Nickel-based alloys and titanium alloy has high properties, so using increased many industrial fields such as precision machine, aerospace, engine, turbine blade, semiconductor. Difficult-to-cut materials are difficult to conventional machining, because they have high-temperature strength, high abrasion resistance, and corrosion resistance [
1,
2].
Inconel 718 is one of the nickel-based superalloy used mainly in the engine, blade of the aerospace industries [
3]. For machining of the Inconel 718, minimum quantity lubrication method, cryogenic machining and thermally-assisted machining have been studied. Thermally-assisted machining is developed for machining of difficult-to-cut materials. Especially, laser-assisted machining (LAM) is one of most effective method in the thermally assisted machining. The machining surface is softened using laser heat source [
4,
5,
6].
Ahn et al. [
7] studied energy efficiency of specific cutting energy in laser-assisted machining. The specific cutting energy was represented by tangential force and material removal rate. Machining experiments conducted, compared to conventional process with laser assisted machining process. Kizaki et al. [
8] studied laser-assisted machining of zirconia ceramics using a diamond bur. Grinding experiments were conducted to assess the effectiveness of the laser assisted machining. The results, revealed that the force and tool damage was reduced in the laser assisted machining. Bermingham et al. [
9] studied the tool life and wear mechanisms with Ti-6Al-4V using laser assisted milling. Laser assisted milling process is compared against conventional machining (MQL, coolants) and LAM-MQL process. The results, LAM process are increased of adhesion, diffusion, attrition and notching wear. Woo and the present author [
10] studied the machining characteristics of AISI 1045 and Inconel 718 with cylindrical shape workpiece in LAM. Analysis were up-cut and down-cut milling. As a result, down-cut milling performed better than up-cut milling in the case of Inconel 718 in LAM. Bucciarelli et al. [
11] studied micro-milling experiments in dry, wet, and laser-assisted conditions. As a result, they analyzed surface morphology, burr, part feature depth, cutting forces and tool wear. Hedberg et al. [
12] studied laser assisted milling of Ti-6Al-4V with the consideration of surface integrity. Kong et al. [
13] studied K24 nickel based super alloy for cutting performance and coated tool wear mechanisms using laser-assisted milling. Bermingham et al. [
14] proposed different tool path strategies for laser-assisted milling. Xi et al. [
15] studied numerical modeling used SPH method with beta titanium alloy in laser assisted machining. Kang and the present author [
16] studied constitutive equation of ceramic in laser-assisted milling process. Ravindra et al. [
17] studied high-pressure phase transformation and ductile material removal with silicon nitride using micro-laser assisted machining. Kim and the present author [
18] studied machining characteristics of spherical shape using laser-assisted contouring and ramping machining. Ding et al. [
19] studied thermal and mechanical modeling analysis of laser-assisted micro-milling of difficult-to-machine alloys. Lehtinen et al. [
20] studied the effect of applying local heating by laser irradiation from bottom side of the metal sheet is investigated with a single point incremental forming approach. Kim and the present author [
21] studied machining characteristics of AISI 1045 and Inconel 718 for an ellipsoidal shaped using laser assisted machining. Laser-assisted machining has been studied by many researchers on flat workpiece or micro end-milling. However, there is no research on the curved shape using laser assisted milling.
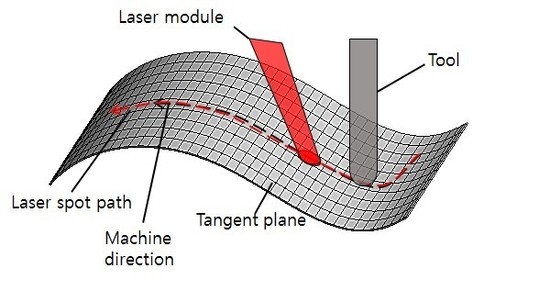
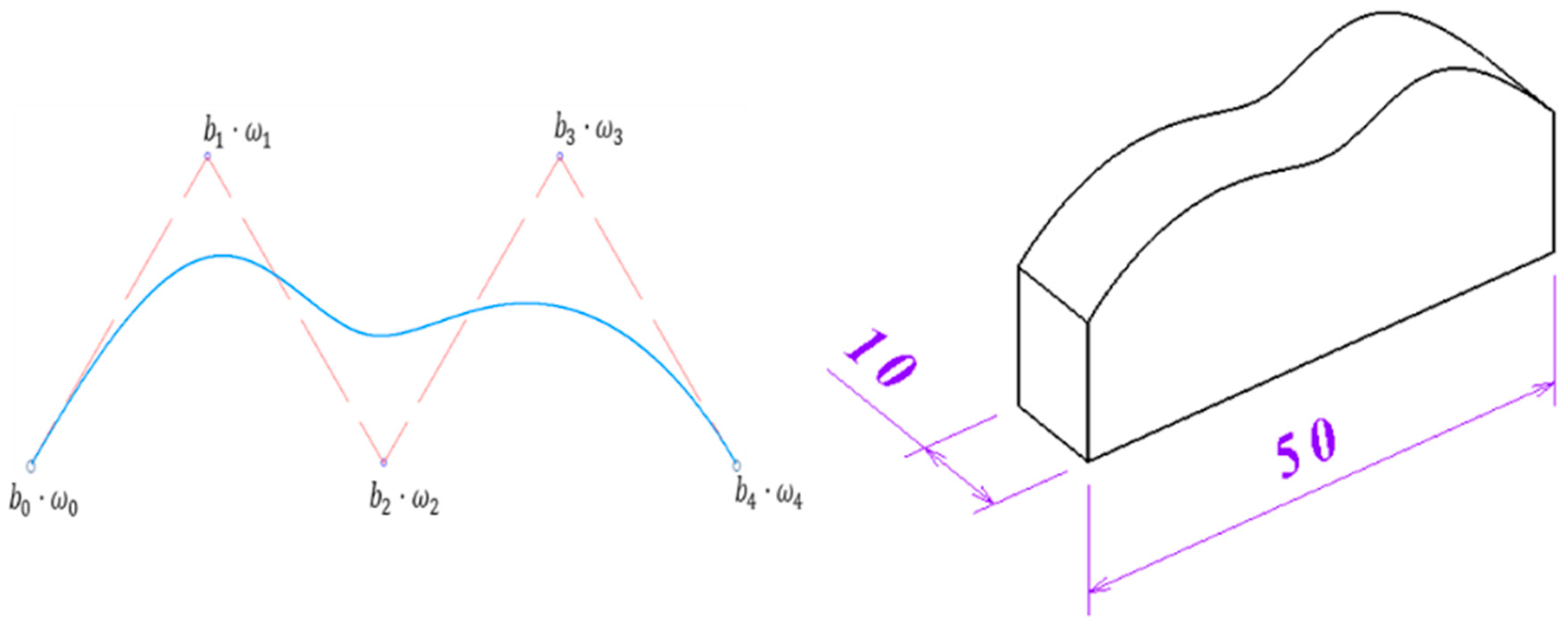
The aim of this study is evaluation of machinability with NURBS (Non-uniform rational b-spline) based of curved workpiece for three dimension machining in laser-assisted milling.
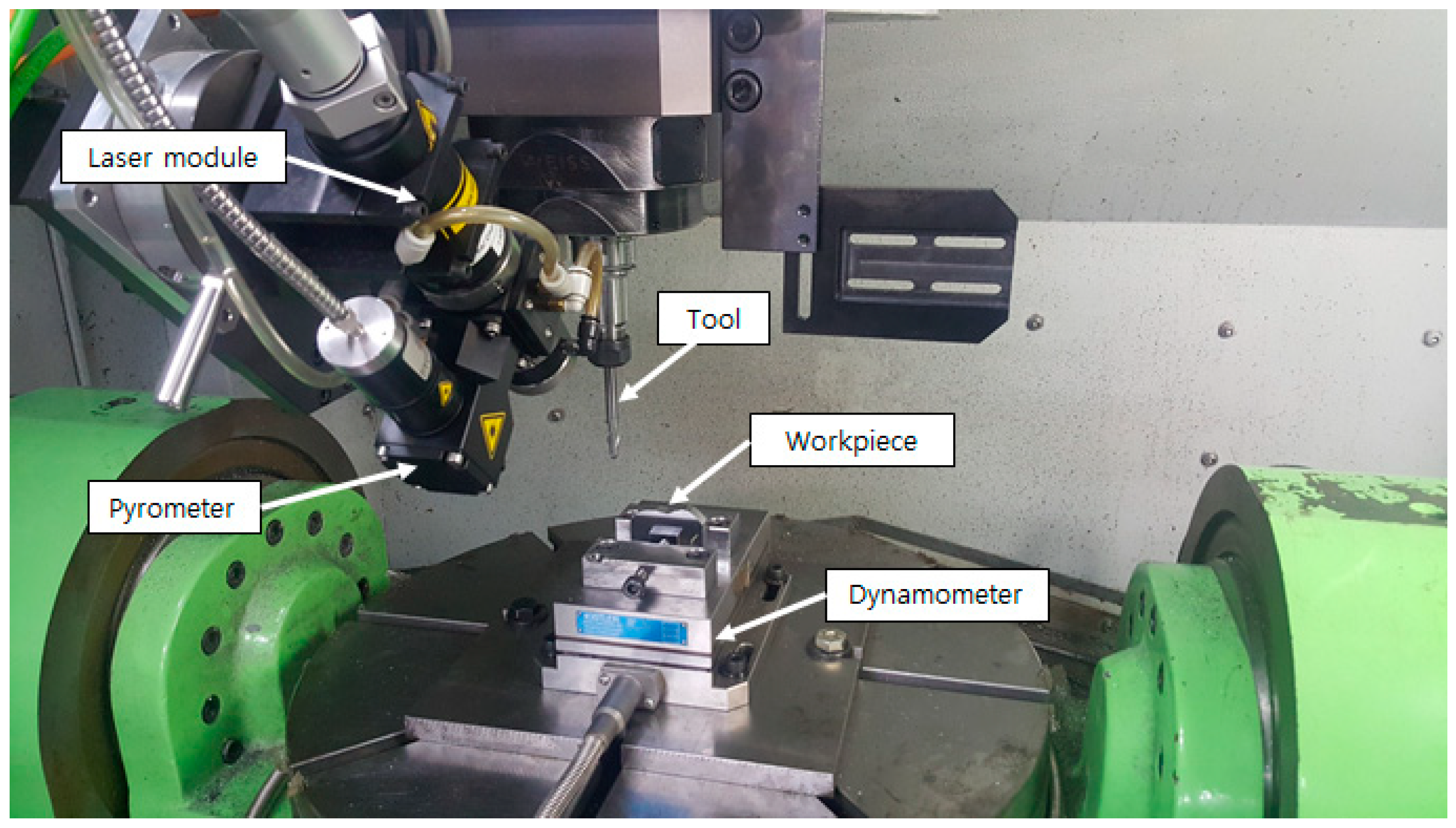
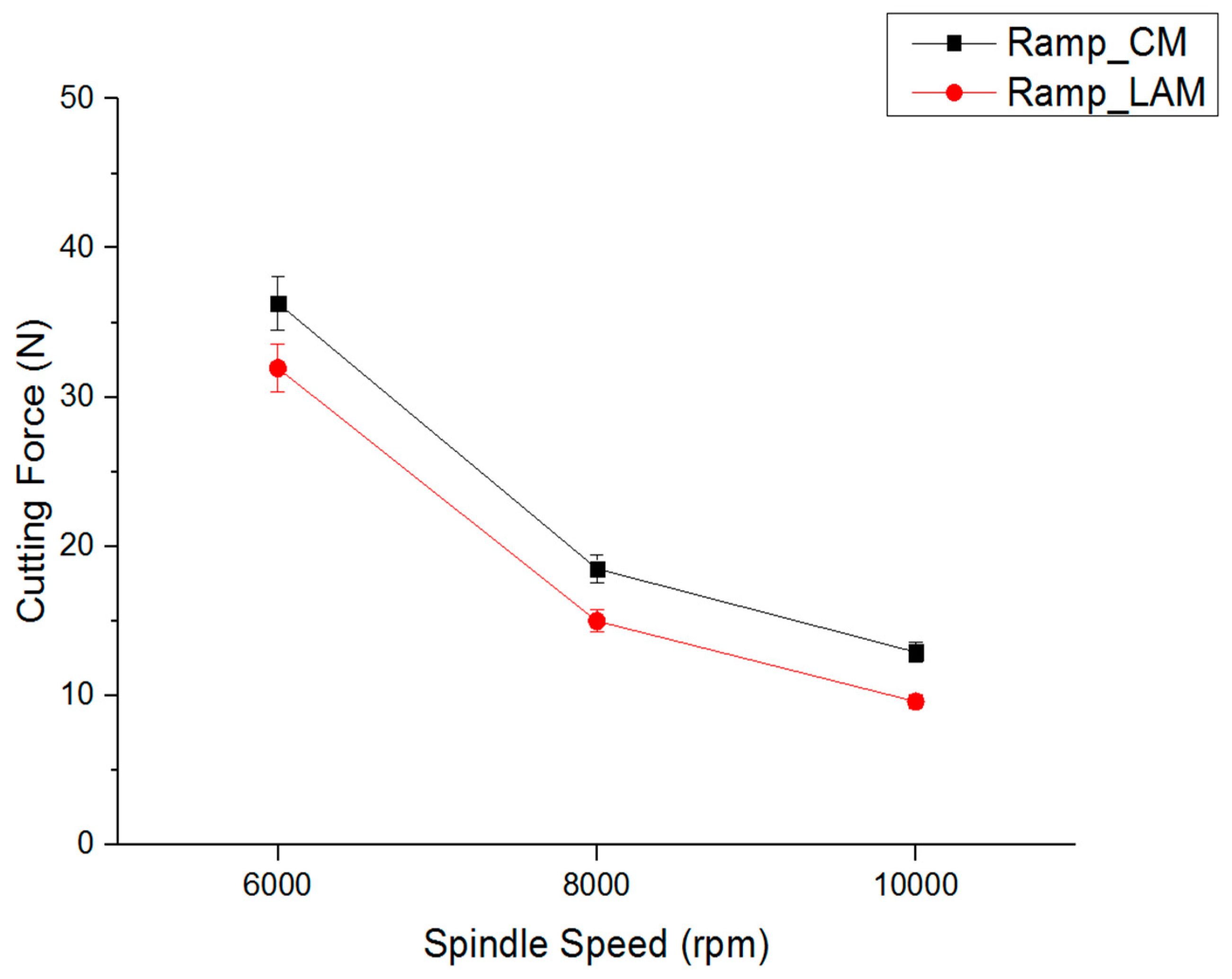
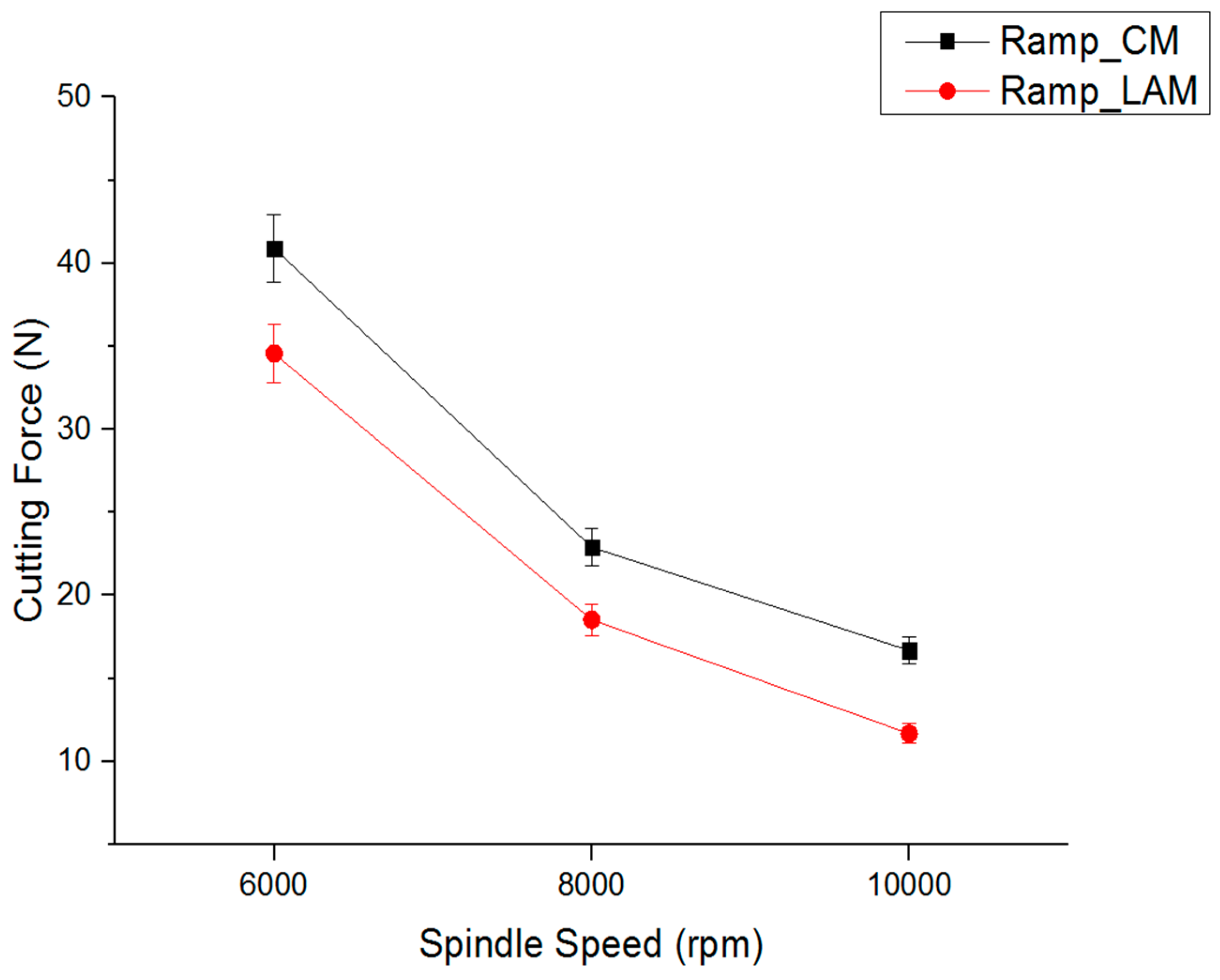
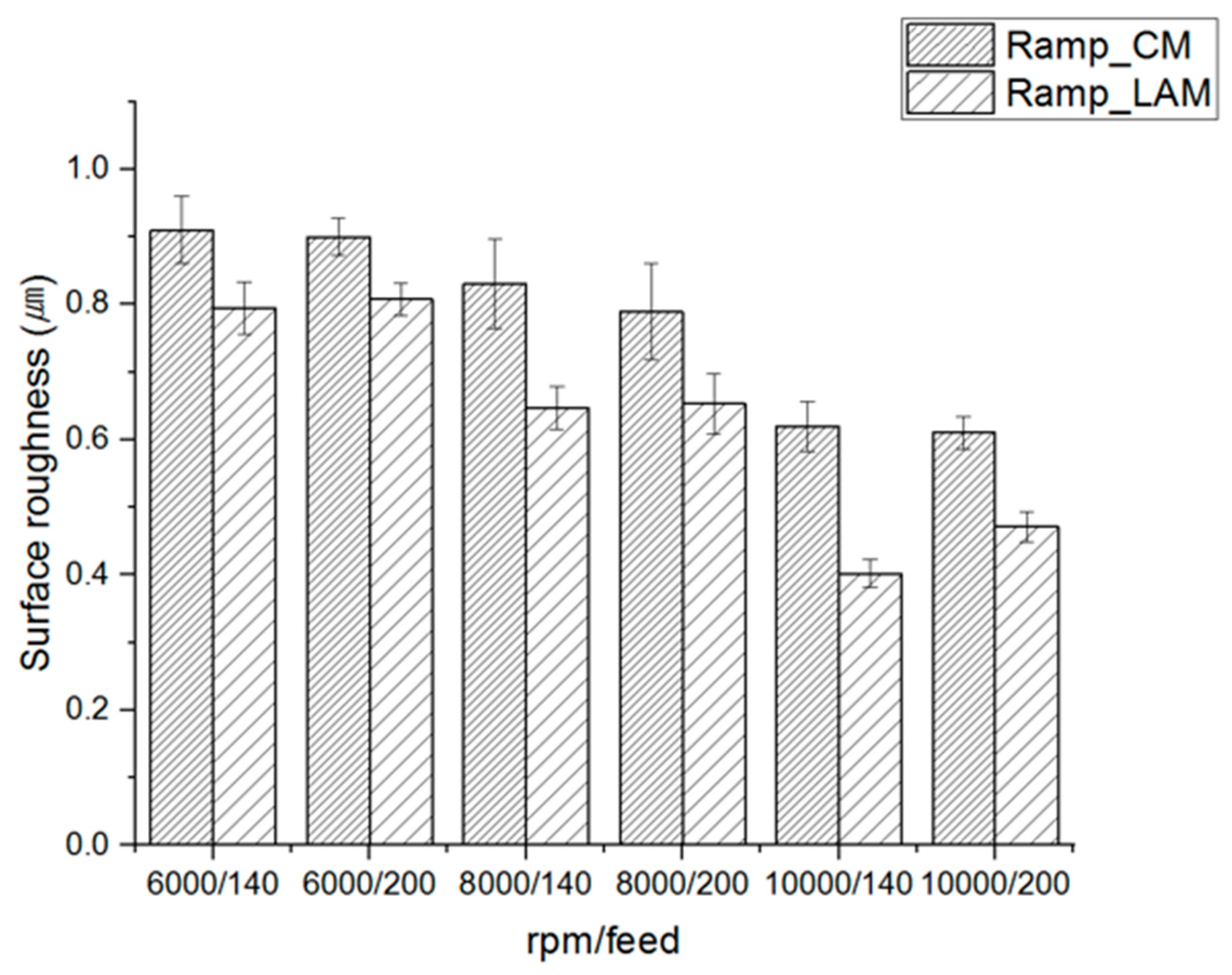
Thermal analysis was carried out to determine the preheating temperature and effective depth of cut. Thermal analysis was resorted to FEM simulation. Machining experiments of Inconel 718 with laser-assisted machining is used in different tool path, different spindle speed, and feed combinations. Contour milling was analyzed during up and down milling of the tool path on both the concave and convex surfaces. Ramp milling was analyzed during upward and downward milling of tool on both the concave and convex surfaces. Experiment results of conventional machining were compared with laser-assisted machining, such as cutting force, specific cutting energy, and surface roughness.
Figure 1 shows a schematic diagram of curved shape machining using laser assisted machining.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}