebrand, J.H.; Leox Glascock, B. The Color of Iodine Solutions. J. Am. Chem. Soc. 1909, 31, 26–31. [Google Scholar] [CrossRef]
- Smith, L. Holt Inorganic Syntheses; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 1983; Volume 22, ISBN 978-0-470-13253-1. [Google Scholar]
- Tripathi, A.; Kumar, M.; Sau, D.C.; Agrawal, A.; Chakravarty, S.; Mankhand, T.R. Leaching of Gold from the Waste Mobile Phone Printed Circuit Boards (PCBs) with Ammonium Thiosulphate. Int. J. Metall. Eng. 2012, 1, 17–21. [Google Scholar] [CrossRef]
- Breuer, P.L.; Jeffrey, M.I. Copper Catalysed Oxidation of Thiosulfate by Oxygen in Gold Leach Solutions. Miner. Eng. 2003, 16, 21–30. [Google Scholar] [CrossRef]
Figure 1.
Diverse kinds of RAM sticks with a similar structure as raw material, stacked together in a metal tray for preparation for pyrolysis.
Figure 1.
Diverse kinds of RAM sticks with a similar structure as raw material, stacked together in a metal tray for preparation for pyrolysis.
Figure 2.
Flow chart of the performed process steps. PLS stands for pregnant leaching solutions.
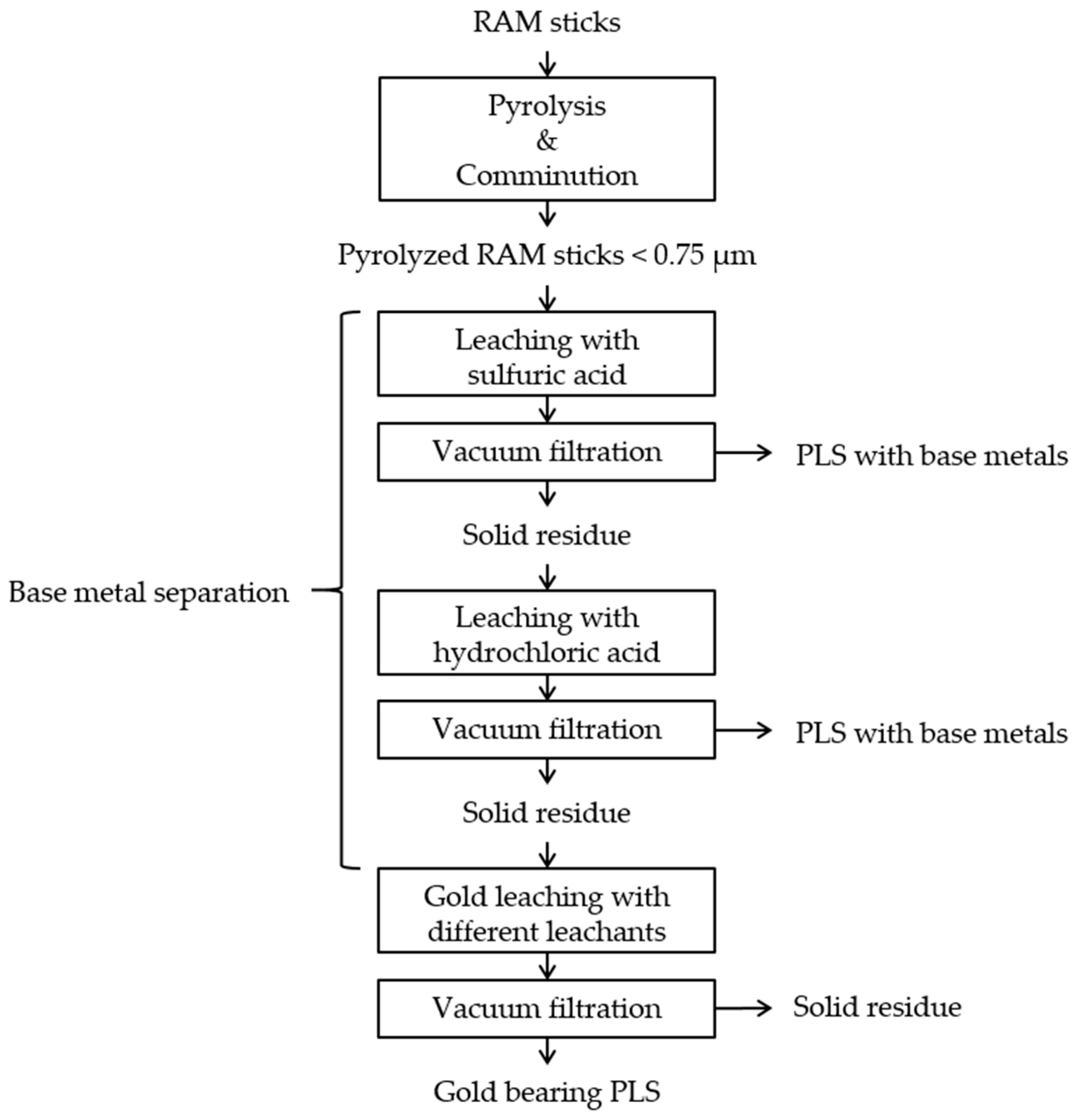
Figure 3.
Flow sheet of the pyrolysis and comminution process of the RAM and the corresponding mass change of each treatment step.
Figure 3.
Flow sheet of the pyrolysis and comminution process of the RAM and the corresponding mass change of each treatment step.

Figure 4.
Optical microscopy image of the pyrolyzed and crushed RAM (<0.75 mm) at 100× magnification.
Figure 4.
Optical microscopy image of the pyrolyzed and crushed RAM (<0.75 mm) at 100× magnification.

Figure 5.
Grain size distribution of the RAM particles after pyrolysis and comminution to <0.75 mm determined by dynamic image analysis.
Figure 5.
Grain size distribution of the RAM particles after pyrolysis and comminution to <0.75 mm determined by dynamic image analysis.
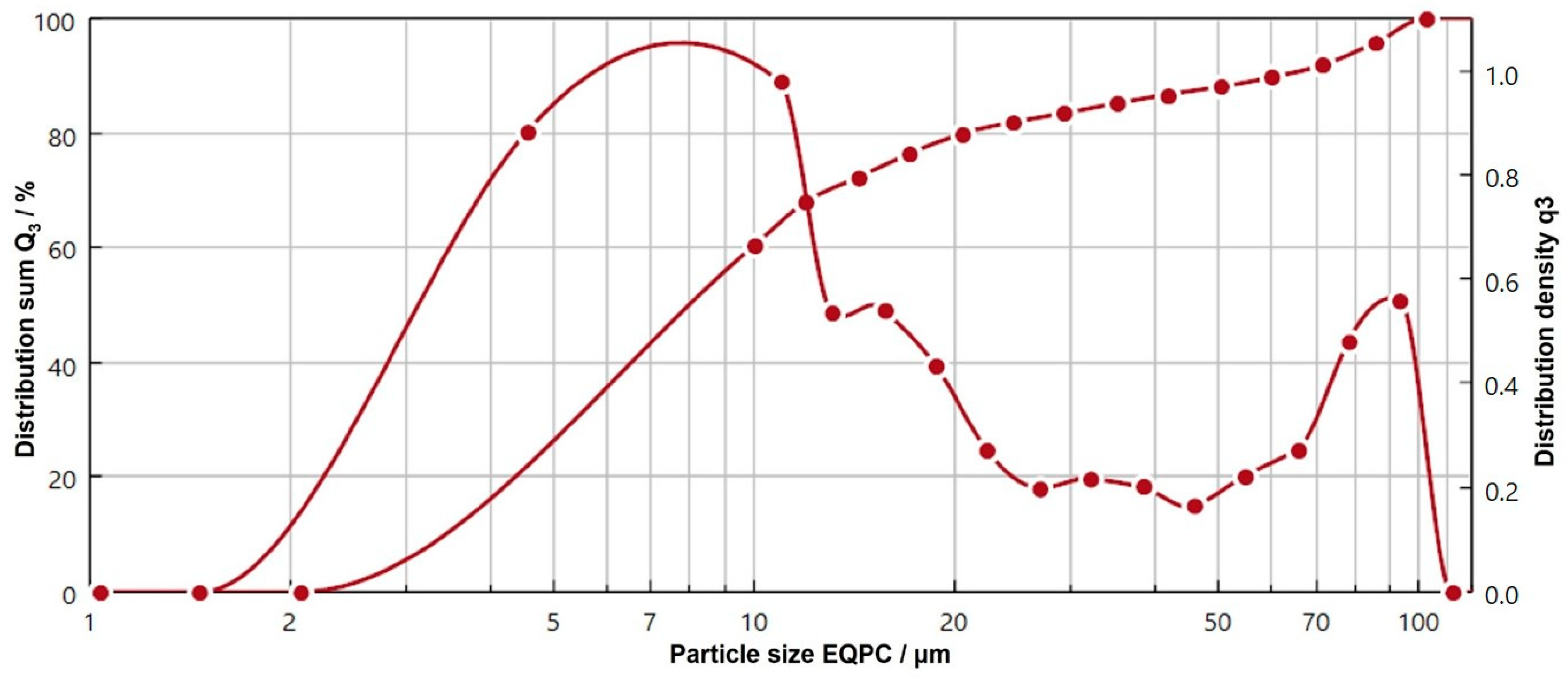
Figure 6.
Distribution of the aspect ratio of the RAM particles after pyrolysis and comminution to <0.75 mm determined by dynamic image analysis.
Figure 6.
Distribution of the aspect ratio of the RAM particles after pyrolysis and comminution to <0.75 mm determined by dynamic image analysis.
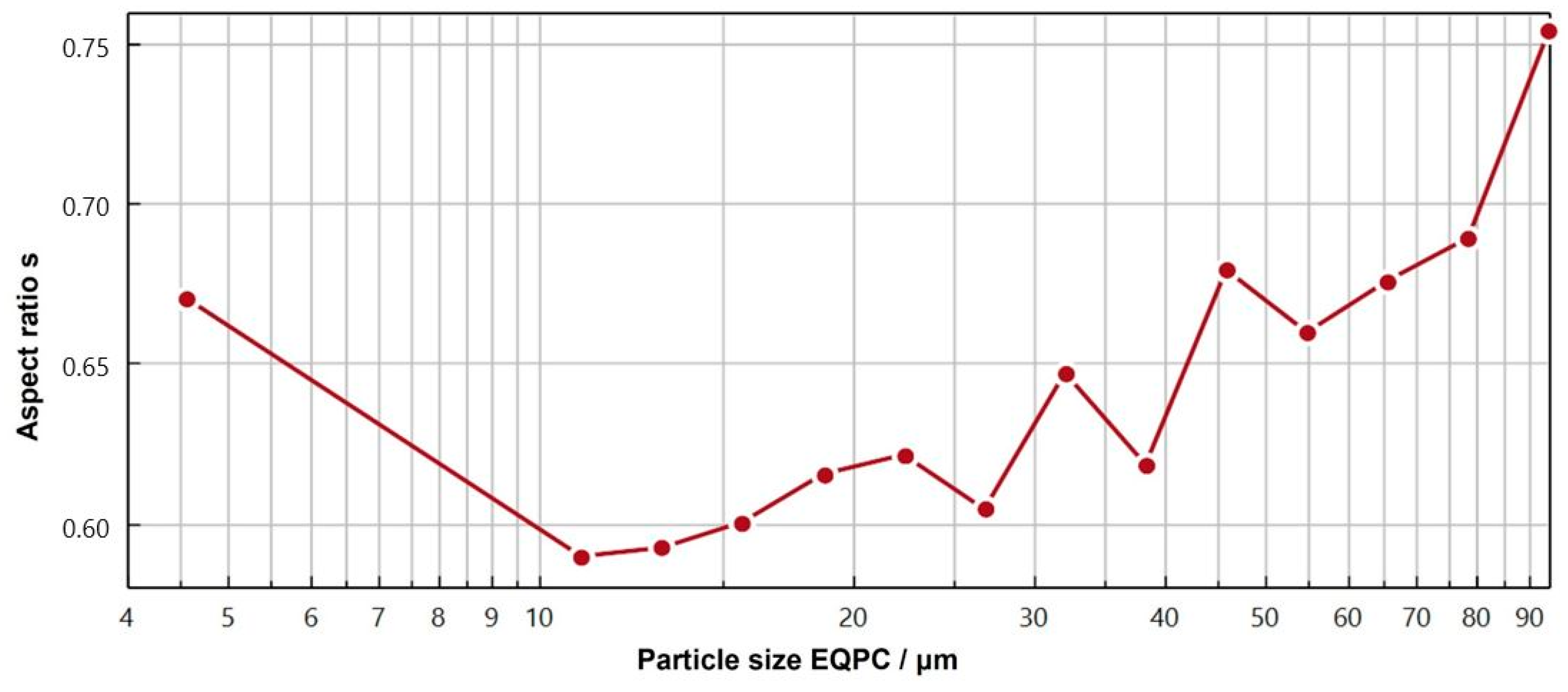
Figure 7.
Images of some RAM particles after pyrolysis and comminution to <0.75 mm captured by the camera in the dynamic image analysis device.
Figure 7.
Images of some RAM particles after pyrolysis and comminution to <0.75 mm captured by the camera in the dynamic image analysis device.
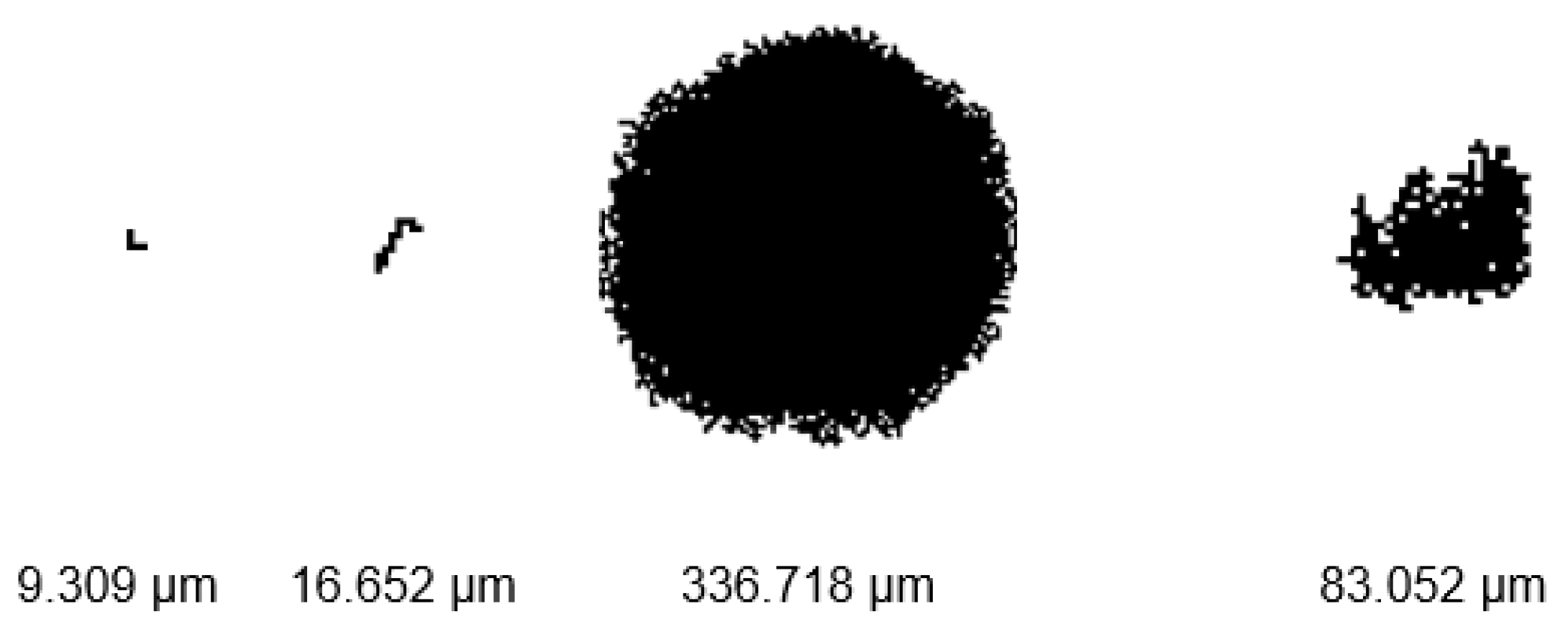
Figure 8.
The relationship between changing reaction temperature and gold leaching yield in thiosulfate (top left), thiourea (top right), NBS (bottom left), and iodine–iodide (bottom right) solvent systems from pyrolyzed and chemical-pretreated RAM.
Figure 8.
The relationship between changing reaction temperature and gold leaching yield in thiosulfate (top left), thiourea (top right), NBS (bottom left), and iodine–iodide (bottom right) solvent systems from pyrolyzed and chemical-pretreated RAM.

Figure 9.
The relationship between reaction time and gold leaching yield in thiourea (top) and thiosulfate (bottom) trials with the parameters for thiosulfate: 0.2 M (NH4)2S2O3, 5 mM CuSO4, 0.4 M NH₄OH and parameters for thiourea: 0.3 M CH4N2S, 10 mM Fe2(SO4)3, 0.1 M H2SO4, both under room temperature (20 °C), s/l ratio 1:25, 450 rpm stirring rate.
Figure 9.
The relationship between reaction time and gold leaching yield in thiourea (top) and thiosulfate (bottom) trials with the parameters for thiosulfate: 0.2 M (NH4)2S2O3, 5 mM CuSO4, 0.4 M NH₄OH and parameters for thiourea: 0.3 M CH4N2S, 10 mM Fe2(SO4)3, 0.1 M H2SO4, both under room temperature (20 °C), s/l ratio 1:25, 450 rpm stirring rate.

Figure 10.
The influence of reactant concentration of thiourea gold leaching trials with pyrolyzed and chemical-pretreated RAM under room temperature (20 °C), 2 h, s/l 1:25, 450 rpm stirring rate, with the following parameters as reference: 0.3 M CH4N2S, 10 mM Fe2(SO4)3, 0.1 M H2SO4.
Figure 10.
The influence of reactant concentration of thiourea gold leaching trials with pyrolyzed and chemical-pretreated RAM under room temperature (20 °C), 2 h, s/l 1:25, 450 rpm stirring rate, with the following parameters as reference: 0.3 M CH4N2S, 10 mM Fe2(SO4)3, 0.1 M H2SO4.
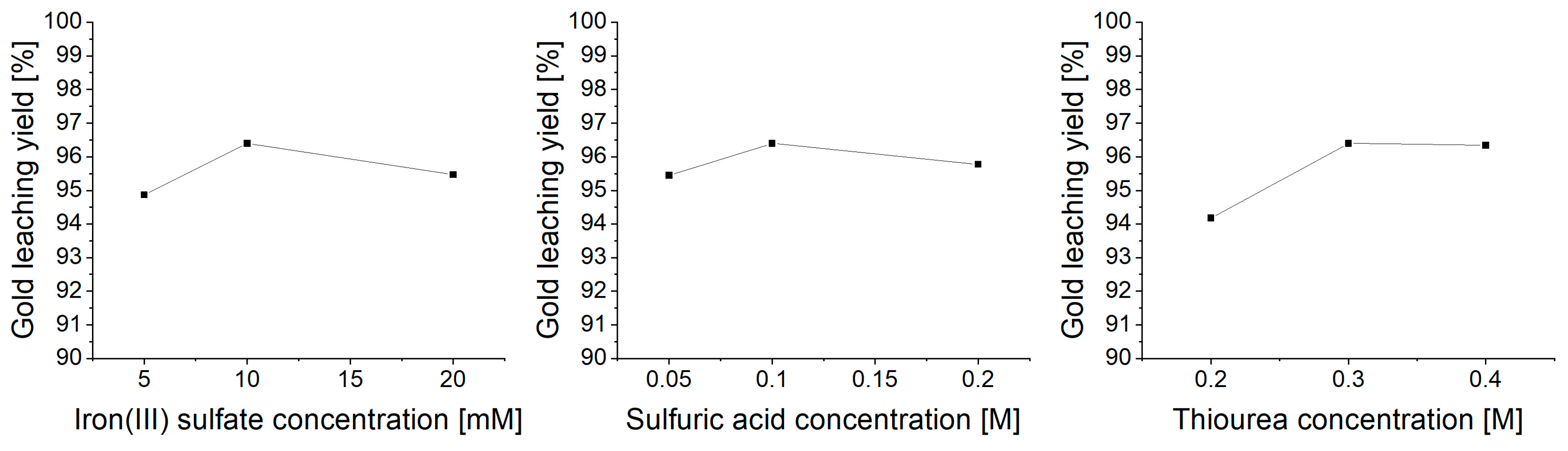
Figure 11.
The influence of reactant concentration of thiosulfate gold leaching trials with pyrolyzed and chemical-pretreated RAM under room temperature (20 °C), 2 h, s/l 1:25, 450 rpm stirring rate, with the following parameters as reference: 0.2 M (NH4)2S2O3, 5 mM CuSO4, 0.4 M NH4OH 3.
Figure 11.
The influence of reactant concentration of thiosulfate gold leaching trials with pyrolyzed and chemical-pretreated RAM under room temperature (20 °C), 2 h, s/l 1:25, 450 rpm stirring rate, with the following parameters as reference: 0.2 M (NH4)2S2O3, 5 mM CuSO4, 0.4 M NH4OH 3.
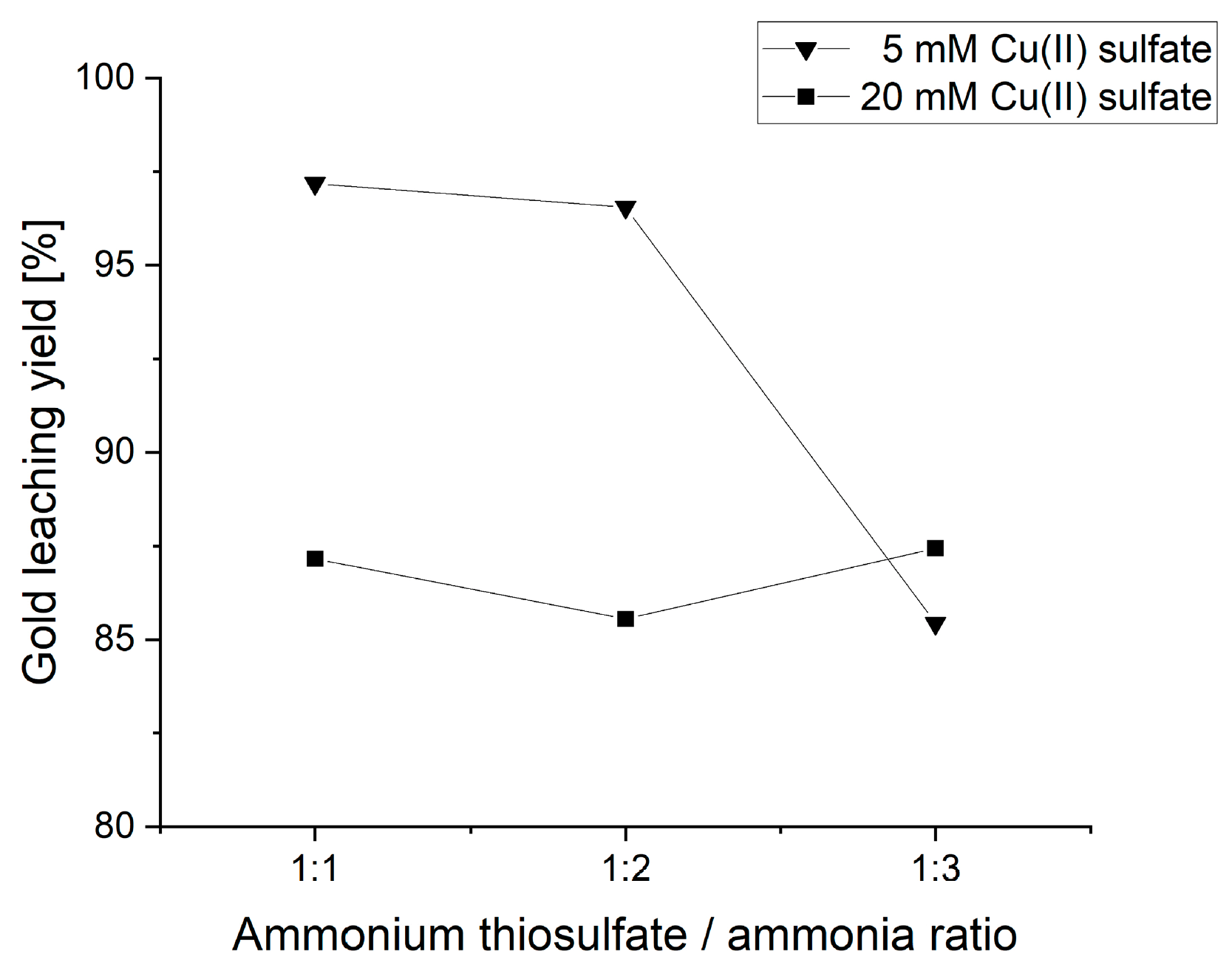
Table 2.
The first set of experimental parameters for base metal leaching of pyrolyzed and comminuted RAMs.
Table 2.
The first set of experimental parameters for base metal leaching of pyrolyzed and comminuted RAMs.
| Trial | Reactant | Temperature | Time | Pulp Density | Stirring Rate |
|---|---|---|---|---|---|
| BM 1.1 | 2M H2SO4 0.8 M H2O2 | 68 °C | 12 h | 1:20 | 300 rpm |
| BM 1.2 | 2 M HCl | 80 °C | 6 h | 1:20 | 400 rpm |
Table 3.
The second set of experimental parameters for the optimized base metal leaching of pyrolyzed and comminuted RAMs.
Table 3.
The second set of experimental parameters for the optimized base metal leaching of pyrolyzed and comminuted RAMs.
| Trial | Reactant | Temperature | Time | Pulp Density | Stirring Rate |
|---|---|---|---|---|---|
| BM 2.1 | 4 M H2SO4 2 M H2O2 | 35 °C | 24 h | 1:10 | 500 rpm |
| BM 2.2 | 5 M HCl | 80 °C | 6 h | 1:10 | 500 rpm |
Table 4.
Gold leaching mechanism of thiosulfate, thiourea, iodine-iodide, NBS and cyanide leachants.
Table 4.
Gold leaching mechanism of thiosulfate, thiourea, iodine-iodide, NBS and cyanide leachants.
| Leaching System | Reaction Mechanism | Reference |
|---|---|---|
| Thiosulfate | Anodic half reaction: Au + 2 S2O32− → Au(S2O3)23− + e− Cathodic half reaction: Cu(NH3)42+ + 3 S2O32− + e− → Cu(S2O3)35− + 4 NH3 | [35] |
| Thiourea | Anodic half reaction: Au + 2 SC(NH2)2 → Au(SC(NH2)2)2+ + e− Cathodic half reaction: Fe3+ + e− → Fe2+ | [36] |
| Iodine–iodide | Dissolution of iodide: I2 + I− → I3− Anodic half reaction: 2 Au + 4 I− = 2 AuI2− + 2 e− Cathodic half reaction: I3− + 2 e− → 3 I− | [37] |
| NBS | AuBr4− AuBr4− + Py → PyAuBr3 + Br− | [34] |
| Cyanide | Anodic half reaction: Au + 2 CN− → Au(CN)2− + e− Cathodic half reaction: O2 + 2 H2O + 4 e− → 4 OH− | [38] |
Table 5.
Experimental parameters of standard gold leaching trials for thiosulfate, thiourea, iodine-iodine, NBS, and cyanide systems with pyrolyzed, crushed and chemically pretreated RAMs.
Table 5.
Experimental parameters of standard gold leaching trials for thiosulfate, thiourea, iodine-iodine, NBS, and cyanide systems with pyrolyzed, crushed and chemically pretreated RAMs.
| Trial | Reactant | Temperature | Time | Pulp Density | Stirring Rate | Reference |
|---|---|---|---|---|---|---|
| TS 0 | 20 mM CuSO4 0.1 M (NH4)2S2O3 0.2 M NH₄OH | RT | 24 h | 1:25 | 450 rpm | [19] |
| TU 0 | 0.8 M CH4N2S 10 mM Fe2(SO4)3 0.1 M H2SO4 | RT | 2 h | 1:25 | 450 rpm | [20] |
| I 0 | 8 mM I2 70 mM KI | RT | 4 h | 1:25 | 450 rpm | [21] |
| NBS 0 | 20 mM C4H4BrNO2 0.2 M C5H5N | RT | 24 h | 1:25 | 450 rpm | [23,34] |
| C 0 | 30 mM KCN 1 mM NaOH | RT | 24 h | 1:25 | 450 rpm | [39,40] |
Table 6.
List of chemicals used in this work.
| Chemicals | Producer | Chemicals | Producer |
|---|---|---|---|
| Sulfuric acid 96% | ITW Reagents | Thiourea 99% | Alfa Aesar |
| Hydrogen peroxide 35% | Merck KGaA | Iodine > 99.8% | Sigma Aldrich |
| Hydrochloric acid fuming 37% | Merck KGaA | Potassium iodide > 99.5% | Merck KGaA |
| Ammonium thiosulfate 98% | Sigma Aldrich | N-Bromosuccinimide 99% | Sigma Aldrich |
| Copper(II) sulfate pentahydrate 99% | Alfa Aesar | Pyridine > 99% | Sigma Aldrich |
| Ammonia 30% | ITW Reagents | Sodium hydroxide 97% | Sigma Aldrich |
| Iron(III) Sulfate x-hydrate 75% | ITW Reagents | Potassium cyanide > 97% | Alfa Aesar |
Table 7.
Composition of RAM stick after pyrolysis determined by ICP-OES using aqua regia as digestion media.
Table 7.
Composition of RAM stick after pyrolysis determined by ICP-OES using aqua regia as digestion media.
| Au | Ag | Cu | Fe | Al | Ni | Zn | Pb | Sn |
|---|---|---|---|---|---|---|---|---|
| ppm | ppm | wt.% | wt.% | wt.% | wt.% | ppm | wt.% | wt.% |
| 785 | 196 | 35.18 | 0.41 | 0.12 | 0.71 | 84.94 | 0.05 | 3.28 |
Table 8.
Leaching yield of different metal elements achieved via two-step base metal leaching with the first set of parameters: 2 M H2SO4, 0.8 M H2O2, 68 °C, 12 h, solid-to-liquid (s/l) ratio 1:20, 300 rpm stirring rate (1st step); 2 M HCl, 80 °C, 6 h, s/l ratio 1:20, 400 rpm stirring rate (2nd step).
Table 8.
Leaching yield of different metal elements achieved via two-step base metal leaching with the first set of parameters: 2 M H2SO4, 0.8 M H2O2, 68 °C, 12 h, solid-to-liquid (s/l) ratio 1:20, 300 rpm stirring rate (1st step); 2 M HCl, 80 °C, 6 h, s/l ratio 1:20, 400 rpm stirring rate (2nd step).
| Cu | Fe | Al | Ni | Zn |
|---|---|---|---|---|
| 63.5% | 100.0% | 88.4% | 88.0% | 100.0% |
Table 9.
Leaching yields of different metal elements achieved by two-step base metal leaching with the second set of parameters: 4 M H2SO4, 2 M H2O2, 35 °C, 24 h, s/l ratio 1:10, 500 rpm stirring rate (1st step); 5 M HCl, 80 °C, 6 h, s/l ratio 1:10, 500 rpm stirring rate (2nd step).
Table 9.
Leaching yields of different metal elements achieved by two-step base metal leaching with the second set of parameters: 4 M H2SO4, 2 M H2O2, 35 °C, 24 h, s/l ratio 1:10, 500 rpm stirring rate (1st step); 5 M HCl, 80 °C, 6 h, s/l ratio 1:10, 500 rpm stirring rate (2nd step).
| Cu | Fe | Al | Ni | Zn | Sn |
|---|---|---|---|---|---|
| 97.7% | 77.2% | 65.0% | 88.3% | 92.5% | 98.0% |
Table 10.
Comparison of the material composition of pyrolyzed RAM after base metal leaching with the first set of parameters and the optimized second set of parameters with more reactant concentration and adapted temperature, pulp density, and stirring rate. a: relative composition of the pretreated material based on the initial weight; b: absolute composition of the pretreated material based on the actual weight after pretreatment.
Table 10.
Comparison of the material composition of pyrolyzed RAM after base metal leaching with the first set of parameters and the optimized second set of parameters with more reactant concentration and adapted temperature, pulp density, and stirring rate. a: relative composition of the pretreated material based on the initial weight; b: absolute composition of the pretreated material based on the actual weight after pretreatment.
| Au | Cu | Fe | Al | Ni | Zn | Pb | Sn | |
|---|---|---|---|---|---|---|---|---|
| ppm | wt.% | wt.% | wt.% | wt.% | ppm | wt.% | wt.% | |
| After the first set of parameters | 1025 | 16.80 | 0.00 | 0.02 | 0.11 | 0.00 | - | - |
| After the second set of parameters | 1278 | 1.32 | 0.15 | 0.07 | 0.13 | 10 | 0.08 | 0.11 |
Table 11.
The gold leaching yield of thiosulfate with pyrolyzed and chemical-pretreated RAM achieved by trials with different solvent compositions under room temperature (20 °C), 24 h, s/l 1:25, 450 rpm stirring rate.
Table 11.
The gold leaching yield of thiosulfate with pyrolyzed and chemical-pretreated RAM achieved by trials with different solvent compositions under room temperature (20 °C), 24 h, s/l 1:25, 450 rpm stirring rate.
| 5 mM CuSO4 | 20 mM CuSO4 | |
|---|---|---|
| 0.1 M (NH4)2S2O3 0.2 M NH₄OH | 50.0% | 72.1% |
| 0.2 M (NH4)2S2O3 0.4 M NH₄OH | 89.4% | 49.0% |
| 0.3 M (NH4)2S2O3 0.6 M NH₄OH | 86.2% | 85.5% |
Table 12.
The gold leaching yield of thiourea gold leaching trials with pyrolyzed and chemical-pretreated RAM achieved by trials with different solvent composition under room temperature (20 °C), 2 h, s/l 1:25, 450 rpm stirring rate.
Table 12.
The gold leaching yield of thiourea gold leaching trials with pyrolyzed and chemical-pretreated RAM achieved by trials with different solvent composition under room temperature (20 °C), 2 h, s/l 1:25, 450 rpm stirring rate.
| 0.32 M CH4N2S 10 mM Fe2(SO4)3 0.1 M H2SO4 | 97.0% |
| 0.8 M CH4N2S 10 mM Fe2(SO4)3 0.1 M H2SO4 | 95.7% |
| 1.07 M CH4N2S 10 mM Fe2(SO4)3 0.1 M H2SO4 | 82.0% |
Table 13.
The gold leaching yield of iodine–iodide gold leaching trials with pyrolyzed and chemical-pretreated RAM achieved by trials with different solvent compositions under room temperature (20 °C), 4 h, s/l 1:25, 450 rpm stirring rate.
Table 13.
The gold leaching yield of iodine–iodide gold leaching trials with pyrolyzed and chemical-pretreated RAM achieved by trials with different solvent compositions under room temperature (20 °C), 4 h, s/l 1:25, 450 rpm stirring rate.
| 8 mM I2 70 mM KI | 21.5% |
| 12 mM I2 30 mM H2O2 | 29.8% |
| 8mM I2 70 mM KI 30 mM H2O2 | 31.5% |
Table 14.
The gold leaching yield of NBS gold leaching trials with pyrolyzed and chemical pretreated RAM achieved by trials with different solvent compositions under room temperature (20 °C), 24 h, s/l 1:25, 450 rpm stirring rate.
Table 14.
The gold leaching yield of NBS gold leaching trials with pyrolyzed and chemical pretreated RAM achieved by trials with different solvent compositions under room temperature (20 °C), 24 h, s/l 1:25, 450 rpm stirring rate.
| 20 mM C4H4BrNO2 20 mM C5H5N | 45.3% |
| 20 mM C4H4BrNO2 100 mM C5H5N | 51.6% |
| 20 mM C4H4BrNO2 200 mM C5H5N | 41.1% |
Table 15.
The gold leaching yield of cyanide gold leaching trials with pyrolyzed and chemical-pretreated RAM achieved by trials with different solvent compositions under room temperature (20 °C), 4 h, s/l 1:25, 450 rpm stirring rate.
Table 15.
The gold leaching yield of cyanide gold leaching trials with pyrolyzed and chemical-pretreated RAM achieved by trials with different solvent compositions under room temperature (20 °C), 4 h, s/l 1:25, 450 rpm stirring rate.
| 30 mM KCN 1 mM NaOH | 65.0% |
| 80 mM KCN 1 mM NaOH | 66.3% |
| 150 mM KCN 1 mM NaOH | 77.6% |
Table 16.
Experimental parameters of the most promising gold leaching trials, determined from the previous parameter investigation, for thiosulfate, thiourea, iodine–iodine, NBS, and cyanide systems with pyrolyzed, crushed RAM with improved chemical pretreatment.
Table 16.
Experimental parameters of the most promising gold leaching trials, determined from the previous parameter investigation, for thiosulfate, thiourea, iodine–iodine, NBS, and cyanide systems with pyrolyzed, crushed RAM with improved chemical pretreatment.
| Trial | Reactant | Temperature | Time | Pulp Density | Stirring Rate |
|---|---|---|---|---|---|
| TS 1 | 5 mM CuSO4 0.2 M (NH4)2S2O3 0.4 M NH₄OH | RT | 24 h | 1:25 | 450 rpm |
| TU 1 | 0.3 M CH4N2S 10 mM Fe2(SO4)3 0.1 M H2SO4 | RT | 2 h | 1:25 | 450 rpm |
| I 1 | 8 mM I2 70 mM KI 60 mM H2O2 | RT | 4 h | 1:25 | 450 rpm |
| NBS 1 | 20 mM C4H4BrNO2 0.2 M C5H5N | 40 °C | 24 h | 1:25 | 450 rpm |
| C 1 | 150 mM KCN 1 mM NaOH | RT | 24 h | 1:25 | 450 rpm |
Table 17.
Comparison of gold leaching yield of the most promising gold leaching trials with pyrolyzed, crushed RAM before and after improved base metal separation achieved by thiosulfate, thiourea, iodine–iodine, NBS, and cyanide systems.
Table 17.
Comparison of gold leaching yield of the most promising gold leaching trials with pyrolyzed, crushed RAM before and after improved base metal separation achieved by thiosulfate, thiourea, iodine–iodine, NBS, and cyanide systems.
| Trial | Before Optimized Base Metal Separation | After Optimized Base Metal Separation |
|---|---|---|
| TS 1 | 89.4% | 96.6% |
| TU 1 | 97.0% | 96.4% |
| I 1 | 31.5% | 78.9% |
| NBS 1 | 58.2% | 55.1% |
| C 1 | 77.6% | 95.0% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Birich, A.; Gao, Z.; Vrucak, D.; Friedrich, B. Sensitivity of Gold Lixiviants for Metal Impurities in Leaching of RAM Printed Circuit Boards. Metals 2023, 13, 969. https://doi.org/10.3390/met13050969
AMA Style
Birich A, Gao Z, Vrucak D, Friedrich B. Sensitivity of Gold Lixiviants for Metal Impurities in Leaching of RAM Printed Circuit Boards. Metals. 2023; 13(5):969. https://doi.org/10.3390/met13050969
Chicago/Turabian StyleBirich, Alexander, Zixi Gao, Dzeneta Vrucak, and Bernd Friedrich. 2023. "Sensitivity of Gold Lixiviants for Metal Impurities in Leaching of RAM Printed Circuit Boards" Metals 13, no. 5: 969. https://doi.org/10.3390/met13050969
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.