Reducing the sulfur content in iron and steel has always been a major issue in the iron and steel metallurgy industry. After the blast furnace process, hot metal desulfurization can be employed using a mechanical stirring system named KR (Kambara Reactor); a lime-based desulfurizer is primarily employed [
1,
2,
3]. However, the high melting point of lime-based desulfurizers and the operating temperature of the KR mechanical stirring desulfurization, approximately 1400 °C, pose certain challenges. When iron is molten, silicon (Si) is oxidized to form silicon dioxide (SiO
2), which reacts with calcium oxide (CaO) to produce calcium silicate (Ca₂SiO₄). Researchers such as S. Lee et al. [
4] and Mitsuo et al. [
5] noted the formation of a dense calcium silicate layer on the surface of solid calcium oxide, which impedes the diffusion of sulfur and reduces desulfurization efficiency. Kawai et al. [
6] pointed out that the limited flow rate of sulfur in the solid phase underscores the importance of increasing the contact area with molten iron. To accomplish this, the use of flux is necessary to lower the melting point of CaO and improve desulfurization efficiency.
To decrease the melting point of lime and enhance its solubility, calcium fluoride (CaF
2) is commonly added [
7,
8]. However, this poses environmental, refractory, and health hazards [
9,
10], leading to strict regulations on its use [
11]. Therefore, it is critical to seek alternative cosolvents to replace CaF
2. Presently, a number of researchers [
12,
13,
14,
15,
16,
17] have explored desulfurizers based on CaO. Pezzin et al. [
12] investigated the effects of the liquid and solid phases of CaO–Al
2O
3 top slag on the efficiency of steel desulfurization, finding that CaO in the liquid slag remained saturated. However, this study was primarily focused on refining at 1600 °C and did not address the desulfurization of hot metal KR at 1400 °C. Y. Yang et al. [
13] utilized aluminum dross to produce calcium aluminate as a desulfurizer, examining the effects of sodium oxide (Na
2O), SiO
2, and titanium dioxide (TiO
2) on the desulfurization of hot metal at 1400 °C. The best desulfurization effect was achieved when Na
2O constituted 10% of the desulfurizer. Nonetheless, this study adjusted the ratio of CaO to Al
2O
3 in the desulfurizer to near unity (C/A = 1) and did not examine the impact of Al
2O
3 content on desulfurization. Yajima et al. [
14] demonstrated that adding Al
2O
3 to the CaO-SiO
2-FeO
x slag system expanded the liquid phase region when the oxygen partial pressure was 1.8 × 10
–3 Pa at 1573 K. Takahashi et al. [
15] used refining slags, such as CaO-SiO
2 and CaO-Al
2O
3, as fluxes in KR desulfurization tests. By directly substituting 100% refining slag with CaO, they observed a significant reduction in desulfurization capability, indicating that the CaO present in refining slag is insufficient and can only act as a flux. Additionally, the desulfurization capability of CaO combined with CaO-Al
2O
3 refining slag surpassed that of CaO and CaO-SiO
2 refining slag, suggesting that the addition of Al
2O
3 to CaO-based desulfurizers can improve desulfurization efficiency. Tanaka et al. [
16] carried out desulfurization experiments using CaO and 52.7CaO-35Al
2O
3-7.4SiO
2-4.9MgO as a KR desulfurizer, which led to the formation of CaS in the liquid slag between molten iron and solid CaO. Furthermore, the presence of an appropriate amount of solid solution (2.7 at.%) in the calcium aluminate phase was shown to be crucial for desulfurization in the KR desulfurizer. Oktay and Fruehan [
17] performed KR desulfurization tests on various compositions of molten iron, such as Fe-C
sat-S, Fe-C
sat-S-Si, Fe-C
sat-S-Zr, and Fe-C
sat-S-Si-Al. The results confirmed that the desulfurization capability followed the order Fe-C
sat-S-Si-Al > Fe-C
sat-S-Si > Fe-C
sat-S-Zr > Fe-C
sat-S, highlighting the significant role of SiO
2 and Al
2O
3 in KR desulfurization slag. A comprehensive review of the literature [
15,
16,
17] indicates that the formation of calcium aluminate phases profoundly influences the desulfurization ability of KR desulfurizers.
Calcium aluminate is an inorganic compound sintered with CaO and Al
2O
3 at high temperature that can be generated from aluminum dross as a source of Al
2O
3. However, aluminum dross, which is composed of Al
2O
3, aluminum nitride (AlN), a small amount of aluminum (Al), and a small amount of aluminum carbide (Al
4C
3), is listed as hazardous waste in the EU, and most of it goes directly to landfills without treatment [
18,
19]. Aluminum will react with water, resulting in ammonia (NH
3), flammable gases (hydrogen (H
2), and methane (CH
4)) [
20,
21], thereby causing stinky burning and serious harm to groundwater and ecosystems [
22,
23,
24]. According to the studies of C. Y. Lin, F. H. Lu, and Z. Su et al. [
25,
26], the AlN in AD will transfer to Al
2O
3 when the temperature is higher than 1000 °C. Hence, many studies have investigated sintered calcium aluminate from aluminum dross [
26,
27,
28]. Z. Su et al. revealed that a 1.7 molar ratio of Ca/Al roasting for 120 min at 1400 °C under ambient atmosphere would result in high-purity dodecacalcium heptaaluminate (C
12A
7) [
26]. Hu et al. showed that mixing CaO and secondary aluminum dross in a 0.6:1 (mass ratio) solution resulted in premelted calcium aluminate slag after calcinated at 1723 K for 2 h [
27]. F. A. López et al. noted that using CaCO
3 and aluminum dross as sources for a 1:3 molar ratio of Ca/Al mixture and sintering at 1300 °C would result in two kinds of calcium aluminate, tricalcium aluminate (C
3A) and C
12A
7 [
28]. Using aluminum dross in steel melting will benefit two methods. On the one hand, this approach could resolve the aluminum issue. On the other hand, it could replace calcium fluoride. In response to near-zero carbon emissions by 2050, fluorite mining should be reduced, and CO
2 emissions from mining should be reduced.
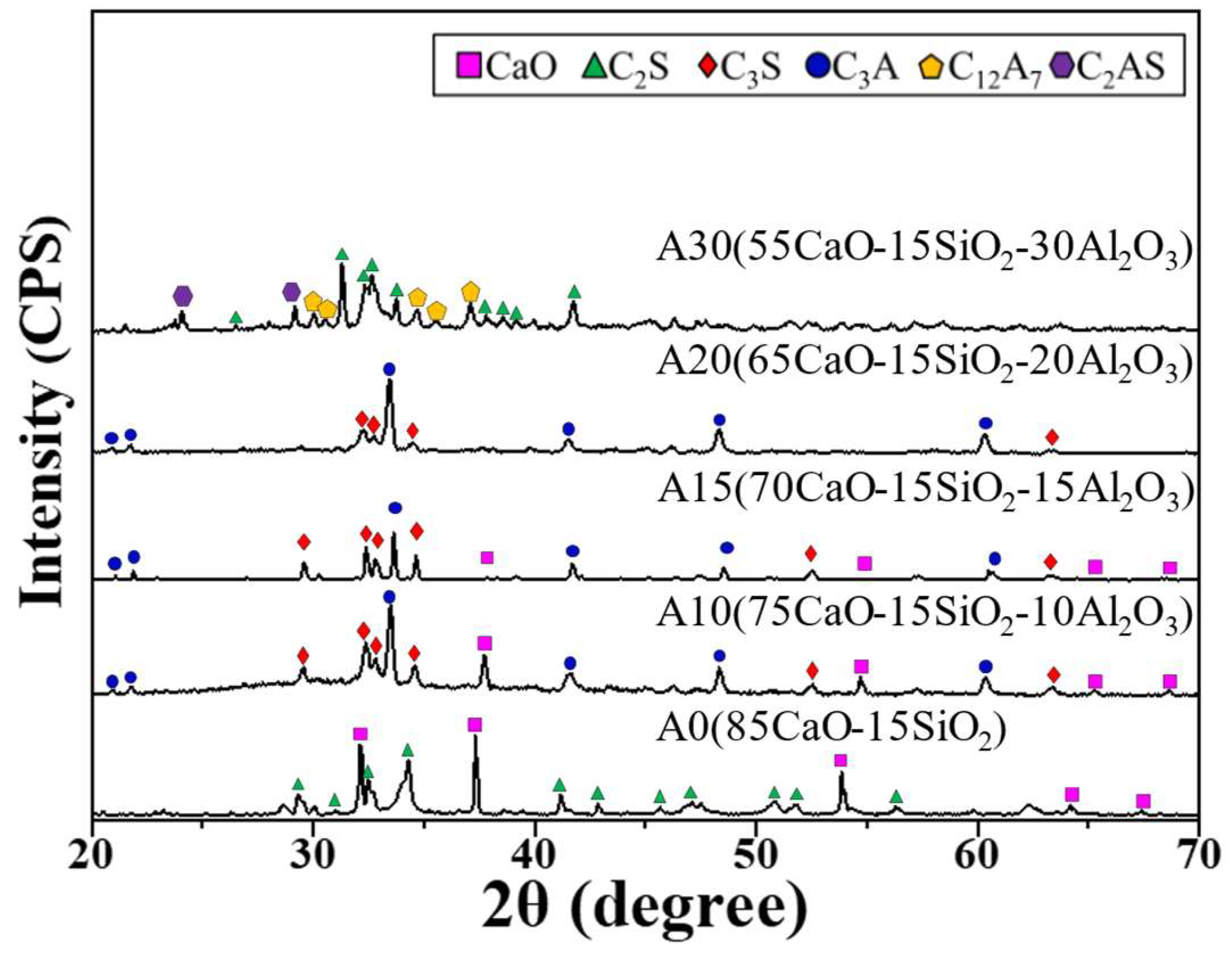
Various types of calcium aluminate phases exist, such as C
3A, C
12A
7, calcium mono-aluminate (CA), calcium dealuminate (CA
2), and calcium hexaluminate (CA
6) [
29,
30], some of which can absorb sulfur. According to S. Kim et al. [
31], different calcium aluminate phases exhibit different sulfur capacities, with C
12A
7 and C
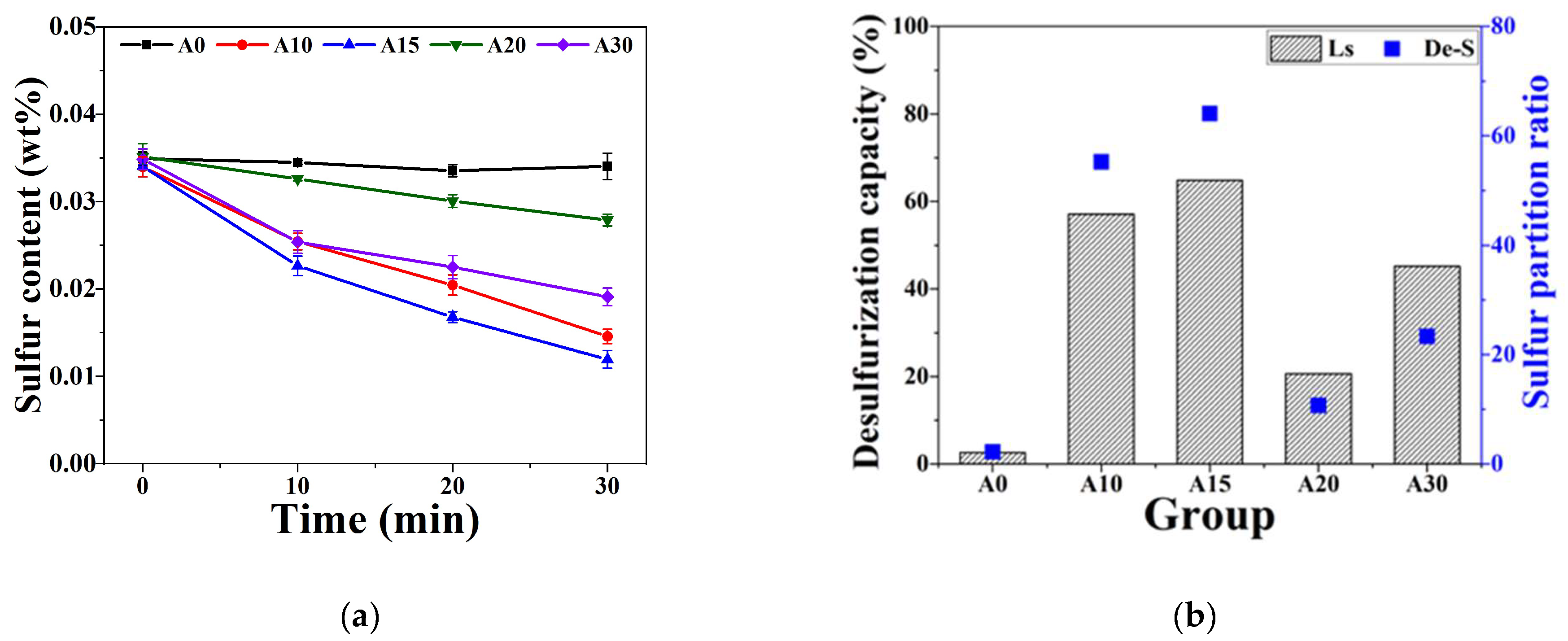
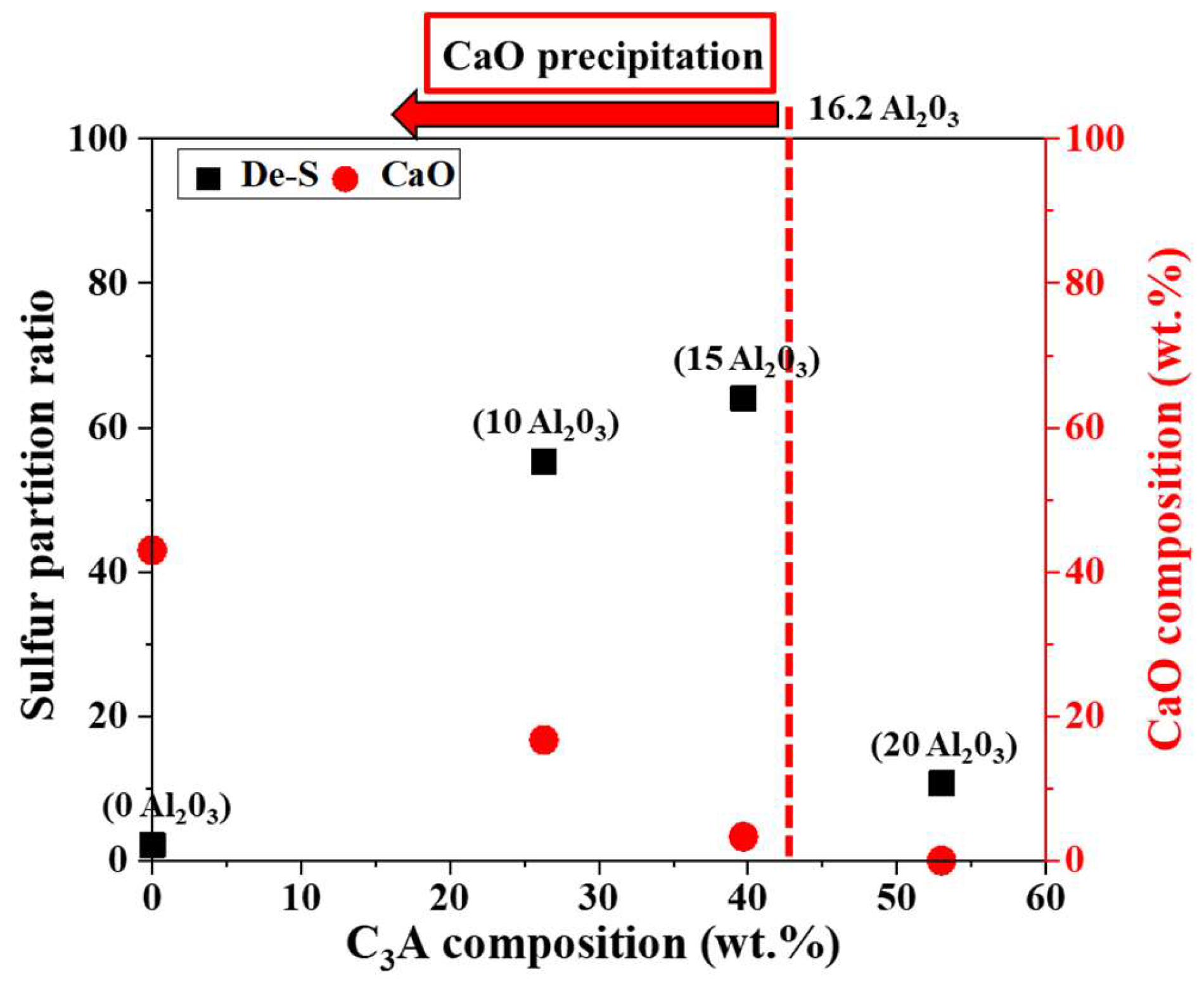
3A demonstrating superior performance. However, field studies on the desulfurization capacity of KR stirred at 1400 °C for different CaO/Al
2O
3 ratios and calcium aluminate phase types are lacking. There-fore, this study primarily investigated the phase changes in the Al
2O
3 in desulfurization slag during mechanical stirring desulfurization with KR without the addition of CaF
2. Furthermore, the desulfurization abilities of different CaO/Al
2O
3 ratios and calcium aluminate phases were compared.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}