The Influence of Warm Rolling Reduction on Microstructure Evolution, Tensile Deformation Mechanism and Mechanical Properties of an Fe-30Mn-4Si-2Al TRIP/TWIP Steel

Abstract
:
1. Introduction
2. Experimental Procedures
2.1. Material and Processing
2.2. Microstructural Characterization
3. Results and Discussion
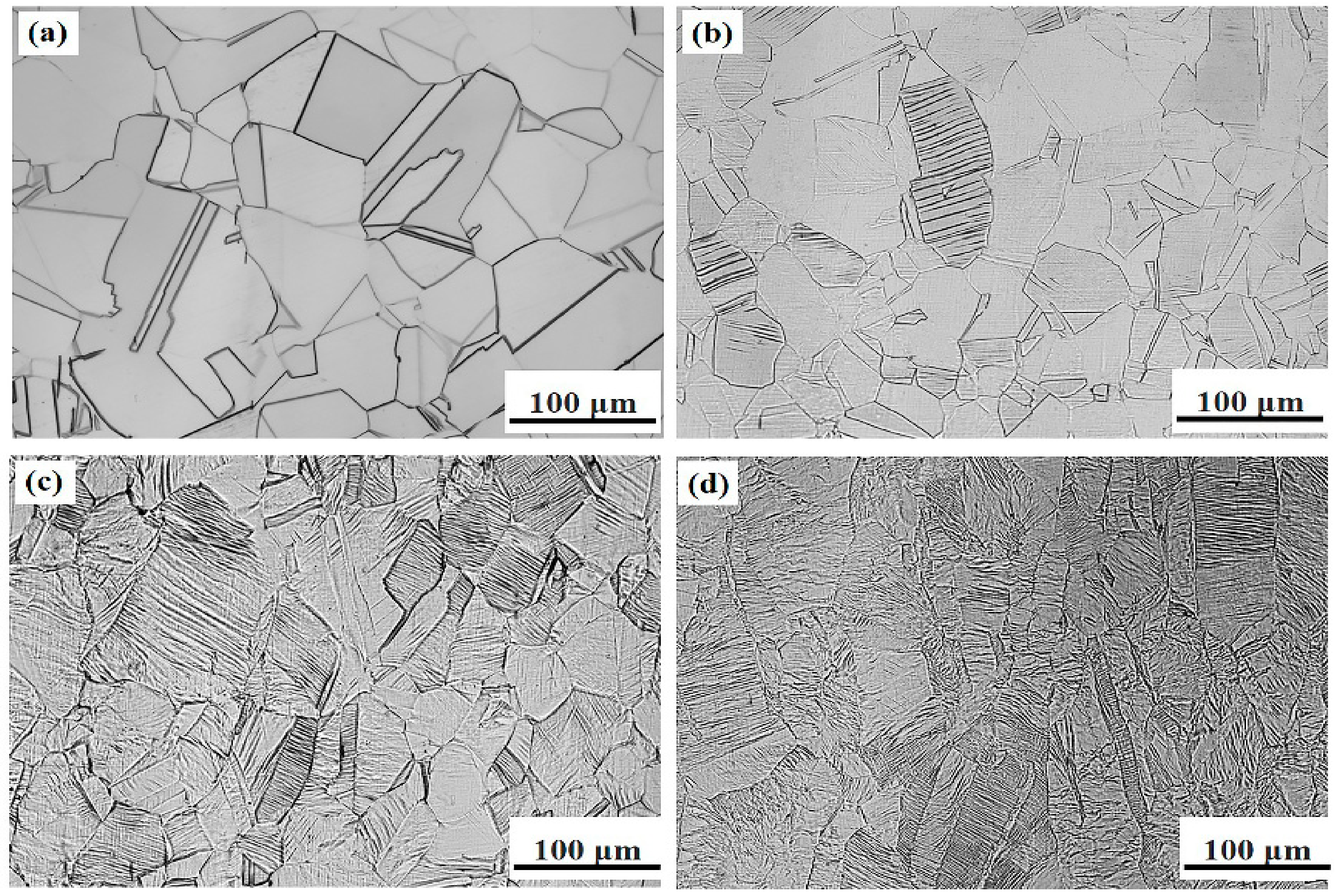
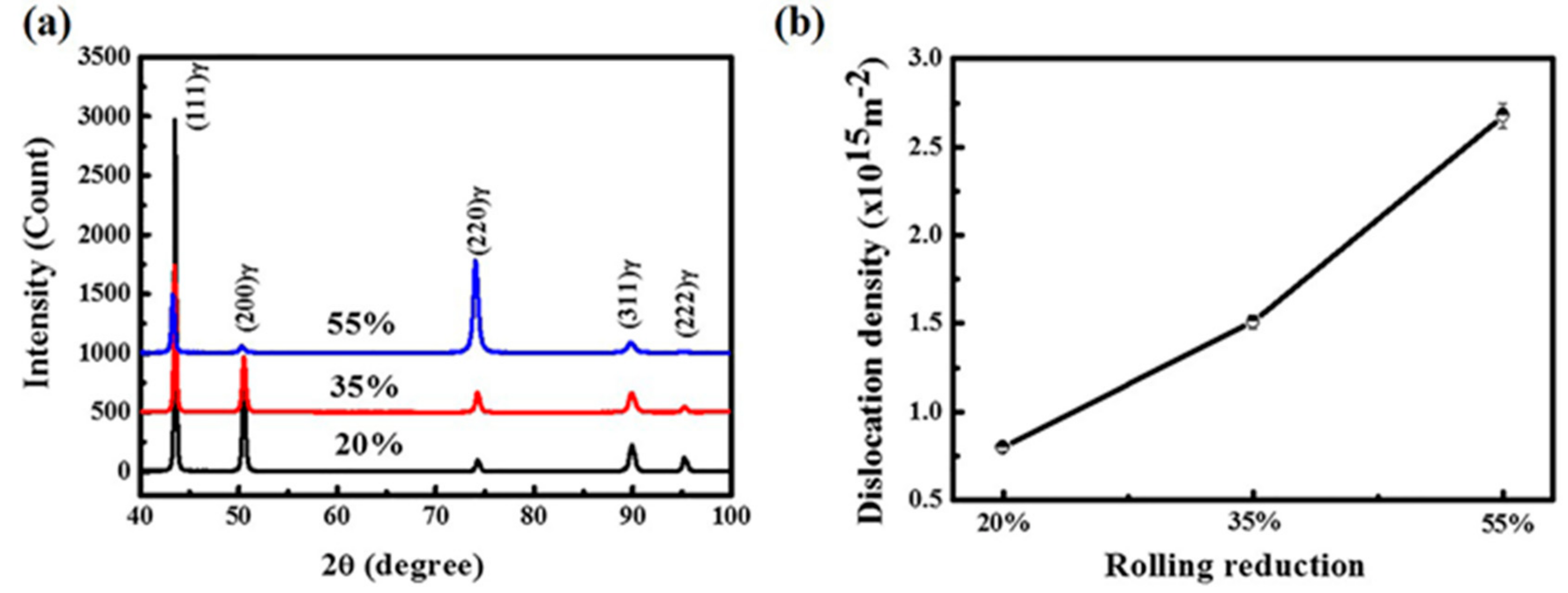
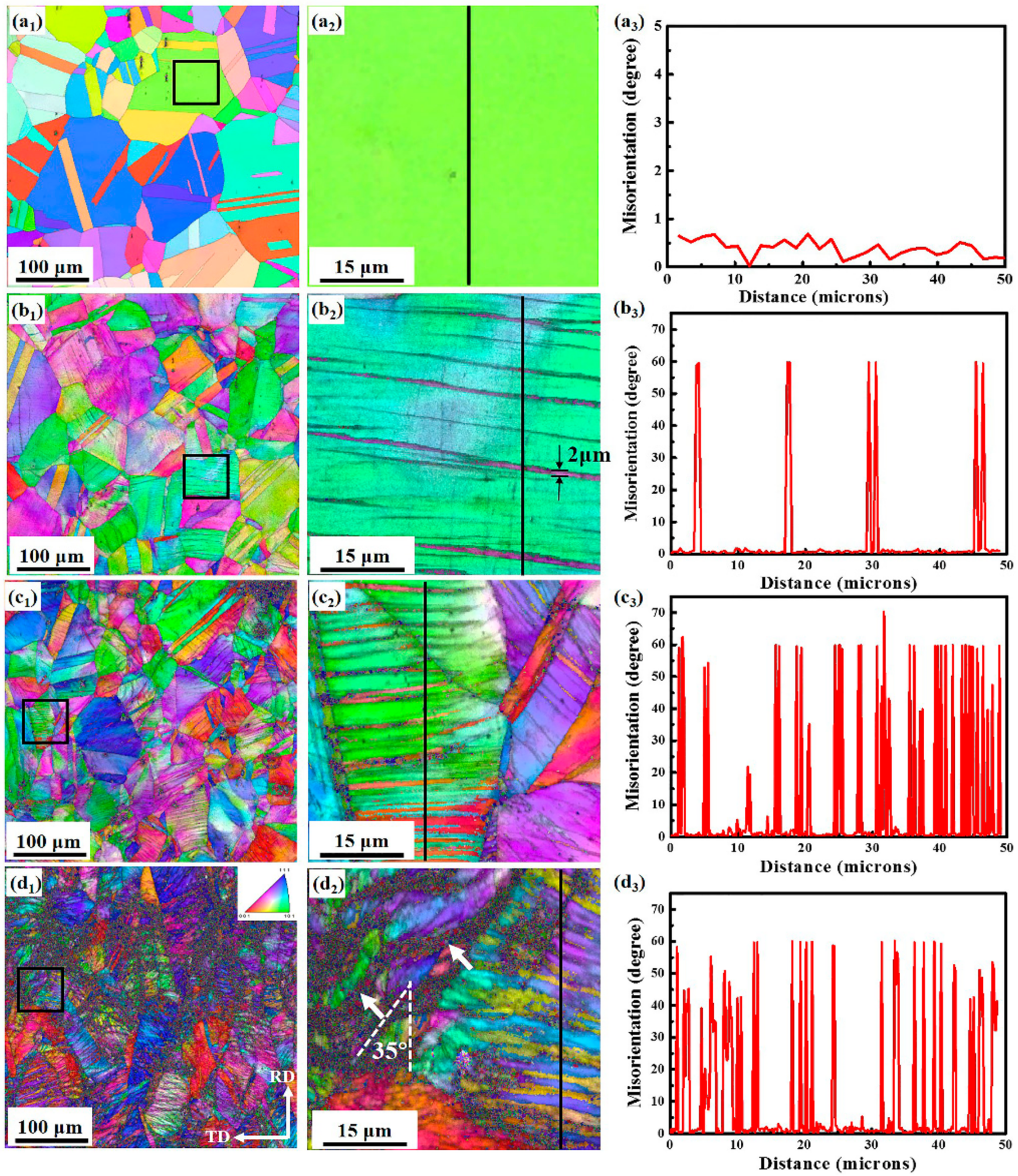
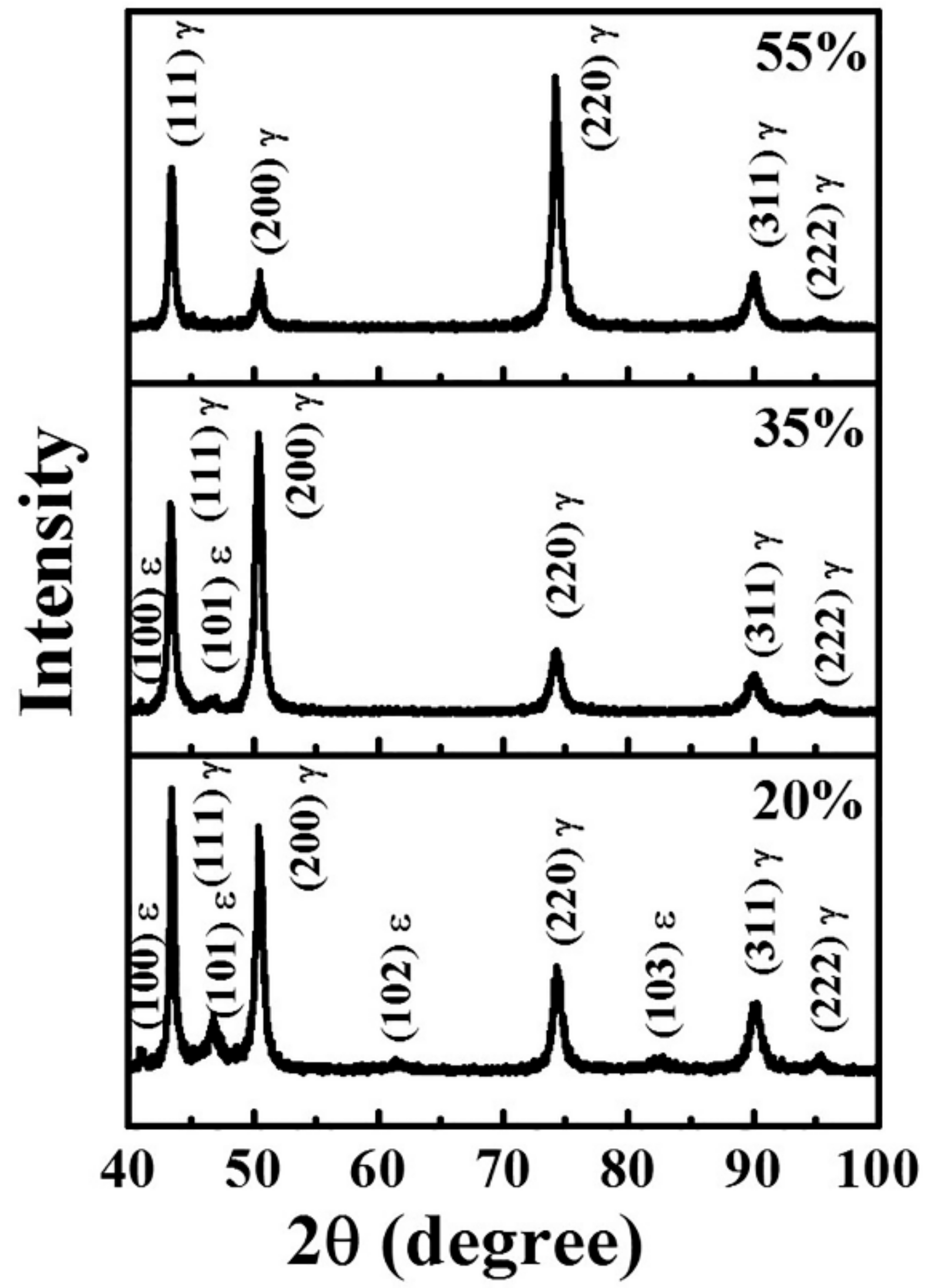
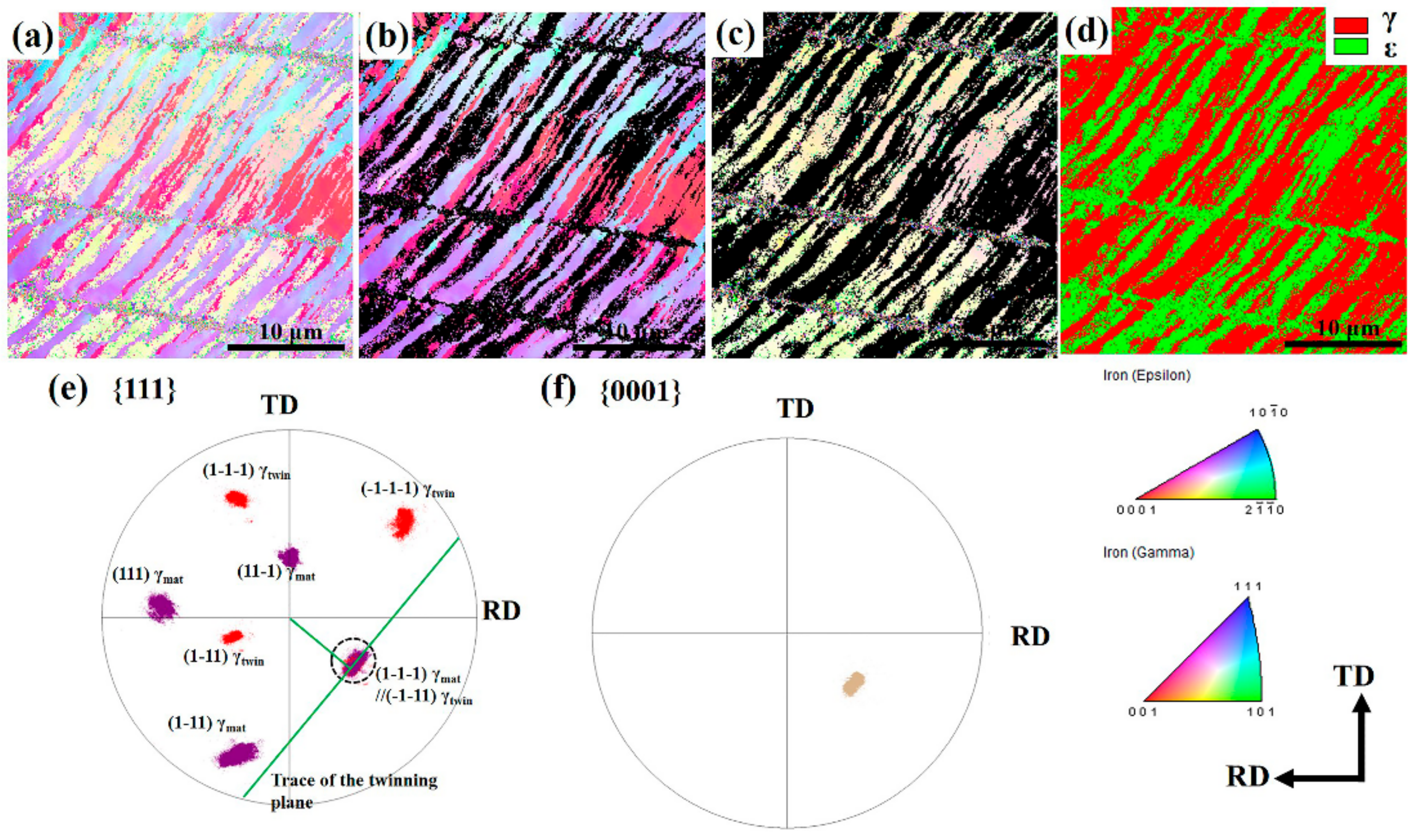
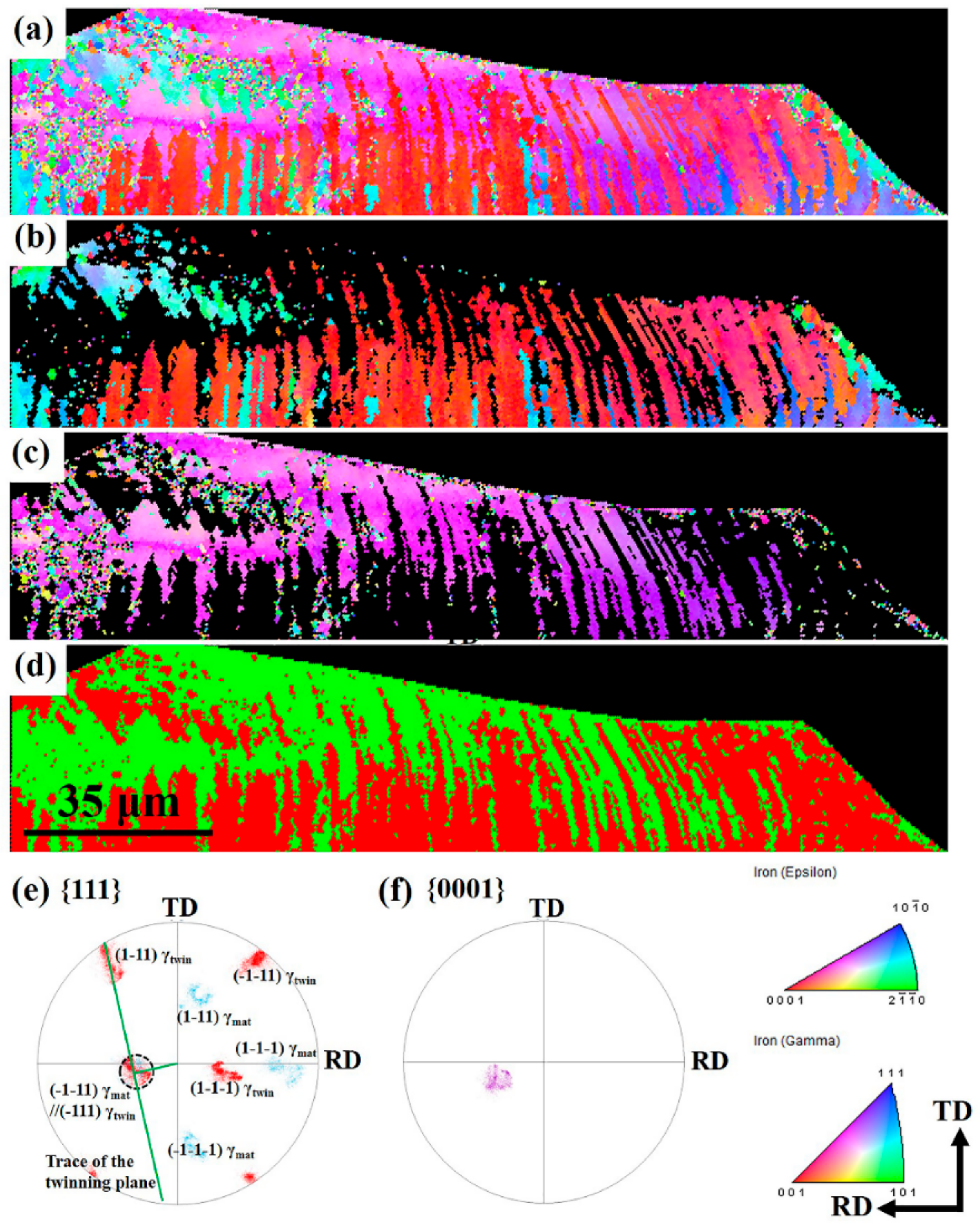
3.1. Microstructure Evolution
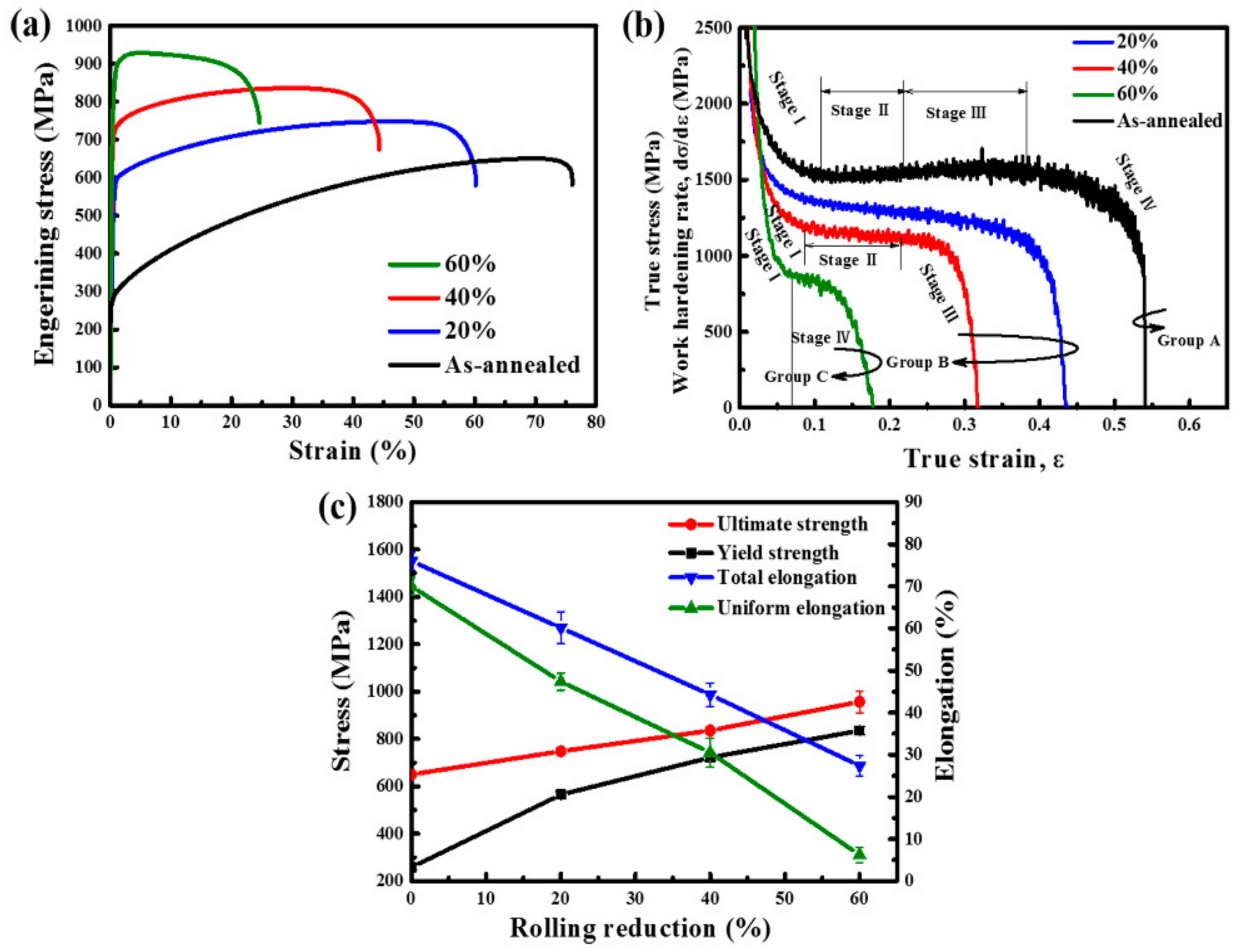
3.2. Mechanical Properties
3.3. Fractographic Features
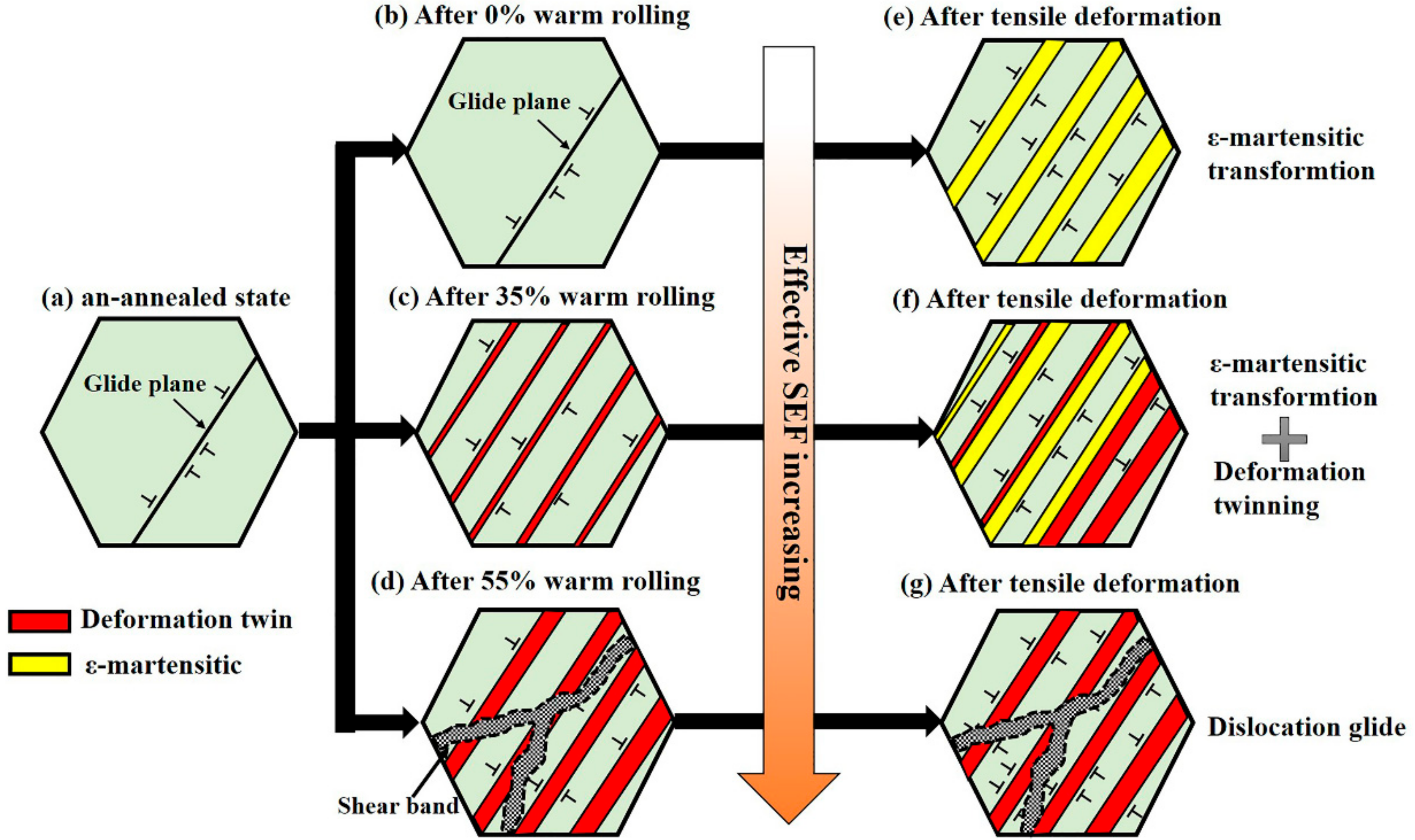
3.4. The Effect of Warm Rolling Reduction on Tensile Deformation Behavior
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Yuan, X.; Zhao, Y.; Li, X.; Chen, L. Au nanoparticles decorated graphene/nickel foam nanocomposite for sensitive detection of hydrogen peroxide. J. Mater. Sci. Technol. 2017, 33, 1555–1560. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Ofei, K.A.; Zhao, L.; Sietsma, J. Microstructural Development and Deformation Mechanisms during Cold Rolling of a Medium Stacking Fault Energy TWIP Steel. J. Mater. Sci. Technol. 2013, 29, 161–167. [Google Scholar] [CrossRef]
- Torganchuk, V.I.; Belyakov, A.; Kaibyshev, R. Effect of rolling temperature on microstructure and mechanical properties of 18% Mn TWIP/TRIP steels. Mater. Sci. Eng. A 2017, 708, 110–117. [Google Scholar] [CrossRef]
- Torganchuk, V.; Glezer, A.M.; Belyakov, A.; Kaibyshev, R. Deformation behavior of high-Mn TWIP steels processed by warm-to-hot working. Metals 2018, 8, 415. [Google Scholar] [CrossRef]
- Imandoust, A.; Zarei-Hanzaki, A.; Sabet, M.; Abedi, H.R. An analysis of the deformation characteristics of dual phase twinning-induced plasticity steel in warm temperature regime. Mater. Des. 2012, 40, 556–561. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Allain, S.; Chateau, J.P.; Bouaziz, O.; Migot, S.; Guelton, N. Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe-Mn-C. alloys. Mater. Sci. Eng. A 2004, 387–389, 158–162. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. Twinning-induced plasticity (TWIP) steels. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Haase, C.; Barrales-Mora, L.A.; Roters, F.; Molodov, D.A.; Gottstein, G. Applying the texture analysis for optimizing thermomechanical treatment of high manganese twinning-induced plasticity steel. Acta Mater. 2014, 80, 327–340. [Google Scholar] [CrossRef]
- Kim, J.G.; Enikeev, N.A.; Abramova, M.M.; Park, B.H.; Valiev, R.Z.; Kim, H.S. Effect of initial grain size on the microstructure and mechanical properties of high-pressure torsion processed twinning-induced plasticity steels. Mater. Sci. Eng. A 2017, 682, 164–167. [Google Scholar] [CrossRef]
- Liu, S.; Qian, L.; Meng, J.; Li, D.; Ma, P.; Zhang, F. Simultaneously increasing both strength and ductility of Fe-Mn-C twinning-induced plasticity steel via Cr/Mo alloying. Scr. Mater. 2017, 127, 10–14. [Google Scholar] [CrossRef]
- Rahman, K.M.; Vorontsov, V.A.; Dye, D. The effect of grain size on the twin initiation stress in a TWIP steel. Acta Mater. 2015, 89, 247–257. [Google Scholar] [CrossRef] [Green Version]
- Haase, C.; Kremer, O.; Hu, W.; Ingendahl, T.; Lapovok, R.; Molodov, D.A. Equal-channel angular pressing and annealing of a twinning-induced plasticity steel: Microstructure, texture, and mechanical properties. Acta Mater. 2016, 107, 239–253. [Google Scholar] [CrossRef]
- Li, D.; Feng, Y.; Song, S.; Liu, Q. Influences of Nb-microalloying on microstructure and mechanical properties of Fe-25Mn-3Si-3Al TWIP steel. Mater. Des. 2015, 84, 238–244. [Google Scholar] [CrossRef]
- Gwon, H.; Kim, J.K.; Shin, S.; Cho, L.; Cooman, B.C.D. The effect of vanadium micro-alloying on the microstructure and the tensile behavior of TWIP steel. Mater. Sci. Eng. A 2017, 696, 416–428. [Google Scholar] [CrossRef]
- Yin, F.X.; Xia, H.; Feng, J.H.; Cai, M.H.; Zhang, X.; Wang, G.K.; Sawaguchi, T. Mechanical properties of an Fe-30Mn-4Si-2Al alloy after rolling at different temperatures ranging from 298 to 1073 K. Mater. Sci. Eng. A 2018, 725, 127–137. [Google Scholar] [CrossRef]
- Zhang, X.; Sawaguchi, T.; Ogawa, K.; Yin, F.; Zhao, X. A structure created by intersecting e martensite variant plates in a high-manganese steel. Philos. Mag. 2011, 91, 4410–4426. [Google Scholar] [CrossRef]
- Kimura, Y.; Inoue, T.; Yin, F.; Tsuzaki, K. Inverse temperature dependence of toughness in an ultrafine grain-structure steel. Science 2008, 320, 1057–1060. [Google Scholar] [CrossRef] [PubMed]
- Curtze, S.; Kuokkala, V.T. Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rate. Acta Mater. 2010, 58, 5129–5141. [Google Scholar] [CrossRef]
- Taylor, F.R.S.G.I. The mechanism of plastic deformation of crystals. Part I.—Theoretical. Proc. R. Soc. Lond. A 1934, 145, 388–404. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density-induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029. [Google Scholar] [CrossRef] [PubMed]
- Mahato, B.; Shee, S.K.; Sahu, T.; Ghosh Chowdhury, S.; Sahu, P.; Porter, D.A.; Karjalainen, L.P. An effective stacking fault energy viewpoint on the formation of extended defects and their contribution to strain hardening in a Fe-Mn-Si-Al twinning-induced plasticity steel. Acta Mater. 2015, 86, 69–79. [Google Scholar] [CrossRef]
- Pierce, D.T.; Jiménez, J.A.; Bentley, J.; Raabe, D.; Oskay, C.; Wittig, J.E. The influence of manganese content on the stacking fault and austenite/ε-martensite interfacial energies in Fe-Mn-(Al-Si) steels investigated by experiment and theory. Acta Mater. 2014, 68, 238–253. [Google Scholar] [CrossRef]
- Kawahara, K. A possibility for developing high strength soft magnetic materials in FeCo-X alloys. J. Mater. Sci. 1984, 19, 949–956. [Google Scholar] [CrossRef]
- Hirsch, J.; Lücke, K.; Hatherly, M. Overview No. 76: Mechanism of deformation and development of rolling textures in polycrystalline fcc Metals-III. The inflence of slip inhomogeneities and twinning. Acta Metall. 1988, 36, 2905–2927. [Google Scholar] [CrossRef]
- Barbier, D.; Gey, N.; Allain, S.; Bozzolo, N.; Humbert, M. Analysis of the tensile behavior of a TWIP steel based on the texture and microstructure evolutions. Mater. Sci. Eng. A 2009, 500, 196–206. [Google Scholar] [CrossRef]
- Jin, J.E.; Lee, Y.K. Strain hardening behavior of a Fe-18Mn-0.6C-1.5Al TWIP steel. Mater. Sci. Eng. A 2009, 527, 157–161. [Google Scholar] [CrossRef]
- Jin, J.E.; Lee, Y.K. Effects of Al on microstructure and tensile properties of C-bearing high Mn TWIP steel. Acta Mater. 2012, 60, 1680–1688. [Google Scholar] [CrossRef]
- Grajcar, A.; Kozłowska, A.; Topolska, S.; Morawiec, M. Effect of deformation temperature on microstructure evolution and mechanical properties of low-carbon high-Mn steel. Adv. Mater. Sci. Eng. 2018, 2018, 1–7. [Google Scholar] [CrossRef]
- Grajcar, A.; Kozłowska, A.; Grzegorczyk, B. Strain hardening behavior and microstructure evolution of high-manganese steel subjected to interrupted tensile test. Metals 2018, 8, 122. [Google Scholar] [CrossRef]
- Carpenter, K.R.; Dippenaar, R.; Killmore, C.R. Hot Ductility of Nb- and Ti-Bearing Microalloyed Steels and the Influence of Thermal History. Metall. Mater. Trans. A 2009, 40, 573–580. [Google Scholar] [CrossRef]
- Neeraj, T.; Srinivasan, R.; Li, J. Hydrogen embrittlement of ferritic steels: Observations on deformation microstructure, nanoscale dimples and failure by nanovoiding. Acta Mater. 2012, 60, 5160–5171. [Google Scholar] [CrossRef]
- Idrissi, H.; Renard, K.; Ryelandt, L.; Schryvers, D.; Jacques, P.J. On the mechanism of twin formation in Fe-Mn-C TWIP steels. Acta Mater. 2010, 58, 2464–2476. [Google Scholar] [CrossRef]
- Inagaki, H. In situ TEM observations of the ε→γ reverse transformation in an Fe-14% Mn-6% Si-9% Cr-6% Ni shape memory alloy. Z. Metallkunde 1992, 84, 304–309. [Google Scholar]
- Tewary, N.K.; Ghosh, S.K.; Bera, S.; Chakrabarti, D.; Chatterjee, S. Influence of cold rolling on microstructure, texture and mechanical properties of low carbon high Mn TWIP steel. Mater. Sci. Eng. A 2014, 615, 405–415. [Google Scholar] [CrossRef]
- Yanushkevich, Z.; Belyakov, A.; Kaibyshev, R.; Haase, C.; Molodov, D.A. Effect of cold rolling on recrystallization and tensile behavior of a high-Mn steel. Mater. Charact. 2016, 112, 180–187. [Google Scholar] [CrossRef]
- Kang, S.; Jung, J.G.; Kang, M.; Woo, W.; Lee, Y.K. The effects of grain size on yielding, strain hardening, and mechanical twinning in Fe-18Mn-0.6C-1.5Al twinning-induced plasticity steel. Mater. Sci. Eng. A 2016, 652, 212–220. [Google Scholar] [CrossRef]
- Yuan, X.; Chen, L.; Zhao, Y.; Di, H.; Zhu, F. Influence of annealing temperature on mechanical properties and microstructure of a high manganese austenitic steel. J. Mater. Process. Technol. 2015, 217, 278–285. [Google Scholar] [CrossRef]
- Dini, G.; Najafizadeh, A.; Ueji, R.; Monir-Vaghefi, S.M. Tensile deformation behavior of high manganese austenitic steel:The role of grain size. Mater. Des. 2010, 31, 3395–3402. [Google Scholar] [CrossRef]
- Lan, P.; Zhang, J. Tensile property and microstructure of Fe-22Mn-0.5C TWIP steel. Mater. Sci. Eng. A 2017, 707, 373–382. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mn | Si | Al | C | P | Fe |
|---|---|---|---|---|---|---|
| (wt. %) | 29.99 | 4.06 | 1.98 | 0.004 | 0.002 | Bal. |
| Rolling Reduction (%) | Yield Strength (MPa) | Ultimate Strength (MPa) | Uniform Elongation (%) | Total Elongation (%) | Hardness (HV) |
| As-annealed | 258 | 650 | 70 | 76 | 204 |
| 20 | 565 | 748 | 47 | 60 | 301 |
| 35 | 785 | 834 | 31 | 44 | 368 |
| 55 | 1036 | 1049 | 6 | 20 | 425 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, Y.; Sun, Z.; Xia, H.; Feng, J.; Du, J.; Fang, W.; Liu, B.; Wang, G.; Li, L.; Zhang, X.; et al. The Influence of Warm Rolling Reduction on Microstructure Evolution, Tensile Deformation Mechanism and Mechanical Properties of an Fe-30Mn-4Si-2Al TRIP/TWIP Steel. Metals 2018, 8, 742. https://doi.org/10.3390/met8100742
Dong Y, Sun Z, Xia H, Feng J, Du J, Fang W, Liu B, Wang G, Li L, Zhang X, et al. The Influence of Warm Rolling Reduction on Microstructure Evolution, Tensile Deformation Mechanism and Mechanical Properties of an Fe-30Mn-4Si-2Al TRIP/TWIP Steel. Metals. 2018; 8(10):742. https://doi.org/10.3390/met8100742
Chicago/Turabian StyleDong, Yanchun, Zhilin Sun, Hao Xia, Jianhang Feng, Jiejie Du, Wei Fang, Baoxi Liu, Gongkai Wang, Long Li, Xin Zhang, and et al. 2018. "The Influence of Warm Rolling Reduction on Microstructure Evolution, Tensile Deformation Mechanism and Mechanical Properties of an Fe-30Mn-4Si-2Al TRIP/TWIP Steel" Metals 8, no. 10: 742. https://doi.org/10.3390/met8100742