Effect of Fly Ash Addition on the Physical and Mechanical Properties of AA6063 Alloy Reinforcement


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
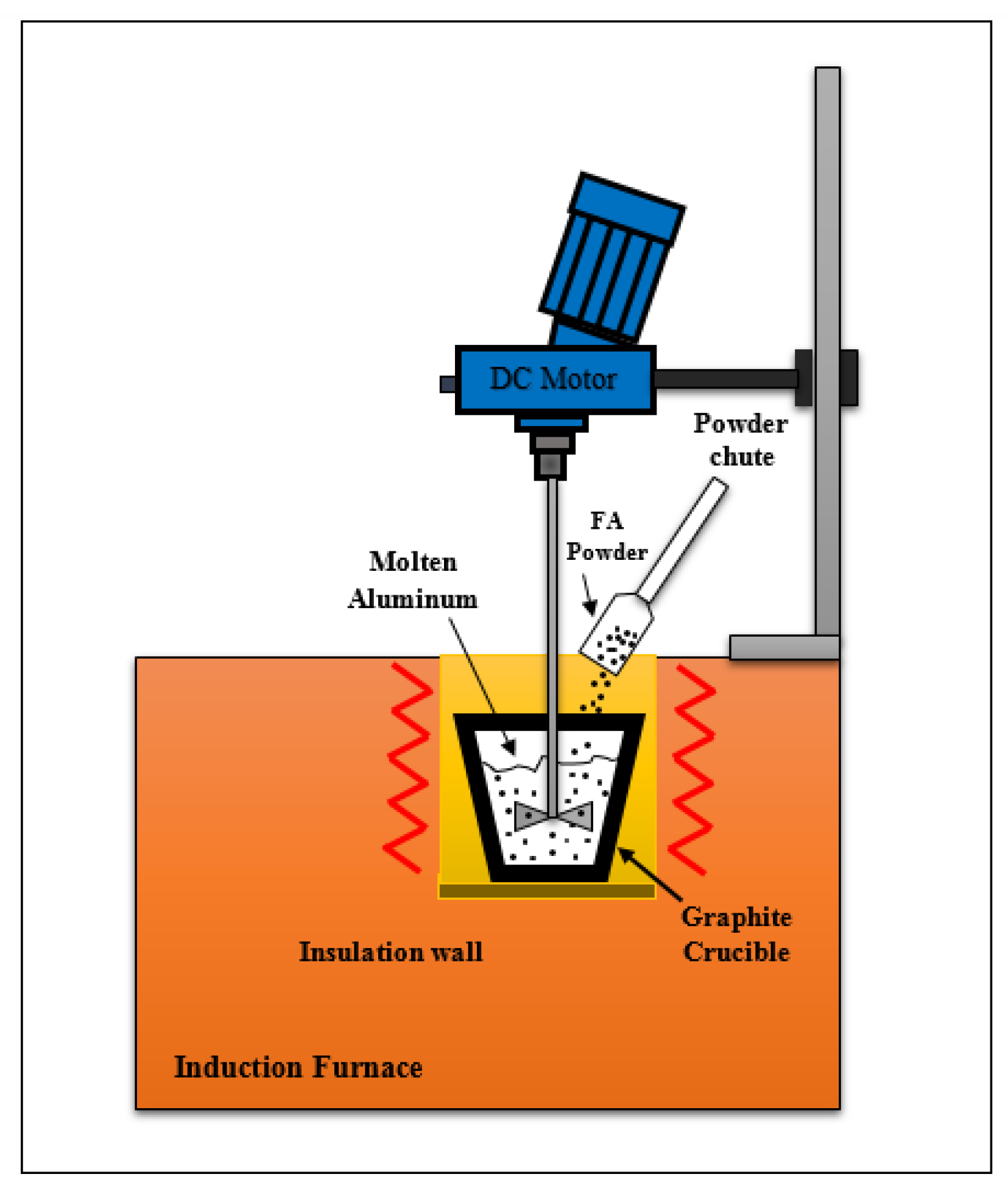
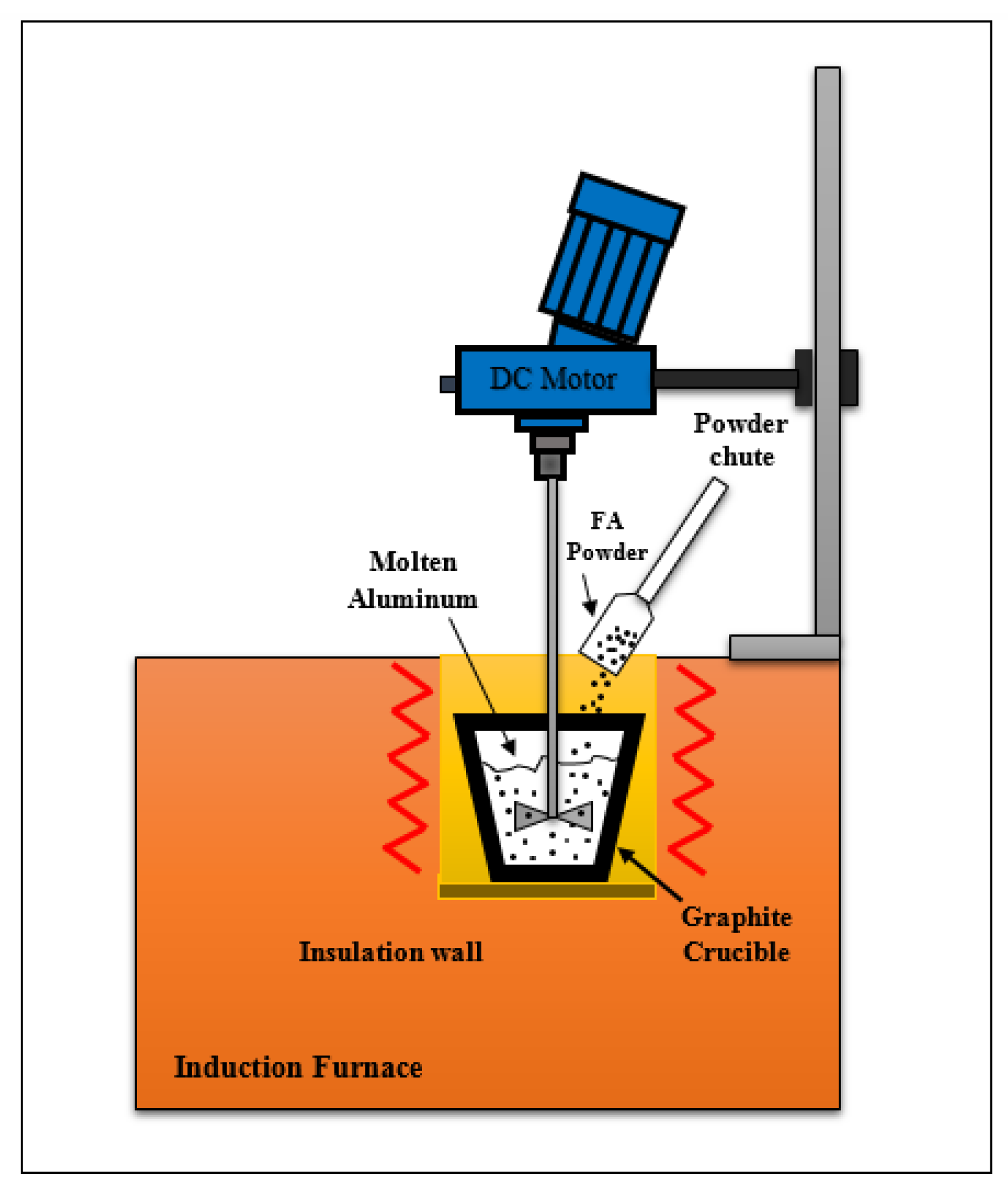
2.2. Casting Process
2.3. Microstructure Observation
2.4. Mechanical Characterization
3. Results and Discussion
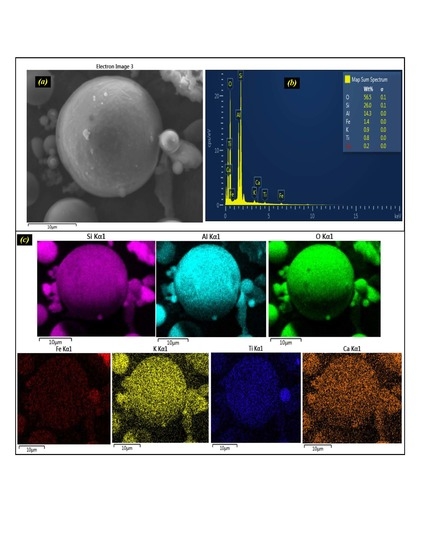
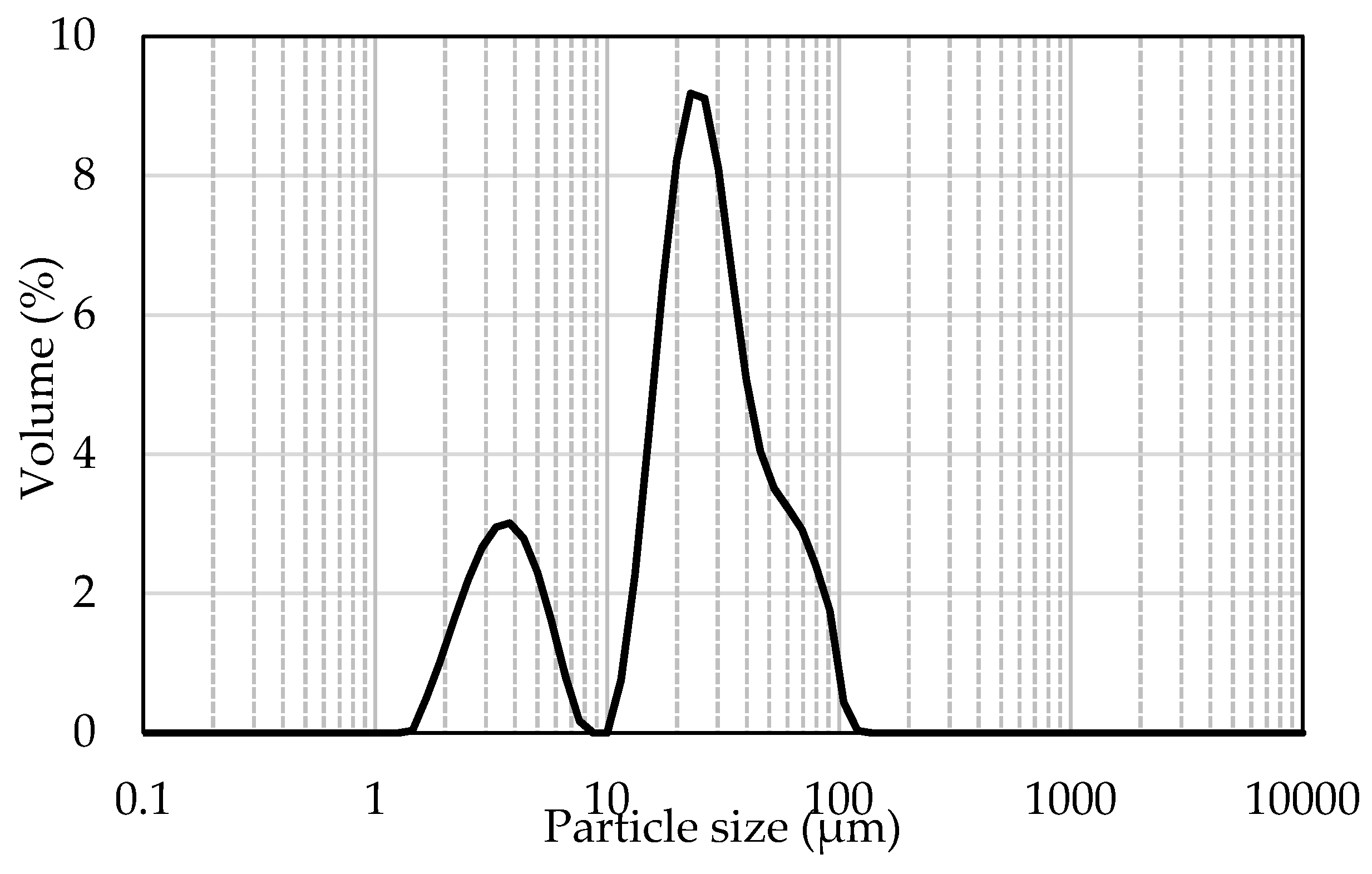
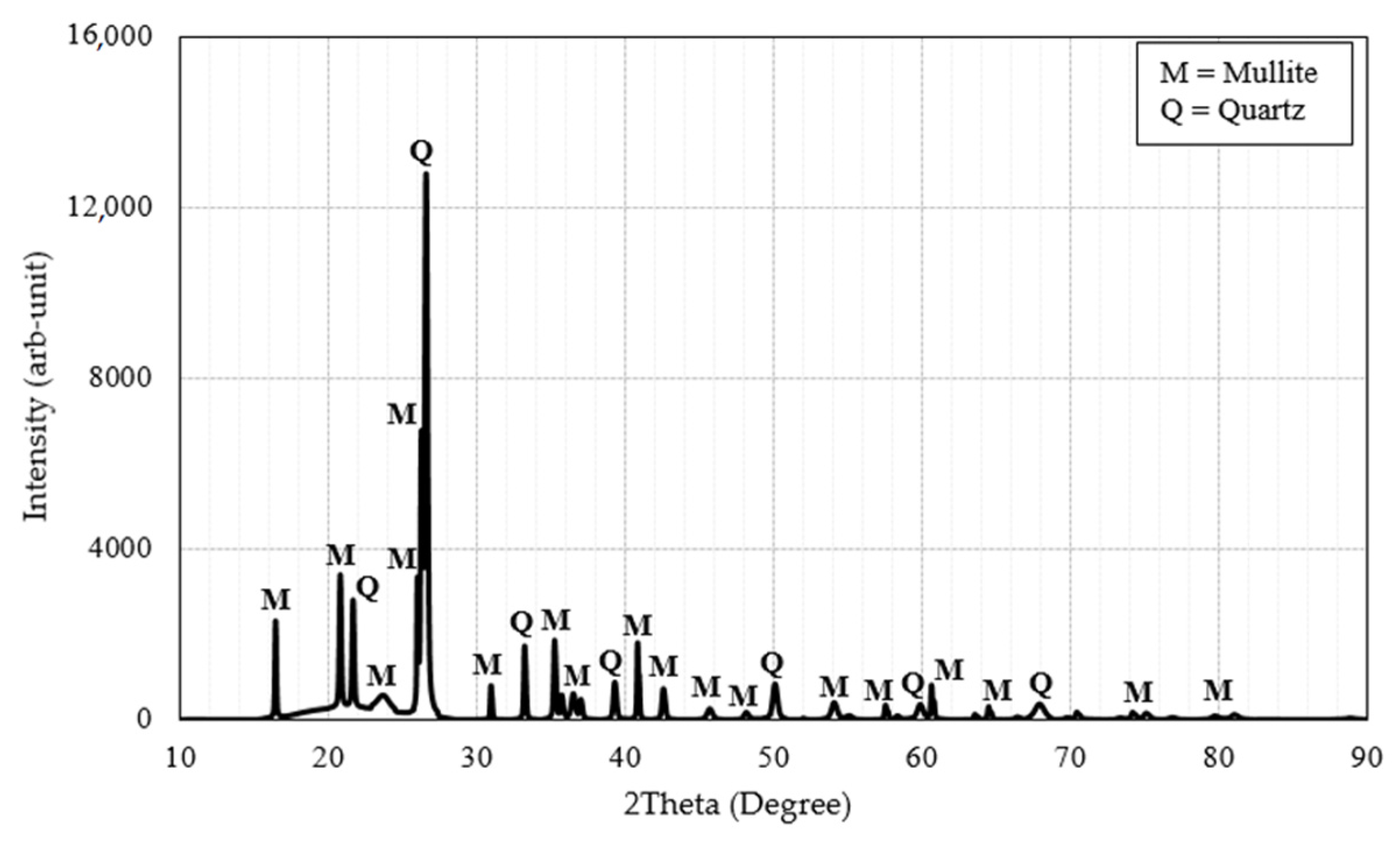
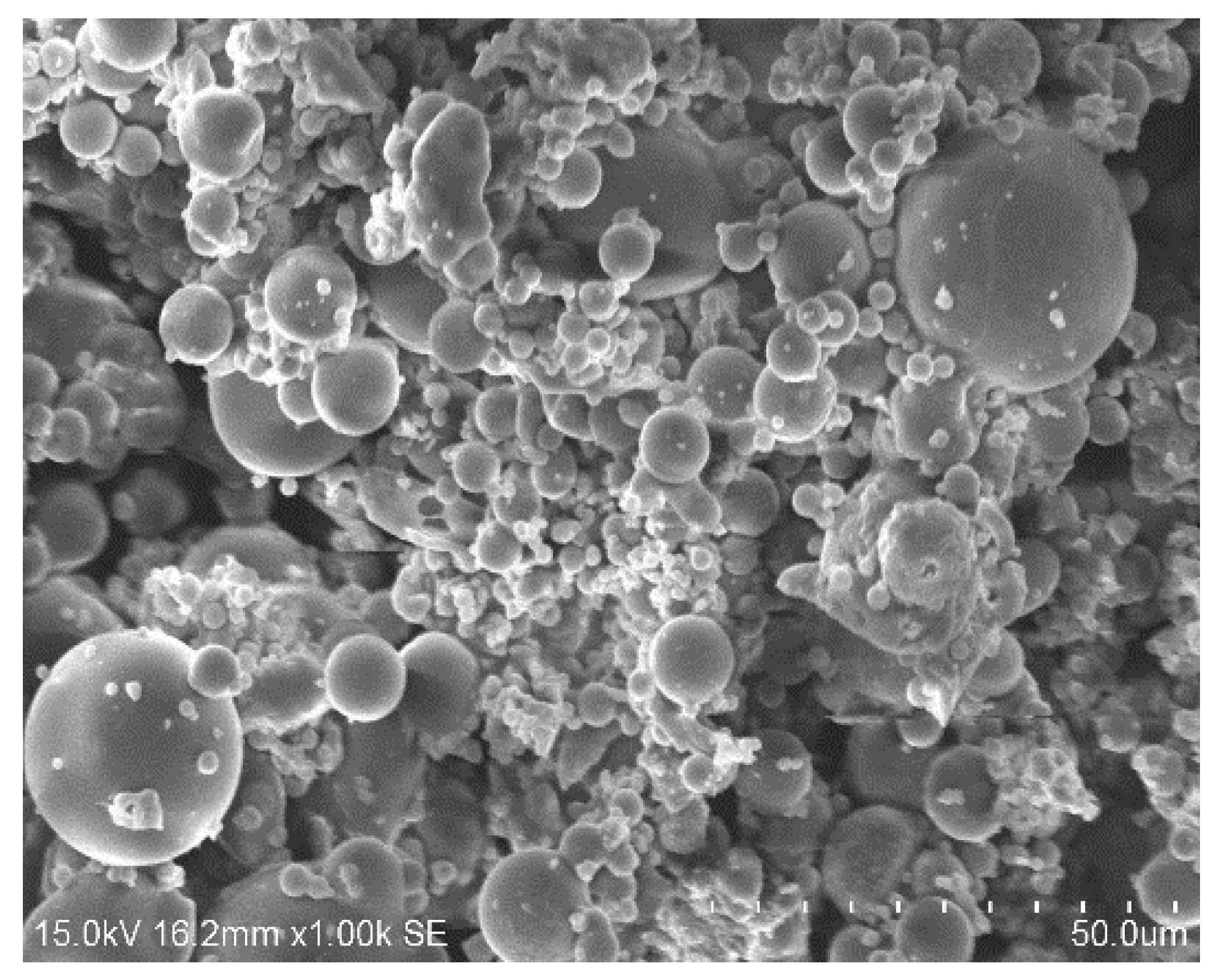
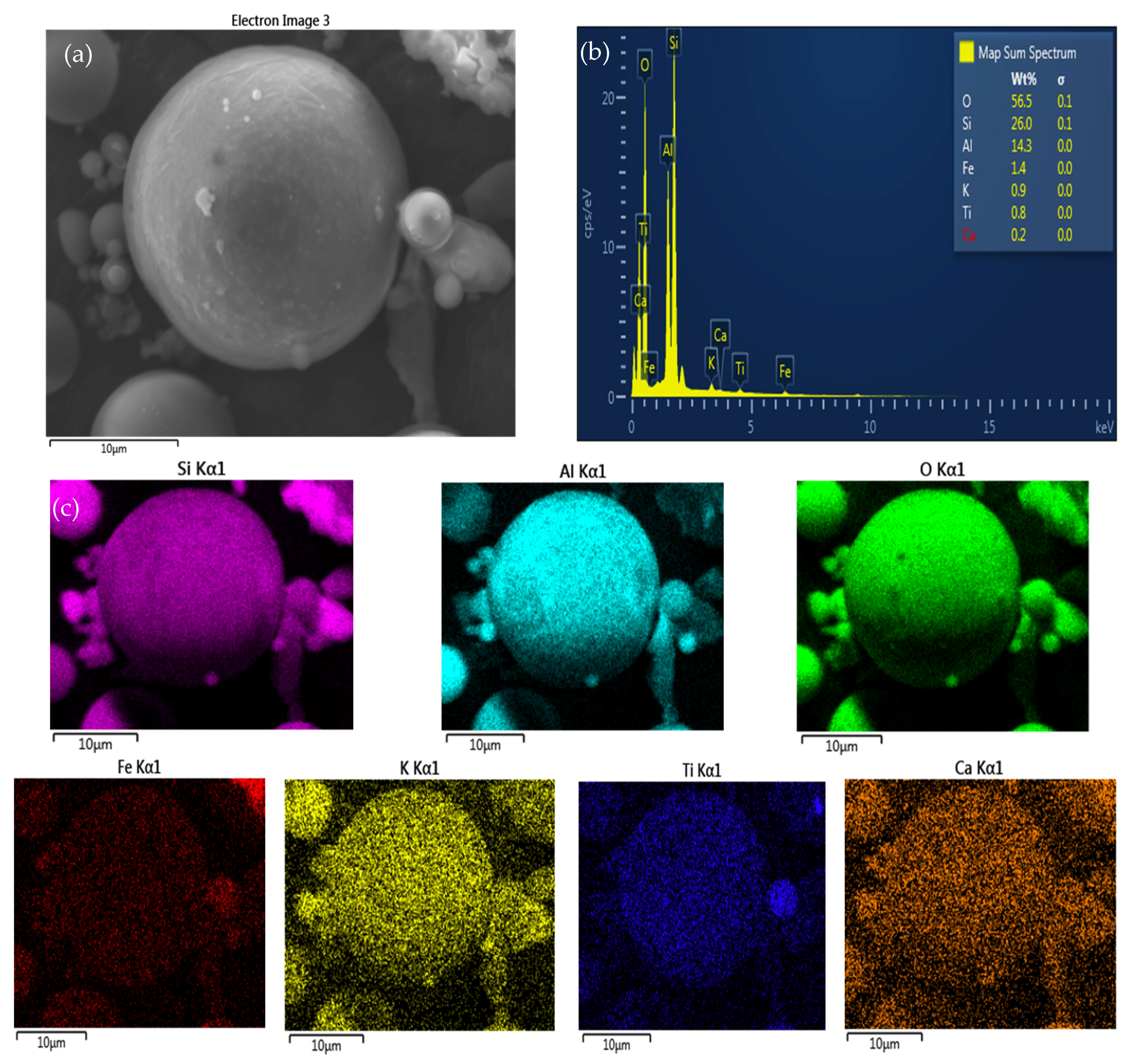
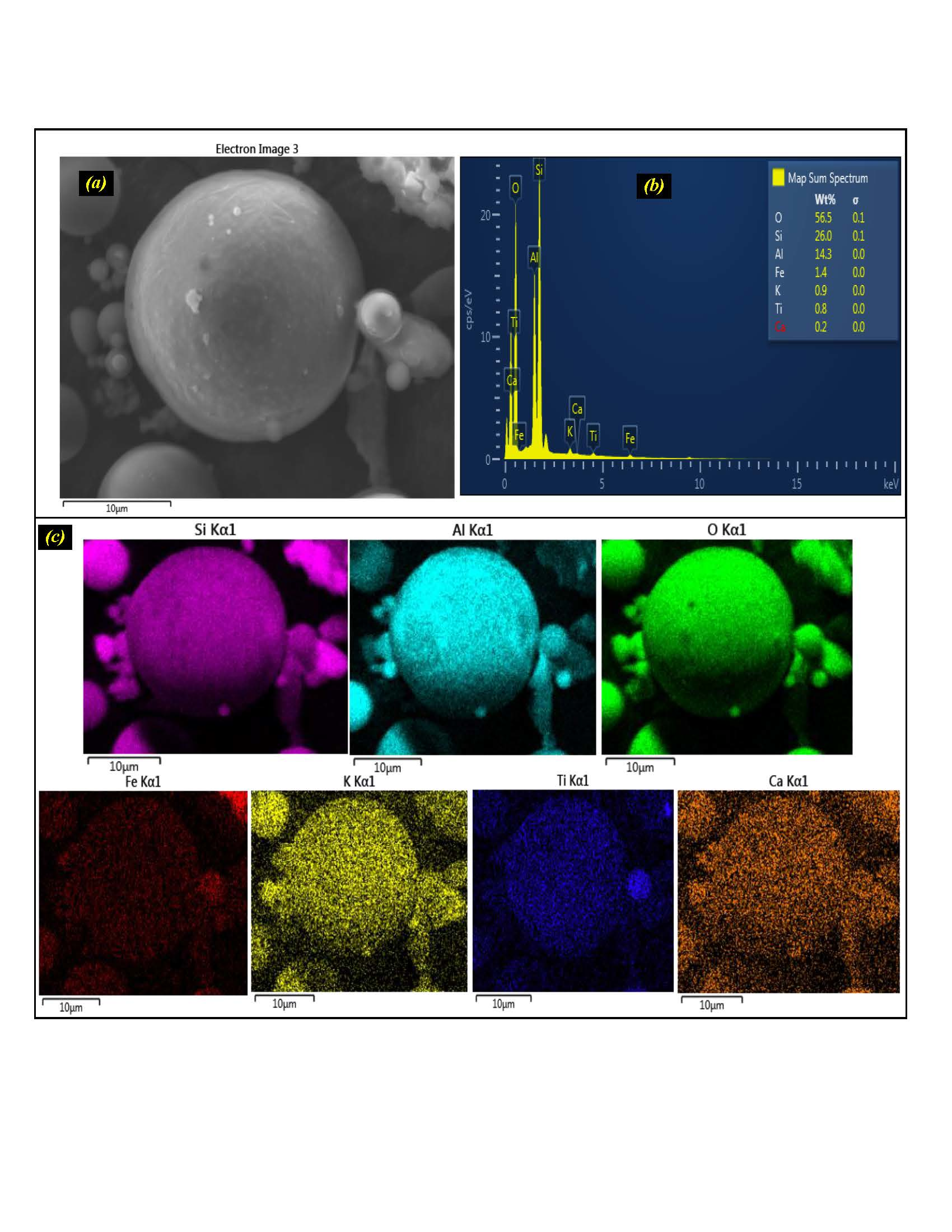
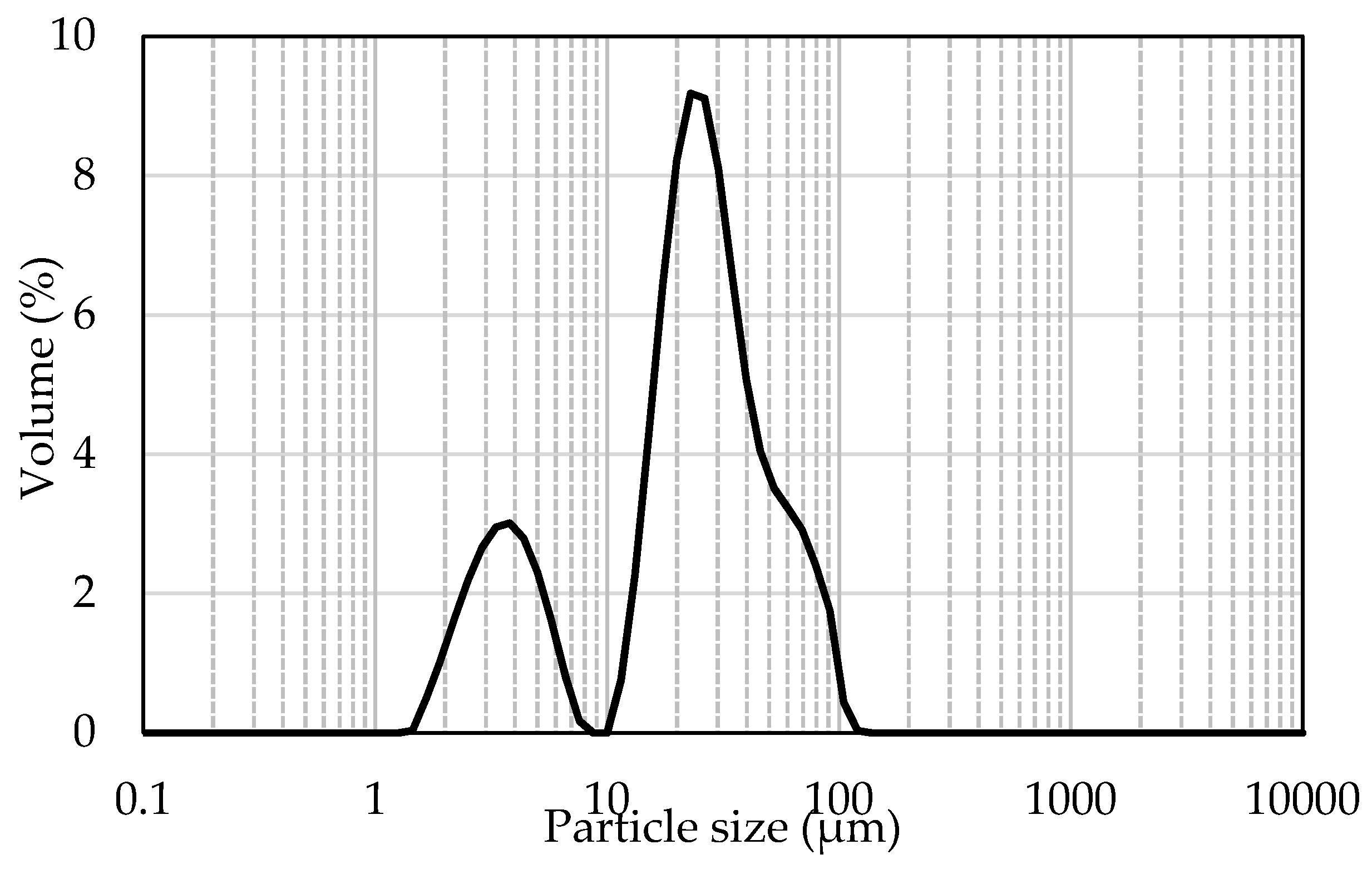
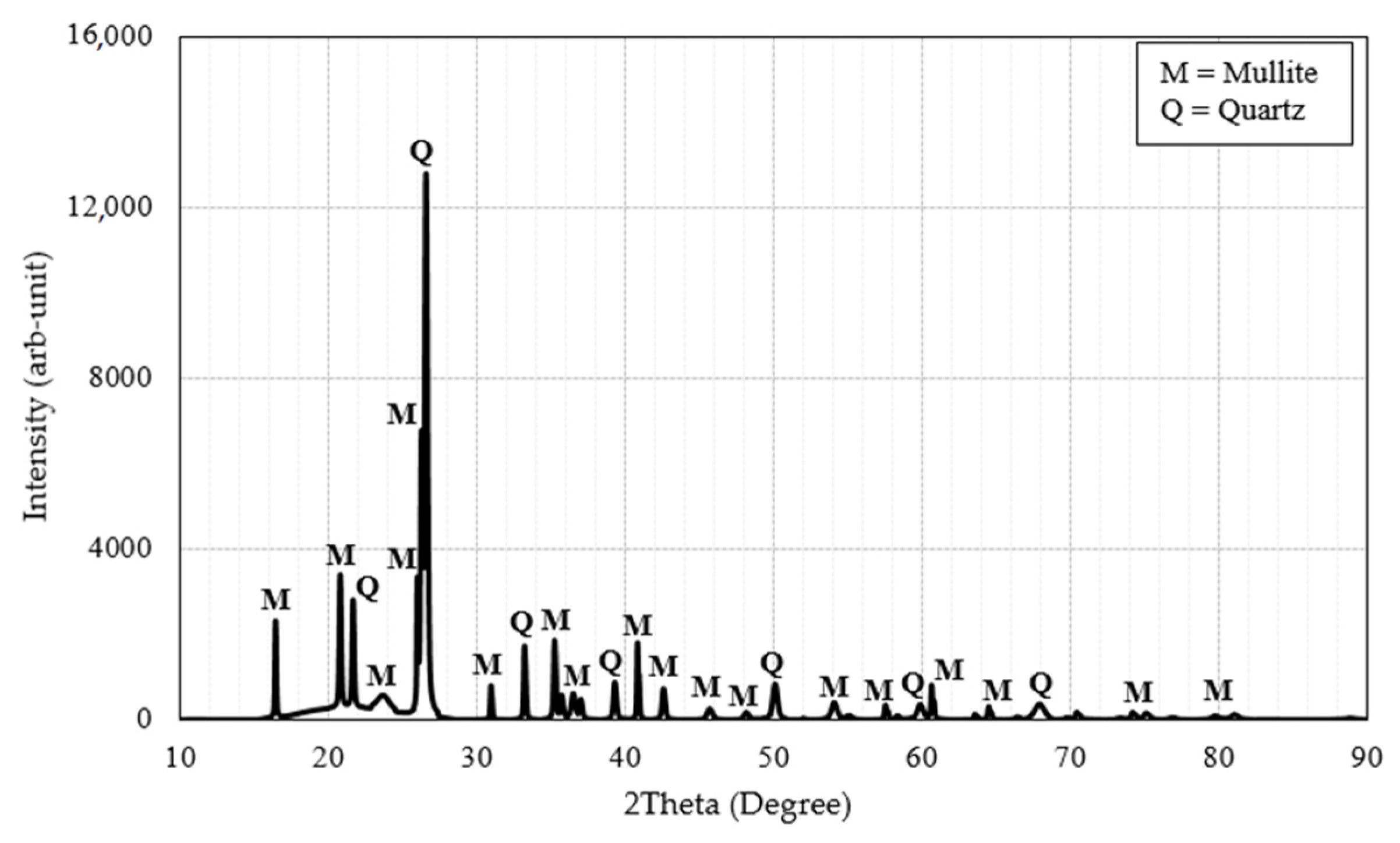
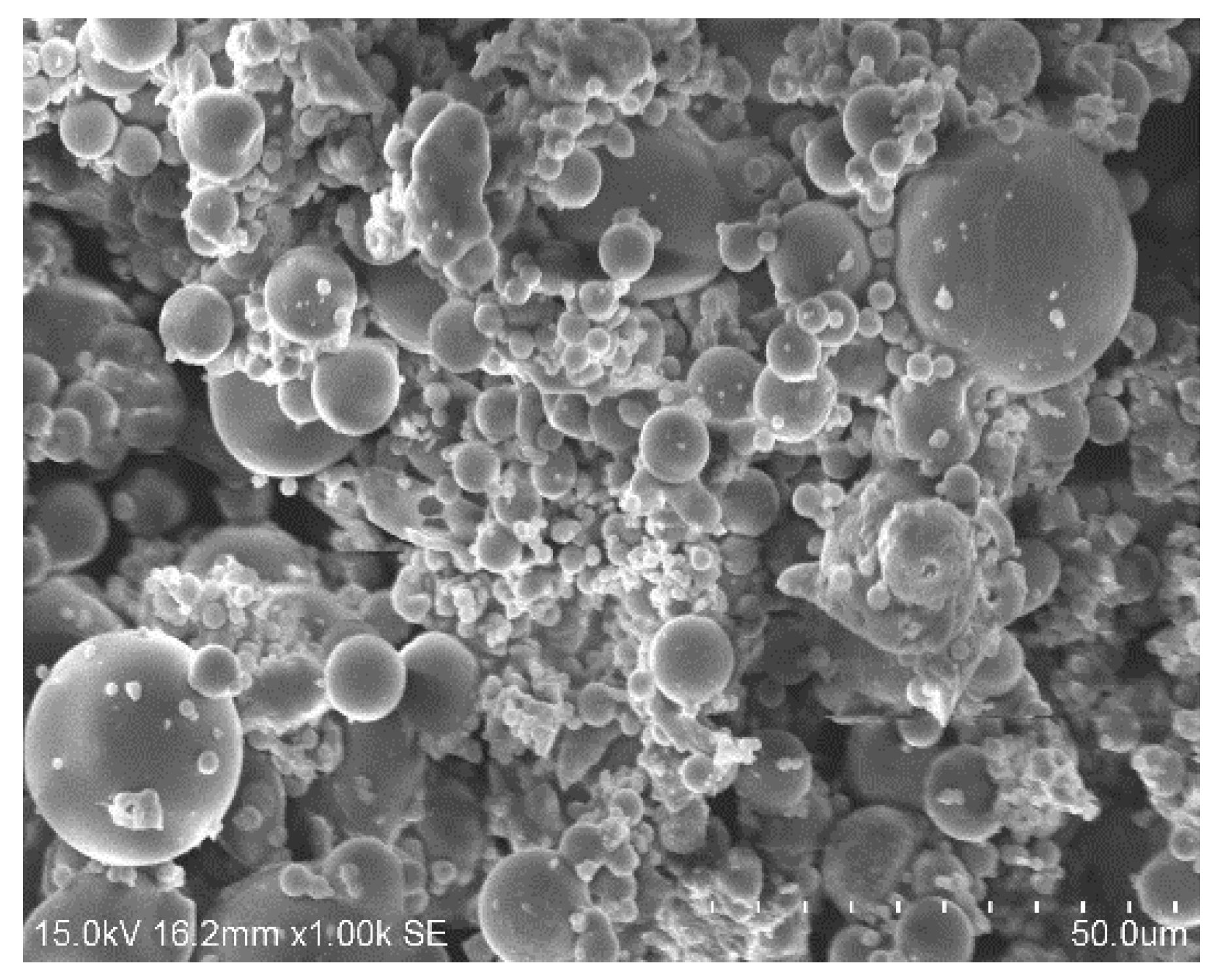
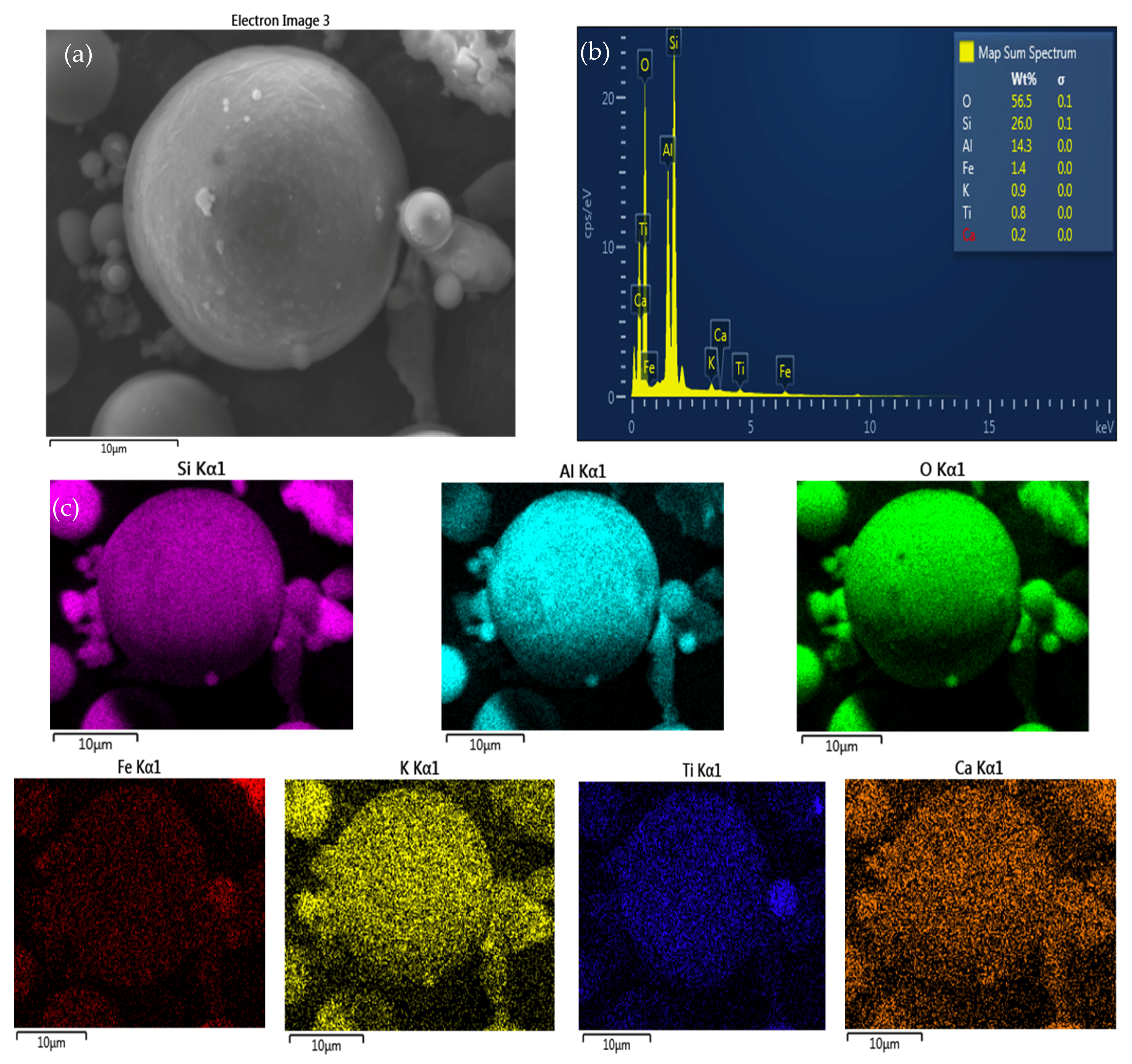
3.1. Fly Ash (FA) Characteristics
3.2. AA6063-FA Composite Characteristics
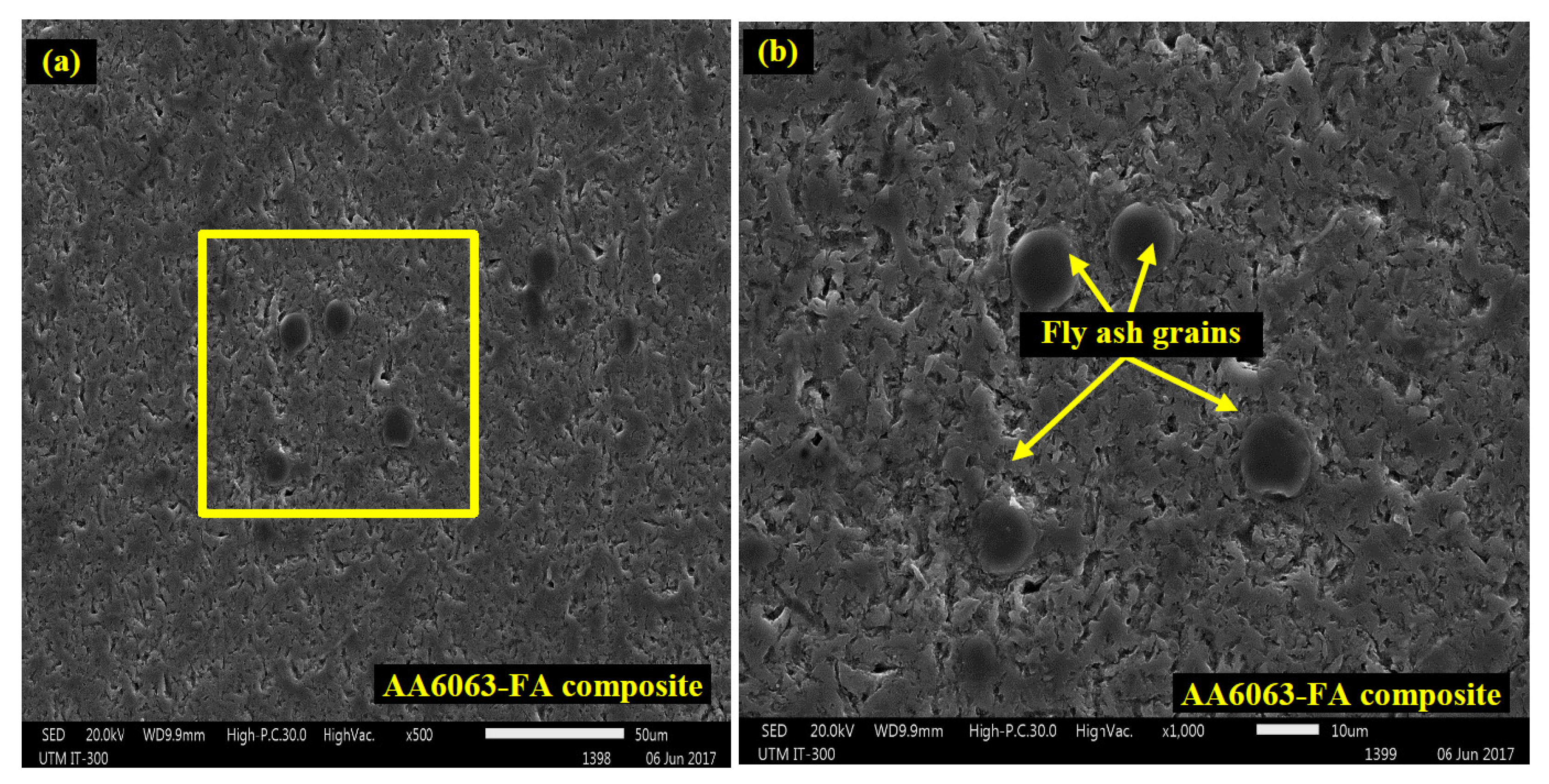
3.2.1. Microstructural Characterization of AA6063-FA Composites
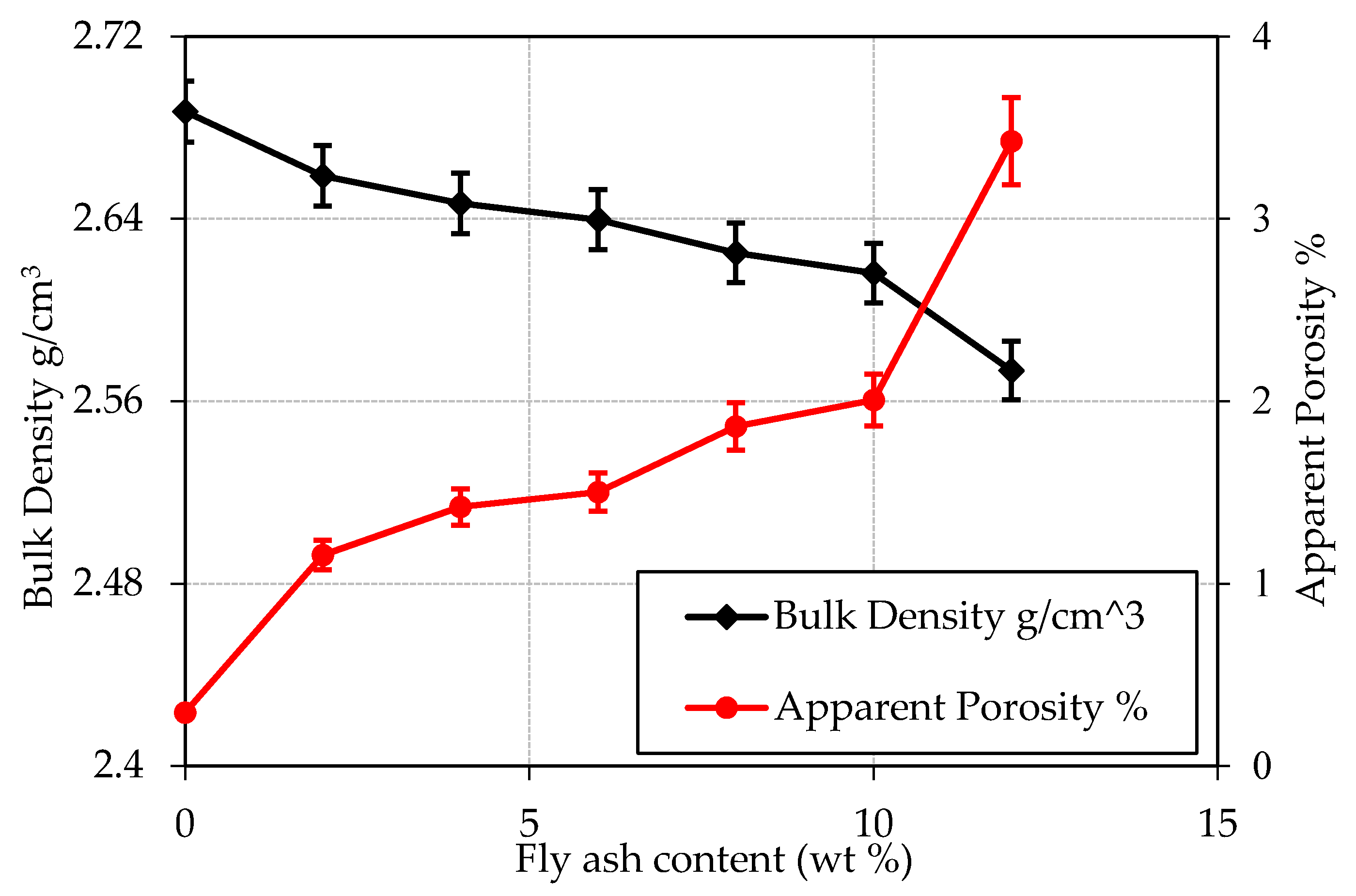
3.2.2. Density and Porosity Measurements of AA6063-FA Composites
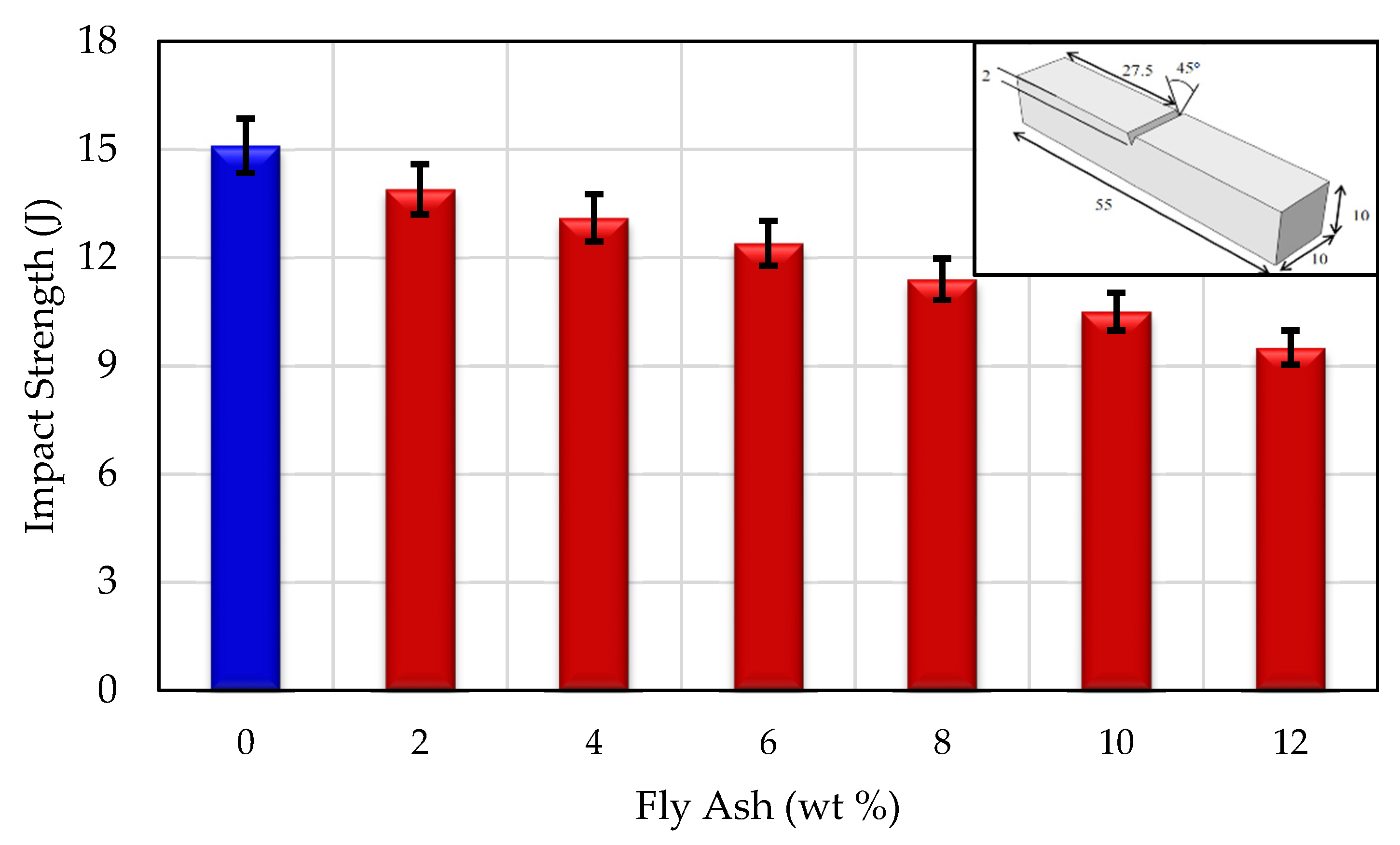
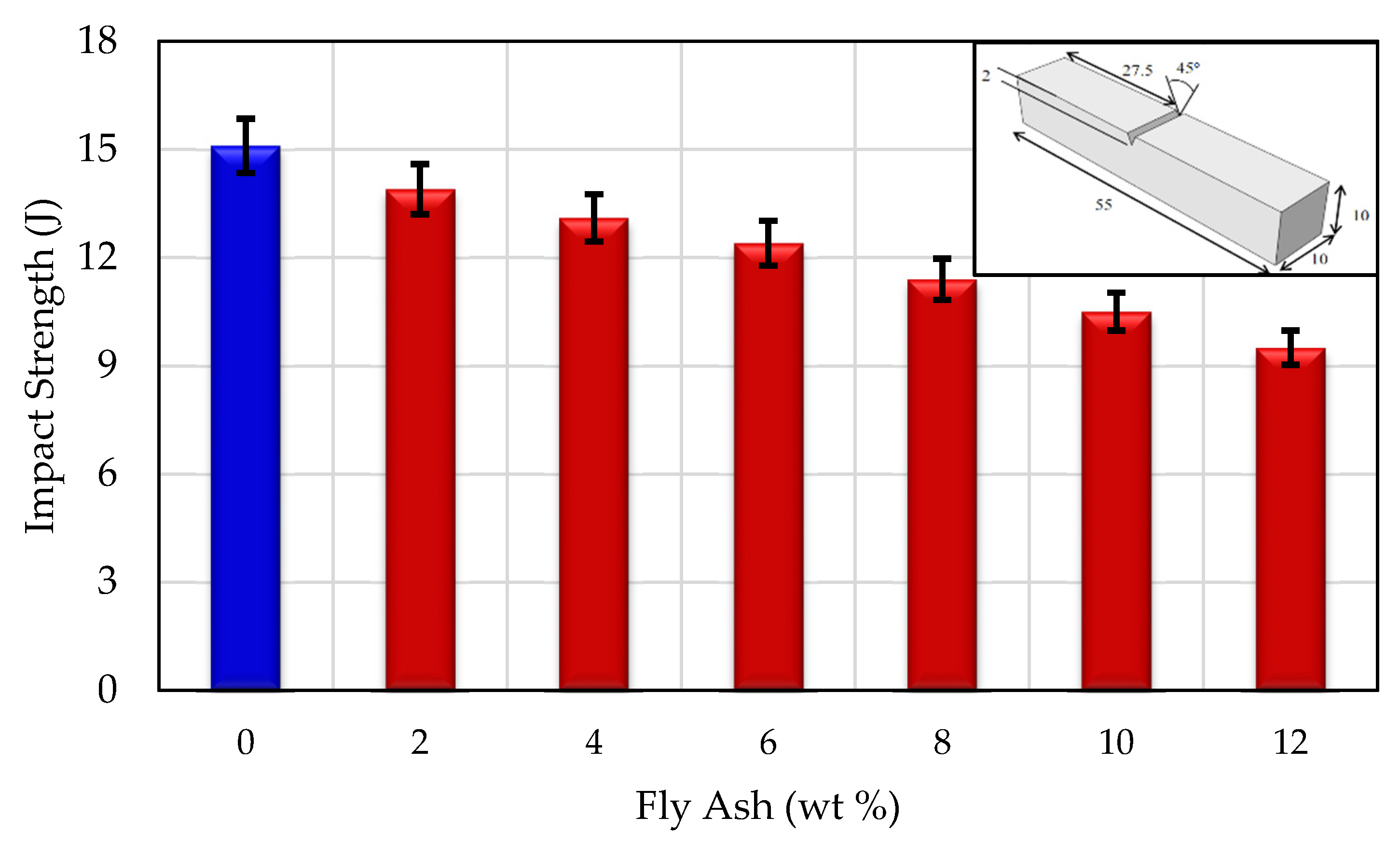
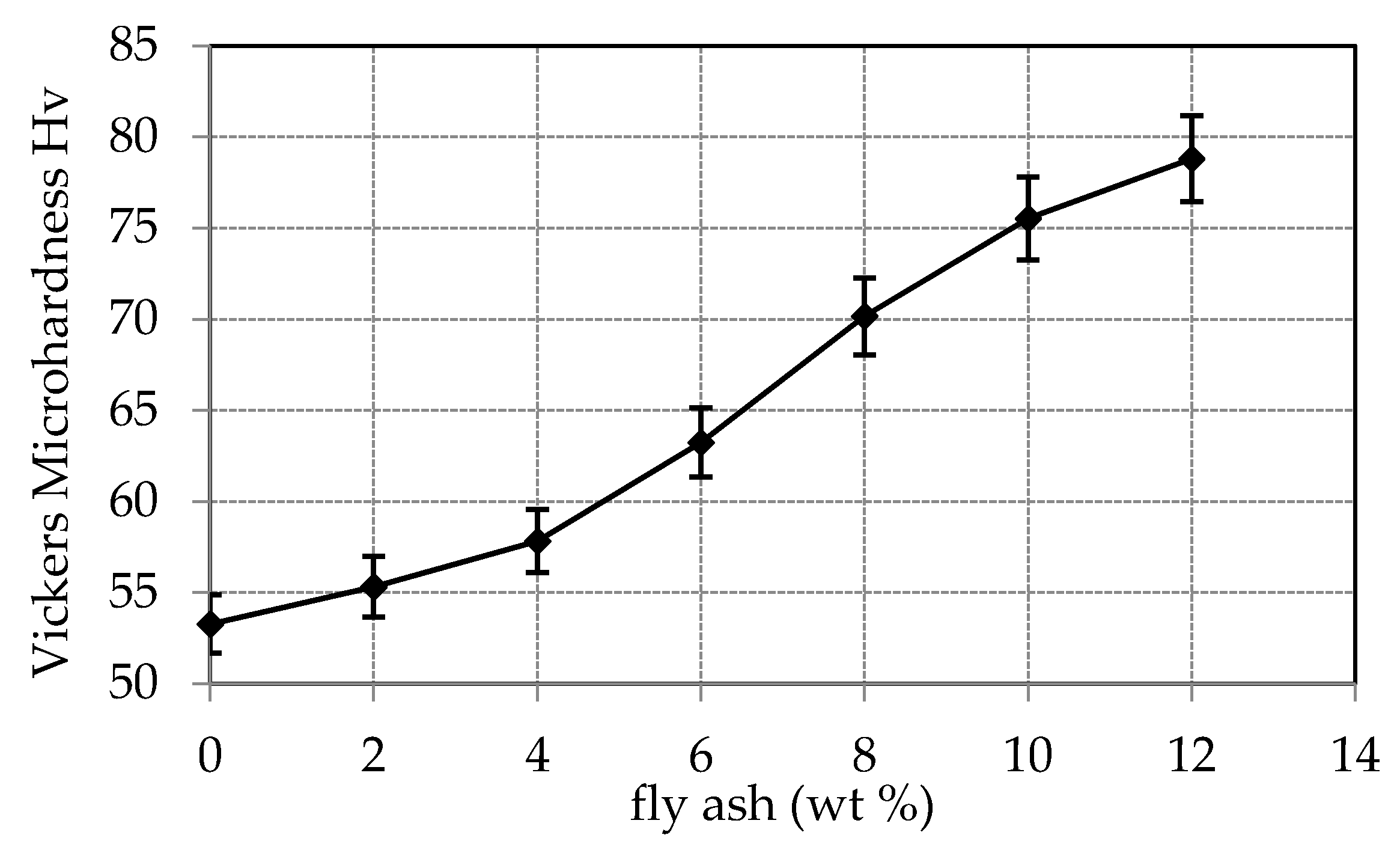
3.3. Mechanical Properties of AA6063-FA Composites
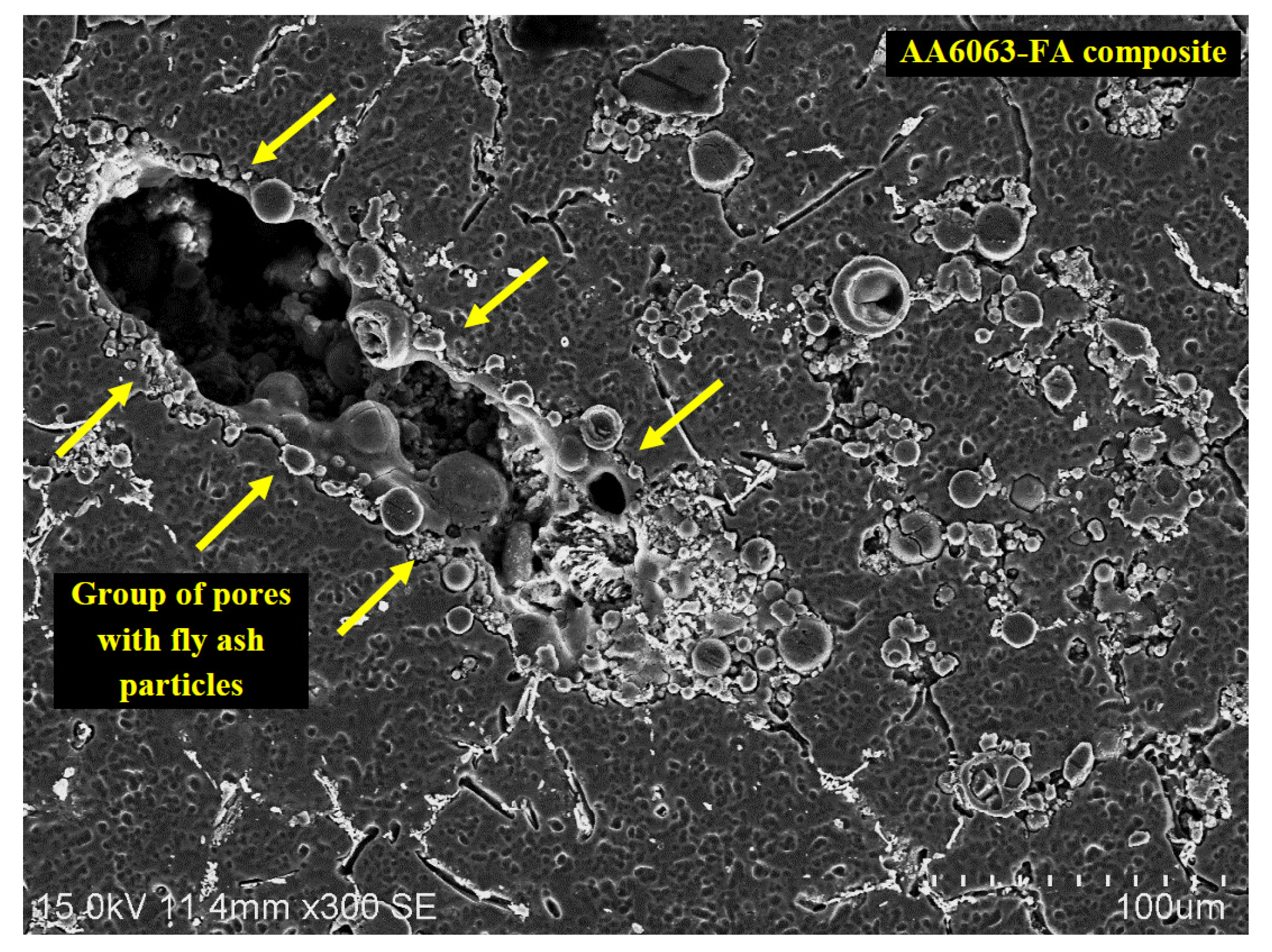
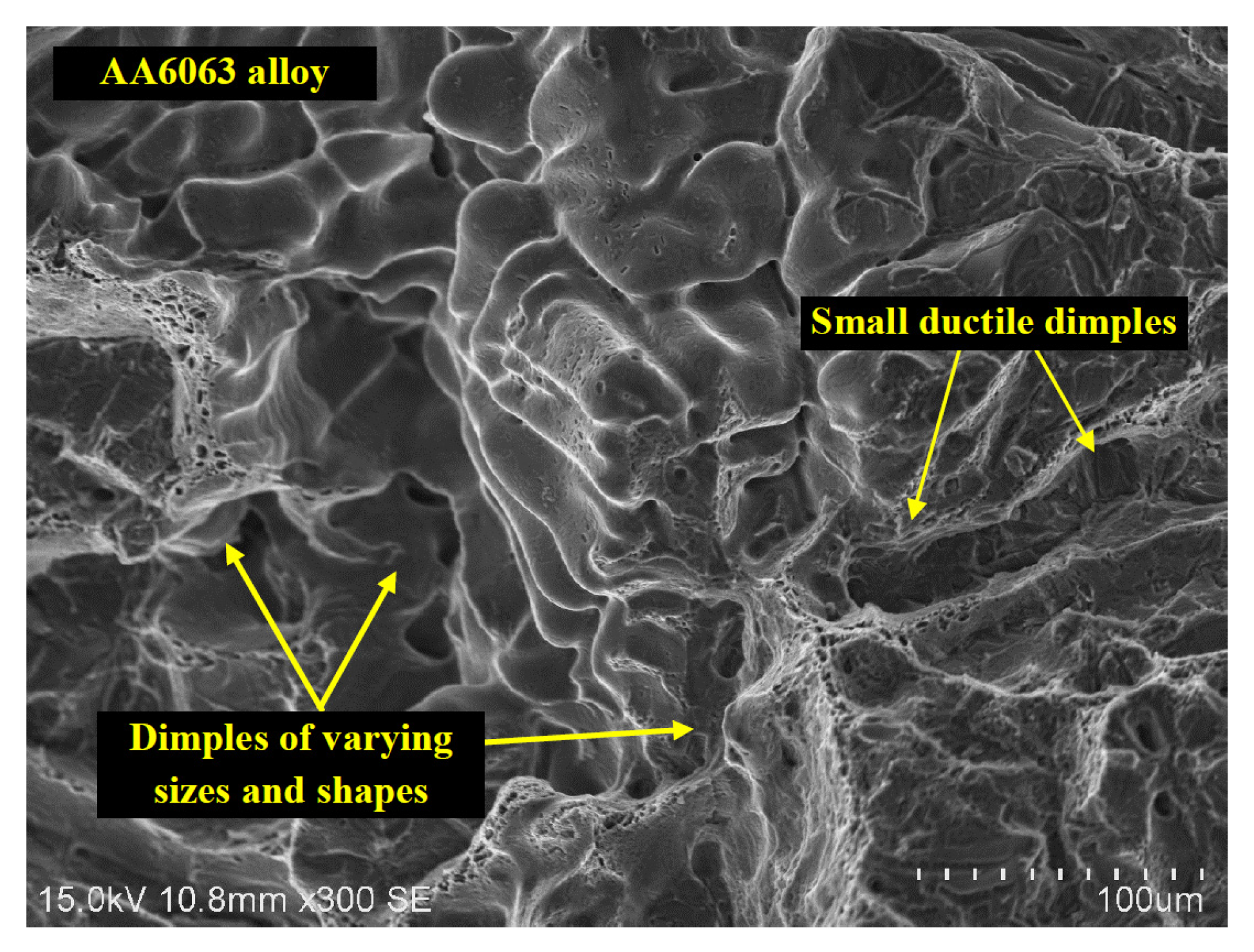
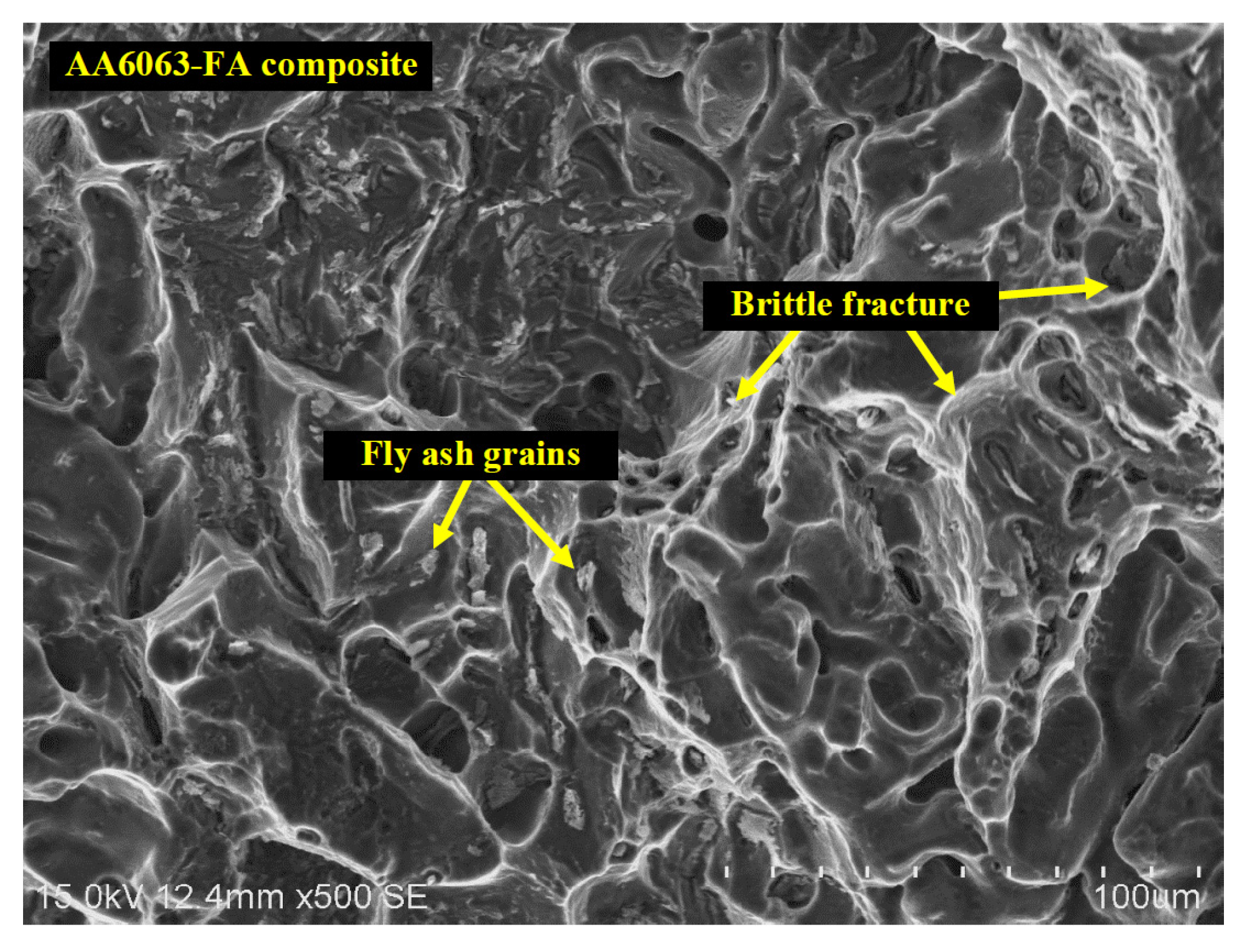
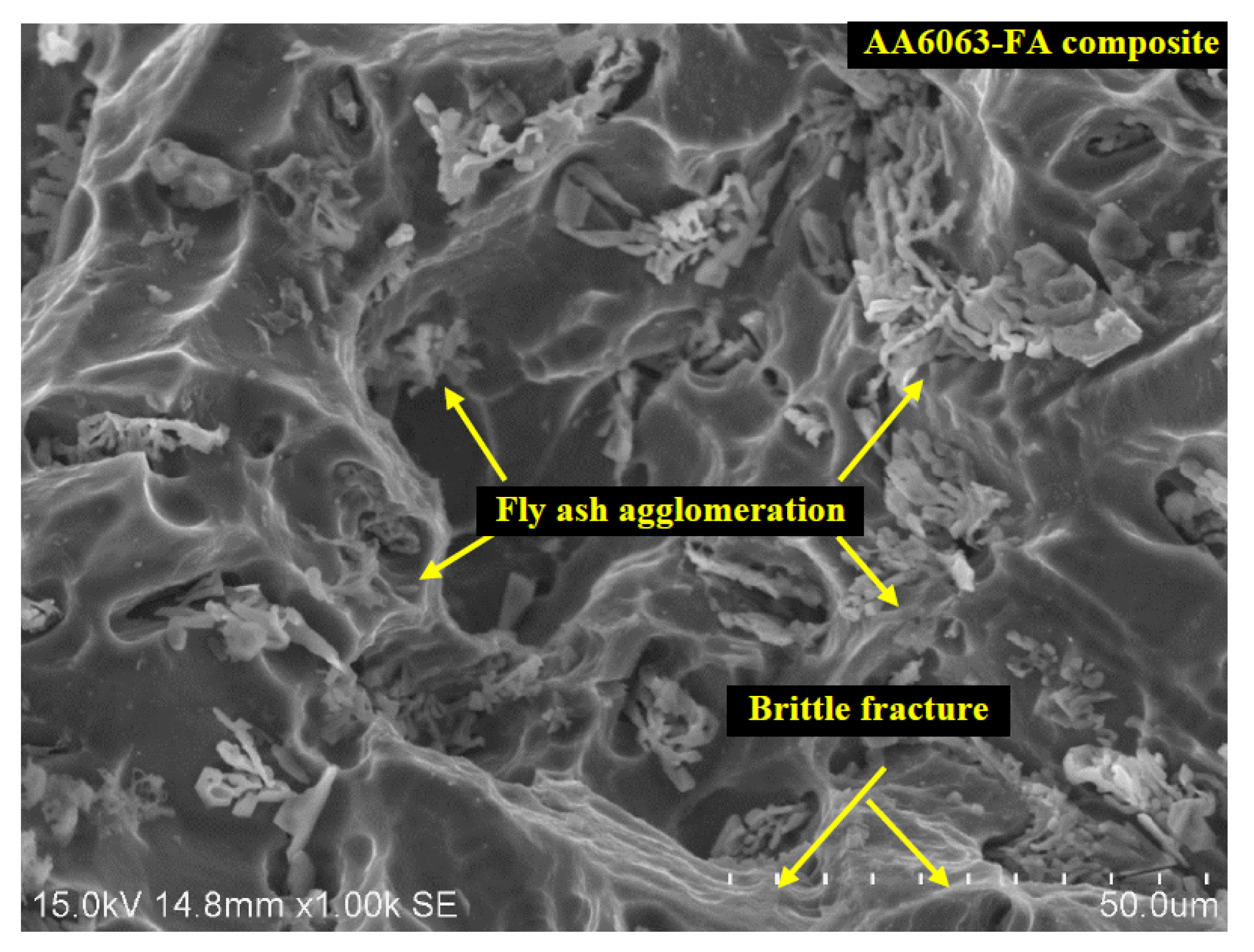
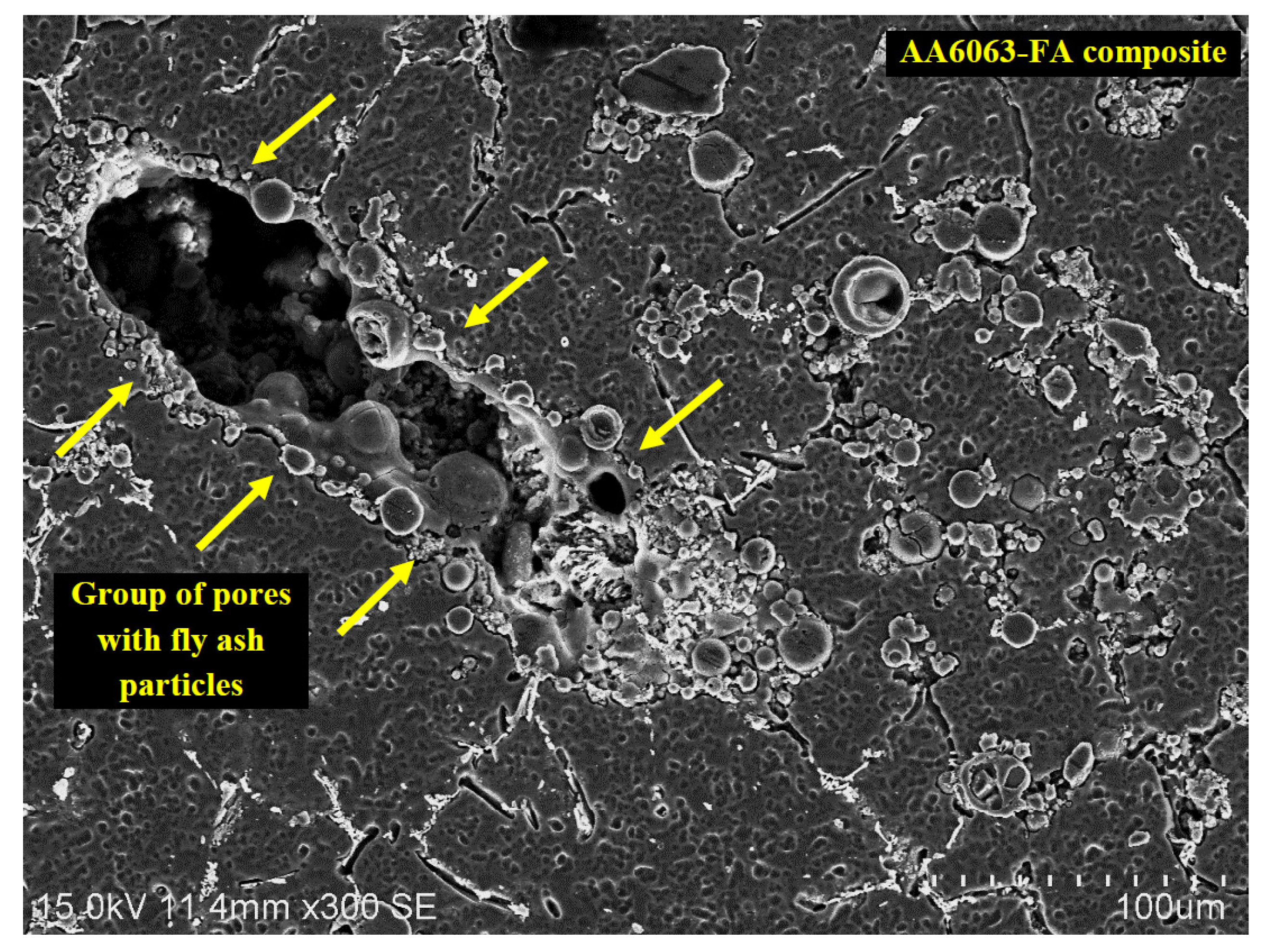
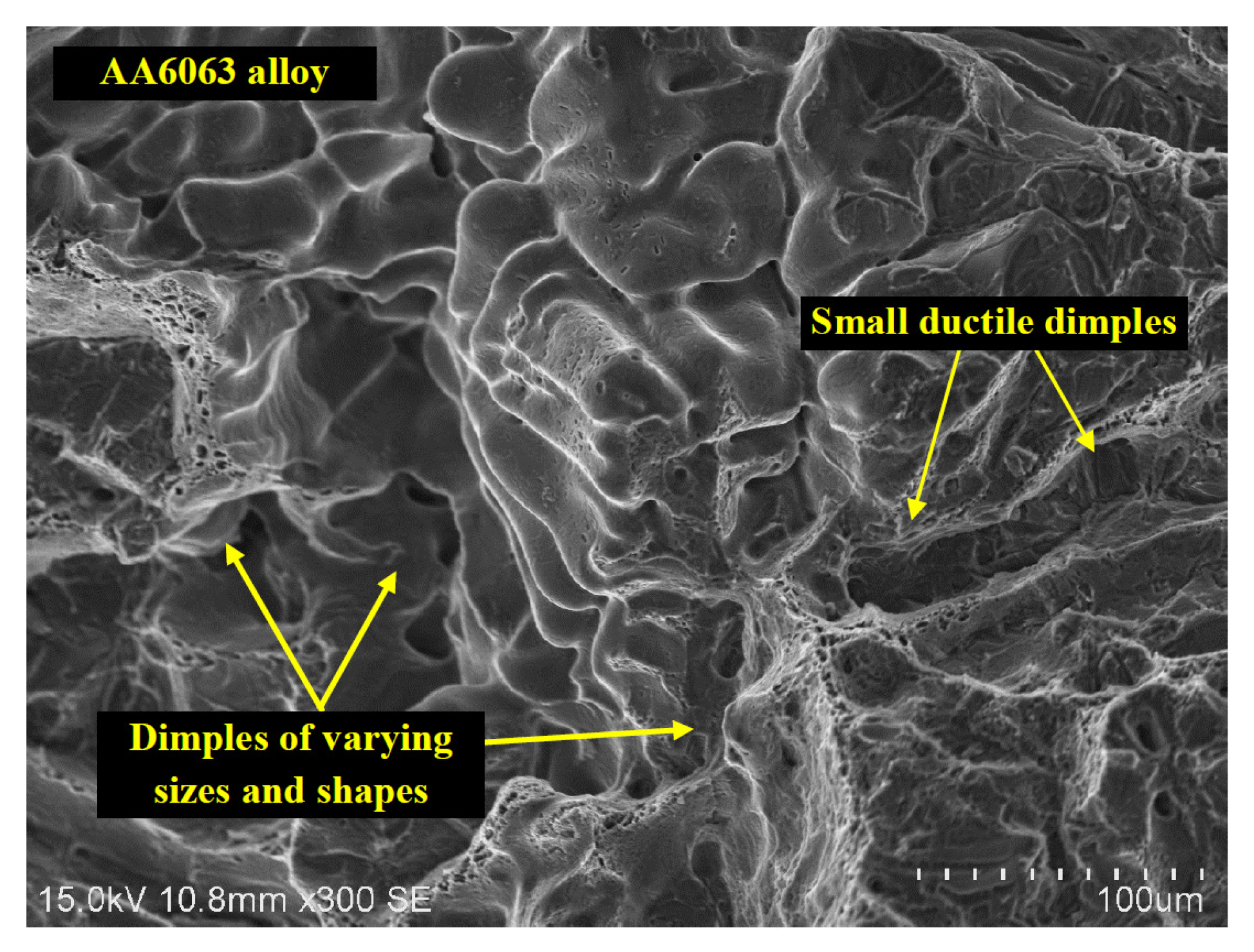
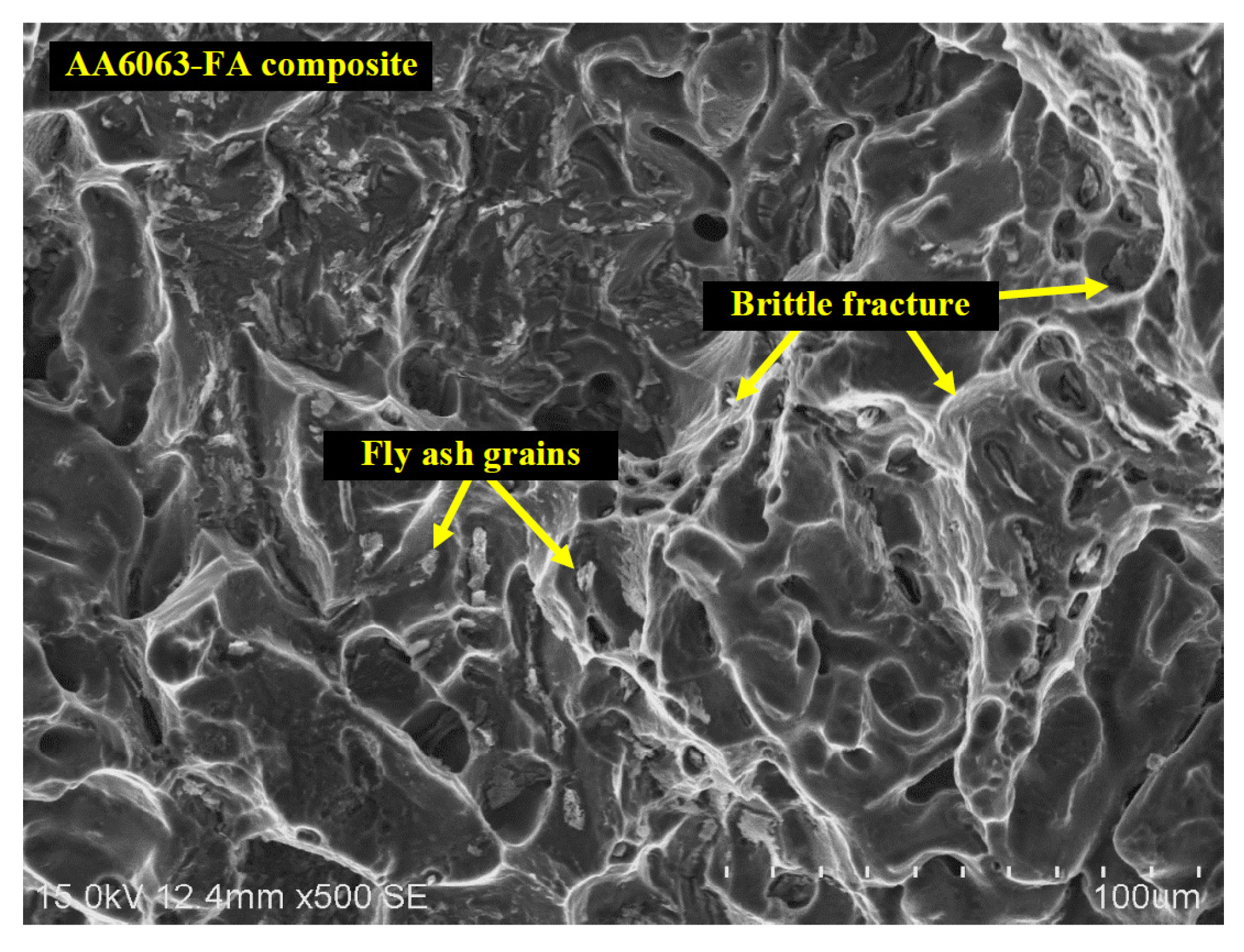
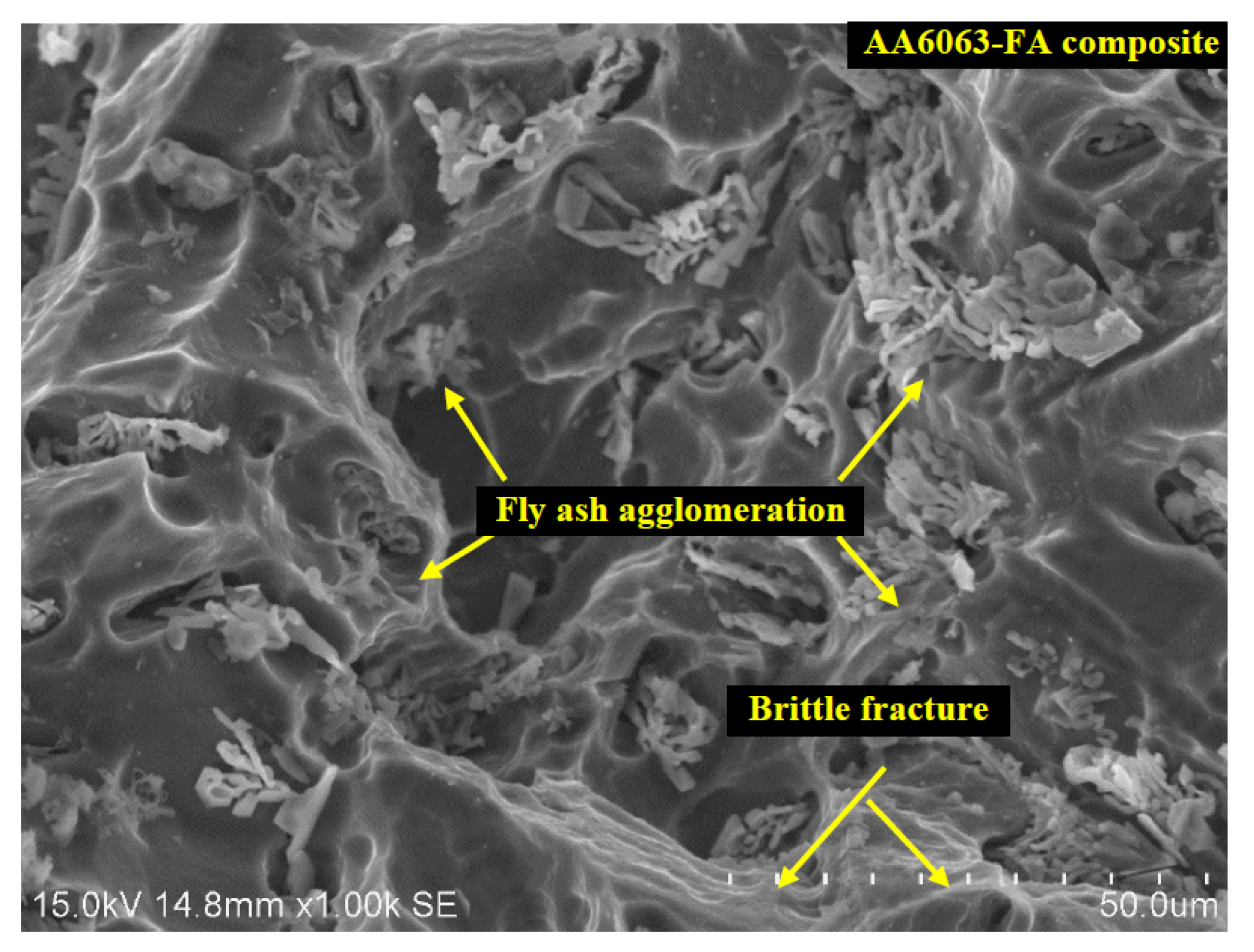
4. Fractography
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Panigrahi, S.K.; Jayaganthan, R. Effect of annealing on precipitation, microstructural stability, and mechanical properties of cryorolled Al 6063 alloy. J. Mater. Sci. 2010, 45, 5624–5636. [Google Scholar] [CrossRef]
- Panigrahi, S.K.; Jayaganthan, R. Development of ultrafine-grained Al 6063 alloy by cryorolling with the optimized initial heat treatment conditions. Mater. Des. 2011, 32, 2172–2180. [Google Scholar] [CrossRef]
- Panigrahi, S.K.; Jayaganthan, R.; Pancholi, V. Effect of plastic deformation conditions on microstructural characteristics and mechanical properties of Al 6063 alloy. Mater. Des. 2009, 30, 1894–1901. [Google Scholar] [CrossRef]
- Al-Fadhalah, K.J.; Almazrouee, A.I.; Aloraier, A.S. Microstructure and mechanical properties of multi-pass friction stir processed aluminum alloy 6063. Mater. Des. 2014, 53, 550–560. [Google Scholar] [CrossRef]
- Li, H.Y.; Zeng, C.T.; Han, M.S.; Liu, J.J.; Lu, X.C. Time-temperature-property curves for quench sensitivity of 6063 aluminum alloy. Trans. Nonferr. Met. Soc. China 2013, 23, 38–45. [Google Scholar] [CrossRef]
- Natarajan, S.; Narayanasamy, R.; Babu, S.K.; Dinesh, G.; Kumar, B.A.; Sivaprasad, K. Sliding wear behaviour of Al 6063/TiB2 in situ composites at elevated temperatures. Mater. Des. 2009, 30, 2521–2531. [Google Scholar] [CrossRef]
- Nemati, J.; Majzoobi, G.H.; Sulaiman, S.; Baharudin, B.T.H.T.; Hanim, M.A. Effect of equal channel angular extrusion on Al-6063 bending fatigue characteristics. Int. J. Miner. Metall. Mater. 2015, 22, 395–404. [Google Scholar] [CrossRef]
- Sivaprasad, K.; Babu, S.K.; Natarajan, S.; Narayanasamy, R.; Kumar, B.A.; Dinesh, G. Study on abrasive and erosive wear behaviour of Al 6063/TiB2 in situ composites. Mater. Sci. Eng. A 2008, 498, 495–500. [Google Scholar] [CrossRef]
- Prasad, D.S.; Shoba, C.; Ramanaiah, N. Investigations on mechanical properties of aluminum hybrid composites. J. Mater. Res. Technol. 2014, 3, 79–85. [Google Scholar] [CrossRef]
- Mahendra, K.; Radhakrishna, K. Fabrication of Al-4.5% Cu alloy with fly ash metal matrix composites and its characterization. Mater. Sci. Pol. 2007, 25, 57–68. [Google Scholar]
- Wang, Z.; Georgarakis, K.; Nakayama, K.S.; Li, Y.; Tsarkov, A.A.; Xie, G.; Dudina, D.; Louzguine-Luzgin, D.V.; Yavari, A.R. Microstructure and mechanical behavior of metallic glass fiber-reinforced Al alloy matrix composites. Sci. Rep. 2016, 6, 24384. [Google Scholar] [CrossRef] [PubMed]
- Casati, R.; Vedani, M. Metal matrix composites reinforced by nano-particles—A review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Thandalam, S.K.; Ramanathan, S.; Sundarrajan, S. Synthesis, microstructural and mechanical properties of ex situ zircon particles (ZrSiO4) reinforced metal matrix composites (MMCs): A review. J. Mater. Res. Technol. 2015, 4, 333–347. [Google Scholar] [CrossRef]
- Veeravalli, R.R.; Nallu, R.; Mohiuddin, S.M.M. Mechanical and tribological properties of AA7075-TiC metal matrix composites under heat treated (T6) and cast conditions. J. Mater. Res. Technol. 2016, 5, 377–383. [Google Scholar] [CrossRef]
- Rao, V.R.; Ramanaiah, N.; Sarcar, M. Dry sliding wear behavior of Al7075 reinforced with titanium carbide (TiC) particulate composites. In Proceedings of the International Conference on Advances in Materials, Manufacturing and Applications (AMMA 2015), Tiruchirappalli, India, 9–11 April 2015. [Google Scholar]
- Allison, J.E.; Cole, G.S. Metal-matrix composites in the automotive industry: Opportunities and challenges. JOM 1993, 45, 19–24. [Google Scholar] [CrossRef]
- Sozhamannan, G.G.; Prabu, S.B.; Venkatagalapathy, V.S.K. Effect of processing parameters on metal matrix composites: Stir casting process. J. Surf. Eng. Mater. Adv. Technol. 2012, 2, 11. [Google Scholar]
- Khosravi, H.; Bakhshi, H.; Salahinejad, E. Effects of compocasting process parameters on microstructural characteristics and tensile properties of A356-SiCp composites. Trans. Nonferr. Met. Soc. China 2014, 24, 2482–2488. [Google Scholar] [CrossRef]
- Shanmughasundaram, P.; Subramanian, R.; Prabhu, G. Some studies on aluminium-fly ash composites fabricated by two step stir casting method. Eur. J. Sci. Res. 2011, 63, 204–218. [Google Scholar]
- Tang, Z.; Chen, X.; Liu, D.; Zhuang, Y.; Ye, M.; Sheng, H.; Xu, S. Experimental investigation of ash deposits on convection heating surfaces of a circulating fluidized bed municipal solid waste incinerator. J. Environ. Sci. 2016, 48, 169–178. [Google Scholar] [CrossRef] [PubMed]
- Barroso, J.; Ballester, J.; Ferrer, L.M.; Jiménez, S. Study of coal ash deposition in an entrained flow reactor: Influence of coal type, blend composition and operating conditions. Fuel Process. Technol. 2006, 87, 737–752. [Google Scholar] [CrossRef]
- Selvam, J.D.R.; Smart, D.R.; Dinaharan, I. Microstructure and some mechanical properties of fly ash particulate reinforced AA6061 aluminum alloy composites prepared by compocasting. Mater. Des. 2013, 49, 28–34. [Google Scholar] [CrossRef]
- Surappa, M. Synthesis of fly ash particle reinforced A356 Al composites and their characterization. Mater. Sci. Eng. A 2008, 480, 117–124. [Google Scholar]
- Guo, R.; Rohatgi, P.; Nath, D. Preparation of aluminium-fly ash particulate composite by powder metallurgy technique. J. Mater. Sci. 1997, 32, 3971–3974. [Google Scholar] [CrossRef]
- Anilkumar, H.; Hebbar, H.; Ravishankar, K. Mechanical properties of fly ash reinforced aluminium alloy (Al6061) composites. Int. J. Mech. Mater. Eng. 2011, 6, 41–45. [Google Scholar]
- Ramachandra, M.; Radhakrishna, K. Synthesis-microstructure-mechanical properties-wear and corrosion behavior of an Al-Si (12%)—Flyash metal matrix composite. J. Mater. Sci. 2005, 40, 5989–5997. [Google Scholar] [CrossRef]
- Efzan, M.E.; Syazwani, N.S.; Abdullah, M.M.A.B. Microstructure and mechanical properties of fly ash particulate reinforced in LM6 for energy enhancement in automotive applications. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2016. [Google Scholar]
- Rohatgi, P.K.; Daoud, A.; Schultz, B.F.; Puri, T. Microstructure and mechanical behavior of die casting AZ91D-Fly ash cenosphere composites. Compos. Part A 2009, 40, 883–896. [Google Scholar] [CrossRef]
- Gikunoo, E.; Omotoso, O.; Oguocha, I. Effect of fly ash particles on the mechanical properties of aluminium casting alloy A535. Mater. Sci. Technol. 2005, 21, 143–152. [Google Scholar] [CrossRef]
- Bolton, W. Engineering Materials Technology; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Bolton, W. Higher Engineering Science; Routledge: Abingdon, UK, 2012. [Google Scholar]
- Zhou, W.; Xu, Z. Casting of SiC reinforced metal matrix composites. J. Mater. Process. Technol. 1997, 63, 358–363. [Google Scholar] [CrossRef]
- Kok, M. Production and mechanical properties of Al2O3 particle-reinforced 2024 aluminium alloy composites. J. Mater. Process. Technol. 2005, 161, 381–387. [Google Scholar] [CrossRef]
- Alaneme, K.; Bodunrin, M. Mechanical behaviour of alumina reinforced AA 6063 metal matrix composites developed by two step-stir casting process. Acta Tech. Corviniensis Bull. Eng. 2013, 6, 105. [Google Scholar]
- Singh, J.; Chauhan, A. Characterization of hybrid aluminum matrix composites for advanced applications—A review. J. Mater. Res. Technol. 2016, 5, 159–169. [Google Scholar] [CrossRef]
- Fan, L.J.; Juang, S.H. Reaction effect of fly ash with Al-3Mg melt on the microstructure and hardness of aluminum matrix composites. Mater. Des. 2016, 89, 941–949. [Google Scholar] [CrossRef]
- Samuel, A.M.; Gotmare, A.; Samuel, F.H. Effect of solidification rate and metal feedability on porosity and SiC-Al2O3 particle distribution in an Al-Si-Mg (359) alloy. Compos. Sci. Technol. 1995, 53, 301–315. [Google Scholar] [CrossRef]
- Tekmen, C.; Ozdemir, I.; Cocen, U.; Onel, K. The mechanical response of Al-Si-Mg/SiCp composite: Influence of porosity. Mater. Sci. Eng. A 2003, 360, 365–371. [Google Scholar] [CrossRef]
- Bindumadhavan, P.N.; Chia, T.K.; Chandrasekaran, M.; Wah, H.K.; Lam, L.N.; Prabhakar, O. Effect of particle-porosity clusters on tribological behavior of cast aluminum alloy A356-SiCp metal matrix composites. Mater. Sci. Eng. A 2001, 315, 217–226. [Google Scholar] [CrossRef]
- Surappa, M.; Rohatgi, P. Fluidity of aluminum-silicon-alumina composite. Metall. Mater. Trans. B 1981, 12, 327–332. [Google Scholar] [CrossRef]
- Akhlaghi, F.; Lajevardi, A.; Maghanaki, H.M. Effects of casting temperature on the microstructure and wear resistance of compocast A356/SiCp composites: A comparison between SS and SL routes. J. Mater. Process. Technol. 2004, 155, 1874–1880. [Google Scholar] [CrossRef]
- Mazahery, A.; Shabani, M.O.; Rahimipour, M.R.; Tofigh, A.A.; Razavi, M. Effect of coated B4C reinforcement on mechanical properties of squeeze cast A356 composites. Kovove Mater. 2012, 50, 107–113. [Google Scholar] [CrossRef]
- Madhusudan, S.; Sarcar, M.M.M.; Rao, N.B.R.M. Mechanical properties of Aluminum-Copper(p) composite metallic materials. J. Appl. Res. Technol. 2016, 14, 293–299. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M. Particle distribution in cast metal matrix composites—Part II. J. Mater. Process. Technol. 2002, 123, 258–263. [Google Scholar] [CrossRef]
- Nishida, Y. Introduction to Metal Matrix Composites: Fabrication and Recycling; Springer Science & Business Media: Berlin, Germany, 2013. [Google Scholar]
- Srivastava, A.K.; Das, K. Microstructural and mechanical characterization of in situ TiC and (Ti, W)C-reinforced high manganese austenitic steel matrix composites. Mater. Sci. Eng. A 2009, 516, 1–6. [Google Scholar] [CrossRef]
- Basak, A.; Pramanik, A.; Islam, M.N.; Anandakrishnan, V. Challenges and recent developments on nanoparticle-reinforced metal matrix composites. In Fillers and Reinforcements for Advanced Nanocomposites; Elsevier Science & Technology: Amsterdam, The Netherlands, 2015; p. 349. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cu | Fe | Mg | Mn | Si | Ti | Zn | Cr | Al |
|---|---|---|---|---|---|---|---|---|---|
| wt % | <0.01 | 0.19 | 0.51 | 0.04 | 0.86 | 0.008 | 0.01 | 0.01 | Balance |
| Elements | SiO2 | Al2O3 | Fe2O3 | TiO2 | K2O | CaO | MgO | Na2O | CuO |
|---|---|---|---|---|---|---|---|---|---|
| wt % | 59.98 | 19.09 | 2.78 | 1.14 | 1.09 | 0.63 | 0.38 | 0.34 | 0.01 |
| Chemical Name | Mullite | Quartz | |
|---|---|---|---|
| Chemical formula | Al4.64O9.68Si1.36 | O6.00Si3.00 | |
| Crystal system | Orthorhmbic | Hexagonal | |
| Crystallite size (Å) | 27.9 | 311.8 | |
| Density calculated (g/cm3) | 2.37 | 2.23 | |
| Formula mass (g/mol) | 318.27 | 180.25 | |
| Volume of cell (106 pm3) | 222.75 | 134.52 | |
| Space group | P b a m | P 31 2 1 | |
| Lattice parameters | a (Å) | 7.93 | 5.27 |
| b (Å) | 10.51 | 5.27 | |
| c (Å) | 2.675 | 5.59 | |
| α (degree) | 90 | 90 | |
| β (degree) | 90 | 90 | |
| γ (degree) | 90 | 120 | |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammed Razzaq, A.; Majid, D.L.; Ishak, M.R.; Basheer, U.M. Effect of Fly Ash Addition on the Physical and Mechanical Properties of AA6063 Alloy Reinforcement. Metals 2017, 7, 477. https://doi.org/10.3390/met7110477
Mohammed Razzaq A, Majid DL, Ishak MR, Basheer UM. Effect of Fly Ash Addition on the Physical and Mechanical Properties of AA6063 Alloy Reinforcement. Metals. 2017; 7(11):477. https://doi.org/10.3390/met7110477
Chicago/Turabian StyleMohammed Razzaq, Alaa, Dayang Laila Majid, Mohamad R. Ishak, and Uday M. Basheer. 2017. "Effect of Fly Ash Addition on the Physical and Mechanical Properties of AA6063 Alloy Reinforcement" Metals 7, no. 11: 477. https://doi.org/10.3390/met7110477