
Effect Mechanism of α-Ferrite Sustained Precipitation on High-Temperature Properties in Continuous Casting for Peritectic Steel
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
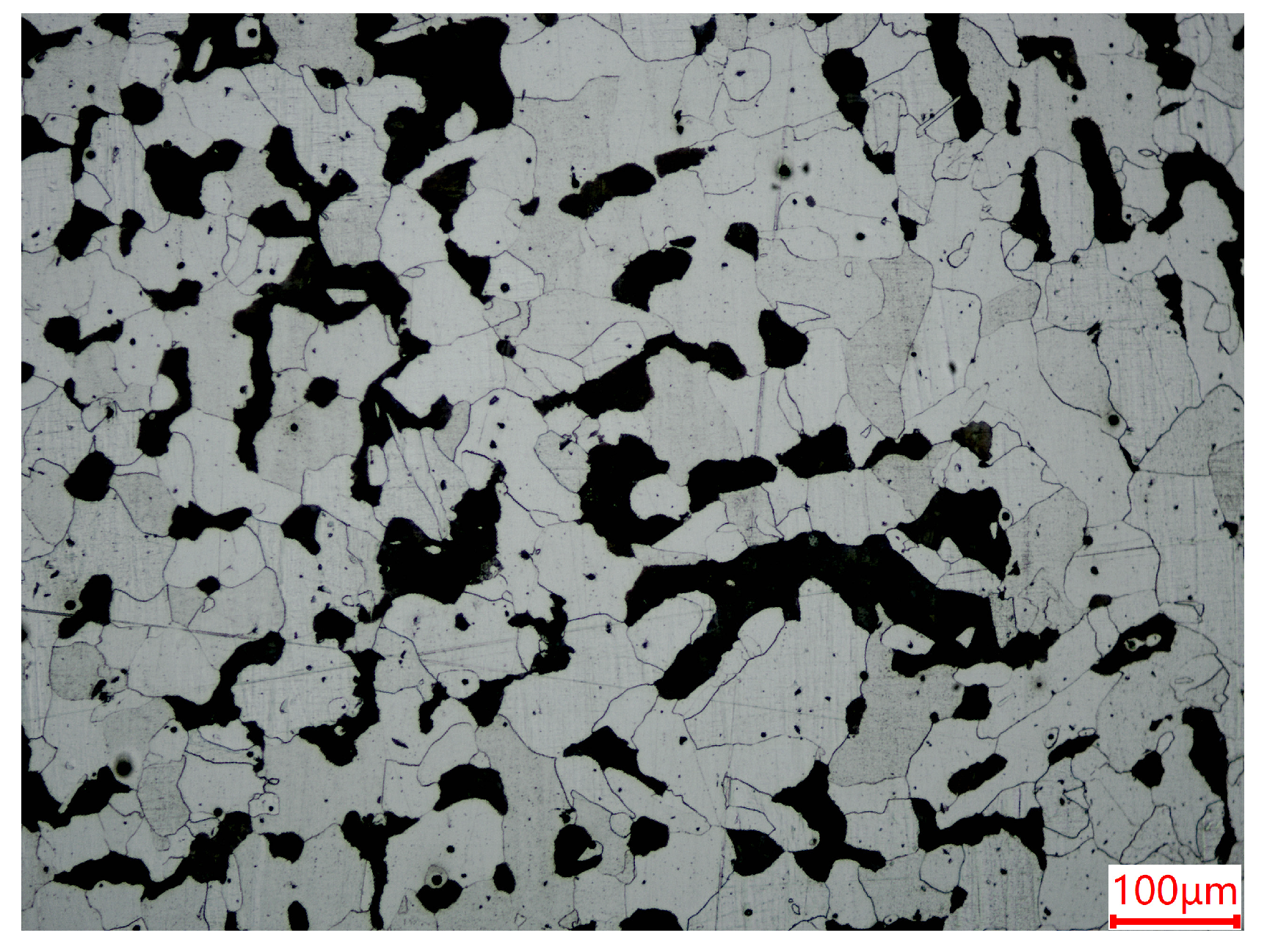
3.1. In Situ Observation of Microstructure Evolution during the Whole α-Ferrite Precipitation Process
3.2. Critical Temperatures and Phase Fractions for α-Ferrite Precipitation Processes
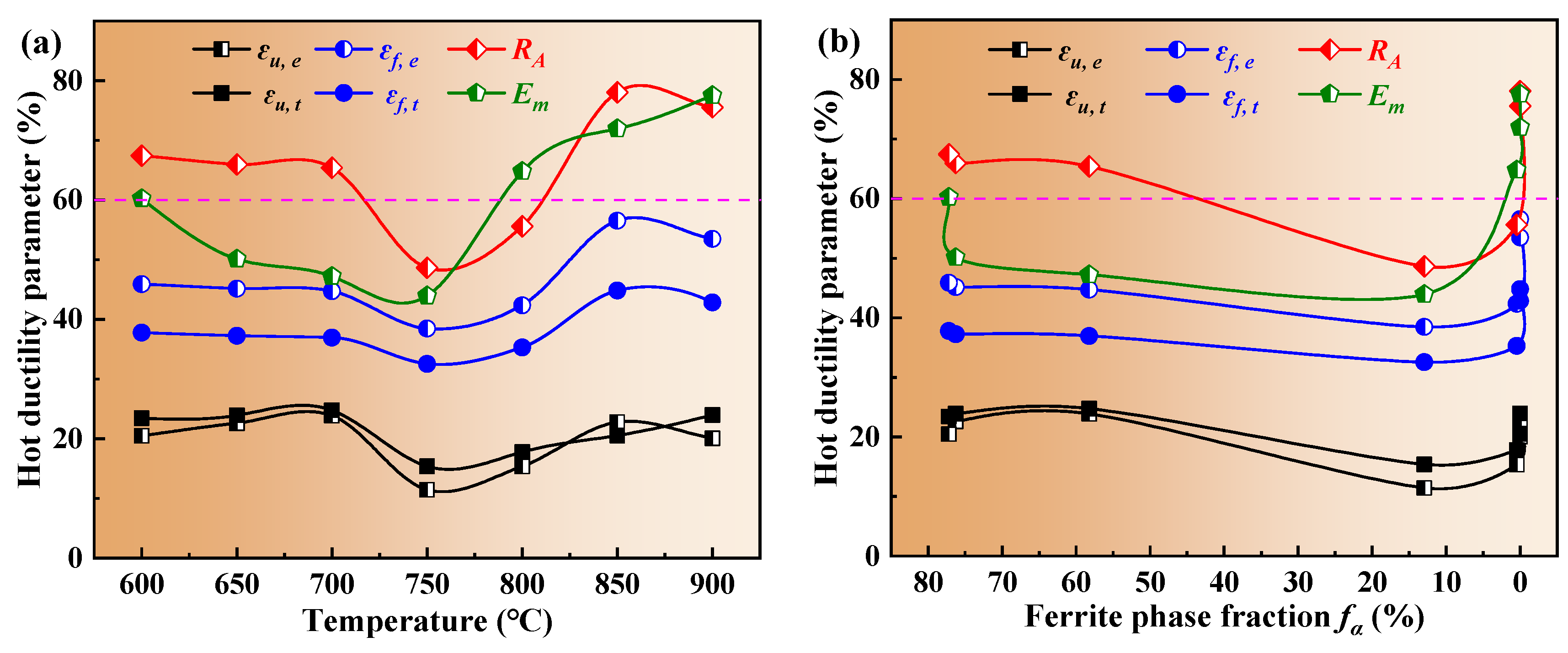
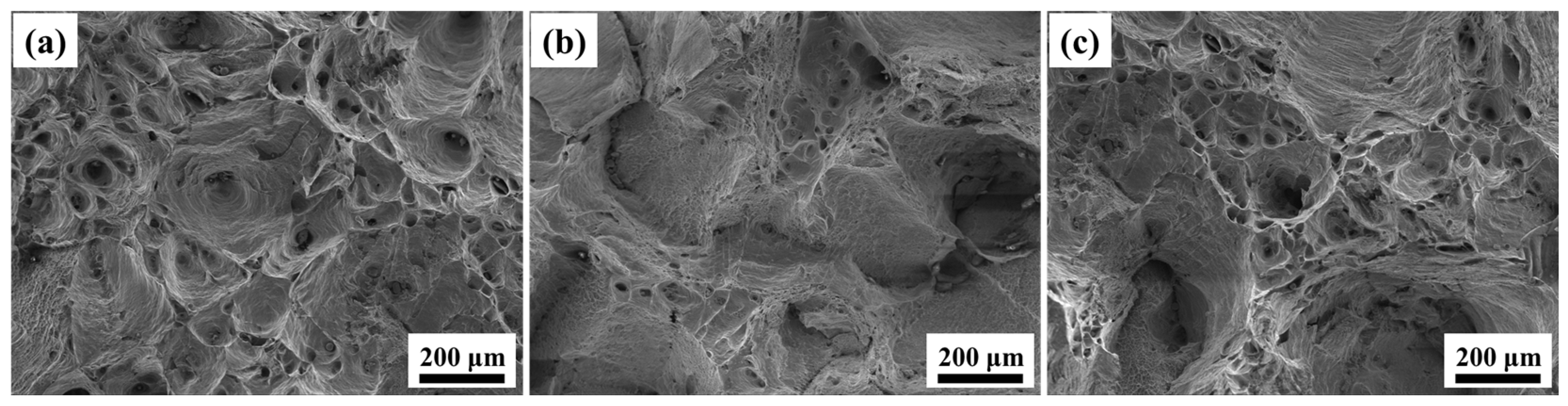
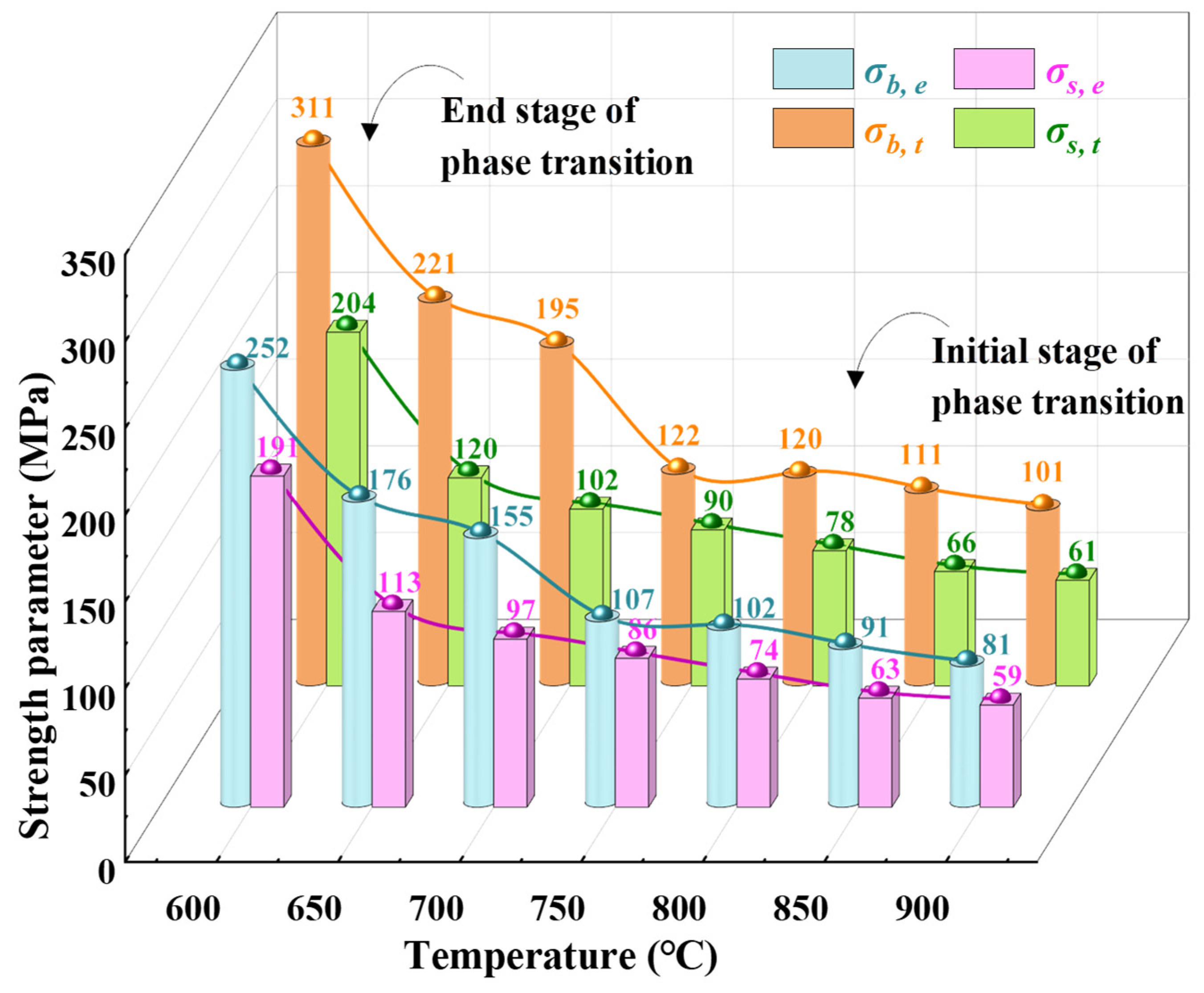
3.3. Evolution of Hot Ductility and High-Temperature Strength during α-Ferrite Precipitation
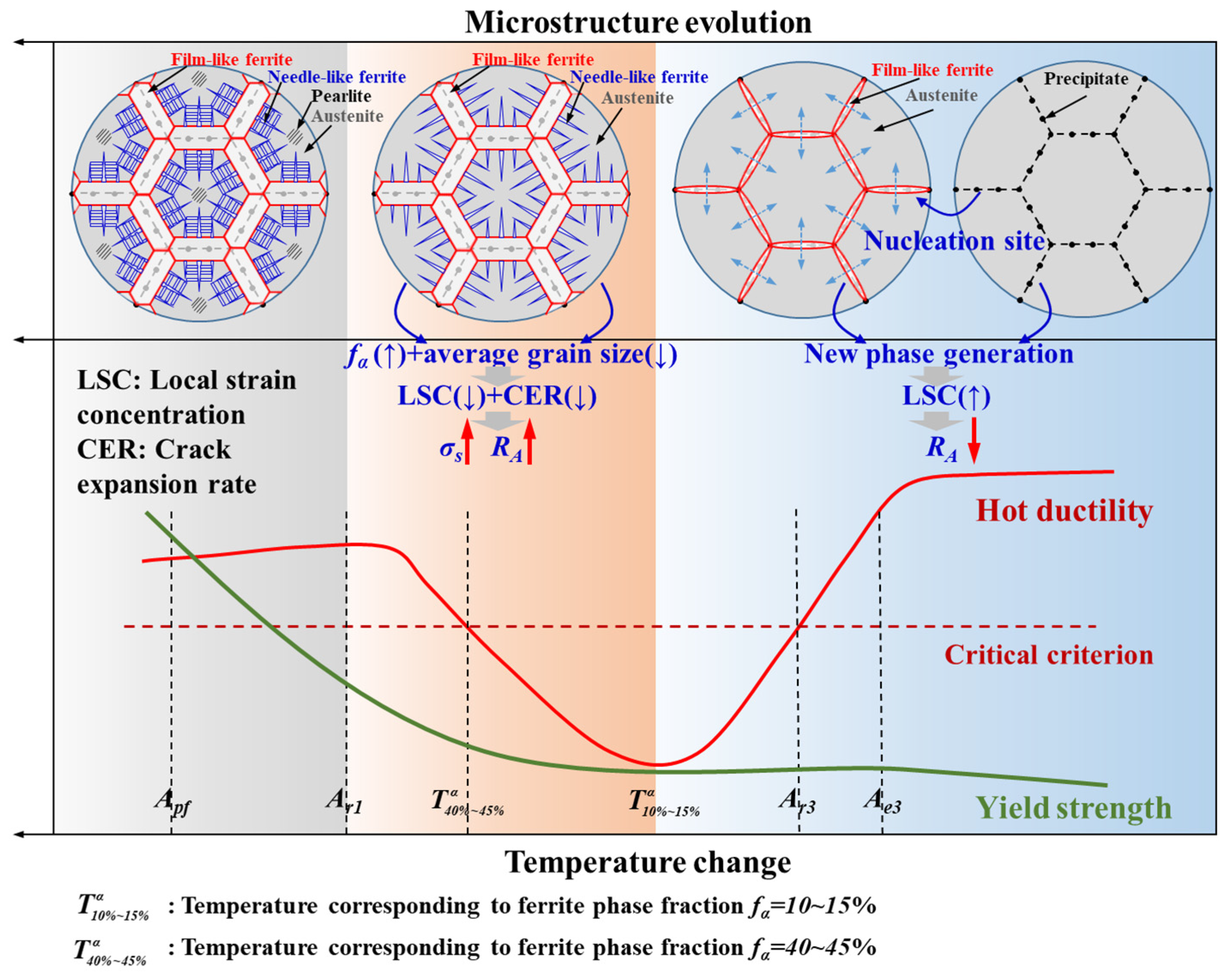
3.4. Effect Mechanism of α-Ferrite Sustained Precipitation on High-Temperature Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Q.; Lan, P.; Wang, H.; Ai, H.; Chen, D.; Wang, H. Formation and control of the surface defect in hypo-peritectic steel during continuous casting: A review. Int. J. Miner. Metall. Mater. 2023, 30, 2281–2296. [Google Scholar] [CrossRef]
- Wang, Y.; Ren, Q.; Zhang, L.; Yang, X.; Yang, W.; Ren, Y.; Zhang, H. Formation and control of transverse corner cracks in the continuous casting slab of a microalloyed steel. Steel Res. Int. 2021, 92, 2000649. [Google Scholar] [CrossRef]
- An, J.; Cai, Z.; Zhu, M. Effect of titanium content on the refinement of coarse columnar austenite grains during the solidification of peritectic steel. Int. J. Miner. Metall. Mater. 2022, 29, 2172–2180. [Google Scholar] [CrossRef]
- Azizi, G.; Thomas, B.; Zaeem, M. Review of peritectic solidification mechanisms and effects in steel casting. Metall. Mater. Trans. B 2020, 51, 1875–1903. [Google Scholar] [CrossRef]
- Azizi, G.; Thomas, B.; Zaeem, M. Prediction of thermal distortion during steel solidification. Metals 2022, 12, 1807. [Google Scholar] [CrossRef]
- Zhu, M.; Cai, Z. Formation mechanism and control technology of transverse corner cracks during slab continuous casting of microalloyed steels. Steel Res. Int. 2023, 94, 2300119. [Google Scholar] [CrossRef]
- Ai, S.; Long, M.; Guo, W.; Liu, P.; Chen, D.; Dong, Z.; Zhang, Y.; Duan, H. Ab initio study on continuous evolution of mechanical properties in phase transition region of low carbon steel. Steel Res. Int. 2020, 91, 2000070. [Google Scholar] [CrossRef]
- Zhou, Q.; Yin, Y.; Liu, Z.; Zhang, J.; Zhang, J. Research mechanism of formation on transverse corner cracks in the continuous casting slab of peritectic steel. Steel Res. Int. 2022, 93, 2200336. [Google Scholar] [CrossRef]
- Brimacombe, J.; Sorimachi, K. Crack formation in the continuous casting of steel. Mater. Trans. B 1977, 8, 489–505. [Google Scholar] [CrossRef]
- Hori, S.; Suzuki, M.; Unigame, Y. Effect of carbon on the low temperature brittleness of iron. J. Jpn. Inst. Met. 1980, 44, 138–143. [Google Scholar] [CrossRef]
- Suzuki, H.; Nishimura, S.; Imamura, J.; Nakamura, Y. Hot ductility in steels in the temperature range between 900 and 600 °C related to the transverse facial cracks in the continuously cast slabs. Tetsu-to-Hagané 1981, 67, 1180–1189. [Google Scholar] [CrossRef] [PubMed]
- Cai, Z.; An, J.; Cheng, B.; Zhu, M. Effect of austenite grain size on the hot ductility of Nb-bearing peritectic steel. Metall. Mater. Trans. A 2023, 54, 141–152. [Google Scholar] [CrossRef]
- Sun, L.; Liu, X.; Xu, X.; Lei, S.; Li, H.; Zhai, Q. Review on niobium application in microalloyed steel. J. Iron Steel Res. Int. 2022, 29, 1513–1525. [Google Scholar] [CrossRef]
- Ma, F.; Wen, G.; Tang, P.; Han, J. Research present of corner transversal crack on the Nb, V and Ti micro-alloyed steel slab. Mater. Rep. 2010, 24, 89–91. [Google Scholar]
- Lekganyane, K.; Mostert, R.; Siyasiya, C.; Banks, K. Irreversible loss of hot ductility following simulated primary cooling of a C–Mn steel to temperatures above the ferrite transformation temperature. Mater. Sci. Eng. A 2021, 810, 141007. [Google Scholar] [CrossRef]
- He, G.; Wan, S.; Jiang, B.; Zhang, C.; Liu, Y.; Wu, C. Adverse effect of niobium and boron on hot deformation behavior of sulfur-containing steel. J. Iron Steel Res. Int. 2024, 31, 252–263. [Google Scholar] [CrossRef]
- Maehara, Y.; Ohmori, Y. The precipitation of AlN and NbC and the hot ductility of low carbon steels. Mater. Sci. Eng. 1984, 62, 109–119. [Google Scholar] [CrossRef]
- Thomas, B.; Brimacombe, J.; Samarasekera, I. The formation of panel cracks in steel ingots: A state-of-the-art review. ISS Trans. 1986, 7, 7–20. [Google Scholar]
- Comineli, O.; Abushosha, R.; Mintz, B. Influence of titanium and nitrogen on hot ductility of C–Mn–Nb–Al steels. Mater. Sci. Technol. 1999, 15, 1058–1068. [Google Scholar] [CrossRef]
- Cai, Z.; Zhu, M. The Control Technology for Slab Surface Crack during Continuous Casting of Micro-Alloyed Steel; Metallurgical Industry Press: Beijing, China, 2021. [Google Scholar]
- Zhao, S.; Wu, Y.; He, M.; Zhang, L. Effects of cooling rates on microstructures and mechanical properties of Nb-Ti microalloyed steel. J. Shanghai Jiaotong Univ. Sci. 2012, 17, 653–657. [Google Scholar] [CrossRef]
- Ma, F.; Wen, G.; Tang, P.; Yu, X.; Li, J.; Mei, F. Causes of transverse corner cracks in microalloyed steel in vertical bending continuous slab casters. Ironmak. Steelmak. 2010, 37, 73–79. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, L.; Li, S.; Li, M. Influence of cooling conditions on the hot ductility of Nb-Ti-bearing steels. Metall. Res. Technol. 2015, 112, 604. [Google Scholar] [CrossRef]
- Mintz, B. Understanding the low temperature end of the hot ductility trough in steels. Metall. Res. Technol. 2008, 24, 112–120. [Google Scholar] [CrossRef]
- Mintz, B.; Lewis, J.; Jonas, J. Importance of deformation induced ferrite and factors which control its formation. Metall. Res. Technol. 1997, 13, 379–388. [Google Scholar] [CrossRef]
- Mintz, B.; Abu-Shosha, R.; Shaker, M. Influence of deformation induced ferrite, grain boundary sliding, and dynamic recrystallisation on hot ductility of 0·1–0·75% C steels. Metall. Res. Technol. 1993, 9, 907–914. [Google Scholar] [CrossRef]
- Mintz, B.; Abushosha, R.; Jonas, J. Influence of dynamic recrystallisation on the tensile ductility of steels in the temperature range 700 to 1150 °C. ISIJ Int. 1992, 32, 241–249. [Google Scholar] [CrossRef]
- Qian, G.; Cheng, G.; Hou, Z. Effect of the induced ferrite and precipitates of Nb–Ti bearing steel on the ductility of continuous casting slab. ISIJ Int. 2014, 54, 1611–1620. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, Y.; Wu, H. The crack generation and propagation during γ → α transformation in Nb-microalloyed steel. Metall. Res. Technol. 2020, 36, 868–876. [Google Scholar] [CrossRef]
- Ai, S.; Long, M.; Yang, X.; Chen, D.; Duan, H. Prediction model for crack sensitive temperature region and phase fractions of slab under continuous casting cooling rates based on finite number of experiments. J. Mater. Res. Technol. 2023, 22, 1103–1117. [Google Scholar] [CrossRef]
- Dou, K.; Meng, L.; Liu, Q.; Liu, B.; Huang, Y. Influence of cooling rate on secondary phase precipitation and proeutectoid phase transformation of micro-alloyed steel containing vanadium. Met. Mater. Int. 2016, 22, 349–355. [Google Scholar] [CrossRef]
- Jiménez-Lugos, J.; Cabrera-Marrero, J.; Chávez-Alcalá, J.; Hallen-López, J.; López-Rodríguez, J. Constitutive modeling of hot deformation of carbon steels in the intercritical zone. Mater. Res. 2022, 25, e20210275. [Google Scholar] [CrossRef]
- Ai, S.; Long, M.; Zhang, S.; Chen, D.; Dong, Z.; Liu, P.; Zhang, Y.; Duan, H. Ab initio calculations on elastic properties of IF steel matrix phase at high temperature based on lattice expansion theory. Metals 2020, 10, 283. [Google Scholar] [CrossRef]
- Mintz, B. The influence of composition on the hot ductility of steels and to the problem of transverse cracking. ISIJ Int. 1999, 39, 833–855. [Google Scholar] [CrossRef]
- Abushosha, R.; Comineli, O.; Mintz, B. Influence of Ti on hot ductility of C-Mn-Al steels. Mater. Sci. Technol. 1999, 15, 278–286. [Google Scholar] [CrossRef]
- Shin, E. Hot Ductility of TWIP Steels. Ph.D. Thesis, City University, London, UK, 2014. [Google Scholar]
- Calvo, J.; Rezaeian, A.; Cabrera, J.; Yue, S. Effect of the thermal cycle on the hot ductility and fracture mechanisms of a C–Mn steel. Eng. Fail. Anal. 2007, 14, 374–383. [Google Scholar] [CrossRef]
- Mintz, B.; Arrowsmith, J. Hot-ductility behaviour of C–Mn–Nb–Al steels and its relationship to crack propagation during the straightening of continuously cast strand. Met. Technol. 1979, 6, 24–32. [Google Scholar] [CrossRef]
- De Andres, C.; Caballero, F.; Capdevila, C.; Álvarez, L. Application of dilatometric analysis to the study of solid–solid phase transformations in steels. Mater. Charact. 2002, 48, 101–111. [Google Scholar] [CrossRef]
- Liu, T.; Long, M.; Fan, H.; Chen, D.; Chen, H.; Duan, H.; Jiang, W.; He, W. Dilatometric determination of four critical temperatures and phase transition fraction for austenite decomposition in hypo-eutectoid steels using peak separation method. J. Mater. Res. 2018, 33, 967–977. [Google Scholar] [CrossRef]
- Barbier, D.; Guérin, J.; Dubar, M.; Bénard, T.; Bonneau, S.; Cabrera, E. Hot ductility and flow stress of AISI 4130 and 52100-type steels. Mater. Sci. Eng. A 2017, 690, 37–43. [Google Scholar] [CrossRef]
- Mintz, B.; Qaban, A. The influence of precipitation and high levels of Al, Si, P as well as a small B addition on the hot ductility of TWIP and TRIP assisted steels: A critical review. Metals 2022, 12, 502. [Google Scholar] [CrossRef]
- Mintz, B.; Crowther, D. Hot ductility of steels and its relationship to the problem of transverse cracking in continuous casting. Int. Mater. Rev. 2010, 55, 168–196. [Google Scholar] [CrossRef]
- Suzuki, H.; Nishimura, S.; Yamaguchi, S. Physical simulation of the continuous casting of steels. In Proceedings of the Conference on Physical Simulation Techniques for Welding, Hot forming and Continuous Casting, Canmet, Ottowa, ON, Canada, 2−4 May 1988. [Google Scholar]
- Guo, Y.; Zhao, Y.; Wang, K.; Song, S. A comparative study of hot ductility of unadded and Ce-added SA508-4N RPV steels. J. Mater. Res. Technol. 2020, 9, 16038–16050. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, K.; Song, S. Abnormal influence of impurity element phosphorus on the hot ductility of SA508Gr. 4N reactor pressure vessel steel. Mater. Sci. Eng. A 2020, 792, 139837. [Google Scholar] [CrossRef]
- Bannenberg, N.; Bergmann, B.; Jungblut, H.; Muller, N.; Reich, K. Procedures for successful continuos casting of steel microalloyed with Nb, V Ti and N. In Proceedings of the Proc. Conf. Microalloying ’95, Pittsburgh, PA, USA, 11−14 June 1995; Iron and Steel Society. pp. 83–94. [Google Scholar]
- Liu, Y.; Sun, Y.; Wu, H. Effects of chromium on the microstructure and hot ductility of Nb-microalloyed steel. Int. J. Miner., Metall. Mater. 2021, 28, 1011–1021. [Google Scholar] [CrossRef]
- Gontijo, M.; Hoflehner, C.; Estermann, P.; Ilie, S.; Six, J.; Sommitsch, C. Effect of strain rate on the hot ductility behavior of a continuously cast Ti–Nb microalloyed steel. Steel Res. Int. 2020, 91, 2000222. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Austenite Phase Fraction fγ (%) | Ferrite Phase Fraction fα (%) | Pearlite Phase Fraction fp (%) |
|---|---|---|---|
| 900 | 100 | 0 | 0 |
| 850 | 100 | 0 | 0 |
| 800 | 99.55 | 0.45 | 0 |
| 750 | 87.05 | 12.95 | 0 |
| 700 | 40.75 | 58.25 | 0 |
| 650 | 23.67 | 76.27 | 0.06 |
| 600 | 11.93 | 77.21 | 10.86 |
| 560 | 0 | 77.21 | 22.79 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ai, S.; Li, Y.; Long, M.; Zhang, H.; Chen, D.; Duan, H.; Jia, D.; Ren, B. Effect Mechanism of α-Ferrite Sustained Precipitation on High-Temperature Properties in Continuous Casting for Peritectic Steel. Metals 2024, 14, 350. https://doi.org/10.3390/met14030350
Ai S, Li Y, Long M, Zhang H, Chen D, Duan H, Jia D, Ren B. Effect Mechanism of α-Ferrite Sustained Precipitation on High-Temperature Properties in Continuous Casting for Peritectic Steel. Metals. 2024; 14(3):350. https://doi.org/10.3390/met14030350
Chicago/Turabian StyleAi, Songyuan, Yifan Li, Mujun Long, Haohao Zhang, Dengfu Chen, Huamei Duan, Danbin Jia, and Bingzhi Ren. 2024. "Effect Mechanism of α-Ferrite Sustained Precipitation on High-Temperature Properties in Continuous Casting for Peritectic Steel" Metals 14, no. 3: 350. https://doi.org/10.3390/met14030350