
Acid-Assisted Separation of Cathodic Material from Spent Electric Vehicle Batteries for Recycling


1
School of Metallurgy and Materials, University of Birmingham, Birmingham B15 2TT, UK
2
The Faraday Institution, Harwell Campus, Didcot OX11 0RA, UK
*
Author to whom correspondence should be addressed.
†
These authors contributed equally to this work.
Metals 2023, 13(7), 1276; https://doi.org/10.3390/met13071276
Submission received: 13 May 2023
/
Revised: 29 June 2023
/
Accepted: 5 July 2023
/
Published: 15 July 2023
(This article belongs to the Special Issue New Science Based Concepts for Increased Efficiency in Battery Recycling 2023)
Abstract
:The recycling of lithium-ion batteries presents challenges due to the complex composition of waste streams generated by current processes. Achieving higher purity levels, particularly in the reclamation of aluminium metal and transition metal black mass, is essential for improved valorisation. In this study, we propose a high-efficiency, low-energy, and environmentally friendly method using organic acids to separate cathodic black mass from the aluminium current collector. The acids selected in this study all show >86% peeling efficiency with acetic acid showing 100% peeling efficiency of black mass from the current collector. The recovered materials were subjected to X-ray diffraction, electron microscopy, and elemental analysis techniques. We show that oxalic-acid-treated material exhibited two distinct active material components with a minimal change in mass ratio compared to the untreated material. We show by elemental analysis of the leachates that the majority of critical materials were retained in the black mass and limited aluminium was leached during the process, with almost 100% of Al recovery achieved. This methodology enables the production of high-purity concentrated aluminium and critical metal feedstocks (Mn, Co, Ni, and Li) for further hydro-metallurgical processes, upcycling of the cathode material, and direct recycling. The proposed approach offers significant potential for enhancing valorization in lithium-ion battery recycling, facilitating efficient separation and optimal recovery of valuable metals.
1. Introduction
Lithium-ion batteries (LiBs) have been growing in popularity ever since they were first commercialised by Sony in the early 1990s [1]. Apart from the exponential growth witnessed in the portable electronics industry, the next step for this type of battery was its proliferation in the automotive sector in the form of electric vehicles (EVs) [2,3]. With the release of the first mass-market EV about a decade ago, many of the LiBs in these cars will soon be coming to the end of their life as automotive batteries [4]. With these EVs coming to an end of life, a number of options are open for the disposal of the battery packs’ second-life application, landfill, or recycling. There are contradicting reports on the current state of recycling of LiBs ranging from 95% going to landfill [5] to almost a 60% recycling rate [6]; this, however, poorly contrasts with what can be achieved when the correct legislation is in place, as witnessed for lead-acid batteries [7].
If a battery cannot be used in second-life applications like grid storage or backup systems for a building, recycling is preferred to landfill as a disposal route. Recycling is less environmentally damaging than sourcing and manufacturing from virgin materials and provides a greater circular economy for critical materials contained in LiBs [8,9,10,11]. Once the battery reaches its knee point, it is no longer usable, as sudden onset of degradation and loss of performance is likely [12,13,14] and it must be recycled. There are a number of ways that it can be recycled. A typical process for recycling lithium-ion batteries comprises the stabilisation of the cell, shredding, and comminution. The components can then be reclaimed through various separation processes, density, electrostatic, magnetic, or size separation [15,16,17]. The combination of these processes leads to several material waste streams, the most valuable being the black mass which typically comprises transition metal and lithium-containing cathodes, graphite anodes, current collectors such as aluminium and copper, binders, and conductive additives. The black mass or black matter can be further processed in a closed-loop recycling process. Black mass, for the purpose of this work, is defined as the loose sheets of coating or free-flowing powder that is recovered from the coating on the current collector.
Closed-loop recycling can consist of two different methods: hydro-metallurgy, where metals are leached from the active material in order to form their salts, or pyro-metallurgy, where the cells are consumed in a furnace and a metal alloy of the most valuable metals is obtained. However, these methods are arguably financially limited, as only a fraction the original value of the pack, around 10% can be re-obtained [18,19]. Closed-loop recycling methods are ideally suited to processing material that is low-value, such as LMO and NCA, a chemistry that is becoming obsolete, or the active material is simply too degraded to be directly recycled. This method converts the black mass to its constituent components or metal salts for reuse elsewhere. By comparison, short-loop or direct recycling methods recover active material as it is in the cell; hence, little post-processing is required and the material valorisation is in the morphology and crystal structure characteristics of the material. This means that less energy is required to re-manufacture the cathode, and therefore, a higher value is retained in its reclaimed form. This method is well suited for the recycling of materials that are in production scrap of these manufacturing processes.
A number of methods for closed-loop recycling have been demonstrated [18,19]. The main barrier to their widespread adoption is that many of these processes are very chemistry-specific and would potentially struggle to efficiently work with the several different types of battery chemistries that are either already on the market or which may be coming down the R&D pipeline [20]. Very few methods have been presented to deal with the recovery of black mass from cathodes to satisfy the direct-loop recycling demands of not having to re-manufacture particles of the active material [21]. Those that are reported use high volumes of water [22] and high temperatures [23,24], which can be potentially damaging to the environment. A number of studies have shown that it is possible to use acids to leach valuable metals from cathodes [24,25,26]; however, these have two main downsides: firstly, they dissolve the aluminium foil, meaning that it must be extracted and re-manufactured into metallic aluminium, which is an energy-intensive process. Secondly, a full-dissolution acid process provides a liquor that contains all the transition metals present within the active material raising challenges to precipitate them into a salt [25]. To improve sustainability and lower environmental impact, it is preferable to recover aluminium metal, rather than aluminium salts or oxides. In this work, we investigate how several common organic acids (mild acids) can be used to delaminate black mass from current collectors in a process that can be easily scaled to an industrial level. This process differs from previous work highlighted below in that we use organic acids to separate the black mass from the current collector producing two material streams, aluminium and cathodic black mass. This retains the value in both constituents and reduces metals in wastewater streams which require recovery. This grants this work the advantage that further valorisation processes can then be easily performed on a purer feedstock and the Al is retained in metallic form, simplifying its recycling.
Organic acids are a class of compounds that contain one or more carboxylic acid functional groups (-COOH). They have several advantages over mineral acids, as many of these acids can be derived from natural and renewable sources such as agricultural waste, biomass, or fermentation of sugars which reduces reliance on fossil fuels and promotes a more sustainable production process [27,28,29]. In addition, these acids are also generally biodegradable, which reduces their environmental impact and potential for long-term pollution [30,31,32]. A summary of current methods that have been investigated in the literature with their advantages and disadvantages can be found below in Table 1.
2. Materials and Methods
The electrodes used in this study were harvested from manually disassembled 1st-generation Nissan Leaf cells; the active material is LiMn2O4/LiNixCoyAlzO2 (LMO/NCA lithium manganese oxide/nickel cobalt aluminium oxide) with a ratio of 3:1 with PVDF as binder [42]. Weak organic acids were used in this work to maximise the metallic aluminium recovery, limit the level of aluminium dissolved into the leachate, and preserve the transition metal and lithium content in the cathode materials. This organic acid separation process has great potential as a concentration step for cathode electrodes, providing feedstock for subsequent direct or short-loop recycling.
2.1. Separation Method
To separate the active material containing black mass from the current collector, the cathode electrodes were first obtained by manual disassembly from 1st-generation Nissan Leaf cells; the active material is LiMn2O4/LiNixCoyAlzO2 (LMO/NCA) with a ratio of 3:1 with PVDF (Polyvinylidene Fluoride) as binder. The electrodes were shredded into uniform rectangle pieces of approximately 2 cm × 5 cm. The mass of each strip was recorded to ensure uniformity for each test. An acid solution was preheated to 50 °C on a hotplate (Heidolph Instruments, Schwabach, Germany), as was the mixer vessel. A 0.5 M solution of the acids was prepared. The acid solution was placed into the mixer vessel followed by the cathode pieces in a 10:1 liquid-to-solid ratio. The overhead mixer was set up to stir the sealed vessel at 300 RPM for 5 min. After the mixing time, the acid solution was immediately filtered, and the collected filtered acid solution was used to wash the mixer vessel to ensure all liberated material was removed. The material was then dried at 60 °C overnight in an oven.
Peeling efficiency was used to quantify the success of separation, which is defined as below:
where is peeling efficiency in %;
In this work, several mild acids (oxalic acid, citric acid, malic acid, lactic acid, acetic acid, succinic acid, and pimelic acid) with pKa > 1 were chosen as the potential acids for direct recycling. For this process, a low molar concentration (0.5 M) of acid was used to maximise the metallic aluminium recovery, as this limited not only the leaching of aluminium into solution but also that of the transition metals and lithium from the cathode material. Mechanical agitation was used to expedite the separation process by ensuring that the solution was able to contact all of the cathode strips and break off black mass from the bulk once it had separated from the aluminium current collector. As a result, sufficient separation was achieved with less lithium and valuable metals loss. This organic acid separation process has great potential as a concentration step for cathode electrodes, providing feedstock for subsequent direct or short-loop recycling.
2.2. Material Characterisation
Inductively coupled plasma–optical emission spectroscopy (ICP-OES) analysis was performed on the electrodes to determine the elemental composition. The elements analysed were Al, Co, Li, Mn, and Ni. Then, 10 cm2 discs were cut from each current collector using a calibrated James Heal sample cutter (James Heal, Halifax, UK), enough black mass was added to make the sample up to 0.5 g, and this was then placed in a microwave digestor (Anton-Paar, Graz, Austria) for 45 min with an average temperature set to 170 °C. The digest was conducted in 10 mL of Aqua Regia. The digests were filtered through quantitative filter paper and made up to 250 mL using distilled water (all glassware was washed thrice with distilled water) in volumetric flasks. Three separate samples were collected at this stage. A 10% dilution was also made from the original 250 mL sample; again, three samples were retained from this dilution step [43]. The same procedure of filtering and diluting was also carried out for the leachate solution. ICP-OES was carried out using an Agilent 5110 ICP-OES with an argon plasma torch (Agilent Technologies, Santa Clara, CA, USA). Three repeats were performed with the instrument on each sample, with a rinse step between each sample. Re-slope of the calibration lines was performed every 20 samples. The error tolerance was set to 20% and the r2 value was set to 0.955 for the calibration curves. Axial standards (0–15 ppm) and radial standards (20–100 ppm) were prepared. Powder X-ray diffraction (PXRD) was performed using a Proto AXRD Bench-top diffractometer with a Cu K-alpha source 2 from 10–80° with a step size of 0.01°, a dwell time of 11 s, and a = 1.540593 Å. Scanning electron microscopy energy-dispersive X-ray spectroscopy (SEM-EDX) was performed using a Hitachi 3030+ tabletop SEM (Hitachi, Tokyo, Japan). Samples were mounted on stubs using carbon stick dots with two samples per stub. Images were taken using 15 KeV using the EDX mode. EDX was performed using Aztek One (Oxford Instruments, Abingdon, UK).
2.3. Electrochemical Testing
Processes that yielded sufficient black mass were taken forward for electrochemical testing. A Thinky ARE 250 centrifugal mixer (Intertronics, Kidlington, UK) was used to prepare the inks. A binder consisting of 8 wt.% of PVDF Solef 5130 in NMP (1.44 g) was premixed with 0.115 g of C65 conductive additive (Timcal, Imerys, 6743 Bodio, Switzerland) and 0.49 g of NMP, firstly at 500 rpm for 1 min, followed by 2000 rpm for 5 min. A total of 2 g of the recovered black mass was added to 0.49 g of NMP solvent, and the same two-step mixing protocol was applied. This was followed by the degassing step at 2200 rpm for 3 min. A solid content of 50% was targeted [44]. The mixed prepared slurries were coated onto the aluminium foil using a draw-down coater (K Paint Applicator, RK Printcoat Instruments, Royston, UK) with a doctor blade. These were subsequently dried on a hot plate at 80 °C and then transferred to a 120 °C vacuum oven for 24 h. After drying, the coating and foil were calendared at 80 °C to 45% porosity using an MTI calendar. Capacity, rate, and cycle-life testing was performed on Li-metal anode coin cells [44]. The coat weight of the electrodes was adjusted to achieve an areal capacity of approx. 1 mAh cm−2 based on a theoretical maximum capacity of 179.5 mAh g−1. The dried coatings were processed in a dry room with a dew point of no higher than −45 °C. The coatings were then assembled into 2032 coin cells with a lithium metal counter electrode (15.0 mm, 150 µm thick), negative electrode discs (14.8 mm in diameter), and a tri-layer 2025 separator (Celgard) (15.0 mm, 150 µm thick). These were then filled with 70 µm of PuriEL Battery Electrolyte (R&D281) from Soulbrain, Northville, MI, USA). The composition of the electrolyte was 1.0 M LiPF6 in EC/EMC (ethylene carbonate/ethyl methyl carbonate) 3/7 (v/v) + 1 wt.% VC (vinylene carbonate) electrolyte. These were then sealed using a hydraulic crimper (MSK-110, MTI Corporation, Richmond, CA, USA). Testing was performed on a Bio-Logic BCS 805 series cycler (Seyssinet-Pariset, 39170 France). Initial capacities and formation were obtained by applying the following protocol: 10 mA g−1 de-lithiation to 4.3 V vs. Li/Li+ and lithiation to 3.0 V vs. Li/Li+ at the same current density, with 2 further consecutive cycles with these conditions, followed by cycling by applying 80 mA g−1 at the charge cycle and 320 mA g−1 for the discharge repeated every 10th cycle for a total of 50 cycles for the test [44].
3. Results
The performance of the selected acids was assessed for separation efficiency and black mass elemental content. Recovery masses of aluminium and the electrode coating are shown in Table 2, and the elemental composition of the black mass digests and the acid solution after delamination (leachate), as measured by ICP-OES, are given in Table 3 and Table 4.
To compare the effectiveness of the process, the amount of transition metals leached and the lithium content were compared in the recovered black mass and in the leaching solution. The % content of the black mass is illustrated in Figure 1a. For the theoretical cathode material, it was assumed that the material is 75:25 LiMn2O4 and NCA, respectively, and from this, the elemental mass was calculated. This was compared to the elemental content in the untreated and acid-delaminated materials. It is clear that manganese was preferentially leached in all cases, with some significant differences in the manganese content after delamination. This was similar in observation to other selective leaching processes that were developed previously [45,46,47]. Figure 1b shows the ICP-OES results for leachate solution. Here, we can observe the high levels of manganese and aluminium, again illustrating selectivity in the leaching of the elements. All the acids used during this study leach lithium to some extent.
The XRD patterns of the recovered powders from the acid treatments show similar patterns compared to pristine untreated material (Figure 2a). However, minor changes in the main characteristic peaks belonging to LMO and NCA can be observed in the enlarged patterns. The changes in peak positions and intensities can be explained by the loss of metals due to acid leaching. Previous reports have mentioned that acids are selective for the leaching of metals, leading to the difference in the final composition and crystal phase [48]. To confirm this, Rietveld refinement was conducted using the GSAS software, and the results are shown in Figure 2b–h and Table 5. The pristine cathode is composed of LMO and NCA in a 3:1 ratio. Table 5 shows that the phase fraction of powder treated with oxalic acid is the closest to the designed ratio of 3:1, which means that the fewest metals were leached during the separation process. This was also verified by the ICP data discussed above. Powders treated with citric acid, malic acid, and acetic acid maintain their original structure. Significant changes in the crystal structure were observed after treatment with lactic acid, succinic acid, and pimelic acid.
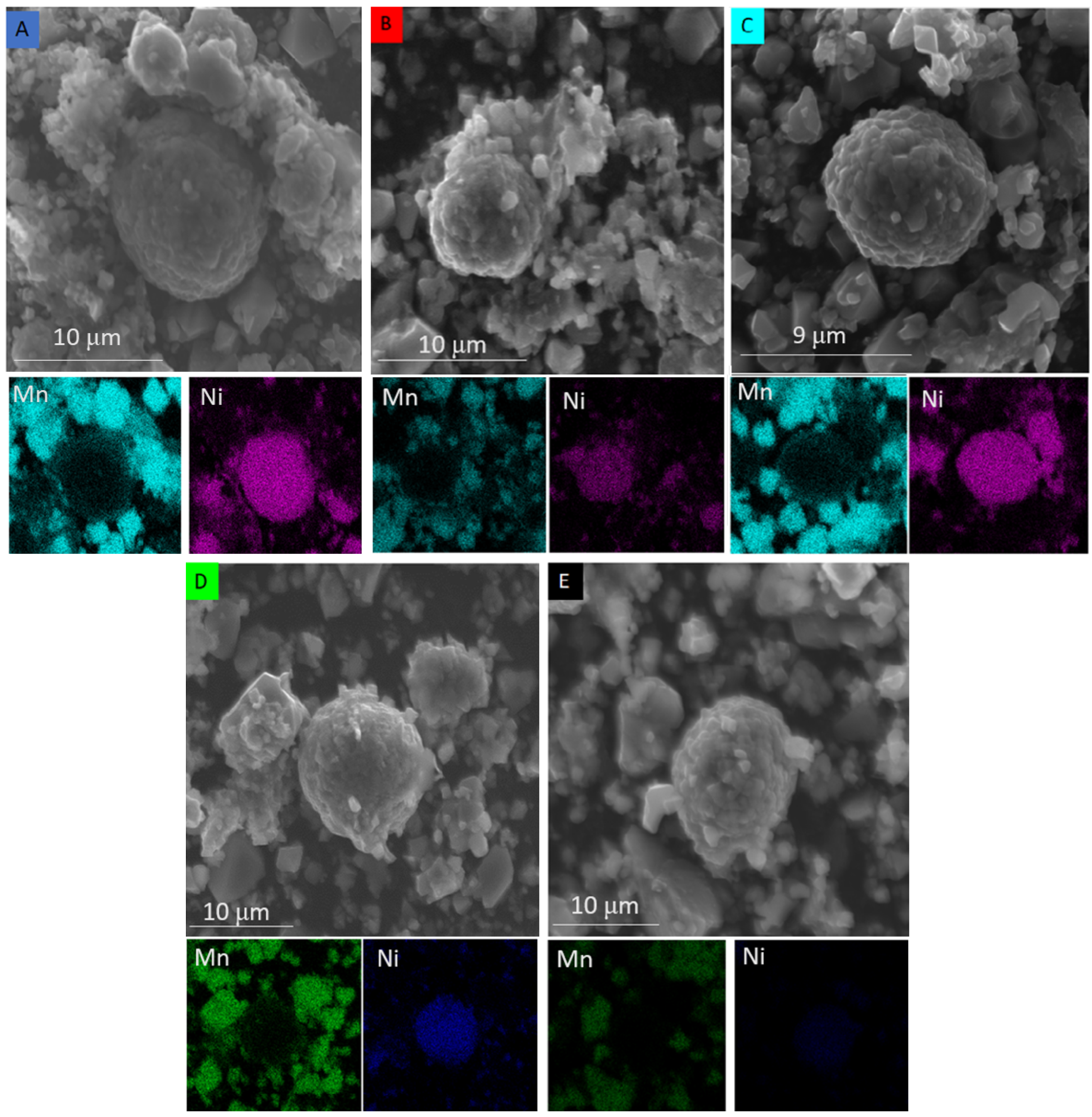
From the SEM images of the processed powders and EDS maps of Mn and Ni. From the figures and maps, as shown in Figure 3, it is two distinct particles are observed. The first is a manganese-rich phase which we can assume to be LMO; this is smaller and more angular than the second particle type, which is larger and spherical. This second particle is nickel, rich with low levels of aluminium and cobalt, as shown in the EDS maps.
The recovered black mass was not suitable for direct recycling without further treatment due to the fact that its capacity did not reach or exceed that of the untreated end-of-life material, as can be seen in Table 6. However, the samples were tested electrochemically to determine the available lithium retained within the reclaimed cathode. The cathodic black mass was made into an electrode, as described in the electrochemical testing section of methods, after drying at 120 °C for 8 h. Table 6 shows the first-cycle capacities of the processed materials, the peeling efficiencies of the chosen acids, and a baseline material that was untreated (EoL Unprocessed). It was observed that all the acid-processed materials had some capacity loss when compared to the unprocessed material. This is likely due to transition metal and lithium leaching from the active material. However, the available lithium, as measured electrochemically, compares well to the lithium content measured with ICP-OES measurements. Acetic acid, which leached the least Li, showed the highest-capacity retention when compared to the unprocessed material of 85 mAh/g (78.5%), and also the smallest hysteresis between the charge and discharge parts of the cycle. All the other liberated cathode materials exhibited specific capacities between 40 and 60 mAh/g, with considerably larger hysteresis between charge and discharge due to lower lithium content in the materials. Acetic, lactic, and succinic acids had the highest peeling efficiency, with 100%, and from the ICP-OES analysis of the leachate solution, the lowest levels of aluminium present (acetic: 372 ppm, lactic: 417 ppm, succinic: 313 ppm), suggesting that these acids do the least damage to the current collector upon delamination.
The processing of electrodes with organic acids for delamination of cathode active materials from the aluminium current collector offers an effective method for separating black mass from the current collector with separation efficiencies of no less than 86%. Acids such as acetic and pimelic acid can achieve complete separation. This process can serve as a crucial pre-concentration step in recycling efforts. While the choice in acid does have an impact on separation efficiency, all tested acids in this study demonstrated peeling efficiencies greater than 85%, as shown in Table 6. Additionally, the choice in acid influences the quality of the recovered black mass, as certain acids preferentially leach transition metals. For instance, citric acid tends to leach Mn and Ni, while pimelic acid affects the concentration of Li in black mass.
4. Discussion
It has been shown that organic acids can be effective in separating cathode black mass from aluminium foil [42] by pacifying the aluminium film from corrosion, creating a superphobic organic layer [49,50,51] on the surface which then repels the water, creating bonds between the current collector and binder. They also selectively leach lithium, transition metals, and aluminium, which weakens the chemical bond between the aluminium foil and the binder in the cathode black mass [52,53,54,55,56,57]. Equations (2)–(4) represent the typical dissolution reactions by taking LiNi1/3Mn1/3Co1/3O2 and acetic acid as an example:
As observed from the results, acetic acid delamination retains the highest level of lithium in comparison to the other organic acids, and this grants it the highest first-cycle capacity of 84.5 mAhg−1. All the acids delaminate the electrode well, with close to 100% efficiency in separation, apart from malic acid, which only has 86% efficiency in separation but leaches only low levels of transition metals and Al into the acidic solution. As shown in Figure 2 and Table 5, the X-ray diffraction patterns do not significantly change, and LMO and NCA are apparent in all the samples. However, the proportion of the two phases changes, deviating from the original 3:1. This is attributed to transition metal leaching by the acids. It was observed in the ICP data (Figure 1) that Mn was preferentially leached by the acids. This is similar to what has been found via previous processes [45,46,47]. This correlates to the large reduction in LMO content in the pimelic and succinic acid samples.
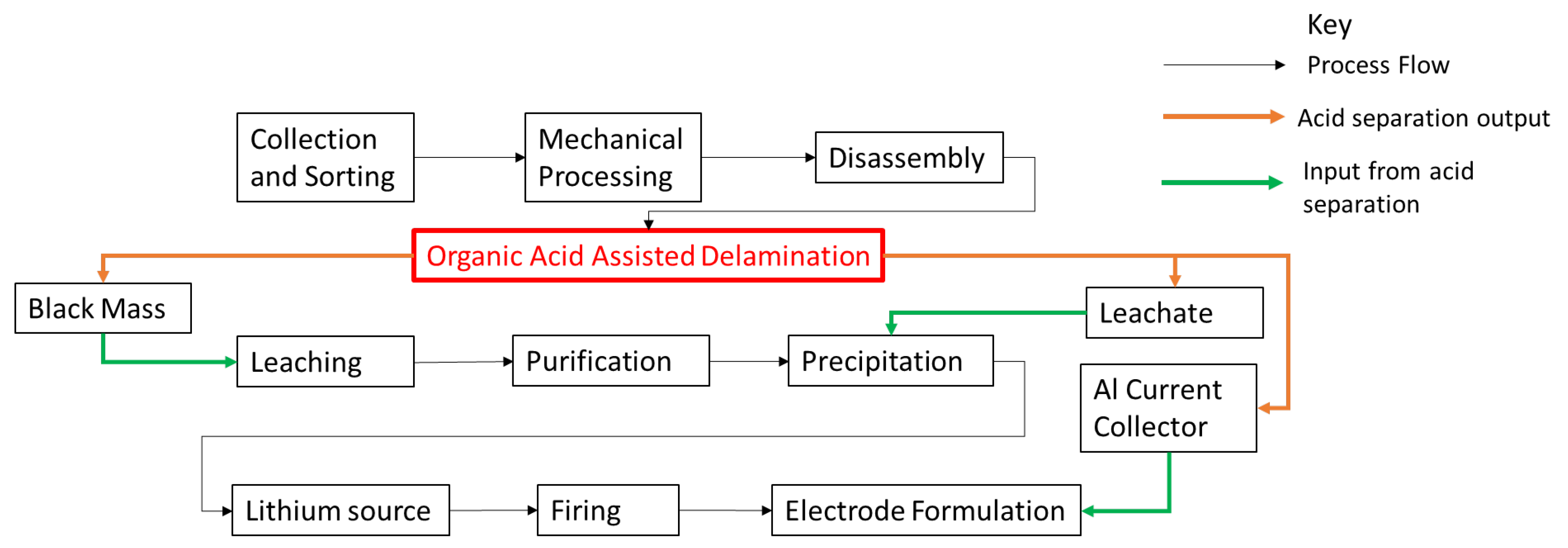
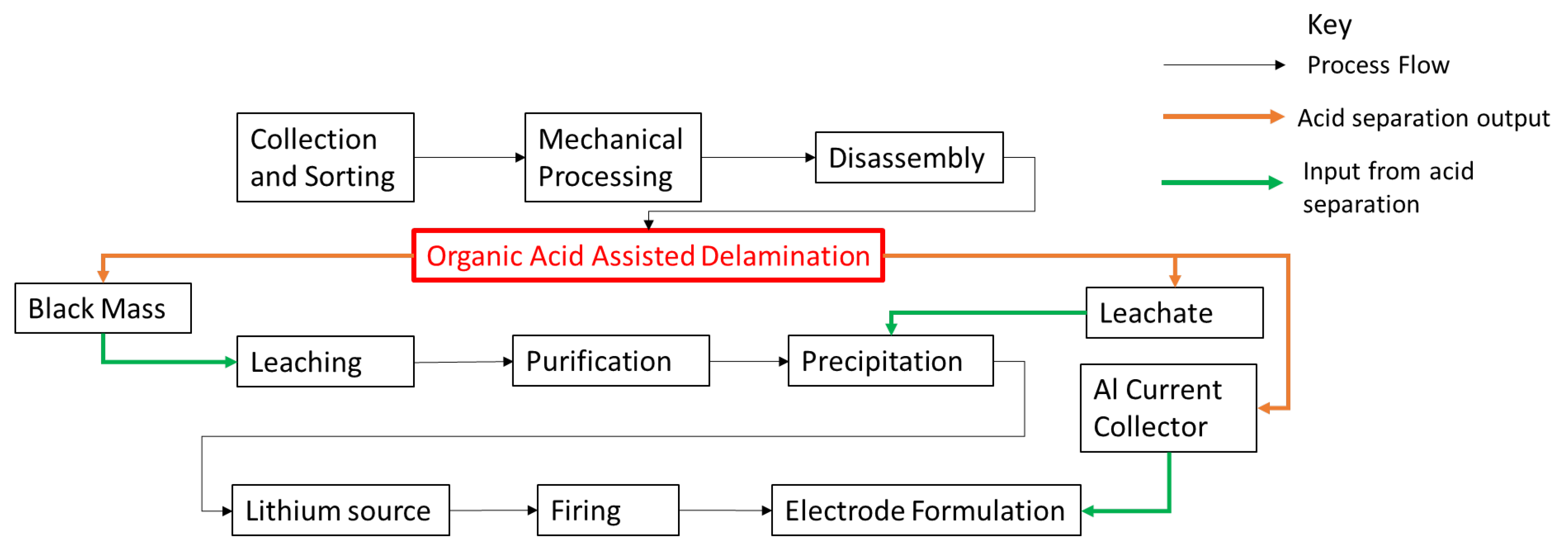
The valorisation of black mass derived from recycled lithium-ion batteries plays a crucial role in promoting resource conservation and waste reduction, and involves a series of steps to extract valuable materials from the electrode materials [58,59]. Figure 4 schematically shows the process flow for the valorisation and recycling of an end-of-life battery. The substitution or inclusion of the organic acid delamination steps are highlighted in orange. Spent lithium-ion batteries are collected and sorted based on their chemistry, size, and other characteristics. This step ensures that batteries with similar compositions are processed together, as different cathode materials require specific extraction techniques. These cells can be either mechanically processed or disassembled, before delamination and binder negation. Mechanical processing: The batteries are mechanically shredded into smaller pieces to expose the electrode materials. Shredding increases the surface area of the materials, facilitating subsequent steps. Further physical separation processes can be used to concentrate the components, such as electrostatic, magnetic, and density separation, as summarised by Sommerville et al. [15]. Disassembly: The cells are separated into plastics, casing, anode, and cathode-coated current collectors. This allows the easy concentration of material streams for aluminium and copper separation for further processing. Following the concentration step, further processing is performed to obtain the transition metal salts and then precipitate and re-manufacture the active materials [16].
After disassembling or shredding and sorting, the materials are concentrated into their most valuable components. To do this, the electrodes are delaminated from the current collectors to liberate the active material components, and then the binder is negated (Table 1). For maximum valorisation of the cathodic black mass, a concentration of the transition metals is required, with the aluminium foil or contaminants removed prior to further processing. In this work, we show that all organic acids can aid the delamination of the cathode electrode from the current collector. However, if oxalic acid is used, then a greater level of aluminium leaching into solution is achieved, with a selectivity for lithium. Citric acid leaches all metals, but with greater lithium leaching compared to the other organic acids. Interestingly, malic acid has a selectivity for nickel and cobalt compared to manganese, whereas acetic acid leaches the least of all the metals. If shredded material streams are considered, it is important to separate out different materials effectively prior to delamination to prevent cross-contamination. Following the black mass concentration, further processing of the black mass is possible, either through re-lithiation for direct recycling or leaching processes to reclaim the lithium and transition metal salts to re-manufacture the cathode. Leaching the shredded battery fragments or disassembled electrodes typically involves treating the materials with mineral acids to dissolve and separate the valuable metals from the other components, such as the binder and carbon. Copper is likely an additional contamination in these waste streams.
After leaching, purification of the compounds is required. Depending upon the level of impurities, several different purification steps may be required before the cathode material can be re-manufactured. In these cases, aluminium is the major contaminant from the current collector. This, however, stays in the leachate or solution rather than the reclaimed active material black mass. Therefore, this organic delamination method reduces the number of purification steps required. Short-loop recycled cathode materials are manufactured through the precipitation of metal hydroxides from the precursor salt solutions, intimately mixed with a lithium source and then fired at high temperatures. Directly recycled cathode materials require lithiation with the cathodic black mass, which may require further binder negation before re-lithiation, and the cathode type will be limited to that which was in the end-of-life cell. These cathodes can then be processed back into an electrode and used in a cell. For both direct and short-loop recycling, the elimination of impurities is important. Although outside the scope of this work, an economic and LCA study to determine if direct recycling with a either lithiation step or simply leaching and upscaling would provide more detailed information upon the preferred recycling methods.
A further benefit of the organic delamination process is zero waste. The organic acids can easily decompose and are biodegradable, aluminium metal is easily reclaimed and recycled, the valuable transition metals contained within the active material are recovered in the black mass as a solid for further processing [60,61], and although the metal content in the acid leachate is limited, further recovery is possible through nanofiltration and other methods [62,63]. A zero-waste approach is going to become more and more vital as the demand for critical metals such as Ni and Co increases due to automotive electrification, and the development of techniques to improve recovery rates is essential [64].
This work provides routes to improve the purity of the recycling feedstock from either disassembled or shredded cells. Organic acid delamination removes the cathodic black mass from the current collector with limited leaching of any of the aluminium, lithium, or other transition metals.
5. Conclusions
This study presents a scientific overview of the valorisation process, which involves extracting valuable components or materials from waste or byproducts. The process aligns closely with the principles of the circular economy, aiming to keep resources in use through recycling, reusing, and recovering materials. The current focus of black mass valorisation lies in the recovery of transition metals. This process involves dissolving a small surface layer of the aluminium current collector and disrupting the electrostatic interactions between PVDF and aluminium. Our findings reveal that all acids can extract transition metals and lithium to some extent, but certain acids exhibit selective leaching or lower levels of extraction compared to others. It has been shown that all the acids tested have a peeling efficiency of >86%, and acetic acid showed 100% peeling efficiency. Among the acids tested, acetic acid exhibited the least lithium leaching, and hence a higher specific capacity was observed (84.51 mAh/g). These separation results compare favourably to other separation techniques where: mineral acids achieved <84% [33], thermal treatment achieved <50% recovery of active material [34], solvent separation achieved <99% [38], and cryogenic grinding achieved <73% of cathode material recovery [40]. Oxalic acid demonstrated the highest retention of valuable transition metals when compared to the untreated end-of-life sample. This makes oxalic acid the preferred choice among the acids considered for generating purified material for further processing, particularly in situations where either the cell chemistry is outdated or the active material is too degraded for direct recycling. Further work from this research can include the re-lithiation of the reclaimed black mass to investigate the possibility of direct recycling. Also, it would be beneficial to investigate if this process can be used as an improved valorisation step for the upscaling of unfavourable cathode chemistries into more appropriate ones.
Author Contributions
Conceptualisation, A.Z., D.G. and E.K.; methodology, A.Z., D.G. and E.K.; formal analysis, T.S. and A.Z.; investigation, T.S. and A.Z.; writing—original draft preparation, A.Z.; writing—review and editing, A.Z. and E.K.; visualisation, A.Z.; supervision, E.K.; project administration, E.K.; funding acquisition, E.K. All authors have read and agreed to the published version of the manuscript.
Funding
The authors would like to thank the Faraday Institution ReLiB project (Grant Codes FIRG005, FIRG027 and FIRG057) and the UKRI Interdisciplinary Circular Economy Centre for Technology Metals (TechMet) Grant No. EP/V011855/1 for funding.
Data Availability Statement
Data will be provided upon request.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Yoshino, A. The Birth of the Lithium-Ion Battery. Angew. Chem. Int. Ed. 2012, 51, 5798–5800. [Google Scholar] [CrossRef]
- International Energy Agency. Global Electric Vehicle Outlook 2022; Global EV Outlook 2022; OECD Publishing: Paris, France, 2022. [Google Scholar] [CrossRef]
- Frith, J.T.; Lacey, M.J.; Ulissi, U. A Non-Academic Perspective on the Future of Lithium-Based Batteries. Nat. Commun. 2023, 14, 420. [Google Scholar] [CrossRef]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling Lithium-Ion Batteries from Electric Vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [Green Version]
- Heelan, J.; Gratz, E.; Zheng, Z.; Wang, Q.; Chen, M.; Apelian, D.; Wang, Y. Current and Prospective Li-Ion Battery Recycling and Recovery Processes. JOM 2016, 68, 2632–2638. [Google Scholar] [CrossRef] [Green Version]
- Pagliaro, M.; Meneguzzo, F. Lithium Battery Reusing and Recycling: A Circular Economy Insight. Heliyon 2019, 5, e01866. [Google Scholar] [CrossRef] [Green Version]
- Gaines, L. The Future of Automotive Lithium-Ion Battery Recycling: Charting a Sustainable Course. Sustain. Mater. Technol. 2014, 1–2, 2–7. [Google Scholar] [CrossRef] [Green Version]
- Ganter, M.J.; Landi, B.J.; Babbitt, C.W.; Anctil, A.; Gaustad, G. Cathode Refunctionalization as a Lithium Ion Battery Recycling Alternative. J. Power Sources 2014, 256, 274–280. [Google Scholar] [CrossRef]
- Dunn, J.B.; Gaines, L.; Sullivan, J.; Wang, M.Q. Impact of Recycling on Cradle-to-Gate Energy Consumption and Greenhouse Gas Emissions of Automotive Lithium-Ion Batteries. Environ. Sci. Technol. 2012, 46, 12704–12710. [Google Scholar] [CrossRef] [PubMed]
- Gaines, L. To Recycle, or Not to Recycle, That Is the Question: Insights from Life-Cycle Analysis. MRS Bull. 2012, 37, 333–338. [Google Scholar] [CrossRef] [Green Version]
- Or, T.; Gourley, S.W.D.; Kaliyappan, K.; Yu, A.; Chen, Z. Recycling of Mixed Cathode Lithium-Ion Batteries for Electric Vehicles: Current Status and Future Outlook. Carbon Energy 2020, 2, 6–43. [Google Scholar] [CrossRef] [Green Version]
- Ji, S.; Zhu, J.; Lyu, Z.; You, H.; Zhou, Y.; Gu, L.; Qu, J.; Xia, Z.; Zhang, Z.; Dai, H. Deep Learning Enhanced Lithium-Ion Battery Nonlinear Fading Prognosis. J. Energy Chem. 2023, 78, 565–573. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhao, M. Cloud-Based in-Situ Battery Life Prediction and Classification Using Machine Learning. Energy Storage Mater. 2023, 57, 346–359. [Google Scholar] [CrossRef]
- Atalay, S.; Sheikh, M.; Mariani, A.; Merla, Y.; Bower, E.; Widanage, W.D. Theory of Battery Ageing in a Lithium-Ion Battery: Capacity Fade, Nonlinear Ageing and Lifetime Prediction. J. Power Sources 2020, 478, 229026. [Google Scholar] [CrossRef]
- Sommerville, R.; Shaw-Stewart, J.; Goodship, V.; Rowson, N.; Kendrick, E. A Review of Physical Processes Used in the Safe Recycling of Lithium Ion Batteries. Sustain. Mater. Technol. 2020, 25, e00197. [Google Scholar] [CrossRef]
- Sommerville, R.; Zhu, P.; Rajaeifar, M.A.; Heidrich, O.; Goodship, V.; Kendrick, E. A Qualitative Assessment of Lithium Ion Battery Recycling Processes. Resour. Conserv. Recycl. 2021, 165, 105219. [Google Scholar] [CrossRef]
- Zhang, G.; Yuan, X.; He, Y.; Wang, H.; Zhang, T.; Xie, W. Recent Advances in Pretreating Technology for Recycling Valuable Metals from Spent Lithium-Ion Batteries. J. Hazard. Mater. 2021, 406, 124332. [Google Scholar] [CrossRef]
- Gratz, E.; Sa, Q.; Apelian, D.; Wang, Y. A Closed Loop Process for Recycling Spent Lithium Ion Batteries. J. Power Sources 2014, 262, 255–262. [Google Scholar] [CrossRef]
- Li, L.; Bian, Y.; Zhang, X.; Guan, Y.; Fan, E.; Wu, F.; Chen, R. Process for Recycling Mixed-Cathode Materials from Spent Lithium-Ion Batteries and Kinetics of Leaching. Waste Manag. 2018, 71, 362–371. [Google Scholar] [CrossRef]
- Gaines, L. Lithium-Ion Battery Recycling Processes: Research towards a Sustainable Course. Sustain. Mater. Technol. 2018, 17, e00068. [Google Scholar] [CrossRef]
- Sloop, S.; Crandon, L.; Allen, M.; Koetje, K.; Reed, L.; Gaines, L.; Sirisaksoontorn, W.; Lerner, M. A Direct Recycling Case Study from a Lithium-Ion Battery Recall. Sustain. Mater. Technol. 2020, 25, e00152. [Google Scholar] [CrossRef]
- Zhang, G.; Du, Z.; He, Y.; Wang, H.; Xie, W.; Zhang, T. A Sustainable Process for the Recovery of Anode and Cathode Materials Derived from Spent Lithium-Ion Batteries. Sustainability 2019, 11, 2363. [Google Scholar] [CrossRef] [Green Version]
- Zhang, G.; He, Y.; Feng, Y.; Wang, H.; Zhu, X. Pyrolysis-Ultrasonic-Assisted Flotation Technology for Recovering Graphite and LiCoO2 from Spent Lithium-Ion Batteries. ACS Sustain. Chem. Eng. 2018, 6, 10896–10904. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, T.; He, Y.; Zhao, Y.; Wang, S.; Zhang, G.; Zhang, Y.; Feng, Y. Recovery of Valuable Materials from Spent Lithium-Ion Batteries by Mechanical Separation and Thermal Treatment. J. Clean. Prod. 2018, 185, 646–652. [Google Scholar] [CrossRef]
- Song, Y.; Zhao, Z. Recovery of Lithium from Spent Lithium-Ion Batteries Using Precipitation and Electrodialysis Techniques. Sep. Purif. Technol. 2018, 206, 335–342. [Google Scholar] [CrossRef]
- Yao, Y.; Zhu, M.; Zhao, Z.; Tong, B.; Fan, Y.; Hua, Z. Hydrometallurgical Processes for Recycling Spent Lithium-Ion Batteries: A Critical Review. ACS Sustain. Chem. Eng. 2018, 6, 13611–13627. [Google Scholar] [CrossRef]
- Alonso, S.; Rendueles, M.; Díaz, M. Microbial Production of Specialty Organic Acids from Renewable and Waste Materials. Crit. Rev. Biotechnol. 2015, 35, 497–513. [Google Scholar] [CrossRef]
- Calvo, L.; Vallejo, D. Formation of Organic Acids during the Hydrolysis and Oxidation of Several Wastes in Sub- and Supercritical Water. Ind. Eng. Chem. Res. 2002, 41, 6503–6509. [Google Scholar] [CrossRef]
- Son, J.; Joo, J.C.; Baritugo, K.A.; Jeong, S.; Lee, J.Y.; Lim, H.J.; Lim, S.H.; Yoo, J.I.; Park, S.J. Consolidated Microbial Production of Four-, Five-, and Six-Carbon Organic Acids from Crop Residues: Current Status and Perspectives. Bioresour. Technol. 2022, 351, 127001. [Google Scholar] [CrossRef]
- Fujii, K.; Aoki, M.; Kitayama, K. Biodegradation of Low Molecular Weight Organic Acids in Rhizosphere Soils from a Tropical Montane Rain Forest. Soil Biol. Biochem. 2012, 47, 142–148. [Google Scholar] [CrossRef]
- Kaya, M.; Kursunoglu, S.; Hussaini, S.; Gül, E. Leaching of Turkish Oxidized Pb–Zn Flotation Tailings by Inorganic and Organic Acids. In PbZn 2020: 9th International Symposium on Lead and Zinc Processing; Siegmund, A., Alam, S., Grogan, J., Kerney, U., Shibata, E., Eds.; Springer International Publishing: Cham, Switerland, 2020; pp. 447–468. [Google Scholar] [CrossRef]
- Golmohammadzadeh, R.; Faraji, F.; Rashchi, F. Recovery of Lithium and Cobalt from Spent Lithium Ion Batteries (LIBs) Using Organic Acids as Leaching Reagents: A Review. Resour. Conserv. Recycl. 2018, 136, 418–435. [Google Scholar] [CrossRef]
- Weng, Y.; Xu, S.; Huang, G.; Jiang, C. Synthesis and Performance of Li[(Ni1/3Co1/3Mn1/3)1-Mg]O2 Prepared from Spent Lithium Ion Batteries. J. Hazard. Mater. 2013, 246–247, 163–172. [Google Scholar] [CrossRef]
- Zhang, G.; He, Y.; Wang, H.; Feng, Y.; Xie, W.; Zhu, X. Removal of Organics by Pyrolysis for Enhancing Liberation and Flotation Behavior of Electrode Materials Derived from Spent Lithium-Ion Batteries. ACS Sustain. Chem. Eng. 2020, 8, 2205–2214. [Google Scholar] [CrossRef]
- Zhong, X.; Liu, W.; Han, J.; Jiao, F.; Qin, W.; Liu, T.; Zhao, C. Pyrolysis and Physical Separation for the Recovery of Spent LiFePO4 Batteries. Waste Manag. 2019, 89, 83–93. [Google Scholar] [CrossRef]
- Liu, K.; Zhang, F.S. Innovative Leaching of Cobalt and Lithium from Spent Lithium-Ion Batteries and Simultaneous Dechlorination of Polyvinyl Chloride in Subcritical Water. J. Hazard. Mater. 2016, 316, 19–25. [Google Scholar] [CrossRef]
- Wang, R.; Zhang, Y.; Sun, K.; Qian, C.; Bao, W. Emerging Green Technologies for Recovery and Reuse of Spent Lithium-Ion Batteries—A Review. J. Mater. Chem. A 2022, 10, 17053–17076. [Google Scholar] [CrossRef]
- Maske, T.; Anwani, S.; Methekar, R. Development of Environmentally and Economically Sustainable Delamination Process for Spent Lithium-Ion Batteries. Energy Sources Part A Recovery Util. Environ. Eff. 2023, 45, 2572–2586. [Google Scholar] [CrossRef]
- Shin, H.; Zhan, R.; Dhindsa, K.S.; Pan, L.; Han, T. Electrochemical Performance of Recycled Cathode Active Materials Using Froth Flotation-based Separation Process. J. Electrochem. Soc. 2020, 167, 020504. [Google Scholar] [CrossRef]
- Liu, J.; Wang, H.; Hu, T.; Bai, X.; Wang, S.; Xie, W.; Hao, J.; He, Y. Recovery of LiCoO2 and Graphite from Spent Lithium-Ion Batteries by Cryogenic Grinding and Froth Flotation. Miner. Eng. 2020, 148, 106223. [Google Scholar] [CrossRef]
- Wang, H.; Liu, J.; Bai, X.; Wang, S.; Yang, D.; Fu, Y.; He, Y. Separation of the Cathode Materials from the Al Foil in Spent Lithium-Ion Batteries by Cryogenic Grinding. Waste Manag. 2019, 91, 89–98. [Google Scholar] [CrossRef]
- Marshall, J.; Gastol, D.; Sommerville, R.; Middleton, B.; Goodship, V.; Kendrick, E. Disassembly of Li Ion Cells—Characterization and Safety Considerations of a Recycling Scheme. Metals 2020, 10, 773. [Google Scholar] [CrossRef]
- Zhu, P.; Driscoll, E.H.; Dong, B.; Sommerville, R.; Zorin, A.; Slater, P.R.; Kendrick, E. Direct Reuse of Aluminium and Copper Current Collectors from Spent Lithium-Ion Batteries. Green Chem. 2023, 25, 3503–3514. [Google Scholar] [CrossRef]
- Gastol, D.; Marshall, J.; Cooper, E.; Mitchell, C.; Burnett, D.; Song, T.; Sommerville, R.; Middleton, B.; Crozier, M.; Smith, R.; et al. Reclaimed and Up-Cycled Cathodes for Lithium-Ion Batteries. Glob. Chall. 2022, 6, 2200046. [Google Scholar] [CrossRef] [PubMed]
- Driscoll, L.L.; Slater, P.R.; Anderson, P.A. Battery Recycling. WO2022084668A1, 28 April 2022. [Google Scholar]
- Peeters, N.; Binnemans, K.; Riaño, S. Solvometallurgical recovery of cobalt from lithium-ion battery cathode materials using deep-eutectic solvents. Green Chem. 2020, 22, 4210–4221. [Google Scholar] [CrossRef]
- Higuchi, A.; Ankei, N.; Nishihama, S.; Yoshizuka, K. Selective Recovery of Lithium from Cathode Materials of Spent Lithium Ion Battery. JOM 2016, 68, 2624–2631. [Google Scholar] [CrossRef]
- Gerold, E.; Luidold, S.; Antrekowitsch, H. Selective Precipitation of Metal Oxalates from Lithium Ion Battery Leach Solutions. Metals 2020, 10, 1435. [Google Scholar] [CrossRef]
- Zang, D.; Zhu, R.; Zhang, W.; Wu, J.; Yu, X.; Zhang, Y. Stearic Acid Modified Aluminum Surfaces with Controlled Wetting Properties and Corrosion Resistance. Corros. Sci. 2014, 83, 86–93. [Google Scholar] [CrossRef]
- He, T.; Wang, Y.; Zhang, Y.; Lv, Q.; Xu, T.; Liu, T. Super-Hydrophobic Surface Treatment as Corrosion Protection for Aluminum in Seawater. Corros. Sci. 2009, 51, 1757–1761. [Google Scholar] [CrossRef]
- Li, J.; Wei, H.; Zhao, K.; Wang, M.; Chen, D.; Chen, M. Effect of Anodizing Temperature and Organic Acid Addition on the Structure and Corrosion Resistance of Anodic Aluminum Oxide Films. Thin Solid Film. 2020, 713, 138359. [Google Scholar] [CrossRef]
- Gao, W.; Song, J.; Cao, H.; Lin, X.; Zhang, X.; Zheng, X.; Zhang, Y.; Sun, Z. Selective Recovery of Valuable Metals from Spent Lithium-Ion Batteries—Process Development and Kinetics Evaluation. J. Clean. Prod. 2018, 178, 833–845. [Google Scholar] [CrossRef]
- Li, L.; Fan, E.; Guan, Y.; Zhang, X.; Xue, Q.; Wei, L.; Wu, F.; Chen, R. Sustainable Recovery of Cathode Materials from Spent Lithium-Ion Batteries Using Lactic Acid Leaching System. ACS Sustain. Chem. Eng. 2017, 5, 5224–5233. [Google Scholar] [CrossRef]
- He, L.P.; Sun, S.Y.; Mu, Y.Y.; Song, X.F.; Yu, J.G. Recovery of Lithium, Nickel, Cobalt, and Manganese from Spent Lithium-Ion Batteries Using L-Tartaric Acid as a Leachant. ACS Sustain. Chem. Eng. 2017, 5, 714–721. [Google Scholar] [CrossRef]
- Li, L.; Qu, W.; Zhang, X.; Lu, J.; Chen, R.; Wu, F.; Amine, K. Succinic Acid-Based Leaching System: A Sustainable Process for Recovery of Valuable Metals from Spent Li-ion Batteries. J. Power Sources 2015, 282, 544–551. [Google Scholar] [CrossRef]
- Li, L.; Ge, J.; Wu, F.; Chen, R.; Chen, S.; Wu, B. Recovery of Cobalt and Lithium from Spent Lithium Ion Batteries Using Organic Citric Acid as Leachant. J. Hazard. Mater. 2010, 176, 288–293. [Google Scholar] [CrossRef] [PubMed]
- Musariri, B.; Akdogan, G.; Dorfling, C.; Bradshaw, S. Evaluating Organic Acids as Alternative Leaching Reagents for Metal Recovery from Lithium Ion Batteries. Miner. Eng. 2019, 137, 108–117. [Google Scholar] [CrossRef]
- Harper, G.D.J.; Kendrick, E.; Anderson, P.A.; Mrozik, W.; Christensen, P.; Lambert, S.; Greenwood, D.; Das, P.K.; Ahmeid, M.; Milojevic, Z.; et al. Roadmap for a Sustainable Circular Economy in Lithium-Ion and Future Battery Technologies. J. Phys. Energy 2023, 5, 021501. [Google Scholar] [CrossRef]
- Velázquez-Martínez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A Critical Review of Lithium-Ion Battery Recycling Processes from a Circular Economy Perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef] [Green Version]
- Zou, H.; Gratz, E.; Apelian, D.; Wang, Y. A Novel Method to Recycle Mixed Cathode Materials for Lithium Ion Batteries. Green Chem. 2013, 15, 1183. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, Y.; Zhang, L.; Xu, S. Cleaner Recycling of Cathode Material by In-Situ Thermite Reduction. J. Clean. Prod. 2020, 249, 119340. [Google Scholar] [CrossRef]
- Kaksonen, A.H.; Deng, X.; Bohu, T.; Zea, L.; Khaleque, H.N.; Gumulya, Y.; Boxall, N.J.; Morris, C.; Cheng, K.Y. Prospective Directions for Biohydrometallurgy. Hydrometallurgy 2020, 195, 105376. [Google Scholar] [CrossRef]
- Wittkowski, A.; Schirmer, T.; Qiu, H.; Goldmann, D.; Fittschen, U.E.A. Speciation of Manganese in a Synthetic Recycling Slag Relevant for Lithium Recycling from Lithium-Ion Batteries. Metals 2021, 11, 188. [Google Scholar] [CrossRef]
- Tabelin, C.B.; Dallas, J.; Casanova, S.; Pelech, T.; Bournival, G.; Saydam, S.; Canbulat, I. Towards a Low-Carbon Society: A Review of Lithium Resource Availability, Challenges and Innovations in Mining, Extraction and Recycling, and Future Perspectives. Miner. Eng. 2021, 163, 106743. [Google Scholar] [CrossRef]
Figure 1.
ICP-OES analysis of metal content with the % mass contribution in the black mass (a) and the level of leaching from the coated current collector (b) when delaminated.
Figure 1.
ICP-OES analysis of metal content with the % mass contribution in the black mass (a) and the level of leaching from the coated current collector (b) when delaminated.

Figure 2.
XRD (a) patterns of the recovered material and untreated material as a comparison, (b) oxalic acid treated pattern, (c) citric acid treated pattern, (d) malic acid treated pattern, (e) acetic acid treated pattern, (f) lactic acid treated pattern, (g) succinic acid treated pattern, (h) pimelic acid treated pattern.
Figure 2.
XRD (a) patterns of the recovered material and untreated material as a comparison, (b) oxalic acid treated pattern, (c) citric acid treated pattern, (d) malic acid treated pattern, (e) acetic acid treated pattern, (f) lactic acid treated pattern, (g) succinic acid treated pattern, (h) pimelic acid treated pattern.

Figure 3.
SEM micrographs of acid delamination recovered black mass powders, with manganese and nickel areas highlighted. (A) acetic, (B) citric, (C) lactic (D) malic, and (E) oxalic acid. Manganese in teal and green. Nickel in pink and blue.
Figure 3.
SEM micrographs of acid delamination recovered black mass powders, with manganese and nickel areas highlighted. (A) acetic, (B) citric, (C) lactic (D) malic, and (E) oxalic acid. Manganese in teal and green. Nickel in pink and blue.

Figure 4.
Process flow of valorisation and the recycling an end-of-life battery.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Summary of current separation techniques and their advantages and disadvantages.
| Method | Advantage | Disadvantage |
|---|---|---|
| Mineral Acid Delamination [33] | Acids are readily available. | Acids may only be used once. Acids may be highly hazardous. Large amounts of waste generated. Inappropriate for direct recycling due to leaching. |
| Organic Acid Delamination [27,28,29] | Acids can be biologically derived and so can be renewable/green. Similar process to mineral acid delamination. | Acids may only be used once. Large amounts of waste generated. |
| Thermal Treatment [34,35] | Simple technology required. May be tailored to specific chemistries. | Release of toxic compounds. May not be chemistry agnostic |
| Solvent Dissolution [36,37,38] | Solvent can be recovered and reused. High recover efficiency. | Solvents may be toxic and flammable. Possible expense. |
| Mechanical Grinding [15,34,39] | Well-studied technology. Cheap. | Contaminated output requiring further separation. |
| Cryogenic Grinding [15,40,41] | Good peeling efficiency. Prevent surface chemical change. | Liquid nitrogen is expensive. Depending on size, aluminium may be difficult to recover. |
Table 2.
Summary of separated black mass and Al current collector collected after delamination step.
Table 2.
Summary of separated black mass and Al current collector collected after delamination step.
| Acid | Mass of Electrode Sample (g) | Mass of Separated Black Mass (g) | Al Mass (g) |
|---|---|---|---|
| Oxalic acid | 7.513 | 6.897 | 1.157 |
| Citric acid | 7.485 | 3.552 | 1.476 |
| Malic acid | 7.510 | 5.000 | 1.614 |
| Acetic acid | 7.517 | 5.563 | 1.494 |
| Lactic acid | 7.487 | 4.724 | 1.416 |
| Succinic acid | 7.488 | 5.085 | 1.742 |
| Pimelic acid | 7.519 | 5.000 | 1.786 |
Table 3.
Elemental composition of the recovered black mass after acid delamination, as measured by ICP-OES after digest and dilution.
Table 3.
Elemental composition of the recovered black mass after acid delamination, as measured by ICP-OES after digest and dilution.
| Element | Oxalic | Citric | Malic | Acetic | Lactic | Succinic | Pimelic |
|---|---|---|---|---|---|---|---|
| Al | 10.5 | 12.8 | 11.9 | 12.0 | 11.7 | 11.8 | 11.3 |
| Co | 56.2 | 65.1 | 59.7 | 54.9 | 55.5 | 55.1 | 54.5 |
| Mn | 747.2 | 436.2 | 679.7 | 806.6 | 858.7 | 862.1 | 857.0 |
| Ni | 401.7 | 250.6 | 369.7 | 430.8 | 457.1 | 458.6 | 455.7 |
| Li | 57.5 | 60.4 | 58.7 | 66.8 | 61.3 | 62.6 | 64.4 |
Table 4.
Elemental composition of the acidic delaminating solute after delamination as measured by ICP-OES.
Table 4.
Elemental composition of the acidic delaminating solute after delamination as measured by ICP-OES.
| Element | Oxalic | Citric | Malic | Acetic | Lactic | Succinic | Pimelic |
|---|---|---|---|---|---|---|---|
| Al | 820.3 | 588.8 | 475.0 | 372.4 | 417.5 | 313.8 | 294.6 |
| Co | 1.6 | 87.1 | 100.6 | 28.7 | 60.0 | 43.7 | 24.4 |
| Mn | 12.3 | 131.0 | - | 57.8 | 172.4 | 106.9 | 58.6 |
| Ni | 22.8 | 104.0 | 196.3 | 169.7 | 254.0 | 201.5 | 132.3 |
| Li | 1007.7 | 1389.6 | 942.1 | 388.7 | 657.3 | 522.5 | 409.2 |
Table 5.
Summary of material weight fractions in acid processed materials by XRD.
| Acid | Phase 1 Wt.Frac. | Phase 2 Wt.Frac. | Ratio Wt. Frac. 1/2 | Rwp % | Rp % | Chi2 |
|---|---|---|---|---|---|---|
| Oxalic acid | 0.75264 | 0.24736 | 3.04 | 5.02 | 3.21 | 10.15 |
| Citric acid | 0.75918 | 0.24082 | 3.15 | 5.90 | 4.08 | 4.577 |
| Malic acid | 0.76608 | 0.23392 | 3.27 | 6.21 | 3.48 | 15.63 |
| Acetic acid | 0.76843 | 0.23157 | 3.32 | 3.64 | 2.54 | 4.777 |
| Lactic acid | 0.81942 | 0.18058 | 4.54 | 5.72 | 3.27 | 11.82 |
| Succinic acid | 0.80778 | 0.19222 | 4.20 | 4.12 | 2.91 | 1.07 |
| Pimelic acid | 0.82649 | 0.17351 | 4.76 | 4.27 | 2.97 | 1.23 |
N.B. Phase 1 is LMO and Phase 2 is NCA.
Table 6.
First-cycle capacity and peeling efficiency.
| Processing Acid | First-Cycle Capacity (mAh/g) | Peeling Efficiency (%) | Li+ Content (ppm) |
|---|---|---|---|
| Citric acid | 57.32 | 99.5 | 60.44 |
| Acetic Acid | 84.51 | 100.0 | 66.76 |
| Malic Acid | 54.23 | 86.4 | 58.66 |
| Oxalic Acid | 69.16 | 96.53 | 57.49 |
| Pimelic Acid | 67.26 | 100 | 64.41 |
| Succinic Acid | 60.15 | 100 | 62.57 |
| Lactic Acid | 66.04 | 96.50 | 61.26 |
| EoL Unprocessed | 107.62 | N/A | 71.71 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zorin, A.; Song, T.; Gastol, D.; Kendrick, E. Acid-Assisted Separation of Cathodic Material from Spent Electric Vehicle Batteries for Recycling. Metals 2023, 13, 1276. https://doi.org/10.3390/met13071276
AMA Style
Zorin A, Song T, Gastol D, Kendrick E. Acid-Assisted Separation of Cathodic Material from Spent Electric Vehicle Batteries for Recycling. Metals. 2023; 13(7):1276. https://doi.org/10.3390/met13071276
Chicago/Turabian StyleZorin, Anton, Tengfei Song, Dominika Gastol, and Emma Kendrick. 2023. "Acid-Assisted Separation of Cathodic Material from Spent Electric Vehicle Batteries for Recycling" Metals 13, no. 7: 1276. https://doi.org/10.3390/met13071276
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.