
Selective Laser Melting of Magnesium and Magnesium Alloy Powders: A Review




Abstract
:
1. Introduction
2. Selective Laser Melting (SLM) Technology
3. Effects of Processing Parameters and Powder Properties on SLM Processing and Densification of Powders
3.1. SLM Processing Windows of Magnesium and Magnesium Alloy Powders
- I
- High energy input zone: In this zone the input energy density is too high under a high laser power for all speeds used. As a result, high temperatures witnessed in the molten pools causes evaporation and ionisation of the powders due to the low boiling point of magnesium (1093 °C). The evaporated powders expand rapidly inducing a strong recoil effect on the molten pool and blowing the liquid and powder away resulting in no track formation. Vaporization of magnesium powders often results in condensation of volatilized materials on the laser window, disrupting the delivery of the laser power [50]. Moreover, effective temperature in the melt pool increased by the high-energy input affects the dynamic viscosity of the overheated liquid magnesium resulting in the instability of the melt pool. Molten magnesium possesses a much lower dynamic viscosity (1.5 Pa-s) than iron (6.93 Pa-s) and titanium (2.2 Pa-s) alloys which are well established in the SLM process. The high energy input during laser processing induces high thermal stresses resulting in reduced viscosity of the melt pool which may lead to deformation of parts [64].
- II
- Low energy input zone: The presence of this zone is influenced by the lowest energy density for all the scanning speeds used combined with relatively low laser power. Using a low laser power and a relatively high scanning speed may not allow the melting temperature of magnesium (650 °C) to be reached which results in partial melting of the powders. The laser energy density is insufficient to generate adequate liquid phase and consequently leads to a poor bond neck between the particulates. Even though there was some fusion between the particles, fragile samples without mechanical strength are obtained and numerous unmolten metal fragments existed on the surface. Samples fabricated using the laser parameters in this zone have many defects such as delamination, brittle fracture and high porosity [67]. Furthermore, a prominent heat-affected zone (HAZ) can be developed during the melting of the tracks. HAZ is developed as a result of partial melting of particles due to radial heat conduction from the centre of the molten pool to the neighbouring powders [8]. If the scanning speed was too fast, more powders, due to the low density and chemical activity of magnesium, were blown up and then oxidized to form a black fog MgO contaminating the protect-gas chamber [59]. It can be observed from Table 3 that there exists a minimum critical laser energy density above which the SLM of magnesium powders occurred.
- III
- Formation zone: In this zone, acceptable melting of magnesium powders can be achieved in a relatively stable melt pool which yields tracks with good metallurgical bonding. As the formation of a fully molten powder bed is essential in SLM processing to successfully build near full-density parts, sufficient laser energy density is applied to powder materials. Fairly dense structures (i.e., 75%–99.5%) without obvious macro-defects can be built in a proper range of energy densities which are derivable from the ranges of laser power and scan rates as shown in Table 3 for different magnesium alloy powders. It is believed that the range of energy densities in the formation zone increase the powder bed temperature, while reducing the viscosity of the of the melt pool such that the melt can be spread properly on the formerly processed powder layer, thereby facilitating more efficient densification with solid powdered particles as elucidated by Attar et al. in SLM processing of commercially pure Ti [68] and Ti-TiB2 composites [69].
- IV
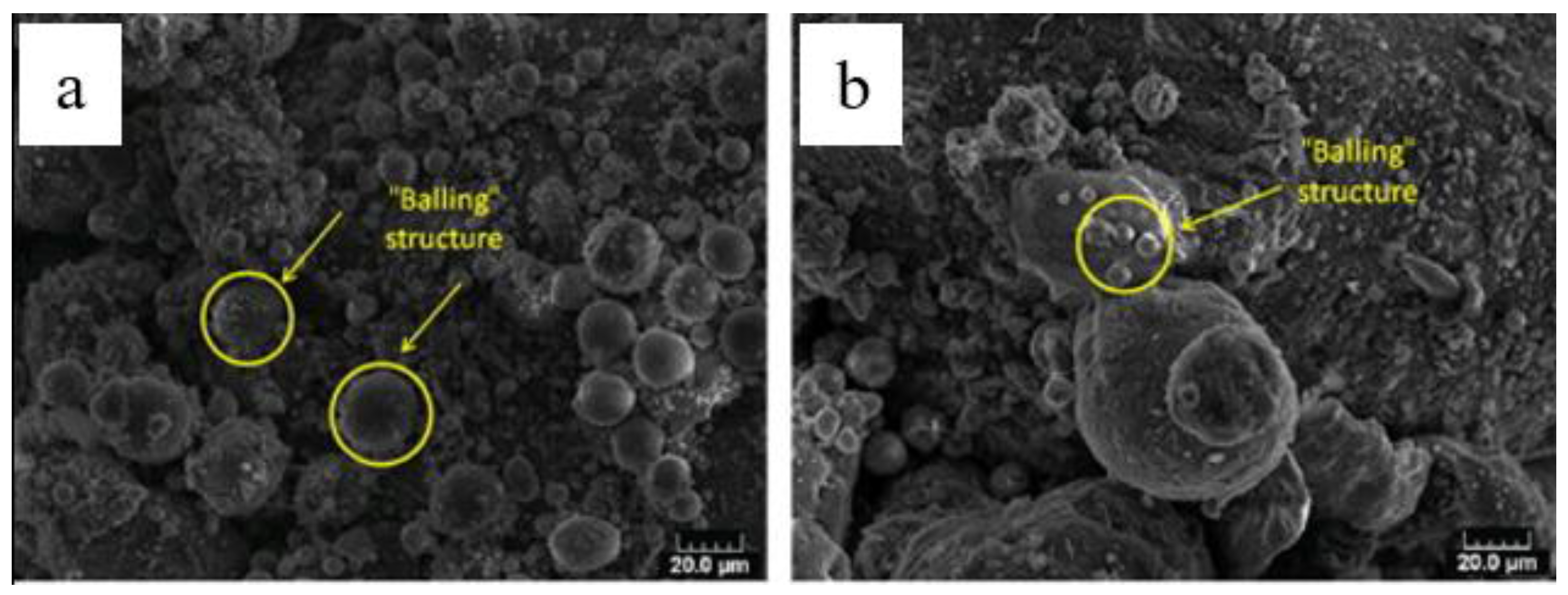
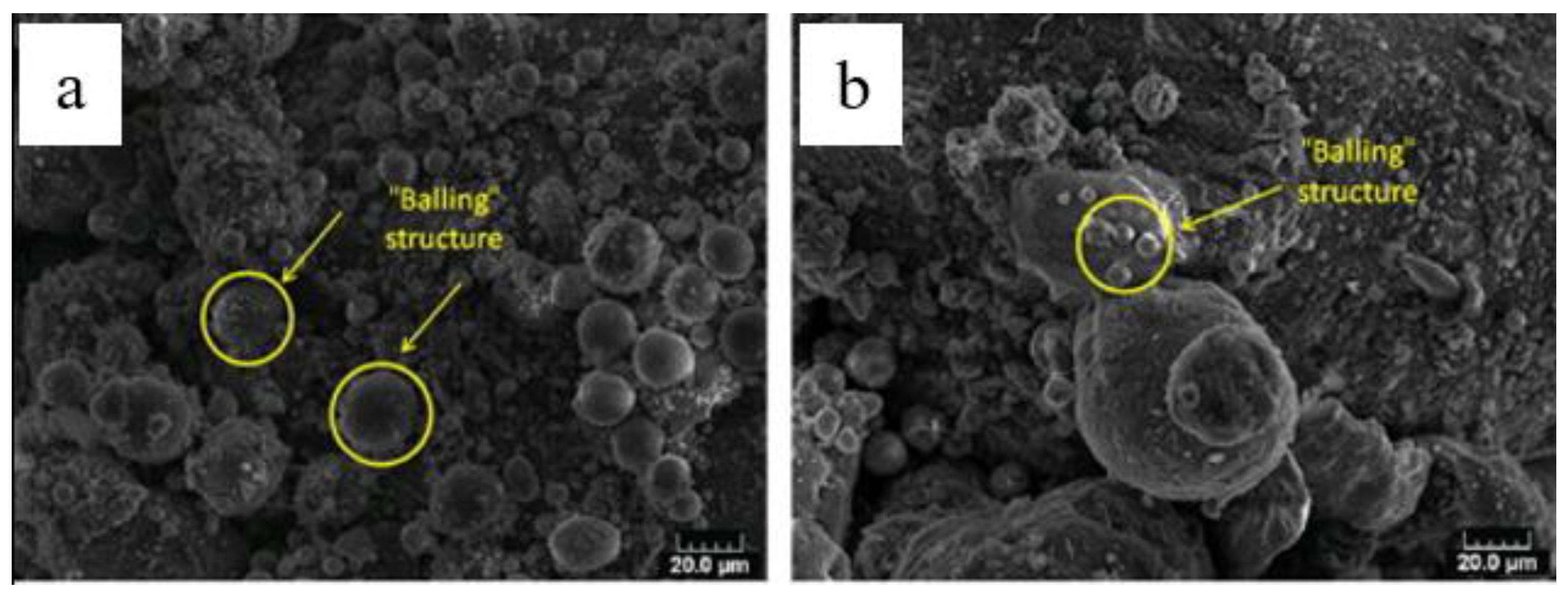
- Balling region: Occurrence of “balling” region is characterised by the agglomeration of a series of ball like particles to form large size melt pools due to insufficient input laser energy density caused by a combination of low laser power, high scanning speed, and large layer thickness [41]. Balling effect is caused due to lack of wetting of the molten pool with the preceding layer which affects the coherency of the formed tracks thereby hindering the construction of subsequent layers [70,71]. The balling phenomenon is a complex metallurgical process caused by the instability of the melt pool and the Marangoni effect [51]. Balling is also found to occur at very low scanning speeds owing to the reduction in the surface energy of the liquid at short length scale and long lifetime of the liquid. Occurrence of balling causes a more deteriorated surface resulting from the combination of thermal stresses and weak interlayer bonding between grains and layers. Effects of balling will be discussed further in subsequent sections.
3.2. Effects of Laser Processing Parameters on the Processing and Densification of Metal Powders
3.3. Effects of Powder Properties on the SLM Densification Mechanism
4. Microstructure
5. Metallurgical Defects
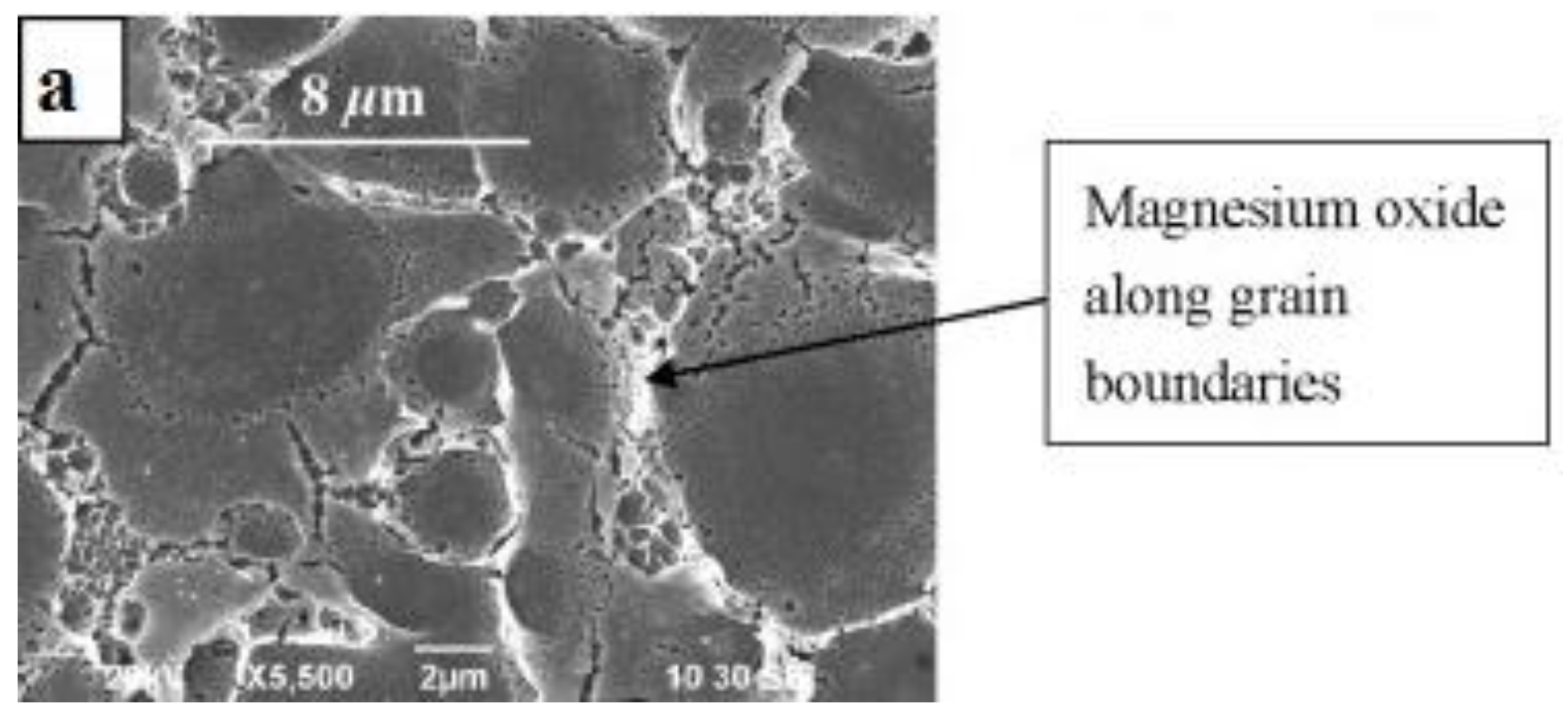
5.1. Oxide Inclusions
5.2. Loss of Alloying Elements
5.3. Balling
6. Mechanical Properties
7. Corrosion Behaviour
8. Potential of SLM to Fabricate Porous Magnesium Structures
9. Concluding Remarks
Author Contributions
Conflicts of Interest
References
- Gupta, M.; Sharon, N.M.L. Magnesium, Magnesium Alloys, and Magnesium Composites; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Mordike, B.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Froes, F.; Eliezer, D.; Aghion, E. The science, technology, and applications of magnesium. JOM 1998, 50, 30–34. [Google Scholar] [CrossRef]
- Winzer, N.; Atrens, A.; Song, G.; Ghali, E.; Dietzel, W.; Kainer, K.U.; Hort, N.; Blawert, C. A critical review of the stress corrosion cracking (SCC) of magnesium alloys. Adv. Eng. Mater. 2005, 7, 659–693. [Google Scholar] [CrossRef]
- Song, G.L.; Atrens, A. Corrosion mechanisms of magnesium alloys. Adv. Eng. Mater. 1999, 1, 11–33. [Google Scholar] [CrossRef]
- Jun, J.; Kim, J.; Park, B.; Kim, K.; Jung, W. Effects of rare earth elements on microstructure and high temperature mechanical properties of ZC63 alloy. J. Mater. Sci. 2005, 40, 2659–2661. [Google Scholar] [CrossRef]
- Itoi, T.; Takahashi, K.; Moriyama, H.; Hirohashi, M. A high-strength Mg-Ni-Y alloy sheet with a long-period ordered phase prepared by hot-rolling. Scr. Mater. 2008, 59, 1155–1158. [Google Scholar] [CrossRef]
- Toda-Caraballo, I.; Galindo-Nava, E.I.; Rivera-Díaz-del-Castillo, P.E. Understanding the factors influencing yield strength on Mg alloys. Acta Mater. 2014, 75, 287–296. [Google Scholar] [CrossRef]
- Johnston, S.; Shi, Z.; Atrens, A. The influence of pH on the corrosion rate of high-purity Mg, AZ91 and ZE41 in bicarbonate buffered Hanks’ solution. Corros. Sci. 2015, 101, 182–192. [Google Scholar] [CrossRef]
- Gupta, M.; Meenashisundaram, G.K. Insight into Designing Biocompatible Magnesium Alloys and Composites: Processing, Mechanical and Corrosion Characteristics; Springer: New York, NY, USA, 2015. [Google Scholar]
- Walker, J.; Shadanbaz, S.; Woodfield, T.B.; Staiger, M.P.; Dias, G.J. Magnesium biomaterials for orthopedic application: A review from a biological perspective. J. Biomed. Mater. Res. B Appl. Biomater. 2014, 102, 1316–1331. [Google Scholar] [CrossRef] [PubMed]
- Witte, F. The history of biodegradable magnesium implants: A review. Acta Biomater. 2010, 6, 1680–1692. [Google Scholar] [CrossRef] [PubMed]
- Windhagen, H.; Radtke, K.; Weizbauer, A.; Diekmann, J.; Noll, Y.; Kreimeyer, U.; Schavan, R.; Stukenborg-Colsman, C.; Waizy, H. Biodegradable magnesium-based screw clinically equivalent to titanium screw in hallux valgus surgery: Short term results of the first prospective, randomized, controlled clinical pilot study. Biomed. Eng. Online 2013, 12, 62. [Google Scholar] [CrossRef] [PubMed]
- Sietsema, W. Animal models of cortical porosity. Bone 1995, 17, S297–S305. [Google Scholar] [CrossRef]
- Ramirez, J.M.; Hurt, W.C. Bone remodeling in periodontal lesions. J. Periodontol. 1977, 48, 74–77. [Google Scholar] [CrossRef] [PubMed]
- Staiger, M.P.; Pietak, A.M.; Huadmai, J.; Dias, G. Magnesium and its alloys as orthopedic biomaterials: A review. Biomaterials 2006, 27, 1728–1734. [Google Scholar] [CrossRef] [PubMed]
- Alvarez, K.; Nakajima, H. Metallic scaffolds for bone regeneration. Materials 2009, 2, 790–832. [Google Scholar] [CrossRef]
- Agarwal, S.; Curtin, J.; Duffy, B.; Jaiswal, S. Biodegradable magnesium alloys for orthopaedic applications: A review on corrosion, biocompatibility and surface modifications. Mater. Sci. Eng. C 2016, 68, 948–963. [Google Scholar] [CrossRef] [PubMed]
- Gehrmann, R.; Frommert, M.M.; Gottstein, G. Texture effects on plastic deformation of magnesium. Mater. Sci. Eng. A 2005, 395, 338–349. [Google Scholar] [CrossRef]
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Bettles, C.J. Magnesium powder metallurgy: Process and materials opportunities. J. Mater. Eng. Perform. 2008, 17, 297–301. [Google Scholar] [CrossRef]
- Tandon, R.; Madan, D. Emerging applications for magnesium alloy powders. Powder Metall. 2014, 57, 236–241. [Google Scholar] [CrossRef]
- Kawamura, Y.; Hayashi, K.; Inoue, A.; Masumoto, T. Rapidly solidified powder metallurgy Mg97Zn1Y2Alloys with excellent tensile yield strength above 600 MPa. Mater. Trans. 2001, 42, 1171–1174. [Google Scholar] [CrossRef]
- Tandon, R. Potential for Advanced Magnesium Alloy Powders in Aerospace Applications. In Proceedings of the 24th Advanced Aerospace Materials and Processes (AeroMat) Conference and Exposition, Bellevue, WC, USA, 2–5 April 2013.
- Osakada, K.; Shiomi, M. Flexible manufacturing of metallic products by selective laser melting of powder. Int. J. Mach. Tools Manuf. 2006, 46, 1188–1193. [Google Scholar] [CrossRef]
- Riza, S.; Masood, S.; Wen, C. Laser-assisted additive manufacturing for metallic biomedical scaffolds. In Comprehensive Materials Processing; Elsevier: London, UK, 2014. [Google Scholar]
- Jia, Q.; Gu, D. Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. J. Alloy. Compd. 2014, 585, 713–721. [Google Scholar] [CrossRef]
- Zhang, L.C.; Attar, H. Selective laser melting of titanium alloys and titanium matrix composites for biomedical applications: A review. Adv. Eng. Mater. 2016, 18, 463–475. [Google Scholar] [CrossRef]
- Wang, X.; Gong, X.; Chou, K. Review on powder-bed laser additive manufacturing of Inconel 718 parts. In Proceedings of the ASME 2015 International Manufacturing Science and Engineering Conference, Charlotte, NC, USA, 8–12 June 2015.
- Lu, Z.; Cao, J.; Jing, H.; Liu, T.; Lu, F.; Wang, D.; Li, D. Review of main manufacturing processes of complex hollow turbine blades: This paper critically reviews conventional and advanced technologies used for manufacturing hollow turbine blades. Virtual Phys. Prototyp. 2013, 8, 87–95. [Google Scholar] [CrossRef]
- Amato, K.; Gaytan, S.; Murr, L.; Martinez, E.; Shindo, P.; Hernandez, J.; Collins, S.; Medina, F. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]
- Oyagüe, R.C.; Sánchez-Turrión, A.; López-Lozano, J.F.; Montero, J.; Albaladejo, A.; Suárez-García, M.J. Evaluation of fit of cement-retained implant-supported 3-unit structures fabricated with direct metal laser sintering and vacuum casting techniques. Odontology 2012, 100, 249–253. [Google Scholar] [CrossRef] [PubMed]
- Sercombe, T.; Li, X. Selective laser melting of aluminium and aluminium metal matrix composites: Review. Mater. Technol. 2016, 31, 77–85. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Mercelis, P.; van Vaerenbergh, J.; Froyen, L.; Rombouts, M. Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2005, 11, 26–36. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Surface morphology in selective laser melting of metal powders. Phys. Procedia 2011, 12, 264–270. [Google Scholar] [CrossRef]
- Fischer, P.; Romano, V.; Weber, H.-P.; Karapatis, N.; Boillat, E.; Glardon, R. Sintering of commercially pure titanium powder with a Nd:YAG laser source. Acta Mater. 2003, 51, 1651–1662. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I.; Smurov, I. Strategy of fabrication of complex shape parts based on the stability of single laser melted track. SPIE Proc. 2011, 7921. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder. Mater. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Gu, D. Laser Additive Manufacturing of High-Performance Materials; Springer: New York, NY, USA, 2015. [Google Scholar]
- Zhang, H.; Zhang, D.; Ma, C.; Guo, S. Improving mechanical properties and corrosion resistance of Mg-6Zn-Mn magnesium alloy by rapid solidification. Mater. Lett. 2013, 92, 45–48. [Google Scholar] [CrossRef]
- Yap, C.; Chua, C.; Dong, Z.; Liu, Z.; Zhang, D.; Loh, L.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef] [PubMed]
- Acharya, R.; Bansal, R.; Gambone, J.J.; Das, S. A coupled thermal, fluid flow, and solidification model for the processing of single-crystal alloy CMSX-4 through scanning laser epitaxy for turbine engine hot-section component repair (part I). Metall. Mater. Trans. B 2014, 45, 2247–2261. [Google Scholar] [CrossRef]
- Acharya, R.; Bansal, R.; Gambone, J.J.; Kaplan, M.A.; Fuchs, G.E.; Rudawski, N.; Das, S. Additive manufacturing and characterization of rené 80 superalloy processed through scanning laser epitaxy for turbine engine hot-section component repair. Adv. Eng. Mater. 2015, 17, 942–950. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, D.; Sing, S.; Chua, C.; Loh, L. Interfacial characterization of SLM parts in multi-material processing: Metallurgical diffusion between 316L stainless steel and C18400 copper alloy. Mater. Charact. 2014, 94, 116–125. [Google Scholar] [CrossRef]
- Sing, S.; Lam, L.; Zhang, D.; Liu, Z.; Chua, C. Interfacial characterization of SLM parts in multi-material processing: Intermetallic phase formation between AlSi10Mg and C18400 copper alloy. Mater. Charact. 2015, 107, 220–227. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Badrossamay, M.; Yasa, E.; Deckers, J.; Thijs, L.; van Humbeeck, J. Part and material properties in selective laser melting of metals. In Proceedings of the 16th International Symposium on Electromachining, Shanghai, China, 19–23 April 2010.
- Kruth, J.-P.; Levy, G.; Klocke, F.; Childs, T. Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann. Manuf. Technol. 2007, 56, 730–759. [Google Scholar] [CrossRef]
- Shuai, C.; Yang, Y.; Wu, P.; Lin, X.; Liu, Y.; Zhou, Y.; Feng, P.; Liu, X.; Peng, S. Laser rapid solidification improves corrosion behavior of Mg-Zn-Zr alloy. J. Alloy. Compd. 2017, 691, 961–969. [Google Scholar] [CrossRef]
- Das, S. Physical aspects of process control in selective laser sintering of metals. Adv. Eng. Mater. 2003, 5, 701–711. [Google Scholar] [CrossRef]
- Gu, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Olakanmi, E.; Cochrane, R.; Dalgarno, K. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Niu, H.; Chang, I. Selective laser sintering of gas atomized M2 high speed steel powder. J. Mater. Sci. 2000, 35, 31–38. [Google Scholar] [CrossRef]
- Agarwala, M.; Bourell, D.; Beaman, J.; Marcus, H.; Barlow, J. Direct selective laser sintering of metals. Rapid Prototyp. J. 1995, 1, 26–36. [Google Scholar] [CrossRef]
- Ng, C.; Savalani, M.; Man, H.; Gibson, I. Layer manufacturing of magnesium and its alloy structures for future applications. Virtual Phys. Prototyp. 2010, 5, 13–19. [Google Scholar] [CrossRef]
- Ng, C.C.; Savalani, M.M.; Man, H.C. Fabrication of magnesium using selective laser melting technique. Rapid Prototyp. J. 2011, 17, 479–490. [Google Scholar]
- Ng, C.C.; Savalani, M.M.; Lau, M.L.; Man, H.C. Microstructure and mechanical properties of selective laser melted magnesium. Appl. Surf. Sci. 2011, 257, 7447–7454. [Google Scholar] [CrossRef]
- Savalani, M.M.; Pizarro, J.M.; Campbell, R.I.; Gibson, I. Effect of preheat and layer thickness on selective laser melting (SLM) of magnesium. Rapid Prototyp. J. 2016, 22, 115–122. [Google Scholar] [CrossRef]
- Hu, D.; Wang, Y.; Zhang, D.; Hao, L.; Jiang, J.; Li, Z.; Chen, Y. Experimental investigation on selective laser melting of bulk net-shape pure magnesium. Mater. Manuf. Process. 2015, 30, 1298–1304. [Google Scholar] [CrossRef]
- Zhang, B.; Liao, H.; Coddet, C. Effects of processing parameters on properties of selective laser melting Mg-9%Al powder mixture. Mater. Des. 2012, 34, 753–758. [Google Scholar] [CrossRef]
- Wei, K.; Gao, M.; Wang, Z.; Zeng, X. Effect of energy input on formability, microstructure and mechanical properties of selective laser melted AZ91D magnesium alloy. Mater. Sci. Eng. A 2014, 611, 212–222. [Google Scholar] [CrossRef]
- Wei, K.; Wang, Z.; Zeng, X. Influence of element vaporization on formability, composition, microstructure, and mechanical performance of the selective laser melted Mg-Zn-Zr components. Mater. Lett. 2015, 156, 187–190. [Google Scholar] [CrossRef]
- Zhang, C. Parametric Study on Selective Laser Melting of Magnesium Micropowder with Hydroxyapatite (HA) Nanoparticles; University of California: Los Angeles, CA, USA, 2015. [Google Scholar]
- Gieseke, M.; Noelke, C.; Kaierle, S.; Wesling, V.; Haferkamp, H.; Hort, N. Selective laser melting of magnesium and magnesium alloys. Magnes. Technol. 2013, 2013, 65–68. [Google Scholar]
- Jauer, L.; Jülich, B.; Voshage, M.; Meiners, W. Selective laser melting of magnesium alloys. In Proceedings of the 7th Symposium on Biodegradable Metals, Carovigno, Italy, 23–28 August 2015; p. 1.
- Yang, Y.; Wu, P.; Wang, Q.; Wu, H.; Liu, Y.; Deng, Y.; Zhou, Y.; Shuai, C. The enhancement of Mg corrosion resistance by alloying Mn and laser-melting. Materials 2016, 9, 216. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Deng, S.; Liao, H.; Coddet, C. Microstructure and tensile properties of iron parts fabricated by selective laser melting. Opt. Laser Technol. 2014, 56, 451–460. [Google Scholar] [CrossRef]
- Attar, H.; Calin, M.; Zhang, L.; Scudino, S.; Eckert, J. Manufacture by selective laser melting and mechanical behavior of commercially pure titanium. Mater. Sci. Eng. A 2014, 593, 170–177. [Google Scholar] [CrossRef]
- Attar, H.; Bönisch, M.; Calin, M.; Zhang, L.-C.; Scudino, S.; Eckert, J. Selective laser melting of in situ titanium-titanium boride composites: Processing, microstructure and mechanical properties. Acta Mater. 2014, 76, 13–22. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I. Hierarchical design principles of selective laser melting for high quality metallic objects. Addit. Manuf. 2015, 7, 45–56. [Google Scholar] [CrossRef]
- Niu, H.; Chang, I. Instability of scan tracks of selective laser sintering of high speed steel powder. Scr. Mater. 1999, 41, 1229–1234. [Google Scholar] [CrossRef]
- Olakanmi, E. Selective laser sintering/melting (SLS/SLM) of pure Al, Al-Mg, and Al-Si powders: Effect of processing conditions and powder properties. J. Mater. Process. Technol. 2013, 213, 1387–1405. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. Balling phenomena in direct laser sintering of stainless steel powder: Metallurgical mechanisms and control methods. Mater. Des. 2009, 30, 2903–2910. [Google Scholar] [CrossRef]
- Khan, M.; Dickens, P. Selective laser melting (SLM) of gold (Au). Rapid Prototyp. J. 2012, 18, 81–94. [Google Scholar] [CrossRef]
- Gu, D.; Hagedorn, Y.-C.; Meiners, W.; Meng, G.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; van Humbeeck, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1, 77–86. [Google Scholar] [CrossRef]
- Zhang, L.; Klemm, D.; Eckert, J.; Hao, Y.; Sercombe, T. Manufacture by selective laser melting and mechanical behavior of a biomedical Ti-24Nb-4Zr-8Sn alloy. Scr. Mater. 2011, 65, 21–24. [Google Scholar] [CrossRef]
- Attar, H.; Prashanth, K.G.; Zhang, L.-C.; Calin, M.; Okulov, I.V.; Scudino, S.; Yang, C.; Eckert, J. Effect of powder particle shape on the properties of in situ Ti-TiB composite materials produced by selective laser melting. J. Mater. Sci. Technol. 2015, 31, 1001–1005. [Google Scholar] [CrossRef]
- Krishna, B.V.; Bose, S.; Bandyopadhyay, A. Low stiffness porous Ti structures for load-bearing implants. Acta Biomater. 2007, 3, 997–1006. [Google Scholar] [CrossRef] [PubMed]
- Taltavull, C.; Torres, B.; López, A.; Rodrigo, P.; Otero, E.; Rams, J. Selective laser surface melting of a magnesium-aluminium alloy. Mater. Lett. 2012, 85, 98–101. [Google Scholar] [CrossRef]
- Amorim, F.L.; Lohrengel, A.; Neubert, V.; Higa, C.F.; Czelusniak, T. Selective laser sintering of Mo-CuNi composite to be used as EDM electrode. Rapid Prototyp. J. 2014, 20, 59–68. [Google Scholar] [CrossRef]
- Hon, K.K.B. Digital Additive Manufacturing: From Rapid Prototyping to Rapid Manufacturing; Springer: London, UK, 2007; pp. 337–340. [Google Scholar]
- Olakanmi, E.; Cochrane, R.; Dalgarno, K. Densification mechanism and microstructural evolution in selective laser sintering of Al-12Si powders. J. Mater. Process. Technol. 2011, 211, 113–121. [Google Scholar] [CrossRef]
- Tolochko, N.; Mozzharov, S.; Laoui, T.; Froyen, L. Selective laser sintering of single-and two-component metal powders. Rapid Prototyp. J. 2003, 9, 68–78. [Google Scholar] [CrossRef]
- Sames, W.; List, F.; Pannala, S.; Dehoff, R.; Babu, S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Niu, H.; Chang, I. Selective laser sintering of gas and water atomized high speed steel powders. Scr. Mater. 1999, 41, 25–30. [Google Scholar] [CrossRef]
- Simchi, A. The role of particle size on the laser sintering of iron powder. Metall. Mater. Trans. B 2004, 35, 937–948. [Google Scholar] [CrossRef]
- Liu, B.; Wildman, R.; Tuck, C.; Ashcroft, I.; Hague, R. Investigation the effect of particle size distribution on processing parameters optimisation in selective laser melting process. In International Solid Freeform Fabrication Symposium: An Additive Manufacturing Conference; University of Texas: Austin, TX, USA, 2011; pp. 227–238. [Google Scholar]
- Kumar, S. 10.05—Selective Laser Sintering/Melting A2—Hashmi, Saleem. In Comprehensive Materials Processing; Batalha, G.F., Tyne, C.J.V., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; pp. 93–134. [Google Scholar]
- Olatunde Olakanmi, E.; Dalgarno, K.W.; Cochrane, R.F. Laser sintering of blended Al-Si powders. Rapid Prototyp. J. 2012, 18, 109–119. [Google Scholar] [CrossRef]
- Bourell, D.; Stucker, B.; Spierings, A.; Herres, N.; Levy, G. Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyp. J. 2011, 17, 195–202. [Google Scholar]
- Glardon, R.; Karapatis, N.; Romano, V.; Levy, G. Influence of Nd:YAG parameters on the selective laser sintering of metallic powders. CIRP Ann. Manuf. Technol. 2001, 50, 133–136. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M.; Immarigeon, J.; Wallace, W. A review of laser welding techniques for magnesium alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Tolochko, N.K.; Khlopkov, Y.V.; Mozzharov, S.E.; Ignatiev, M.B.; Laoui, T.; Titov, V.I. Absorptance of powder materials suitable for laser sintering. Rapid Prototyp. J. 2000, 6, 155–161. [Google Scholar] [CrossRef]
- Steen, W. Laser material processing—An overview. J. Opt. A Pure Appl. Opt. 2003, 5, S3. [Google Scholar] [CrossRef]
- John, F. Ready: LIA Handbook of Laser Materials Processing; Laser Institute of America Magnolia Publishing Inc.: Orlando, FL, USA, 2001; pp. 181–183. [Google Scholar]
- Shen, N.; Chou, K. Thermal modeling of electron beam additive manufacturing process: Powder sintering effects. In Proceedings of the ASME 2012 International Manufacturing Science and Engineering Conference collocated with the 40th North American Manufacturing Research Conference and in participation with the International Conference on Tribology Materials and Processing, Notre Dame, IN, USA, 4–8 June 2012; pp. 287–295.
- Selcuk, C. Laser metal deposition for powder metallurgy parts. Powder Metall. 2011, 54, 94–99. [Google Scholar]
- Basu, B.; Date, A. Rapid solidification following laser melting of pure metals—I. Study of flow field and role of convection. Int. J. Heat Mass Transf. 1992, 35, 1049–1058. [Google Scholar] [CrossRef]
- Bontha, S.; Klingbeil, N.W.; Kobryn, P.A.; Fraser, H.L. Thermal process maps for predicting solidification microstructure in laser fabrication of thin-wall structures. J. Mater. Process. Technol. 2006, 178, 135–142. [Google Scholar] [CrossRef]
- Dahle, A.K.; Lee, Y.C.; Nave, M.D.; Schaffer, P.L.; StJohn, D.H. Development of the as-cast microstructure in magnesium-aluminium alloys. J. Light Met. 2001, 1, 61–72. [Google Scholar] [CrossRef]
- Campbell, J. Castings; Butterworth-Heinemann: Oxford, UK, 2003. [Google Scholar]
- Aarstad, K. Protective Films on Molten Magnesium. Ph.D. Thesis, Norwegian University of Science and Technology, Trondheim, Norway, May 2004. [Google Scholar]
- Louvis, E.; Fox, P.; Sutcliffe, C.J. Selective laser melting of aluminium components. J. Mater. Process. Technol. 2011, 211, 275–284. [Google Scholar] [CrossRef]
- Collur, M.; Paul, A.; DebRoy, T. Mechanism of alloying element vaporization during laser welding. Metall. Trans. B 1987, 18, 733–740. [Google Scholar] [CrossRef]
- Sanders, P.; Keske, J.; Leong, K.; Kornecki, G. High power Nd: YAG and CO2 laser welding of magnesium. J. Laser Appl. 1999, 11, 96–103. [Google Scholar] [CrossRef]
- Liu, Y.; Li, S.; Wang, H.; Hou, W.; Hao, Y.; Yang, R.; Sercombe, T.B.; Zhang, L.C. Microstructure, defects and mechanical behavior of beta-type titanium porous structures manufactured by electron beam melting and selective laser melting. Acta Mater. 2016, 113, 56–67. [Google Scholar] [CrossRef]
- Asgharzadeh, H.; Simchi, A. Effect of sintering atmosphere and carbon content on the densification and microstructure of laser-sintered M2 high-speed steel powder. Mater. Sci. Eng. A 2005, 403, 290–298. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. Balling phenomena during direct laser sintering of multi-component Cu-based metal powder. J. Alloy. Compd. 2007, 432, 163–166. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Attar, H.; Calin, M.; Eckert, J. Review on manufacture by selective laser melting and properties of titanium based materials for biomedical applications. Mater. Technol. 2016, 31, 66–76. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Wang, L.; Jiang, W. Balling behavior of stainless steel and nickel powder during selective laser melting process. Int. J. Adv. Manuf. Technol. 2012, 59, 1025–1035. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.-P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Parande, G.; Manakari, V.; Meenashisundaram, G.K.; Gupta, M. Enhancing the hardness/compression/damping response of magnesium by reinforcing with biocompatible silica nanoparticulates. Int. J. Mater. Res. 2016, 107, 1091–1099. [Google Scholar] [CrossRef]
- Casavola, C.; Campanelli, S.; Pappalettere, C. Preliminary investigation on distribution of residual stress generated by the selective laser melting process. J. Strain Anal. Eng. Des. 2009, 44, 93–104. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Atrens, A.; Song, G.-L.; Cao, F.; Shi, Z.; Bowen, P.K. Advances in Mg corrosion and research suggestions. J. Magnes. Alloy. 2013, 1, 177–200. [Google Scholar] [CrossRef]
- Song, G.; Atrens, A. Understanding magnesium corrosion—A framework for improved alloy performance. Adv. Eng. Mater. 2003, 5, 837–858. [Google Scholar] [CrossRef]
- Ghali, E. Corrosion Resistance of Aluminum and Magnesium Alloys: Understanding, Performance, and Testing; John Wiley & Sons: Hoboken, NJ, USA, 2010. [Google Scholar]
- Singh, A.; Harimkar, S.P. Laser surface engineering of magnesium alloys: A review. JOM 2012, 64, 716–733. [Google Scholar] [CrossRef]
- Guan, Y.; Zhou, W.; Zheng, H.; Li, Z. Solidification microstructure of AZ91D Mg alloy after laser surface melting. Appl. Phys. A 2010, 101, 339–344. [Google Scholar] [CrossRef]
- Liu, C.; Liang, J.; Zhou, J.; Wang, L.; Li, Q. Effect of laser surface melting on microstructure and corrosion characteristics of AM60B magnesium alloy. Appl. Surf. Sci. 2015, 343, 133–140. [Google Scholar] [CrossRef]
- Cui, Z.-Q.; Shi, H.-X.; Wang, W.-X.; Xu, B.-S. Laser surface melting AZ31B magnesium alloy with liquid nitrogen-assisted cooling. Trans. Nonferr. Met. Soc. China 2015, 25, 1446–1453. [Google Scholar] [CrossRef]
- Taltavull, C.; Torres, B.; Lopez, A.; Rodrigo, P.; Otero, E.; Atrens, A.; Rams, J. Corrosion behaviour of laser surface melted magnesium alloy AZ91D. Mater. Des. 2014, 57, 40–50. [Google Scholar] [CrossRef]
- Paital, S.R.; Bhattacharya, A.; Moncayo, M.; Ho, Y.H.; Mahdak, K.; Nag, S.; Banerjee, R.; Dahotre, N.B. Improved corrosion and wear resistance of Mg alloys via laser surface modification of Al on AZ31B. Surf. Coat. Technol. 2012, 206, 2308–2315. [Google Scholar] [CrossRef]
- Coy, A.; Viejo, F.; Garcia-Garcia, F.; Liu, Z.; Skeldon, P.; Thompson, G. Effect of excimer laser surface melting on the microstructure and corrosion performance of the die cast AZ91D magnesium alloy. Corros. Sci. 2010, 52, 387–397. [Google Scholar] [CrossRef]
- Raman, R.S.; Murray, S.; Brandt, M. Laser assisted modification of surface microstructure for localised corrosion resistance of magnesium alloys. Surf. Eng. 2013, 23, 107–111. [Google Scholar] [CrossRef]
- Abbas, G.; Liu, Z.; Skeldon, P. Corrosion behaviour of laser-melted magnesium alloys. Appl. Surf. Sci. 2005, 247, 347–353. [Google Scholar] [CrossRef]
- Makar, G.; Kruger, J. Corrosion of magnesium. Int. Mater. Rev. 2013, 38, 138–153. [Google Scholar] [CrossRef]
- Liu, C.; Li, Q.; Liang, J.; Zhou, J.; Wang, L. Microstructure and corrosion behaviour of laser surface melting treated WE43 magnesium alloy. RSC Adv. 2016, 6, 30642–30651. [Google Scholar] [CrossRef]
- Song, G. Control of biodegradation of biocompatable magnesium alloys. Corros. Sci. 2007, 49, 1696–1701. [Google Scholar] [CrossRef]
- Gu, X.; Li, N.; Zheng, Y.; Ruan, L. In vitro degradation performance and biological response of a Mg-Zn-Zr alloy. Mater. Sci. Eng. B 2011, 176, 1778–1784. [Google Scholar] [CrossRef]
- Dai, N.; Zhang, L.-C.; Zhang, J.; Chen, Q.; Wu, M. Corrosion behavior of selective laser melted Ti-6Al-4V alloy in NaCl solution. Corros. Sci. 2016, 102, 484–489. [Google Scholar] [CrossRef]
- Dai, N.; Zhang, L.-C.; Zhang, J.; Zhang, X.; Ni, Q.; Chen, Y.; Wu, M.; Yang, C. Distinction in corrosion resistance of selective laser melted Ti-6Al-4V alloy on different planes. Corros. Sci. 2016, 111, 703–710. [Google Scholar] [CrossRef]
- Xin, Y.; Hu, T.; Chu, P. In vitro studies of biomedical magnesium alloys in a simulated physiological environment: A review. Acta Biomater. 2011, 7, 1452–1459. [Google Scholar] [CrossRef] [PubMed]
- Rettig, R.; Virtanen, S. Time-dependent electrochemical characterization of the corrosion of a magnesium rare-earth alloy in simulated body fluids. J. Biomed. Mater. Res. A 2008, 85, 167–175. [Google Scholar] [CrossRef] [PubMed]
- Martin, R. Porosity and specific surface of bone. Crit. Rev. Biomed. Eng. 1983, 10, 179–222. [Google Scholar]
- Bentolila, V.; Boyce, T.; Fyhrie, D.; Drumb, R.; Skerry, T.; Schaffler, M. Intracortical remodeling in adult rat long bones after fatigue loading. Bone 1998, 23, 275–281. [Google Scholar] [CrossRef]
- Prendergast, P.; Huiskes, R. Microdamage and osteocyte-lacuna strain in bone: A microstructural finite element analysis. J. Biomech. Eng. 1996, 118, 240–246. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Ni, Q. Determination of cortical bone porosity and pore size distribution using a low field pulsed NMR approach. J. Orthop. Res. 2003, 21, 312–319. [Google Scholar] [CrossRef]
- Kufahl, R.H.; Saha, S. A theoretical model for stress-generated fluid flow in the canaliculi-lacunae network in bone tissue. J. Biomech. 1990, 23, 171–180. [Google Scholar] [CrossRef]
- Zardiackas, L.D.; Parsell, D.E.; Dillon, L.D.; Mitchell, D.W.; Nunnery, L.A.; Poggie, R. Structure, metallurgy, and mechanical properties of a porous tantalum foam. J. Biomed. Mater. Res. 2001, 58, 180–187. [Google Scholar] [CrossRef]
- Lefebvre, L.-P.; Banhart, J.; Dunand, D. Porous metals and metallic foams: Current status and recent developments. Adv. Eng. Mater. 2008, 10, 775–787. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Young, P.; Raymont, D. Advanced lightweight 316L stainless steel cellular lattice structures fabricated via selective laser melting. Mater. Des. 2014, 55, 533–541. [Google Scholar] [CrossRef]
- Nakajima, H. Fabrication, properties and application of porous metals with directional pores. Prog. Mater. Sci. 2007, 52, 1091–1173. [Google Scholar] [CrossRef]
- Evans, A.G.; Hutchinson, J.W.; Fleck, N.A.; Ashby, M.; Wadley, H. The topological design of multifunctional cellular metals. Prog. Mater. Sci. 2001, 46, 309–327. [Google Scholar] [CrossRef]
- Bose, S.; Vahabzadeh, S.; Bandyopadhyay, A. Bone tissue engineering using 3D printing. Mater. Today 2013, 16, 496–504. [Google Scholar] [CrossRef]
- Hollister, S.J. Porous scaffold design for tissue engineering. Nat. Mater. 2005, 4, 518–524. [Google Scholar] [CrossRef] [PubMed]
- Challis, V.J.; Xu, X.; Zhang, L.C.; Roberts, A.P.; Grotowski, J.F.; Sercombe, T.B. High specific strength and stiffness structures produced using selective laser melting. Mater. Des. 2014, 63, 783–788. [Google Scholar] [CrossRef]
- Liu, Y.; Li, X.; Zhang, L.; Sercombe, T. Processing and properties of topologically optimised biomedical Ti-24Nb-4Zr-8Sn scaffolds manufactured by selective laser melting. Mater. Sci. Eng. A 2015, 642, 268–278. [Google Scholar] [CrossRef]
- Attar, H.; Löber, L.; Funk, A.; Calin, M.; Zhang, L.; Prashanth, K.; Scudino, S.; Zhang, Y.S.; Eckert, J. Mechanical behavior of porous commercially pure Ti and Ti-TiB composite materials manufactured by selective laser melting. Mater. Sci. Eng. A 2015, 625, 350–356. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SLM Processing Parameters | Material Properties |
|---|---|
| Laser type | Viscosity |
| Laser power | Surface tension |
| Mechanical layering of powder | Thermal conductivity |
| Atmospheric control | Specific heat |
| Gas flow | Absorptivity/reflectivity |
| Heaters (bed temperature) | Emissivity |
| Scan radius | Particle size distribution |
| Scan vector length | Particle shape |
| Scan spacing | Melting Temperature |
| Scan rates | Boiling Temperature |
| Scanning time interval | Chemical composition |
| Thickness of layers | Oxidation tendency |
| Materials System | Powder Characteristics | Laser Type | Spot Size (µm) | Power (W) | Layer Thickness (µm) | Hatch Spacing (µm) | Scanning Speed (mm/s) | Scanning Pattern |
|---|---|---|---|---|---|---|---|---|
| Mg [56,57] * | Spherical shape, mean particle size 25 µm, layer density 0.918 g/cc | Continuous and pulsed wave Nd:YAG Laser | 600 | 13–26 | 500 | - | 10–200 | Overlap (each layer was built by scanning numerous short vectors of 0.65 mm in the transverse direction with 98% overlapping) |
| Mg [58] * | Spherical shape, mean particle size 25 µm, layer density 0.918 g/cc, powders were preheated for 30 min to reach a temperature of 180 °C | Pulsed mode Nd:YAG Laser | 270 | 8.9–17.7 | 150–300 | - | 10–200 | - |
| Mg [59] | Gas atomised, spherical shape, particle size 250 mesh (D50 = 25.85 µm) with apparent density of 0.78 g/cc and −400 mesh (D50 = 43.32 µm) with apparent density of 0.93 g/cc | Continuous wave Nd:YAG Laser | 100 | 15–150 | 30 | 100 | 50–100 | Zigzag, (scanning each layer in a direction rotated counter clockwise by 63.5° to its precursor) |
| Mg-9%Al [60] | Mg-irregular shape, particle size (D50) 42 µm; Al-spherical shape, particle size (D50) 17 µm; blended for 45 min according to Mg: Al weight ratio of 91:9 | Continuous wave Nd:YAG laser | 34–75 | 10–110 | 50 | 80 | 10–1000 | Linear |
| AZ91D [61] | Gas atomised, spherical shape, mean particle size 59 µm, apparent density 0.95 g/cc | Continuous wave IPG YLR-200 fibre laser | 100 | 200 | 40 | 70–130 | 166.6–1000 | Zigzag (scanning each layer in a direction rotated by 90° to its precursor) |
| ZK60 [62] | Spherical shape, mean particle size 30 µm | Continuous wave IPG YLR-200 fibre laser | 150 | 200 | 20 | 80 | 100–900 | Zigzag (scanning each layer in a direction rotated by 90° to its precursor) |
| ZK60 [49] | Spherical shape, mean particle size 50 µm | Fibre laser | 150 | 50 | 100 | 100 | 6.7–11.7 | - |
| Mg-Mn [66] | Mg-spherical shape; Mn-irregular shape mechanical mixing under a gas atmosphere of CO2 and SF6 | Fibre laser | 100 | 70 | 100 | 50 | 11.7 | Linear |
| Mg-hydroxyapatite (HAP) [63] | Mg-irregular shape, particle size 200 µm; HAP particle size 20 nm; blended together according to Mg:HAP volume ratio of 98:2 | Continuous wave fibre Laser | 200 | 20–120 | 100 | 1000 | 1–160 | Linear |
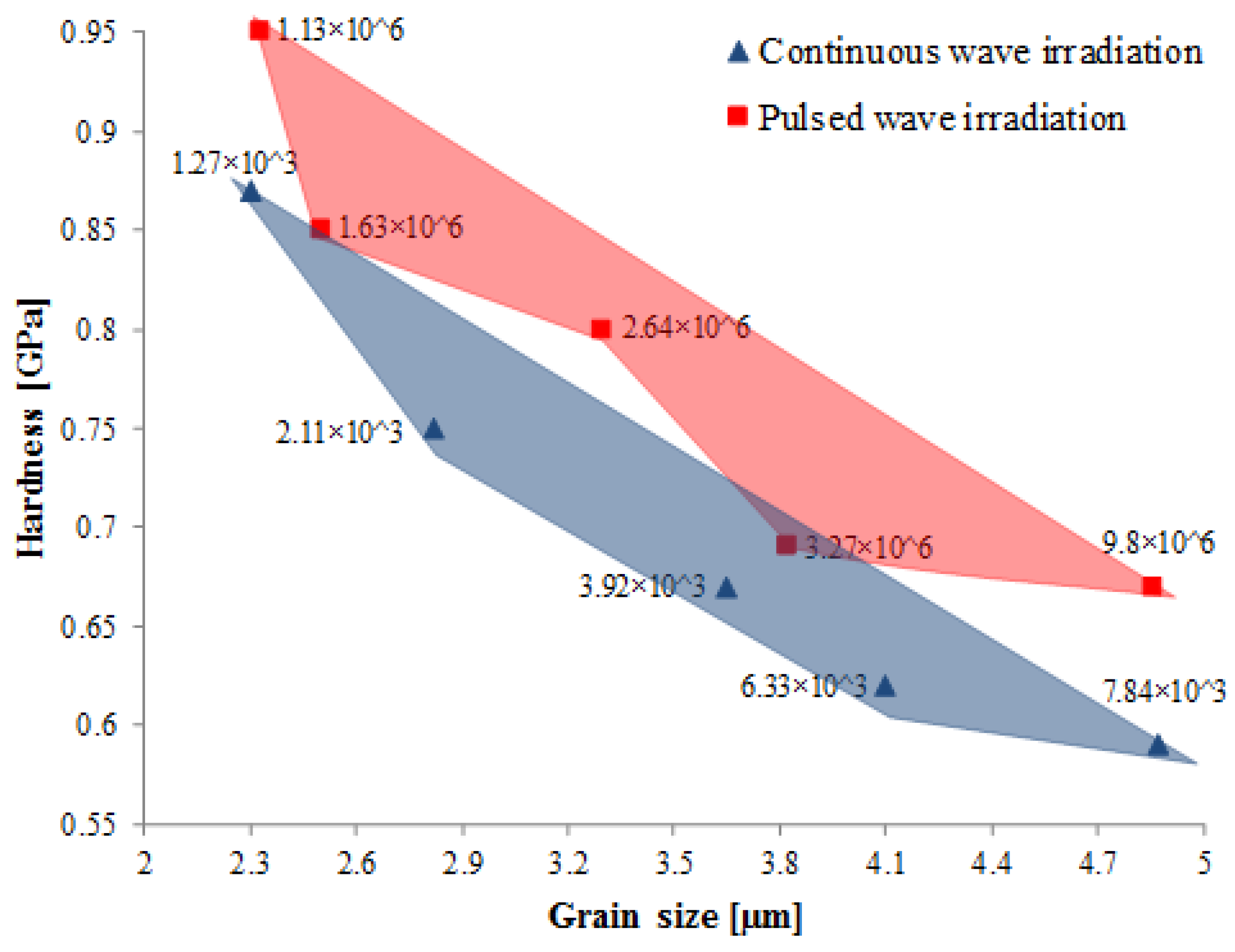
| Materials System | Specific Laser Energy Densities in the Formation Zone | Relative Density (%) |
|---|---|---|
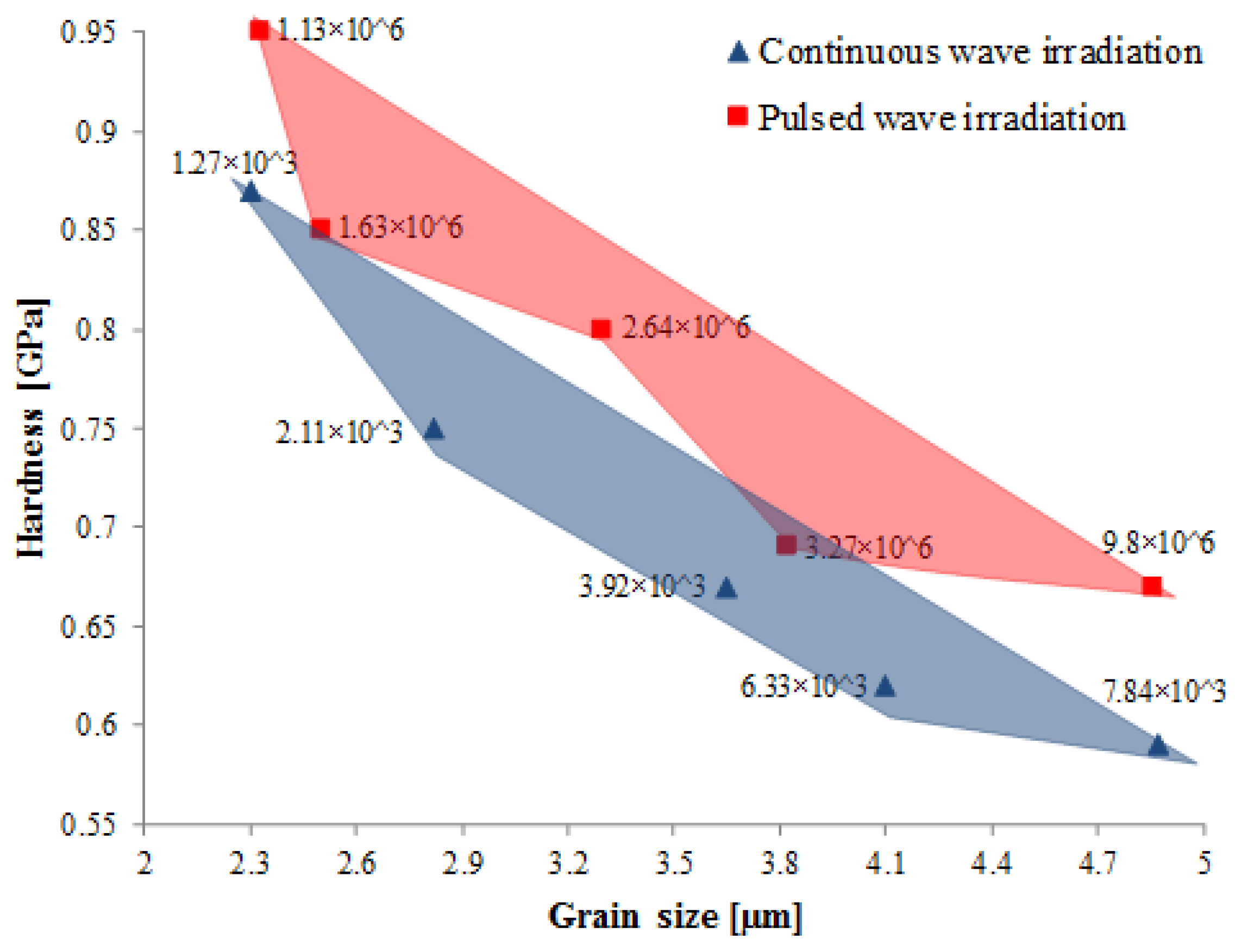
| Mg [56,57] * | 1.27 × 103–7.84 × 103 J/mm2 (continuous wave irradiation) 1.13 × 106–9.8 × 106 J/mm2 (pulsed wave irradiation) | - |
| Mg [59] | 200–300 J/mm3 | 95.3–96.1 |
| Mg-9Al [60] | 93.75–250 J/mm3 | 74.5–82 |
| AZ91D [61] | 83–167 J/mm3 | 73–99.5 |
| ZK60 [62] | 138–416 J/mm3 | 82.25–94.05 |
| ZK60 [49] | 420–750 J/mm3 | 72.8–97.4 |
| Scanning Speed (mm/s) | Relative Density (%) at Different Hatch Spacings | |||
|---|---|---|---|---|
| 70 µm | 90 µm | 110 µm | 130 µm | |
| 333 | 99.4 | 99.5 | 99.2 | 98.8 |
| 500 | 99.2 | 99.3 | 99 | 98.4 |
| 667 | 99.1 | 98.8 | 93.5 | 89.1 |
| 833 | 97.4 | 95.9 | 84.4 | 77.2 |
| 1000 | 91.8 | 89 | 76.5 | 73.4 |
| Properties (Unit) | Pure Mg |
|---|---|
| Ionisation energy (Ev) | 7.6 |
| Specific heat (J/(kg·K)) | 1360 |
| Specific heat of fusion (J/kg) | 3.7 × 105 |
| Melting point (K) | 650 |
| Boiling point (K) | 1090 |
| Viscosity (Pa-s) | 0.00125 |
| Surface tension (N/m) | 0.559 |
| Thermal conductivity (W/(m·K)) | 78 |
| Thermal diffusivity (M2/s) | 3.73 × 10−5 |
| Expansion co-efficient (1/K) | 25 × 10−6 |
| Density (kg/m3) | 1590 |
| Elastic modulus (N/m3) | 4.47 × 1010 |
| Vapour pressure (Pa) | 360 |
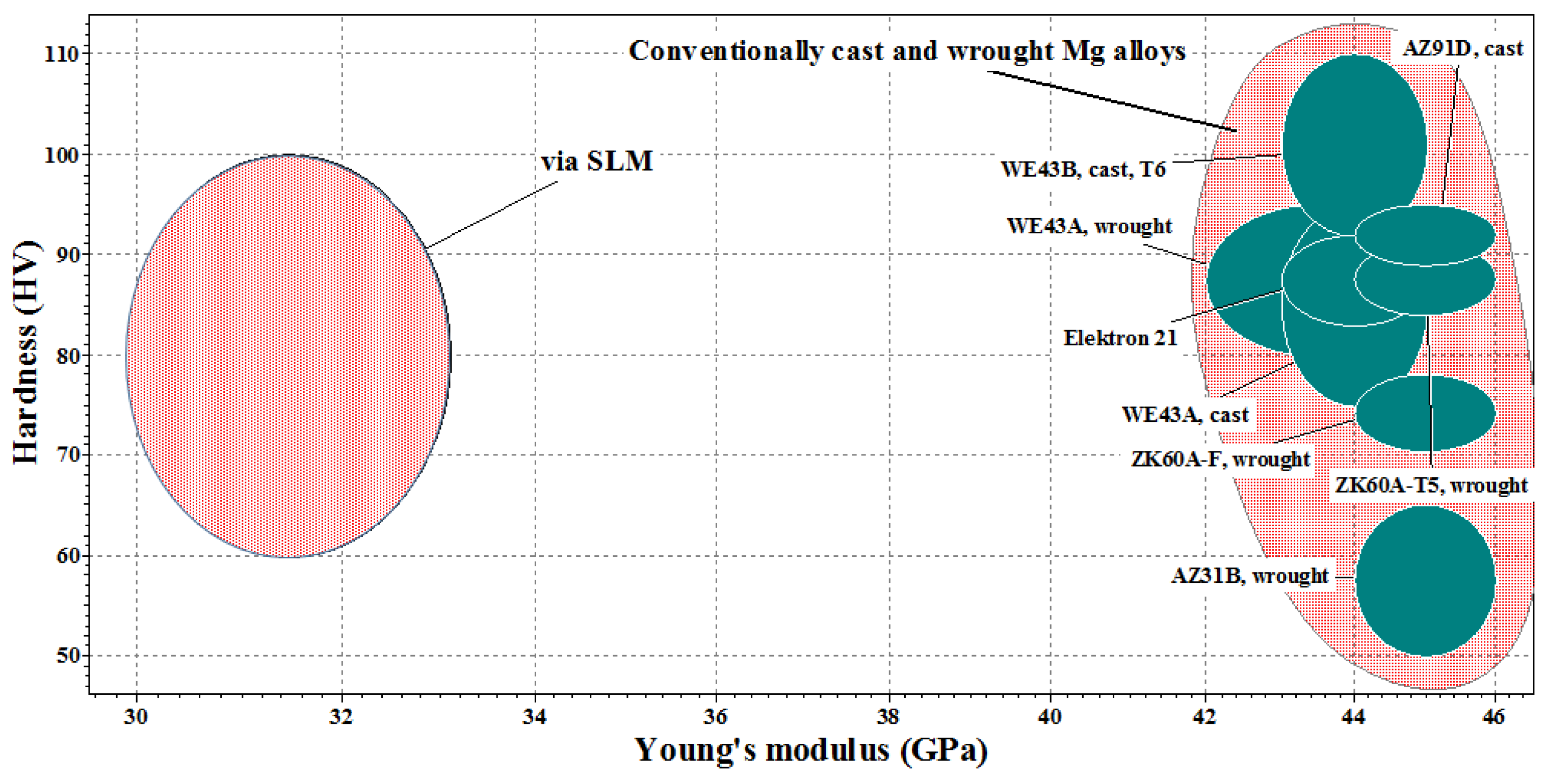
| Materials System | General Microstructure/Intermetallic Phase | Hardness (HV) | Young’s Modulus (GPa) | Surface Roughness (µm) |
|---|---|---|---|---|
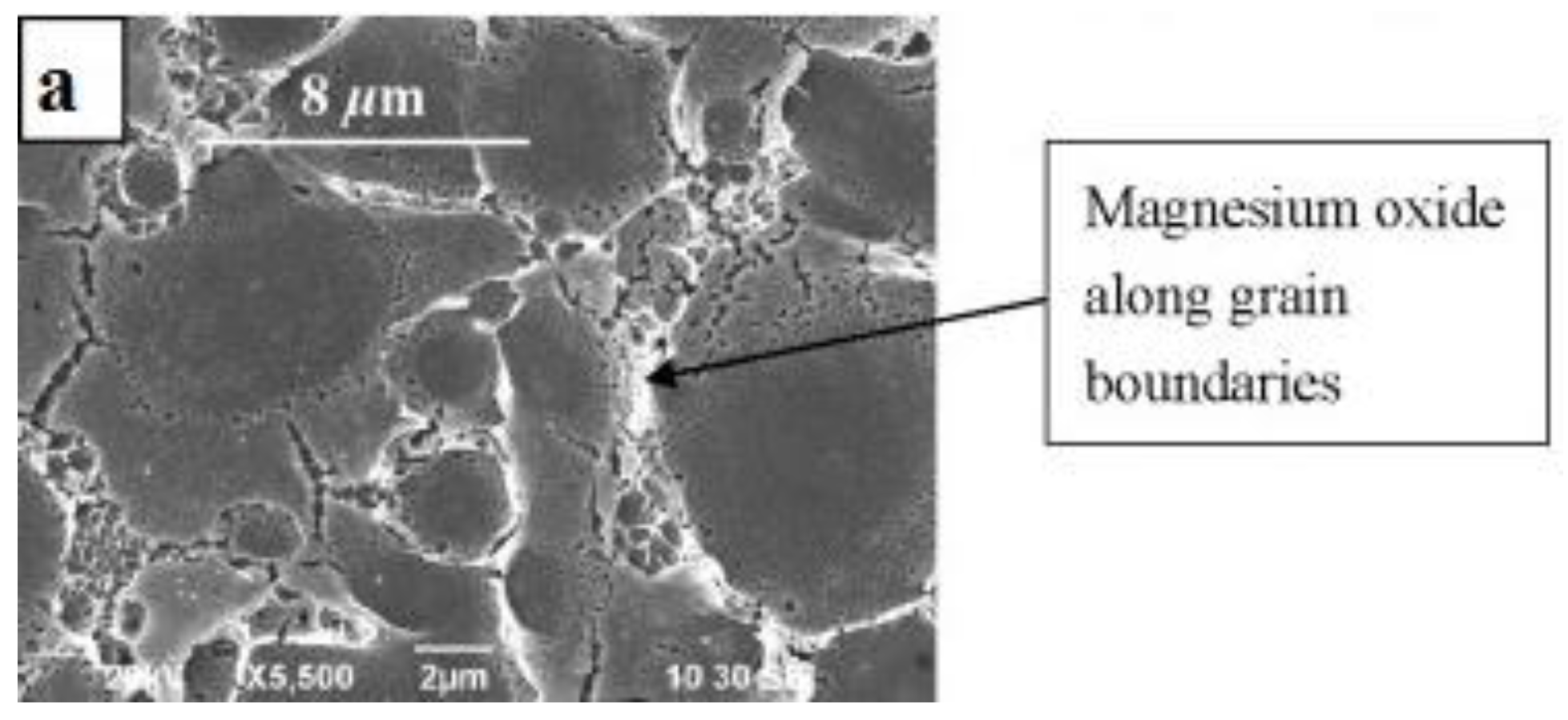
| Mg [56,57] * | Equiaxed α-Mg grains, precipitates of MgO along grain boundaries | 60–97 (from GPa) | 20.8–38.2 | - |
| Mg [58] * | - | 66–74 (from GPa) | 29.9–33.1 | 19–33 |
| Mg [59] | - | 44.7–52.4 | - | 38.6–51.8 |
| Mg-9Al [60] | Equiaxed α-Mg grains/Mg17Al12, MgO, Al2O3 | 66–85 | - | - |
| AZ91D [61] | Equiaxed α-Mg grains/β-Mg17Al12, Al8Mn5 | 85–100 | - | - |
| ZK60 [62] | Oriented dendrites/MgZn, Mg7Zn3 | 78 | - | - |
| ZK60 [49] | Dendritic/columnar α-Mg; Mg7Zn3 | 70.1–89.2 | - | - |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manakari, V.; Parande, G.; Gupta, M. Selective Laser Melting of Magnesium and Magnesium Alloy Powders: A Review. Metals 2017, 7, 2. https://doi.org/10.3390/met7010002
Manakari V, Parande G, Gupta M. Selective Laser Melting of Magnesium and Magnesium Alloy Powders: A Review. Metals. 2017; 7(1):2. https://doi.org/10.3390/met7010002
Chicago/Turabian StyleManakari, Vyasaraj, Gururaj Parande, and Manoj Gupta. 2017. "Selective Laser Melting of Magnesium and Magnesium Alloy Powders: A Review" Metals 7, no. 1: 2. https://doi.org/10.3390/met7010002
APA StyleManakari, V., Parande, G., & Gupta, M. (2017). Selective Laser Melting of Magnesium and Magnesium Alloy Powders: A Review. Metals, 7(1), 2. https://doi.org/10.3390/met7010002