
Case Studies on Local Reinforcement of Sheet Metal Components by Laser Additive Manufacturing


Abstract
:1. Introduction
- to support highly loaded areas that bear fasteners or joints;
- to create functional elements;
- to compensate for sheet thinning occurring during metal forming operations;
- to manufacture parts for vehicle derivatives from series parts;
- for acoustic reasons or
- for corrosion and wear protection.
- Tailor Welded Blanks (TWB), where sheet metal blanks with a different thickness are joined by a welding process;
- Tailor Rolled Blanks (TRB), where thickness variations in the sheet metal are accomplished by changing the roll gap height during rolling; and
- Patchwork Blanks (PB), where a local increase in the sheet thickness is made possible by welding, gluing or soldering sheet metal patches onto sheet metal blanks.
- a constant, not load-optimized thickness of the patch;
- the production of scrap during blanking of the patches;
- a high susceptibility to corrosion in the gap between sheet metal and patch;
- a problematic further processing (including low formability and springback);
- with patches attached by gluing a high susceptibility to ageing.
2. Materials and Methods
2.1. Materials
2.2. Overview of Application Scenarios
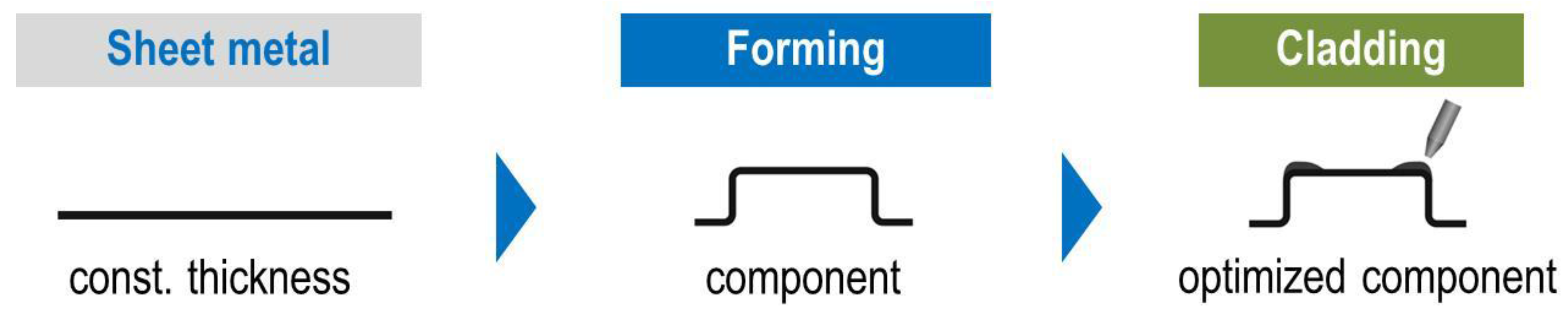
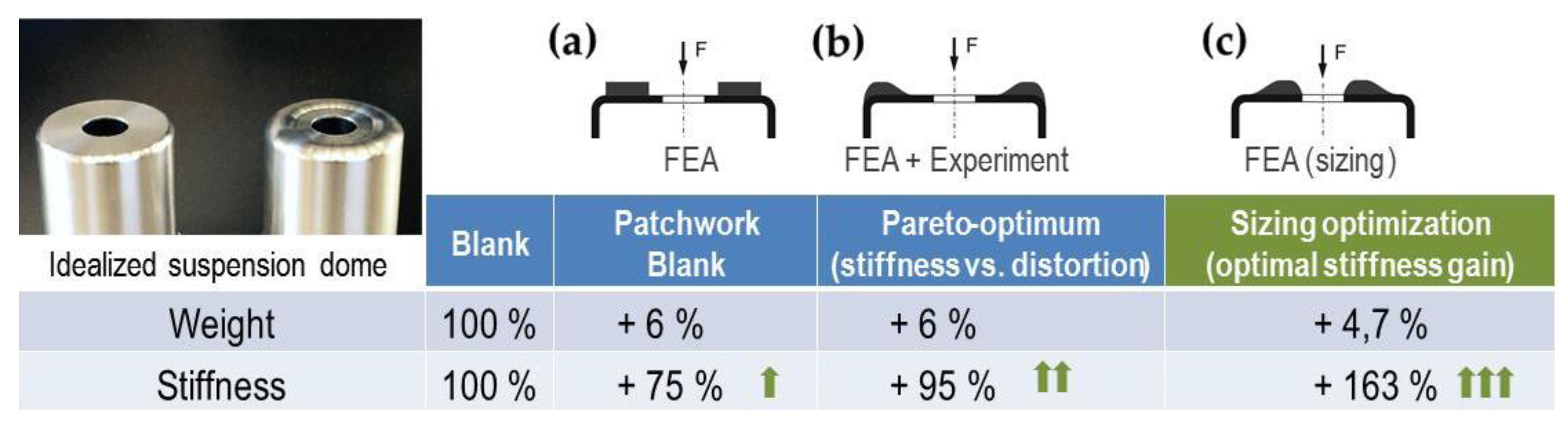
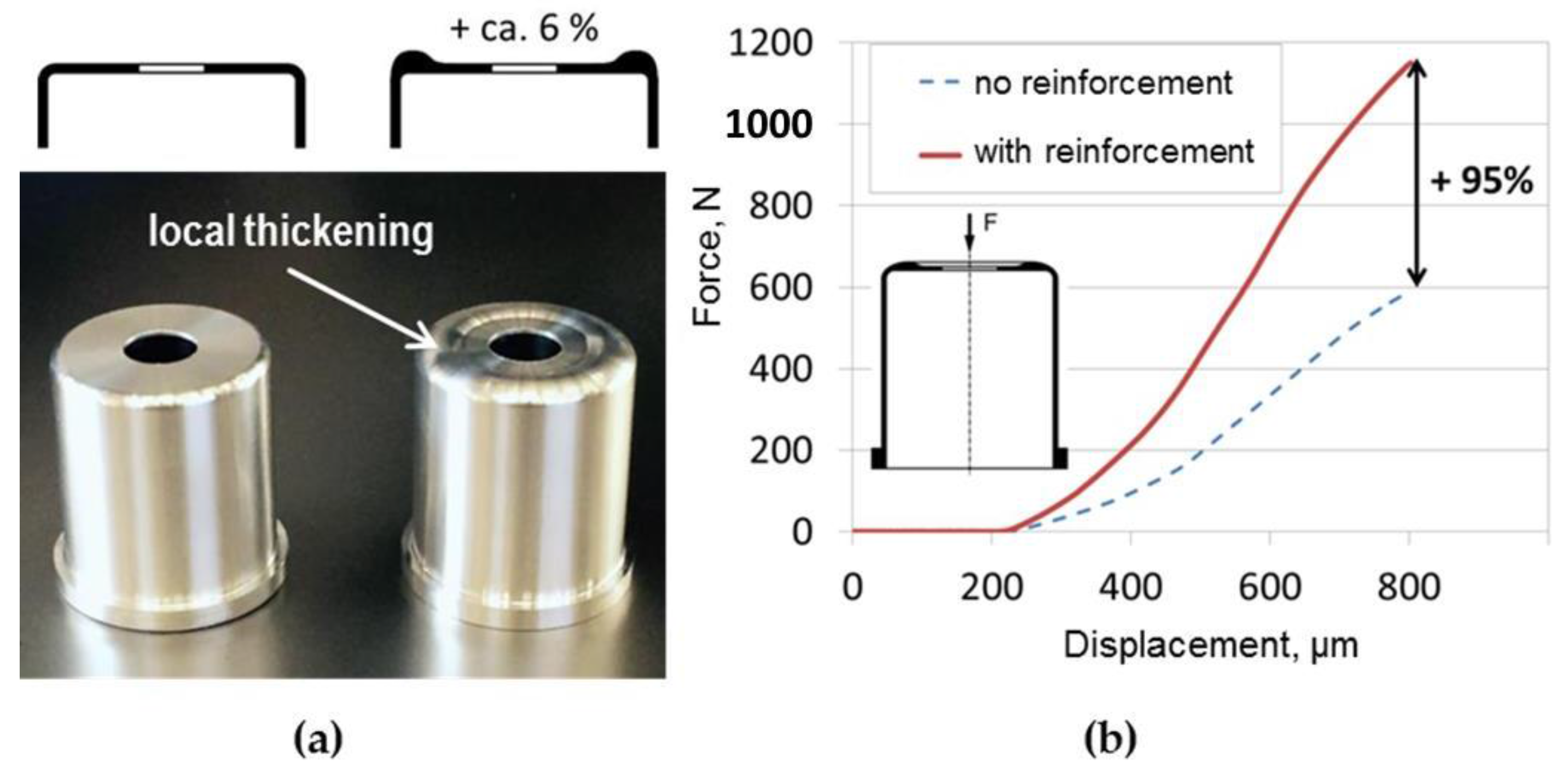
- In the first case, cladding is applied to the formed component: the increase in sheet thickness improves the stiffness of the component. In this case, a sizing operation (numerical optimization) needs to be performed to determine the optimal thickness profile.
![Metals 07 00113 i001]()
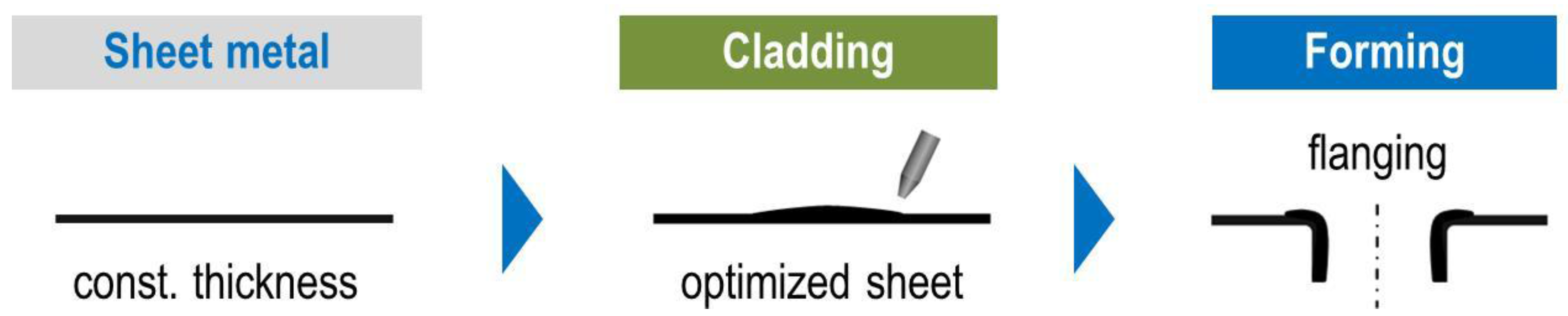
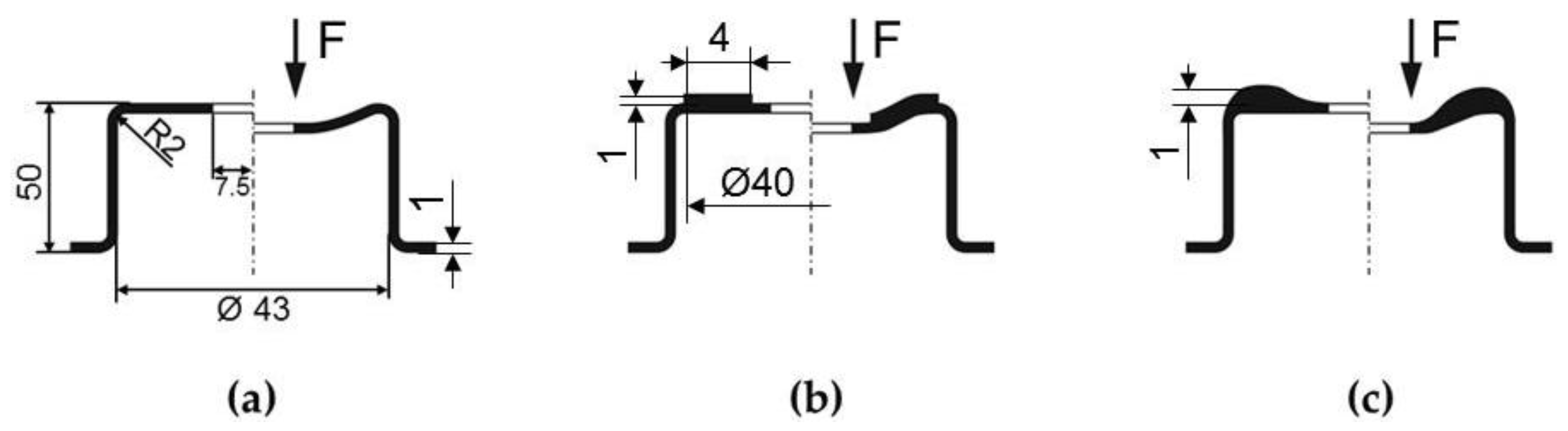
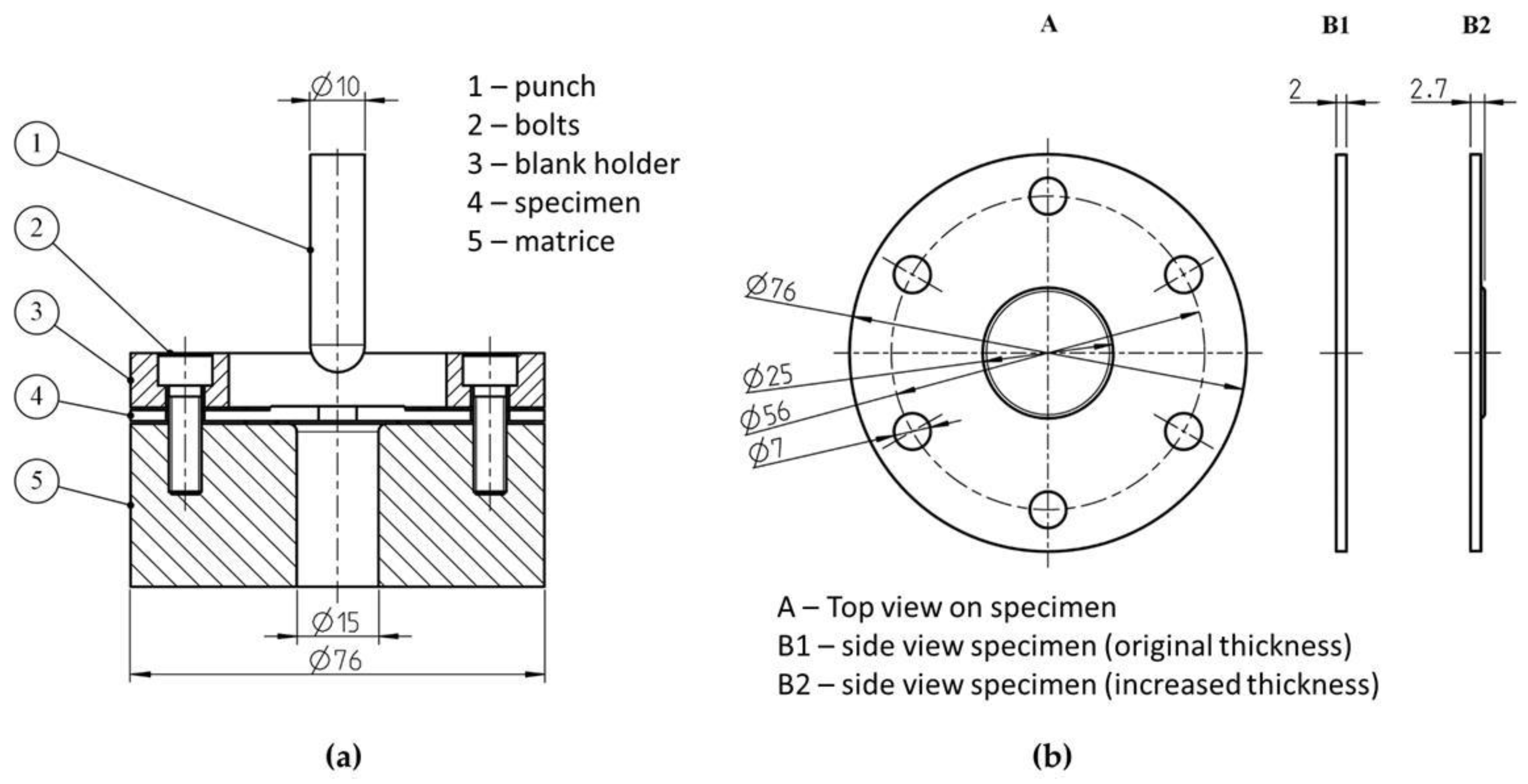
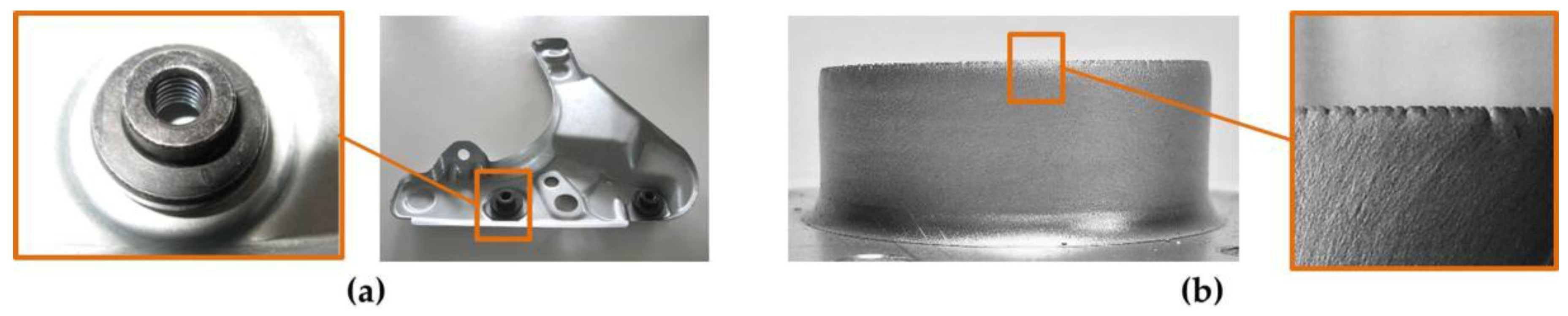
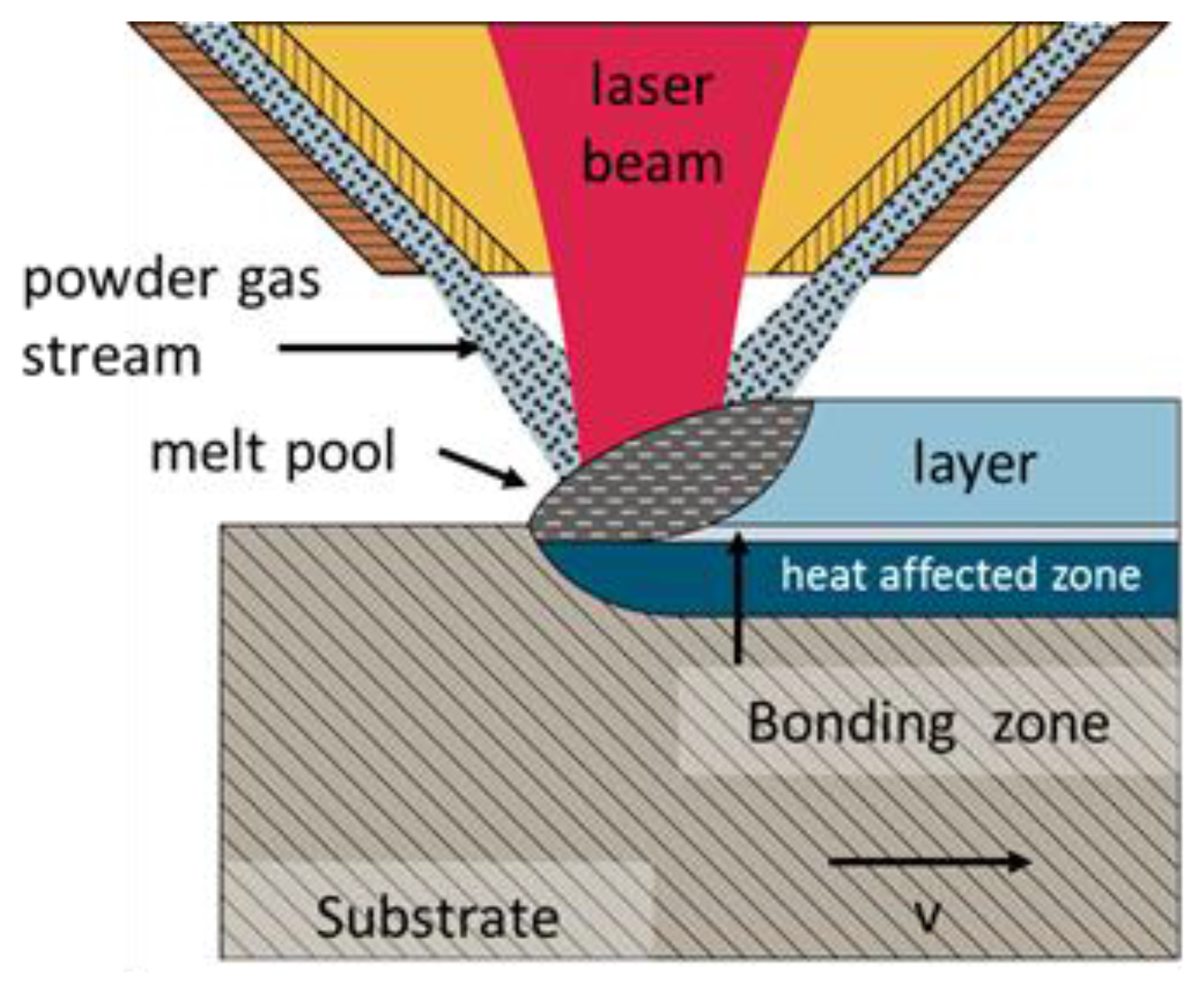
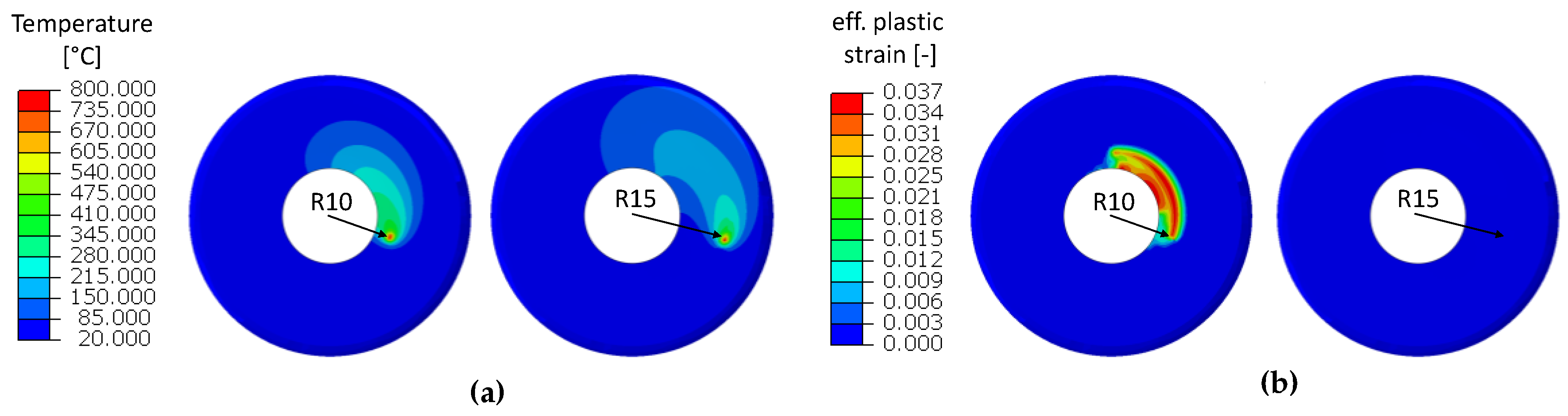
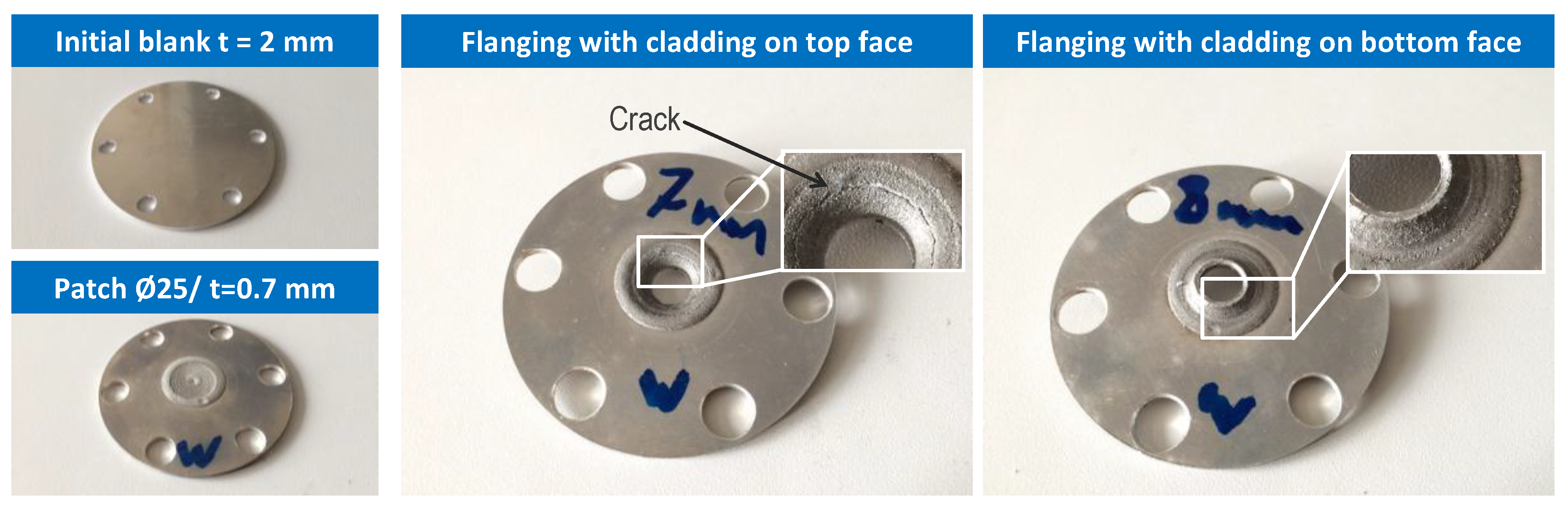
- In the second case, laser cladding is applied to the semi-finished product before forming: as forming operation, hole flanging is considered. Since flanging may reduce the sheet thickness, thickening by cladding may allow the desired minimum sheet thickness to remain, e.g., for cutting a thread into the flange, as shown in Figure 1.
![Metals 07 00113 i002]()
2.3. Demonstrator I: Stiffness Management of Pre-Formed Part
2.3.1. Demonstrator Geometry and Optimization Task
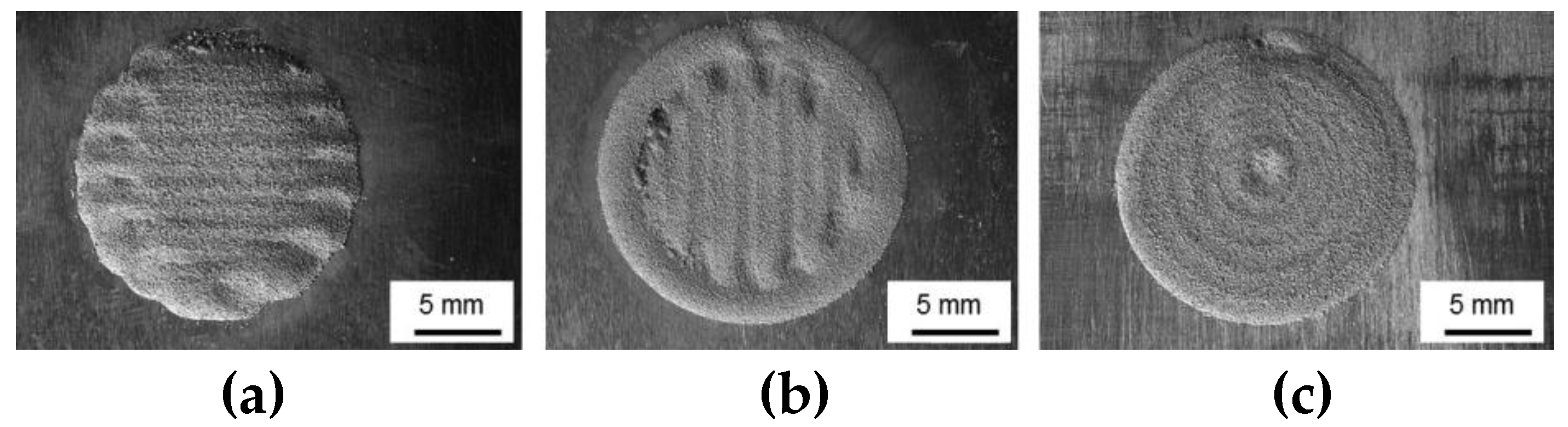
2.3.2. Laser Cladding Experiments
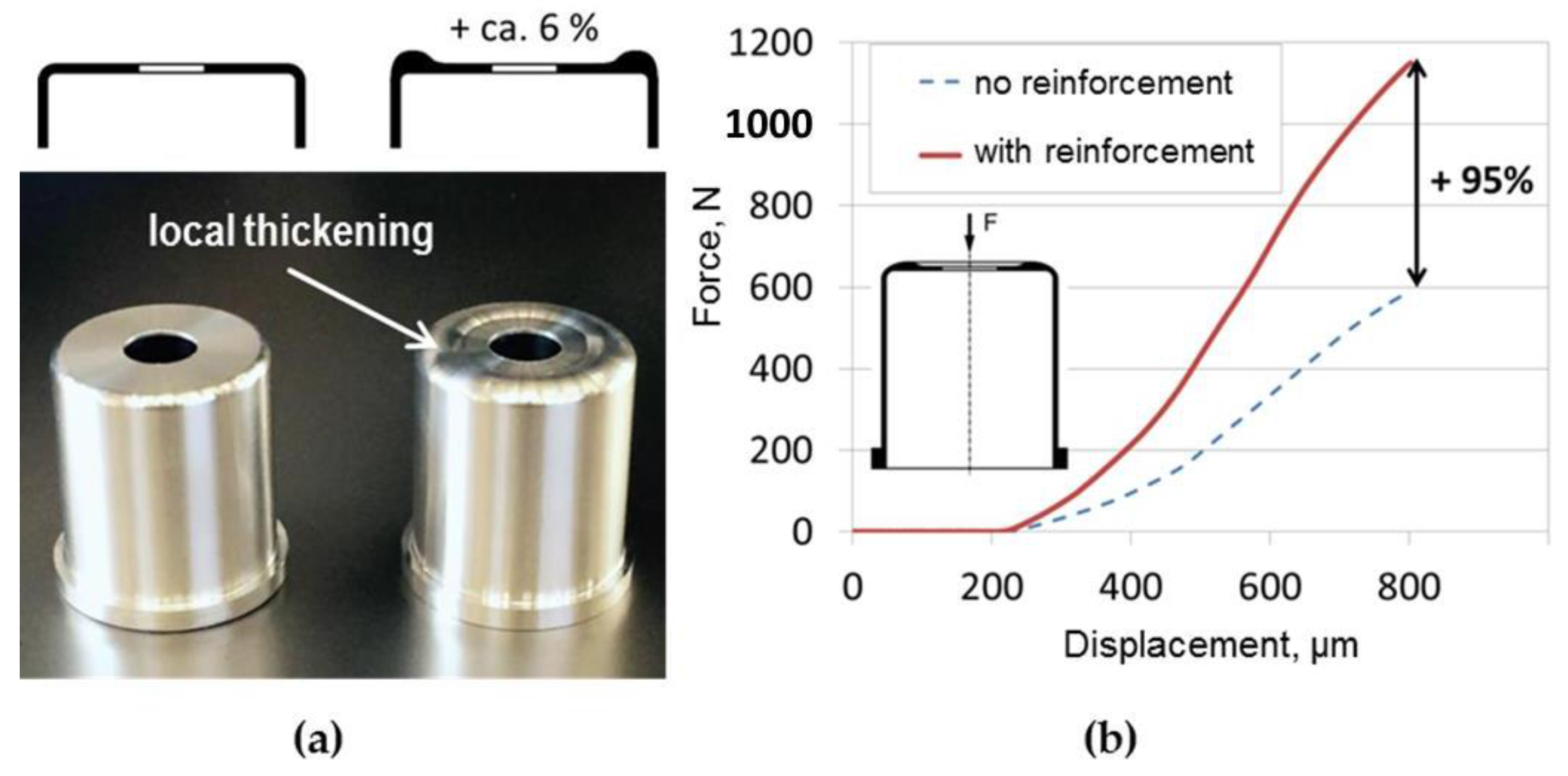
2.3.3. Testing of Component Stiffness
2.4. Demonstrator II: Flanging of Locally Clad Sheet
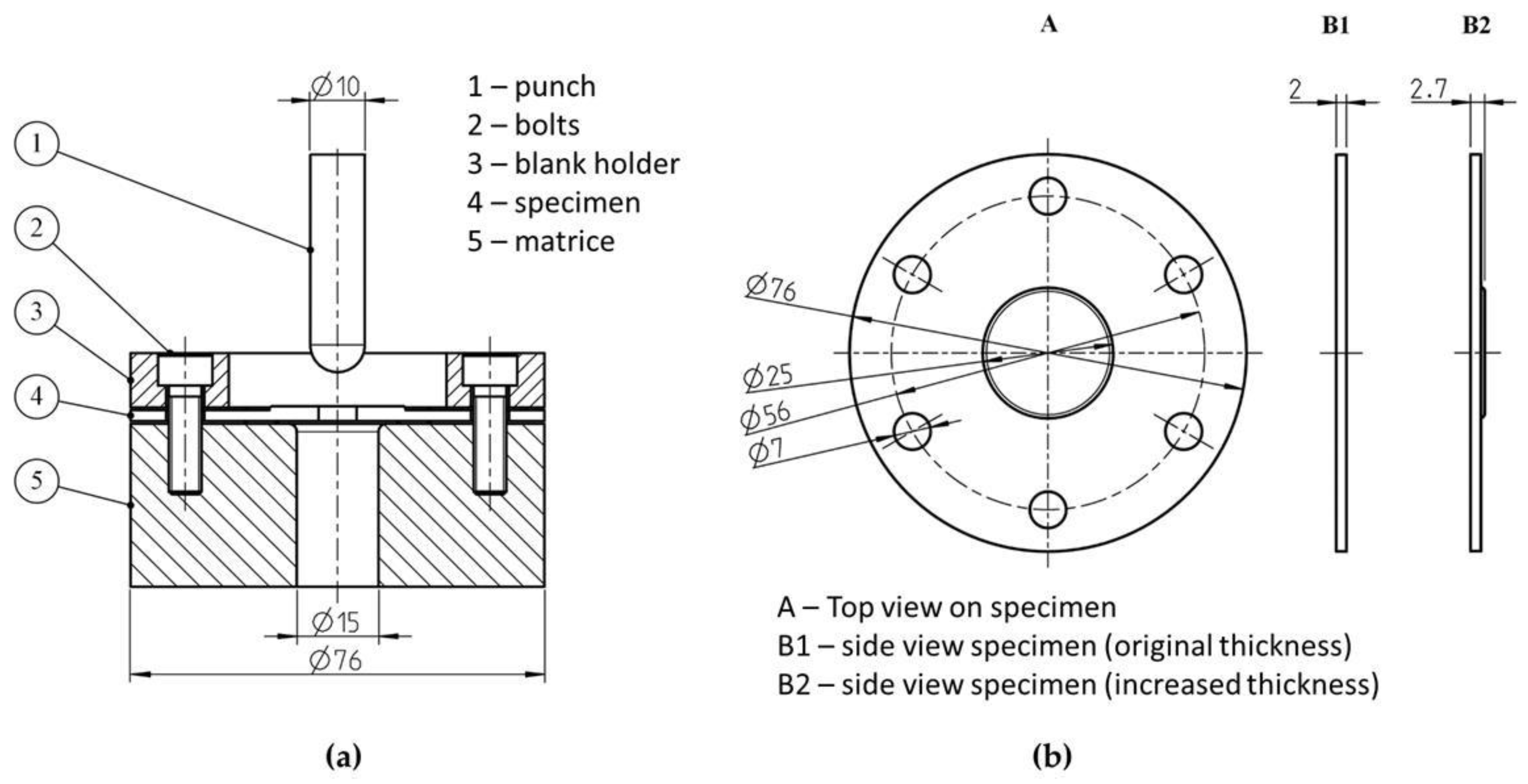
2.4.1. Demonstrator Geometry
2.4.2. Production of Tailored Laser-Cladded Blanks
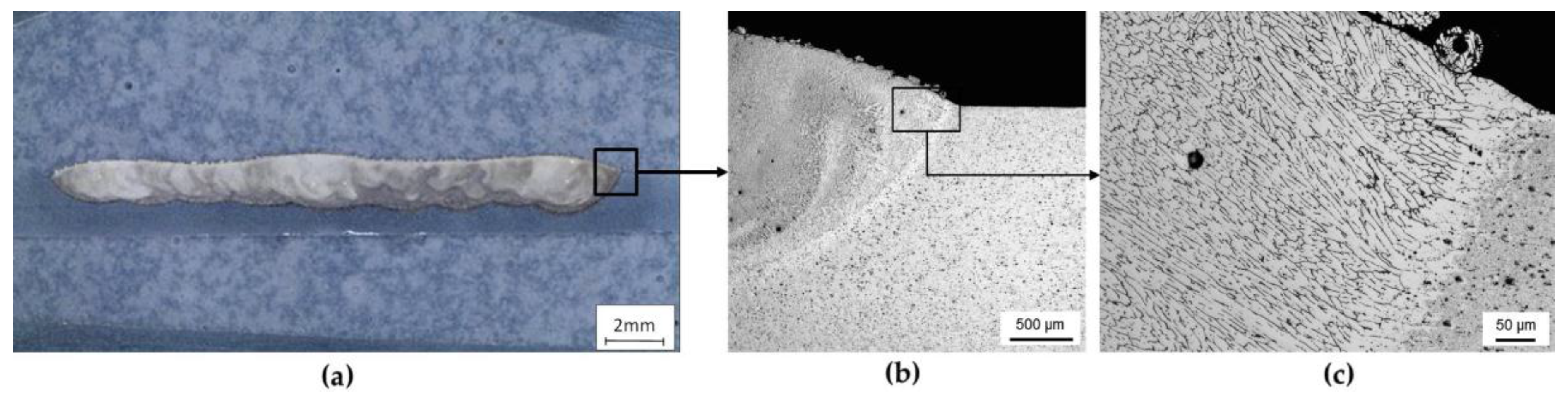
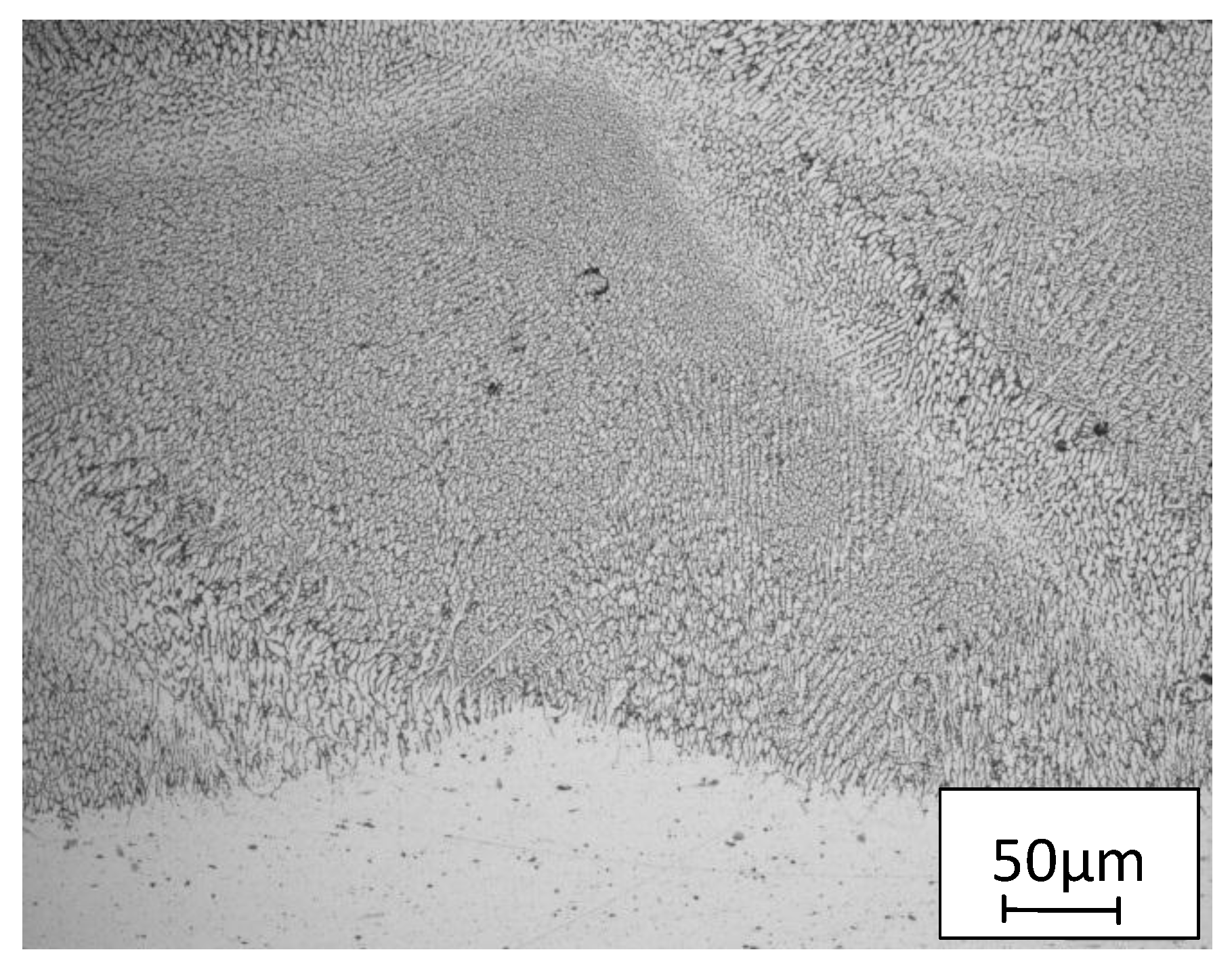
2.4.3. Light Optical Microscopy (LOM)
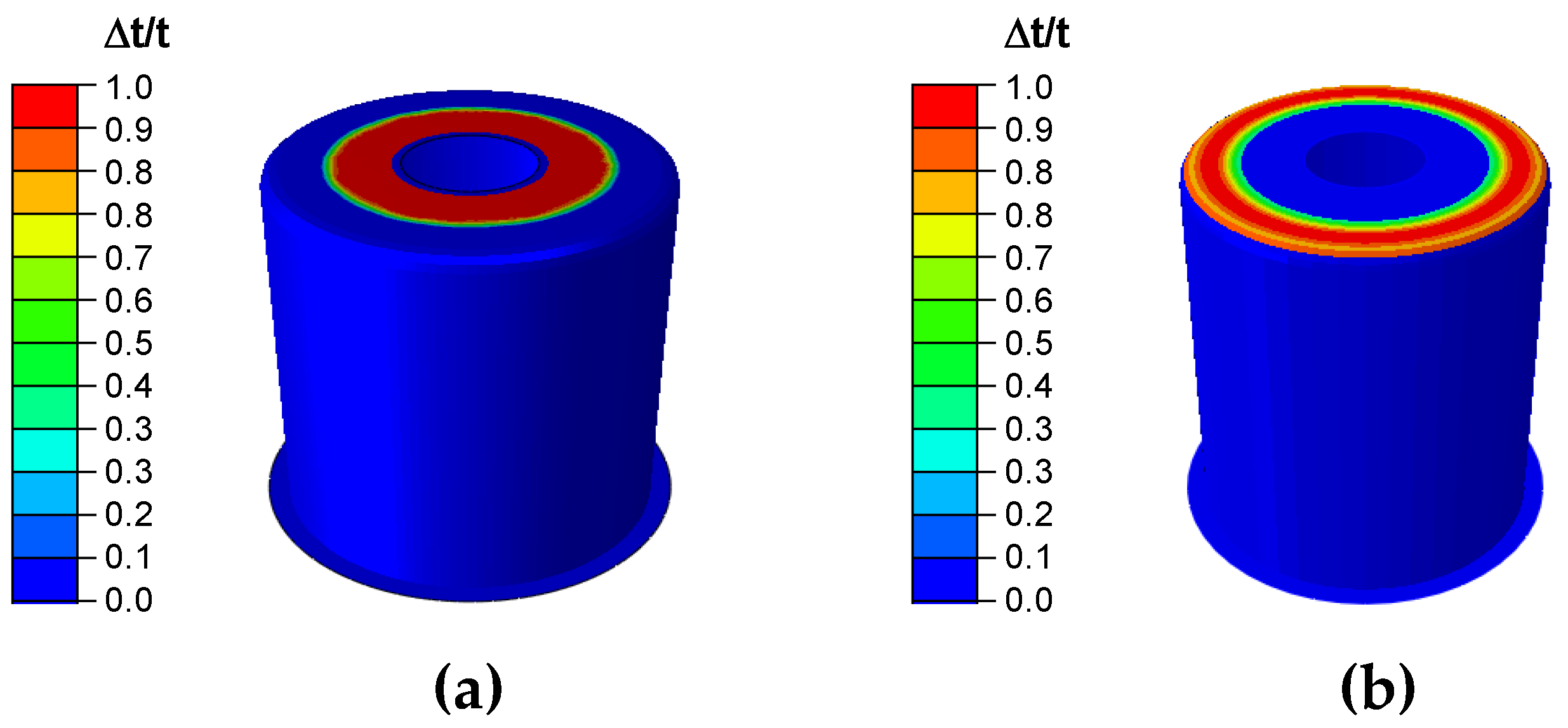
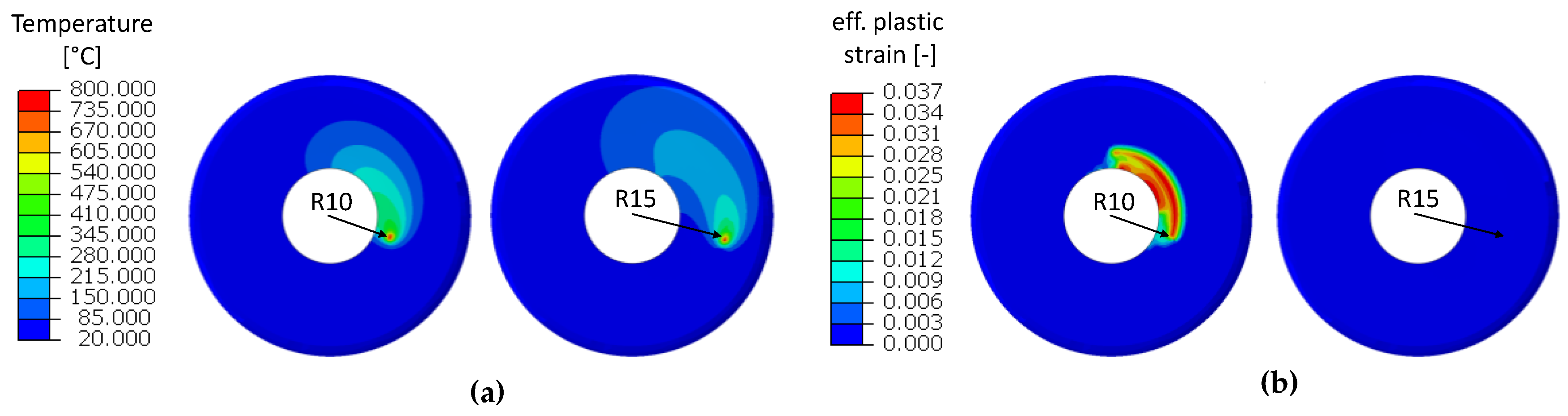
2.4.4. Hole-Flanging Experiments
3. Results
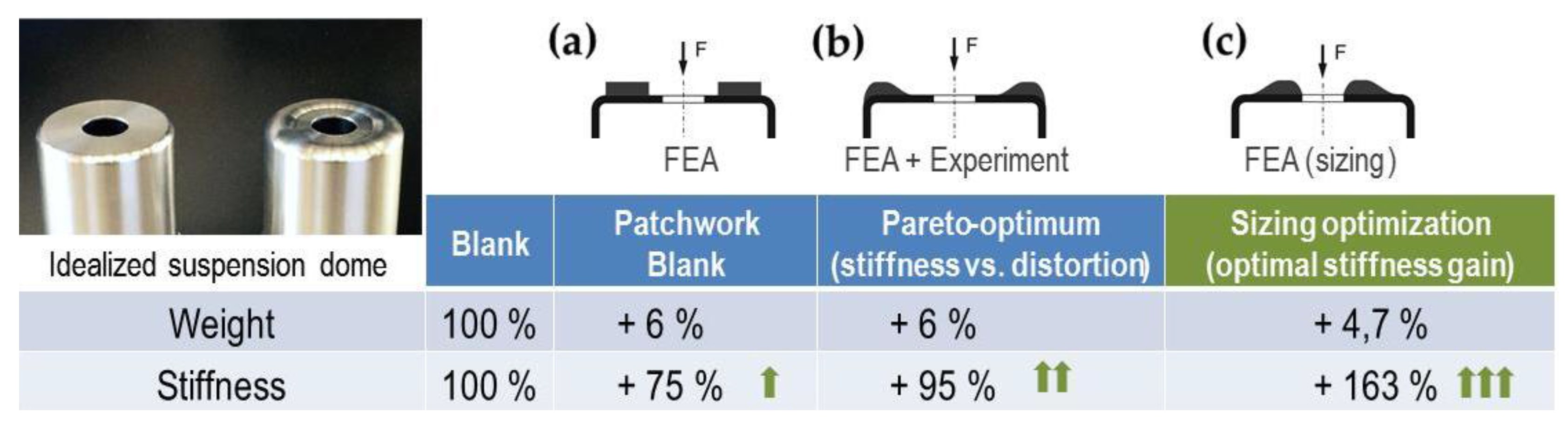
3.1. Results for Demonstrator I—Stiffness Management
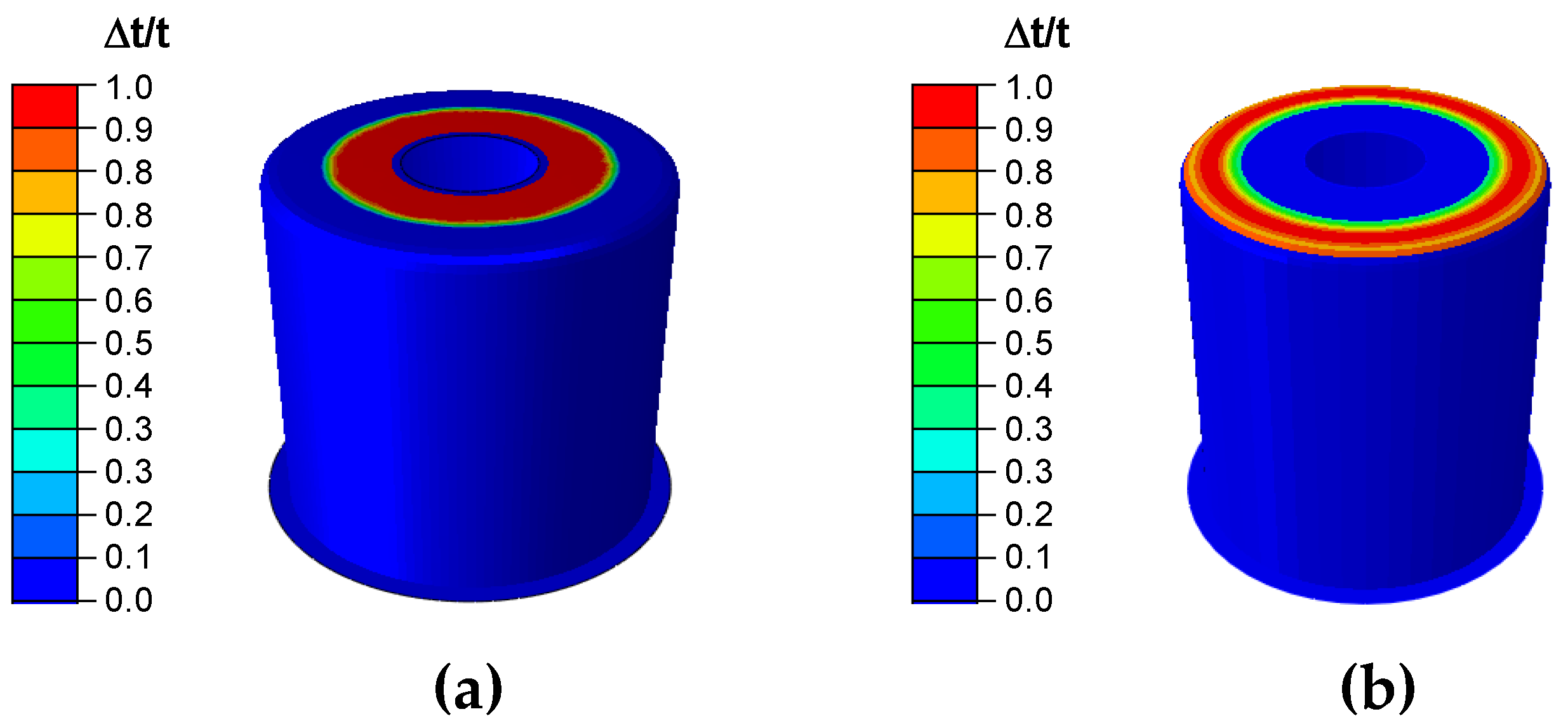
3.1.1. Results of the Sizing Optimization
3.1.2. Microstructure of the Cladding
3.1.3. Stiffness Properties of the Reinforced Parts
3.2. Results for Demonstrator II—Hole-Flanging of Tailored Laser-Cladded Blanks
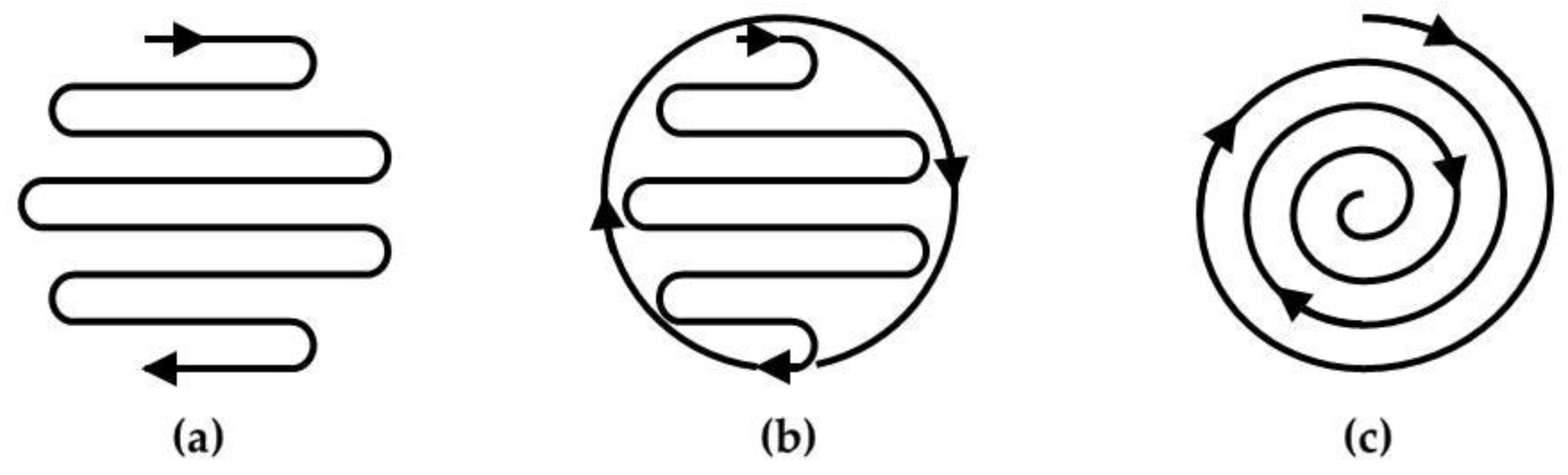
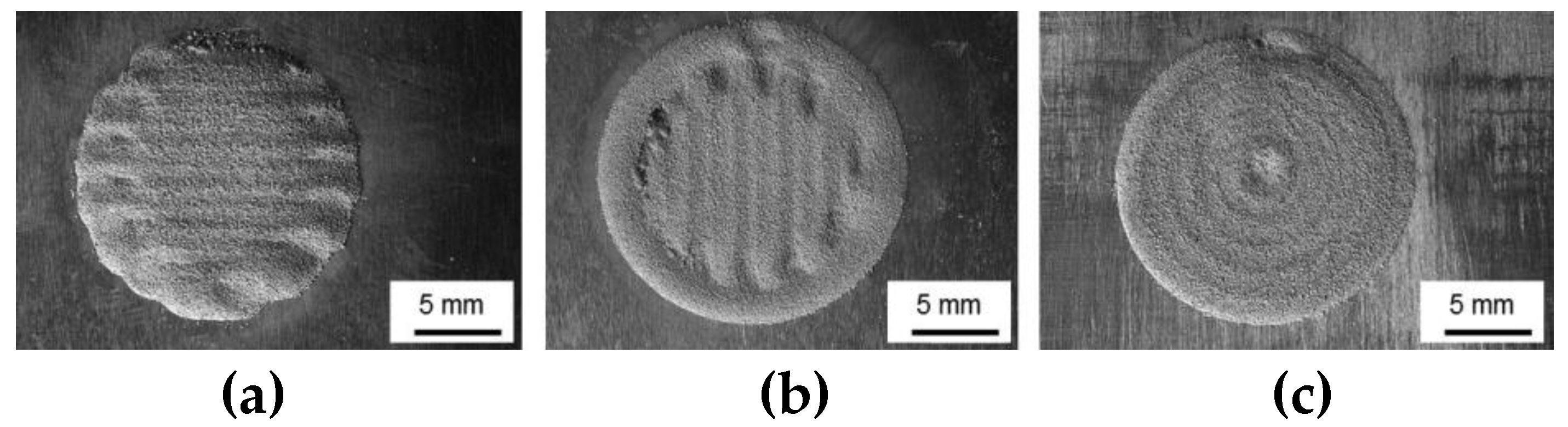
3.2.1. Laser Cladding Strategies
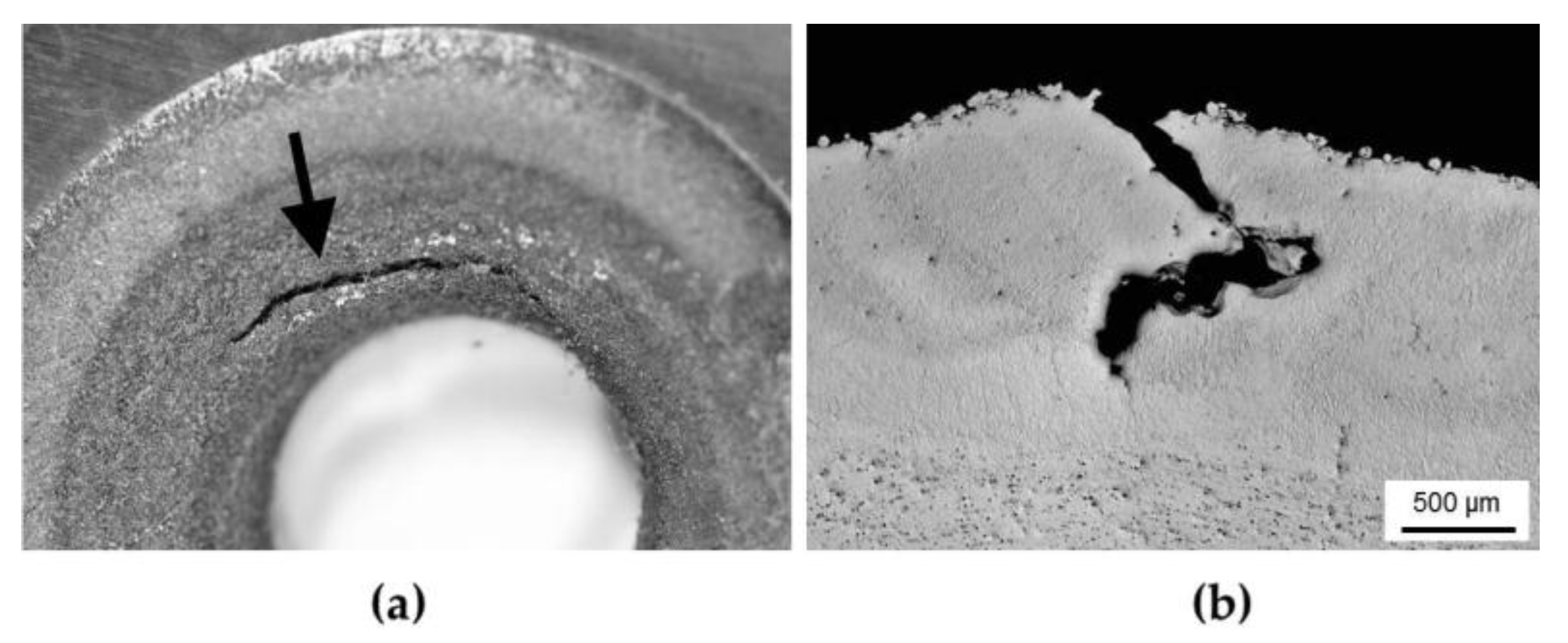
3.2.2. LOM of the Cladding
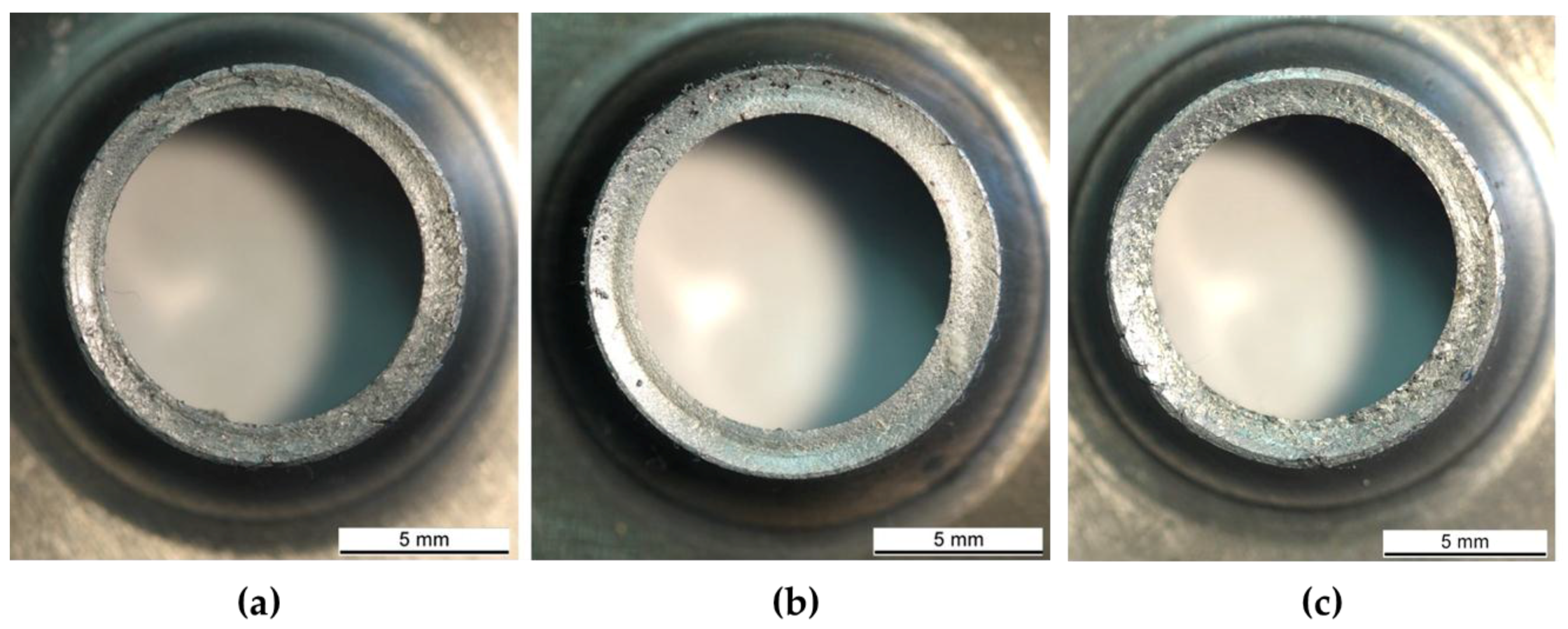
3.2.3. Hole-Flanging Experiments
4. Discussion
5. Conclusions
- Laser cladding can be used to locally reinforce sheet metal blanks with respect to lightweight design considerations. The resulting tailored laser-cladded blanks are a new type of lightweight material which can be designed such that they outperform currently available tailored blanks in lightweight design performance.
- Limited formability was observed to be the main obstacle of applying tailored laser-cladded blanks as semi-finished products. While the case study in the paper focuses on Al-Si of low formability, formability of laser-clad material could be improved using weldable wrought alloys and heat treatment prior to forming.
- Laser cladding may also be used for stiffness management of already formed components. However, the results of a pure sizing optimization may not be manufactured without distortion, which seems to be the main limiting factor for laser cladding on formed components.
- A constrained sizing optimization led to a design with minimum danger of distortion but reduced stiffness increase compared to the optimum found by sizing optimization.
- Application of additive manufacturing in sheet metal forming offers potentials for developing new products such as tailored laser-cladded blanks and for developing new lightweight design methods such as stiffness management of components, by integrating sizing optimization, distortion control and laser cladding.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Merklein, M.; Johannes, M.; Lechner, M.; Kuppert, A. A review on tailored blanks—Production, applications and evaluation. J. Mater. Process. Technol. 2014, 214, 151–164. [Google Scholar] [CrossRef]
- Buchmayr, B.; Figala, G.; Wunsch, K. Lokale fertigungstechnische Verstärkungskonzepte zur Erhöhung der Materialeffizienz. BHM Berg Hüttenmännische Monatshefte 2010, 155, 307–312. (In German) [Google Scholar] [CrossRef]
- Hirt, G.; Dávalos-Julca, D.H. Tailored profiles made of tailor rolled strips by roll forming–part 1 of 2. Steel Res. Int. 2012, 83, 100–105. [Google Scholar] [CrossRef]
- Weisheit, A.; Backes, G.; Gasser, A.; Wissenbach, K.; Poprawe, R. Powder injection: The key to reconditioning and generating components using laser cladding. Geoforum 2001, 60, 53–61. [Google Scholar]
- Kaierle, S.; Barroi, A.; Noelke, C.; Hermsdorf, J.; Overmeyer, L.; Haferkamp, H. Review on Laser Deposition Welding: From Micro to Macro. Phys. Procedia 2012, 39, 336–345. [Google Scholar] [CrossRef]
- Gasser, A. Fertigen und Instandsetzen mit generative Laserverfahren. Maschinemarkt 2014, 38, 44–47. [Google Scholar]
- Weisheit, A.; Gasser, A.; Backes, G.; Jambor, T.; Pirch, N.; Wissenbach, K. Direct Laser Cladding, Current Status and Future Scope of Application. In Laser-Assisted Fabrication of Materials; Majumdar, J.D., Mann, I., Eds.; Springer Series in Material Science: Heidelberg, Germany, 2013. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Si | Fe | Mn | Mg | Al |
|---|---|---|---|---|---|
| Sheet EN AW 6082 | 0.7–1.3 | max. 0.5 | 0.4–1.0 | 0.6–1.2 | Balance |
| Powder AlSi10 Mg | 9–11 | max. 0.55 | max. 0.45 | max. 0.45 | Balance |
| Powder AlSi12 | 11–13 | not specified | not specified | not specified | Balance |
| Thickness [mm] | Cladding Position | Hole Diameter [mm] | Hole Expansion [%] |
|---|---|---|---|
| 2.0/2.5 | None | 8.0 | 25.0 |
| 2.7 | inside/outside | 8.0 | 25.0 |
| 2.0/2.5 | None | 7.5 | 33.3 |
| 2.7 | inside/outside | 7.5 | 33.3 |
| 2.0/2.5 | None | 7.0 | 42.9 |
| 2.7 | inside/outside | 7.0 | 42.9 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bambach, M.; Sviridov, A.; Weisheit, A.; Schleifenbaum, J.H. Case Studies on Local Reinforcement of Sheet Metal Components by Laser Additive Manufacturing. Metals 2017, 7, 113. https://doi.org/10.3390/met7040113
Bambach M, Sviridov A, Weisheit A, Schleifenbaum JH. Case Studies on Local Reinforcement of Sheet Metal Components by Laser Additive Manufacturing. Metals. 2017; 7(4):113. https://doi.org/10.3390/met7040113
Chicago/Turabian StyleBambach, Markus, Alexander Sviridov, Andreas Weisheit, and Johannes Henrich Schleifenbaum. 2017. "Case Studies on Local Reinforcement of Sheet Metal Components by Laser Additive Manufacturing" Metals 7, no. 4: 113. https://doi.org/10.3390/met7040113
APA StyleBambach, M., Sviridov, A., Weisheit, A., & Schleifenbaum, J. H. (2017). Case Studies on Local Reinforcement of Sheet Metal Components by Laser Additive Manufacturing. Metals, 7(4), 113. https://doi.org/10.3390/met7040113