1. Introduction
Lithium-ion batteries (LIBs) are widely utilized in electric vehicles, mobile phones, computers, and other electronic devices due to their advantages, such as high energy density, small size, safety, and extended life cycle [
1]. In the latest research report, the global LIBs market is forecast to grow from USD 44.5 billion in 2022 to USD 135.1 billion in 2031 at a compound annual growth rate (CAGR) of 13.1%. In 2022, Germany led the European market, and from that year to 2031, it is predicted to see the highest CAGR. One factor driving market expansion in the region is the country’s reputation as one of the leading car manufacturers in Europe [
2]. Environmental and economic aspects are the two main factors that describe how important and urgent LIB recycling is. The presence of cobalt and nickel as toxic-metal components has led to LIBs being considered typical hazardous waste. In addition, the critical metals, i.e., lithium, nickel, cobalt, and manganese, which are only produced in limited countries, will experience a sustained price increase as a result of the strong growth in demand. Lithium, nickel, cobalt, and manganese are part of the list of 34 critical raw materials (CRMs) that are of essential importance to the European Union’s economy [
3].
Two common recycling routes that can be used in LIBs are pyrometallurgy and hydrometallurgy. However, hydrometallurgy comes with its advantages. It allows the recovery of valuable and critical metals such as lithium, a task that pyrometallurgical methods cannot accomplish [
4]. Additionally, it is distinguished by its minimal energy consumption and reduced gas emissions [
4,
5]. In general, a typical hydrometallurgical process consists of pre-treatment, acid leaching, and metal separation. A crucial step in the pre-treatment process, in addition to mechanical treatment, is pyrolysis. It removes organic compounds, such as binders and electrolytes, which enables easier hydrometallurgical processing of LIBs and a higher metal recovery efficiency [
6].
Inorganic acids such as hydrochloric acid (HCl), sulfuric acid (H
2SO
4), and nitric acid (HNO
3) have been proven to be efficient solvents for leaching of LIBs. However, these particular acid types are not capable of selectively dissolving metals, exhibit higher corrosiveness towards equipment, present increased potential hazards to operators, and release undesired toxic gases such as SO
3, Cl
2, and NO
x, which are considered unacceptable from an environmental perspective. In addition, it is necessary to subject inorganic acids to expensive wastewater treatment [
1,
7,
8]. Recent advancements in hydrometallurgical research have moved their focus toward the development of more selective, safer, environmentally friendlier, and sustainable leaching agents, such as organic acids. These agents can achieve comparable leaching performance to inorganic acids while employing reductive leaching methodologies [
9].
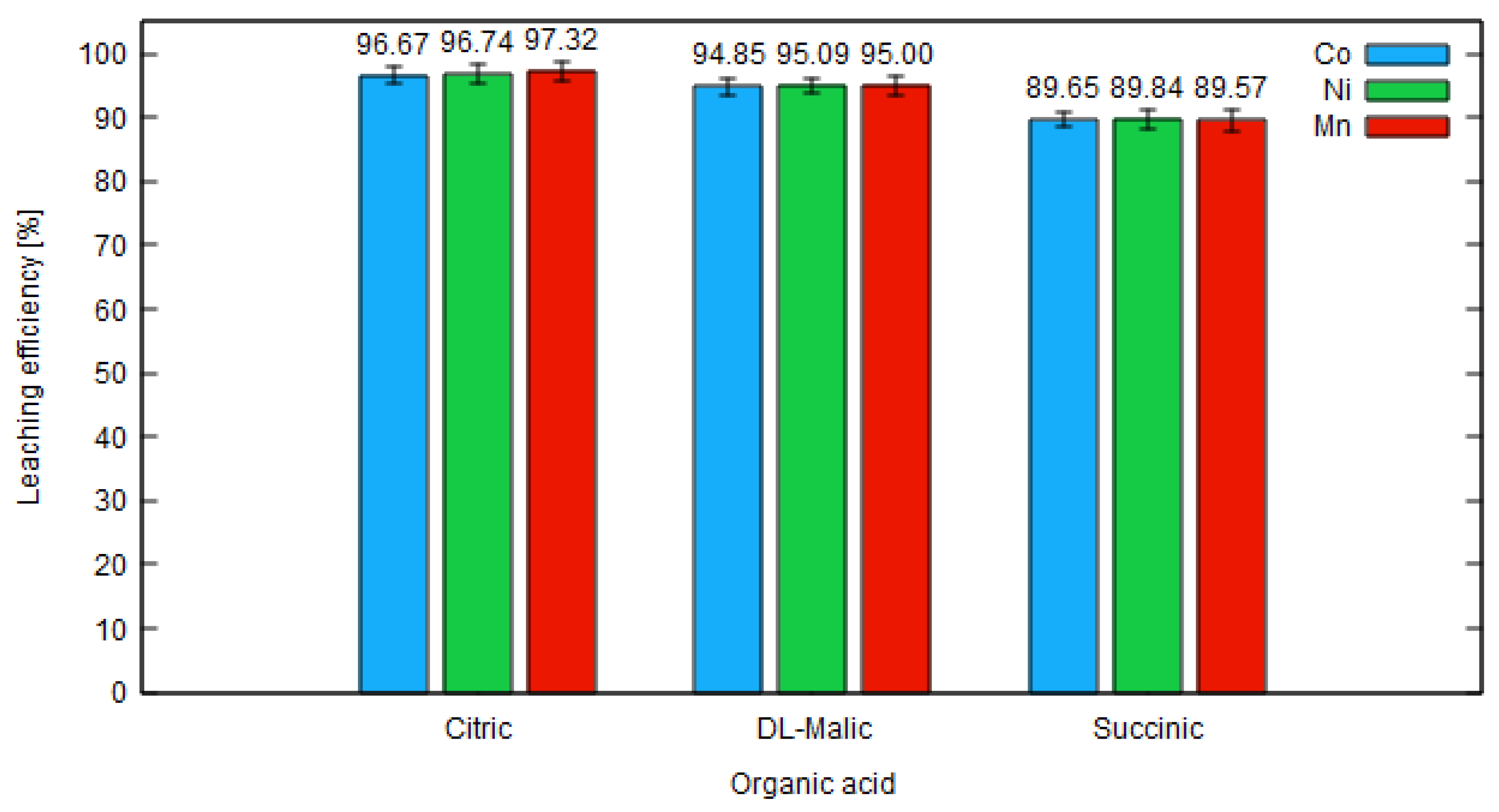
Several investigations have focused on using organic acids to leach waste cathodic materials from spent LIBs. The most common organic leaching solutions are citric acid, DL-malic acid, and succinic acid. Li et al. [
10] studied the recovery of lithium and cobalt from spent LiCoO
2 (LCO) batteries using succinic acid in the presence of H
2O
2. They achieved almost complete cobalt and substantial lithium leaching—nearly 100% and 96%, respectively, under optimal conditions of 1.5 M succinic acid concentration, 4 vol% H
2O
2, 15 g/L S/L ratio, 70 °C reaction temperature, and 40 min reaction time. In a separate study by Li et al. [
9], lithium and cobalt were leached from cathodic LCO material using citric acid and H
2O
2. Under the best conditions of 1.25 M citric acid, 1 vol% H
2O
2, a 20 g/L S/L ratio, and 90 °C reaction temperature, they achieved a recovery of 93% for cobalt and 99% for lithium within 30 min. Li et al. [
11] explored the extraction of cobalt and lithium from LCO cathodic material in spent LIB using DL-malic acid as a leaching agent. They achieved a recovery of 93% cobalt and 99% lithium after leaching with 1.5 M DL-malic acid and 2.0 vol% H
2O
2 at 90 °C and a 20 g/L S/L ratio within a 40 min reaction time.
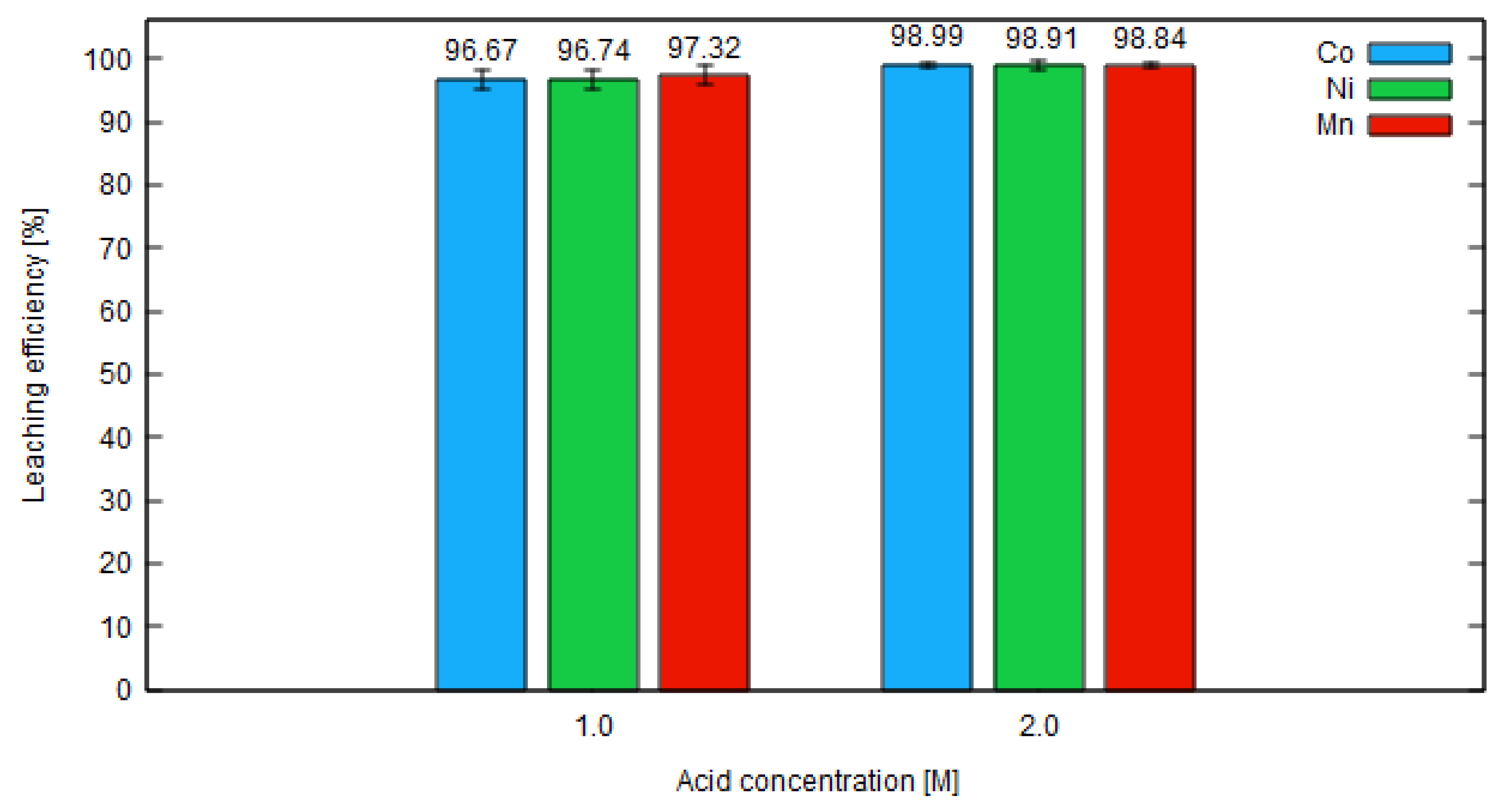
Previous research findings highlight the significance of acid concentration and H
2O
2 in influencing the leaching process. Li et al. [
11] studied the effect of DL-malic acid concentration on the extraction of lithium and cobalt. They found that an acid concentration of 1.5 M led to optimal results, with up to 93% cobalt and 99% lithium dissolution. Similarly, Li et al. [
9] examined the effect of citric acid concentration on leaching and reported that the leaching efficiency increased by about 70% for cobalt and 63% for lithium when the citric acid concentration was increased from 0.3 M to 1.25 M. Comparable findings were reported by Li et al. [
10,
12] when using succinic acid or lactic acid as leaching agents. Additionally, investigations by Gao et al. [
13], Li et al. [
9,
10,
11], and Gerold [
14] explored the impact of H
2O
2 addition, highlighting its role in aiding the dissolution of LIB cathodic materials. In particular, H
2O
2 facilitates the dissolution of compounds such as LiNi
1/3Mn
1/3Co
1/3O
2 (NMC111), LiCoO
2 (LCO), or LiMn
2O
4 (LMO) by reducing Co
3+ and Mn
4+ into the more soluble Co
2+ and Mn
2+. This process also promotes the dissolution of nickel and lithium, as these metals are part of the same oxide compound [
9,
13].
Compared to other methods for metal separation, co-precipitation is often regarded as the simplest, most effective, and cost-efficient technique. Various coprecipitating agents are known, including sodium hydroxide, sodium carbonate, and oxalic acid [
15]. He et al. and Yang et al. documented the co-precipitation of Ni
2+, Co
2+, and Mn
2+ ions from the leach solution using sodium carbonate and sodium hydroxide [
16,
17]. Both co-precipitation methods require strict control of several factors, such as pH, temperature, and complexing agents, to achieve the desired materials. Furthermore, the hydroxide co-precipitation process must be carried out in an inert atmosphere to prevent the formation of inhomogeneous precipitates with varying crystal structures and compositions. In contrast, oxalic acid offers a simpler recovery process without the need for an inert atmosphere and strict control over co-precipitation parameters [
15]. In the co-precipitation process, the metal ions are co-precipitated, resulting in the formation of water-insoluble metal compounds. In a typical precipitation process, each metal ion, namely lithium, cobalt, nickel, and manganese ions, are precipitated individually using different separation methods, resulting in the formation of diverse compounds. This traditional precipitation method is considered very complicated and time-consuming. Additionally, the isolated cobalt, nickel, and manganese salts are later recombined during the regeneration or resynthesis of cathode materials, such as NMC111 [
18]. To avoid the need for individual separation, a novel approach by using oxalic acid co-precipitation has been devised to precipitate the valuable metal salts simultaneously. The resulting salts are suitable for subsequent calcination to form oxides or serve as precursors for the regeneration of the new cathode material [
15,
19,
20].
Among organic acids, oxalic acid exhibits relatively strong acidity. At standard room temperature, the equilibrium constant (Ka) for the initial H
+ dissociation is 5.37 × 10
−2 mol/L (pKa = 1.27). The subsequent loss of the second H
+ results in the formation of oxalate ions, governed by an equilibrium constant of 5.25 × 10
−5 mol/L (pKa = 4.28). The dissociation process of oxalic acid can be depicted using the following reactions [
19,
21]:
The oxalate ion (IUPAC: ethanedioate ion) is a bidentate anionic ligand with the capacity to donate two pairs of electrons to a metal ion. Due to its ability to bind to a metal cation at two different sites, this ligand is commonly referred to as a chelating ligand [
22]. In historical contexts, oxalate has been used as a precipitating agent in rare earth extraction processes [
23,
24]. The solubility of oxalate compounds varies depending on the interactions between the metal and the ligand.
Table 1 categorizes metal oxalate compounds in battery recycling into soluble and insoluble types. Compounds with a solubility of less than 1 g/L of water at 25 °C are considered qualitatively insoluble. The differences in the solubility among various metal oxalate species can be strategically utilized to achieve effective metal separation [
25].
Oxalate derived from organic sources has minimal to no impact on the environment and is generally safer to handle compared to conventional inorganic acids. Furthermore, it holds the promise of facilitating the development of a more energy-efficient process. Given these attributes, oxalate holds immense potential to establish a robust foundation for future advancements in metal separation [
1,
22].
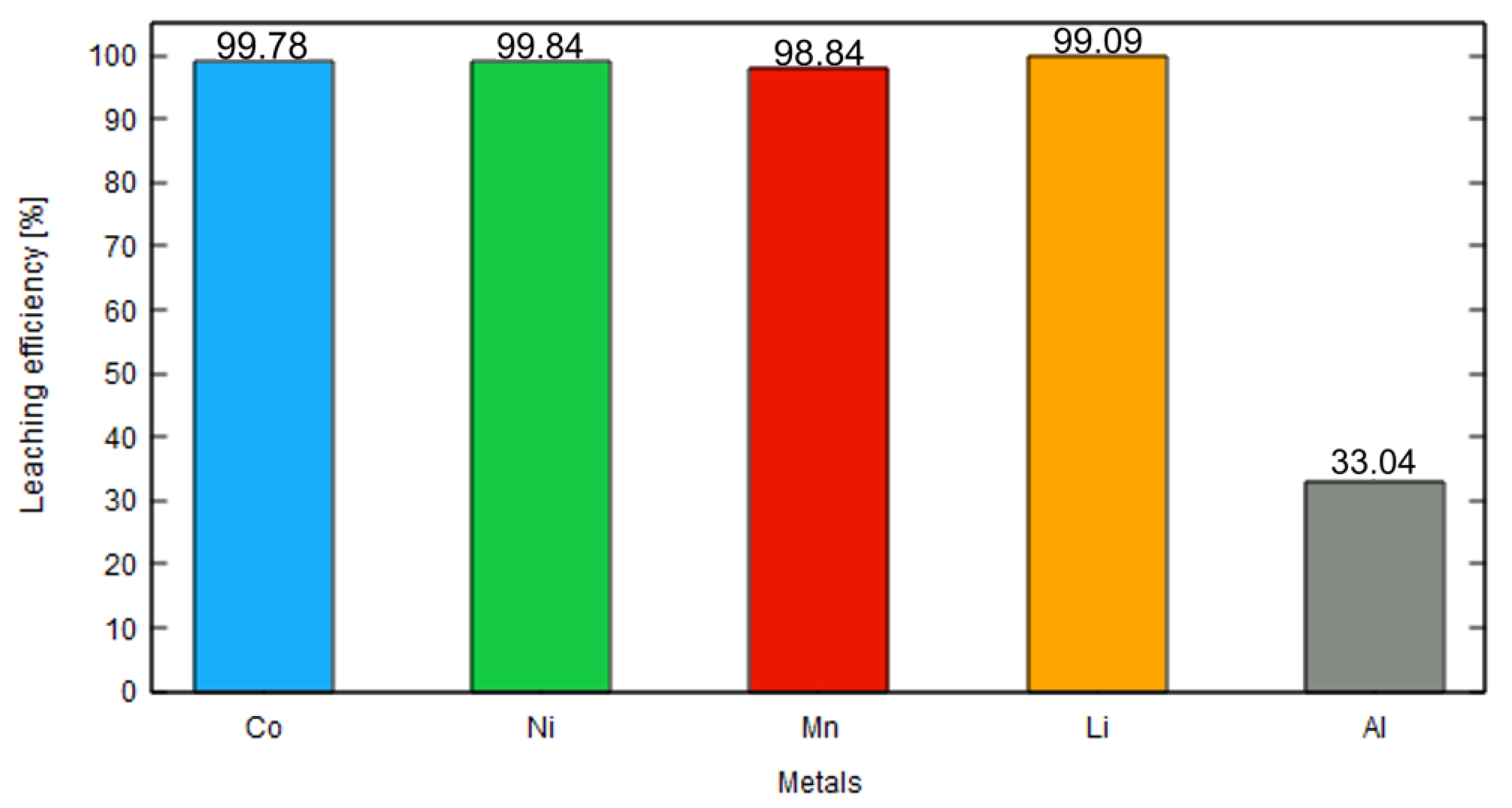
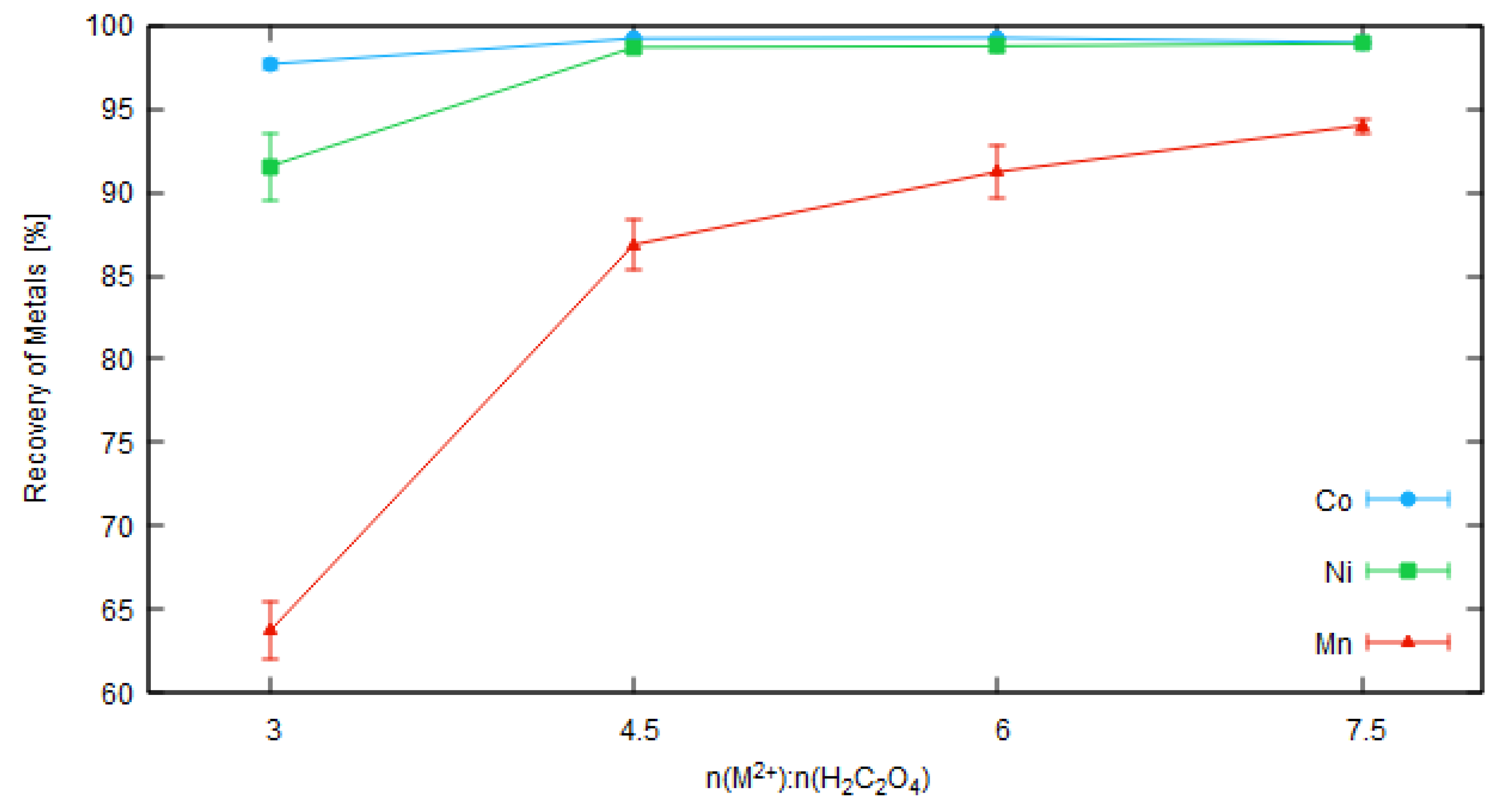
The main aim of this study is to investigate the processes for recovering cobalt, nickel, and manganese from an organic leach solution of spent LIB (pyrolyzed black mass of LiCo1/3Ni1/3Mn1/3O2, NMC111) using co-precipitation of metal oxalates. “Black mass” refers to a mixture obtained from pre-treatment processing of spent batteries. In the initial stage, experiments will be conducted utilizing citric acid, DL-malic acid, and succinic acid as organic leaching agents with varying acid concentrations and amounts of H2O2. Once the optimal organic acid and experimental parameters are determined, these factors will be then employed as parameters in making a leach solution, which was subsequently utilized in the following process of co-precipitation. In the co-precipitation process, oxalic acid will be employed as the precipitating agent. Subsequently, experiments will be conducted, varying the oxalic acid-to-metal ratios to obtain the optimal recovery values for nickel, manganese, and cobalt.



 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}