2. Materials and Methods
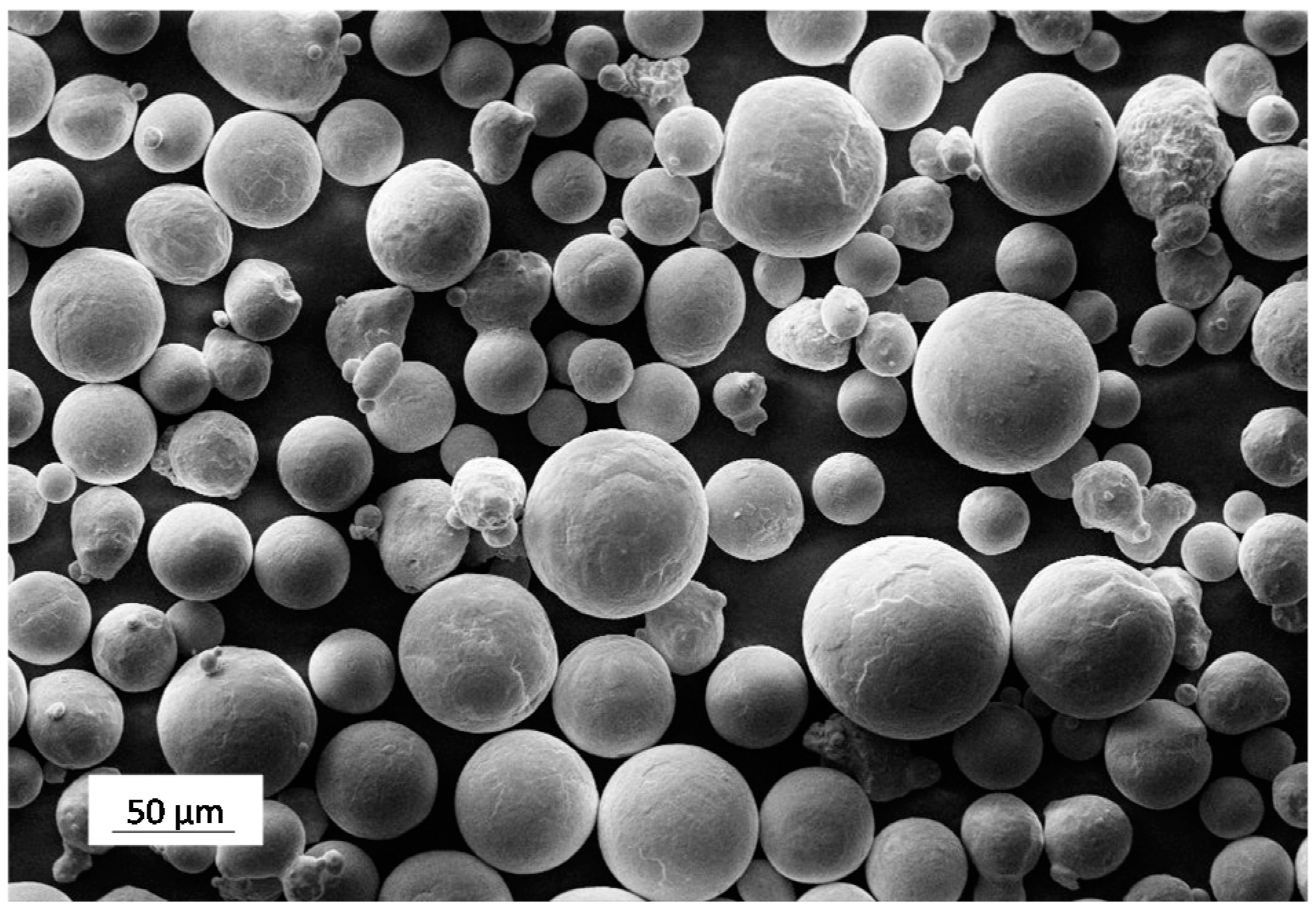
An 18-Ni 300 maraging alloy (1.2709) supplied by Sandvik Osprey LTD (Neath, UK) as gas-atomized powder was investigated. The alloy chemical composition is given in
Table 1, while
Figure 1 shows the general morphology of the batch of powder considered. From the particle size distribution obtained by laser diffraction analysis, an average particle size of 35 μm was obtained and it could be stated that 90% of the particles did not exceed the size of 54 μm.
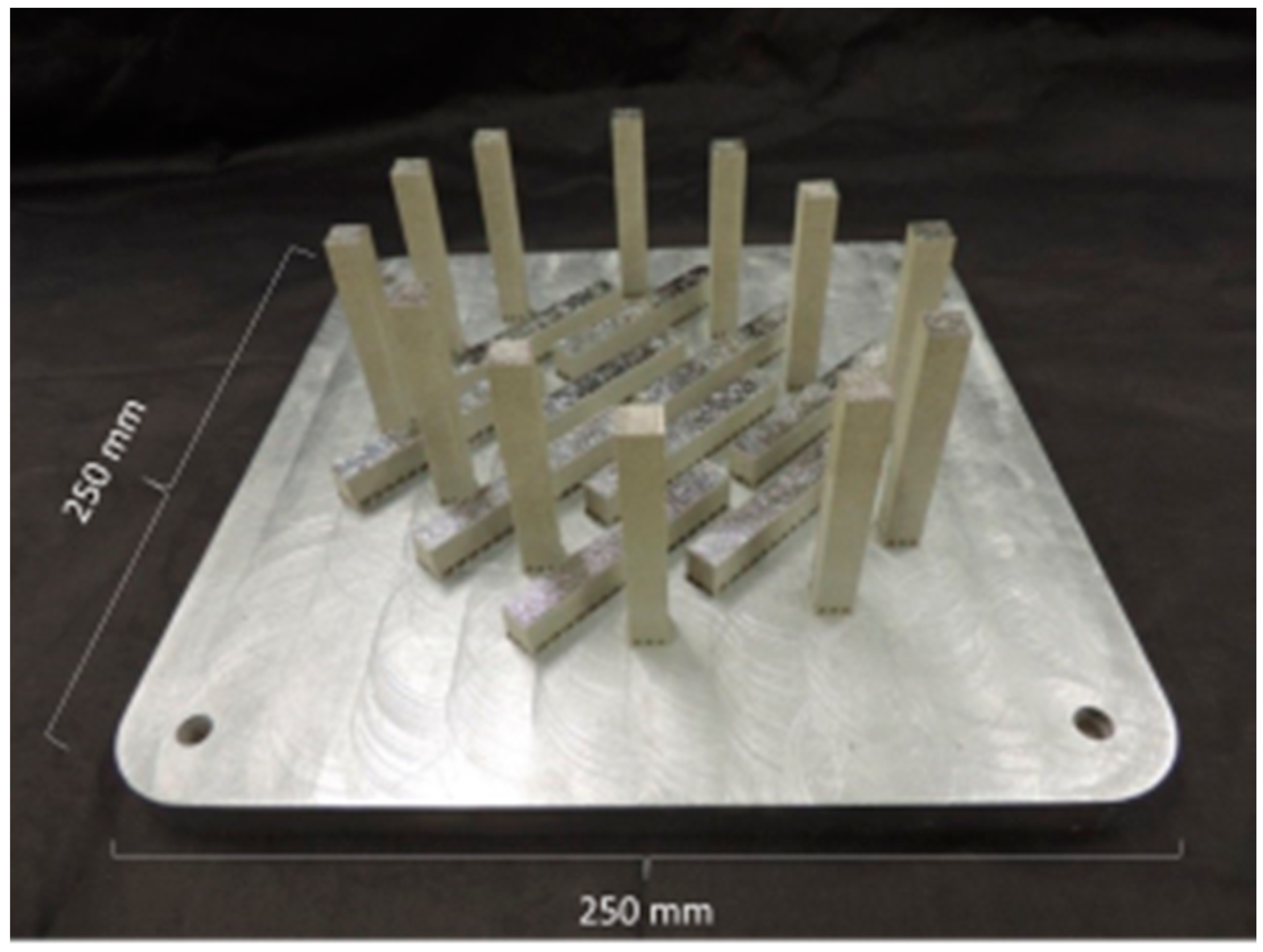
A Renishaw AM250 SLM system (Wotton-under-Edge, UK) was used to produce a set of samples consisting of horizontal and vertical bars (10 mm × 10 mm × 75 mm), as depicted in
Figure 2. Melting of powder was performed under Ar atmosphere by a single mode fiber laser with a power of 200 W and an estimated beam diameter at a focal point of 75 μm. Laser melting was performed by discrete and partially overlapped spots exposed to the radiation for a fixed time (
t) and their distance is called point distance (
dP). At the end of each scan line, the laser shifts to a partially overlapped adjacent line to scan the selected surface of the layer. The distance between adjacent scan lines is defined as the hatch distance (
dH). Based on parameter optimization and manufacturer data,
dH,
dP, and
t were set to 80 μm, 65 μm, and 80 μs, respectively. The thickness of each powder layer was set to 40 μm. Finally, samples were produced using a meander scanning strategy and by rotating the scanning direction by 67° after each layer.
After removal from the steel base plate, the samples were sectioned and machined for further analyses. Microstructural observations were carried out by optical microscope (Leica Microsystems, Richmond Hill, ON, Canada), and by scanning electron microscope (SEM, Oberkochen, Germany) equipped with energy dispersive X-ray analysis (EDX, Oxford Instruments, Abingdon-on-Thames, UK) and electron back-scattered diffraction (EBSD, Oxford Instruments, Abingdon-on-Thames, UK) detectors. Samples were prepared by standard grinding and polishing followed by etching with Picral or modified Fry’s reagent.
Aging response of the SLM samples was evaluated starting from samples both in the as-built condition and after a standard solution treatment, carried out at 815 °C for 30 min, followed by water quenching.
Differential scanning calorimetry (DSC, Labsys Setaram, Caluire, France) analyses were carried out on the as-built and on the solution treated samples (weight of about 50 mg) by temperature scans, at a rate of 20 °C/min in Ar atmosphere to assess precipitation sequence of strengthening phases. Isothermal aging curves (hardness vs. aging time at constant temperature) were then collected at 460, 490, 540, and 600 °C for times ranging from 10 min, up to 14 days. The evolution of hardness was followed by performing Vickers indentations with a load of 2 kg.
X-ray diffraction (XRD) patterns were collected using a X-Pert PRO (PANalitical, Almelo, The Netherlands) instrument equipped with a RTMS X′Celerator sensor. Cu Kα (k = 0.15418 nm) radiation was employed. Peaks identification and quantitative analysis of phases was performed by Rietveld method using Maud software. Samples for XRD were sectioned by diamond blade and polished down to 1 μm grit size, applying conventional metallographic methods. In order to avoid substantial structural modification, samples were carefully prepared by a very gentle and prolonged polishing stage.
Dog-bone tensile specimens having a gauge length of 20 mm and diameter of 4 mm were machined from bars treated according to different conditions investigated. In the present study only specimens built with their longitudinal axis oriented along the horizontal direction are considered. Tensile tests were performed at room temperature with a crosshead speed of 0.5 mm/min (corresponding to an initial strain rate of 4.2 × 10−4·s−1) using a MTS Alliance RT/100 universal testing machine (MTS, Eden Prairie, MN, USA). At least three specimens for each condition were tested. Finally, fractographic analyses were carried out by SEM to identify the main fracture mechanisms.
3. Results
Figure 3 shows low-magnification views of the as built structure. The width and depth of the distinct laser tracks could be clearly identified after etching on lateral sections (
Figure 3a). Views obtained from cross-sections taken perpendicularly to the build direction, hereafter referred to as top views, highlight the discontinuous nature of the melting process induced by the pulsed laser beam: distinct pools pertaining to different layers are visible on the same track (
Figure 3b). High magnification micrographs taken by SEM reveal the expected cellular solidification structure and evidence of the epitaxial growth across different track boundaries, as shown in
Figure 4.
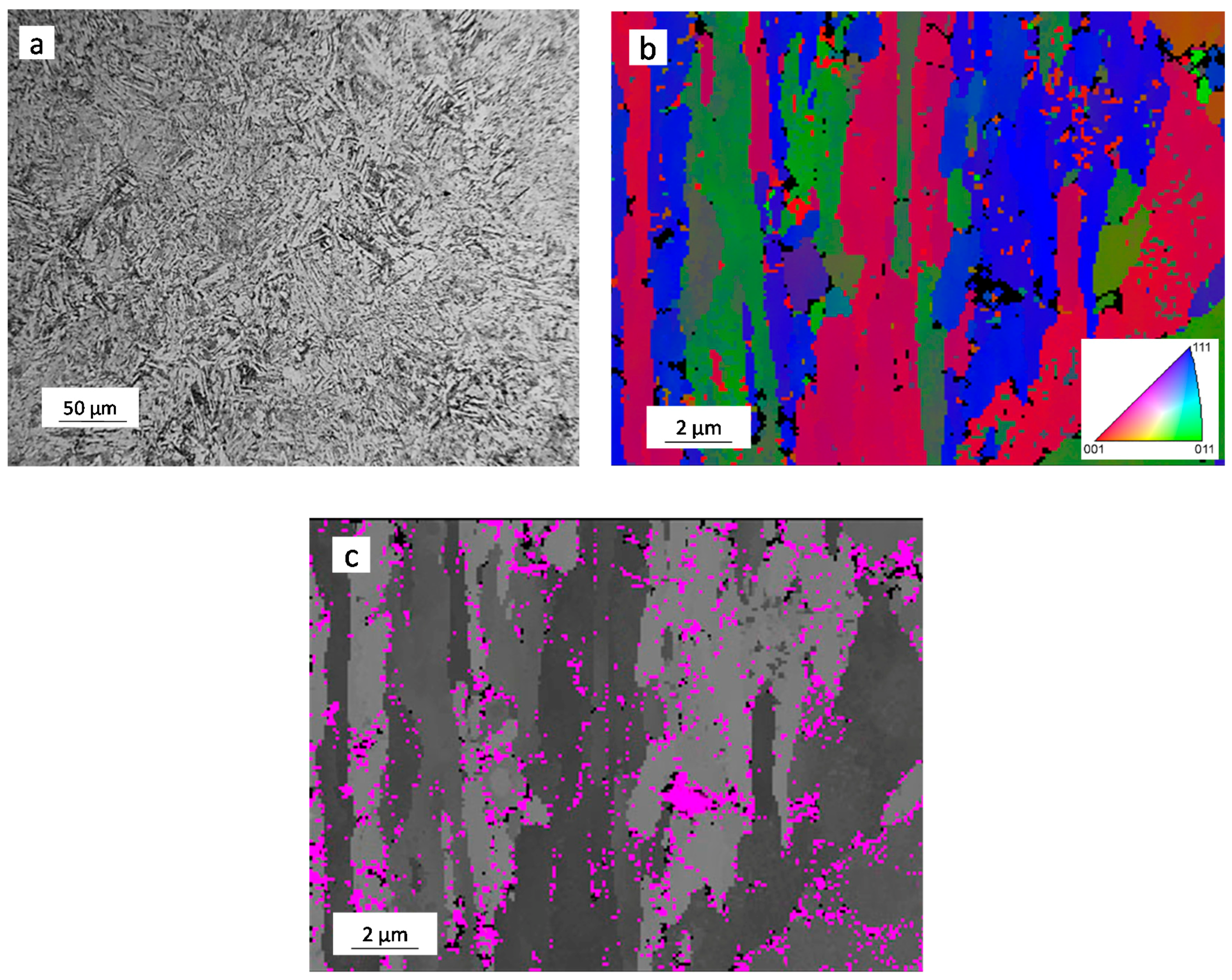
After solution treatment, the traces of solidification completely disappeared and the cellular structure was replaced by a martensitic structure, as depicted in
Figure 5a. EBSD analyses showed that the martensitic structure was fairly coarse. According to literature, the detected microstructural features can be interpreted as massive martensite blocks or packets (depicted in
Figure 5b by the EBSD orientation image), consisting of fine bundles of parallel, heavily dislocated laths [
8,
18]. Traces of reversed austenite (γ-Fe phase) were also revealed by phase maps based on crystallographic information. It can be stated that the γ-Fe phase is mainly located at boundaries of the martensite blocks (
Figure 5c).
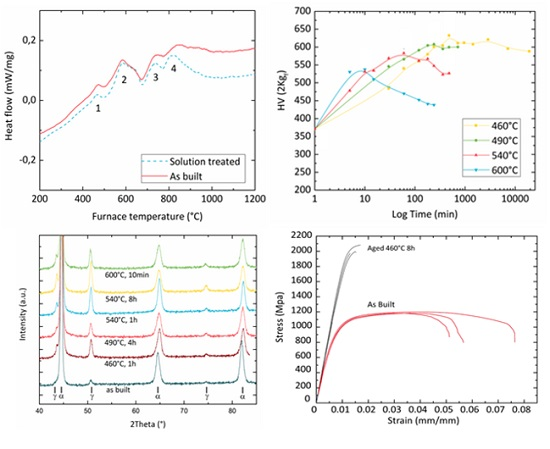
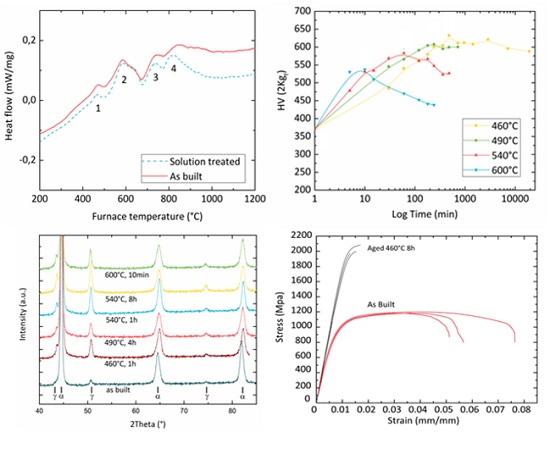
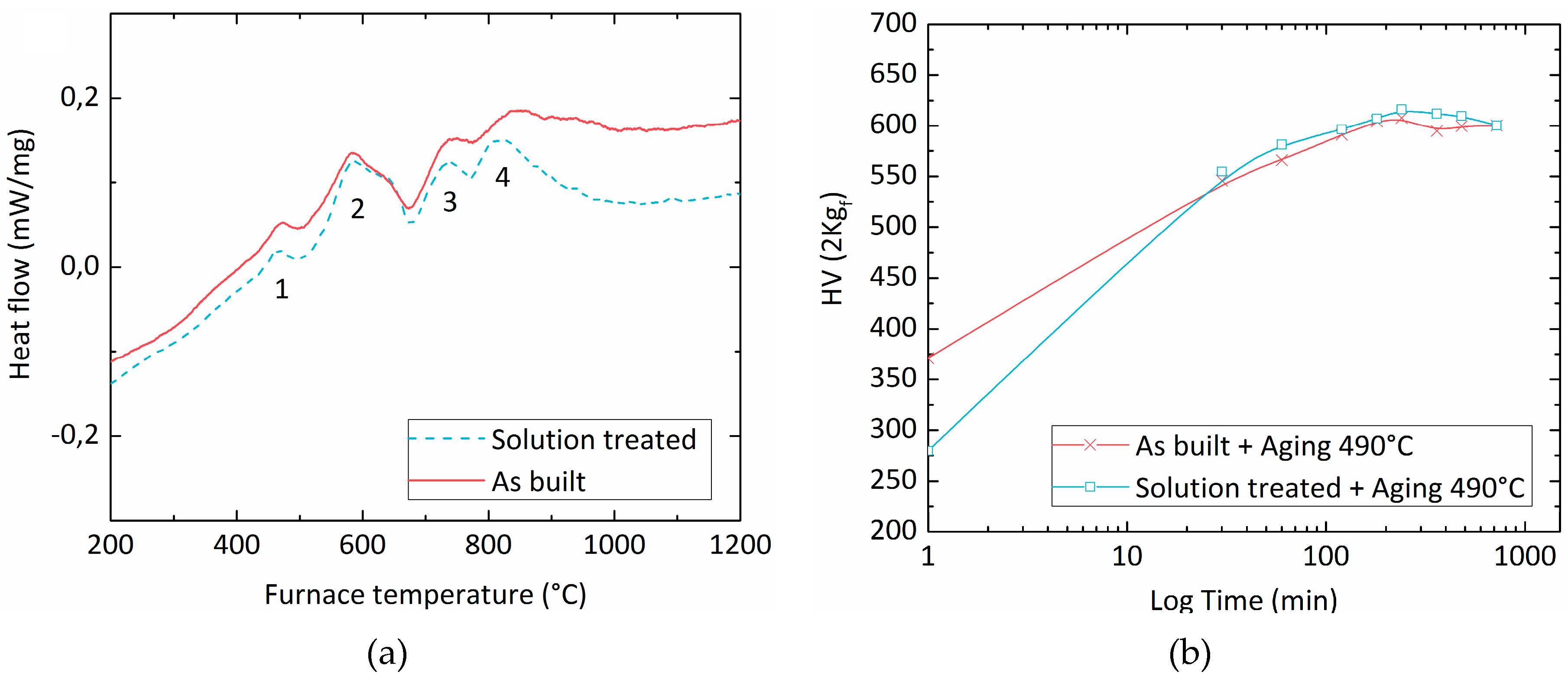
The aging behaviour of the SLM-treated 18-Ni 300 steel was first investigated by DSC analyses. A comparative study between samples cut from the as built and from solution treated materials, shown in
Figure 6a, allowed to state that the aging sequence for these two tempers was substantially equivalent. Both DSC curves exhibited four peaks. The first exothermic peak (peak #1) is believed to be produced by the formation of carbide or coherent precipitation zones, whereas the second exothermic peak (peak #2) is usually associated in the literature to the formation of the main strengthening precipitates, namely the Ni
3Ti phase followed by Fe
2Mo or Fe
7Mo
6 [
1,
2,
3,
4,
19]. The endothermic peaks (peaks #3 and #4) are likely due to the austenite reversion and to the dissolution of precipitates [
4,
19].
Isothermal aging treatments were carried out at selected temperatures on both the as-built and the solution-treated samples to evaluate possible differences in the achievable strength. In
Figure 6b the hardness evolution during aging at 490 °C is reported. The solution annealing leads to a hardness drop from 371 HV to 279 HV which is believed to be due to stress relieving effects and to slight coarsening of the microstructure. However, this gap in hardness is readily bridged after only 30 min of aging. Thereafter, the hardness of the two samples remains comparable for all of the aging times considered here, in full agreement with observations derived from the DSC results.
Isothermal aging curves collected starting from as built samples are depicted in
Figure 7. The expected strengthening trend as a function of aging time is revealed for all of the investigated temperatures. Peak aging times can be identified as: 10 min, 1 h, 4 h, and 8 h for the temperatures of 600, 540, 490, and 460 °C, respectively. Marked over-aging effects (i.e., sharp hardness drop once the peak hardness time is exceeded) were observed for the highest temperature levels (540 and 600 °C), while over-aging at 460 and 490 °C only led to moderate loss in hardness.
Based on the above results, further analyses on mechanical behaviour were focussed on samples aged to their peak hardness conditions at the different aging temperatures. An additional condition was selected by over-aging for 8 h at 540 °C. This temper allows comparisons to be made with a 600 °C peak-aged sample (comparable hardness but different aging times) and a 460 °C peak-aged sample (same aging time but different resulting hardness).
Since holding at temperatures exceeding 500 °C is expected to promote extensive reversion of martensite into austenite in wrought maraging steels [
1,
3,
5,
6,
7,
8,
9], XRD and microstructural analyses were carried out to asses phase balance in the investigated samples.
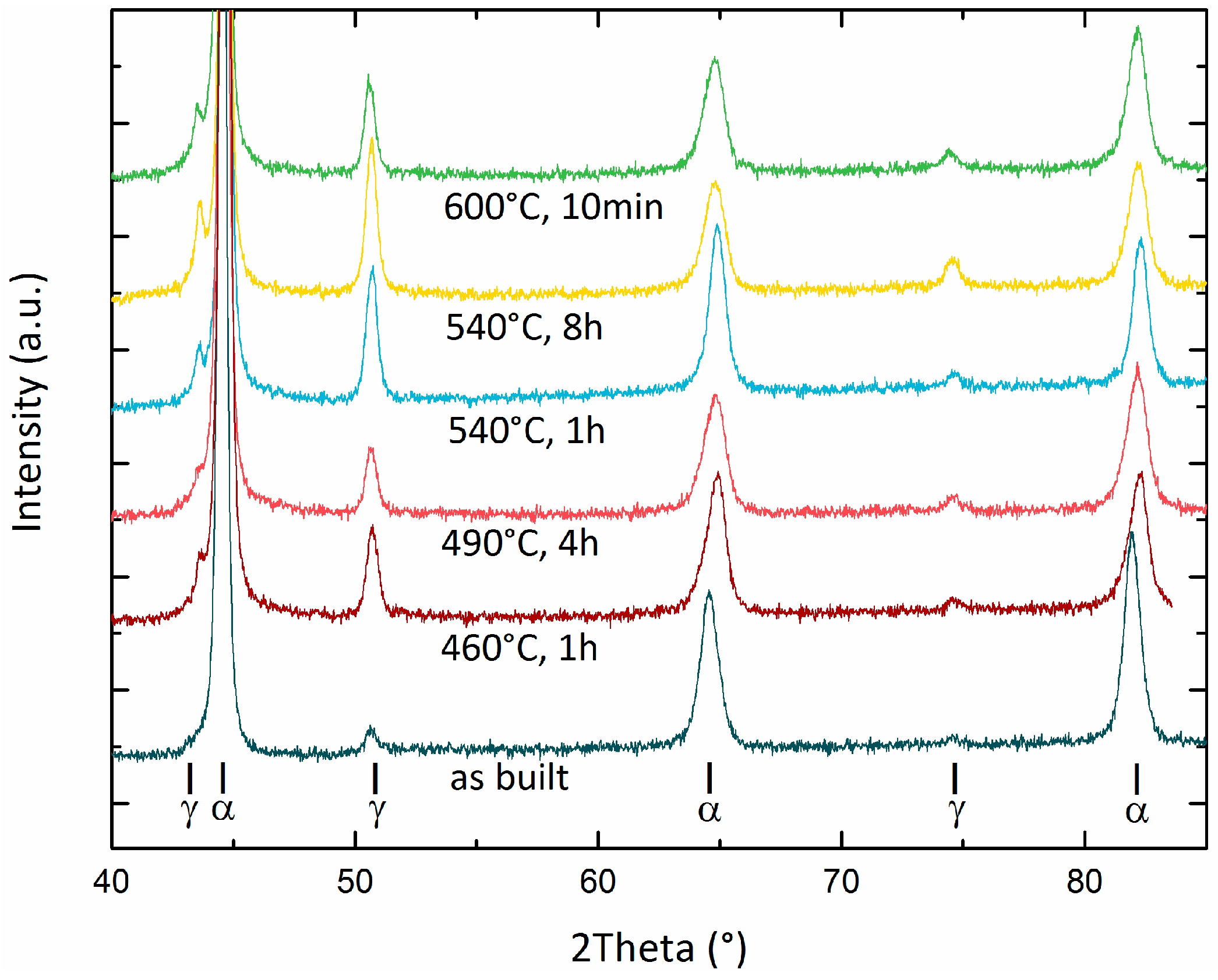
Figure 8 summarizes the XRD spectra acquired from samples treated according to different aging conditions, while quantitative evaluation of the γ-Fe phase fraction is reported in
Table 2. A marked increase in austenite content is induced by aging. Further slight decomposition of martensite could be achieved by also increasing the aging temperature and by extensively over-aging the samples (e.g., aging 8 h at 540 °C).
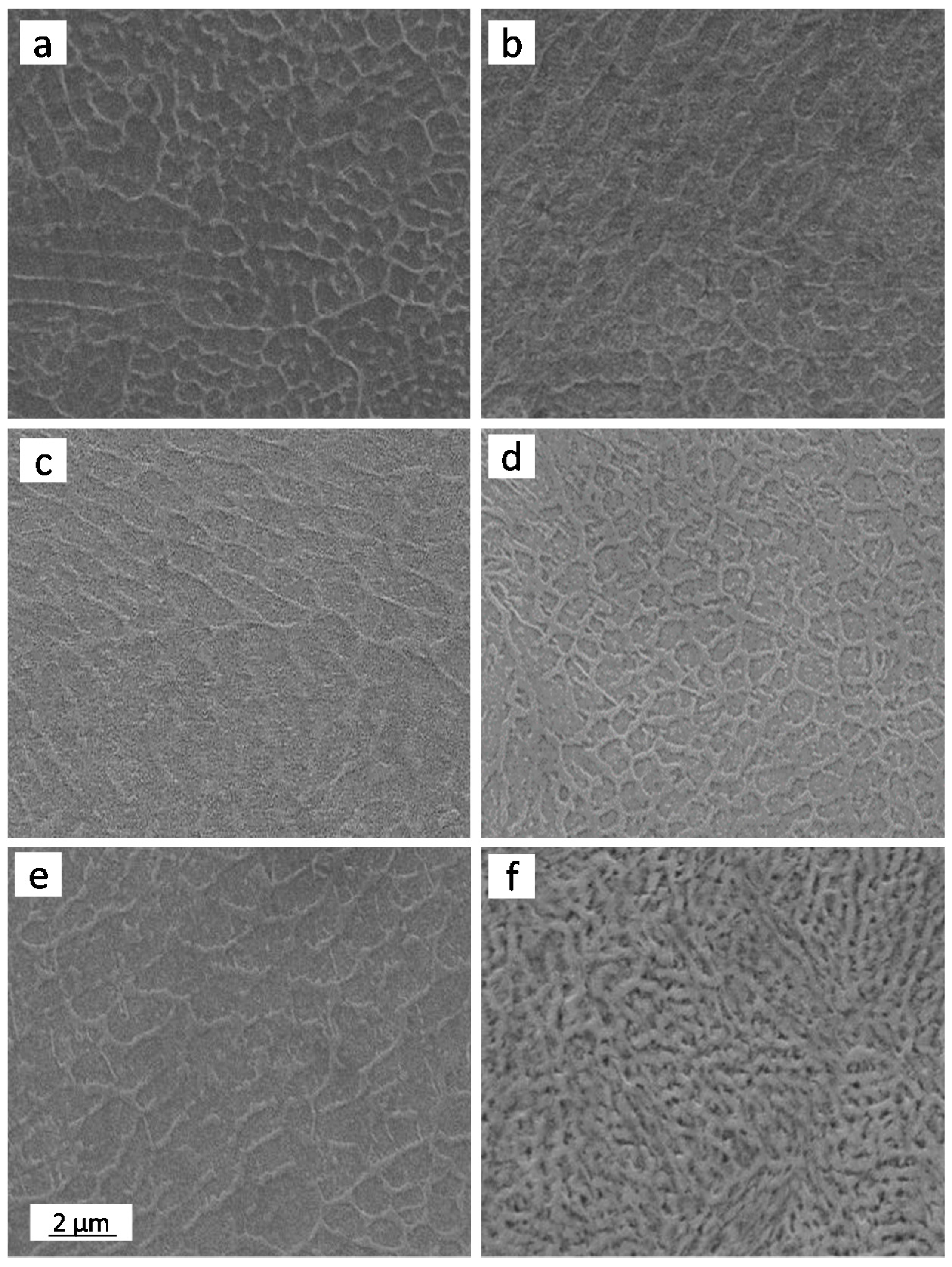
The measured modifications also reflected into changes of the observed microstructure. In
Figure 9, a collection of representative SEM micrographs is given. On aging, an increased amount of austenite (bright constituent in
Figure 9) decorating cell boundaries became visible while over-aging additionally promoted precipitation of austenite at intragranular sites (
Figure 9d,f).
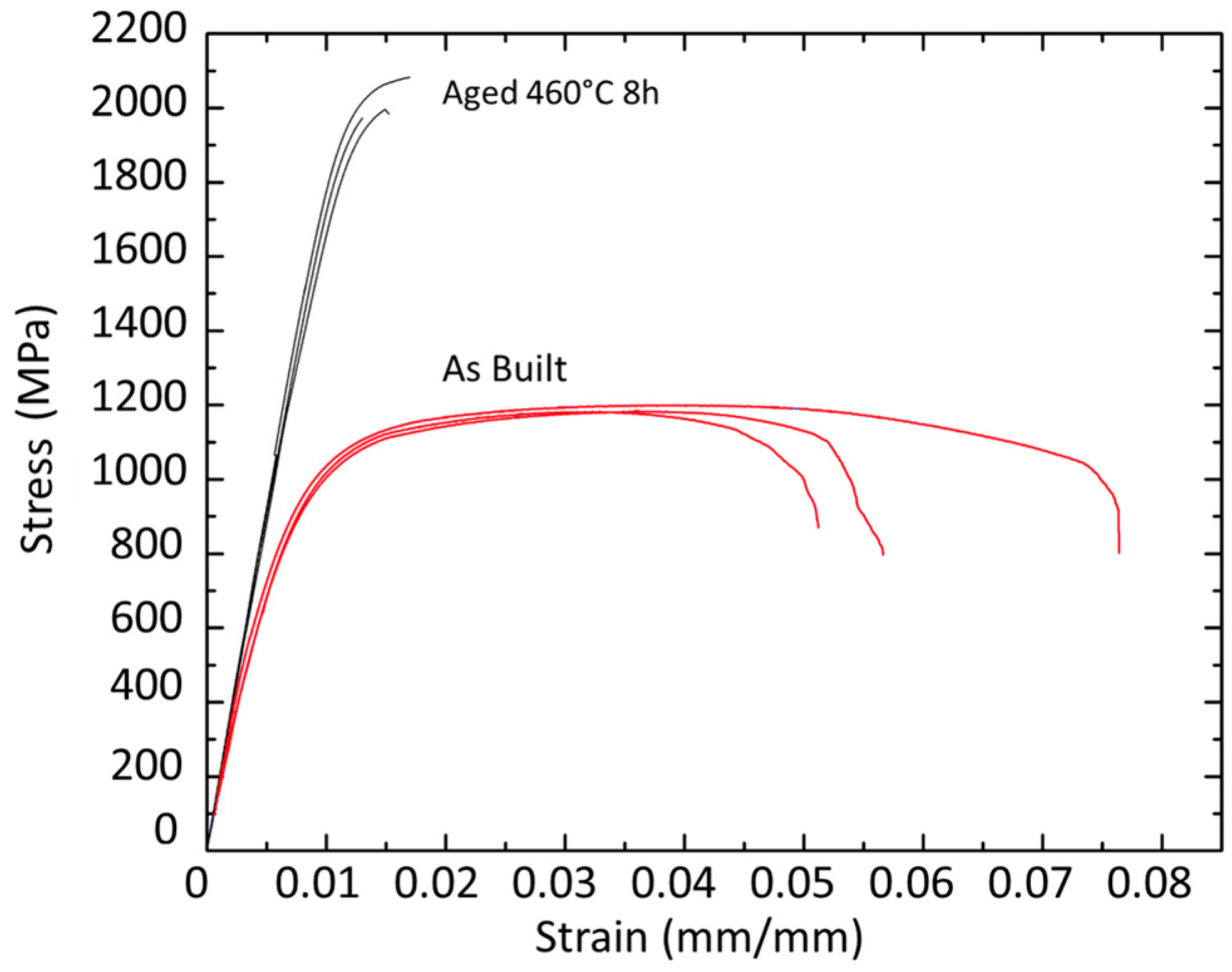
Table 2 also summarizes the main average data collected by room temperature tensile tests. Low-temperature aging promotes a dramatic increase in strength over the as built condition. The yield strength improved from 915 MPa of the as built steel to 1957 and 1793 MPa for samples peak-aged at 460 and 490 °C, respectively. Conversely, fracture elongation underwent a drop from 6.1% to 1.5% and 1.2% for the same materials. The ultimate tensile strength (UTS) and 0.2% yield strength (YS) given in
Table 2 for standard peak aging at 490 °C are substantially consistent with specifications for wrought products (e.g., ASTM A 538, AMS 6514, and MIL-S-46850 standards) and in good agreement with literature data on SLMed type 300 maraging steel [
10]. Tensile ductility values between 1.2% and 2.1% were recorded from tests, irrespective of aging temperature and resulting austenite fraction. The poor fracture elongation of SLMed specimens after peak aging is also consistent with literature [
10].
Figure 10 reports the tensile curves of samples peak aged at 460 °C and of as built samples to highlight the dramatic differences in tensile behaviour between these two conditions.
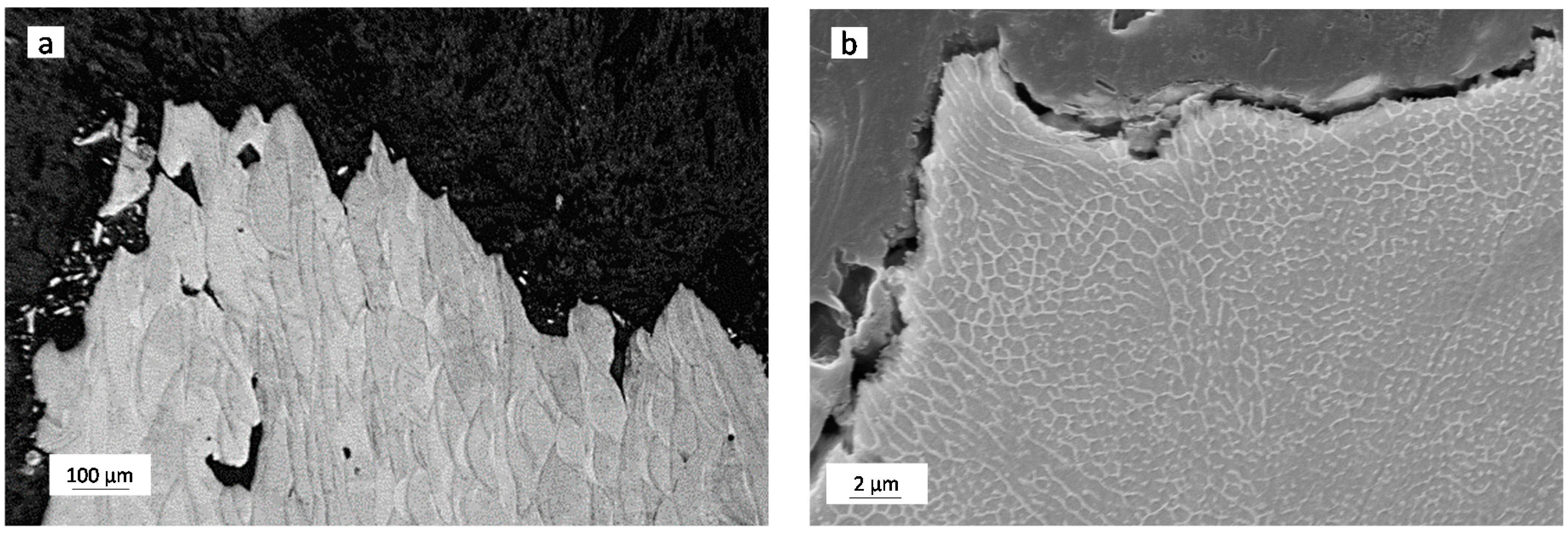
Analysis of the fracture surfaces of broken tensile specimens clearly showed that fracture of the as-built samples was based on a ductile-type failure mechanism consisting in void nucleation, growth and their coalescence. Larger voids mainly originated from pre-existing defects, such as unmelted powder particles (see spherical particles in
Figure 11a), splats (larger remelted particles that are blown away from the molten pool and are then engulfed into the following layers), cavities originated by incomplete melting between adjacent tracks. Peak aged samples (
Figure 11b) featured similar fracture nucleation sites but the development of cracks was mainly ruled by a quasi-cleavage decohesion mechanism, presumably across the martensite blocks (compare
Figure 5 and
Figure 11b).
Additional information about development of cracks under tension can be drawn by observing longitudinally-sectioned specimens close to the fracture line, as shown in
Figure 12. The low magnification image (
Figure 12a) allows one to highlight the growth of relatively large cracks starting from boundaries of adjacent laser tracks, whereas, from higher magnification views (
Figure 12b), it can be suggested that the presence of reversed austenite located at boundaries of cells does not play a crucial role on fracture process.
4. Discussion
Wrought maraging steels are usually aged after a solution treatment carried out at high temperature to homogenize the microstructure inherited from previous operations and to fully transform it into martensite on cooling. Even though it is stated that martensite can form even after moderate cooling rates, in published research works either water cooling [
2,
4] or air cooling [
5,
8] were adopted. From the present results (DSC scans and evolution of hardness during isothermal aging) it can be inferred that the solidification and cooling rates induced by SLM processing are fast enough to preserve the full aging potential of the 18-Ni 300 maraging alloy without any need to perform an additional post-SLM solution treatment. This result is in full agreement with the research work published by Jägle and coauthors [
6]. By atom probe tomography, these researchers were able to show that, in a Co-containing maraging steel similar to the present alloy, no precipitates or clusters of atoms were present in the SLM as-built state, even considering that each layer had been subjected to significant reheating during the layer-by-layer manufacturing process.
Further literature referred to welding of a wrought 18-Ni 250 grade maraging steel [
18] also reports that, in the absence of high-temperature homogenizing treatments, the as-welded microstructure might contain segregation of Mo and Ti at cell boundaries. Especially, Mo can enhance the reversion rate of martensite into austenite on aging due to early formation of Fe
2Mo, resulting in local enrichment in Ni of the matrix. Molinari et al. [
19] also claimed that aging and austenite reversion is accelerated by enhanced density of structural defects in maraging steel processed by spark plasma sintering. A similar effect is expected to be active also in the rapidly solidified samples here investigated. Microstructure observations (
Figure 9) confirmed that austenite reversion on aging first occurred at cell boundaries and only on over-aging (8 h at 540 °C and 4 h at 600 °C) intracellular austenite could appear.
Reversion of austenite during aging in wrought alloys can be used to tune ductility and fracture toughness. Viswanathan and co-workers [
8], by investigating a wrought 18-Ni 350 maraging steel, stated that reversed austenite causes a decrease in yield strength and ultimate tensile strength but it is beneficial to tensile ductility and impact toughness in the initial stages of over-aging. The same authors also investigated the morphology of reversed austenite formed at different stages of over-aging. It is to remark that in the wrought alloy, austenite appeared both as submicrometric-size precipitates at boundaries of martensite blocks and as much coarser intragranular pockets, around five micrometres in size.
In the SLMed samples of the present investigation, retained austenite was already found in as-built samples and further precipitated, mainly at boundaries of cells, in a very dispersed form on aging. It can be reasonably supposed that their tiny size and fine dispersion, as opposed to the micrometric pocket-like phases found in wrought alloys, is such to avoid a substantial toughening action as crack arrester phase.
Finally, it is to remark that the austenite reversion was stimulated in the present investigation by prolonged aging treatments (i.e., over-aging). However, the progression of aging generates a number of combined effects that have to be carefully analysed before drawing any conclusion about the present results. Aging mainly promotes: (i) the reversion of martensite into softer austenite; (ii) the formation of strengthening precipitates; (iii) the coarsening of precipitates and embrittelement of alloy on over-aging.
The combined effects of age hardening and softening induced by formation of reversed austenite in the investigated SLMed alloy can be better analysed by replotting the full dataset of tensile properties, as shown in
Figure 13. The inverse relation between yield strength and tensile ductility is readily observed in
Figure 13a where clustering of the data points into two distinct regions is also noticed. A first group of data referred to aged samples is visible on the top left corner of the plot, while the three data points pertaining to as built samples are displayed on the right side of the plot, showing moderate strength levels, but higher tensile ductility.
Both fracture elongation and yield strength can then be independently plotted as a function of austenite volume fraction, as depicted in
Figure 13b,c, respectively. These figures highlight an unexpected trend considering that austenite can act, in principle, as a soft and more ductile constituent in steel microstructures. These results remark an important difference brought by the peculiar microstructural features generated by SLM processing with respect to the microstructure found in wrought products. Indeed, the highest yield strength and lower tensile elongation found for peak-aged samples (that also feature higher fractions of austenite) over the as-built condition are believed to be mainly due to the overwhelming effect of strengthening precipitates, whereas the concurrent reversion of the γ-Fe phase seems to play a minor role.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}