Recent Progress in the Joining of Titanium Alloys to Ceramics


1
CEMMPRE, Department of Metallurgical and Materials Engineering, University of Porto, 4099-002 Porto, Portugal
2
INEGI-Institute of Science and Innovation in Mechanical and Industrial Engineering, 4200-465 Porto, Portugal
Metals 2018, 8(11), 876; https://doi.org/10.3390/met8110876
Submission received: 30 September 2018
/
Revised: 15 October 2018
/
Accepted: 24 October 2018
/
Published: 26 October 2018
(This article belongs to the Special Issue Diffusion Bonding and Brazing of Advanced Materials)
Abstract
:The prospect of joining titanium alloys to advanced ceramics and producing components with extraordinary and unique properties can expand the range of potential applications. This is extremely attractive in components for the automotive and aerospace industries where combining high temperature resistance, wear resistance and thermal stability with low density materials, good flowability and high oxidation resistance is likely. Therefore, a combination of distinct properties and characteristics that would not be possible through conventional production routes is expected. Due to the differences between the coefficients of thermal expansion (CTE) and Young's modulus of metals and ceramics, the most appropriate methods for such dissimilar bonding are brazing, diffusion bonding, and transient liquid phase (TLP) bonding. For the joining of titanium alloys to ceramics, brazing appears to be the most promising and cost-effective process although diffusion bonding and TLP bonding have clear advantages in the production of reliable joints. However, several challenges must be overcome to successfully produce these dissimilar joints. In this context, the purpose of this review is to point out the same challenges and the most recent advances that have been investigated to produce reliable titanium alloys and ceramic joints.
1. Introduction
Titanium alloys have aroused great interest due to their excellent properties like low density, high temperature properties, and excellent creep and corrosion resistance. Due to these properties, the implementation of components of these alloys is intended in the aerospace and automotive industries [1,2,3,4]. Conventional titanium alloys are continuously challenged by the operation at temperatures higher than 550 °C due to poor high temperature oxidation resistance and creep properties [2]. Whence, the investigations on the production, characterization, and joining of titanium alloys as titanium aluminides (TiAl), TiNi and Ti6Al4V, have increased during the last decades [5,6,7,8,9,10,11,12,13,14,15,16,17,18].
Dissimilar joints between titanium alloys are essential for their successful integration into high temperature aerospace and automobile applications combining unique properties as well as overcoming some disadvantages of these alloys [5]. For instance, the joining of TiNi and Ti6Al4V alloys is vital for the development of a shape memory alloy (SMA) adaptive serrated nozzle to aid noise reduction in next-generation gas turbine engines and the blade SMA actuator to enable in-flight rotor tracking in commercial and military helicopters [7,8].
TiAl alloys have been assumed as a promising alternative of nickel alloys and other titanium alloys in aerospace field for weight saving. Particularly, due to their specific strength and excellent creep strength at elevated temperature, they generated considerable interest as potential candidates for next-generation aircraft turbine engines [1,2,3,4]. Though, the development of bonding techniques especially to successfully produce dissimilar joints is the key to overcoming the poor room-temperature ductility and fracture toughness of these alloys that limit these potential applications.
The possibility of combining the extraordinary properties of these titanium alloys with other materials such as nickel-based superalloys, steel, or even ceramics through dissimilar bonding can allow the development of components not only with complex geometries but also with a combination of properties exceeding the limitations of these materials when used individually.
Advanced ceramics have attractive properties, such as high wear resistance, high thermal stability as well as high thermal and electrical conductivities. It is known that some of the advanced ceramics like alumina, silicon nitride, and zirconia, are also well established in the electronics, aerospace, nuclear, and automotive industries [19,20]. However, their inherent brittleness, high cost, and high hardness limit the production of large and complex shape components. The successful application of these advanced ceramics depends strongly on the joining of these materials with metals. In addition, the possibility to combine properties as high wear resistance and high thermal stability with low density, high temperature properties, and excellent creep and corrosion resistance could enable the production of more advanced components that better meet the high requirements of several industrial sectors [21].
The most suitable methods for bonding metals and ceramics and producing successful joints with appreciated properties are brazing [22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42], diffusion bonding [43,44,45,46,47,48,49,50,51,52,53,54,55] and transient liquid phase bonding [56,57]. All these processes present advantages and disadvantages in dissimilar joining between titanium alloys and ceramics and its selection will depend on the application. This paper gives a brief review of current progress in the joining of titanium alloys to ceramics, and a particular emphasis has been put on the relationships between the microstructure and mechanical properties. In addition, the advantages and disadvantages of each process will be presented, and the main characteristics are summarized.
2. Challenges in the Joining of Metals to Ceramics
Many industrial processes require parts lasting under severe conditions, such as high temperature, high stresses, and hostile environments. The joining of metals to ceramics is extremely important to the successful application of the ceramics in the devices and structures of several industrial sectors. However, the dissimilar joining of metal and ceramics presents several challenges that lead to it being difficult to obtain a microstructural and mechanical soundness of the joints.
The development of residual stresses at the interface is the critical problem in the dissimilar joining of metals and ceramics. The coefficients of thermal expansion (CTE) of ceramics are generally considerably lower than metals. This CTE mismatch and the different mechanical behavior induce the formation of residual stresses at the interface of the joint during cooling.
Although CTE mismatch is the primary factor to be considered, other factors related to base materials and process also have a major influence on joint reliability. It is not merely necessary to understand thermodynamic phenomena at the macroscopic level, but also at micro and nanoscale in order to relate to the structures formed that will have a significant influence on the success of the formation of the joint. The wetting properties of the liquid metal/ceramic interface are strongly affected by the composition of the solid and liquid components, the roughness and other irregularities on the macro level, or grain-boundary grooves and lattice pits at the microscale, the surface pattern of the ceramic base material, and either the reactive or non-reactive wetting, by the mechanisms occurring at the nanoscale. The wetting effect on the nanoscale can contribute to a better understanding of the complex interface formation and behavior typical of metal/ceramic joints [58,59].
For instance, the inherent differences in the physical and chemical properties make it very difficult to provide an effective bonding process. Due to the high chemical stability of the ceramics, a reaction between them is difficult. An active element is essential to ensure this type of dissimilar joints as it can promote a greater ceramic dilution. Titanium alloys have a considerable advantage over other metals to be used as base material in metal/ceramics bonds since it contains an active element that promotes the reaction between the base materials.
Interfaces also play a critical role in the mechanical reliability of the dissimilar joints. The mechanism of bond formation at the interface determines the interface structure, which depends strongly on processing conditions as well as the base materials. The driving force for the formation of these interfaces is the decrease in free energy (ΔG) that occurs when intimate contact is established between the base material surfaces [60,61].
A defect-free surface of the base materials is a crucial aspect in the solid-state joining processes such as diffusion bonding. Due to the inherent brittleness, the surface treatment of the ceramic materials is critical. The surface damage can be a problem during the joining process since it can act as a tensile stress concentrator that can lead to cracking.
The parameters of the joining process also have an important influence on the production of a well bonded and high-quality interface. For instance, the applied pressure is a critical parameter, since it will significantly affect the accomplishment of interfacial contact between the base material surfaces [62]. At the initial stage of the joining process, plastic deformation due to the pressure applied can lead to a more intimate contact of the surfaces that promote the reduction of unbonded areas.
The joining mechanisms are actually very complex due to the differences between the properties of these base materials, and when the bonding process involves mass transfer through the interface, the diffusion or chemical reactions are responsible for the joining of the materials. The conditions of the joining processes as temperature, pressure, holding times, and the use of interlayers will affect the interface and the reactions that will ensure the bonding. Chemical reactions at the interface lead to the formation of interfacial reaction layers with properties that differ from both base materials. This can have favorable effects on joint quality, overcoming some challenges pointed out in the formation of this dissimilar joint. However, reaction phases such as brittle intermetallics and solid solutions frequently cause remarkably reduced strength of the joints. An increase in bonding temperature and excessive holding time generally enhances chemical reactions and leads to thick reaction layer formation; nevertheless, thick reaction layers increase the residual stresses formation that is detrimental to joint strength.
3. Brazing
The brazing is selected as a primary method because of its convenience, cost-effectiveness and the possibility of production of high-quality dissimilar joints between the metals and ceramics. The critical challenges in the brazing of the ceramics as base materials consist of the wettability of the filler materials, the formation of residual stresses, or the formation of brittle intermetallic compounds or solid solution that will promote the formation of a weak bond. The improvement of wettability of the ceramic surfaces to the commercial brazing fillers is essential for the success of these processes. In addition, it is critical to ensure the correct selection of the process parameters in order to select the best brazing alloy, as well as to prevent the formation of high residual stresses during the cooling process. Some investigations have been carried out in order to overcome these problems in this dissimilar bond, and the solution pointed out has been the use of active brazing or soft brazing alloys that can accommodate or release the residual stresses. Numerous investigations [22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42] have been done regarding the possibility of obtaining joints between titanium alloys and ceramics successfully. In the following sections, the prominent progress in the joining between the titanium alloys and alumina, zirconia and other advanced ceramics, mainly for high temperature and aerospace and automotive applications, will be discussed.
3.1. Brazing of Titanium Alloys to Alumina
Despite the excellent mechanical properties, corrosion resistance, and thermal and chemical stability of the Al2O3 ceramic, its inherent brittleness limits the potential applications. The development of reliable joining of Al2O3 to metals is crucially important to extend their use, particularly in aerospace and nuclear applications [63]. For instance, reliable bonding of titanium alloys, such as TiAl [22,23,24] or Ti6Al4V [25,26], or even steel [64] and Al2O3, can take advantage of the respective superiorities of ceramics and metals, and thereby extend their scopes of application.
The fundamental problem of brazing an oxide ceramic is a resistance to wetting by the presence of the oxides on the surface. This can be overcome by using pressure during the process that will break the oxide layers and allow a better wettability. However, high pressures could also promote the formation of a higher level of residual stresses. One way of overcoming this problem is the use of non-commercial brazing alloys with active elements in order to improve bonding to the ceramics, or else with the function of accommodating residual stresses and reducing the formation of intermetallic or solid solutions. The problem with the formation of intermetallic compounds is the reduction of mechanical properties, while the formation of solid solutions, such as silver, will decrease the service temperature of the joint compared to the service temperatures of the base materials. Therefore, the published works on the joining between titanium alloys and Al2O3 focus on the modification of commercial brazing alloys or the production of new brazing alloys to produce joints with high mechanical properties.
Yang et al. [22] characterized the microstructure and mechanical properties of the joint interfaces of the TiAl alloy to Al2O3 ceramic with Ag-Cu-Ti filler alloy with W additions. The brazing experiments were performed at temperatures ranging from 860 to 920 °C with holding times between 1 and 30 min under vacuum. The Ag-Cu-Ti+W composite filler was produced by mechanical milling of a mixture of Ag-Cu-Ti powders and W particles. The authors observed the production of sound interfaces for joints produced at 880 °C with a holding time of 10 min with a higher shear strength value of 148 MPa. The interfaces are composed of silver solid solution (Ag), TiCu, AlCu2Ti, W particles and Ti3(Cu,Al)3O phases as shown in the images of Figure 1. The addition of W particles on the composite filler seems to act as a release of residual stresses formed during cooling. The increase of the brazing temperature led to an increase of the thickness of the reaction layers composed by Ti3(Cu,Al)3O and AlCu2Ti, reflecting a reduction in the values of shear strength.
Niu et al. [23] evaluated the possibility of brazing a TiAl alloy to Al2O3 ceramic with Ag-27.5Cu-2.5Ti and Ag-28Cu filler metals with varying amounts of TiH2. The base materials were brazed at temperatures ranging from 840 to 940 °C with holding time ranging from 0 to 30 min in a vacuum furnace. The interfaces produced using Ag-Cu-Ti filler metal processed at 880 °C for 10 min exhibit three distinct regions, but no defects are observed. The reaction layers are composed by AlCu2Ti, (Ag), copper solid solution (Cu), AlCuTi, Ti3(Cu,Al)3O and Ti(Cu,Al). The increased brazing temperature or holding time promote the formation of a thicker microstructure that has a negative effect on the mechanical properties. The reaction layers composed by AlCu2Ti and Ti3(Cu,Al)3O are strongly influenced by the Ti content of the filler metal, as can be seen on the scanning electron microscopy (SEM) images of Figure 2.
According to the authors, the Ti, as an active element in the liquid filler, diffused towards the Al2O3 base material forming the Ti3(Cu,Al)3O reaction layer. Increasing the amount of Ti led to an increase of the thickness of this reaction layer. In the TiAl side, the bonding is ensured by the formation of AlCu2Ti aggregates, which also increase with increasing Ti content. However, a high thickness and amount of these phases cause a drastic effect on the mechanical behavior of the joints. This means that, for the bonding conditions studied, an amount of 2 wt% of Ti ensures a joining to the two dissimilar base materials, improving the mechanical properties. The reliability and integrity of the joints are ensured by the addition of Ti content in the brazing filler alloy due to the microstructural change in the AlCu2Ti and Ti3(Cu,Al)3O reaction zones.
In another work of the same authors [24], the effect of the presence of B on two filler metals (commercial Ag-Cu-Ti filler alloy and the Ag-28Cu+TiH2) in the production of a joint of TiAl to Al2O3 was investigated. The assemblies were brazed from 880 to 960 °C for 10 min. The authors observed that the increase of B amount until 0.5 wt% in the brazing fillers promoted a change on the microstructure at the interface achieving an increase in shear strength of the joint. The effect on the microstructure of the joint interface can be seen in the SEM images of Figure 3. Using Ag-Cu-Ti+TiH2+0.5wt%B, it is possible for joints to be processed at 900 °C with a shear strength of 96 MPa. The phases identified at the interface were TiB whiskers, (Ag), AlCu2Ti, Ti(Cu,Al) and Ti3(Cu,Al)3O. The adding of B on the filler metals shows to be an improved approach to apply to the brazing of TiAl to Al2O3 due to the release of residual stresses by adjusting the CTE mismatch between the base materials, and guarantees the integrity of the joint because the formation of a Ti3(Cu,Al)3O layer with the thickness is needed to ensure a strong bond to the ceramic base material.
The bond between Al2O3 and other titanium alloys, such as Ti6Al4V, can also be consistently achieved using the brazing process combined with some approaches in order to adjust the CTE mismatch and to promote more favorable microstructures that assure the integrity of the joint.
Yang et al. [25] studied in situ synthesis of TiB whisker in the brazed joints of Ti6Al4V and Al2O3. The filler material was produced by the addition of B powders with various volume fractions to Ag-26.4Cu-4.5Ti brazing alloy. The brazing was conducted at 900 °C for 10 min in a vacuum furnace. The Ti6Al4V/Al2O3 joint interface produced with Ag-Cu-Ti+B (in situ 40 vol% TiB) consisted of four regions: (1) Continuous reaction layer I next to Al2O3 ceramic; (2) discontinuous reaction layer II adjacent to the continuous reaction layer I; (3) solid solution in the middle of the joint where some reaction phases exist; (4) reaction layer IV between the brazing layer and the Ti6Al4V alloy. During brazing, Ti3Cu2AlO, TiB and TiB2 firstly generate Ti2Cu, and then Ti(Cu,Al), Ti2(Cu,Al) and Ti3Al form as the temperature increases to more than 875 °C. Simultaneously, Ti3Al, Ti2Cu and TiCu also can react with B to form TiB whiskers. The increase of B content led to an increase of the volume fraction and size of TiB whiskers that results in the formation of uniform and fine (Ag) and Ti(Cu,Al) reaction layers. The highest shear strength value of 77.9 MPa was obtained for joints processed with the brazing alloy with 40 vol% TiB whiskers.
Qiu et al. [26] explored also the influence of the presence of B but in an Ag-Cu brazing filler on the dissimilar joining between the Ti6Al4V alloy to Al2O3 ceramic. The brazing experiments were carried out from 840 to 920 °C for 10 min in a vacuum furnace. A defect-free interface was observed at 880 °C for 10 min using an Ag-Cu eutectic alloy with and without addition of B. Figure 4 shows the microstructure of the interface produced without using Ag-Cu eutectic alloy without addition of B. The presence of B on the brazing filler have a considerable influence on the microstructure as well as on the strength of the interface. The different amounts of B promote a microstructural change at the interface. Figure 5 displays SEM images for joints produced at 880 °C for 10 min using a brazing filler with different B amounts. The interfaces produced with composite filler allow the production of a fine microstructure and promoted a decrease in the thickness of the Ti-Cu compounds that composed the reaction layer. This effect on the interface microstructure led to an improvement on the mechanical properties of the joints as the shear strength values increased from 82 MPa (interfaces produced with Ag-Cu) to 111 MPa (interfaces produced with Ag-Cu+B). This improvement is attributed not only to the microstructure changes but also to the release of residual stresses resulted from B additive due to the in-situ formed TiB whiskers.
Table 1 summarizes the results of the mechanical properties obtained in the dissimilar bond between titanium alloys and Al2O3.
To sum up, the use of commercial Ag-based filler alloys, in spite of producing joints apparently without defects, the phase formation and thickness of the reaction layers do not allow obtaining of joints with notable mechanical properties. The interfaces produced, exhibit complex microstructures: Several distinct layers and/or intermetallic grains completely separated from each other, or for specific conditions, tend to agglomerate. This can be explained by the complete and incomplete wetting of grain boundaries by the liquid [65] or even by a second solid phase [66,67]. It is known that the grain boundary wetting phase transitions can occur in various systems. In polycrystalline materials, equilibrium wetting interlayers of the second phase or second solid phase, which separate grains of the first phase from each other, can form at the temperature of grain boundary wetting phase transformation. Grain boundary phase transformation of wetting by the solid phase have already been observed in several alloys [66,67]. These two phenomena are strongly dependent on the composition of the starting materials as well as the processing temperatures. Mechanical properties of the joints are strongly related to the structure and morphology of the phases that constitute the interface. For instance, the formation of (Ag) at the interface is also a negative aspect since it will decrease the service temperature of the joints. The addition of elements such as B, T, and W leads to an increase in the mechanical properties of the joint, as it is promoting the formation of finer microstructures and reducing and accumulating the residual stresses that form during cooling from the brazing temperature. Another advantage of adding these elements to the filler alloy, especially adding W to the AgCuTi alloy, is to improve the joint mechanical properties without the need to increase the processing conditions.
3.2. Brazing of Titanium Alloys to Zirconia
The development of dissimilar joining techniques between titanium alloys and zirconia is very attractive since will allow the combination of materials that are considered as potential replacements for superalloys in aircraft turbines due to their low density, high temperature strength retention, and oxidation resistance with an important structure and functional ceramic with high service temperature and thermo-chemical stability.
The challenges on the brazing ZrO2 as a base material are remarkably similar to the ones referring to the brazing that involves the Al2O3 ceramic. Reliable joints can be also obtained by brazing using Ag-based filler metals. However, alloys based on other elements such as Ti can also be used successfully in the brazing of this metal-ceramic system.
Feng et al. [27] investigated the microstructure evolution and mechanical properties of brazed TiAl and ZrO2 joints using Ag-Cu filler metal. The brazing experiments were carried out between 860 and 940 °C for 5 to 30 min under vacuum. The higher shear strength value was observed for the joints produced at 880 °C for 10 min. The representative interfacial structure of the TiAl/ZrO2 joint was TiAl alloy/γ-TiAl/AlCuTi/AlCu2Ti/(Ag)+AlCu2Ti+AlCu4/Cu3Ti3O+TiO/ZrO ceramic. Brazing temperature had a strong influence on the microstructure evolution and shear strength of TiAl/ZrO2 joints. With the brazing temperature increasing, the thickness of the reaction zone adjacent to the TiAl base material and reaction layers next to the ZrO2 ceramic increased obviously, as seen in Figure 6. In addition, an aggregated AlCu2Ti phase distribution is observed at the center of the brazing interface produced at 940 °C. These microstructural changes result in a drastic deterioration of the mechanical properties of the joint.
In another work, Dai et al. [28] investigated the effect of holding time on the TiAl to ZrO2 joints brazed by Ag-Cu filler metal. The brazing experiments were performed at 880 °C with a holding time ranging from 5 to 25 min under vacuum. Sound joints were observed using a holding time of 5 min. The interface is composed of different reaction zones and reveals the presence of distinct phases as AlCu2Ti, (Ag), Cu3Ti3O and TiO. The microstructure of the interface of the joints strongly depends on the holding time. The increase in holding time caused an increase of the AlCu2Ti and Cu3Ti3O+TiO layer thicknesses, as seen in Figure 7. These two reaction layers are the ones that ensure the bonding between both base materials (AlCu2Ti on the TiAl side, and Cu3Ti3O+TiO on the ZrO2 side). The thickness of these two layers needs to be the enough to ensure a strong interface bond. However, if this thickness exceeds a certain value this could promote a weak bonding. In addition, while for 5 and 10 min joints the AlCu2Ti particles are fine and homogeneously distributed, for longer times the agglomeration and growth of these particles are observed. The shear strength decreased for longer times, as these particles can act as the source of micro-cracks leading to the deterioration of the mechanical properties.
As the Ti6Al4V alloy is one titanium alloy widely used in aerospace industries, the possibility of joining this alloy to ZrO2 ceramic is also extremely attractive. A reliable joining of ZrO2 to this titanium alloy results in the excellent fracture toughness, excellent biocompatibility, and good workability, possibly an excellent combination for the production of large and complex components in aerospace industries and biomedical devices.
Dai et al. [29] studied the interfacial reaction behavior and mechanical properties of Ti6Al4V/ZrO2 joints brazed by commercial Ag-Cu filler metal. The brazing experiments were carried out at temperatures ranging from 820 to 900 °C for 10 min in a vacuum furnace. Ti6Al4V alloy can be successfully brazed to ZrO2 ceramic using Ag-Cu filler metal. The joints processed at 870 °C for 10 min exhibited the higher shear strength value of 52 MPa. The interface consisted of Ti2Cu, TiCu, (Ag), Cu3Ti3O and TiO phases that are formed during the brazing process due to the reaction between the brazing filler and the base materials. Figure 8 displays the SEM image of the interface produced at 830 °C for 10 min showing the four distinct regions and the elemental maps distribution images of Ag, Cu, Ti, Al, V and Zr. The increase of brazing temperature below 870 °C did not promote the improvement of the shear strength of the joints due to the increase of the reaction layer thickness.
Although the use of commercial brazing alloys leads to the formation of interfaces without defects, the mechanical properties are lower than expected. This can be explained by weak bonding that occurs due to the formation of brittle phases or even layers with thicknesses that do not allow strong bonding to the ceramic base material. Further, the relief of residual stresses may not be sufficient so as to raise the joint properties. One possibility for improving the mechanical properties of these dissimilar joints may be to use active elements such as Ti, using elements that will promote the formation of more favorable phases, or even alloys that will enhance the diffusion during the bonding process. For instance, Dai et al. [30], investigated the effect of WB addition on the Ag-28Cu (wt%) filler alloy for brazing Ti6Al4V to ZrO2. WB content ranging from 5 to 10 wt% were evaluated for brazing from 830 to 890 °C for 10 min. The addition of WB to Ag-Cu filler metal seems to be effective at promoting the refining of the microstructure of the interface. The reaction of Ti and WB particles is significantly influenced by the brazing temperature; the increase of brazing temperature led to an interface with high amount of TiB whiskers and W particles. The addition of 7.5 wt% of WB in the Ag-Cu promotes the formation of a strong bonding with 83 MPa of shear strength for joints processed at 870 °C.
The employment of amorphous filler alloys can also be an appropriate approach for brazing titanium alloys to ZrO2 ceramic as shown by Liu et al. [31,32]. These authors studied the joining of Ti6Al4V to ZrO2 using Ti-based amorphous filler. Dissimilar brazing was performed at temperatures between 850 and 1000 °C using Ti-28Zr-14Cu-11Ni foil. The temperature of the process causes a significant effect on the production of a defect-free interface. Figure 9 shows the SEM images of the joints interface produced with three different temperatures. A maximum shear strength was obtained for joints processed at 850 °C for 30 min (63 MPa). Microstructural characterization combined with the shear strength values reveal that the formation of the TiO+TiO2+Cu2Ti4O+Ni2Ti4O continuous reaction layer is crucial for the joint’s strength. The increase of temperature led to an overgrowth of a brittle α-Ti phase that impairs the mechanical properties.
Another amorphous filler can be used in order to improve the mechanical properties of these joints. Liu et al. [33] used a Zr-30Cu-10Al-5Ni amorphous filler in the brazing of Ti6Al4V to ZrO2. The brazing experiments were performed at temperatures from 900 to 1000 °C with holding times from 5 to 30 min. The interfacial microstructure is composed of ZrO2_x+TiO/(Zr,Ti)2(Cu,Ni)/(Zr,Ti)2(Cu,Ni,Al)/acicular Widmanstätten structure. The shear strength is strongly affected by the holding time, temperature and cooling rate. The evolution of the microstructure of the interface produced with this amorphous filler with temperature can be observed in Figure 10. The increasing of the temperature, as well as the holding time and cooling rate, led to a decrease in the shear strength values due to the growth of several intermetallic compounds as well as the thickness of ZrO2_x+TiO layer. The optimal brazing parameters were determined as 900 °C for 10 min with a cooling rate of 5 K/min.
In other work [34], the use of Ti-17Zr-50Cu amorphous brazing filler in the brazing of Ti6Al4V to ZrO2 has shown to be efficient. The brazing experiments were conducted at temperatures ranging from 875 to 1000 °C. Microstructural characterization shows that the interface revealed the presence of α-Ti, TiO, Ti2O, Cu2Ti4O, (Ti,Zr)2Cu and CuTi2 phases. Increasing the dwell time up to 30 min, the brittle TiO+Ti2O layer thickness increased, causing a decrease in the shear strength value. The highest shear strength was observed for joints processed at 900 °C for 10 min.
Higher mechanical properties for these dissimilar bonds were reported by Cao et al. [35]. In this study, NiCrSiB amorphous filler foil was used in the brazing of Ti6Al4V and ZrO2 ceramic. The brazing experiments were performed at temperatures ranging from 950 to 1050 °C for 10 min with a pressure of 30 kPa under vacuum. Microstructural characterization revealed that at the interface, several reaction layers are formed composed of TiO, Ti2Ni, Ti5Si3 and β-Ti. An SEM image and the elemental maps distribution images can be observed in Figure 11. Although defect-free joints were produced at 950 °C, the highest shear strength value was observed for joints produced at 1025 °C. These results can be explained due to the fact that with the increase in temperature, the Ti diffusion became more intense and the thickness of the TiO layer increased, also leading to a stronger bonding. Simultaneously, the Ti2Ni amount decreased with an increase of β-Ti.
The brazing conditions and the filler metals reported to obtain reliable joints between titanium alloys and ZrO2 are displayed in Table 2.
Commercial Ag-based fillers seem to be a suitable option to overcome the problem related to wettability and the formation of residual stresses. However, the mechanical properties are lower than the properties of the base materials. For improvement of the mechanical properties of the joints, the addition of elements, such as Ti, B, and W that promote microstructural changes that result in a stronger bonding with the ceramic base material, and additionally allow the relief of the residual stresses that form during cooling from the brazing temperature, is essential. The higher mechanical properties are obtained when amorphous filler alloys are used. These filler alloys have the particularity of accelerating atomic diffusion and surface reaction during the brazing due to the thinner thickness, as well as decreasing the temperature, reducing the residual stresses. However, the conditions of brazing that are needed to achieve the higher strength of the joints are very demanding. Joints with better mechanical properties are obtained at high temperatures, which may compromise the dimensional stability of the component due to the deformation behavior at temperatures of 1000 °C for Ti6Al4V. Other approaches, or even the selection of another bonding process such as diffusion bonding, is essential for the suitable joining between these base materials.
3.3. Brazing of Titanium Alloys to Other Ceramics
Although the published works predominantly focus on ceramics such as alumina and zirconia as the base materials in the dissimilar joining with titanium alloys, other ceramics also exhibit clear advantages establishing them with a lot of interest to use as base materials. An example of such ceramic is ultra high temperature ceramic composites with high melting temperatures, high hardness, thermo-chemical stability, high thermal and electrical conductivity and shock resistance suitable for use in environments where high temperature, high thermal fluxes, and severe surface stresses are involved. The joining of a metallic part offers the possibility of other prospects for the design of the components.
Valenza et al. [36] studied the Ti6Al4V/ZrB2-SiC joints using an Ag-based braze alloy and a Cu interlayer. The brazing experiments were performed at temperatures of 1050 °C using an Ag-based alloy and at 1050 and 950 °C using a Cu interlayer. The joints produced with Ag-based filler reveal a sound interface with a shear strength of 79 MPa. The use of a Cu interlayer promotes the formation of several intermetallic compounds that will compromise the mechanical properties. Figure 12 shows the SEM image of the joint interface produced at 1050 °C using a Cu interlayer, and the elemental maps distribution images obtained by EDS revealing the elements present at the interface. In other work by the same authors [37] it was evaluated the brazing of Ti6Al4V to ZrB2 and ZrB2-SiC using a Ni-based interlayer. The interlayer was prepared by the mixture of B-Ni 50 at% powder. The joining experiments were performed at 1100 °C for 5 min. The results showed that a complex interface is formed under these bonding conditions, but no defects are observed using ZrB2 and ZrB2-SiC, as seen in Figure 13. In spite of not observing great differences with respect to the microstructure of the interface, with respect to the mechanical resistance of the joints, using ZrB2 and ZrB2-SiC significantly affects the obtained values. The ZrB2/NiB/Ti6Al4V fails during the shear tests in the resulting of cracks on the ceramic side, while for ZrB2-Sic/NiB/Ti6Al4V, joints exhibited a shear strength value of 74 MPa.
Whilst it is possible to obtain sound joints between the Ti6Al4V/ZrB2-SiC using commercial filler alloys, the shear strength values are low. In order to improve the shear strength of these dissimilar joints, the use of other filler materials is essential. For instance, Yang et al. [38] used a Ti/Cu filler alloy produced by rolling. The brazing experiments were conducted at temperatures ranging from 900 to 960 °C for 10 min. A defect-free interface can be obtained at 920 °C using this filler material with a shear strength value of 90.7 MPa. The interfacial microstructure is composed of TiC, TiB, (Ti,Zr)2Si, Ti2Cu and Ti5Si4 phases. TiB whisker formation has an effective influence on the strengthening of the joints.
Other authors [39] achieved better results on the brazing of Ti6Al4V to ZrB2-SiC ceramic using TiCu-based amorphous filler. The brazing temperature used was 910 °C, with a dwell time ranging from 10 to 50 min under 1.4 kPa of contact pressure. The filler used was a TiCu-based material with a chemical composition of Ti-41.83Cu-19.76Zr-8.19Ni (at%). A defect-free interface was obtained at this temperature, with a dwell time of 1200 s. An intense diffusion was observed between the base materials and filler alloy during the joining process. The authors proposed a possible mechanism for the joint formation that can be observed in Figure 14. The initial step of the brazing mechanism consists of the filler beginning to melt (Figure 14d) and wetting the surface of base materials (Figure 14e). Concomitantly, partial base materials were dissolved into the molten alloy. Ti5Si3, TiC, TiB, TiB2, Ti2Cu and TiCu phases (Figure 14f–h). The formation of (Ti,Zr)2(Cu,Ni) and β-Ti occurred during the cooling process (Figure 14i). This is an explicit example of the strong relationship between the formation of a complex interface with the grain boundary wetting and grain boundary diffusion phenomena. It is found that the shear strength changes with the holding time due to the amount of eutectic structure and brittle intermetallic compounds formed at the interface. A maximum shear strength value of 345 MPa was observed for joints processed for 20 min.
ZrC-SiC is another ultra high temperature ceramic that, due to the outstanding properties, is an ideal candidate for structural applications, such as rocket engines, structural components or diffusion barriers in the nuclear industry. However, the joining of this ceramic to metallic parts is essential for the implementation in these sectors. The dissimilar joining with titanium alloys seems to be an extremely attractive approach for its wide applications. Shi et al. [40] used a commercial AgCuTi braze alloy to obtain Ti6Al4V/ZrC-SiC joints. The assembly of the base materials and braze alloy was heated using several temperatures from 790 to 870 °C, for times between 1 to 15 min under a pressure of 600 kPa. The bonding on the Ti6Al4V was ensured by the reaction between the liquid braze alloy with this base material forming Cu-Ti and a diffusion layer. On the side of the ceramic material, the formation of Ti3SiC2 and TiC phases are observed due to the Ti diffusion across the interface. The temperature and time of the joining process have a substantial influence on the microstructure of the interface. Figure 15 shows the microstructure evolution of the interface with the temperature. The thickness of the layers increases with raising of the brazing temperature, as well as induces the formation and size of Cu-Ti compounds. The maximum shear strength value of 39 MPa was observed for the joint produced at 810 °C for 5 min.
Ti-based alloys can be additionally employed to join Ti6Al4V to ZrC-SiC ceramic. Shi et al. [41] used a Ti-15Cu-15Ni filler to bond these base materials. The brazing temperature selected was between 930 and 990 °C with a dwell time ranging from 10 min under 1.5 kPa. A defect-free interface was obtained at 970 °C for 10 min. The interface was divided into four reaction layers composed of TiC, T2(Ni, Cu) and α-Ti phases. A model of microstructure evolution during the brazing process can be observed in Figure 16. Increasing the temperature led to an intense reaction that results in the growing of TiC layer and a decrease in the formation of Ti-Ni-Cu intermetallic compounds (IMCs). The maximum shear strength value of 43 MPa was observed for the joint produced at 970 °C. This result is explained due to the fact that at this brazing temperature, the defect is at the interface as pores and cracks are eliminated. However, the residual stresses forming at this temperature did not allow the improvement in the value of the strength of the joint.
Ti3SiC2 ceramic is another material that can be very interesting to join with titanium alloys. This ceramic is known as a ductile ceramic as some of its properties were similar to the ones of the metals, and is considered as a promising material to be applied in electric conductive components as well as nuclear applications. The joining of titanium alloys and the Ti3SiC2 ceramic can be one possibility for widening the application fields. A Ni interlayer can be used for bonding Ti6Al4V to Ti3SiC2 ceramic as Xia et al. [42] demonstrated. These authors have conducted the brazing experiments at temperatures ranging from 970 to 1060 °C, with a holding time from 5 to 30 min under a pressure of 3 kPa. At 1000 °C for 10 min, it is possible to observe a defect-free interface with the highest shear strength of 126 MPa. The reaction between the Ni interlayer and the base materials promote the formation of an interface composed of Ti6Al4V/α-Ti+Ti2Ni+β-Ti/Ti3AlC+TiC+Ti2Ni+Ti5Si3Cx+Ti2NiAl/Ti3SiC2 phases. The interface microstructure is affected by the temperature and, when the joints are processed at higher temperatures, the width of the interface increases and the amount of Ti2Ni phase decreases.
4. Diffusion Bonding
In the diffusion bonding process, the joining is ensured by the diffusion solid-state between the base materials. Coalescence of the faying diffusion surfaces is accomplished through the application of pressure at the raised temperature. No melting and limited macroscopic deformation or relative motion of distinct parts occur during bonding. Interlayers can be used between the faying surfaces in order to promote an intimate contact, or even to improve the diffusion across the interface. The first condition for diffusion bonding is to achieve a good contact between the surfaces to be joined, and so the surface preparation quality is an important parameter for the success of this process. As already mentioned, the preparation of the surface of the ceramic materials is a challenge and this can be a problem for this joining process. Furthermore, as the diffusion is responsible for ensuring the bonding, the process needs to be performed at temperatures and times high enough to allow the reaction layers formation. Pressure is, furthermore, a relevant parameter and can be applied, not only to promote a more intimate contact between the mating surfaces, but also to improve the diffusion during the process. Diffusion bonding can be a suitable option for the production of dissimilar joints. It has created interest as a means of joining metal to ceramics, and successes have been realized by controlling the microstructure of the interfaces formed.
It is known that titanium is a fundamental element when it comes to the bonding between metals and ceramics. As mentioned, when titanium is added to the brazing alloys, the diffusion is accelerated, which promotes the formation of strong reaction layers with a beneficial effect on the mechanical behavior of the joints. For this reason, some of the published works [43,44,45,46,47] are dedicated to the development of diffusion bonding between pure titanium and ceramics such as alumina and zirconia. Despite being a less appealing bonding process due to economic issues, some researchers have devoted attention to the development of the diffusion bonding process to obtain sound joints with appreciable mechanical properties.
Kliauga and Ferrante [43] and Travessa et al. [44] identified the interface compounds formed during the diffusion bonding of pure titanium and Al2O3. The diffusion bonding was performed at temperatures ranging from 700 to 1000 °C, for bonding times from 120 and 180 min, with a pressure of 15 MPa under vacuum. The results have shown the temperature and bonding time has a determined effect on the quality of the joint. For lower temperature, longer times are essential to obtain a bond between the base materials. However, interfaces free of defects are observed for joints processed at 900 and 1000 °C. The bonding is ensured by the formation of a reaction layer composed of equiaxed grains of Ti3Al that can be observed in the transmission electron microscopy (TEM) image of Figure 17.
Rocha et al. [45] also studied the interfaces of Ti/Al2O3 joints produced by diffusion bonding. Diffusion bonding experiments were performed at 800 °C for 90 min under a pressure of 5 MPa. Microstructural characterization reveals that interfaces composed by two reaction layers are comprised of TiAl and Ti3Al grains. Based on these works, it can be observed that, although it is possible to obtain a bond between pure titanium and Al2O3 at low temperatures and pressure, the microstructure of the interface consists of layers of two intermetallic compounds that cause a detrimental effect on the properties of the joint. This can be overcome with increasing temperature, time, and pressure, in order to obtain joints with a uniform interface with more superior mechanical properties. However, this increase in process parameters becomes less appealing for this process to be implemented at the industrial level.
Pan et al. [46] investigated the effect of electric field on interfacial microstructure and shear strength of diffusion bonded Ti/Al2O3 joints. The diffusion bonding experiments were conducted at a different temperature ranging from 850 to 900 °C for times between 60 and 120 min under 5 MPa of pressure, with an electric field from 0 to 1500 V. High-purity argon was used as the atmosphere. These base materials were joint at 900 °C for 60 min and the electric field application has a substantial effect on the microstructure of the interface as can be seen in Figure 18. The interface can be divided into regions: A TiO2 layer with TiAl particles, and a Ti layer with Ti3Al disperse. TEM images showing the microstructure features of these reaction layers are presented in Figure 19. The shear strength of Ti/Al2O3 joints reaches the 110.1 MPa, which are improved by 50.2% under a 1100 V electric field at 900 °C for 120 min, compared with that without electric field treatment. The diffusion bonding temperature and time can be decreased by applying the electric field without shear strength loss of the joints, which could weaken the negative effects of the high temperature and long joining time. This can be due to an increase in the diffusion distances of the elements (O, Al and Ti) with increasing of the electric field. However, this effect is only valid for a range of values for high voltage, as an increase in the thickness of the reaction layer is observed that is detrimental to the mechanical behavior of the joint. In this research, the significance of analyzing and identifying phases at the nanoscale is demonstrated to relate the chemical composition of the interface and the microstructure with the mechanical properties. Thus, the interfacial phenomena of kinetic/thermodynamic at the nanoscale, prove to be of extreme importance to be studied and understood, since they can govern and influence the macroscopic properties of the joints.
The use of interlayers in the diffusion bonding of titanium and titanium alloys to ceramic materials is essential to inhibit the formation of microcracks due to the thermal expansion mismatch between the base materials during the cooling from bonding temperature, and to promote an intimate contact between the mating surfaces, as well as improving the diffusion across the interface. For these reasons, some researchers have devoted attention to the development of the diffusion bonding process with interlayers in order to bond, not only pure titanium, but also their alloys.
Correia et al. [47] characterized the diffusion joints of ZrO2 to titanium and to titanium alloys. The bonding experiments were conducted at temperatures ranging from 1162 to 1494 °C in an inert atmosphere under a 5 MPa of pressure for times of 15 to 180 min, with and without a Pt interlayer. The results have shown that joints produced between ZrO2 and pure titanium without an interlayer can be obtained merely at 1328 and 1494 °C. The interface consists of two reaction layers composed of (Ti,Zr)2O and (Ti,Zr)O2 phases. The bonding temperature for this joint can be decreased using an interlayer of Pt at 1162 and 1245 °C. A larger microstructure is formed at the interface with the presence of seven reaction layers composed of (Ti,Zr)Pt3, (Ti,Zr)3Pt5, Ti-Pt intermetallic phases and Pt(Zr,Ti) solid solution. For the Ti6Al4V/ZrO2 system, the use of a Pt interlayer seems equal to improve the diffusion bonding process. The main difference relative to the joints with pure titanium as base material is the formation of an oxide layer at 1245 °C for 90 min that can compromise the mechanical behavior. Figure 20 shows the SEM images that evidence the microstructure features for the joints produced with titanium or a titanium alloy as the base material and with the interlayer.
Barrena et al. [48] studied the diffusion bonding of Ti6Al4V to Al2O3 using an Ag-Cu interlayer. The diffusion bonding process was conducted at 750 °C under 3 MPa, with bonding times ranging from 10 to 60 min in a vacuum furnace. The interlayer was deposited on the Al2O3 base material through the electron beam evaporation process with a thickness of 60 μm and a chemical composition of 72 wt% of Ag and 28 wt% of Cu. The interface is composed of several reaction layers constituted of combinations of silver and intermetallic phases of the Ti-Cu system. The reaction layers’ chemical composition and thickness were strongly influenced by the bonding time. A high-quality joint is guaranteed when bonding conditions of 750 °C for 10–30 min with 3 MPa uniaxial load under vacuum were applied. The highest shear strength value was observed for joints produced with a bonding time of 30 min. Figure 21 shows the SEM images of the joint interfaces produced with different dwell times. Microstructural evolution revealed that long bonding times promote oxide formation and a discontinuous joint interface.
The use of an interlayer on the dissimilar diffusion bonding of titanium alloys and ceramics seems to remain key for the process. Cao et al. [49] have shown that microcracks are consistently observed for the diffusion bonds between TiAl and Ti3AlC2 base materials processed at 950, 1000, 1050 and 1100 °C. Different interlayers can be used in order to adjust and minimize the issues during the joining process, which are observed in the metal/ceramic joints. Using a Ti/Ni interlayer, it is possible to obtain the highest shear strength value of 151.6 MPa, produced at 920 °C for 60 min under 30 MPa of pressure.
Liu et al. [50] evaluated the diffusion bonding of TiAl alloy to Ti3SiC2 ceramic with and without a Ni interlayer. The bonding was conducted in the temperature range from 950 to 1100 °C, for 60 min under a pressure of 30 MPa. A sound and homogeneous interface is produced by diffusion bonding of these materials at 1000 °C for 60 min. The interfacial microstructure is divided into different reaction layers composed of TiAl/Ti3Al5/TiAl2+Ti5Si3/Ti5Si3/Ti3SiC2 phases. Increasing the temperature led to the formation of microcracks that compromise the mechanical properties of the joints. Using a Ni foil as an interlayer allowed the decreasing of the bonding temperature to 950 °C. However, a more complex interface is observed. The interfacial microstructure of TiAl/Ni/Ti3SiC2 joint from TiAl to Ti3SiC2 side could be divided into Al3NiTi2, AlNi2Ti, Ni3(Al,Ti), (Ni), Ni17Si3, Ni31Si12, Ni16Ti6Si7+Ti3SiC2 and TiNi+Ti3SiC2, respectively. The use of a Ni interlayer, in spite of promoting the formation of a more complex interface, allows the increase of the mechanical strength of the joint, raising from 20 to 52.3 MPa. In another investigation, Liu et al. [51] studied the diffusion joints of TiAl to Ti3AlC2, but used Zr and Ni foils as interlayers. The bonding experiments were carried out in a high vacuum heating apparatus with temperatures ranging from 800 to 1050 °C, under a 30 MPa of pressure for 60 min. The joints performed at 850 °C for 60 min exhibited a well-bonded interface without defects, as can be seen in the SEM images of Figure 22. The microstructure of the interface is very complex, composed by several reaction layers. The regions detected on the interface are composed of Al3NiTi2, Al3NiTi2, AlNi2Ti, Ni10Zr7, Ni7Zr2, Ni5Zr, Ni and Ni3(Al,Ti). The bonding temperature fulfilled a critical role in the microstructure of the interface, due to the diffusion and reaction of Ni with the other elements of the interface. Microcracks are developed when the bonding temperature is 1050 °C. The highest shear strength of 103.6 MPa was observed for the joints produced at 850 °C for 60 min.
The possibility of joining of Ti3SiC2 ceramic to other titanium alloys shows to be vastly interesting. The bonding of TiNi alloys with Ti3SiC2 ceramic has attracted the attention of some research teams [52,53] due to the possibility of obtaining a unique combination of higher damping capacity. Basu et al. [52] investigated the diffusion bonding of TiNi and Ti3SiC2. The experiments were conducted at temperatures ranging from 1000 to 1300 °C for 10 min under vacuum. Microstructural characterization revealed that it is possible to obtain a sound and homogeneous interface produced at 1100 and 1200 °C. The interface at 1100 °C is composed of Ti3SiC2, Ti5Si3Cx+TiC1−y, NiTiSi+Ni3Ti2Si, Ni2Ti3Si, NiTi, and at 1200 °C the authors observed the formation of Ti3SiC2, NiTiSi+TiC1−y, Ni2Ti3Si and NiTi. Kothalkar et al. [53] have also shown that the diffusion bonding of TiNi and Ti3SiC2 ceramic can be equally performed at lower temperatures (800 to 1000 °C) using longer dwell times from 60 to 600 min.
Other ceramic materials can be also bonded with success by diffusion bonding. Yu et al. [54] performed diffusion bonds of Ti6Al4V to Ti2SnC ceramic using a pure Cu interlayer. The diffusion bonding experiment was performed at 750 °C for 10 to 60 min under 10 MPa. The results demonstrated that Sn can diffuse out from Ti2SnC grains and into Cu foil. Simultaneously, Cu atoms could migrate along Ti2SnC grain boundaries. With the increasing processing time, Sn atoms have been accumulated at the side adjacent to Ti6Al4V, while Ti diffused into Cu-Sn to decrease the reaction of Sn. The interface produced during 60 min is comprised of reaction layers consisted of interleaved β-Cu(Sn) and α-Cu(Sn), an enriched zone of Sn and intermetallic phase Cu-0.5Ti-0.5Sn, the intermetallic compound zones composed of TiCu4 and Ti3Cu4 and a zone of β-Ti (Cu) phase. Shear test results showed that the maximum strength reached 86 MPa.
Although it is possible to obtain sound joints by diffusion bonding between titanium and titanium alloys to various ceramic materials, the processing conditions are extremely demanding and brittle phases are formed which compromise the mechanical behavior of the joint. These problems can be overcome by the use of interlayers which will allow, not only the reduction of processing conditions, but also control the microstructure of the interface so as to be more beneficial in terms of mechanical strength. The selection of these interlayers has to be made according to the system under study and can be used freestanding or be deposited on the surface of the ceramic material. This approach has the advantage of promoting a quality surface that results in a better-quality joint.
Promising studies have revealed that reactive multilayers are an auspicious interlayer for bonding similar and dissimilar titanium alloys. Particularly, Ni/Al and Ni/Ti multilayers provide a unique opportunity to drastically improve conventional bonding technologies by acting as local heat sources and enhancing the diffusivity across the interface [15,16,17,18]. This may be a good approach to apply to diffusion bonding between metals and ceramics in order to produce joints with desirable mechanical properties. For example, Cao et al. [55] tested the application of these reactive multilayers to bond TiAl alloy to TiC. Ni/Al multilayers were deposited on the TiAl base material by magnetron sputtering. The diffusion bonding experiments were conducted at temperatures ranging from 700 to 900 °C for 10 min under 40 MPa. Sound interfaces were observed even for joints processed at the lower temperature. The bonding was assured by the reaction of the multilayers and with the reaction of these multilayers with the base materials. These reactions result in the formation of an interface with a layered microstructure constituted by different phases of the Ni-Al and Al-Ni-Ti systems. Despite the encouraging results reported on the use of these reactive multilayers to assist bonding between dissimilar materials, the development of this process should be carried out in the future in order to make this option feasible to implement in the bonding of titanium alloys to ceramic materials.
The strength of diffusion-bonded ceramic/metal joints strongly depends on the nature and microstructure of the interface between the joining materials. The effect of a reaction layer on the interface mechanical behavior depends on a number of factors, like the mechanical properties of the reaction layer, its thickness, and morphology. As soon as the thickness of some phases increases, the joint strength, at first, rises due to the creation of a strong and integral bond and then reaches a maximum at a certain value, and hereafter decreases as the interface continues to grow. Therefore, the reaction layer thickness must be controlled to ensure good joint strength.
5. Transient Liquid Phase (TLP) Joining
Transient liquid phase (TLP) joining could represent a suitable approach to obtain yield reliably strong interfaces at lower joining temperatures. The concept of this process consists of the use of a combination of interlayers that are designed to form thin liquid layers at low temperatures. The core layer remains solid during joining. As the overall composition of the interlayer lies in a solid solution phase field, thus, the liquid is not stable and disappears due to interdiffusion. While the (transient) liquid is present, it fills interfacial gaps and facilitates joint formation. The re-melting temperature of the homogenized interlayer exceeds the original joining temperature. Alternatively, the liquid film can be chemically stable but morphologically unstable. In this case, a thin liquid film interspersed between a ceramic and a solid core layer can promote rapid diffusion and the development of intimate contact between the ceramic and core layer metal. The growth of ceramic–core layer contact progressively decreases the fraction area of liquid along the interface [56].
In the TLP process, as opposed to the brazing process, the particular selection of the interlayer materials and the use of a prolonged heat treatment allows for isothermal solidification and results in interfaces possessing potential service temperatures higher than the joining temperature itself. Such a process is attractive for joining ceramics to metals and composites. Although the TLP joining process presents clear advantages to promote the joining between titanium alloys and ceramics, only a few research teams have been dedicated to evaluating the possibility of bonding titanium to ceramic materials by this process. Lemus-Ruiz et al. [57] considered the possibility of the joining of titanium to Al2O3 ceramic through a liquid state bonding process. The surface of Al2O3 base material changed by the deposition of 2 and 4 µm thick Mo layer by chemical vapor deposition process. An Au-foil with 99.98% purity was used as an interlayer. The joining experiments were performed at 1100 °C during different bonding times under vacuum. Successful joints were obtained at 1100 °C. Joints of Al2O3-Mo/Au/Ti combinations are formed through the formation of a reactive interface on the metal side of the sample as a result of diffusion and interaction of Au with Ti and Mo-coating and it can be explained since diffusion is more difficult in ceramics than metals. Liquid formation plays a significant role in the joining process, because it increases the rate of the interface formation, improving the contact area between the bonding materials. More research should be done in order to implement, not only this process for pure titanium, but also for the most commonly used commercial alloys.
6. Conclusions
The possibility of combining the extraordinary properties of the titanium alloys with other materials such as advanced ceramics through dissimilar bonding can allow the development of components, not only with complex geometries, but also with a combination of properties exceeding the limitations of these materials when used individually. However, the dissimilar joining of metal and ceramics presents several challenges that lead to being difficult to obtain a microstructural and mechanical soundness of the joints.
Residual stresses formation at the interface is crucial in these dissimilar joints due to the CTE mismatch of the base materials, but other factors such as bonding parameters (temperature, pressure and holding times) and surface quality also have a major influence on joint reliability. The most appropriate methods for dissimilar bonding of metals to ceramics are brazing, diffusion bonding, and transient liquid phase (TLP) bonding. For the joining of titanium alloys to ceramics, brazing appears to be the most promising and cost-effective process, although diffusion bonding and TLP bonding have clear advantages in the production of reliable joints.
In the brazing, the use of commercial fillers such as Ag-based and Ti-based alloys allow the production of titanium alloys and ceramics joints with apparent soundness. However, the phases formed, the thickness of the reaction layers, and the formation of residual stresses do not allow joints with notable mechanical properties to be obtained. The addition of elements, such as B, T, and W, to the filler alloys leads to an increase in the mechanical properties of the joint as it is promoting the formation of finer microstructures and reduces and accumulates the residual stresses that form during cooling from the brazing temperature.
Although it is possible to obtain sound joints by diffusion bonding between titanium and titanium alloys to ceramics, the processing conditions are extremely demanding and brittle phases are formed which compromise the mechanical behavior of the joint. These problems can be overcome by the use of interlayers which will allow, not only the reduction of processing conditions, but also control the microstructure of the interface so as to be more beneficial in terms of mechanical strength. The selection of these interlayers has to be made according to the system under study and can be used freestanding or be deposited on the surface of the base materials. This approach has the advantage of promoting a quality surface that results in a better-quality joint.
The TLP bonding process presents clear advantages to promote the bonding between titanium alloys and ceramics but more investigations are still necessary to allow its successful implementation.
The selection of the bonding process, as well as the suitable processing conditions for preparing metal/ceramic joints, requires a high knowledge of the reaction mechanism between the base materials and the formation and evolution of the interface. As these mechanisms are very complex, a high process control is essential for the implementation of the joining between metals and ceramics. However, this implementation is crucial for the production of unique and advanced components with considerable importance for several application areas.
Funding
This work was financially supported by: Project-POCI-01-0145-FEDER-031579—funded by FEDER funds through COMPETE2020-Programa Operacional Competitividade e Internacionalização (POCI) and by national funds (PIDDAC) through FCT/MCTES.
Conflicts of Interest
The author declares no conflict of interest.
References
- Leyens, C.; Peters, M. Titanium and Titanium Alloys: Fundamentals and Applications; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003; pp. 89–145. ISBN 9783527305346. [Google Scholar]
- Dai, J.; Zhu, J.; Chem, C.; Weng, F. High temperature oxidation behavior and research status of modifications on improving high temperature oxidation resistance of titanium alloys and titanium aluminides: A review. J. Alloys Compd. 2016, 685, 784–798. [Google Scholar] [CrossRef]
- Bewlay, B.P.; Weimer, M.; Kelly, T.; Suzuki, A.; Subramanian. The science, technology and implementation of TiAl alloys in commercial aircraft engines. MRS Symp. Proc. 2013, 1516, 49–58. [Google Scholar] [CrossRef]
- Dimiduk, D.M. Gamma titanium aluminide alloys-an assessment within the competition of aerospace structural materials. Mater. Sci. Eng. A 1999, 263, 281–288. [Google Scholar] [CrossRef]
- Cao, J.; Qi, J.; Song, X.; Feng, J. Welding and joining of titanium aluminides. Materials 2014, 7, 4930–4962. [Google Scholar] [CrossRef] [PubMed]
- Akselsen, O.M. Joining of Shape Memory Alloys. In Shape Memory Alloys; Cismasiu, B., Ed.; IntechOpen: London, UK, 2010; ISBN 978-953-307-106-0. [Google Scholar]
- Chau, E.T.F.; Friend, C.M.; Allen, D.M.; Hora, J.; Webster, J.R. A technical and economic appraisal of shape memory alloys for aerospace applications. Mater. Sci. Eng. A 2006, 438–440, 589–592. [Google Scholar] [CrossRef]
- Calkins, F.T.; Mabe, J.H. Shape memory alloy based morphing aerostructures. J. Mech. Des. 2010, 132. [Google Scholar] [CrossRef]
- Cao, R.; Sun, J.H.; Chen, J.H. Mechanisms of joining aluminium A6061-T6 and titanium Ti–6Al–4V alloys by cold metal transfer technology. Sci. Technol. Weld. Join. 2013, 18, 425–433. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P. Metallurgical strategies for the joining of titanium alloys with steels. Adv. Eng. Mater. 2018, 20. [Google Scholar] [CrossRef]
- Glatz, W.; Clemens, H. Diffusion bonding of intermetallic Ti-47Al-2Cr-0.2Si sheet material and mechanical properties of joints at room temperature and elevated temperatures. Intermetallics 1997, 5, 415–423. [Google Scholar] [CrossRef]
- Xue, Z.; Yang, Q.; Gu, L.; Hao, X.; Ren, Y.; Geng, Y. Diffusion bonding of TiAl based alloy to Ti-Al-4V alloy using amorphous interlayer. Mater. Sci. Eng. Technol. 2015, 46, 40–46. [Google Scholar] [CrossRef]
- Shiue, R.H.; Wu, S.K. Infrared brazing Ti50Ni50 and Ti-6Al-4V using the BAg-8 braze alloy. Mater. Trans. 2005, 46, 2057–2066. [Google Scholar] [CrossRef]
- Shiue, R.K.; Wu, S.K.; Chen, Y.T.; Shiue, C.Y. Infrared brazing of Ti50Al50 and Ti6Al4V using two Ti-based filler metals. Intermetallics 2008, 16, 1083–1089. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Reaction zone formed during diffusion bonding of TiNi to Ti6Al4V using Ni/Ti nanolayers. J. Mater. Sci. 2013, 58, 7718–7727. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. TEM and HRTEM characterization of TiAl diffusion bonds using Ni/Al nanolayers. Microsc. Microanal. 2015, 21, 132–139. [Google Scholar] [CrossRef] [PubMed]
- Simões, S.; Viana, F.; Ramos, A.S.; Vieira, M.T.; Vieira, M.F. Reaction-assisted diffusion bonding of TiAl alloy to steel. Mater. Chem. Phys. 2016, 171, 73–82. [Google Scholar] [CrossRef]
- Simões, S.; Ramos, A.S.; Viana, F.; Vieira, M.T.; Vieira, M.F. Joining of TiAl to steel by diffusion bonding with Ni/Ti reactive multilayers. Metals 2016, 6, 96. [Google Scholar] [CrossRef]
- Aldinger, F.; Weberruss, V.A. Advanced Ceramics and Future Materials: An Introduction to Structures, Properties, Technologies, Methods; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2010; pp. 170–260. ISBN 978-3-527-32157-5. [Google Scholar]
- Richerson, D.W.; Lee, W.E. Modern Ceramic Engineering: Properties, processing, and Use in Design, 4th ed.; Taylor & Francis Group: Boca Raton, FL, USA, 2018; ISBN 9781498716918. [Google Scholar]
- Uday, M.B.; Ahmad-Fauzi, M.N.; Alias, M.N.; Srithar, R. Current Issues and Problems in the Joining of Ceramic to Metal. In Joining Technologies; Ishak, M., Ed.; IntechOpen: London, UK, 2016; pp. 159–193. ISBN 978-953-51-2597-6. [Google Scholar]
- Yang, Z.; Lin, J.; Wang, Y.; Wang, D. Characterization of microstructure and mechanical properties of Al2O3/TiAl joints vacuum-brazed with Ag-Cu-Ti+W composite filler. Vacuum 2017, 143, 294–302. [Google Scholar] [CrossRef]
- Niu, G.B.; Wang, D.P.; Yang, Z.W.; Wang, Y. Microstructure and mechanical properties of Al2O3 ceramic and TiAl alloy joints brazed with Ag-Cu-Ti filler metal. Ceram. Int. 2016, 42, 6924–6934. [Google Scholar] [CrossRef]
- Niu, G.B.; Wang, D.P.; Yang, Z.W.; Wang, Y. Microstructure and mechanical properties of Al2O3/TiAl joints brazed with B powders reinforced Ag-Cu-Ti based composite fillers. Ceram. Int. 2017, 43, 439–450. [Google Scholar] [CrossRef]
- Yang, M.; Lin, T.; He, P.; Huang, Y. In situ synthesis of TiB whisker reinforcements in the joints of Al2O3/TC4 during brazing. Mater. Sci. Eng. A 2011, 528, 3520–3525. [Google Scholar] [CrossRef]
- Qiu, Q.; Wang, Y.; Yang, Z.; Wang, D. Microstructure and mechanical properties of Al2O3 ceramic and Ti6Al4V alloy joint brazed with inactive Ag-Cu and Ag-Cu+B. J. Eur. Ceram. Soc. 2016, 36, 2067–2074. [Google Scholar] [CrossRef]
- Feng, J.; Dai, X.; Wang, D.; Li, R.; Cao, J. Microstructure evolution and mechanical properties of ZrO2/TiAl joints vacuum brazed by Ag-Cu filler metal. Mater. Sci. Eng. A 2015, 639, 739–746. [Google Scholar] [CrossRef]
- Dai, X.; Cao, J.; Liu, J.; Su, S.; Feng, J. Effect of holding time on microstructure and mechanical properties of ZrO2/TiAl joints brazed by Ag-Cu filler metal. Mater. Des. 2015, 87, 53–59. [Google Scholar] [CrossRef]
- Dai, X.; Cao, J.; Liu, J.; Wang, D.; Feng, J. Interfacial reaction behavior and mechanical characterization of ZrO2/TC4 joint brazed by Ag-Cu filler metal. Mater. Sci. Eng. A 2015, 646, 182–189. [Google Scholar] [CrossRef]
- Dai, X.; Cao, J.; Wang, Z.; Wang, X.; Chen, L.; Huang, Y.; Feng, J. Brazing ZrO2 ceramic and TC4 alloy by novel WB reinforced Ag-Cu composite filler: Microstructure and properties. Ceram. Int. 2017, 43, 15296–15305. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, J.; Zhang, Y.; Guo, Z.; Yang, Y. Joining of zirconia and Ti-6Al-4V using a Ti-based amorphous filler. J. Mater. Sci. Technol. 2011, 27, 653–658. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, J.; Zhang, Y.; Guo, Z. Interface microstructure of the brazed zirconia and Ti-6Al-4V using Ti-based amorphous filler. Sci. Sinter. 2013, 45, 313–321. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, J.; Shen, P.; Guo, Z.; Liu, H. Effect of fabrication parameters on interface of zirconia and Ti-6Al-4V joints using Zr55Cu30Al10Ni5 amorphous filler. J. Mater. Eng. Perform. 2013, 22, 2602–2609. [Google Scholar] [CrossRef]
- Liu, Y.H.; Hu, J.D.; Shen, P.; Han, X.H.; Li, J.C. Microstructural and mechanical properties of jointed ZrO2/Ti-6Al-4V alloy using Ti33Zr17Cu50 amorphous brazing filler. Mater. Des. 2013, 47, 281–286. [Google Scholar] [CrossRef]
- Cao, J.; Song, X.G.; Li, C.; Zhao, L.Y.; Feng, J.C. Brazing ZrO2 ceramic to Ti-6Al-4V alloy using NiCrSiB amorphous filler foil: Interfacial microstructure and joint properties. Mater. Charact. 2013, 81, 85–91. [Google Scholar] [CrossRef]
- Valenza, F.; Artini, C.; Passerone, A.; Muolo, M.L. ZrB2-SIC/Ti6Al4V joints: wettability studies using Ag- and Cu-based braze alloys. J. Mater. Sci. 2012, 47, 8439–8449. [Google Scholar] [CrossRef]
- Valenza, F.; Artini, C.; Passerone, A.; Cirillo, P.; Muolo, M.L. Joining of ZrB2 ceramics to Ti6Al4V by Ni-based interlayers. J. Mater. Eng. Perform. 2014, 23, 1555–1560. [Google Scholar] [CrossRef]
- Yang, W.; He, P.; Xing, L.; Lin, T. Microstructural evolution and mechanical properties of ZrB2-SiC/Cu/Ti/Ti6Al4V brazing joints. Adv. Eng. Mater. 2015, 17, 1556–1561. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, G.; Cao, W.; Xu, H.; Huang, Z.; Zhu, D. Brazing ZrB2-SiC ceramics to Ti6Al4V alloy with TiCu-based amorphous filler. J. Manuf. Process. 2017, 30, 516–522. [Google Scholar] [CrossRef]
- Shi, J.M.; Feng, J.C.; Tian, X.Y.; Liu, H.; Zhang, L.X. Interfacial microstructure and mechanical property of ZrC-SiC ceramic and Ti6Al4V joint brazed with AgCuTi alloy. J. Eur. Ceram. Soc. 2017, 37, 2769–2778. [Google Scholar] [CrossRef]
- Shi, J.M.; Zhang, L.X.; Pan, X.Y.; Tian, X.Y.; Feng, J.C. Microstructure evolution and mechanical property of ZrC-SiC/Ti6Al4V joints brazed using Ti-15Cu-15Ni filler. J. Eur. Ceram. Soc. 2018, 38, 1237–1245. [Google Scholar] [CrossRef]
- Xia, Y.H.; Wang, Y.; Yang, Z.W.; Wang, D.P. Contact-reactive brazing of Ti3SiC2 ceramic to TC4 alloy using Ni interlayer: Interfacial microstructure and joining properties. Ceram. Int. 2018, 44, 11869–11877. [Google Scholar] [CrossRef]
- Kliauga, A.M.; Ferrante, M. Interface compounds formed during the diffusion bonding of Al2O3 to Ti. J. Mater. Sci. 2000, 35, 4243–4249. [Google Scholar] [CrossRef]
- Travessa, D.; Ferrante, M. The Al2O3-titanium adhesion in the view of the diffusion bonding process. J. Mater. Sci. 2002, 37, 4385–4390. [Google Scholar] [CrossRef]
- Rocha, L.A.; Ariza, E.; Costa, A.M.; Oliveira, F.J.; Silva, R.F. Electrochemical behavior of Ti/Al2O3 interfaces produced by diffusion bonding. Mater. Res. 2003, 6, 439–444. [Google Scholar] [CrossRef]
- Pan, R.; Wang, Q.; Sun, D.; He, P. Effects of electric field on interfacial microstructure and shear strength of diffusion bonded α-Al2O3/Ti joints. J. Eur. Ceram. Soc. 2015, 35, 219–226. [Google Scholar] [CrossRef]
- Correia, R.N.; Emiliano, J.V.; Moretto, P. Microstructure of diffusional zirconia-titanium and zirconia-(Ti-6wt% Al-4 wt% V) alloy joints. J. Mater. Sci. 1998, 33, 215–221. [Google Scholar] [CrossRef]
- Barrena, M.I.; Matesanz, L.; Gómez de Salazar, J.M. Al2O3/Ti6Al4V diffusion bonding joints using Ag-Cu interlayer. Mater. Charact. 2009, 60, 1263–1267. [Google Scholar] [CrossRef]
- Cao, J.; Liu, J.; Song, X.; Lin, X.; Feng, J. Diffusion bonding of TiAl intermetallic and Ti3AlC2 ceramic: Interfacial microstructure and joining properties. Mater. Des. 2014, 56, 115–121. [Google Scholar] [CrossRef]
- Liu, J.; Cao, J.; Song, X.; Wang, Y.; Feng, J. Evaluation on diffusion bonded joints of TiAl alloy to Ti3SiC2 ceramic with and without Ni interlayer: Interfacial microstructure and mechanical properties. Mater. Des. 2014, 57, 592–597. [Google Scholar] [CrossRef]
- Liu, J.; Cao, J.; Lin, X.; Chen, H.; Wang, J.; Feng, J. Interfacial microstructure and joining properties of TiAl/Ti3AlC2 diffusion bonded joints using Zr and Ni foils as interlayer. Vacuum 2014, 102, 16–25. [Google Scholar] [CrossRef]
- Basu, S.; Ozaydin, M.F.; Kothalkar, A.; Karaman, I.; Radovic, M. Phase and morphology evolution in high-temperature Ti3SiC2-NiTi diffusion-bonded joints. Scr. Mater. 2011, 65, 237–240. [Google Scholar] [CrossRef]
- Kothealkar, A.; Cerit, A.; Proust, G.; Basu, S.; Radovic, M.; Karaman, I. Interfacial study of NiTi-Ti3SiC2 solid state diffusion bonded joints. Mater. Sci. Eng. A 2015, 622, 168–177. [Google Scholar] [CrossRef]
- Yu, X.; Zhao, H.; Huang, Z.; Chen, X.; Aman, Y.; Li, S.; Zhai, H.; Guo, Z.; Xiong, S. Microstructure evolution and bonding mechanism of Ti2SnC-Ti6Al4V joint by using Cu pure foil interlayer. Mater. Charact. 2017, 127, 53–59. [Google Scholar] [CrossRef]
- Cao, J.; Song, X.G.; Wu, L.Z.; Qi, J.L.; Feng, J.C. Characterization of Al/Ni multilayers and their application in diffusion bonding of TiAl to TiC cermet. Thin Solid Films 2012, 520, 3528–3531. [Google Scholar] [CrossRef]
- Sugar, J.D.; McKeown, J.T.; Akashi, T.; Hong, S.M.; Nakashima, K.; Glaeser, A.M. Transient-liquid-phase and liquid-film-assisted joining of ceramics. J. Eur. Ceram. Soc. 2006, 26, 363–372. [Google Scholar] [CrossRef] [Green Version]
- Lemus-Ruiz, J.; Guevara-Laureano, A.O.; Zarate-Medina, J.; Arellano-Lara, A.; Ceja-Cárdenas, L. Interface behavior of Al2O3/Ti joints produced by liquid state bonding. Appl. Radiat. Isot. 2015, 98, 1–6. [Google Scholar] [CrossRef] [PubMed]
- Torrisi, V.; Ruffino, F. Nanoscale structure of submicron-tick sputter-deposited Pd films: Effect of the adatoms diffusivity by the film-substrate interaction. Surf. Coat. Technol. 2017, 315, 123–129. [Google Scholar] [CrossRef]
- Singh, M.; Ohji, T.; Asthana, R.; Mathur, S. Ceramic Integration across Length Scales: Technical Issues, Challenges and Opportunities. In Ceramic Integration and Joining Technologies: From Macro to Nanoscale; Singh, M., Ohji, T., Asthana, R., Mathur, S., Eds.; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2011; pp. 3–16. ISBN 9780470391228. [Google Scholar]
- Nakahashi, M. Joining of ceramics to metals (1): Interfacial reactions between ceramics and metals. Weld. Int. 1996, 10, 765–770. [Google Scholar] [CrossRef]
- Saiz, E.; Cannon, R.M.; Tomsia, A.P. High-temperature wetting and the work of adhesion in metal/oxide systems. Annu. Rev. Mater. Res. 2008, 38, 197–226. [Google Scholar] [CrossRef]
- Abbas, M.R.; Uday, M.B.; Alias, M.N.; Norhayati, A.; Srithar, R. Microstructural evaluation of a slurry-based Ni/YSZ thermal barrier coating for automotive turbocharger turbine application. Mater. Des. 2016, 109, 47–56. [Google Scholar] [CrossRef]
- Bai, J.G.; Yang, X.H.; Xu, S.C.; Shi, Y.G.; Yang, J.F. Fabrication of highly dense Al2O3 ceramic. Scr. Mater. 2013, 68, 393–395. [Google Scholar] [CrossRef]
- Heo, H.; Kim, G.; Park, Y.-C.; Jung, K.; Kang, C.-Y. Effect of bonding temperature on crack occurrences in Al2O3/SS 430 joints using Cu-based brazing alloys. Metals 2018, 8. [Google Scholar] [CrossRef]
- Straumal, B.B.; Gornakova, A.S.; Kogtenkova, O.A.; Protasova, S.G.; Sursaeva, V.G.; Baretzky, B. Continuous and discontinuous grain-boundary wetting in ZnxAl1-x. Phys. Rev. B. 2008, 78. [Google Scholar] [CrossRef]
- Gornakova, A.S.; Prokofiev, S.I.; Kolesnikova, K.I.; Straumal, B.B. Formation regularities of grain-boundary interlayers of the α-Ti phase in binary titanium alloys. Russ. J. Non-ferrous Metals 2016, 57, 229–235. [Google Scholar] [CrossRef]
- Gornakova, A.S.; Straumal, B.B.; Nekrasov, A.N.; Kilmametov, A.; Afonikova, N.S. Grain boundary wetting by a second solid phase in Ti-Fe alloys. J. Mater. Eng. Perform. 2018, in press. [Google Scholar] [CrossRef]
Figure 1.
Effect of W content on the microstructure of Al2O3/Ag-Cu-Ti+W/TiAl joints brazed at 880 °C for 10 min: (a) 5; (b) 10; (c) 30 and (d) 40 wt% W, reproduced from Reference [22], with permission of Elsevier, 2017.
Figure 1.
Effect of W content on the microstructure of Al2O3/Ag-Cu-Ti+W/TiAl joints brazed at 880 °C for 10 min: (a) 5; (b) 10; (c) 30 and (d) 40 wt% W, reproduced from Reference [22], with permission of Elsevier, 2017.

Figure 2.
Microstructure of the TiAl/Al2O3 joint brazed at 880 °C for 10 min with different Ti contents: (a) 0, (b) 2, (c) 4, (d) 6 and (e) 8 wt%, reproduced from Reference [23] with permission of Elsevier, 2016.
Figure 2.
Microstructure of the TiAl/Al2O3 joint brazed at 880 °C for 10 min with different Ti contents: (a) 0, (b) 2, (c) 4, (d) 6 and (e) 8 wt%, reproduced from Reference [23] with permission of Elsevier, 2016.

Figure 3.
Microstructure of the TiAl/Al2O3 joint brazed at 880 °C for 10 min with different B contents: (a) 0, (b) 0.2, (c) 0.5, (d)1.0 and (e) 1.5 wt%, reproduced from Reference [24] with permission of Elsevier, 2017.
Figure 3.
Microstructure of the TiAl/Al2O3 joint brazed at 880 °C for 10 min with different B contents: (a) 0, (b) 0.2, (c) 0.5, (d)1.0 and (e) 1.5 wt%, reproduced from Reference [24] with permission of Elsevier, 2017.
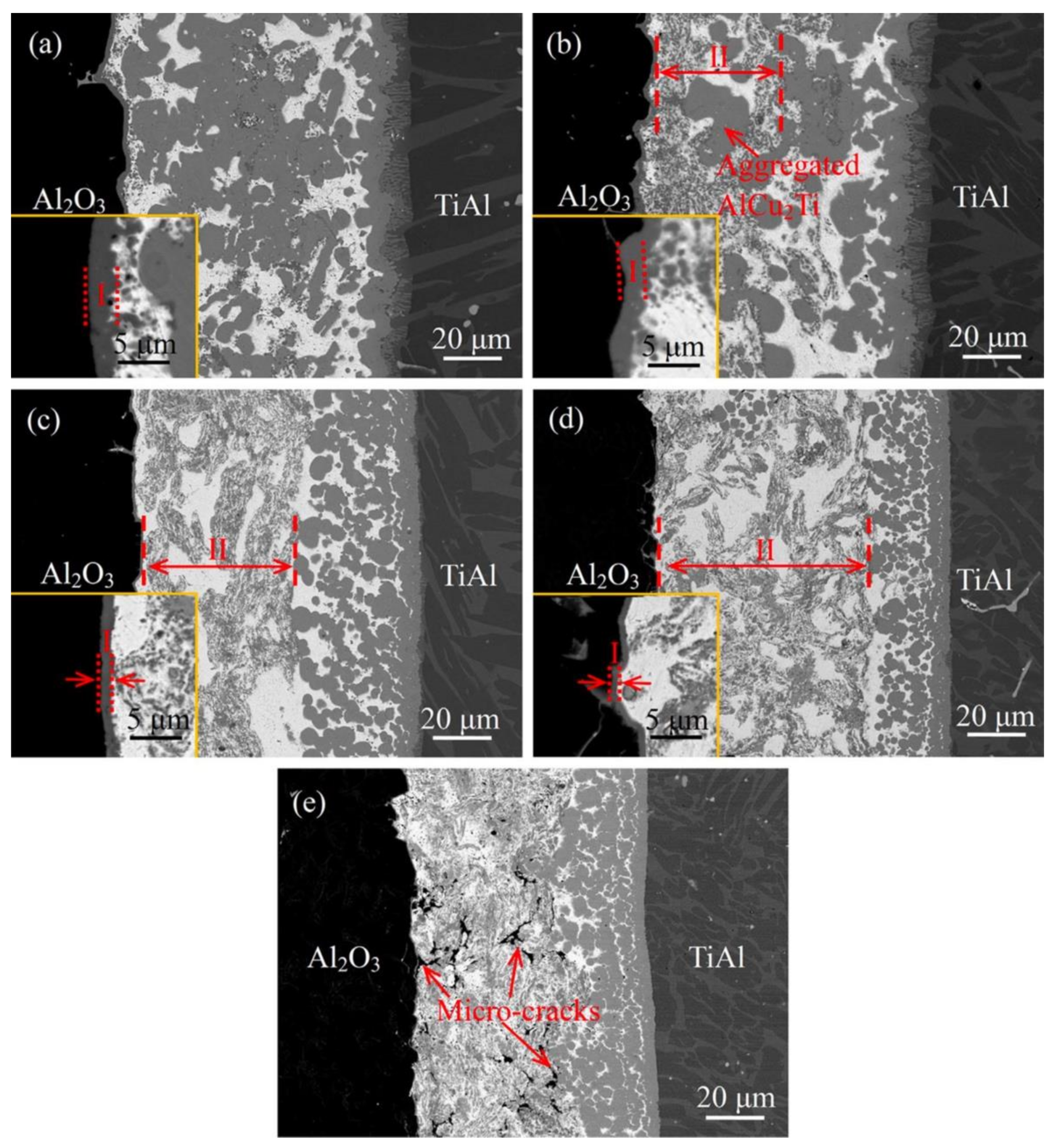
Figure 4.
Microstructure of Ti6Al4V/Al2O3 joint brazed with Ag-Cu filler metal at 880 °C for 10 min: (a) The whole joint; (b) magnification of Ti6Al4V/filler interface; (c) magnification of filler/Al2O3 interface; (d) elemental energy-dispersive X-ray spectroscopy (EDS) line profiles across regions I and II, reproduced from Reference [26] with permission of Elsevier, 2016.
Figure 4.
Microstructure of Ti6Al4V/Al2O3 joint brazed with Ag-Cu filler metal at 880 °C for 10 min: (a) The whole joint; (b) magnification of Ti6Al4V/filler interface; (c) magnification of filler/Al2O3 interface; (d) elemental energy-dispersive X-ray spectroscopy (EDS) line profiles across regions I and II, reproduced from Reference [26] with permission of Elsevier, 2016.
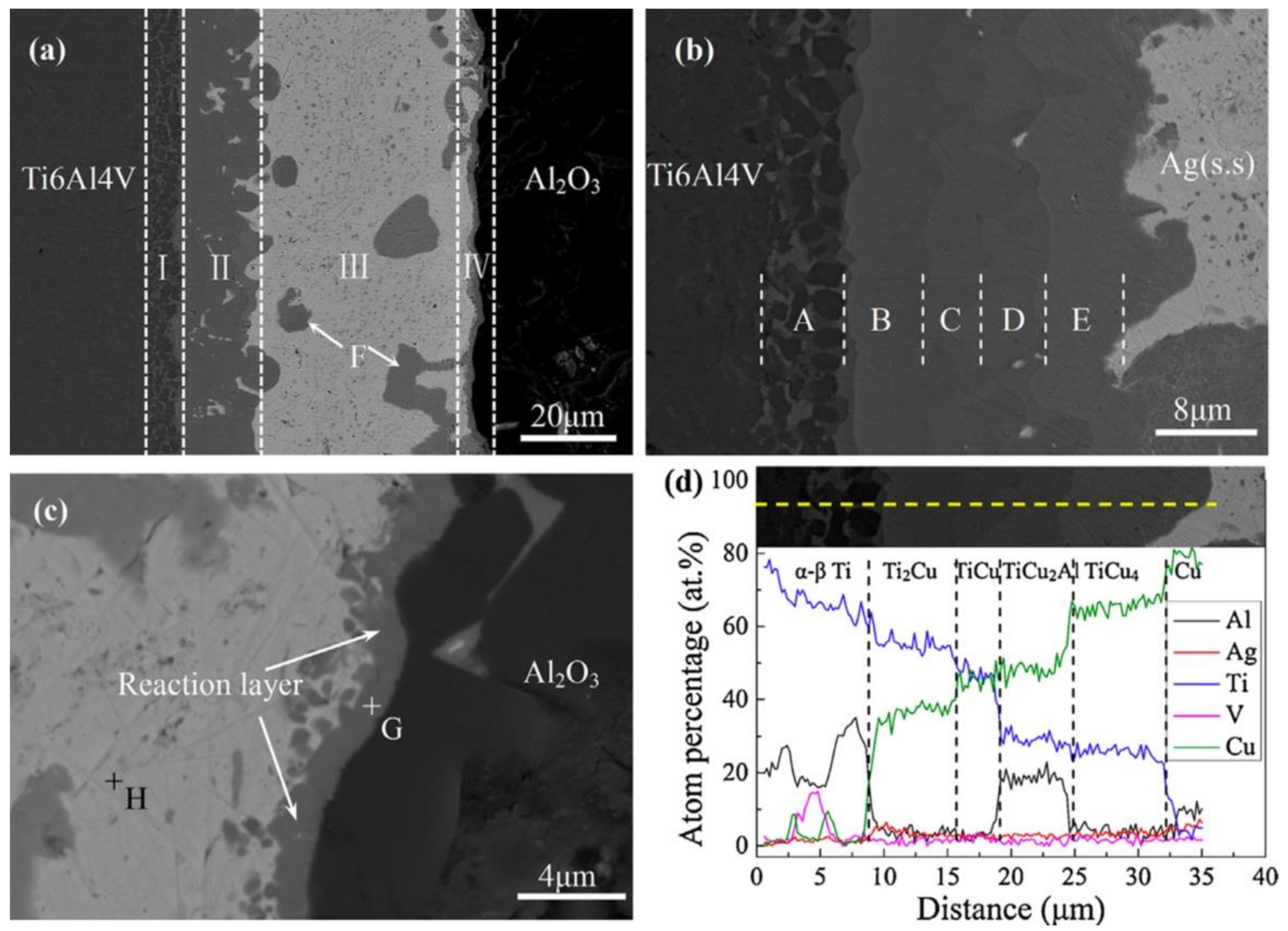
Figure 5.
Microstructure of Ti6Al4V/Al2O3 joint brazed with Ag-Cu with different B content at 880 °C for 10 min: (a) 0.2; (b) 0.5; (c) 1.0 and (d) 1.5 wt%., reproduced from Reference [26] with permission of Elsevier, 2016.
Figure 5.
Microstructure of Ti6Al4V/Al2O3 joint brazed with Ag-Cu with different B content at 880 °C for 10 min: (a) 0.2; (b) 0.5; (c) 1.0 and (d) 1.5 wt%., reproduced from Reference [26] with permission of Elsevier, 2016.
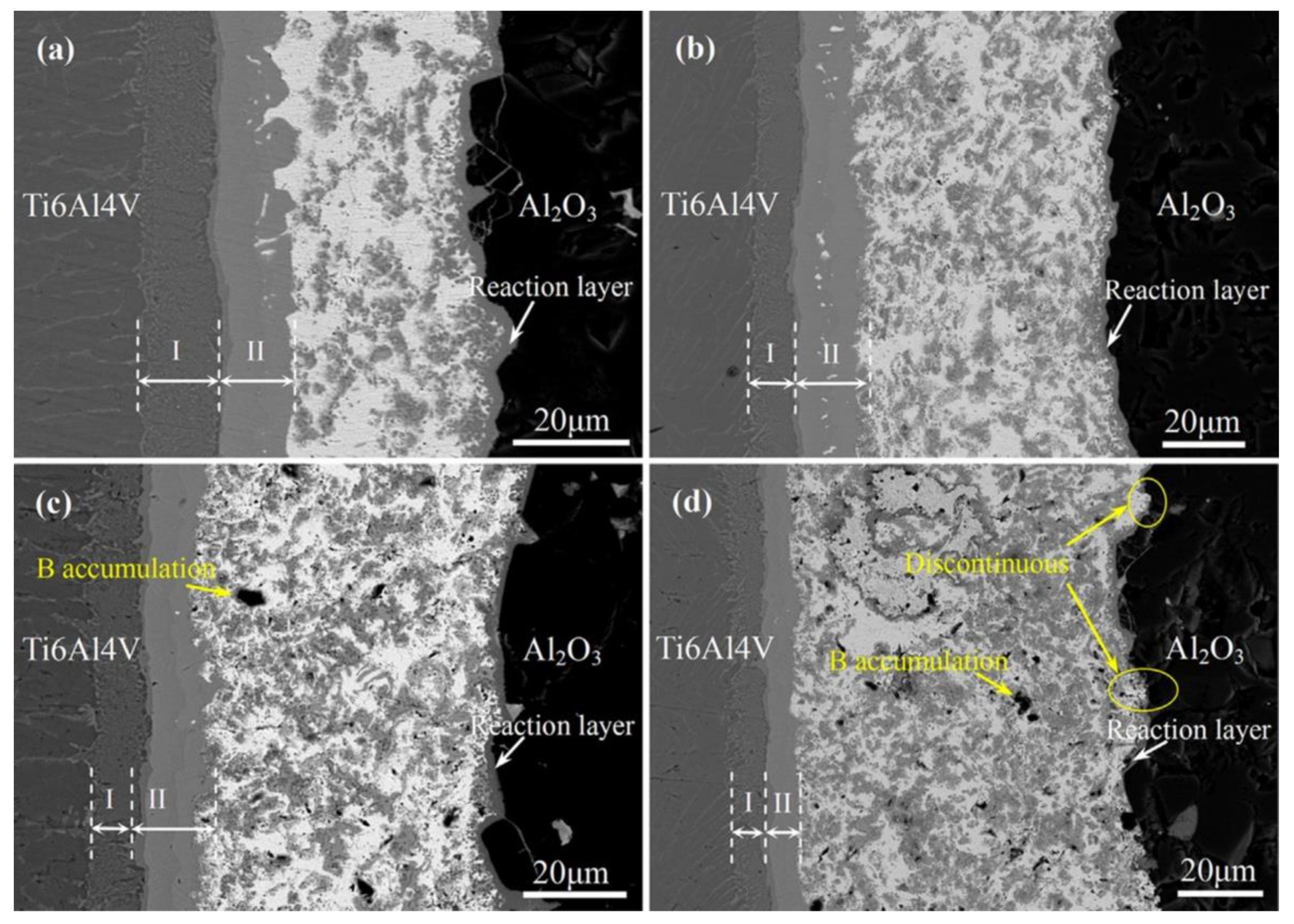
Figure 6.
Microstructures of TiAl/ZrO2 joint produced at: (a) 860 °C; (b) 880 °C; (c) 900 °C; (d) 920 °C; (e) 940 °C and (f) high magnification of reaction layer adjacent to ZrO2, reproduced from Reference [27] with permission of Elsevier, 2015.
Figure 6.
Microstructures of TiAl/ZrO2 joint produced at: (a) 860 °C; (b) 880 °C; (c) 900 °C; (d) 920 °C; (e) 940 °C and (f) high magnification of reaction layer adjacent to ZrO2, reproduced from Reference [27] with permission of Elsevier, 2015.

Figure 7.
Microstructures of TiAl/AgCu/ ZrO2 joints produced at 880 °C for different holding times: (a) 5 min; (b) 10 min; (c) 15 min; (d) 20 min and (e) 25 min, reproduced from Reference [28] with permission of Elsevier, 2015.
Figure 7.
Microstructures of TiAl/AgCu/ ZrO2 joints produced at 880 °C for different holding times: (a) 5 min; (b) 10 min; (c) 15 min; (d) 20 min and (e) 25 min, reproduced from Reference [28] with permission of Elsevier, 2015.

Figure 8.
Microstructure and corresponding elements distribution of Ti6Al4V/ZrO2 joint at 830 °C for 10 min: (a) Microstructure; (b–f) element maps distribution images of Ag, Cu, Ti, Al, V and Zr, reproduced from Reference [29] with permission of Elsevier, 2015.
Figure 8.
Microstructure and corresponding elements distribution of Ti6Al4V/ZrO2 joint at 830 °C for 10 min: (a) Microstructure; (b–f) element maps distribution images of Ag, Cu, Ti, Al, V and Zr, reproduced from Reference [29] with permission of Elsevier, 2015.

Figure 9.
SEM images of the Ti6Al4V/ZrO2 interfaces in the joints brazed at (a) 900 °C, (b) 950 °C, (c) 1000 °C and (d) X-ray diffraction (XRD) patterns for the interfacial reaction products produced at different brazing temperatures, reproduced from Reference [31] with permission of Elsevier, 2011.
Figure 9.
SEM images of the Ti6Al4V/ZrO2 interfaces in the joints brazed at (a) 900 °C, (b) 950 °C, (c) 1000 °C and (d) X-ray diffraction (XRD) patterns for the interfacial reaction products produced at different brazing temperatures, reproduced from Reference [31] with permission of Elsevier, 2011.
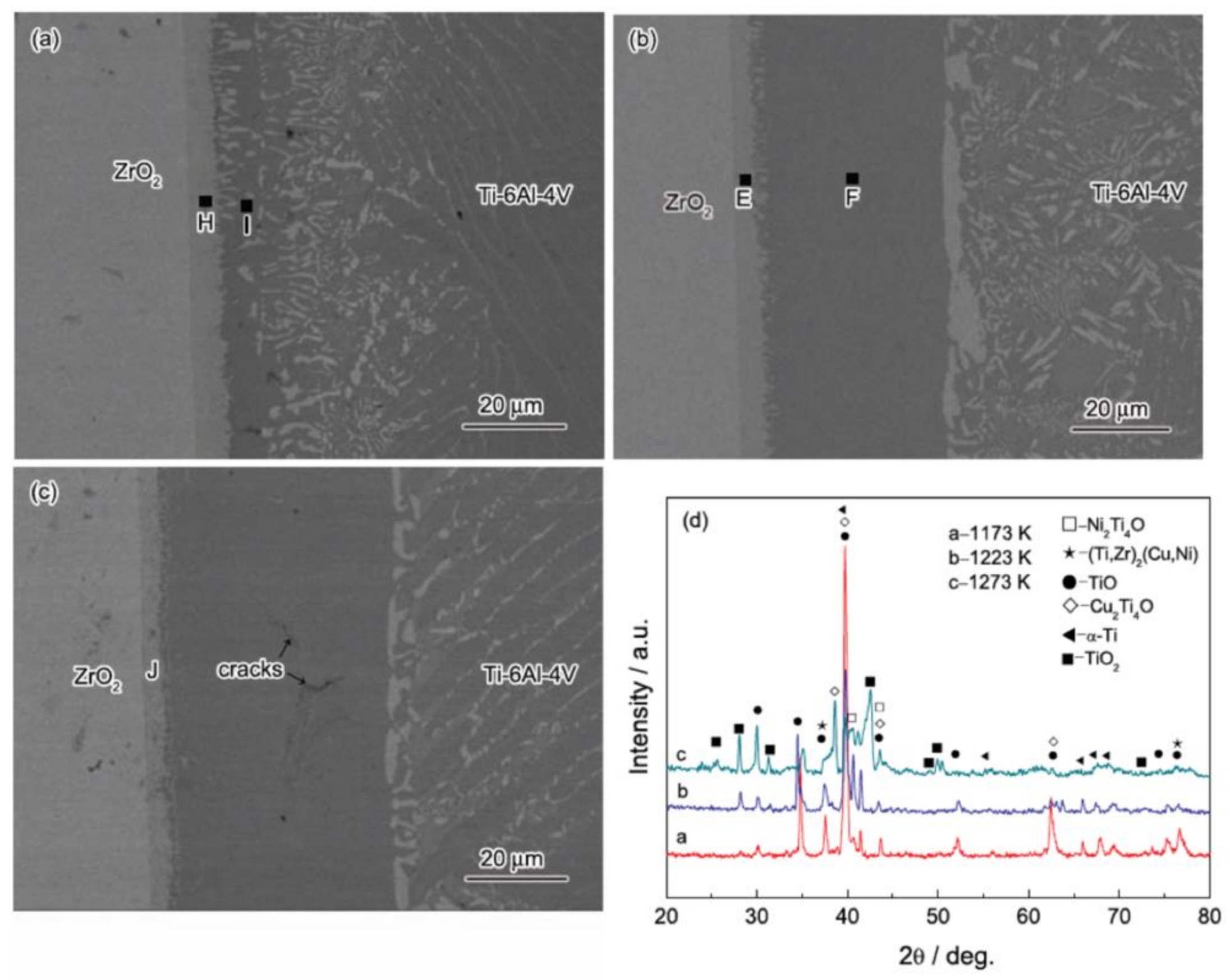
Figure 10.
Microstructures of the joints after brazing at different temperatures for 5 min with a cooling rate of 5 K/min: (a) 900 °C; (b) 925 °C; (c) 950 °C; (d) 1000 °C, reproduced from Reference [33] with permission of Springer, 2013.
Figure 10.
Microstructures of the joints after brazing at different temperatures for 5 min with a cooling rate of 5 K/min: (a) 900 °C; (b) 925 °C; (c) 950 °C; (d) 1000 °C, reproduced from Reference [33] with permission of Springer, 2013.

Figure 11.
Interfacial morphology and elemental distribution of Ti6Al4V and ZrO2 joint brazed at 1000 °C for 10 min. (a) SEM image of the joint and EDS elemental maps distribution images of (b) Ti, (c) Al, (d) V, (e) Ni, (f) Zr, (g) O, (h) Cr, (i) Si, reproduced from Reference [35] with permission of Elsevier, 2013.
Figure 11.
Interfacial morphology and elemental distribution of Ti6Al4V and ZrO2 joint brazed at 1000 °C for 10 min. (a) SEM image of the joint and EDS elemental maps distribution images of (b) Ti, (c) Al, (d) V, (e) Ni, (f) Zr, (g) O, (h) Cr, (i) Si, reproduced from Reference [35] with permission of Elsevier, 2013.

Figure 12.
SEM image of the cross-section of a Ti6Al4V/ZrB2-SiC joint obtained by Cu interlayer at 1050 °C with EDS elemental maps distribution images indicating the presence of elements Si, Zr, Ti and Cu in the interfacial region, reproduced from Reference [36] with permission of Springer, 2013.
Figure 12.
SEM image of the cross-section of a Ti6Al4V/ZrB2-SiC joint obtained by Cu interlayer at 1050 °C with EDS elemental maps distribution images indicating the presence of elements Si, Zr, Ti and Cu in the interfacial region, reproduced from Reference [36] with permission of Springer, 2013.
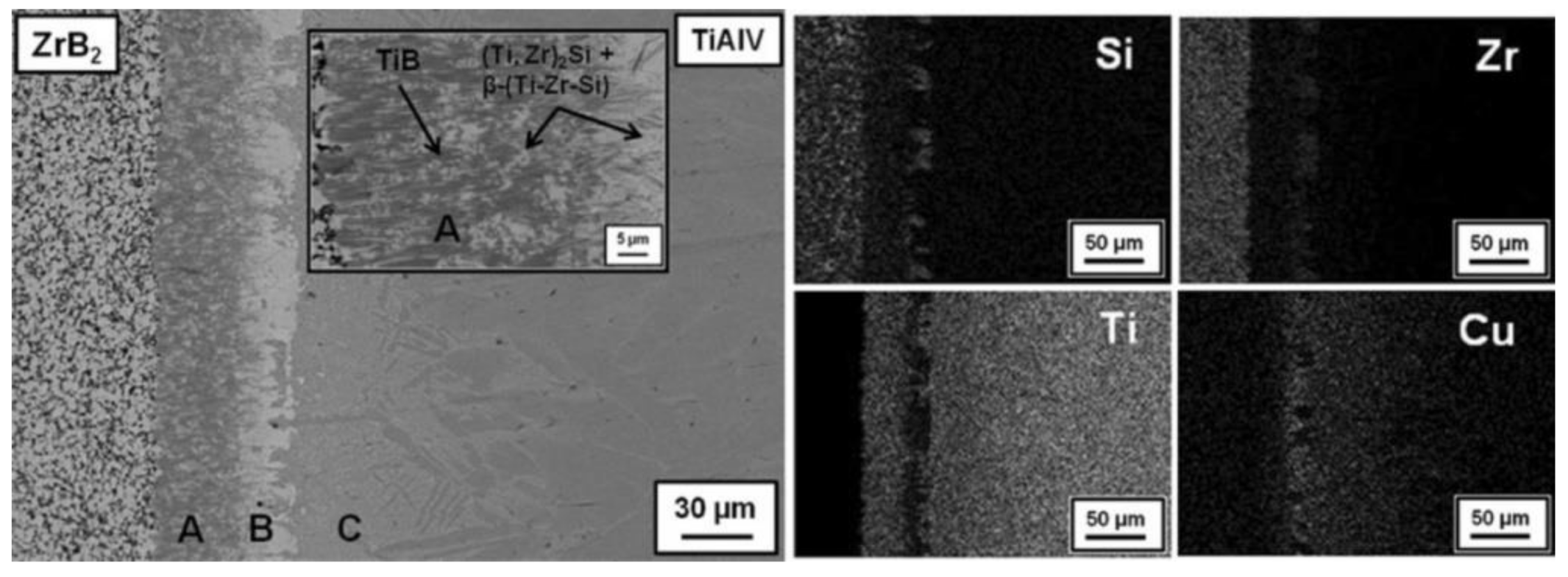
Figure 13.
SEM images and EDS elemental maps distribution images of (a) Ti6Al4V/NiB50/ZrB2 and (b) Ti6Al4V/NiB50/ZrB2-SiC joints, reproduced from Reference [37] with permission of Springer, 2014.
Figure 13.
SEM images and EDS elemental maps distribution images of (a) Ti6Al4V/NiB50/ZrB2 and (b) Ti6Al4V/NiB50/ZrB2-SiC joints, reproduced from Reference [37] with permission of Springer, 2014.

Figure 14.
Schematic of the formation of each reaction layer during the brazing process: (a–c) show the interaction between filler and base metal; (d) the filler begins to melt; (e) the molten brazing alloy wetted the surface of base metals; (f) the formation of Ti5Si3 and TiC; (g) the formation of TiB and TiB2; (h) the formation of Ti2Cu and TiCu; (i) the formation of (Ti,Zr)2(Cu,Ni) and β-Ti during the cooling process, reproduced from Reference [39] with permission of Elsevier, 2017.
Figure 14.
Schematic of the formation of each reaction layer during the brazing process: (a–c) show the interaction between filler and base metal; (d) the filler begins to melt; (e) the molten brazing alloy wetted the surface of base metals; (f) the formation of Ti5Si3 and TiC; (g) the formation of TiB and TiB2; (h) the formation of Ti2Cu and TiCu; (i) the formation of (Ti,Zr)2(Cu,Ni) and β-Ti during the cooling process, reproduced from Reference [39] with permission of Elsevier, 2017.
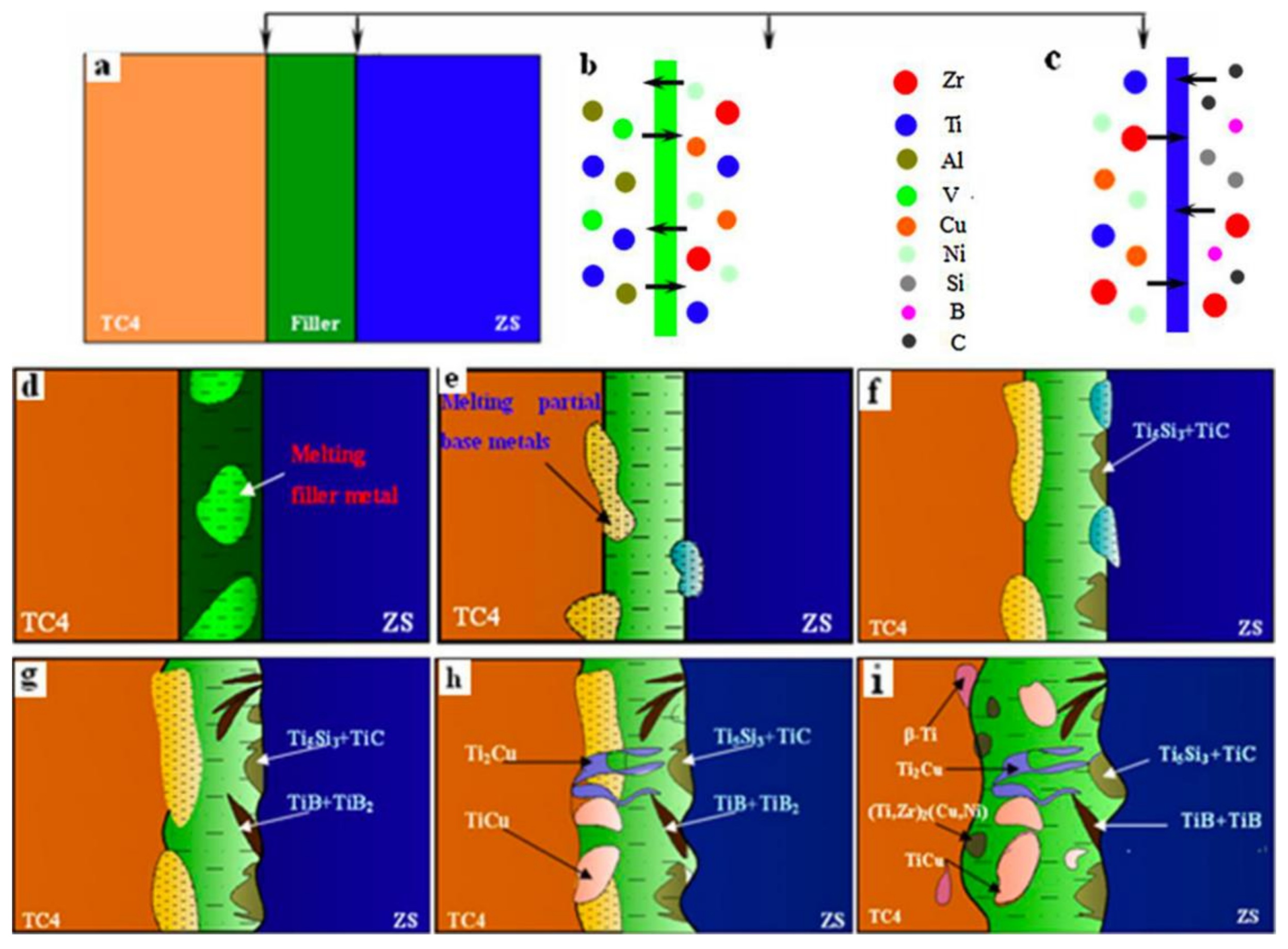
Figure 15.
Effect of brazing temperature on the microstructures of joints brazed at: (a) 790 °C, (b) 810 °C, (c) 830 °C, (d) 850 °C, (e) 870 °C and (f) the evolution of the thickness of the phases with the brazing temperature, reproduced from Reference [40] with permission of Elsevier, 2017.
Figure 15.
Effect of brazing temperature on the microstructures of joints brazed at: (a) 790 °C, (b) 810 °C, (c) 830 °C, (d) 850 °C, (e) 870 °C and (f) the evolution of the thickness of the phases with the brazing temperature, reproduced from Reference [40] with permission of Elsevier, 2017.

Figure 16.
Microstructural evolution model of the Ti6Al4V(TC4)/ZrC-SiC brazed joints: (a) Formation of TiC and β-Ti zone, (b) formation of the hypoeutectic zone, (c) formation of intermetallic compounds (IMCs) zone, (d) transformation of the β-Ti zone to hypereutectoid zone, reproduced from Reference [41] with permission of Elsevier, 2018.
Figure 16.
Microstructural evolution model of the Ti6Al4V(TC4)/ZrC-SiC brazed joints: (a) Formation of TiC and β-Ti zone, (b) formation of the hypoeutectic zone, (c) formation of intermetallic compounds (IMCs) zone, (d) transformation of the β-Ti zone to hypereutectoid zone, reproduced from Reference [41] with permission of Elsevier, 2018.
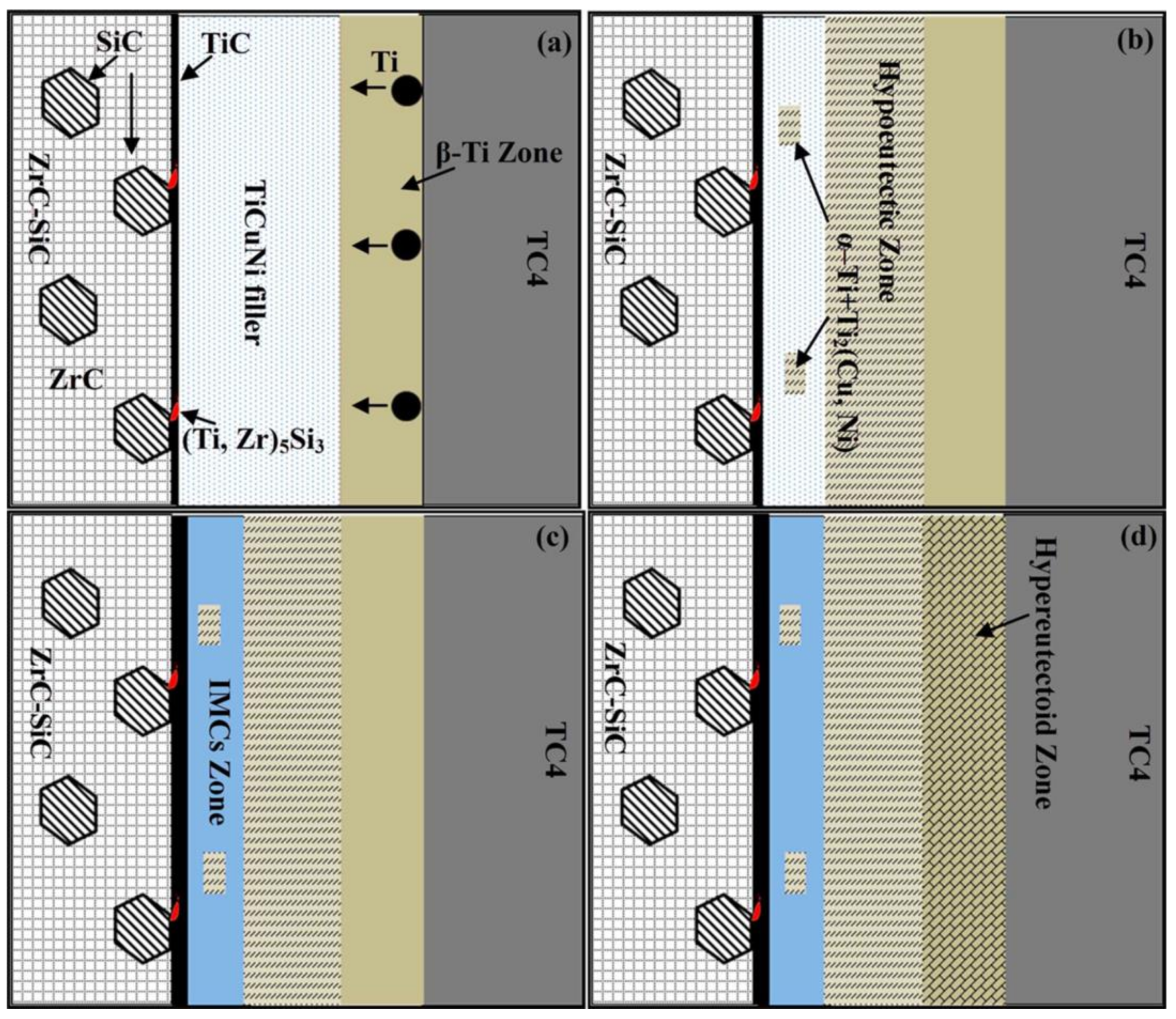
Figure 17.
Transmission electron microscopy (TEM) image of the Ti/Al2O3 obtained at 900 °C, reproduced from Reference [43] with permission of Springer, 2000.
Figure 17.
Transmission electron microscopy (TEM) image of the Ti/Al2O3 obtained at 900 °C, reproduced from Reference [43] with permission of Springer, 2000.
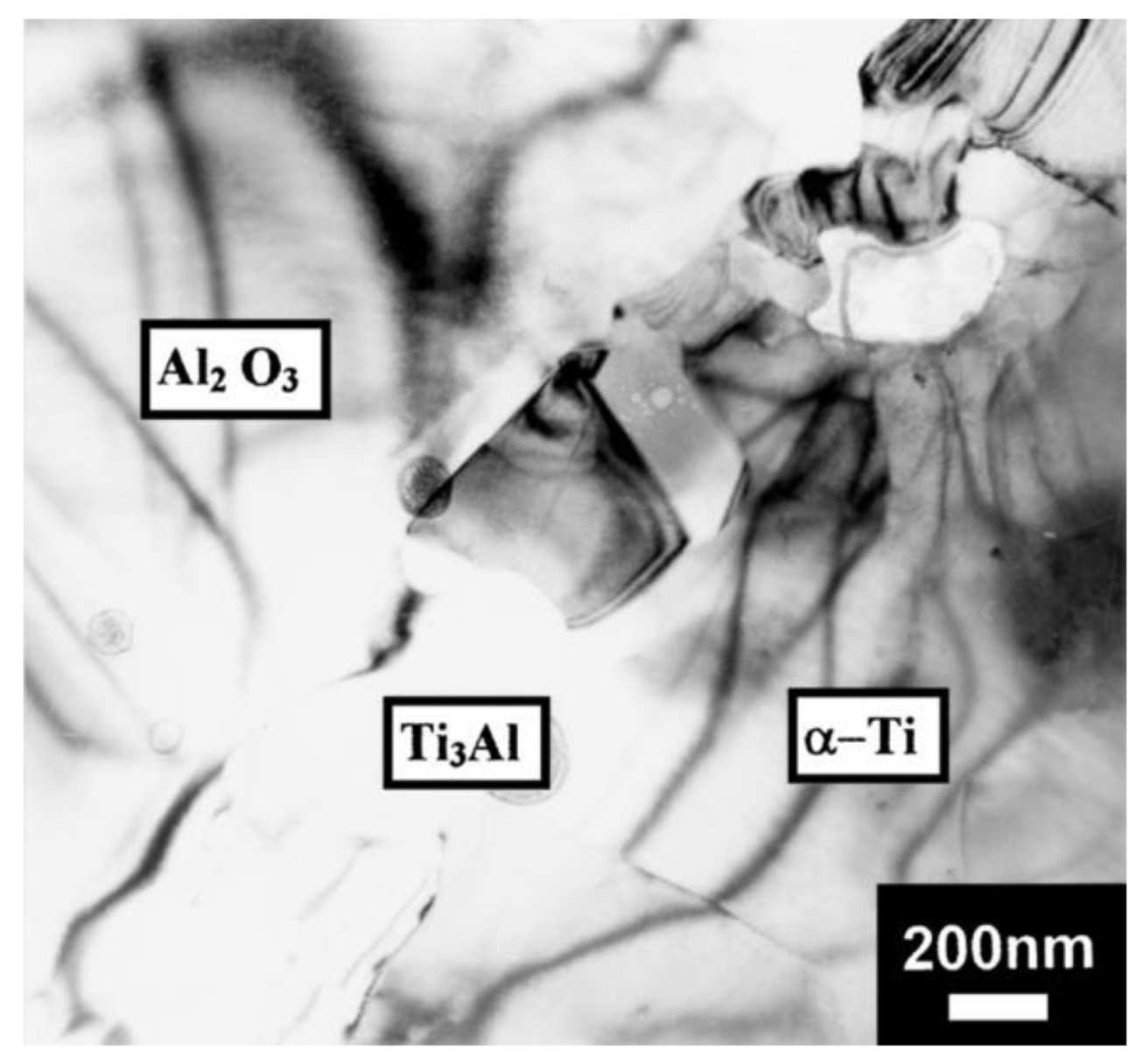
Figure 18.
The microstructures of Ti/Al2O3 joints diffusion bonded at 900 °C for 120 min under different voltages: (a) 0 V; (b) 300 V; (c) 700 V; (d) 1100 V; (e) 1500 V, reproduced from Reference [46] with permission of Elsevier, 2015.
Figure 18.
The microstructures of Ti/Al2O3 joints diffusion bonded at 900 °C for 120 min under different voltages: (a) 0 V; (b) 300 V; (c) 700 V; (d) 1100 V; (e) 1500 V, reproduced from Reference [46] with permission of Elsevier, 2015.
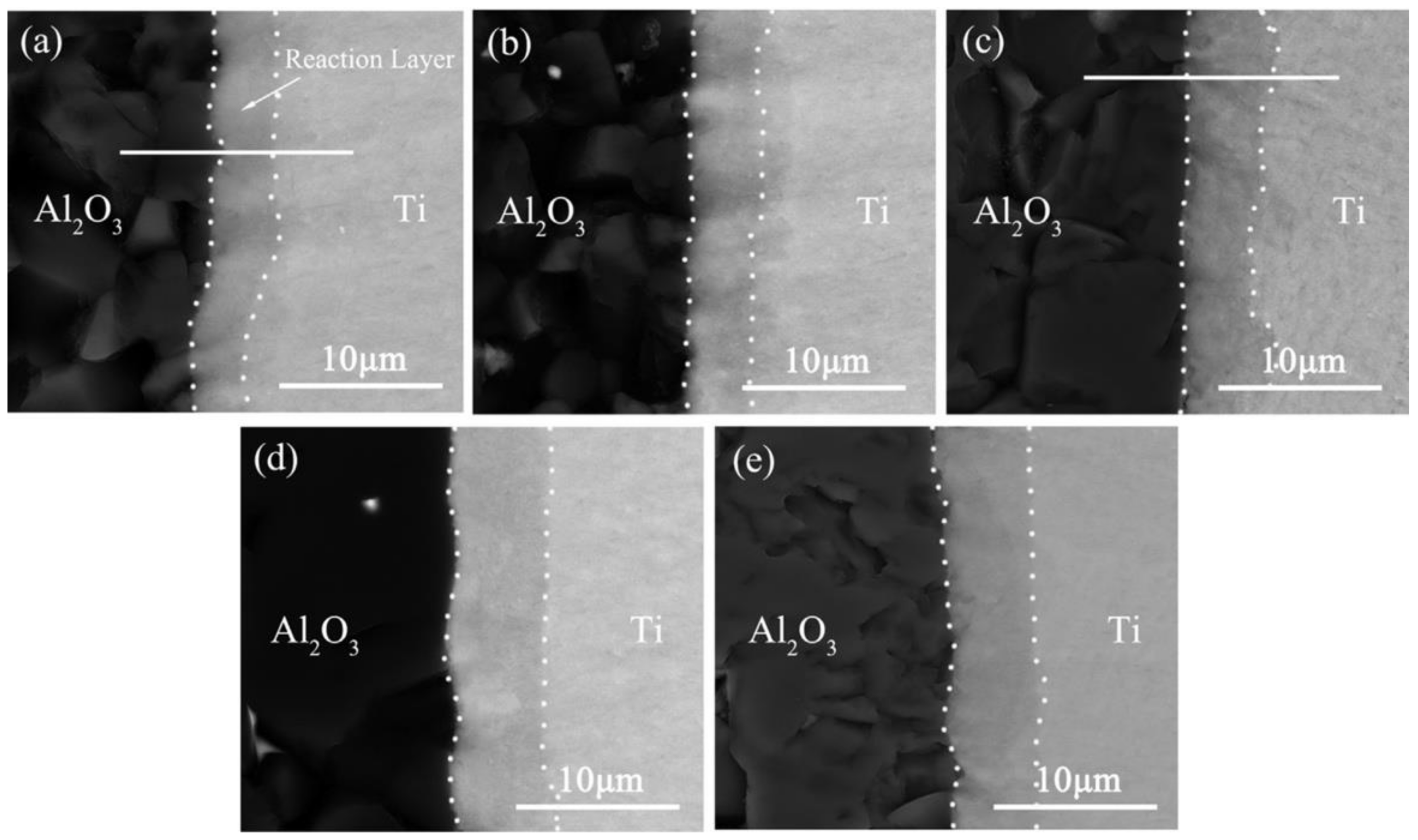
Figure 19.
TEM images of the Ti/Al2O3 joint bonded at 900 °C for 60 min under 700 V. (a) The morphology of the reaction layer; (b) magnified zone B; (c) magnified zone C; (d) electron diffraction (SAED) patterns of the phases, reproduced from Reference [46] with permission of Elsevier, 2015.
Figure 19.
TEM images of the Ti/Al2O3 joint bonded at 900 °C for 60 min under 700 V. (a) The morphology of the reaction layer; (b) magnified zone B; (c) magnified zone C; (d) electron diffraction (SAED) patterns of the phases, reproduced from Reference [46] with permission of Elsevier, 2015.
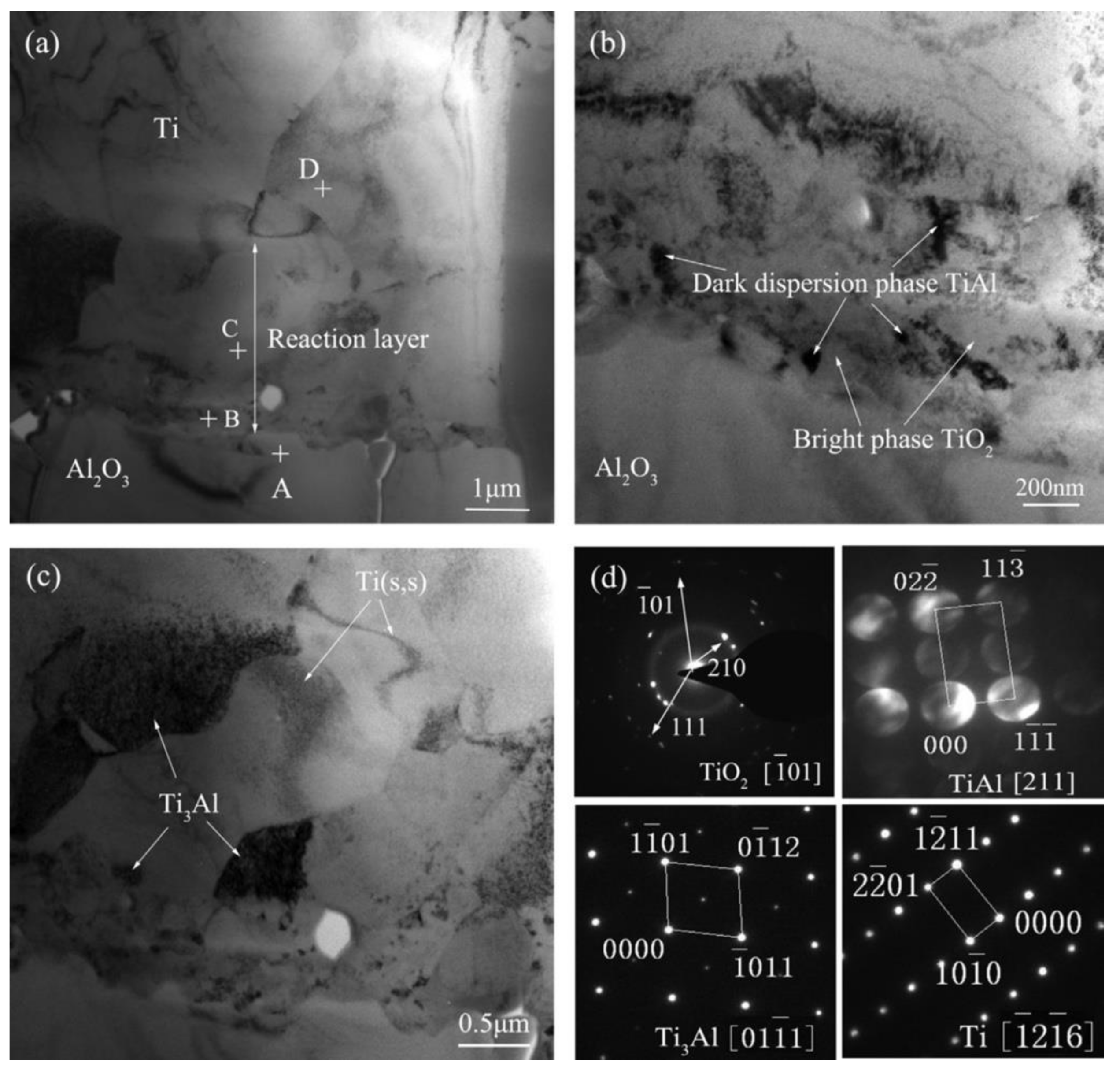
Figure 20.
SEM images of: (a) ZrO2/Ti joint produced at 1494 °C for 180 min; (b) ZrO2/Pt/Ti6Al4V joint produced at 1328 °C for 15 min, reproduced from Reference [47] with permission of Springer, 1998.
Figure 20.
SEM images of: (a) ZrO2/Ti joint produced at 1494 °C for 180 min; (b) ZrO2/Pt/Ti6Al4V joint produced at 1328 °C for 15 min, reproduced from Reference [47] with permission of Springer, 1998.
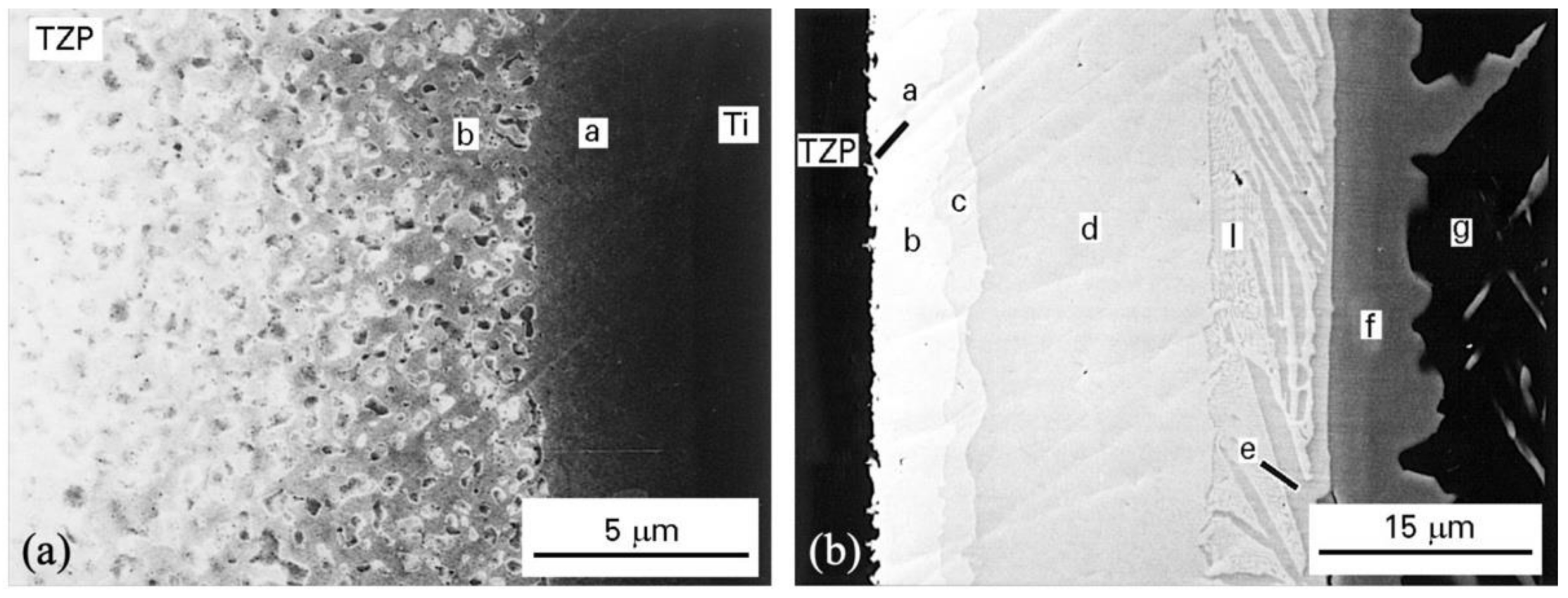
Figure 21.
SEM images of Ti6Al4V/Al2O3 interface microstructure at bonding temperature of 750 °C for: (a) 10 min; (b) 20 min; (c) 30 min; (d) 60 min, reproduced from Reference [48] with permission of Elsevier, 2009.
Figure 21.
SEM images of Ti6Al4V/Al2O3 interface microstructure at bonding temperature of 750 °C for: (a) 10 min; (b) 20 min; (c) 30 min; (d) 60 min, reproduced from Reference [48] with permission of Elsevier, 2009.

Figure 22.
SEM images of TiAl/Ti3AlC2 joints bonded at 850 °C for 60 min: (a) Interfacial microstructure of the bonded joint, detailed information of (b) interface adjacent to TiAl base material, (c) interface center and (d) interface adjacent to Ti3AlC2 base material, reproduced from Reference [51] with permission of Elsevier, 2014.
Figure 22.
SEM images of TiAl/Ti3AlC2 joints bonded at 850 °C for 60 min: (a) Interfacial microstructure of the bonded joint, detailed information of (b) interface adjacent to TiAl base material, (c) interface center and (d) interface adjacent to Ti3AlC2 base material, reproduced from Reference [51] with permission of Elsevier, 2014.
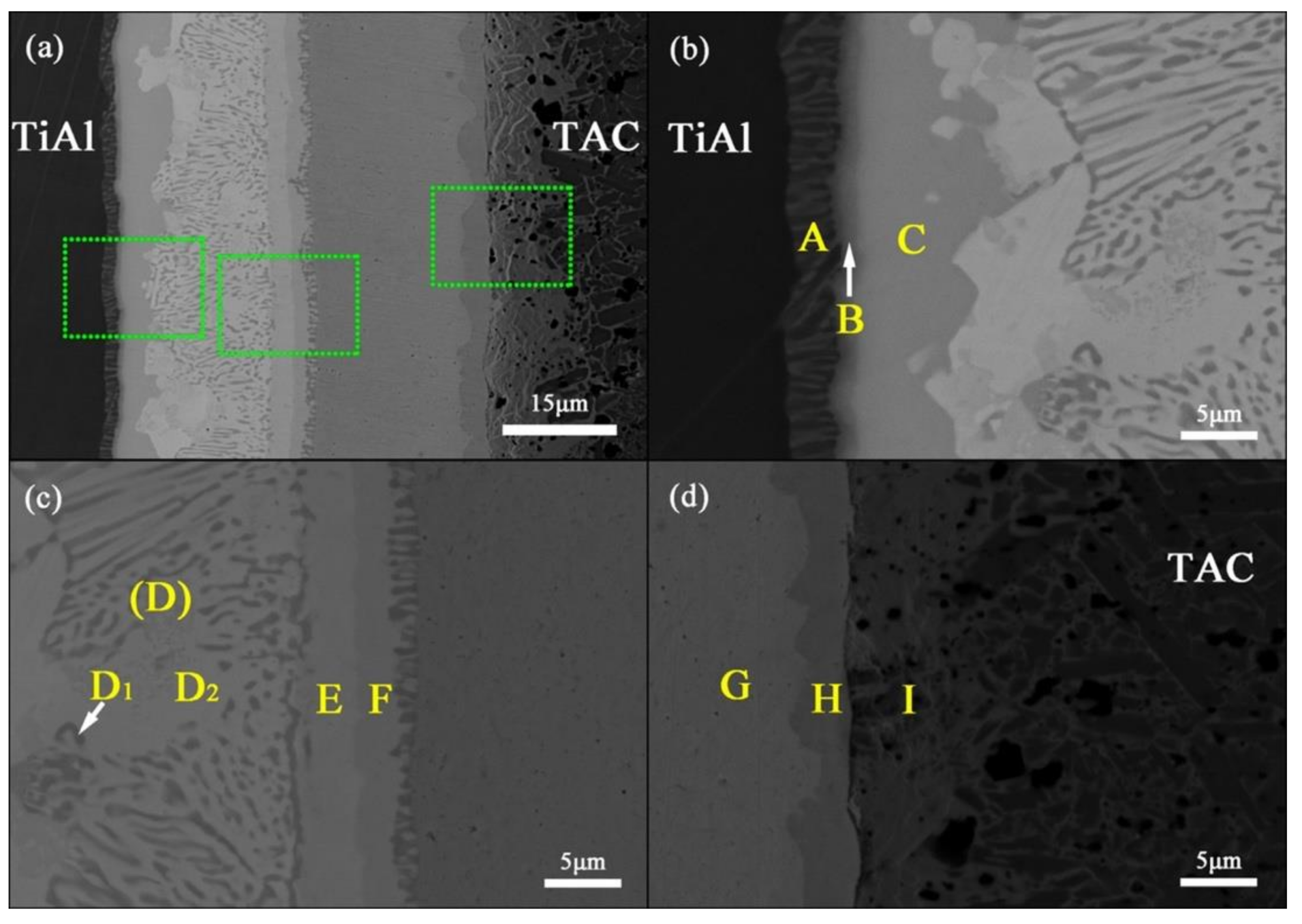

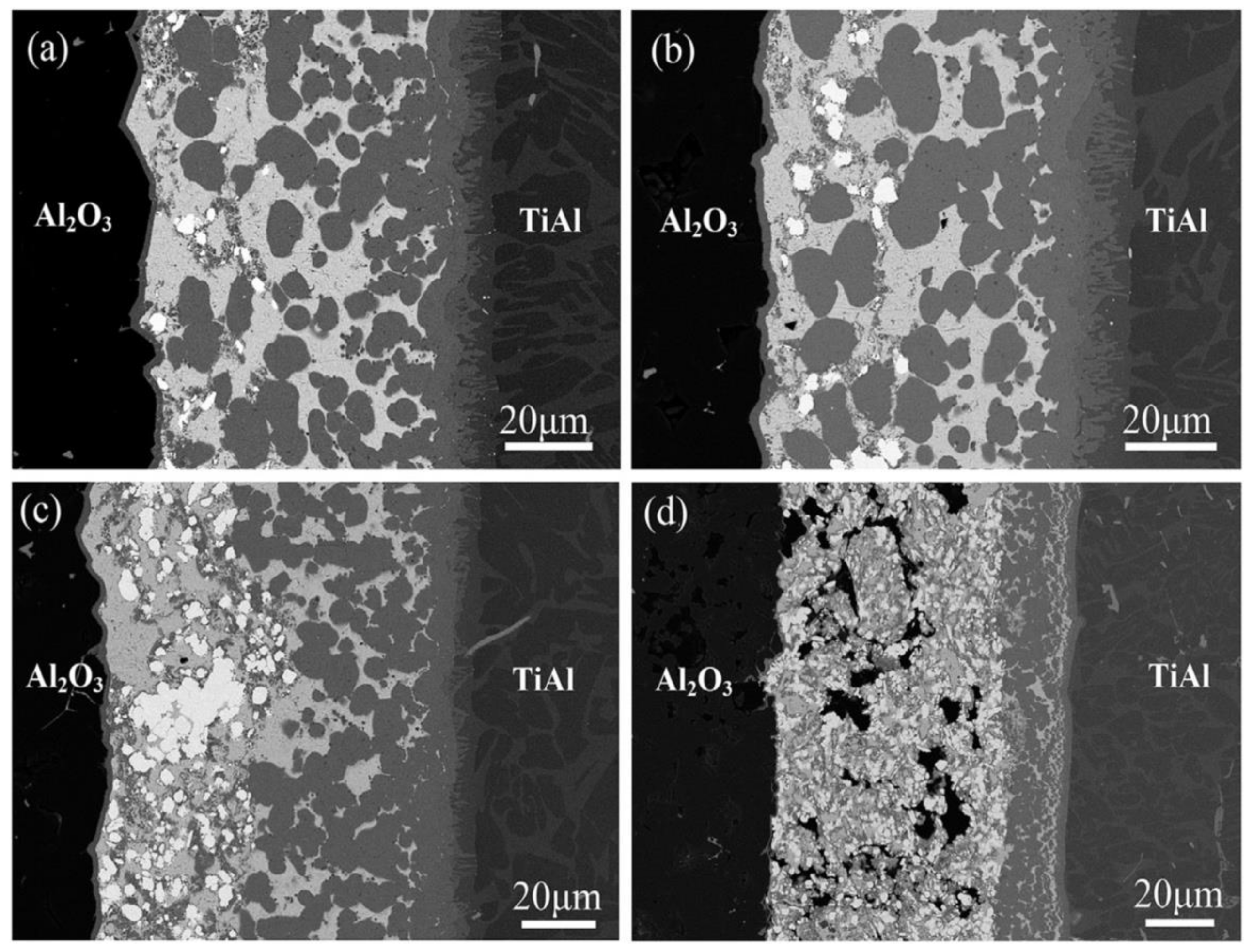{kind=link}
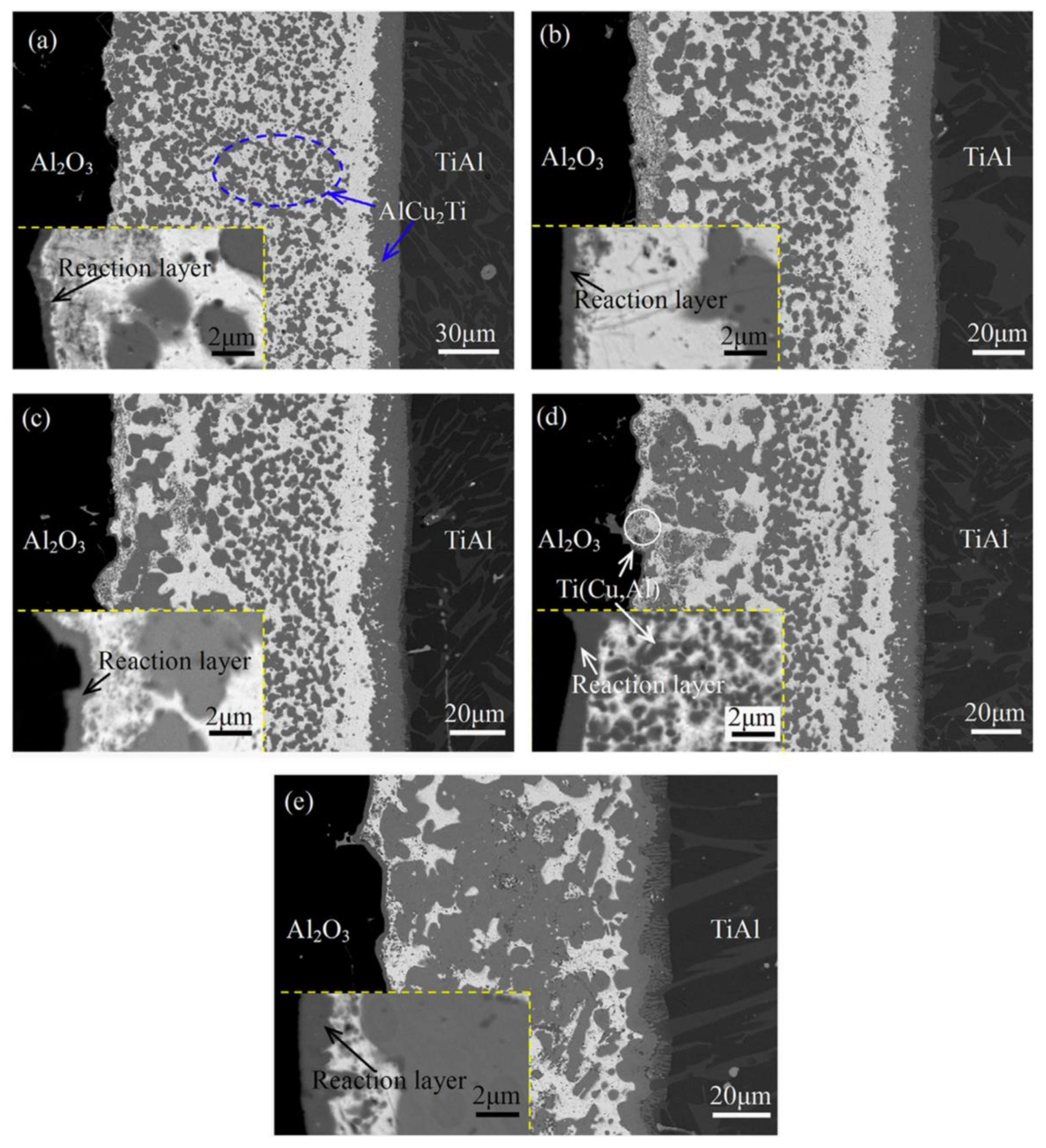{kind=link}
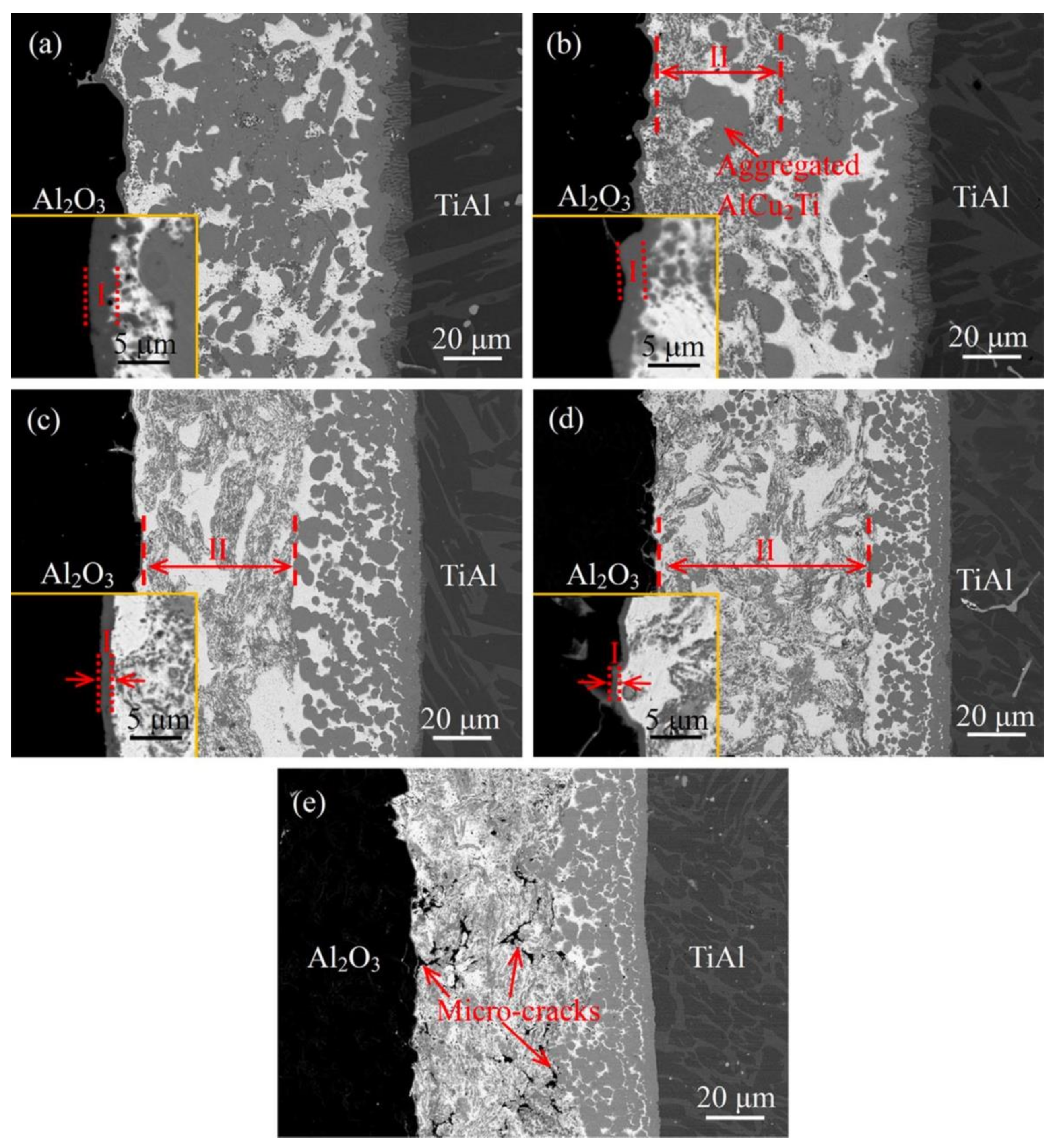{kind=link}
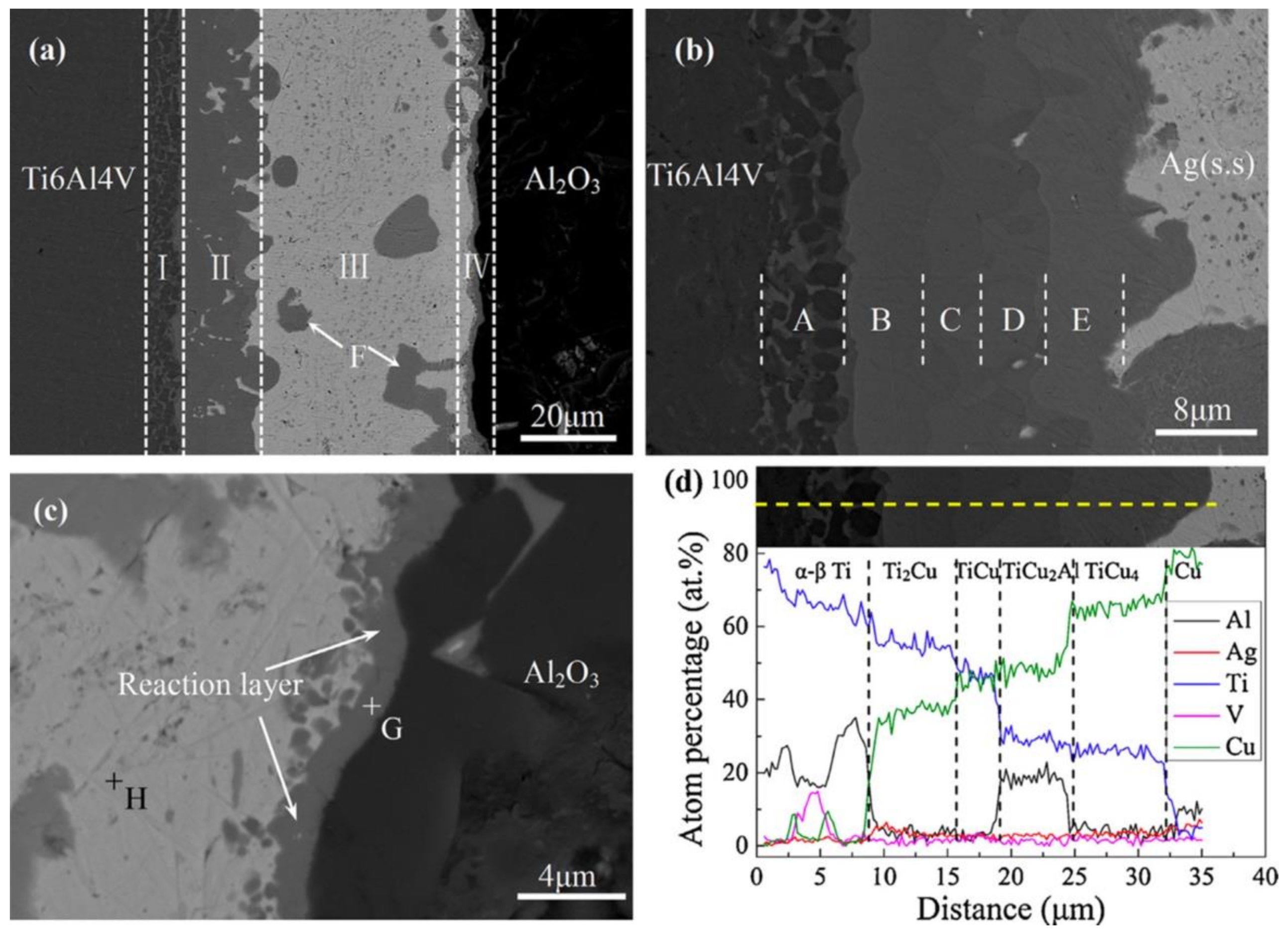{kind=link}
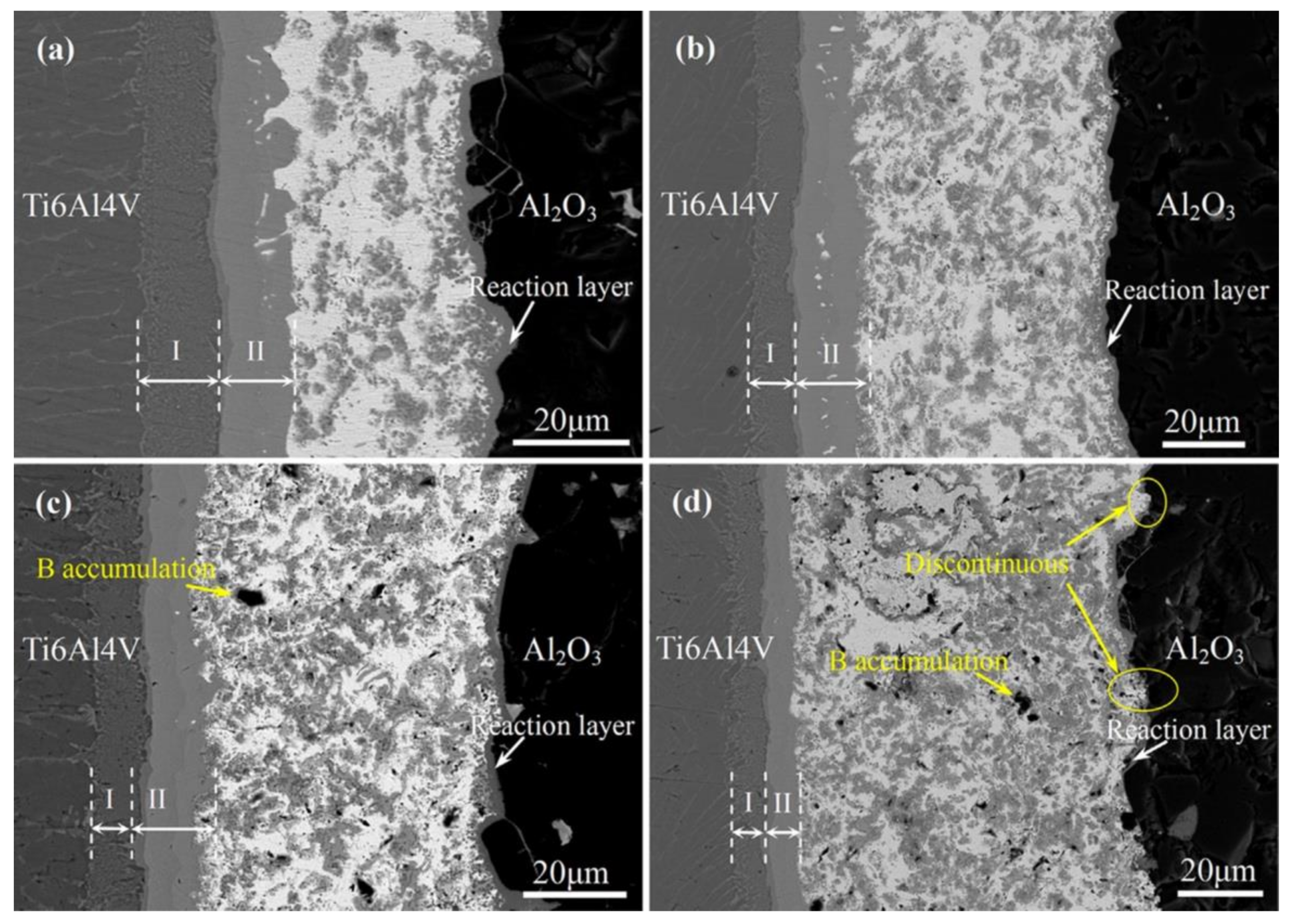{kind=link}
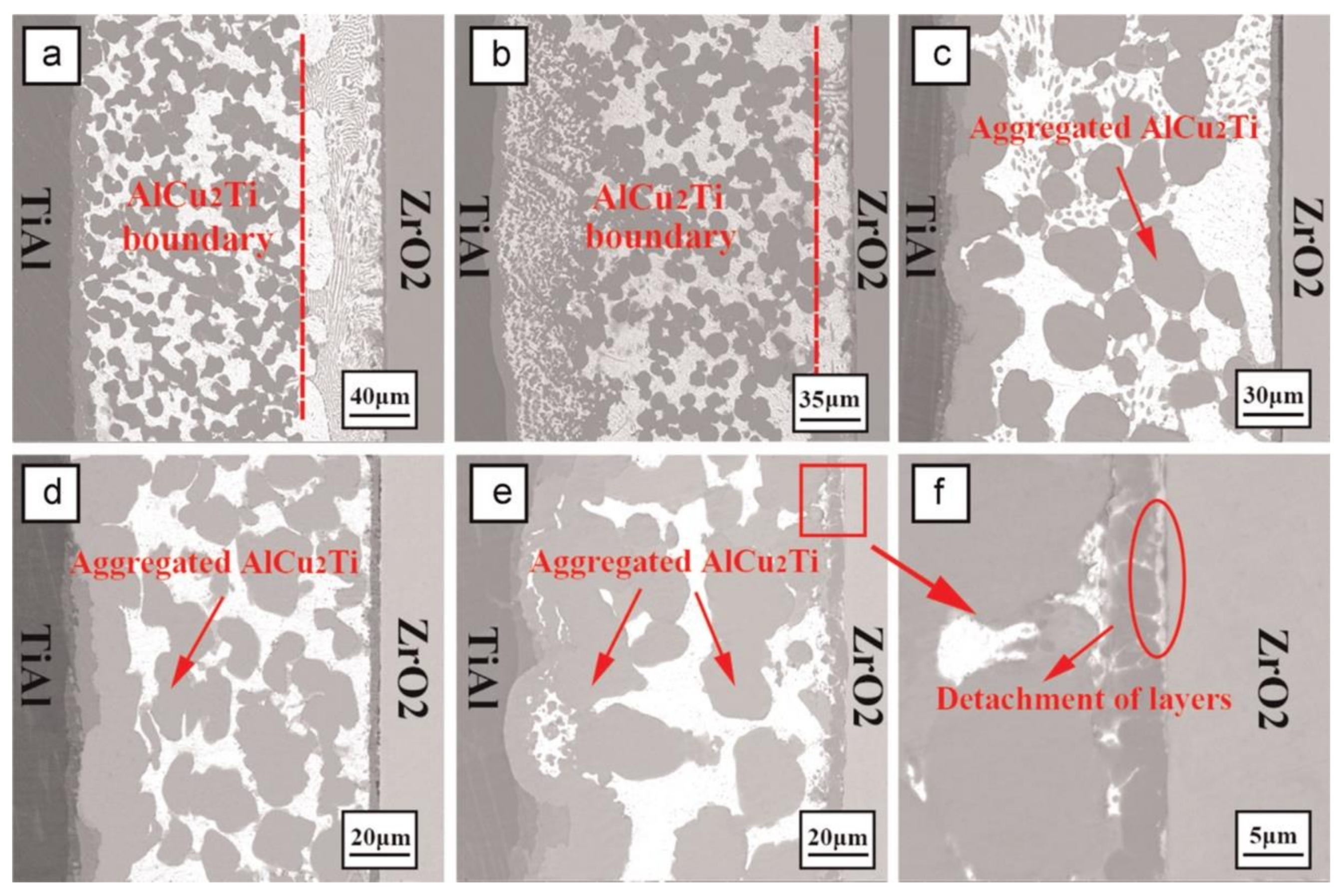{kind=link}
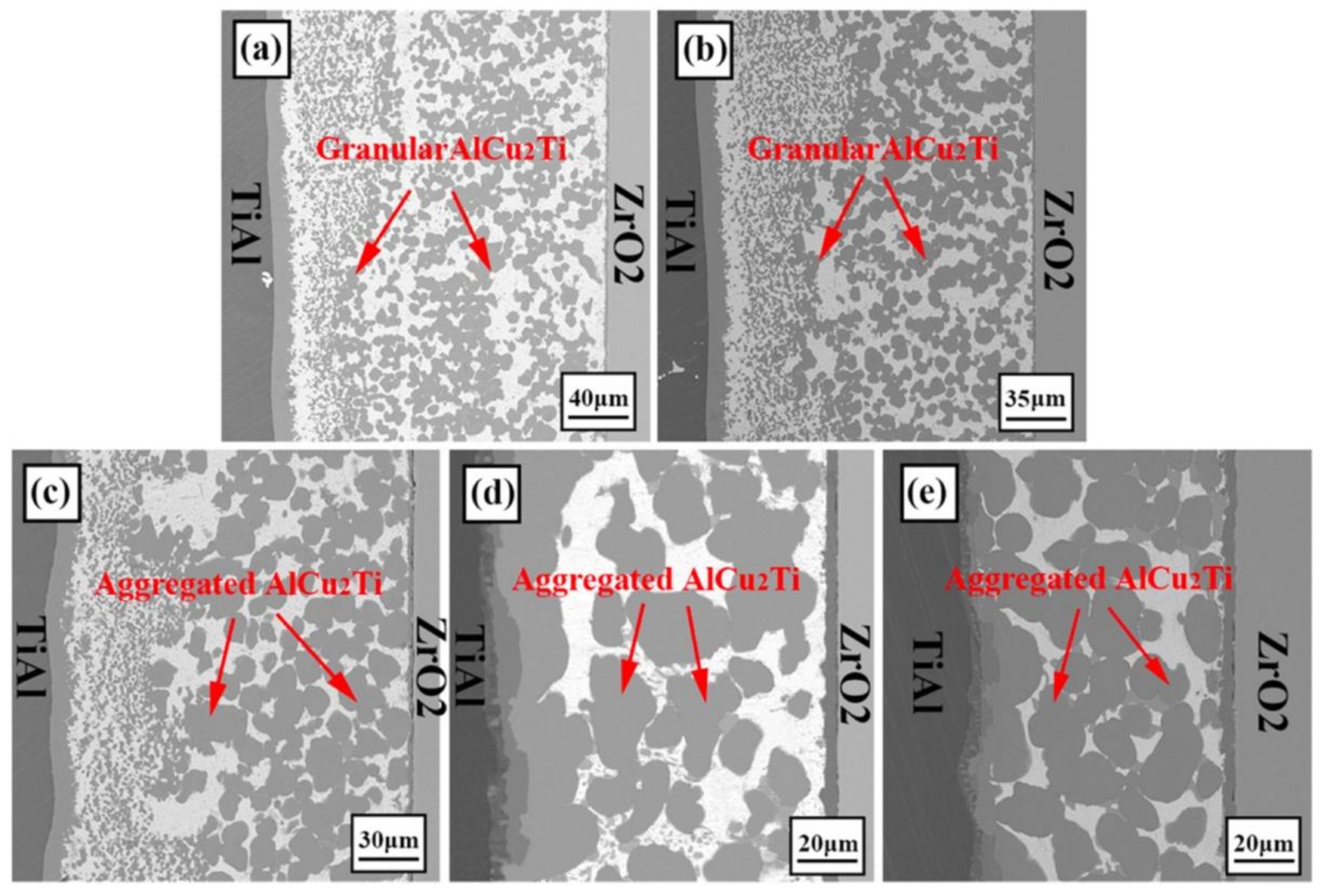{kind=link}
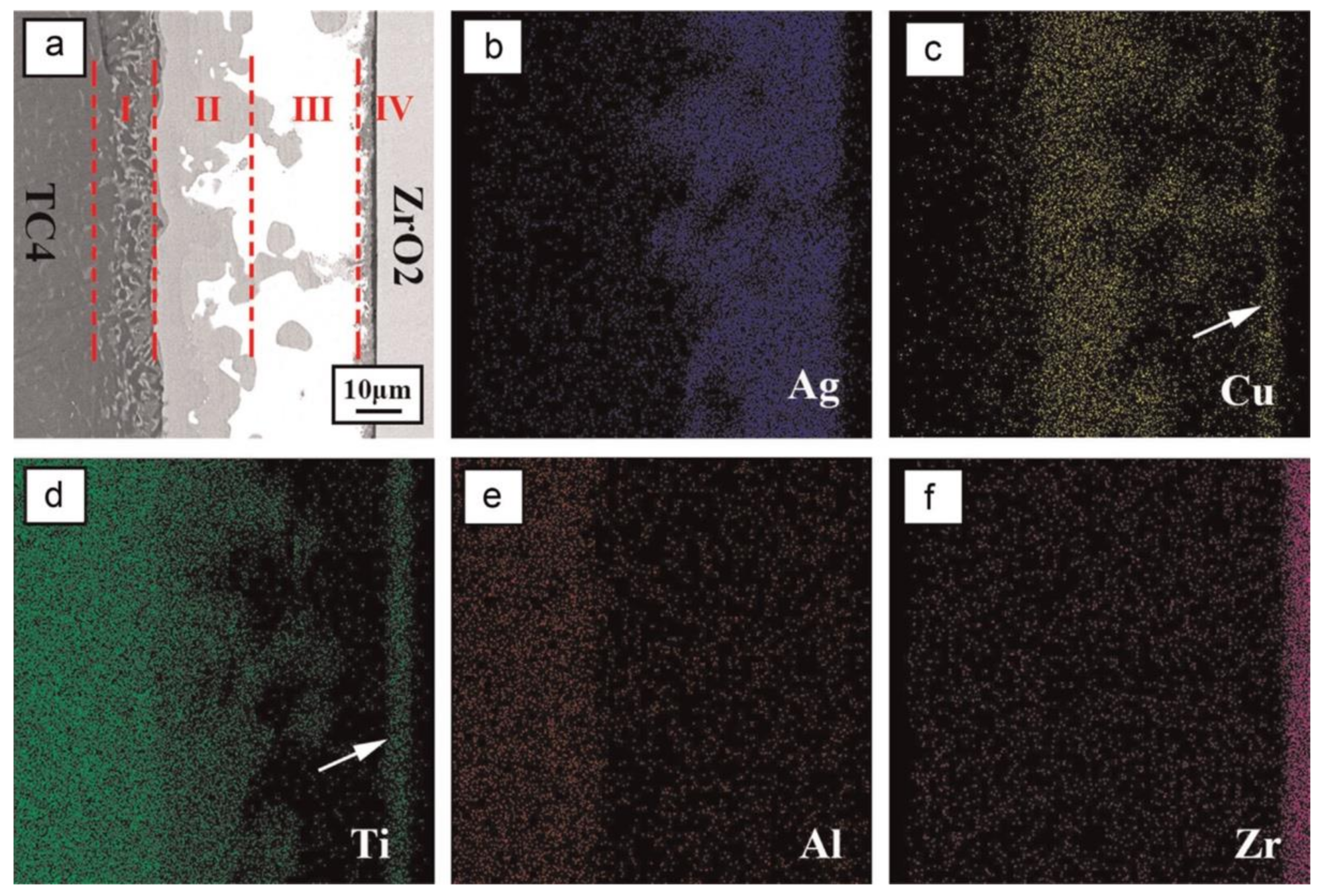{kind=link}
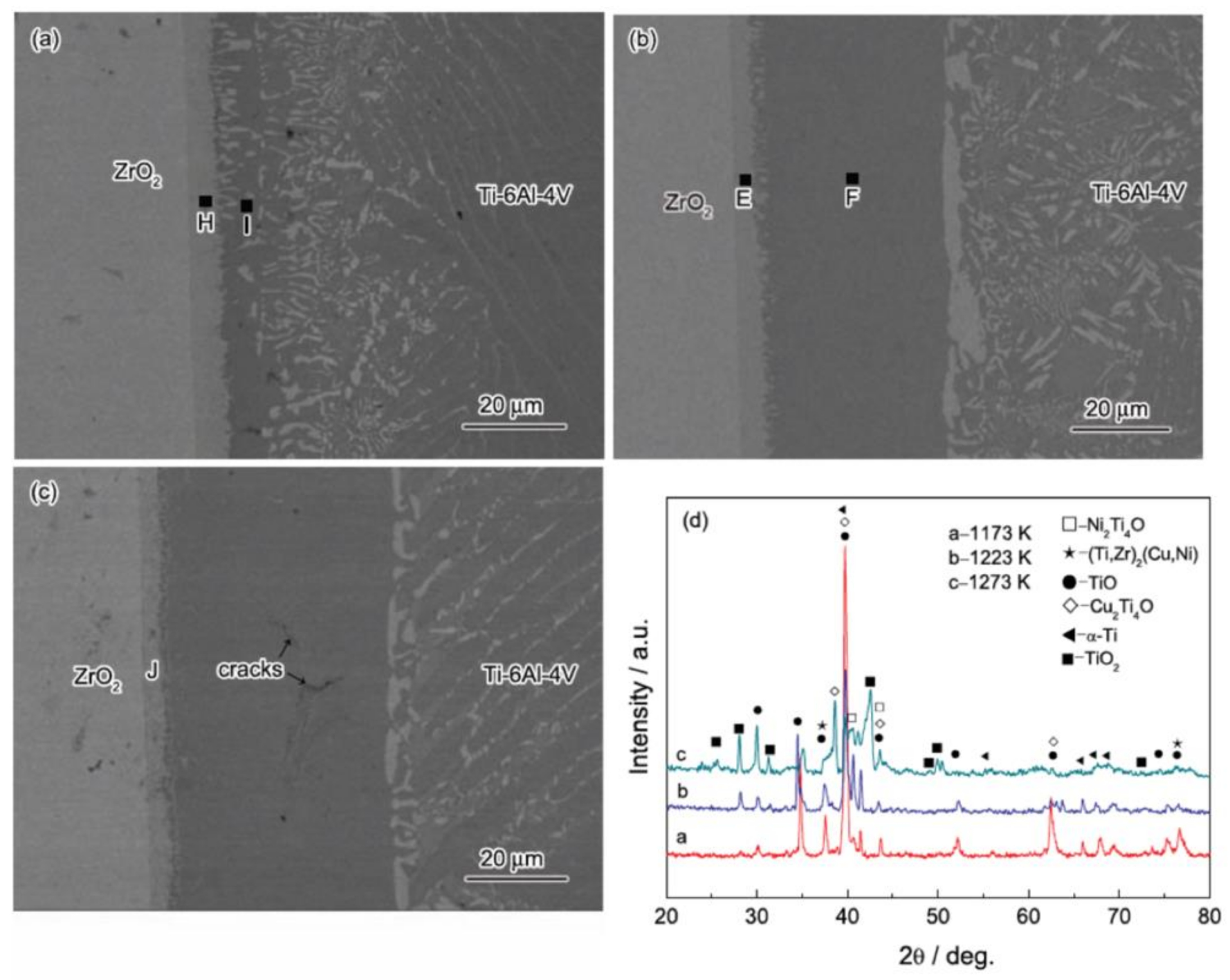{kind=link}
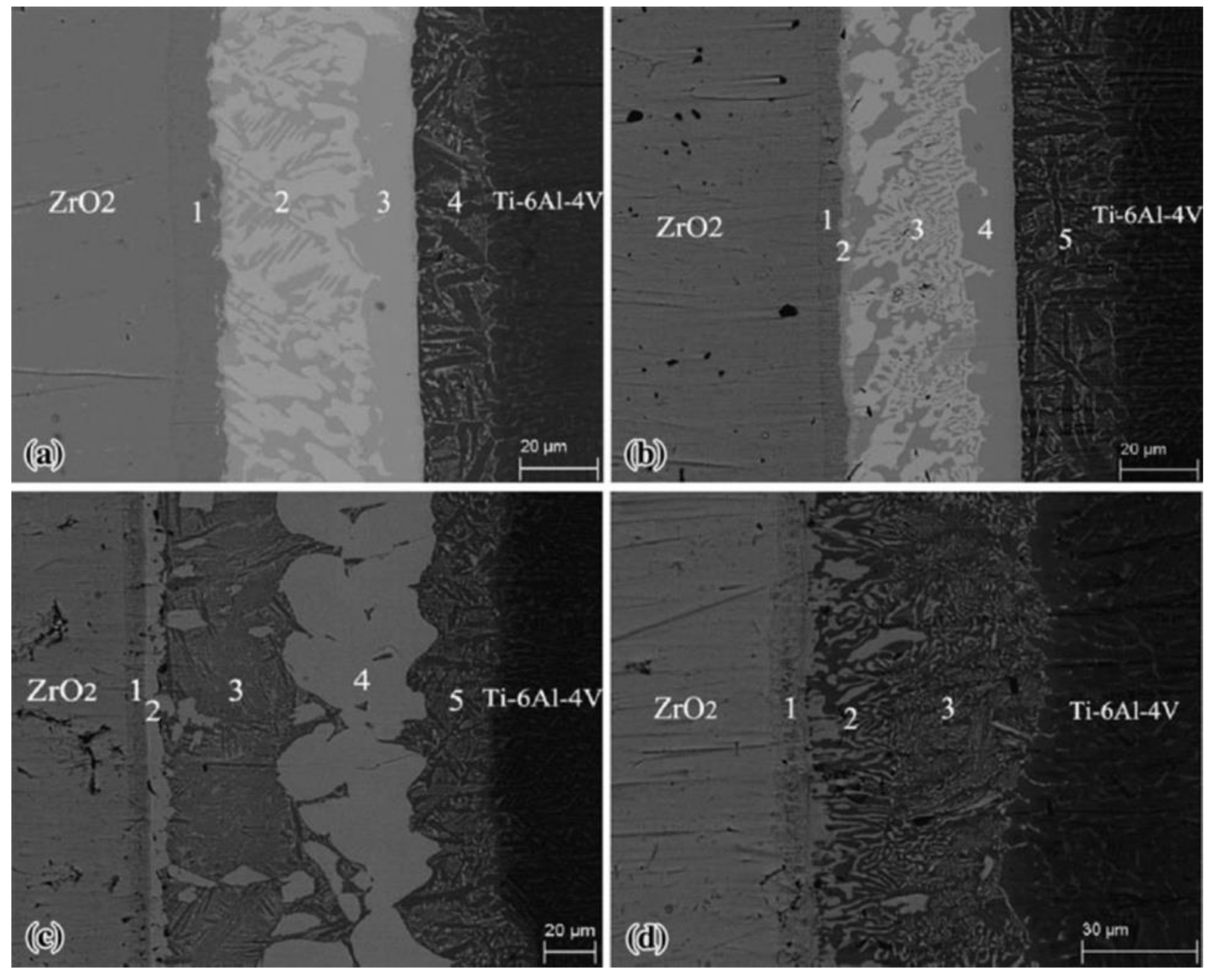{kind=link}
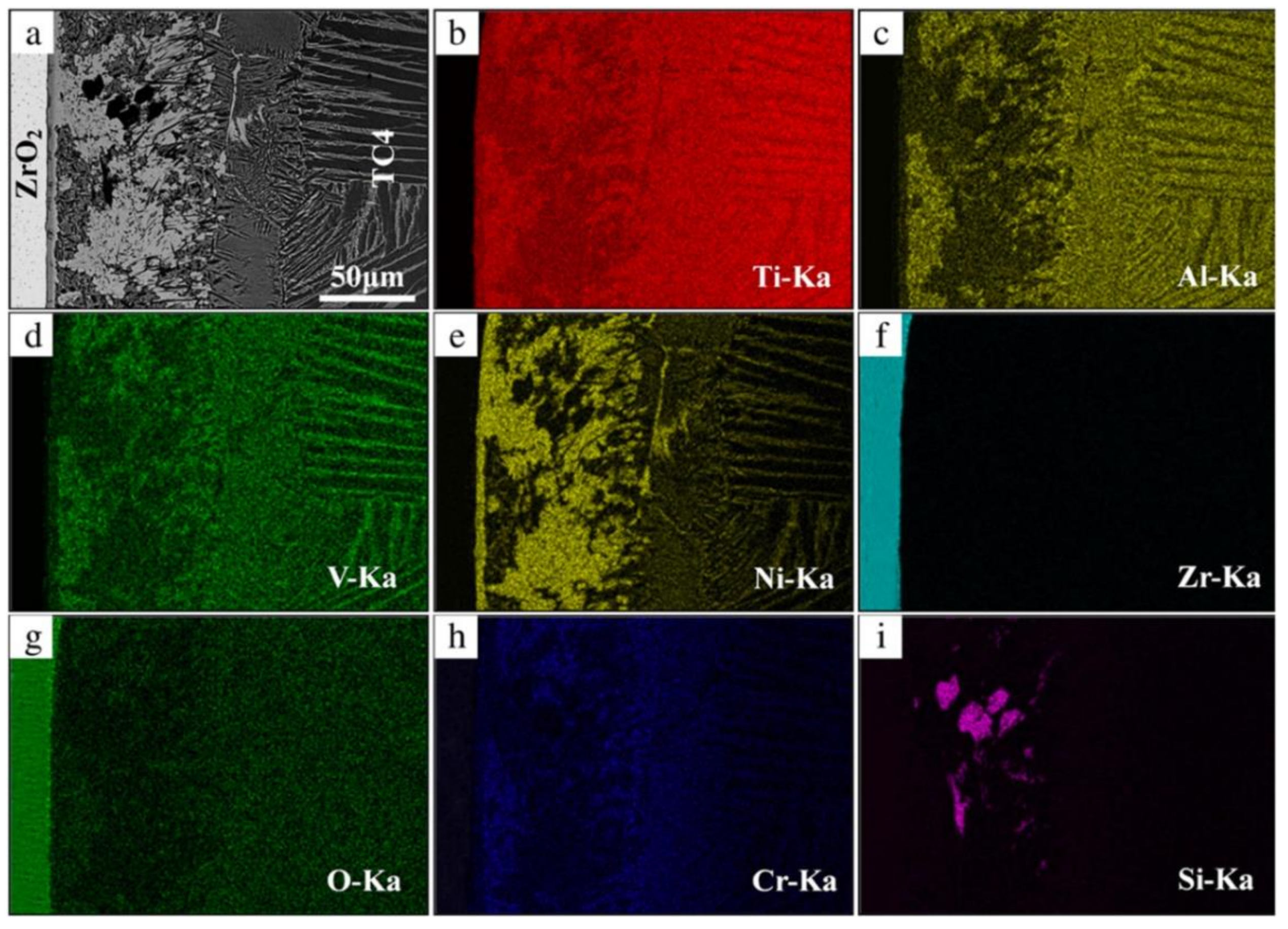{kind=link}
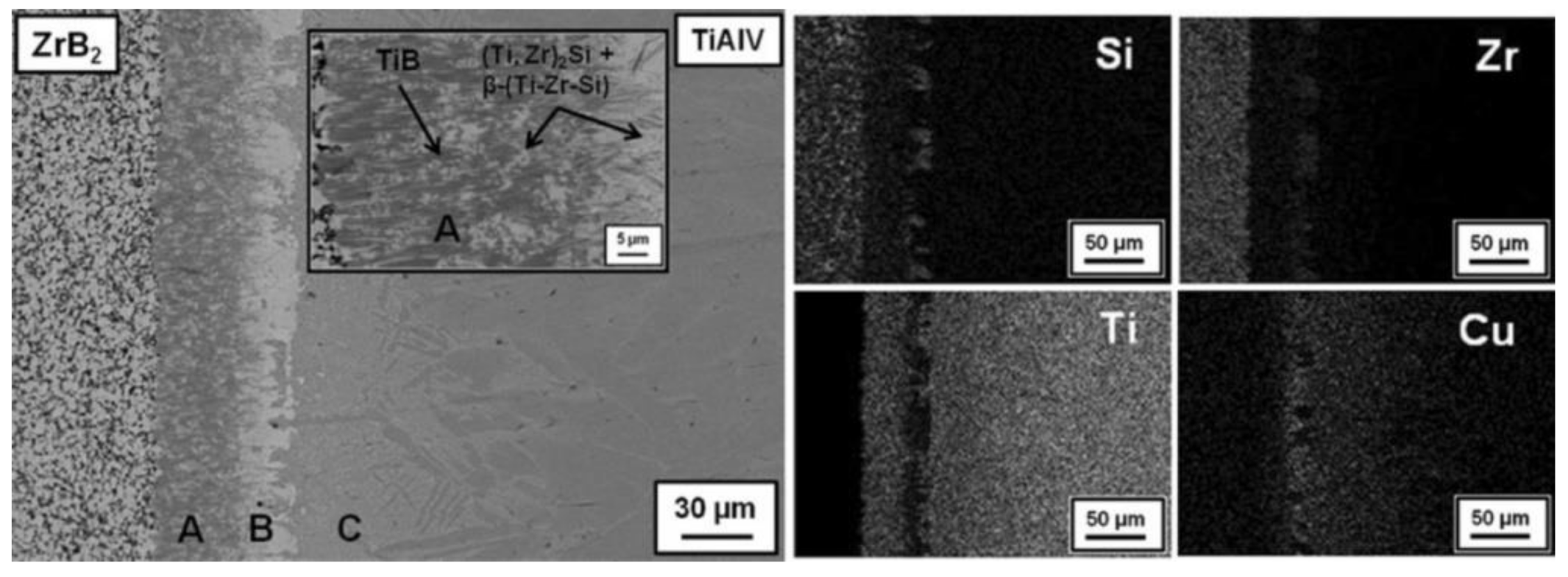{kind=link}
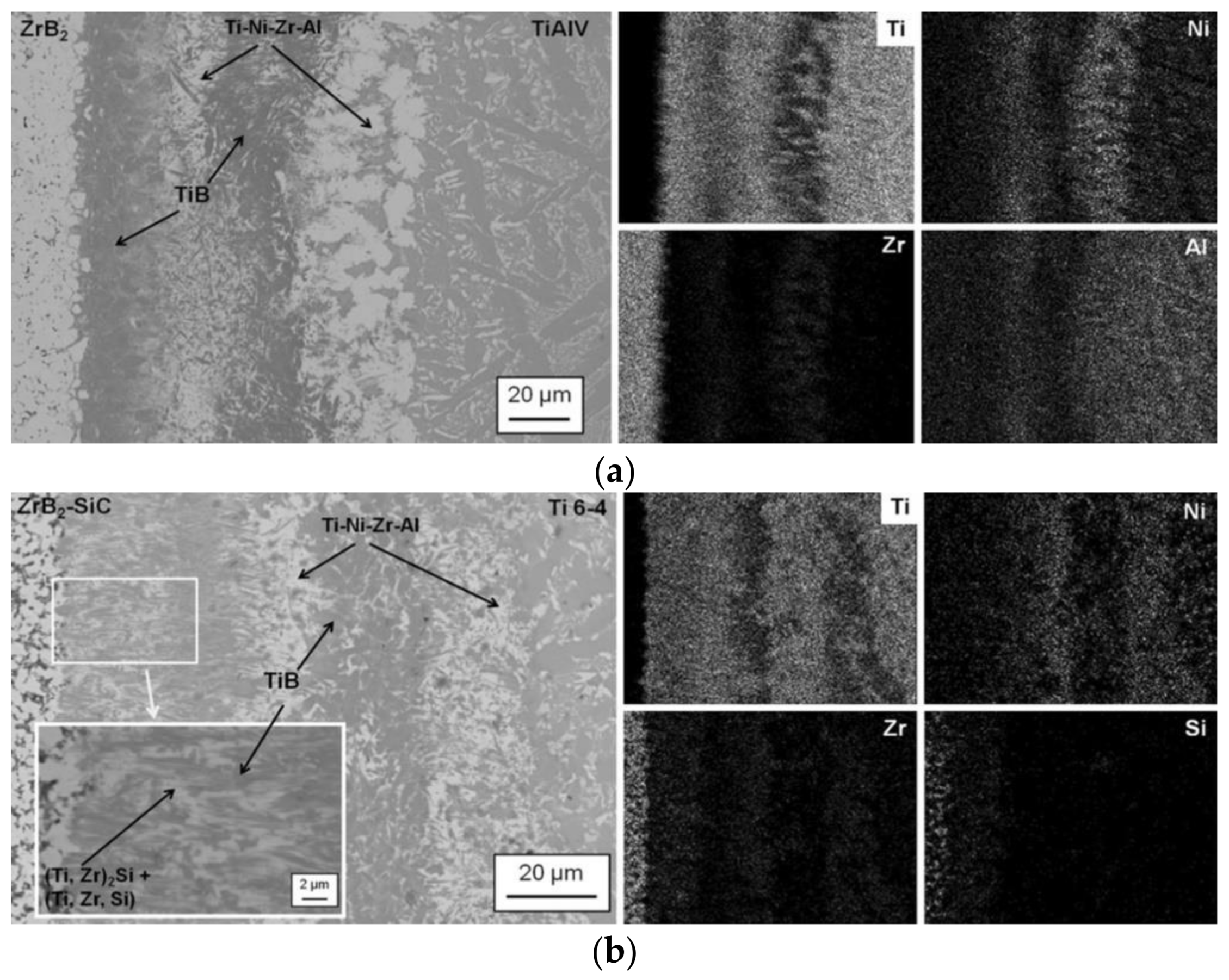{kind=link}
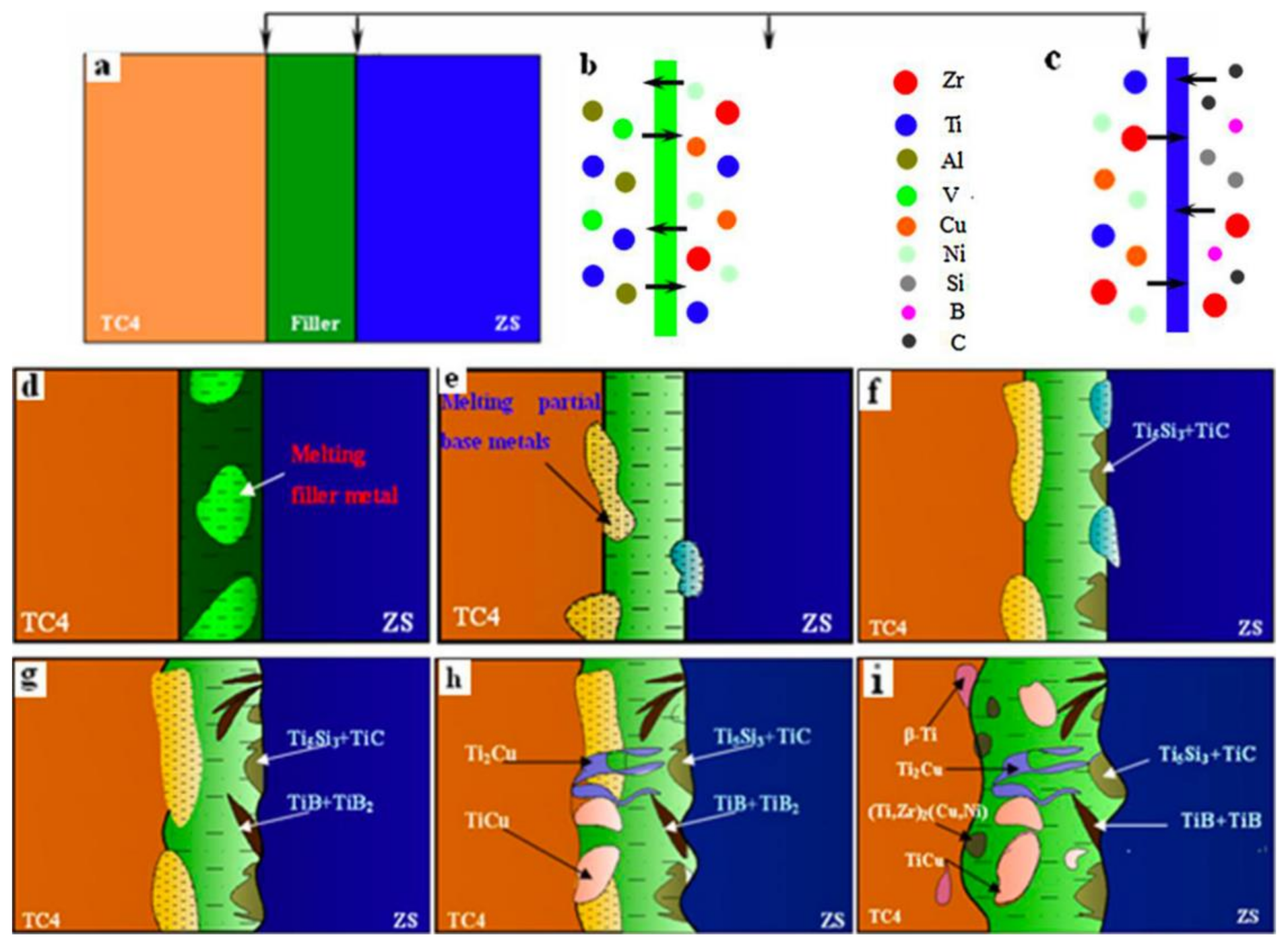{kind=link}
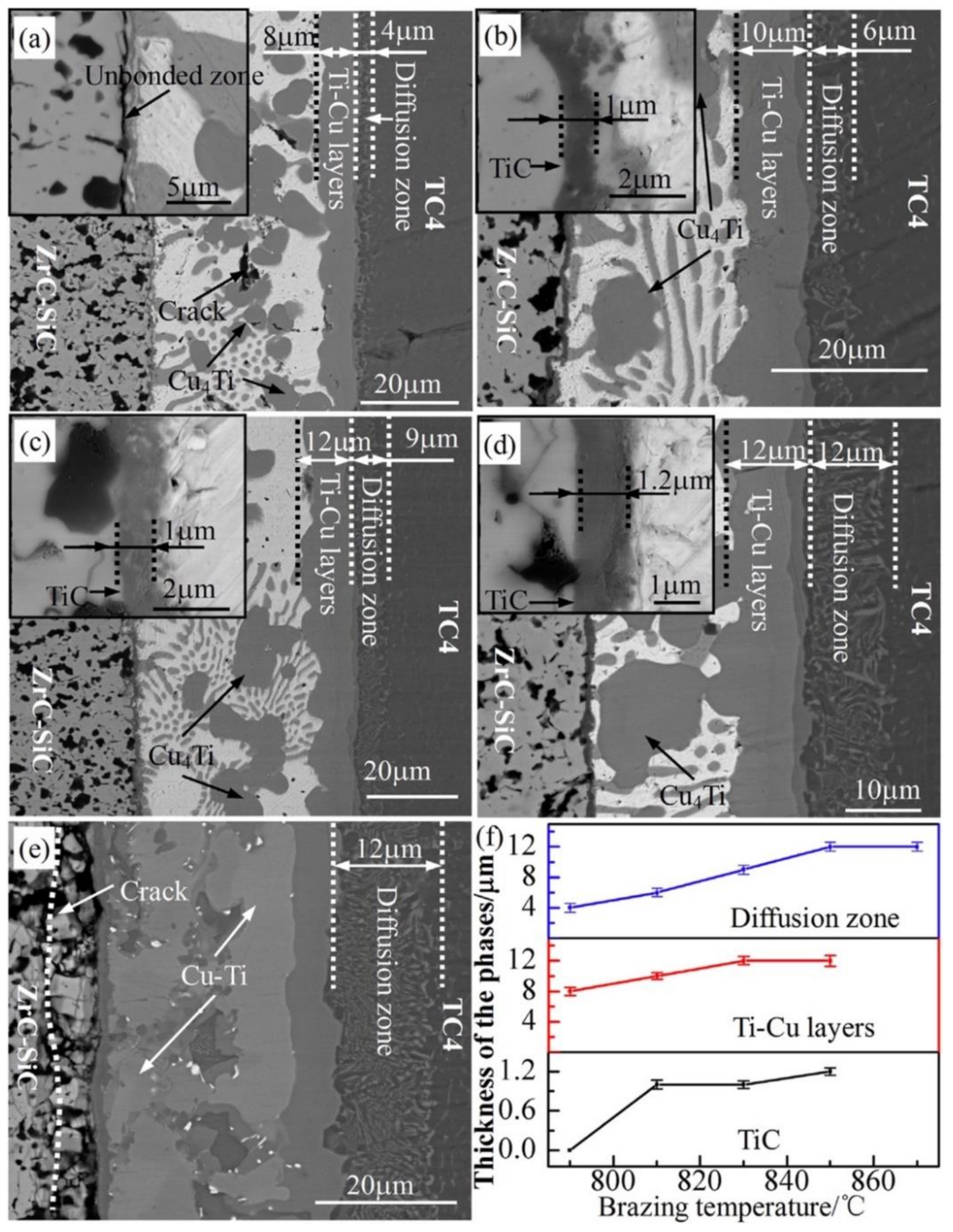{kind=link}
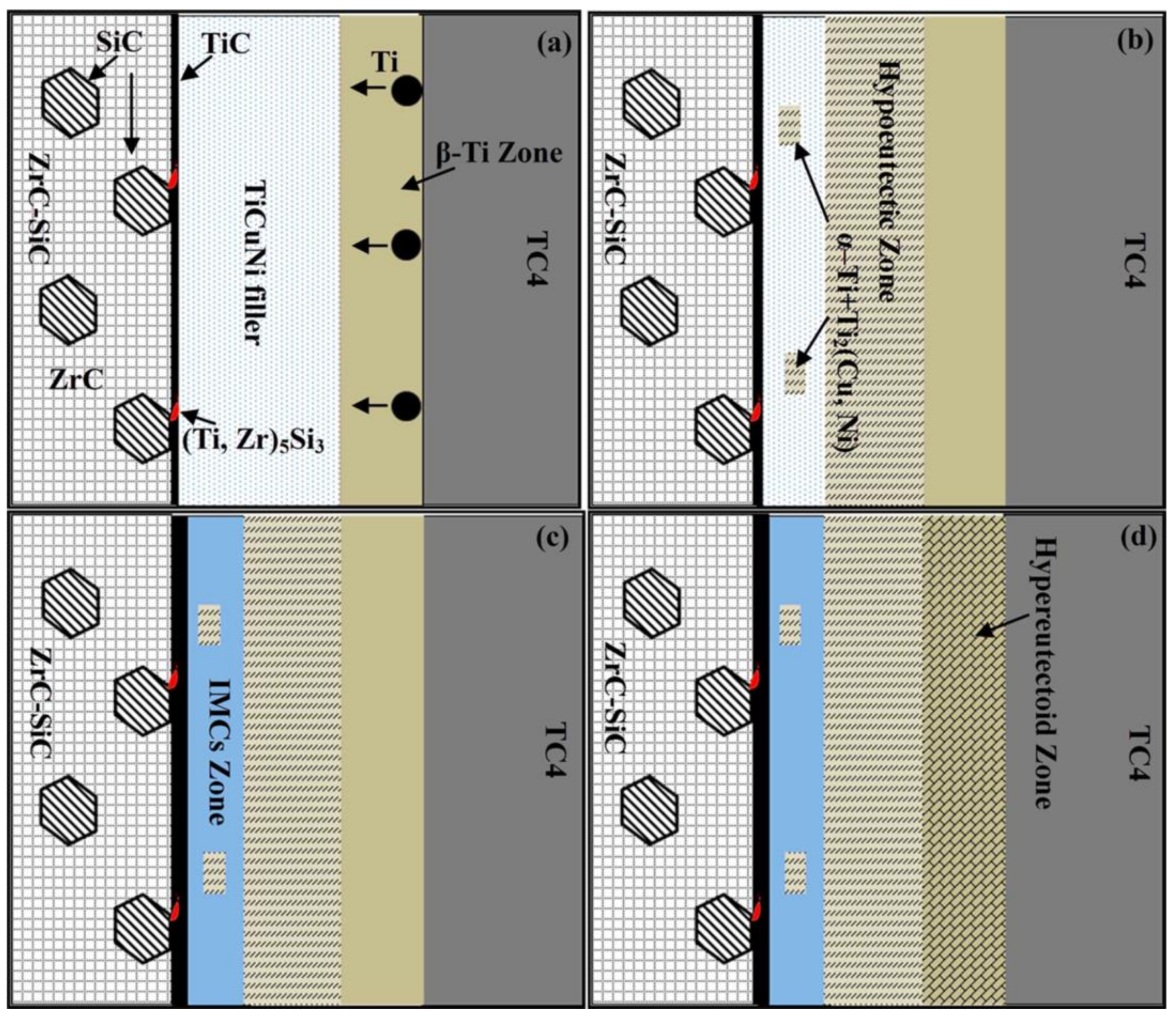{kind=link}
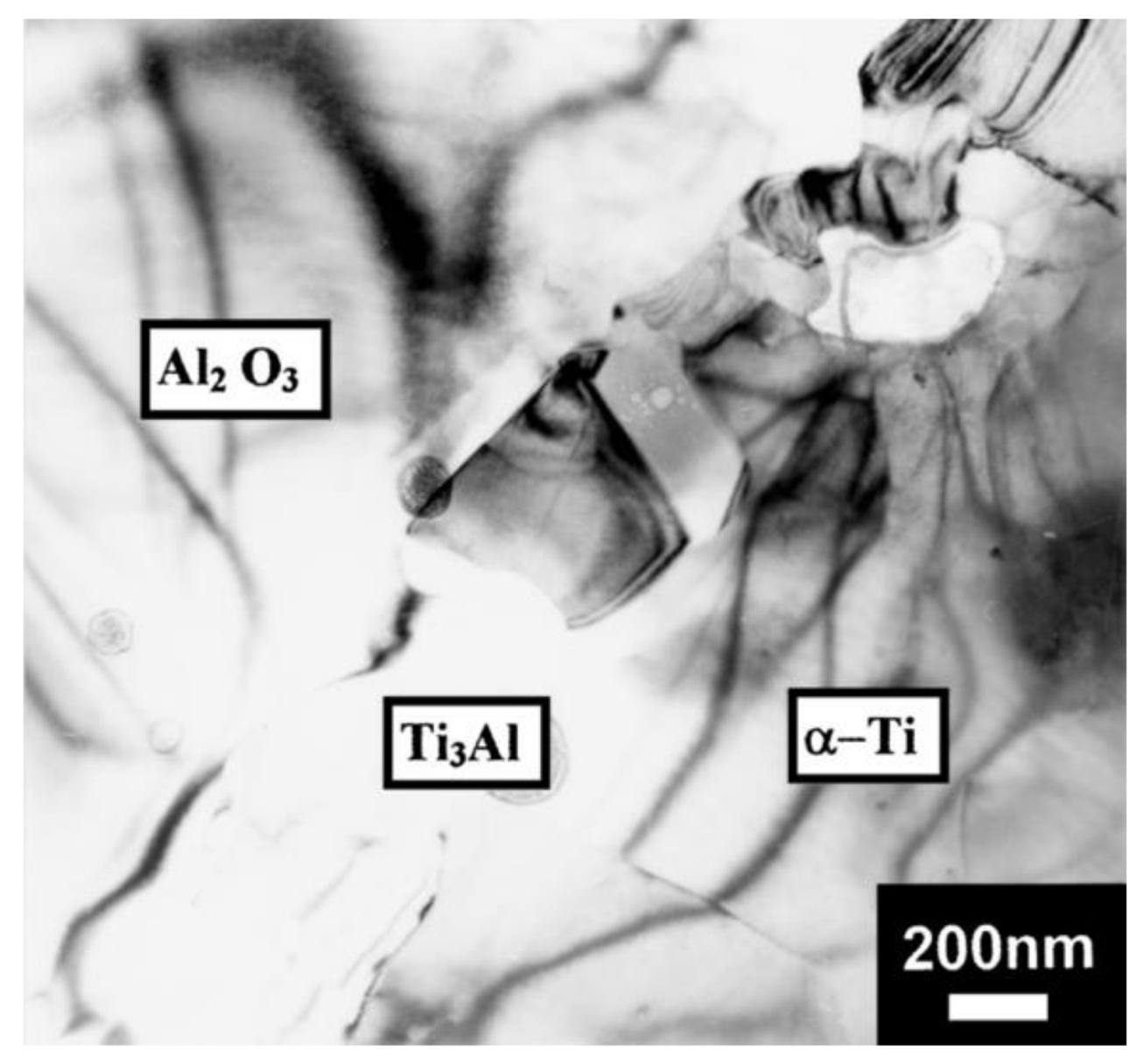{kind=link}
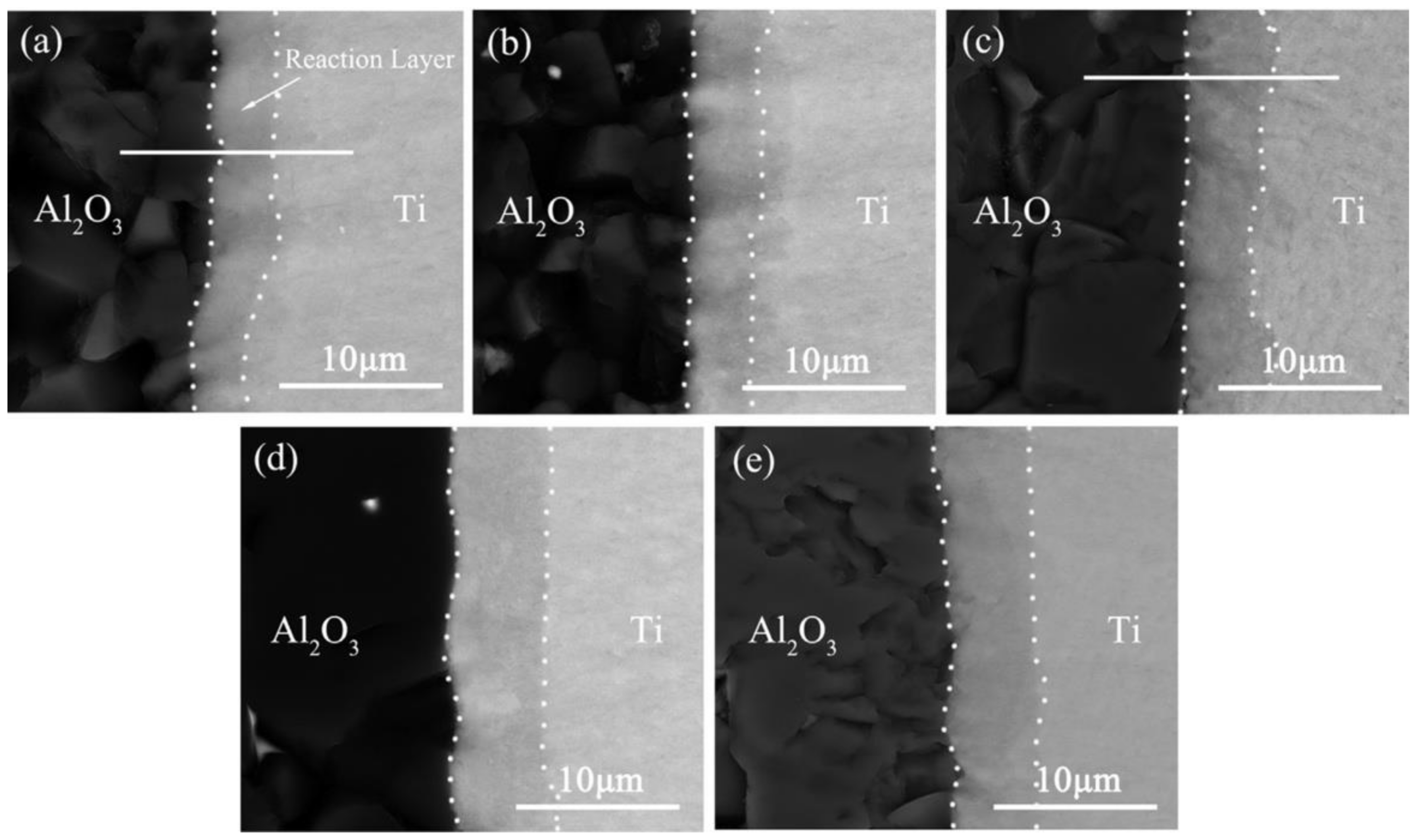{kind=link}
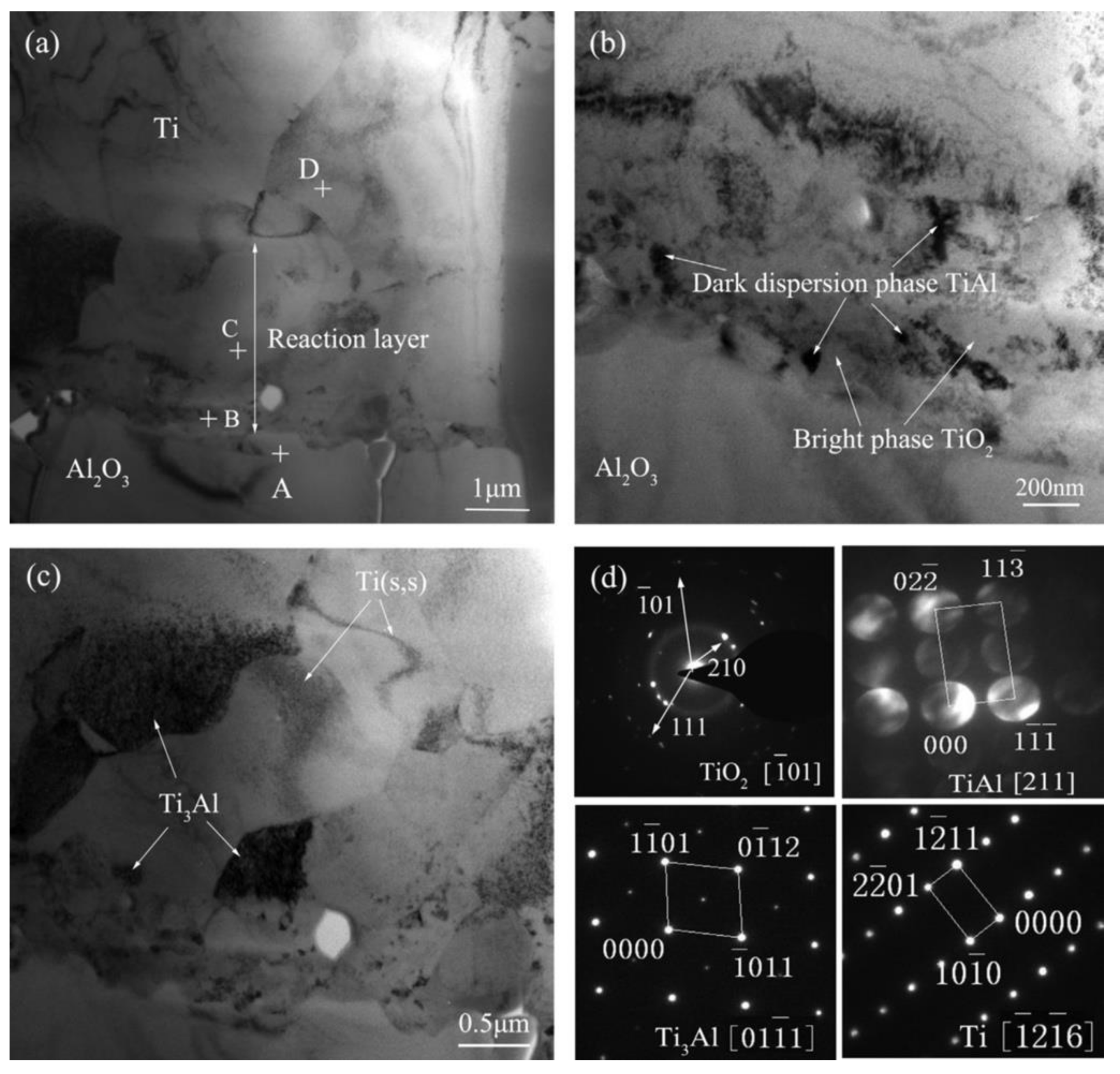{kind=link}
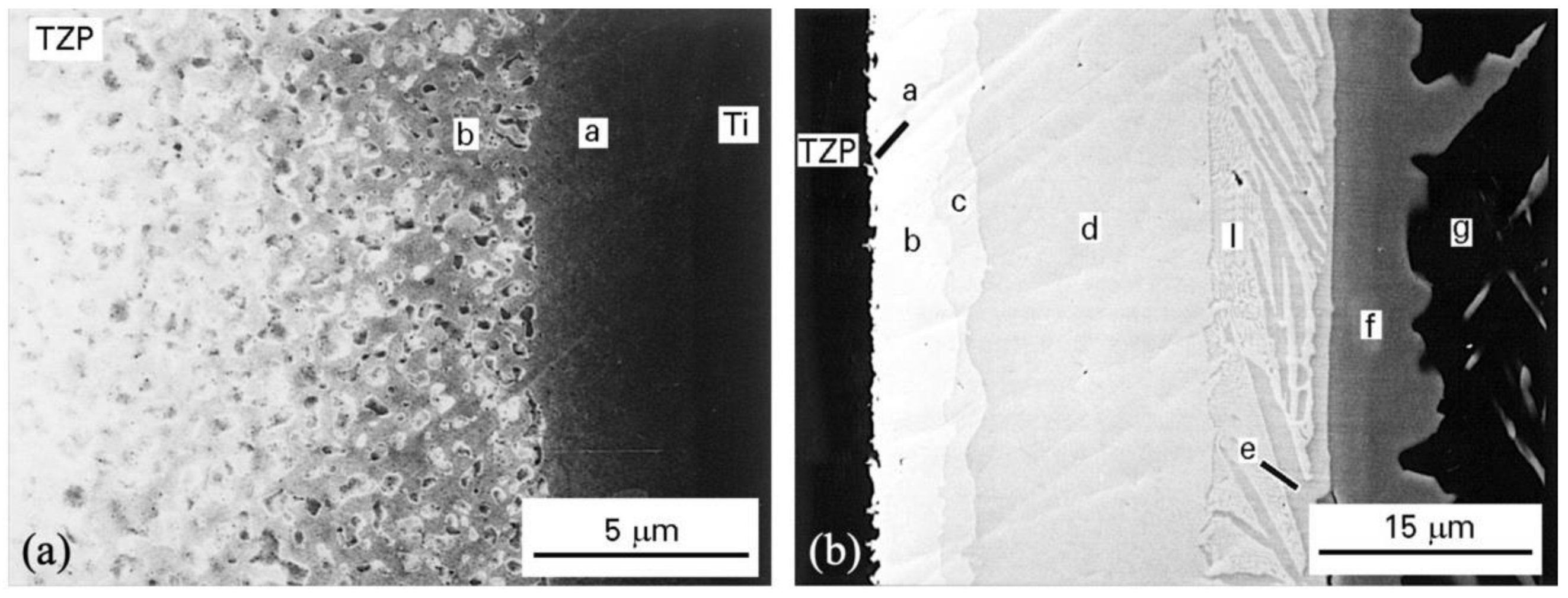{kind=link}
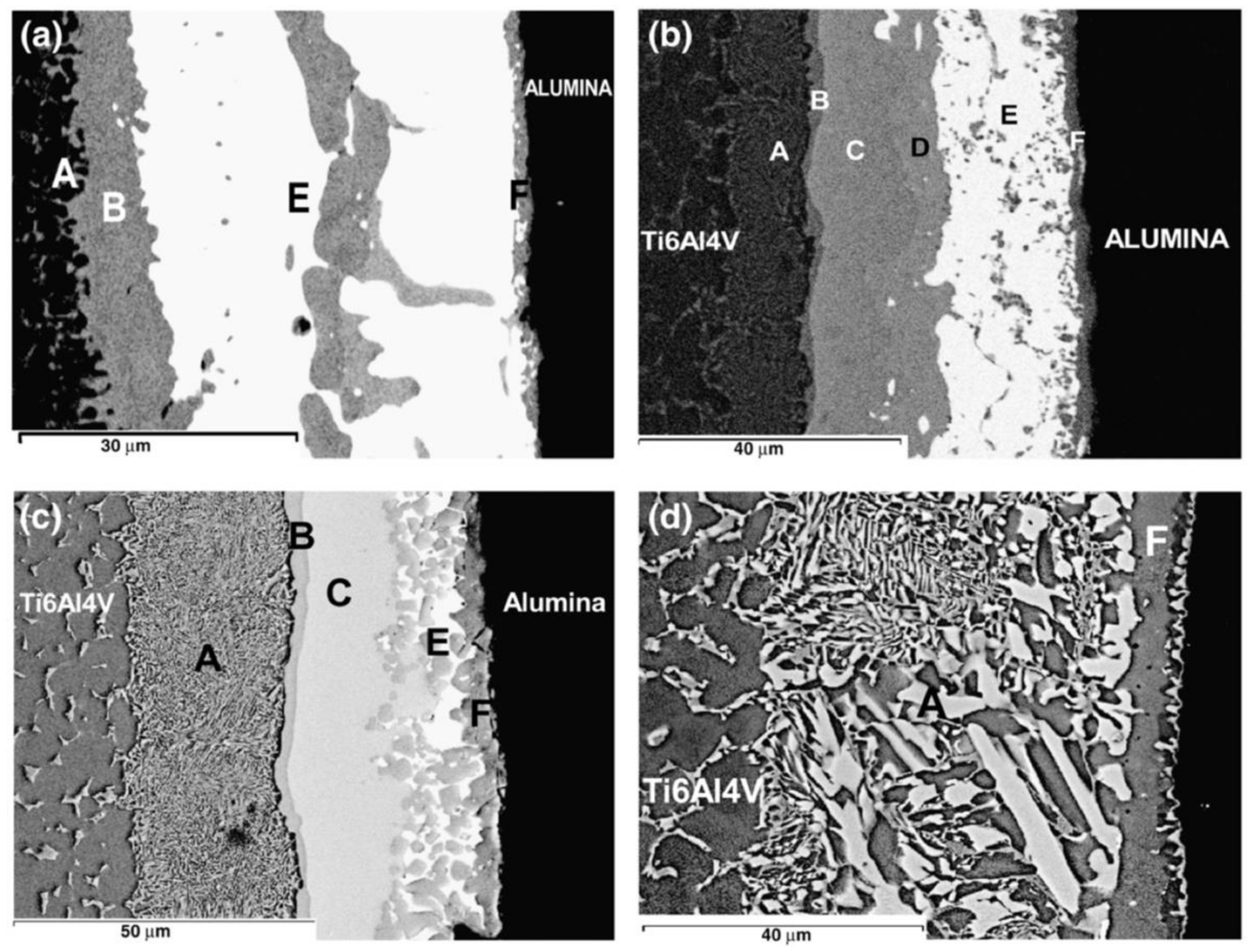{kind=link}
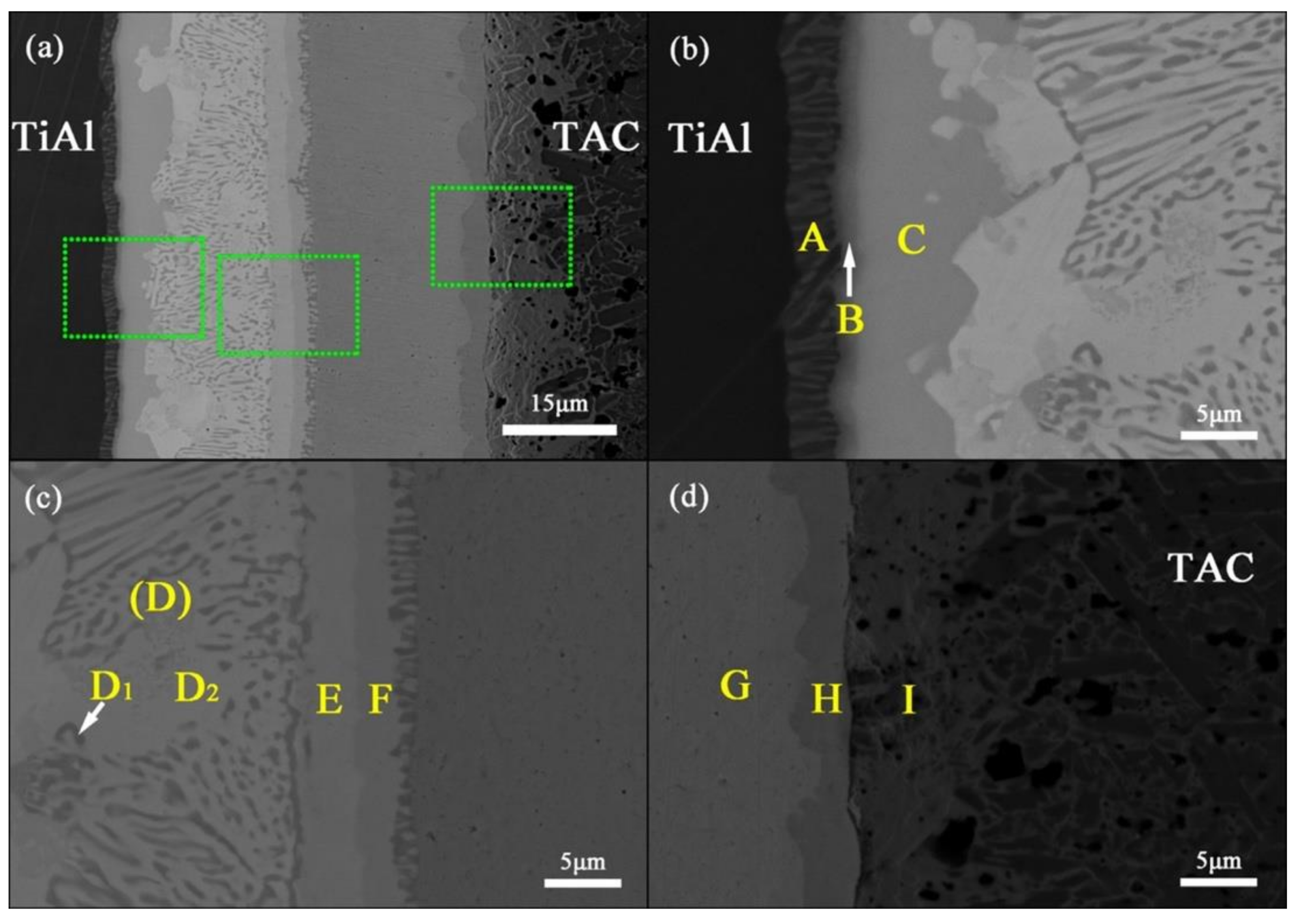{kind=link}
Table 1.
Brazing conditions and shear strength values of titanium alloys and Al2O3 joints.
| Titanium Alloy | Brazing Filler | Temperature (°C) | Time (min) | Shear Strength (MPa) |
|---|---|---|---|---|
| TiAl [22] | Ag-Cu-Ti+W | 860 | 10 | 100 |
| 880 | 10 | 148 | ||
| 30 | 82 | |||
| 900 | 10 | 115 | ||
| 920 | 10 | 60 | ||
| TiAl [23] | Ag-27.5Cu-2.5Ti | 880 | 10 | 94 |
| Ag-28Cu+2 wt% TiH2 | 102 | |||
| TiAl [24] | Ag-Cu-Ti+TiH2+0.5 wt%B | 900 | 10 | 96 |
| Ag-Cu-Ti+TiH2+1 wt%B | 50 | |||
| Ti6Al4V [25] | Ag-Cu-Ti+B | 900 | 10 | 78 |
| Ti6Al4V [26] | Ag-Cu | 880 | 10 | 82 |
| Ag-Cu+B | 111 |
Table 2.
Brazing conditions and shear strength values of titanium alloys and ZrO2 joints.
| Titanium Alloy | Brazing Filler | Temperature (°C) | Time (min) | Pressure (kPa) | Shear Strength (MPa) |
|---|---|---|---|---|---|
| TiAl [27] | Ag-Cu | 880 | — | — | 48 |
| 900 | 40 | ||||
| 920 | 34 | ||||
| TiAl [28] | Ag-Cu | 880 | 5 | 20 | 44 |
| 10 | 48 | ||||
| 25 | 32 | ||||
| Ti6Al4V [29] | Ag-Cu | 870 | 10 | — | 52 |
| Ti6Al4V [30] | Ag-Cu+WB | 870 | 10 | — | 83 |
| Ti6Al4V [31,32] | Ti-28Zr-24Cu-22Ni | 850 | 30 | — | 63 |
| Ti6Al4V [33] | Zr-30Cu-10Al-5Ni | 900 | 10 | — | 95 |
| Ti6Al4V [34] | Ti-17Zr-50Cu | 900 | 5 | — | 156 |
| 10 | 162 | ||||
| 30 | 103 | ||||
| Ti6Al4V [35] | NiCrSiB | 950 | 10 | 30 | 160 |
| 1025 | 284 |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Simões, S. Recent Progress in the Joining of Titanium Alloys to Ceramics. Metals 2018, 8, 876. https://doi.org/10.3390/met8110876
AMA Style
Simões S. Recent Progress in the Joining of Titanium Alloys to Ceramics. Metals. 2018; 8(11):876. https://doi.org/10.3390/met8110876
Chicago/Turabian StyleSimões, Sónia. 2018. "Recent Progress in the Joining of Titanium Alloys to Ceramics" Metals 8, no. 11: 876. https://doi.org/10.3390/met8110876
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.