Creep Behaviour and Microstructural Characterization of VAT 36 and VAT 32 Superalloys

 ,
,
Abstract
:1. Introduction
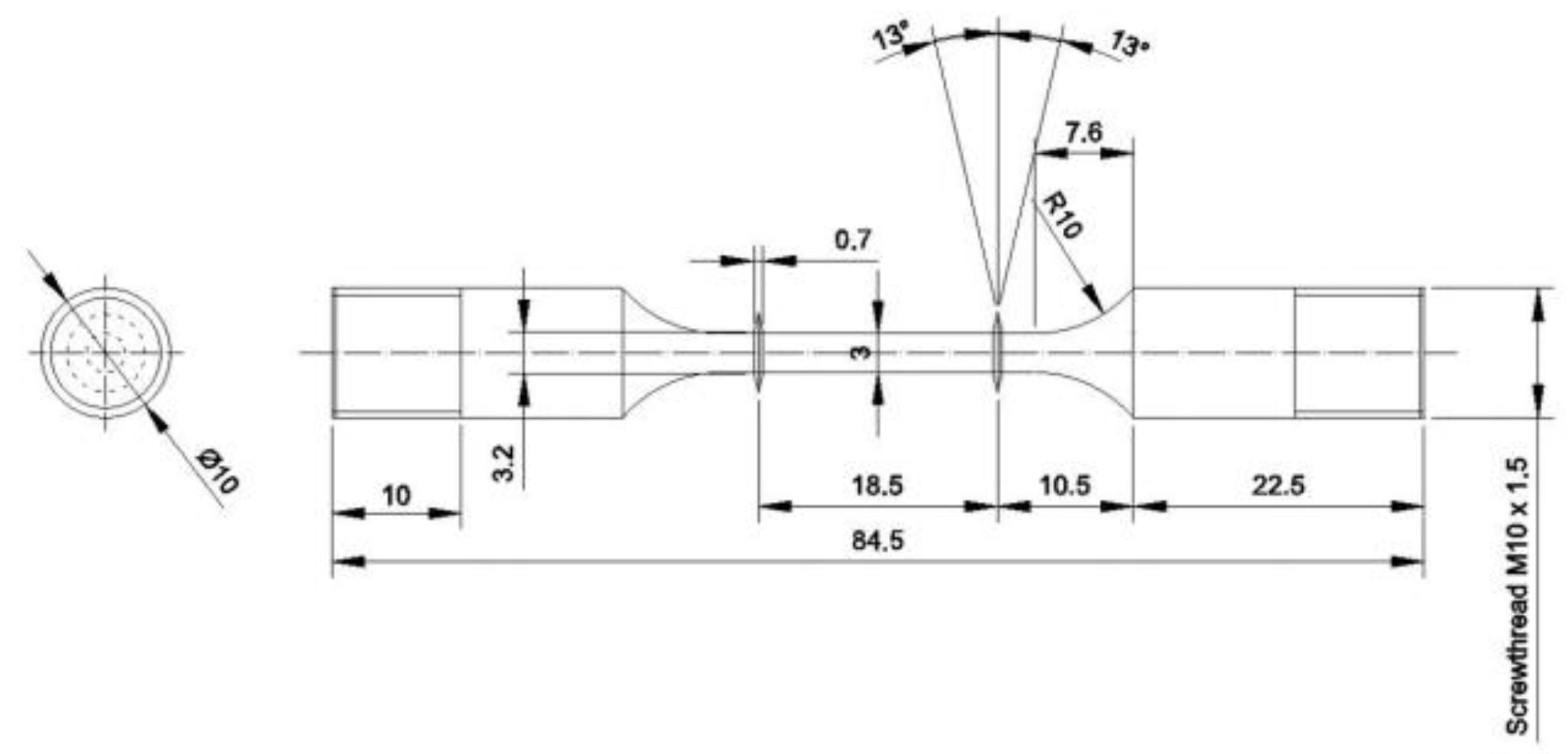
2. Materials and Methods
3. Results and Discussion
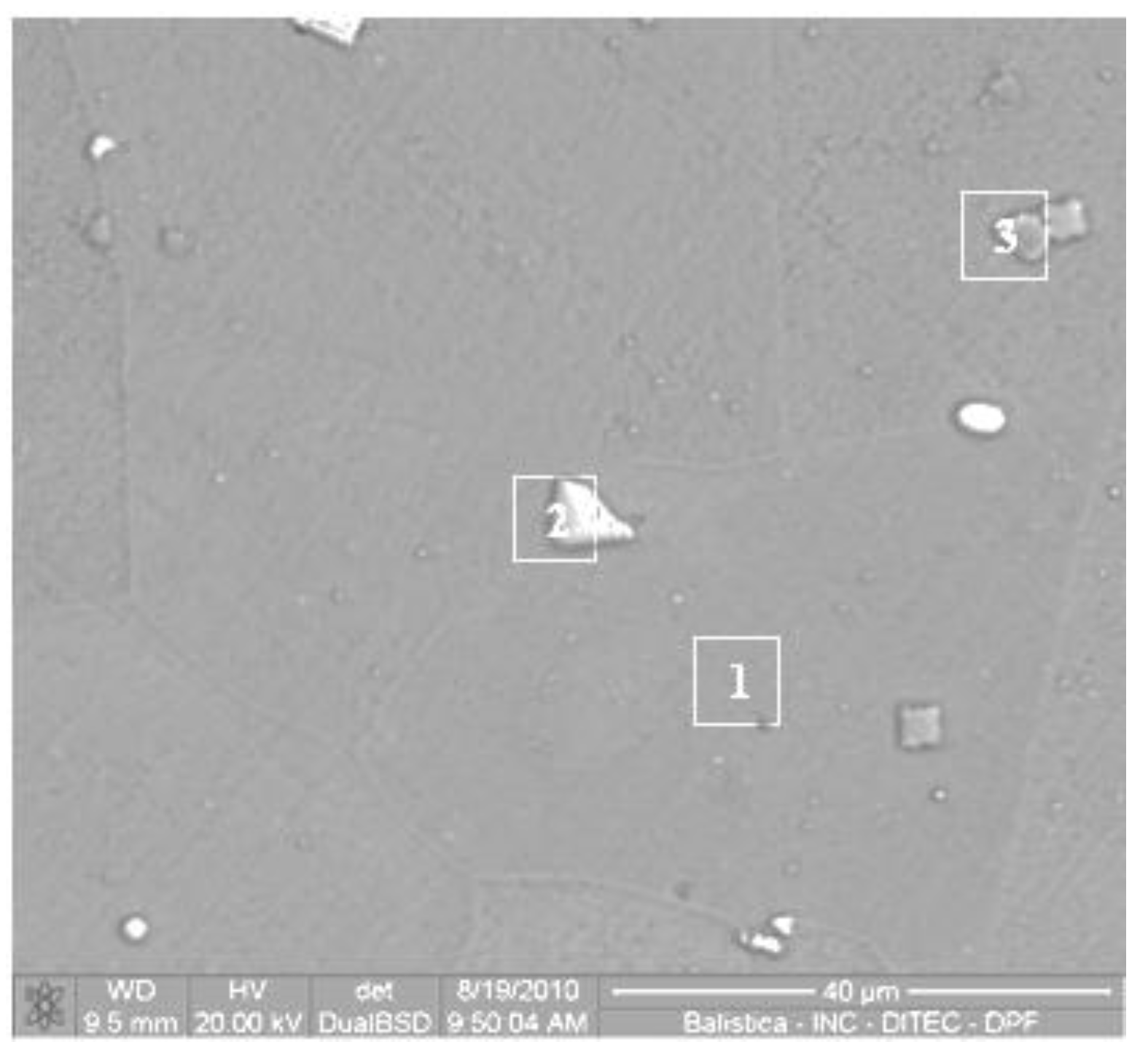
3.1. Chemical Composition
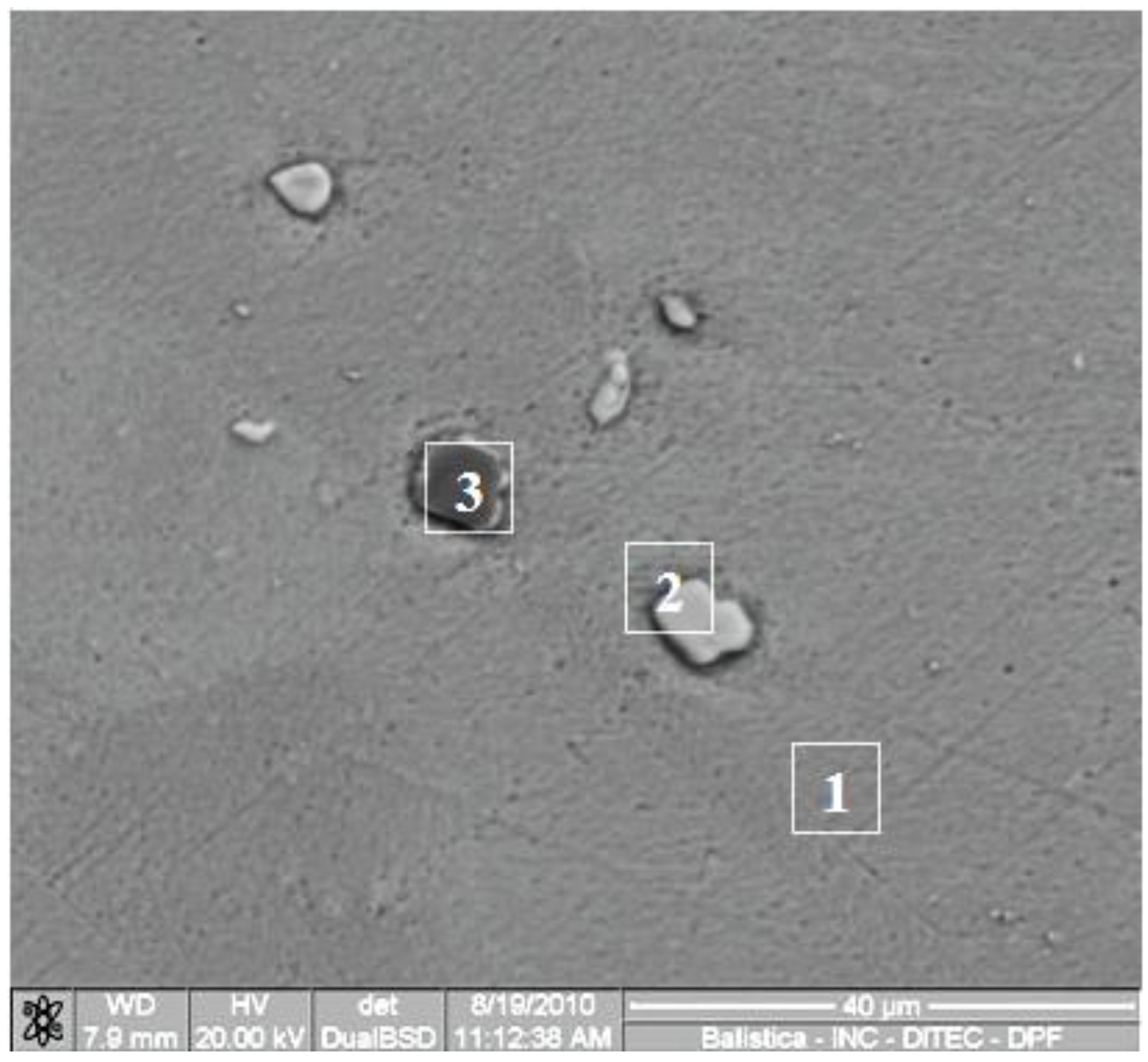
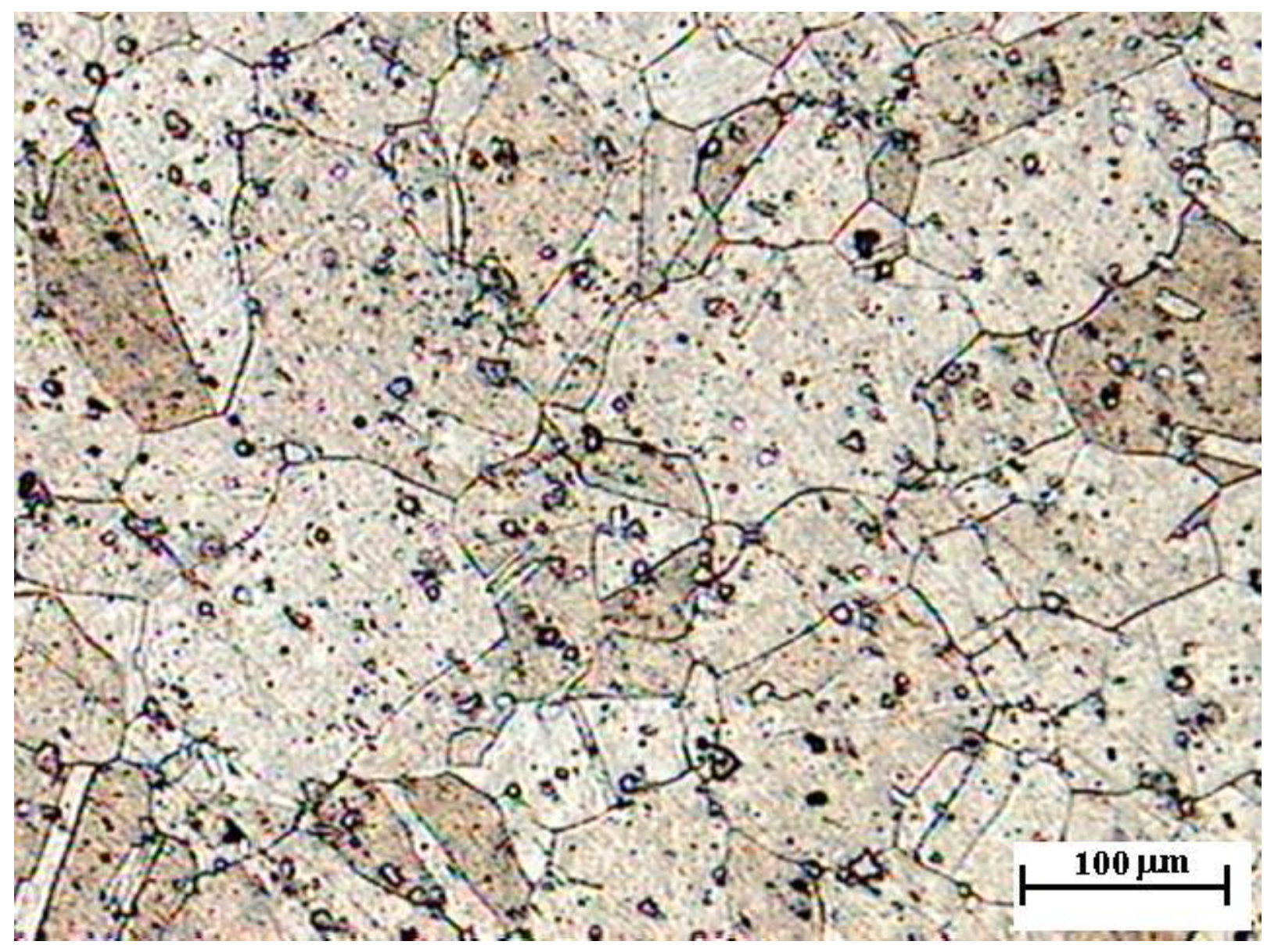
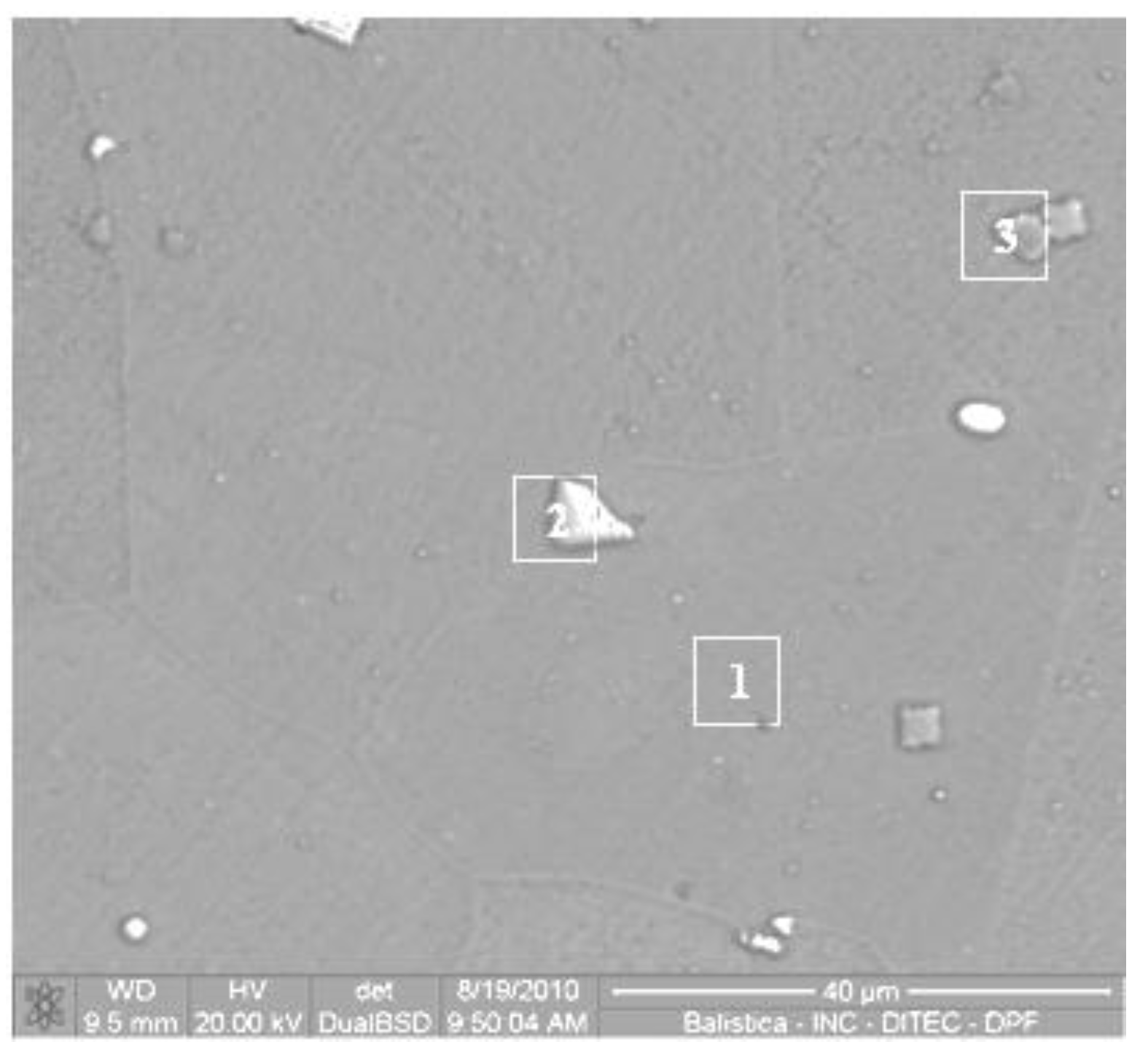
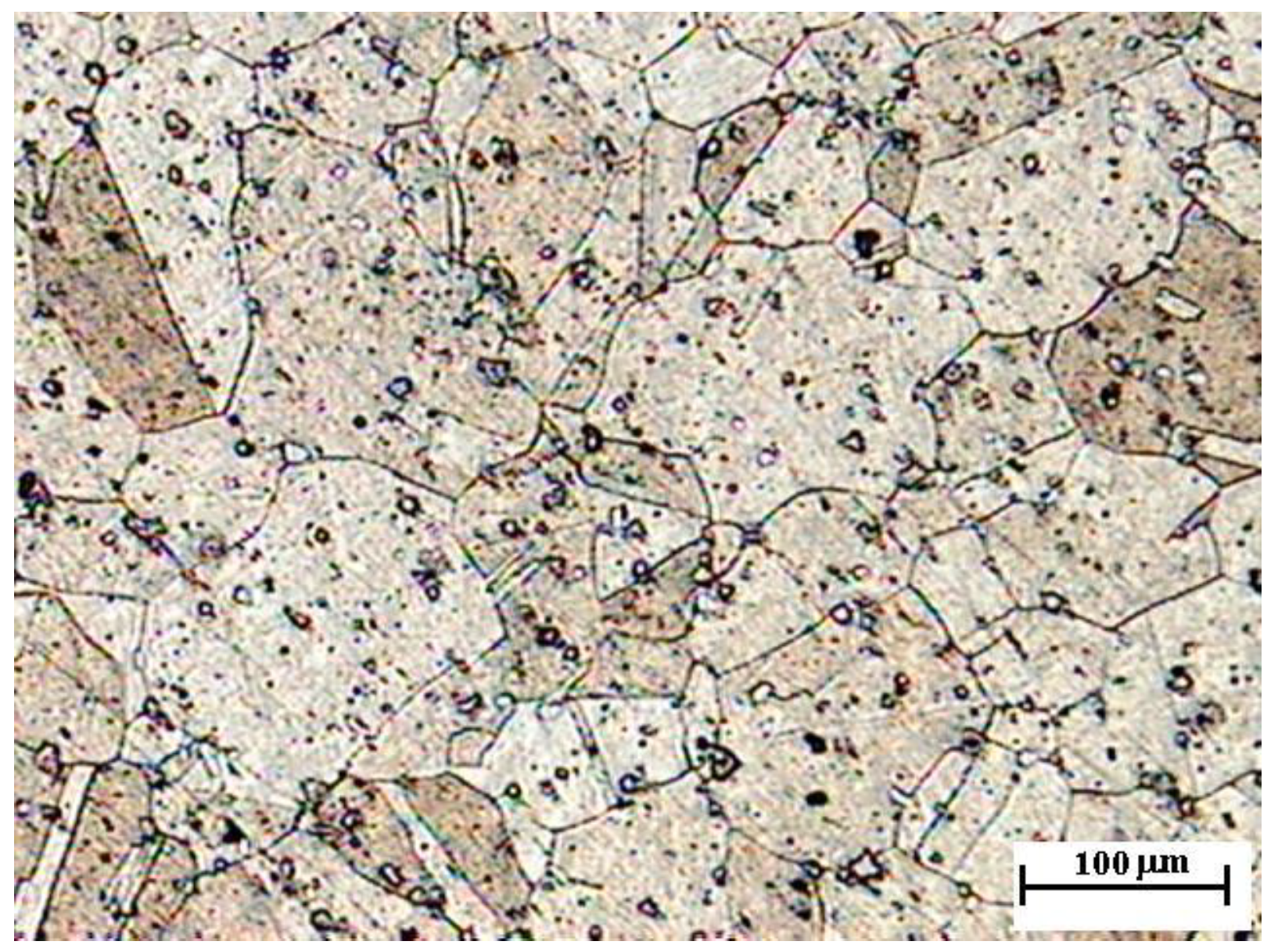
3.2. Microstcuctural Evaluation after HT
3.2.1. Microstructural Evaluation of Superalloy VAT 36
3.2.2. Microstructural Evaluation of Superalloy VAT 32
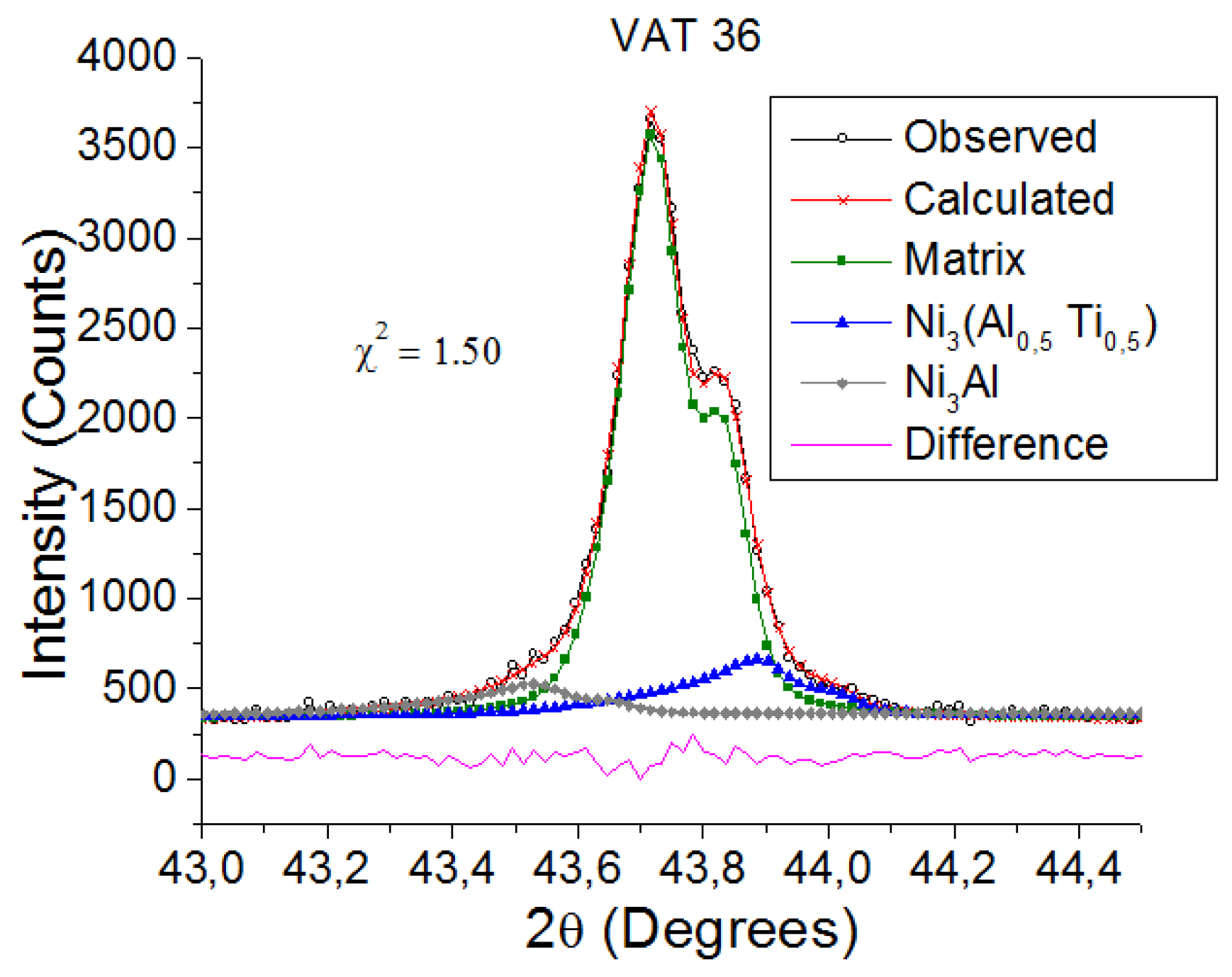
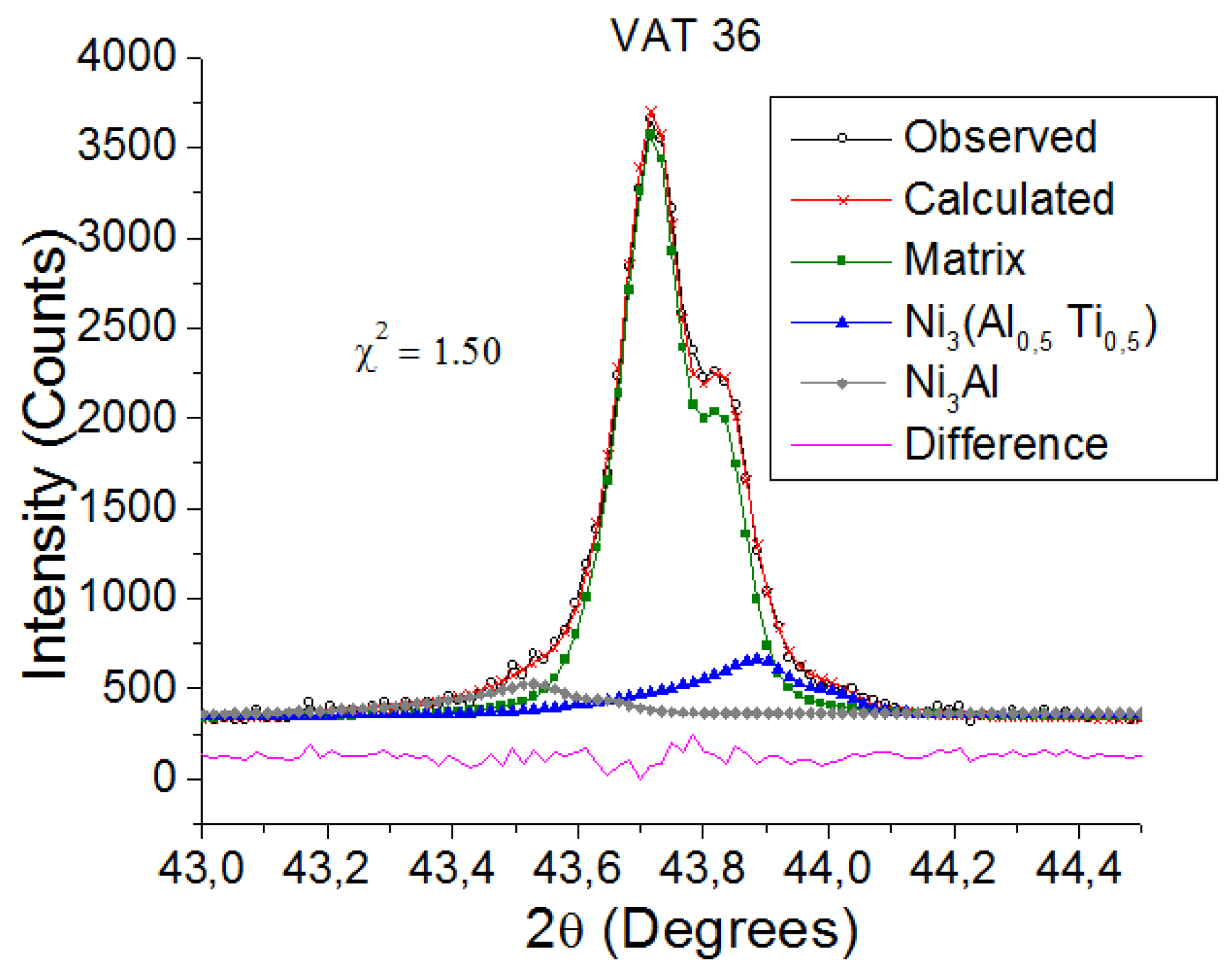
3.3. Rietveld Refinement
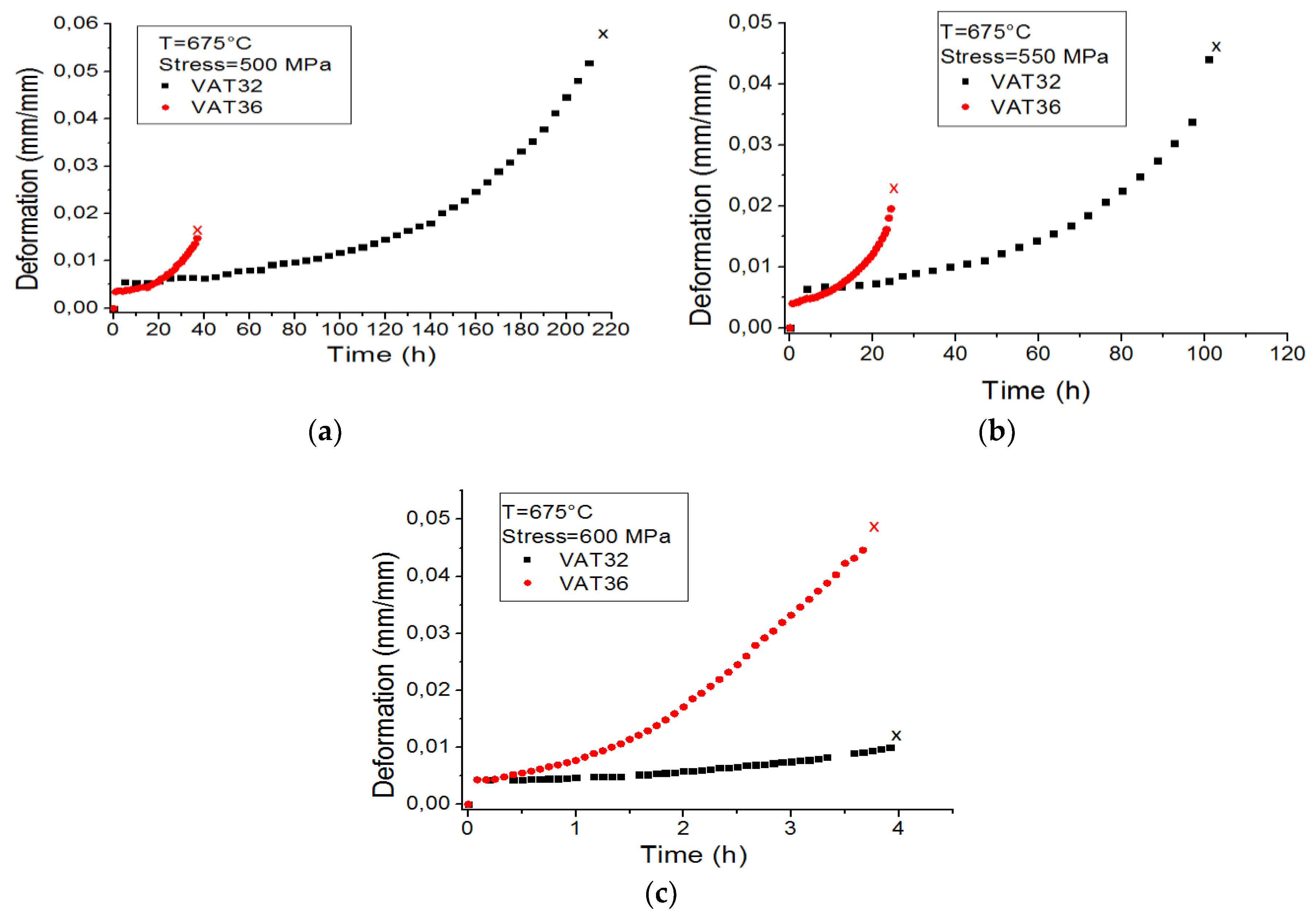
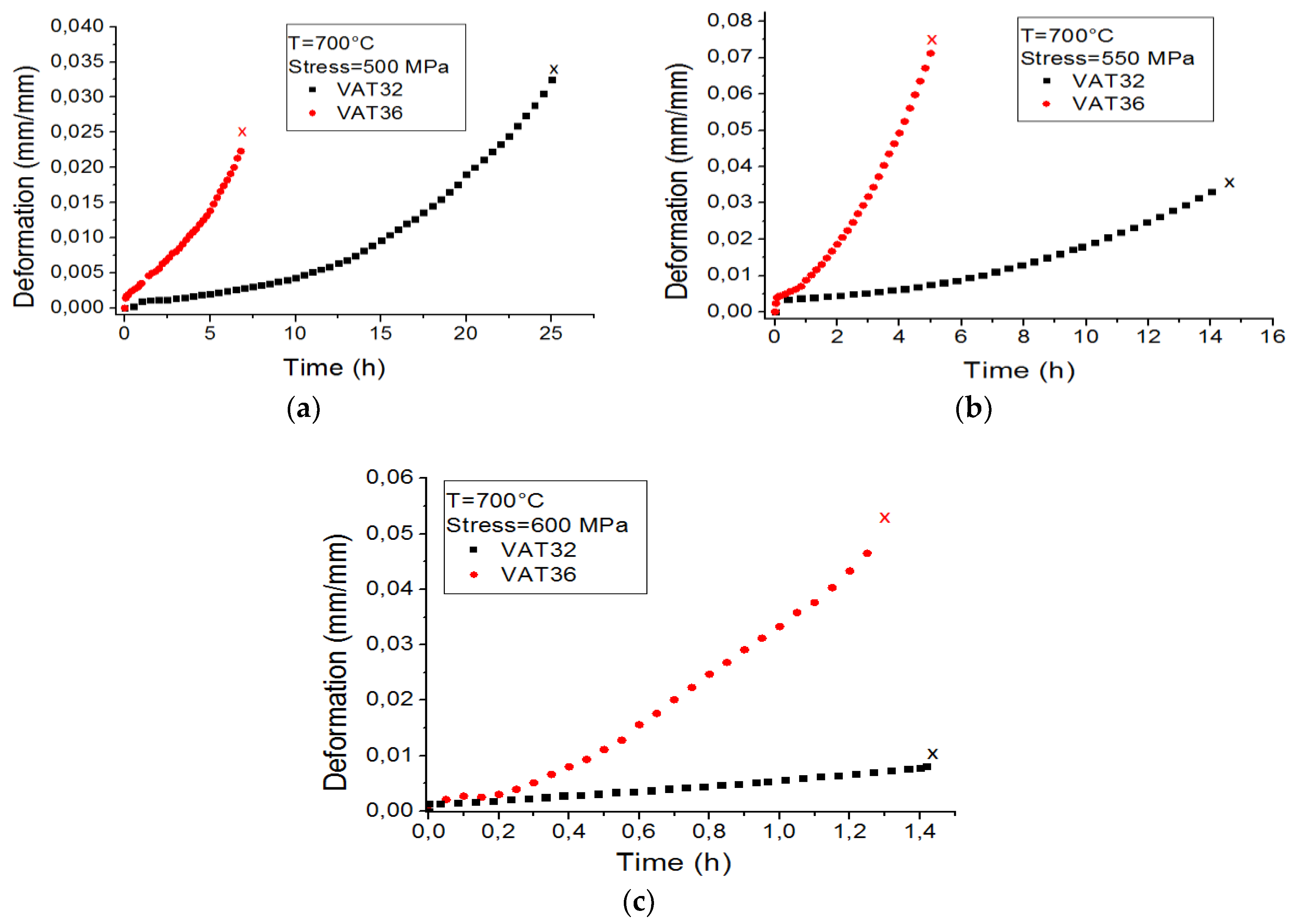
3.4. Creep Tests
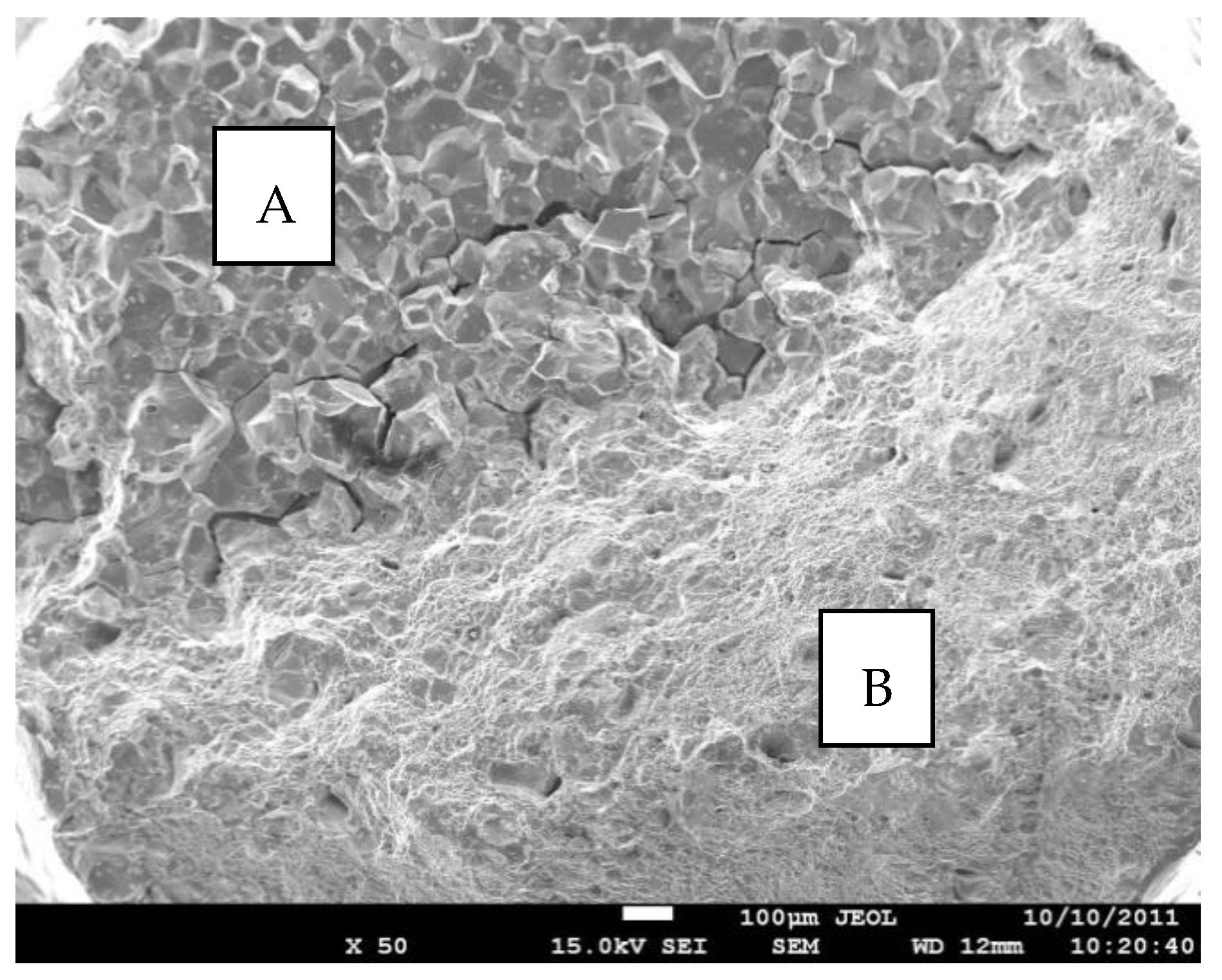
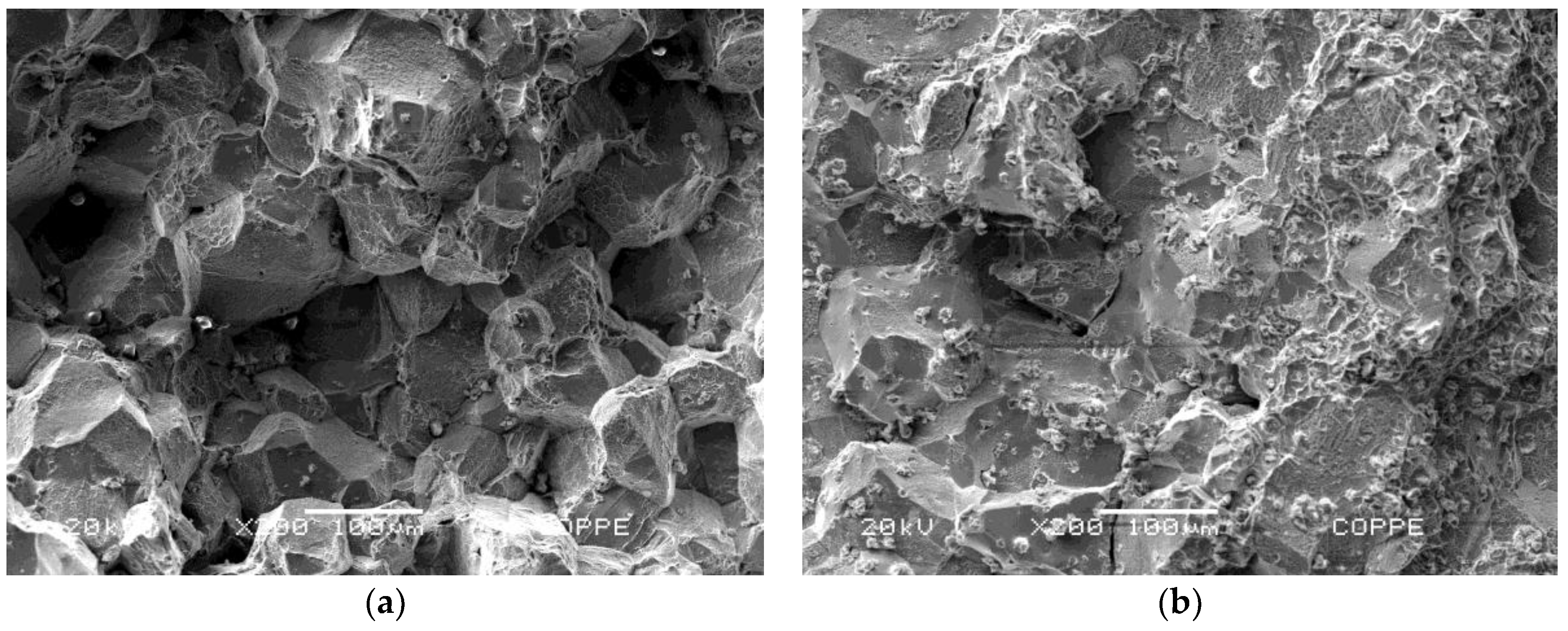
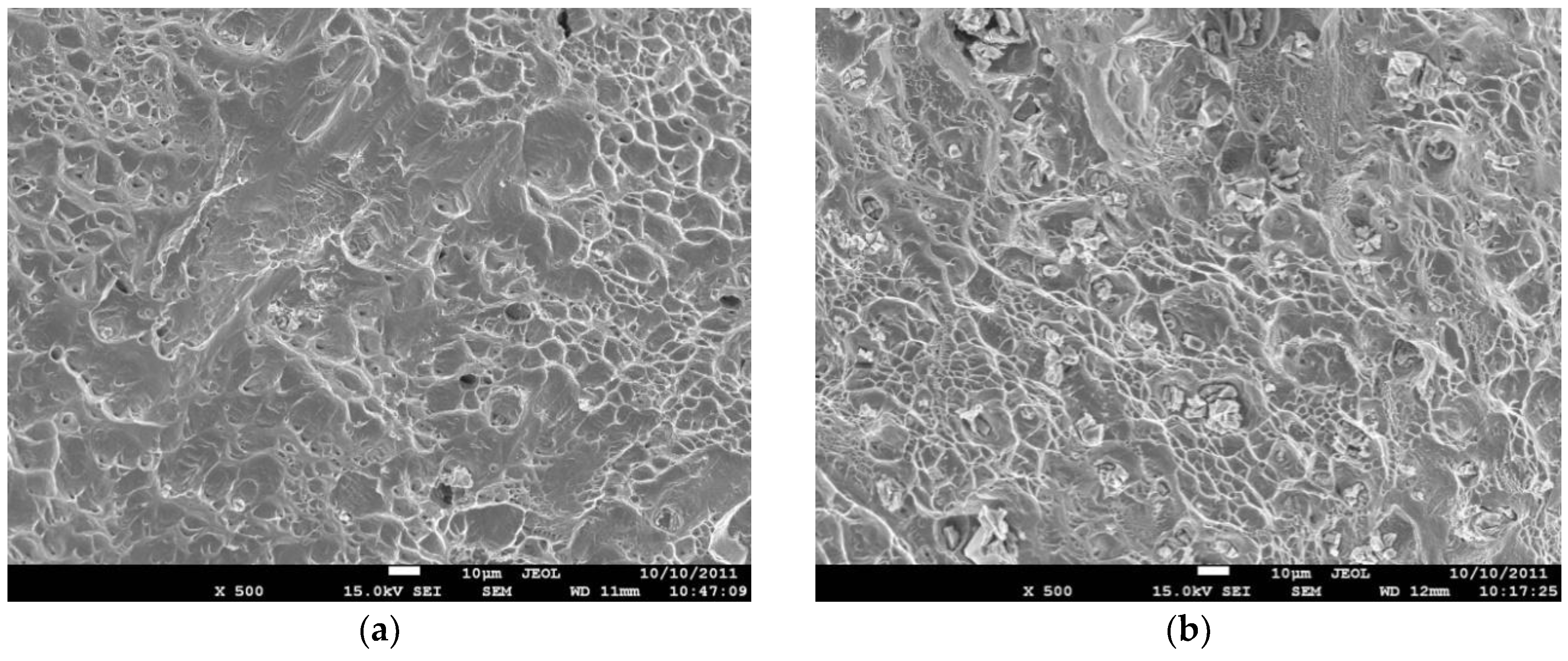
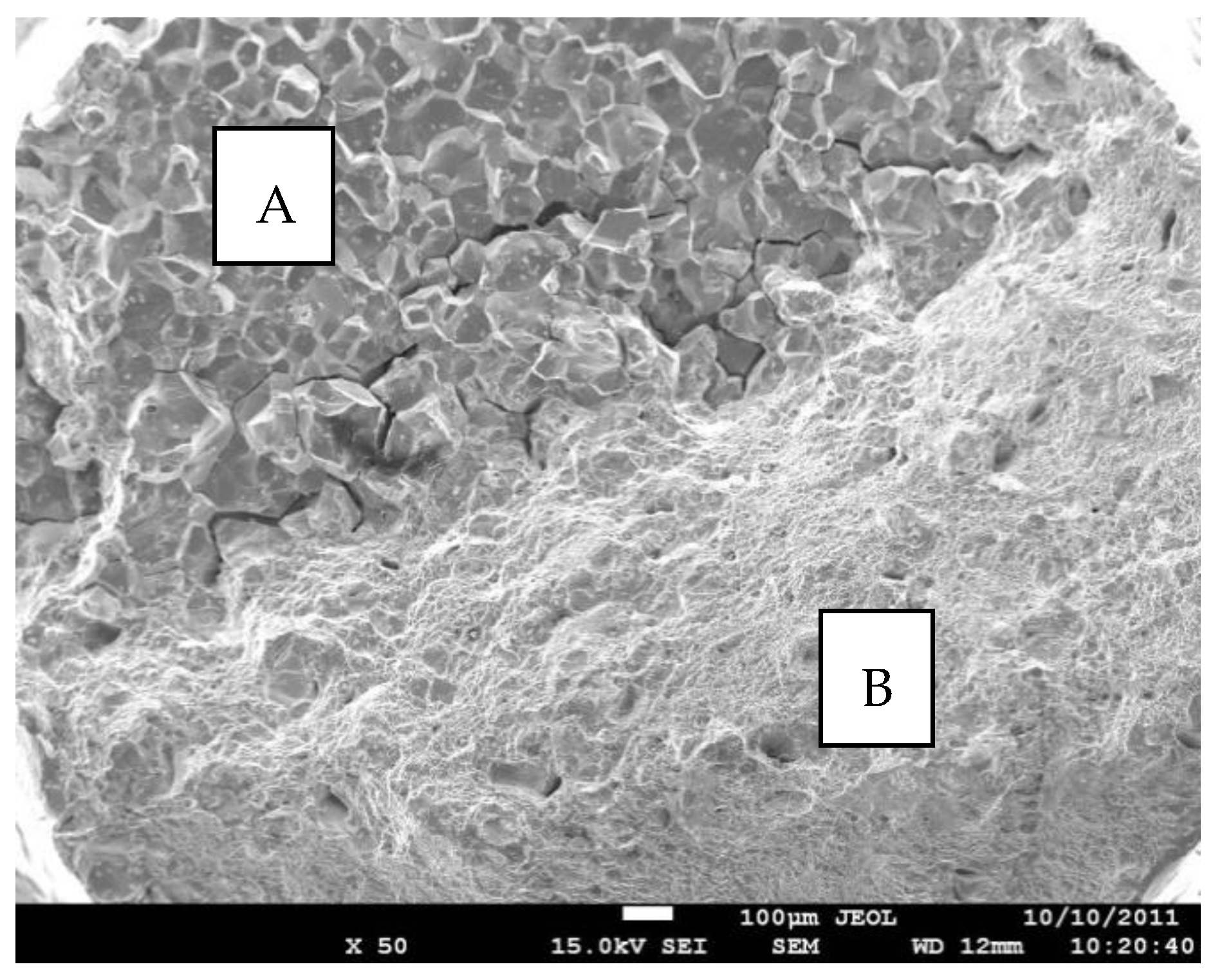
3.5. Failure Analysis
4. Conclusions
- Rietveld refinement allowed qualitative and quantitative evaluation of carbides and intermetallic precipitates in both alloys. The VAT 36 has approximately 8 wt.% of intermetallic L12 and VAT 32, 14 wt.%. The precipitates hindered dislocation slip and grain boundaries slip, mainly in VAT 32 alloy, increasing its creep resistance.
- The VAT 32 alloy showed smaller reduction in area after creep tests in relation to VAT 36. This result is caused by lower ductility of VAT 32 originated from higher mass percentage of carbon in its composition, favoring formation of phases based on carbides.
- The higher creep resistance of the alloy VAT 32 is related to its substantial fraction of carbides (Nb,Ti)C and intermetallic L12, provided by its larger carbon content. The excess of titanium and niobium unreacted with carbon combines with nickel giving rise to intermetallic phases L12. These precipitates are stable and have low rate of coalescence. As a result, during creep deformation these precipitates produce anchoring effect of grain boundaries hindering relative slide between grains and therefore causes crack formation delay. These volume defects act also as obstacles to dislocation slip and climb, decreasing the creep rate.
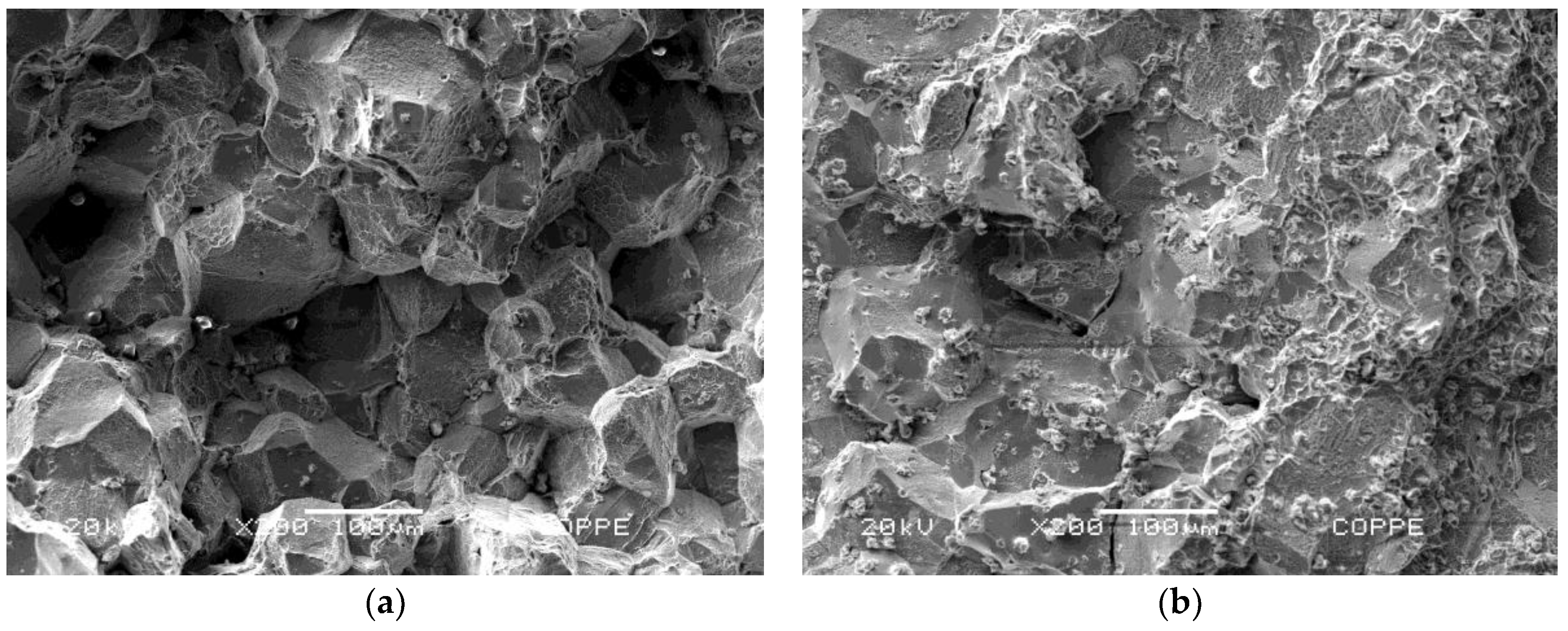
- Failure analysis of surface fractures of crept samples showed intergranular failure mechanism at crack origin for both alloys VAT 36 and VAT 32. Intergranular fracture involves nucleation, growth, and subsequent binding of voids. The final fractured portion showed transgranular ductile failure, with dimples of different shapes and sizes, typical of ductile failure. Transgranular ductile fracture involves the formation and coalescence of microcavities with dissimilar shape and sizes. The VAT 32 showed smaller areas of intragranular failure mechanism (dimples). This behavior is caused by its lower ductility.
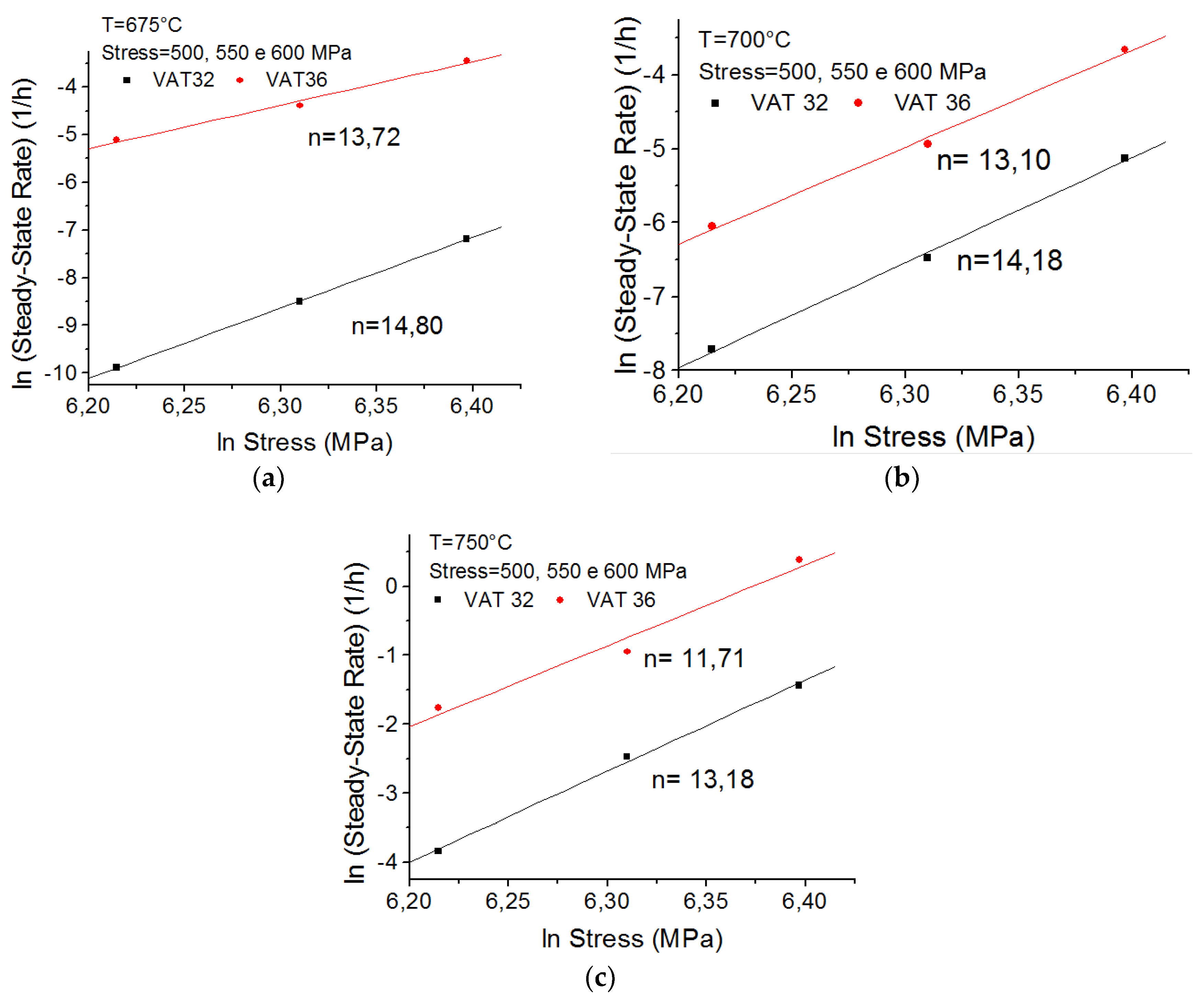
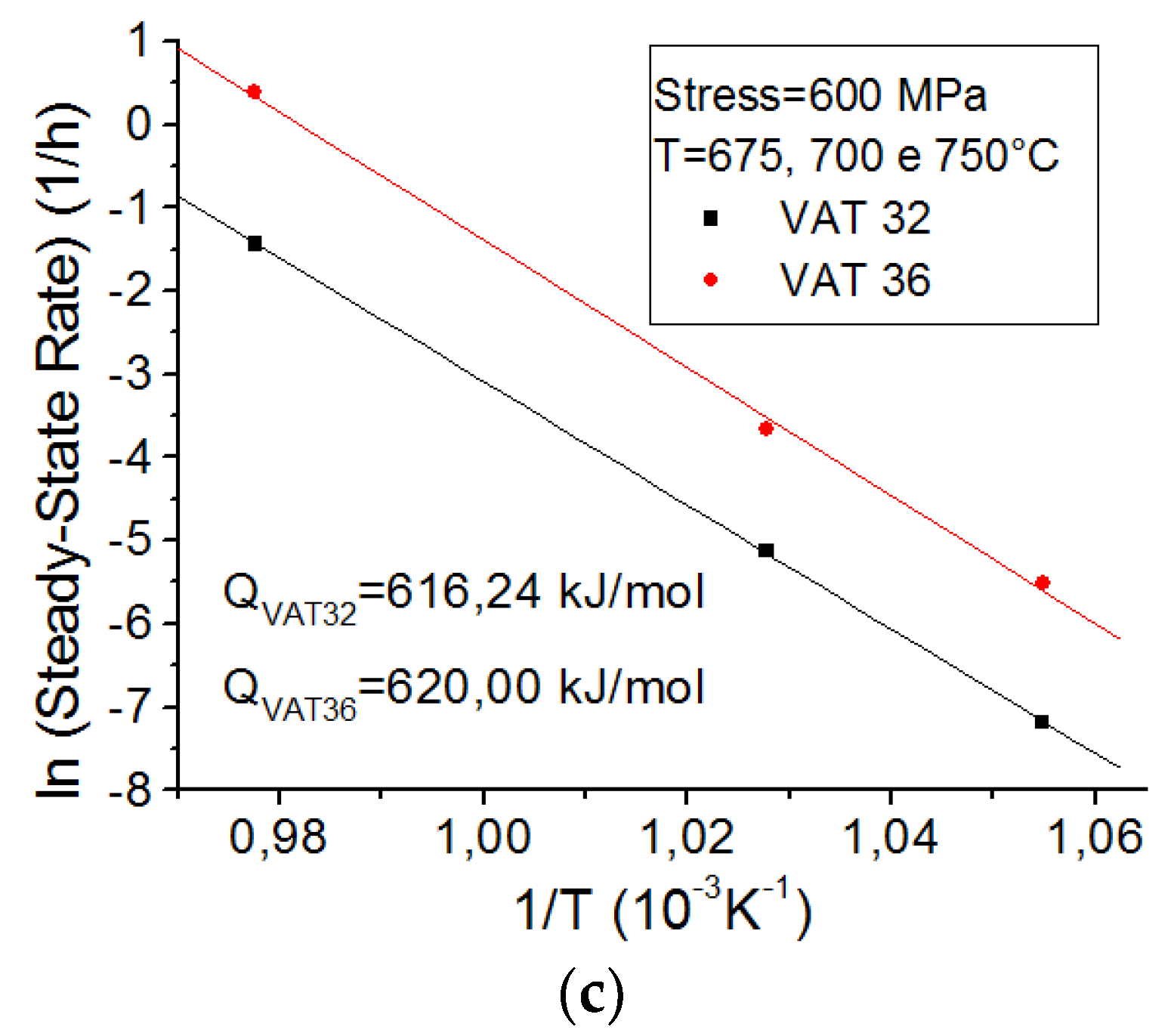
- Stress exponents obtained is this work were in a range of 14.80–11.71 and activations energies between 677–616 kJ/mol. The occurrence of a given creep mechanism depends on the test conditions. At creep tests of VAT 32 and VAT 36, for lower stresses and high temperatures, dislocation climb over carbides and precipitates possibly prevail. For higher stresses and intermediate temperatures shear mechanisms involving stacking fault can occur over a wide range of experimental conditions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sawada, K.; Kimura, K.; Abe, F. Mechanical response of 9% Cr heat-resistant martensitic steels to abrupt stress loading at high temperature. Adv. Mater. Sci. Eng. A 2003, 358, 52–58. [Google Scholar] [CrossRef]
- Furtado, H.C.; de Almeida, L.H.; Le May, I. Precipitation in 9Cr–1Mo steel after creep deformation. Mater. Charact. 2007, 58, 72–77. [Google Scholar] [CrossRef]
- Ennis, P.J.; Quadakkers, W.J. 9–12% Chromium Steels: Application Limit and Potential for Further Development in Parsons. Advanced Materials for 21st Century Turbines and Power Plants; The Institute of Materials: London, UK, 2000; pp. 265–275. [Google Scholar]
- Berneti, J.; Brada, B.; Kosec, G.; Bricelj, E.; Kosec, B.; Vodopivec, F.; Kosec, L. Centreline Formation of Nb(C, N) eutectic in structural steel. Metall 2010, 49, 29–32. [Google Scholar]
- Schafrik, R.E.; Ward, D.D.; Groh, J.R. Application of alloy 718 in GE aircraft engines: Past, present and next five years. Superalloys 2001, 718, 1–11. [Google Scholar]
- Schafrik, R.; Christodoulou, L.; Williams, J.C. Collaboration isan essential part of materials development. JOM 2005, 57, 14–16. [Google Scholar] [CrossRef]
- Hohmann, M.; Brooks, G.; Spiegelhaue, C. production methods and applications for high-quality metal powders and sprayformed products. Acta Metall. Sin. (Eng. Lett.) 2005, 18, 15–23. [Google Scholar]
- Walston, S.; Cetel, A.; MacKay, R.; O’Hara, K.; Duhl, D.; Dreshfield, R. Joint development of a fourth generation single crystal superalloy. Superalloys 2004, 15–24. [Google Scholar]
- Clarke, D.; Bold, S. Materials Developments in aeroengine gas turbines. In Aerospace Materials; Institute of Physics Publishing: Bristol, UK, 2001; pp. 71–80. [Google Scholar]
- Smith, G.D.; Patel, S.J. The role of niobium in wrought precipitation-hardened nickel-base alloys. Superalloys 2005, 718, 625–706. [Google Scholar]
- Tresa, M.P.; Sammy, T. Nickel-based superalloys for advanced turbine engines: Chemistry, microstructure and properties. J. Propul. Power. 2006, 22, 361–374. [Google Scholar]
- Edmonds, D.V.; Cochrane, R.C. The effect of alloying on the resistance of carbon steel for oilfield applications to CO2 corrosion. Mat. Res. 2005, 8, 377–385. [Google Scholar] [CrossRef]
- American Society for Testing and Materials (ASTM). ASTM E139-11: Standard Test Methods for Conducting Creep, Creep Rupture, and Stress Rupture Tests of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Almeida, G.F.C.; Couto, A.A; Reis, D.A.P.; Massi, M.; Sobrinho, A.S.S.; Lima, N.B. Effect of plasma nitriding on the creep and tensile properties of the Ti-6Al-4V alloy. Metals 2018, 8, 618. [Google Scholar] [CrossRef]
- Donachie, M.J; Donachie, S.J. Superalloys: A Technical Guide, 2nd ed.; ASM International: Materials Park, OH, USA, 2002. [Google Scholar]
- Xu, Y.; Jin, O.; Xiao, X.; Cao, X.; Jia, G.; Zhu, Y.; Yin, H. Strengthening mechanisms of carbon in modified nickel-based superalloy Nimonic 80A. Mater. Sci. Eng. A 2011, 528, 4600–4607. [Google Scholar] [CrossRef]
- Tian, S.; Wang, M.; Yu, H.; Yu, X.; Li, T.; Qian, B. Influence of element Re on lattice misfits and stress rupture properties of single crystal nickel-based superalloys. Mater. Sci. Eng. A 2010, 527, 4458–4465. [Google Scholar]
- Kassner, M.E. Fundamentals of Creep in Metals and Alloys, 3rd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2015. [Google Scholar]
- He, L.Z.; Zheng, Q.; Sun, X.F.; Guan, H.R.; Hu, Z.Q.; Tieu, A.K.; Lu, C.; Zhu, H.T. Effect of carbides on the creep properties of a Ni-base superalloy M963. Mater. Sci. Eng. A 2005, 397, 297–304. [Google Scholar] [CrossRef]
- Ha, V.T.; Jung, W.S. Effects of heat treatment processes on microstructure and creep properties of a high nitrogen 15Cr–15Ni austenitic heat resistant stainless steel. Mater. Sci. Eng. A 2011, 528, 7115–7123. [Google Scholar] [CrossRef]
- Evans, R.W.; Wilshire, B. Introduction to Creep; The Institute of Materials: London, UK, 1993; p. 115. [Google Scholar]
- Tian, S.; Xie, J.; Zhou, X.; Qian, B.; Lun, J.; Yu, L.; Wang, W. Microstructure and creep behavior of FGH95 nickel-base superalloy. Mater. Sci. Eng. A 2011, 528, 2076–2084. [Google Scholar]
- Sajjadi, S.A.; Nategh, S.A. High temperature deformation mechanism map for the high performance Ni-base superalloy GTD-111. Mater. Sci. Eng. A 2001, 307, 158–164. [Google Scholar] [CrossRef]
- Society of Automotive Engineers. SAE J775: Engine Poppet Valve Information Report; SAE International: Warrendale, PA, USA, 2004. [Google Scholar]
- American Society for Testing and Materials Standards. ASTM B637: Standard Specification for Precipitation-Hardening Nickel Alloy Bars, Forgings and Forging Stock for High Temperature Service. ASTM: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Brooks, C.R.; Choudhury, A. Fracture mechanisms and microfractographic features. In Metallurgical Failure Analysis; McGraw-Hill: New York, NY, USA, 1993; pp. 119–211. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys/Elem. | Ni | Fe | Cr | C | Ti | Nb | Al |
|---|---|---|---|---|---|---|---|
| VAT 36 | 35.8 | 40.21 | 18.6 | 0.05 | 1.14 | 2.0 | 1.90 |
| VAT 32 | 32.0 | 44.14 | 15.5 | 0.26 | 2.0 | 3.90 | 1.90 |
| ZAF—Method Standardless Quantitative Analysis | ||
|---|---|---|
| Element | Mass. % (Precipitate 2) | Mass. % (Precipitate 3) |
| C K | 8.66 | 5.67 |
| Fe K | 2.28 | 4.65 |
| Ti K | 21.72 | 44.41 |
| Nb K | 67.24 | 18.69 |
| Cr K | 0.04 | 23.22 |
| Ni K | 0.06 | 3.36 |
| TOTAL | 100 | 100 |
| ZAF—Method Standardless Quantitative Analysis | ||
|---|---|---|
| Element | Mass % (Precipitate 2) | Mass % (Precipitate 3) |
| C K | 5.23 | 2.23 |
| Fe K | 2.64 | 1.78 |
| Ti K | 23.51 | 31.30 |
| Nb K | 65.34 | 62.39 |
| Cr K | 1.32 | 1.34 |
| Ni K | 1.96 | 0.96 |
| Total | 100 | 100 |
| VAT 36 | ||
| Phases | wt.% Calculated | Lattice Parameters (Å) |
| Matrix (γ) | 92 | a = b = c = 3.581 |
| L12 Phase | 5 | a = b = c = 3.596 |
| L12 Phase | 3 | a = b = c = 3.568 |
| VAT 32 | ||
| Phases | wt.% Calculated | Lattice Parameters (Å) |
| Matrix (γ) | 64 | a = b = c = 3.590 |
| L12 Phase | 9 | a = b = c = 3.611 |
| L12 Phase | 5 | a = b = c = 3.581 |
| (NbTi)C | 22 | a = b = c = 4.384 |
| T (°C) | Material | σ (MPa) | tf (h) | RA (%) | |
|---|---|---|---|---|---|
| 675 | VAT 36 | 500 | 3.25 × 10−4 | 37.25 | 3.31 |
| 550 | 9.08 × 10−4 | 25.27 | 3.30 | ||
| 600 | 4.01 × 10−3 | 3.76 | 5.91 | ||
| VAT 32 | 500 | 5.08 × 10−5 | 214.58 | 3.30 | |
| 550 | 1.75 × 10−4 | 102.33 | 2.00 | ||
| 600 | 7.56 × 10−4 | 3.96 | 1.32 | ||
| 700 | VAT 36 | 500 | 2.36 × 10−3 | 6.95 | 14.12 |
| 550 | 7.89 × 10−3 | 5.12 | 11.64 | ||
| 600 | 2.58 × 10−2 | 1.30 | 12.26 | ||
| VAT 32 | 500 | 4.4 × 10−4 | 25.16 | 4.61 | |
| 550 | 1.55 × 10−3 | 14.57 | 3.96 | ||
| 600 | 5.93 × 10−3 | 1.43 | 3.26 | ||
| 750 | VAT 36 | 500 | 1.71 × 10−1 | 0.41 | 19.29 |
| 550 | 3.87 × 10−1 | 0.23 | 16.45 | ||
| 600 | 14.65 × 10−1 | 0.054 | 17.40 | ||
| VAT 32 | 500 | 2.15 × 10−2 | 1.73 | 5.91 | |
| 550 | 8.43 × 10−2 | 0.53 | 5.26 | ||
| 600 | 2.38 × 10−1 | 0.26 | 4.61 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gobbi, V.J.; Gobbi, S.J.; Reis, D.A.P.; Ferreira, J.L.d.A.; Araújo, J.A.; Moreira da Silva, C.R. Creep Behaviour and Microstructural Characterization of VAT 36 and VAT 32 Superalloys. Metals 2018, 8, 877. https://doi.org/10.3390/met8110877
Gobbi VJ, Gobbi SJ, Reis DAP, Ferreira JLdA, Araújo JA, Moreira da Silva CR. Creep Behaviour and Microstructural Characterization of VAT 36 and VAT 32 Superalloys. Metals. 2018; 8(11):877. https://doi.org/10.3390/met8110877
Chicago/Turabian StyleGobbi, Vagner João, Silvio José Gobbi, Danieli Aparecida Pereira Reis, Jorge Luiz de Almeida Ferreira, José Alexander Araújo, and Cosme Roberto Moreira da Silva. 2018. "Creep Behaviour and Microstructural Characterization of VAT 36 and VAT 32 Superalloys" Metals 8, no. 11: 877. https://doi.org/10.3390/met8110877