Study of Relation between Shot Peening Parameters and Fatigue Fracture Surface Character of an AW 7075 Aluminium Alloy

 , ,
, , 
Abstract
:1. Introduction
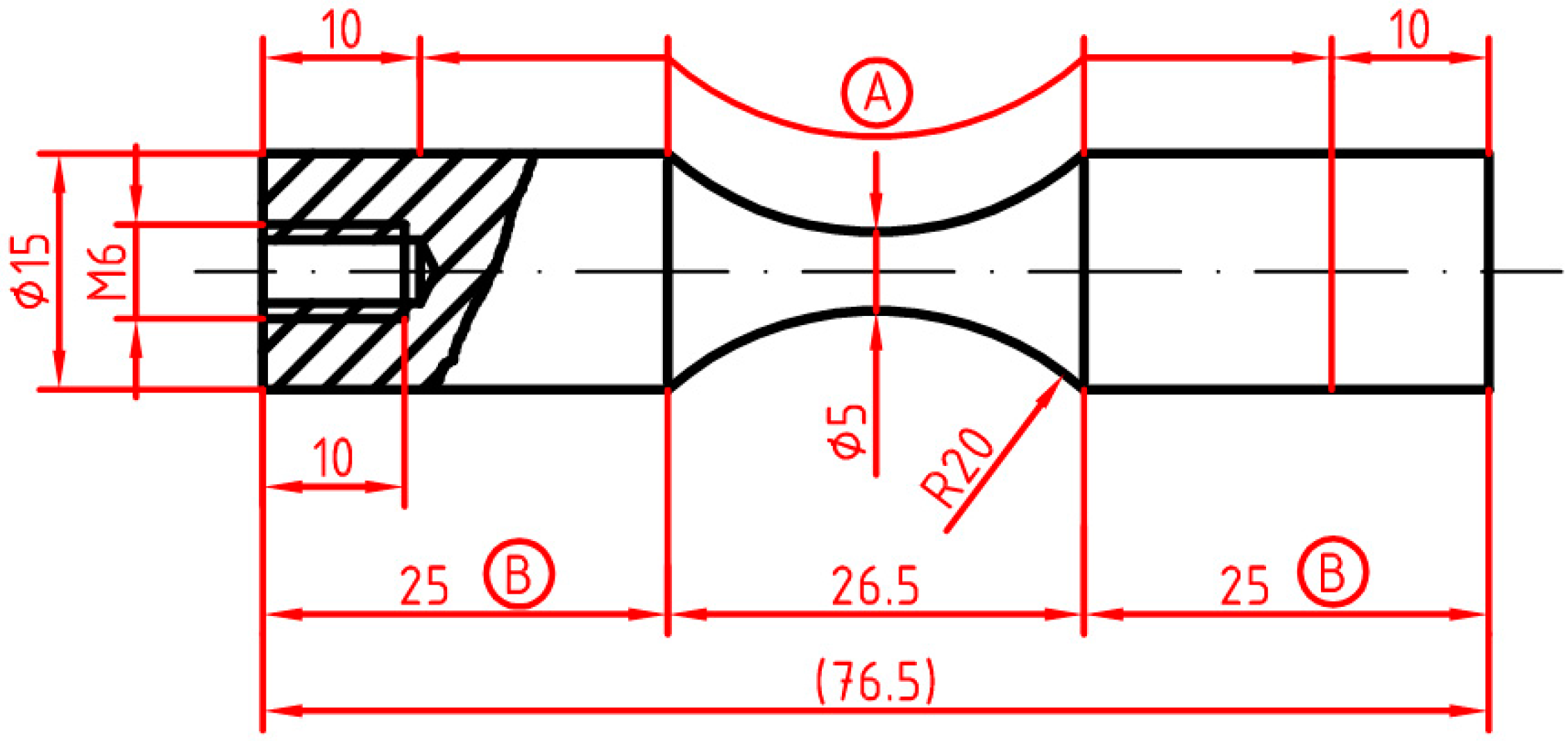
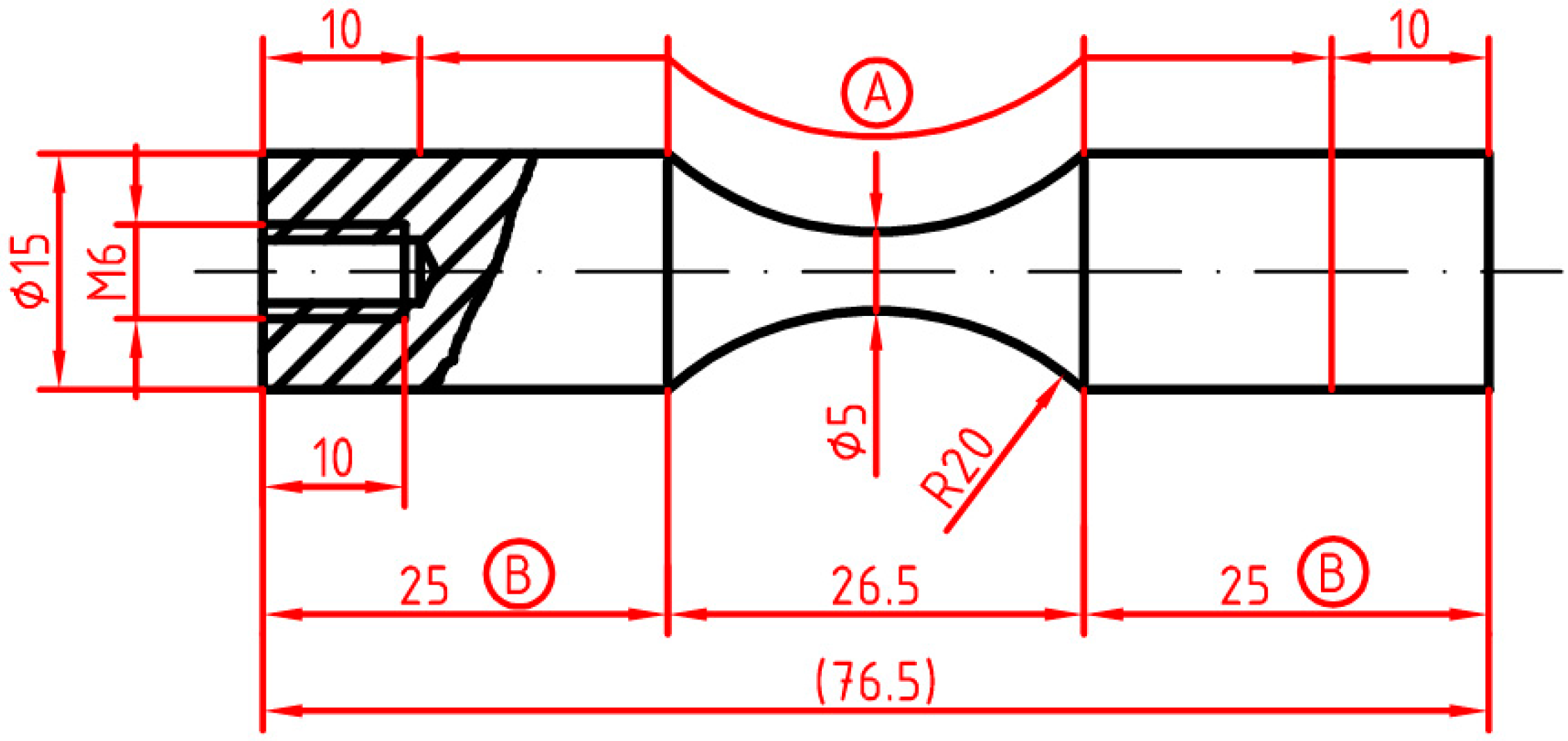
2. Materials and Methods
3. Results
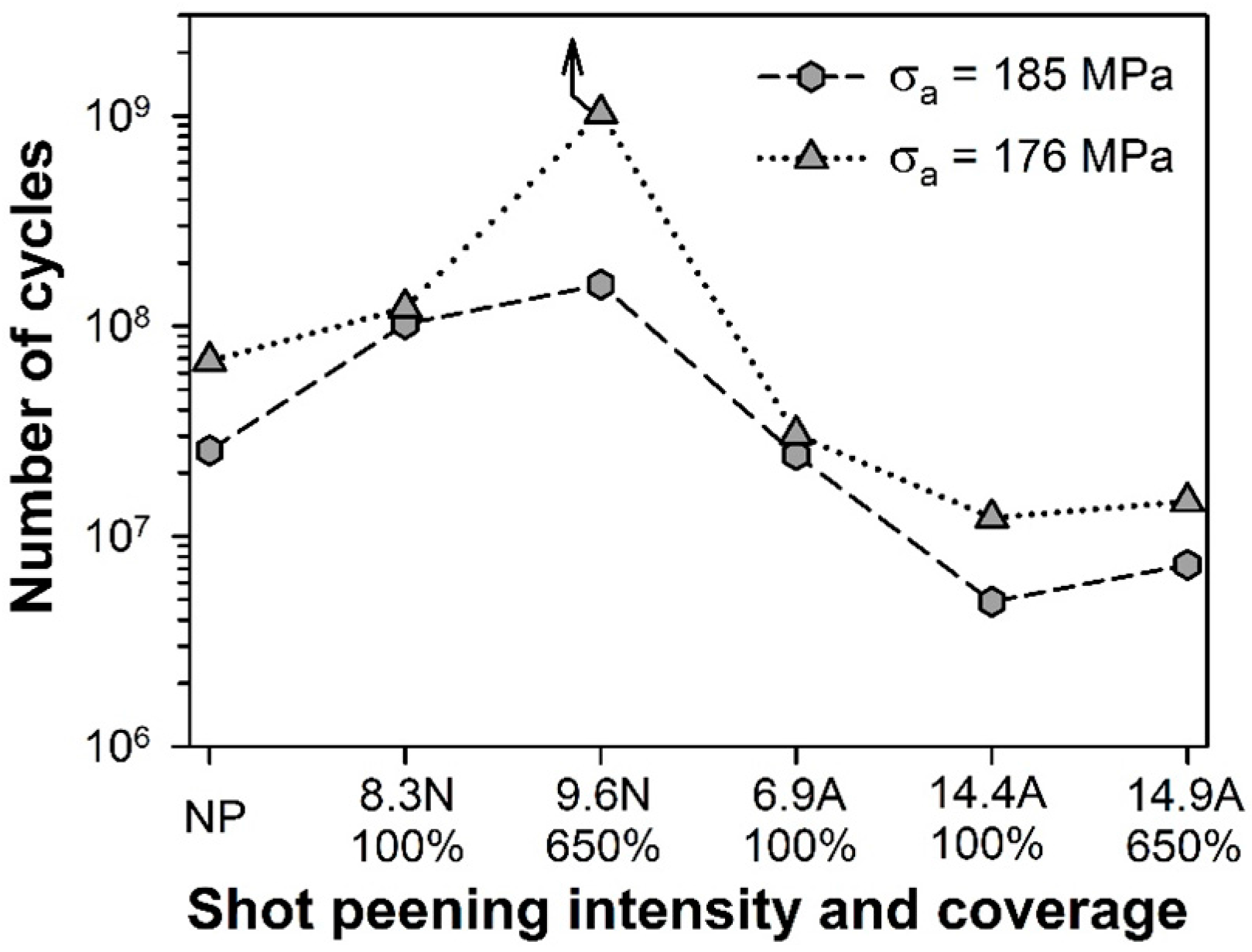
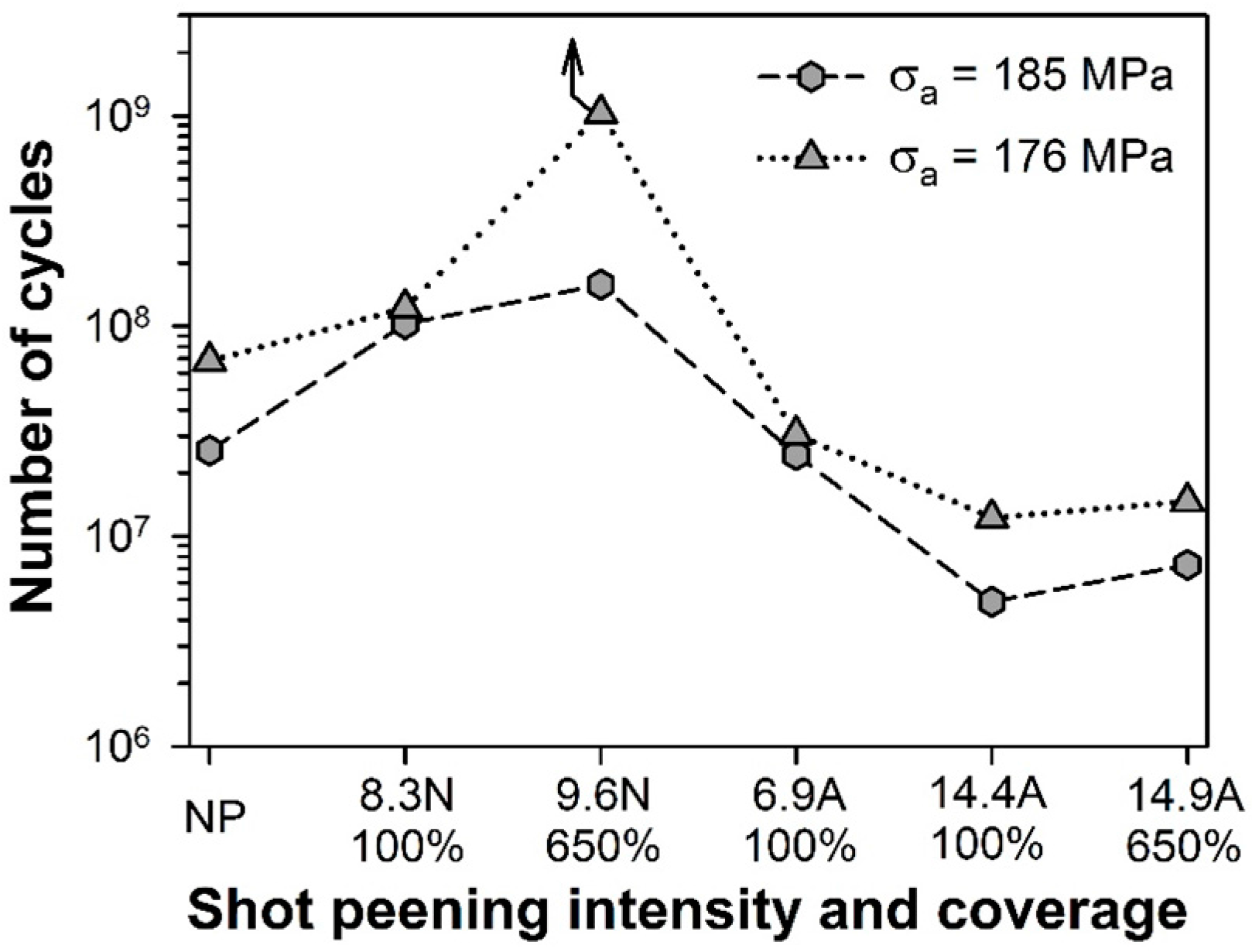
3.1. Fatigue Life Analysis
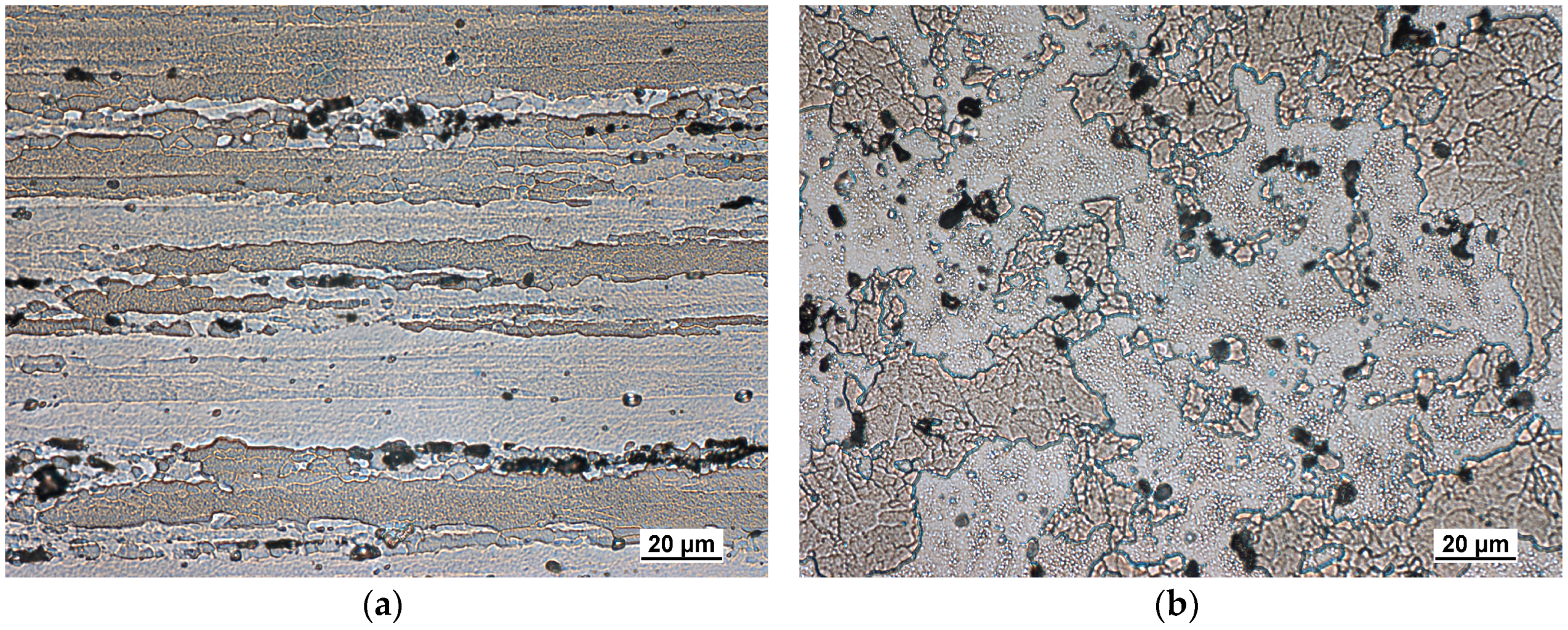
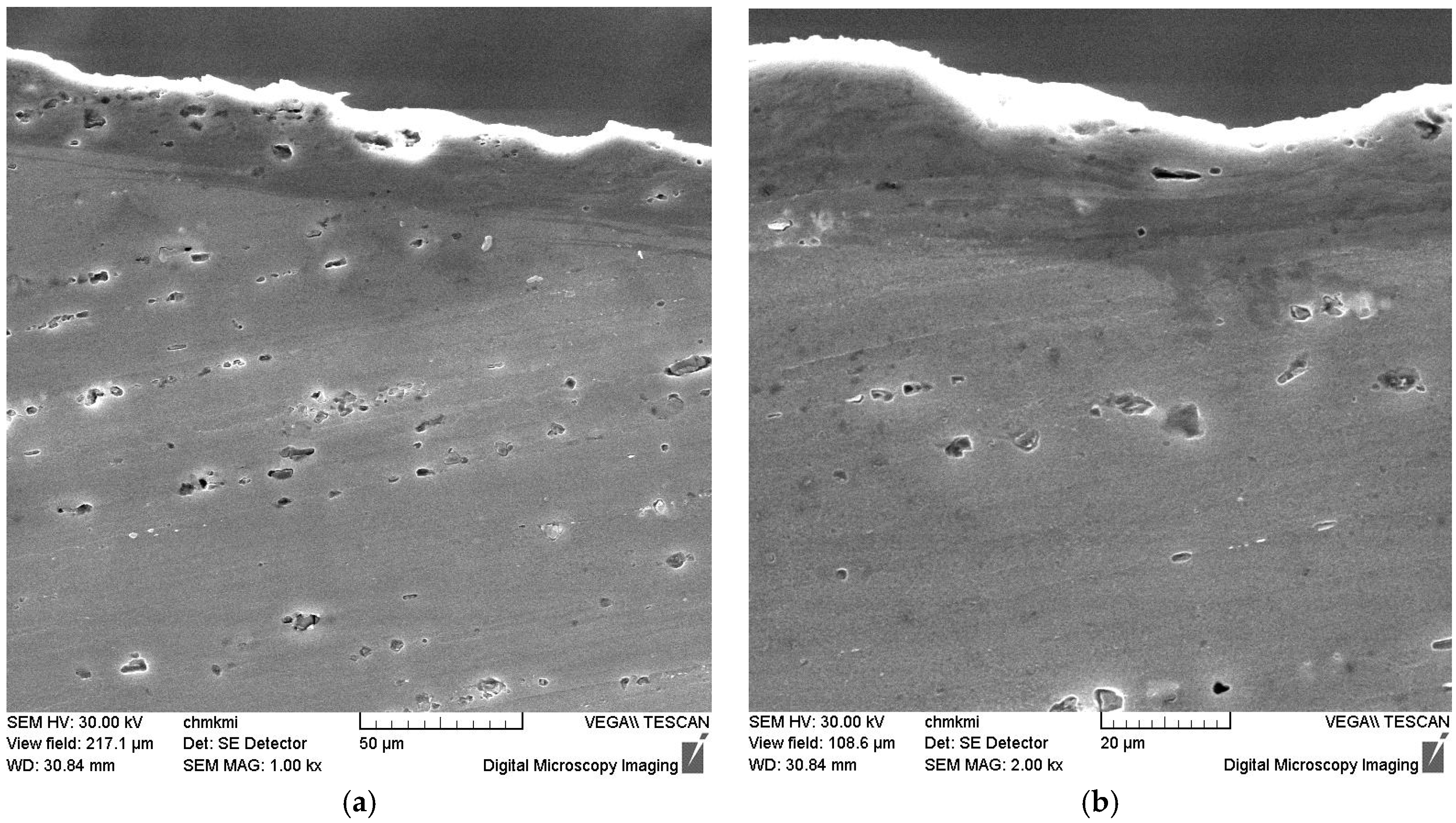
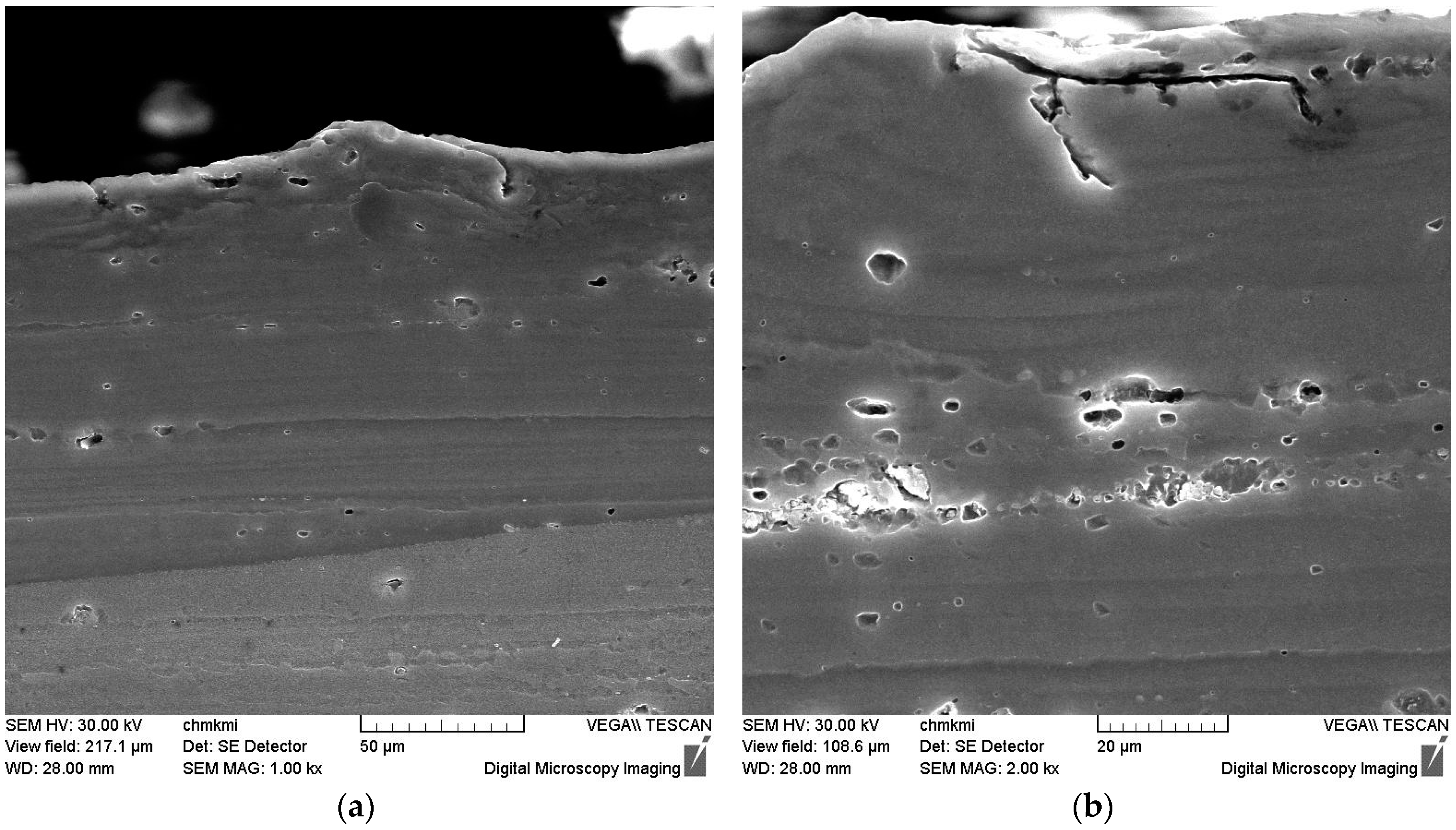
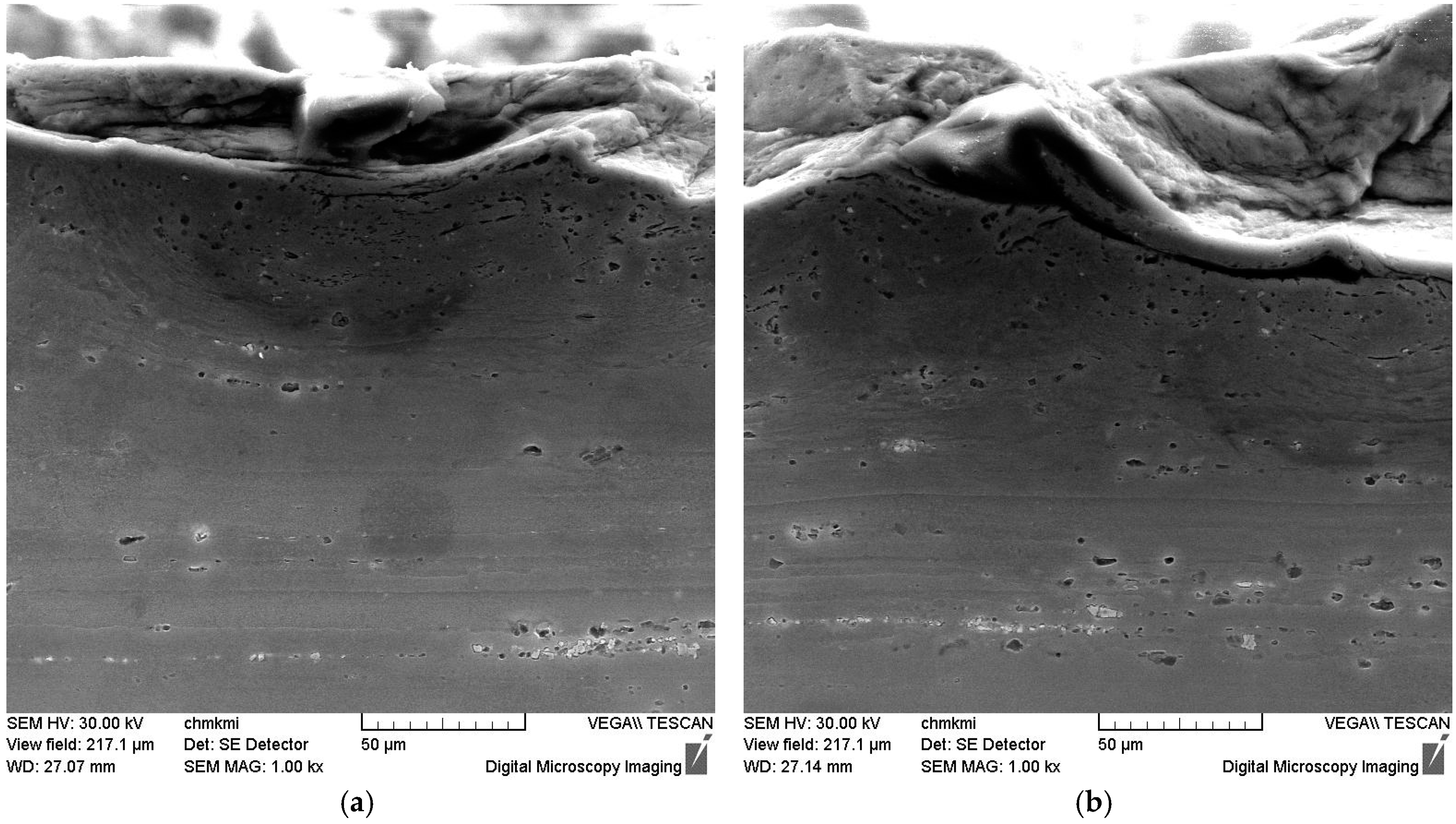
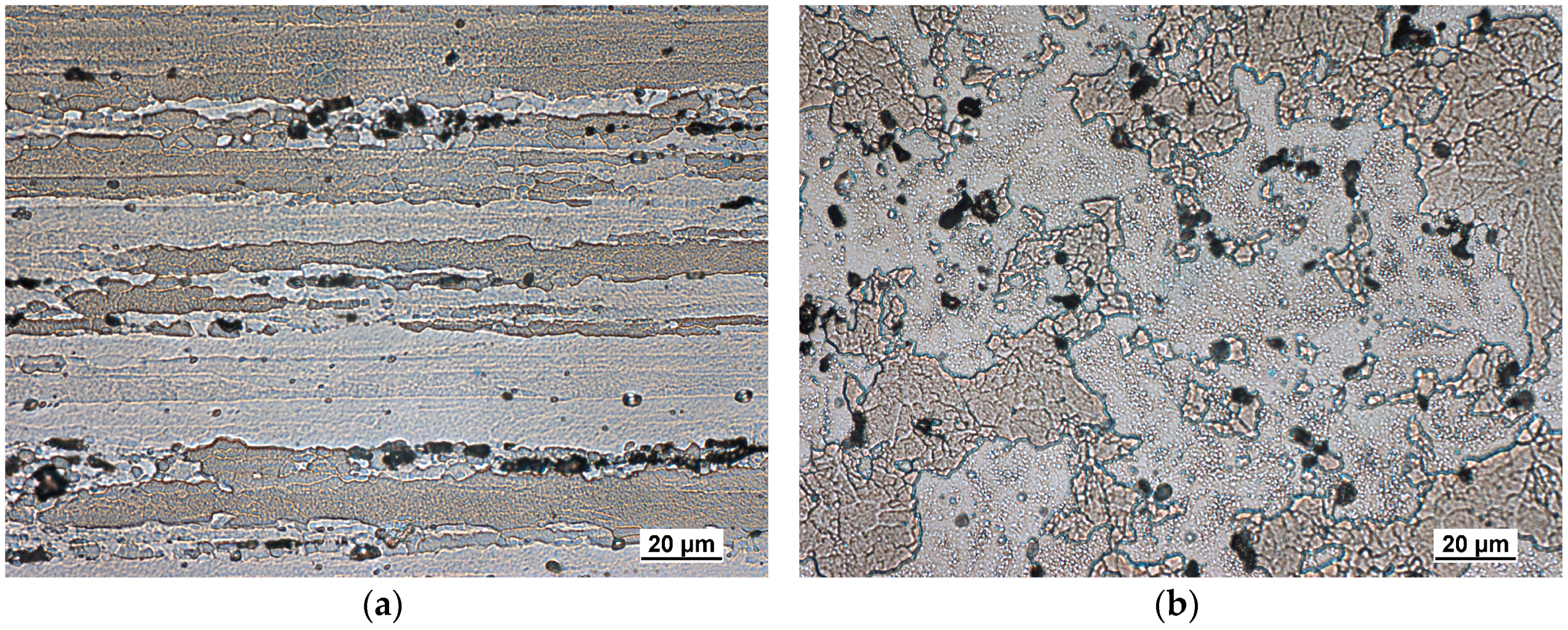
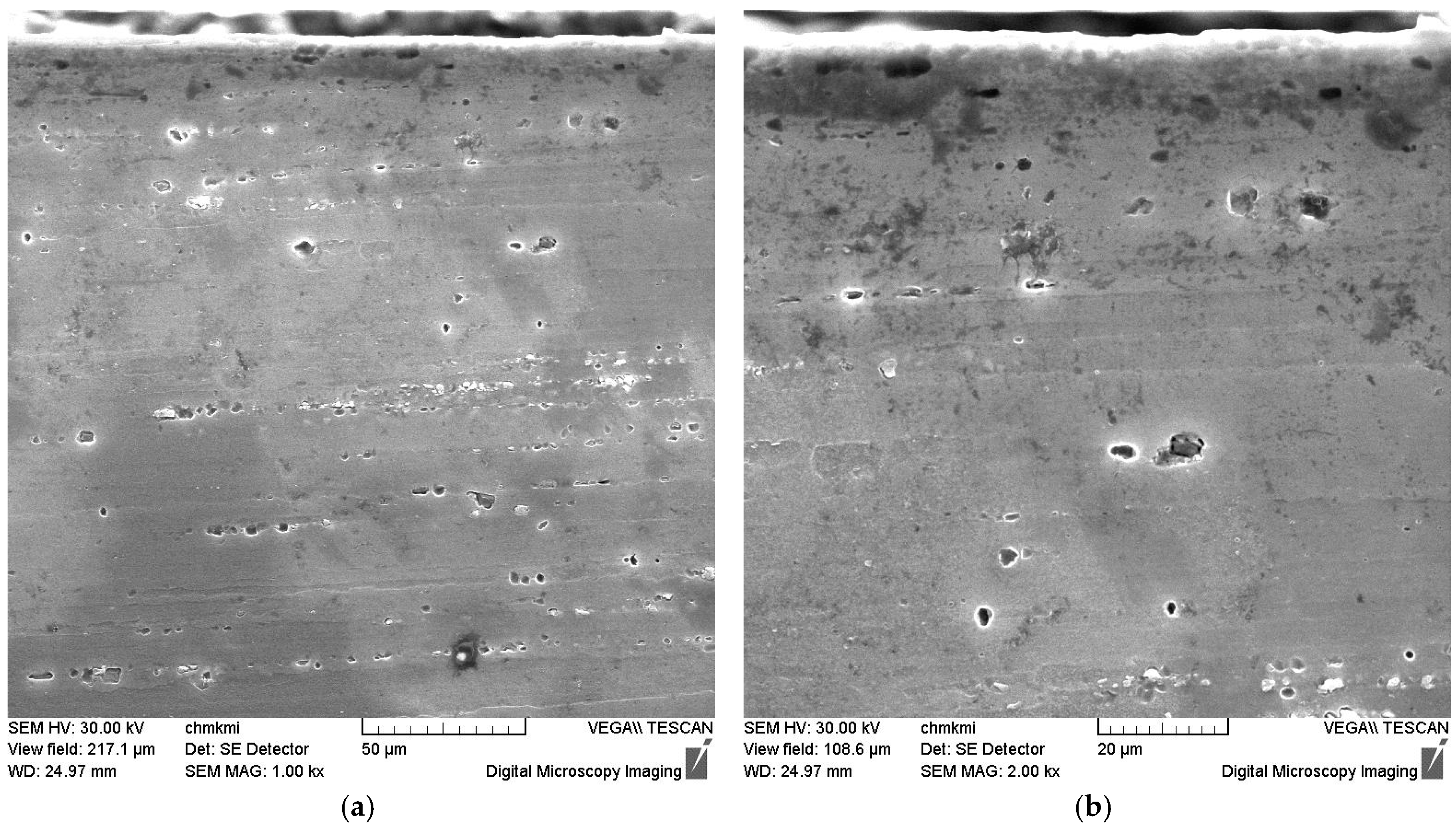
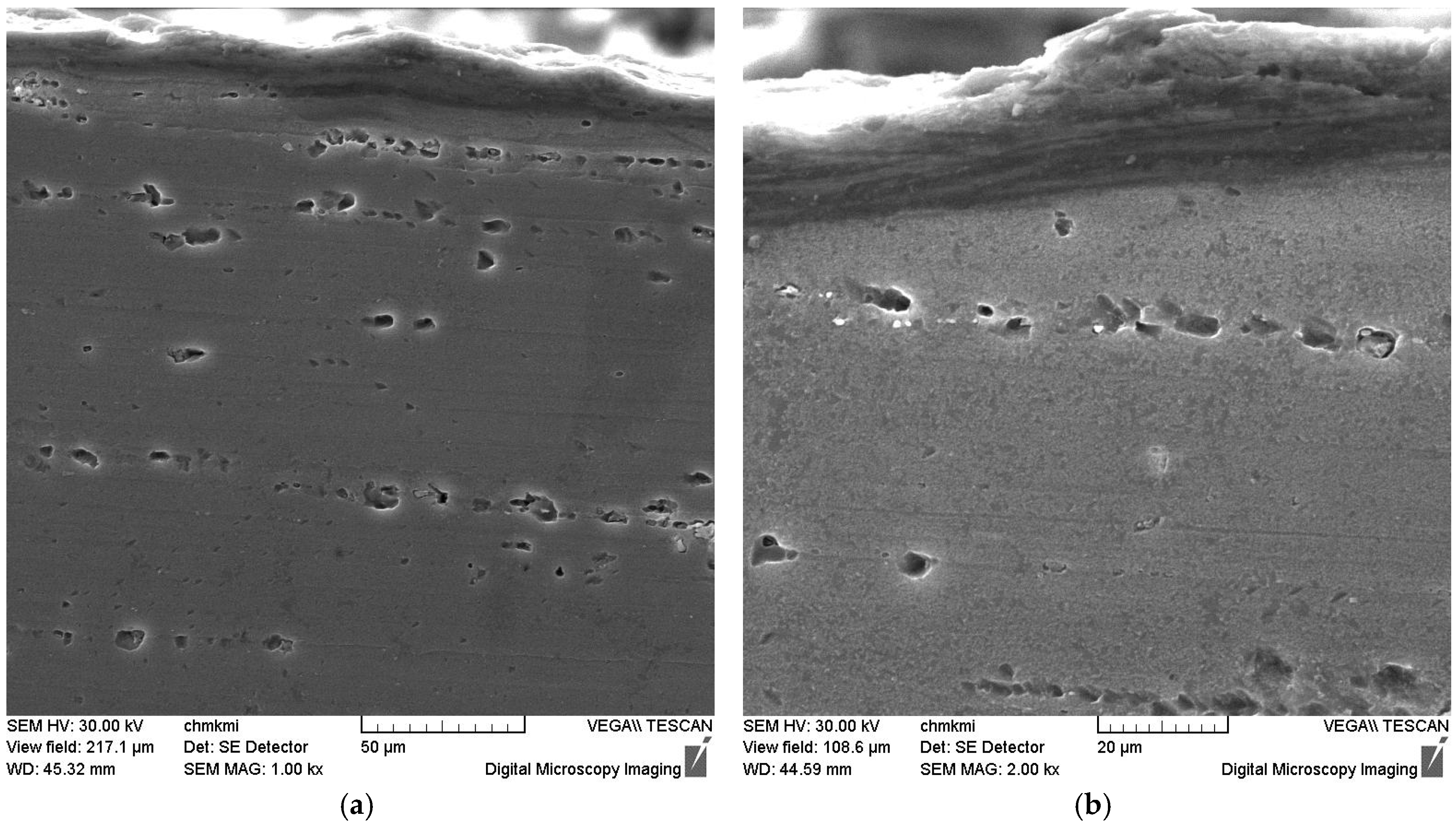
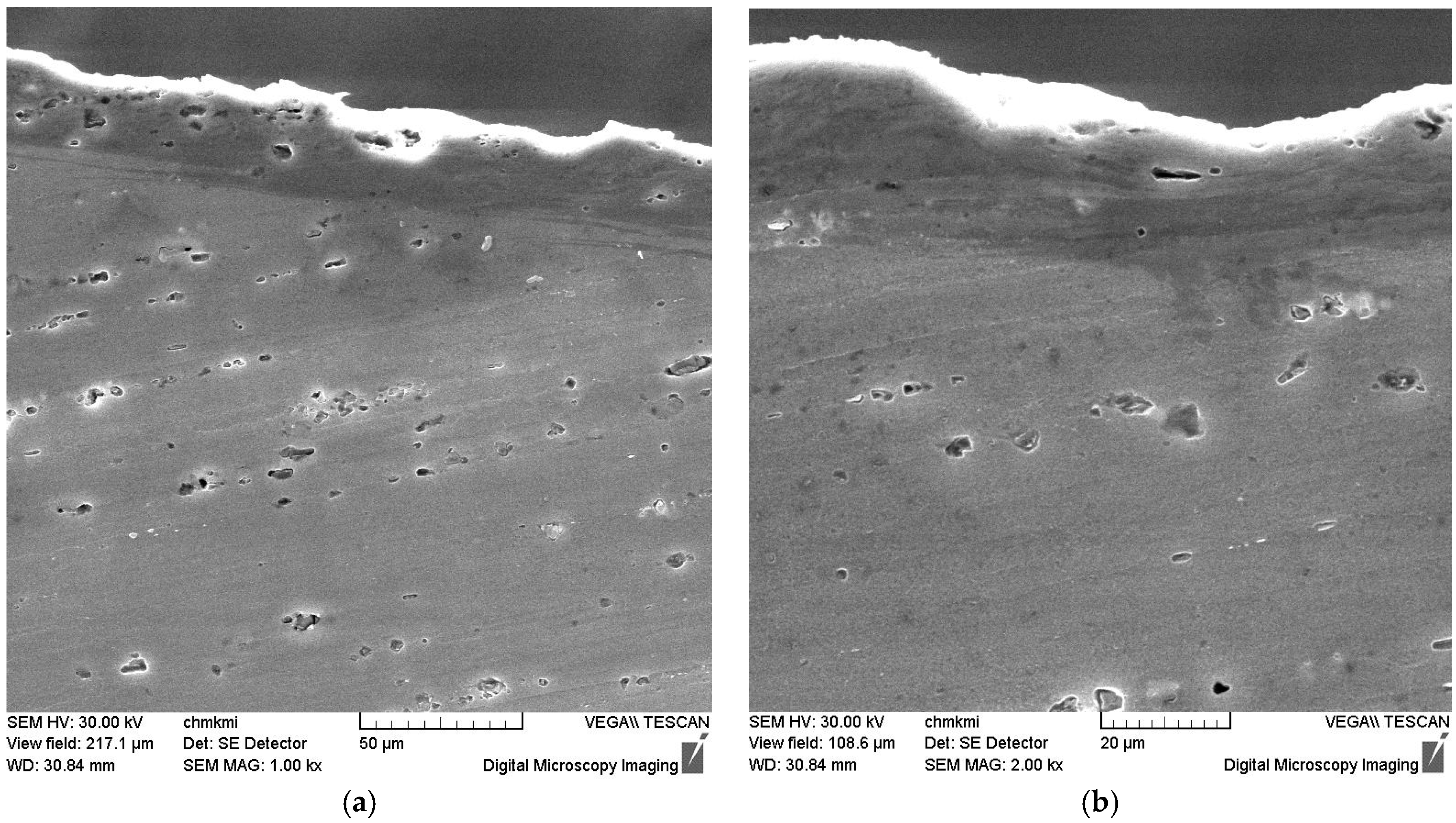
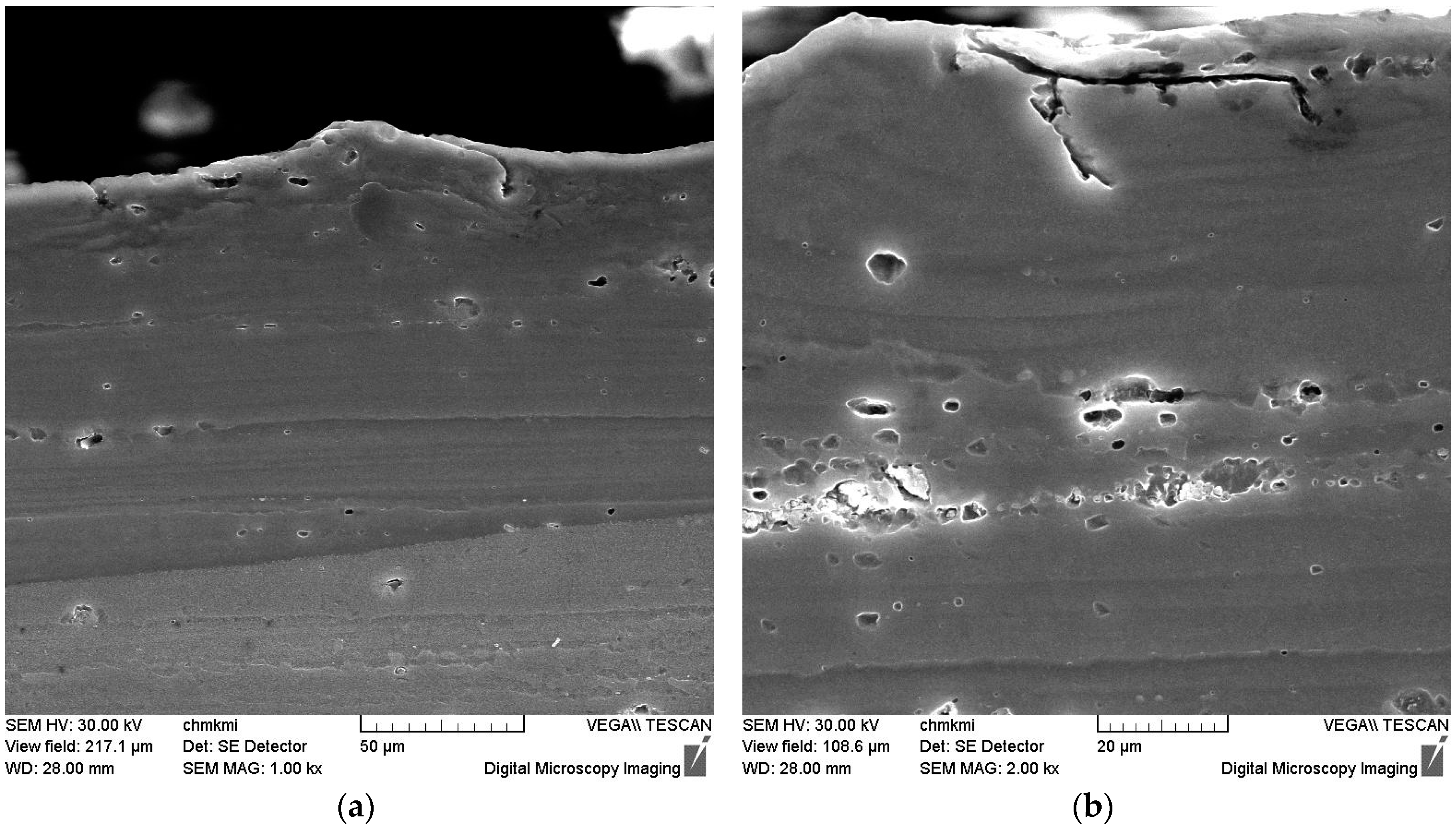
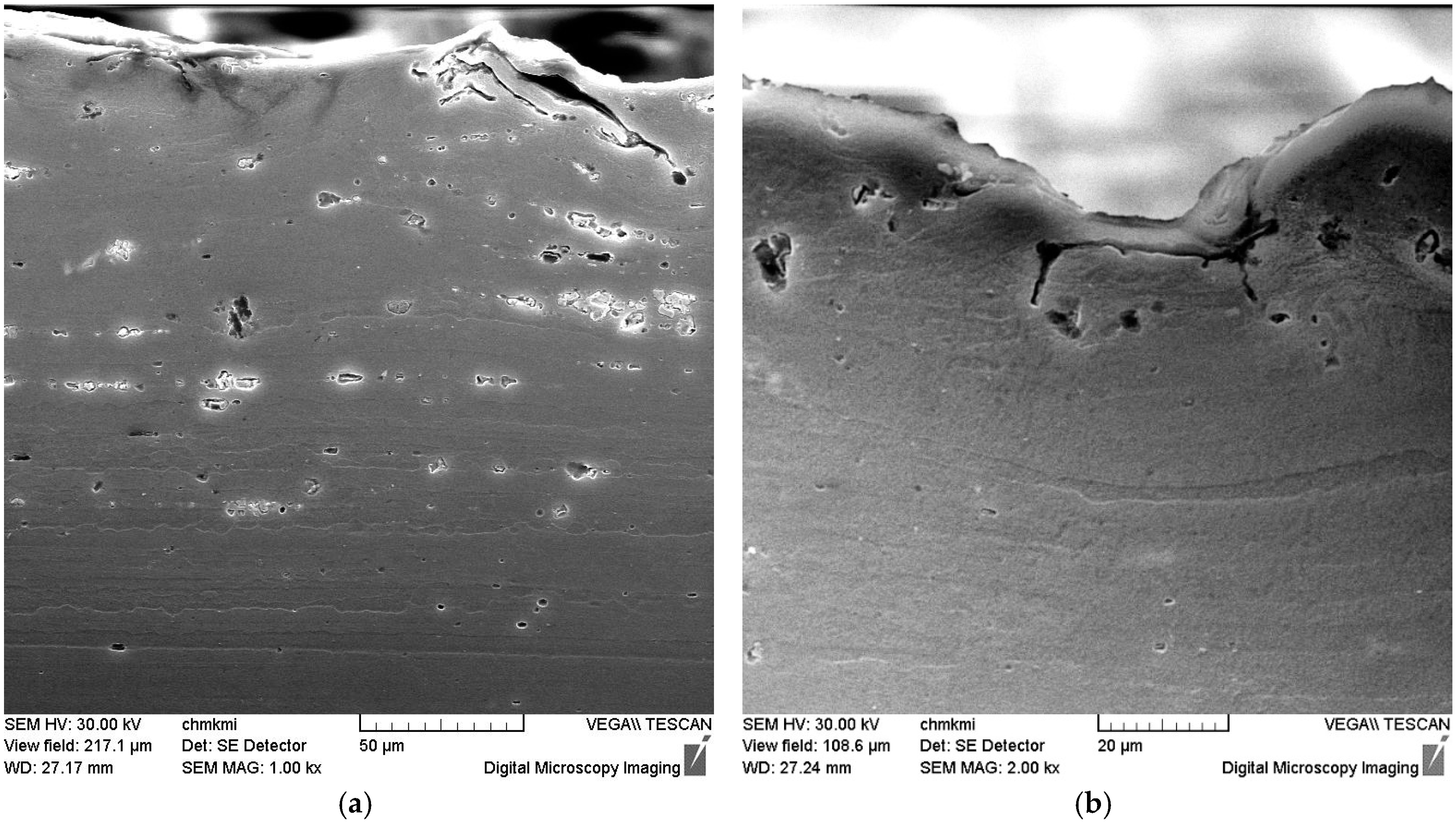
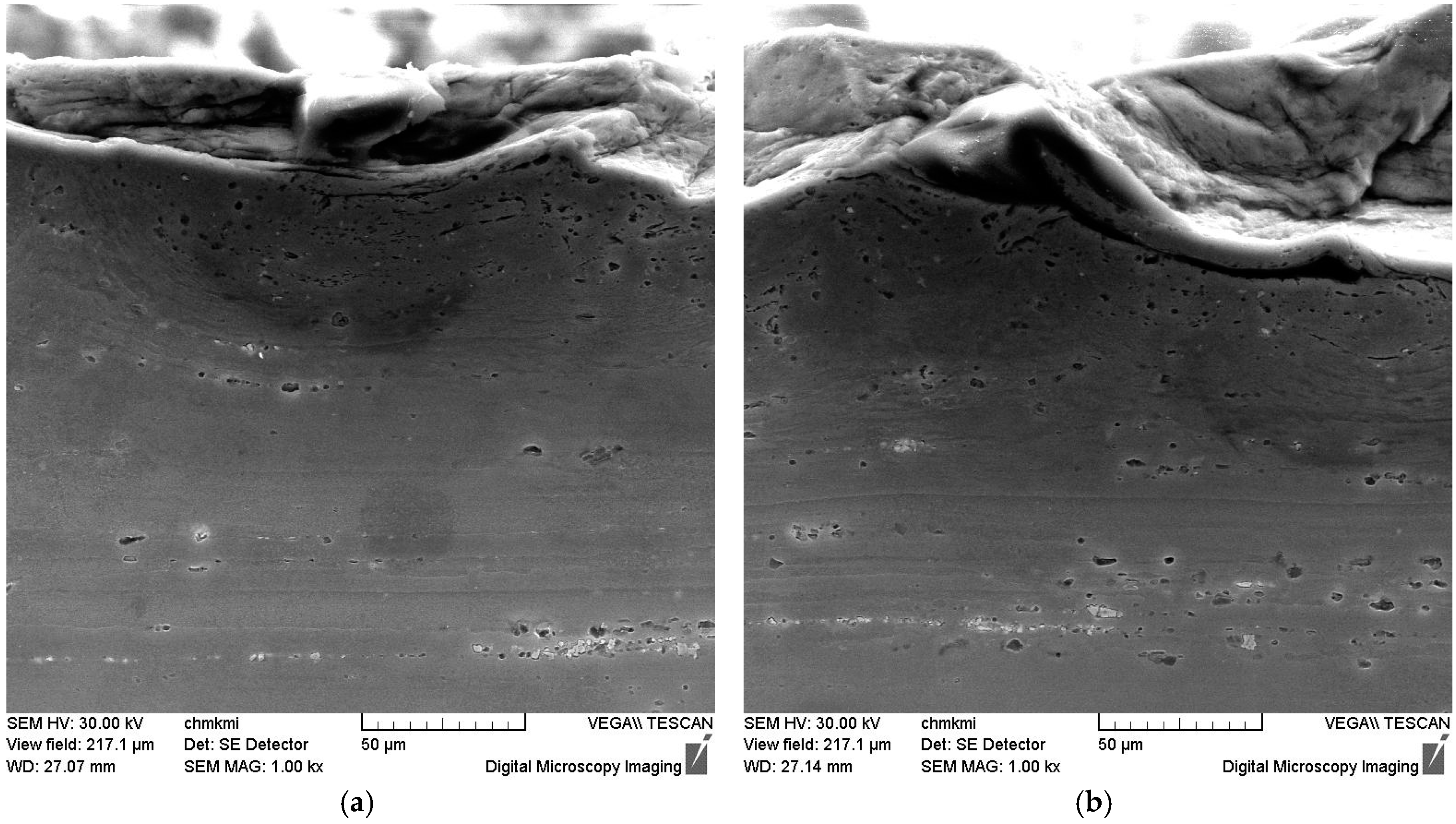
3.2. Surface Layer Characterization
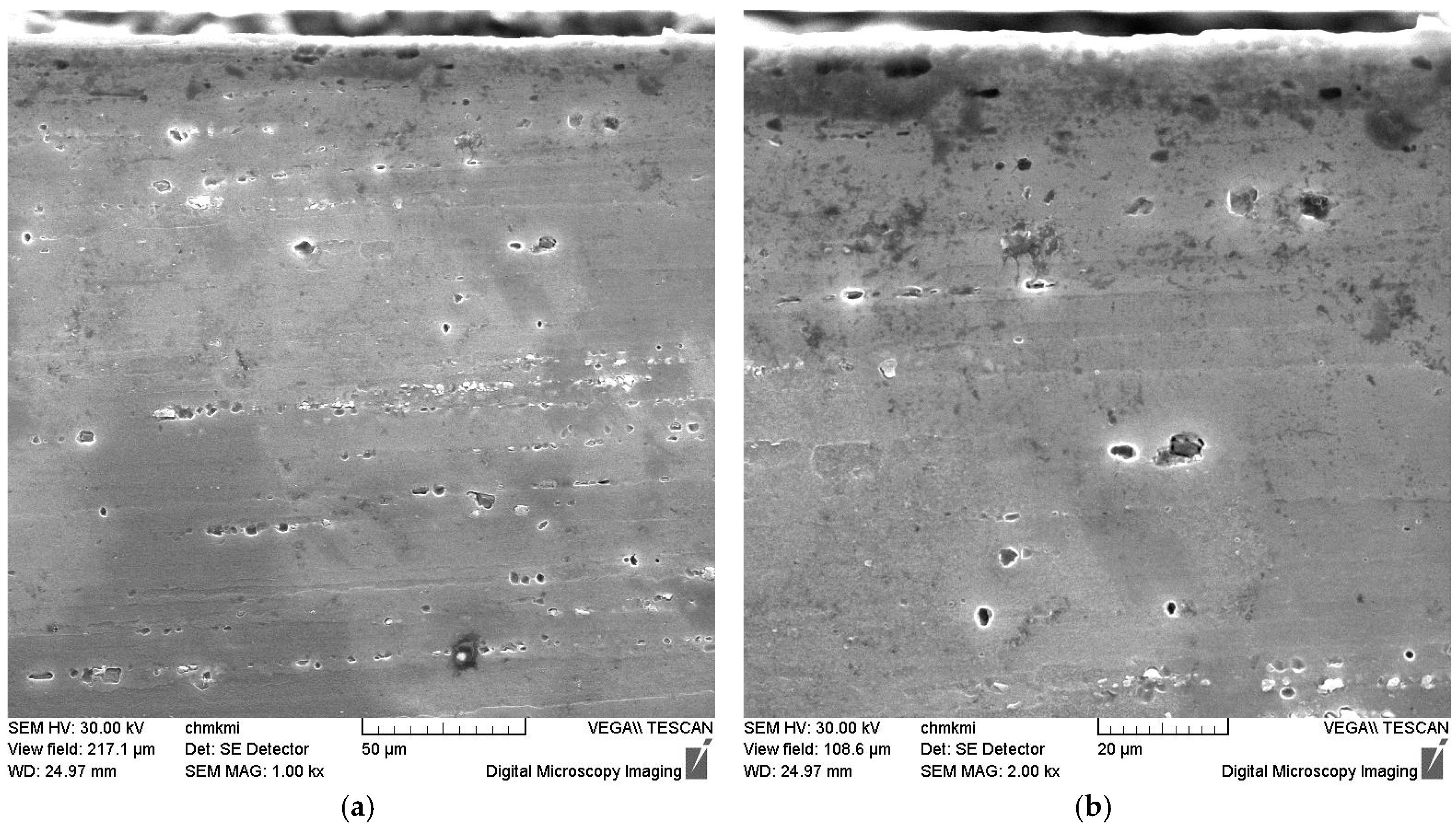
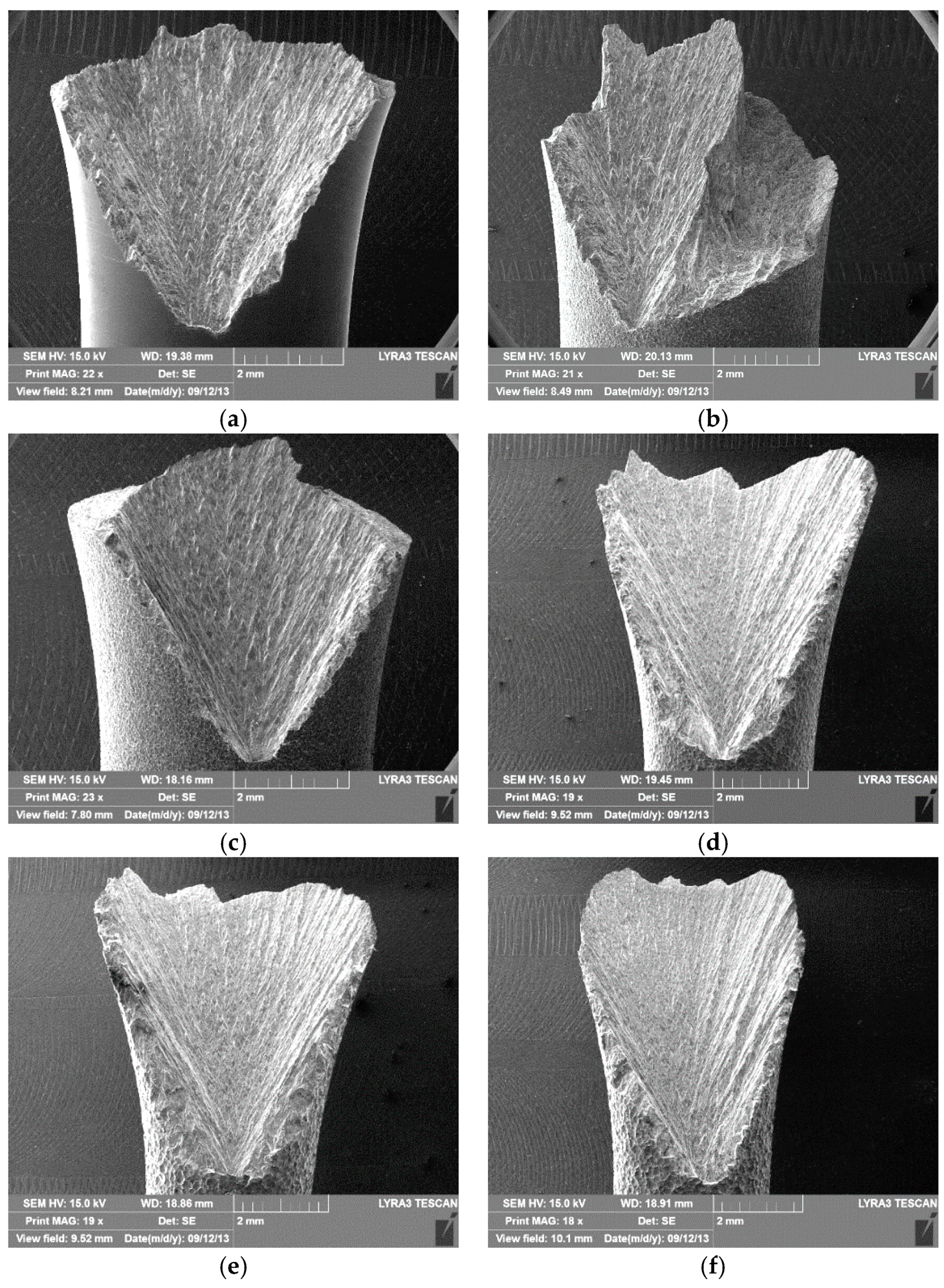
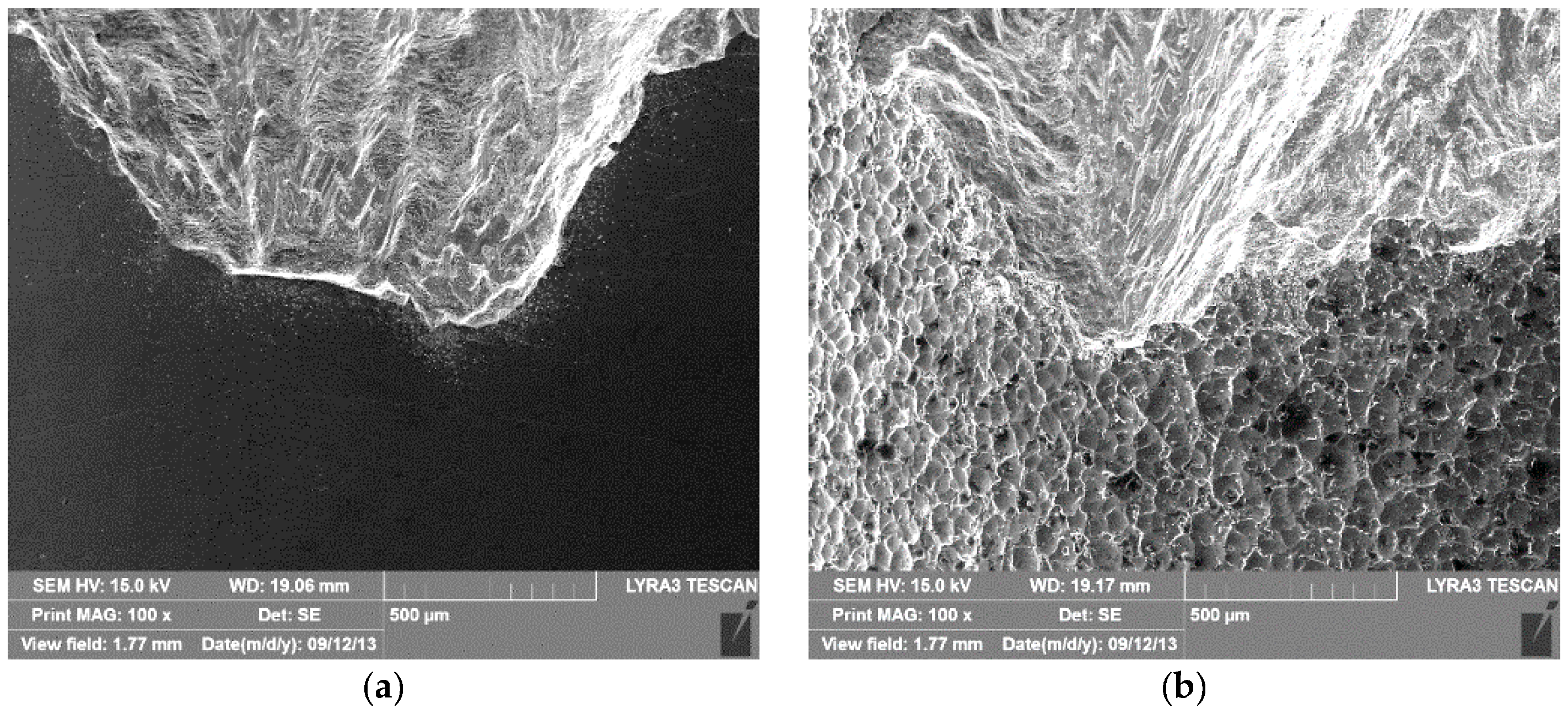
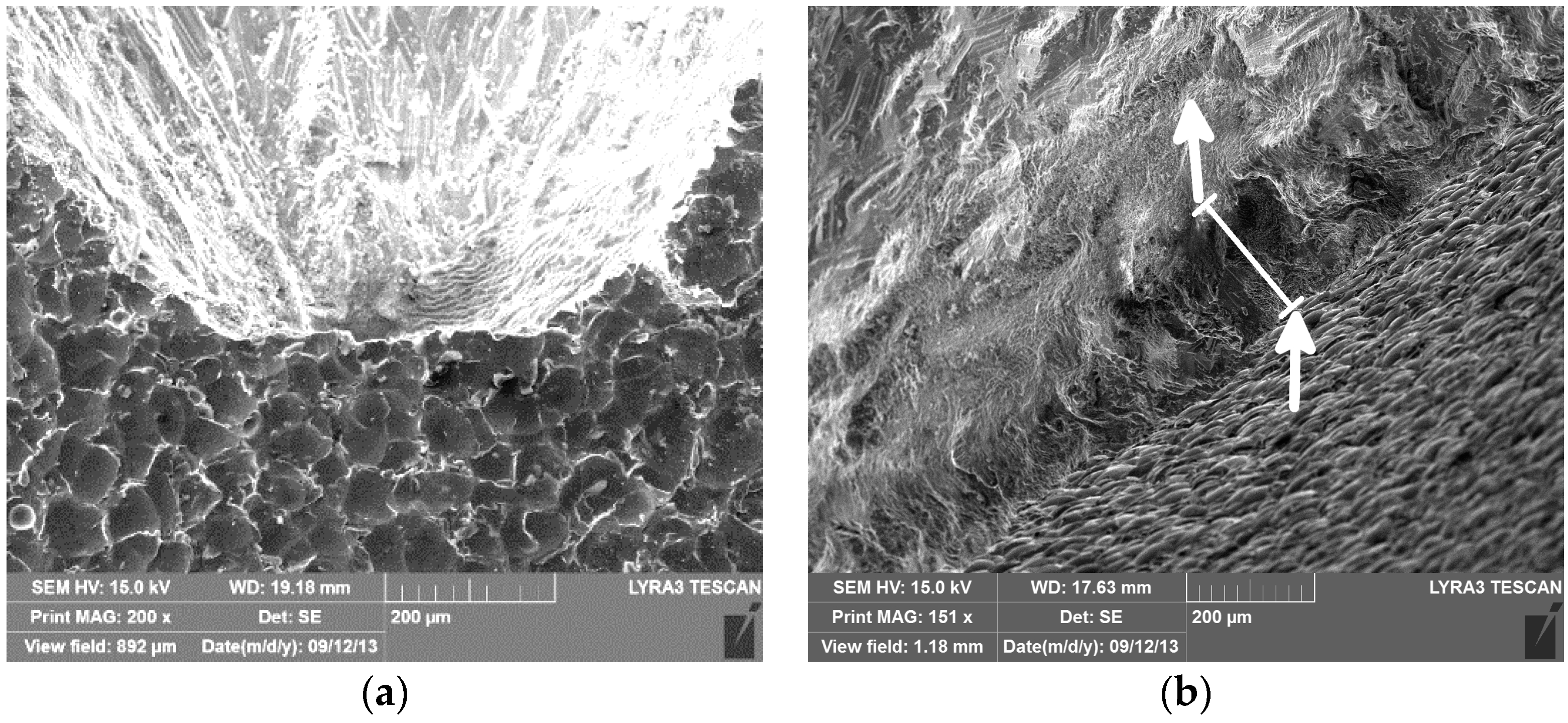
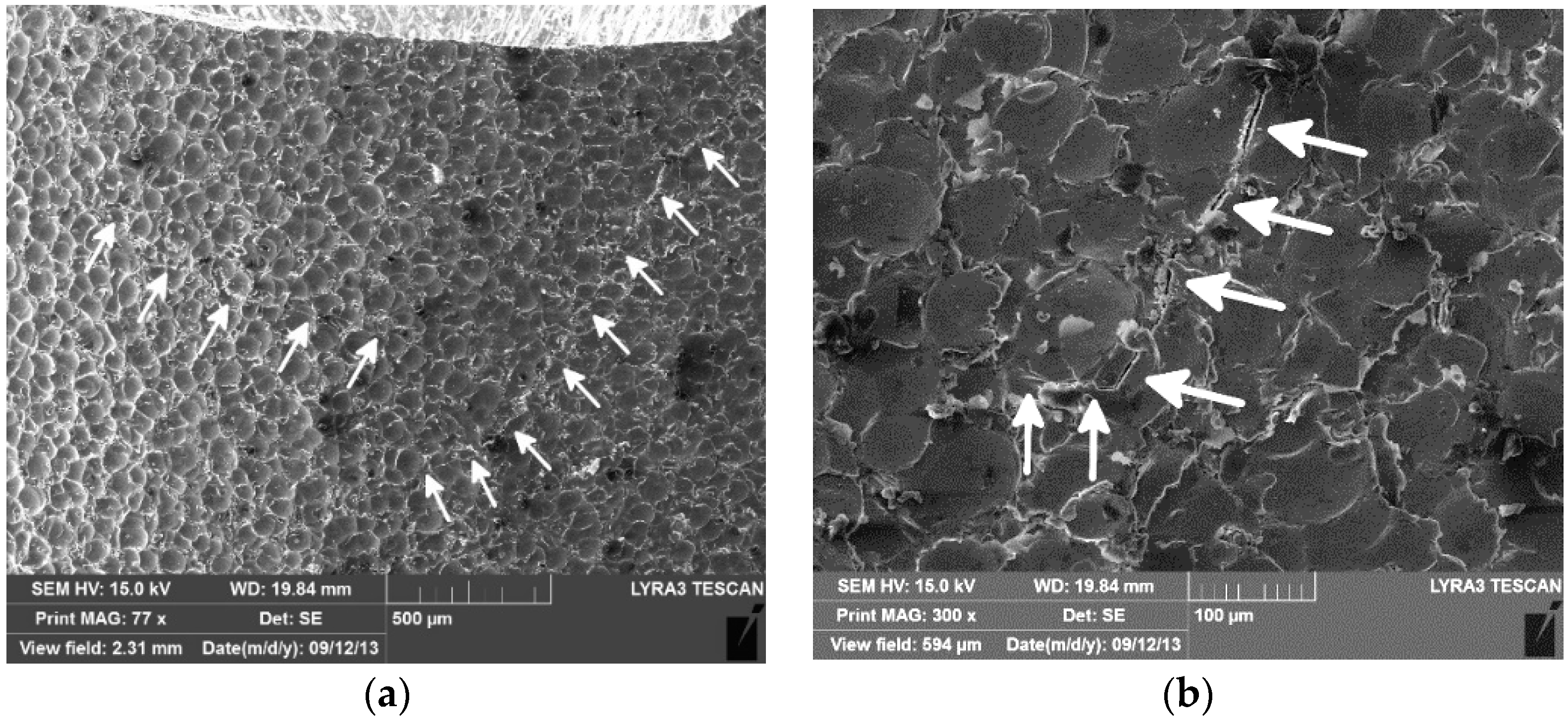
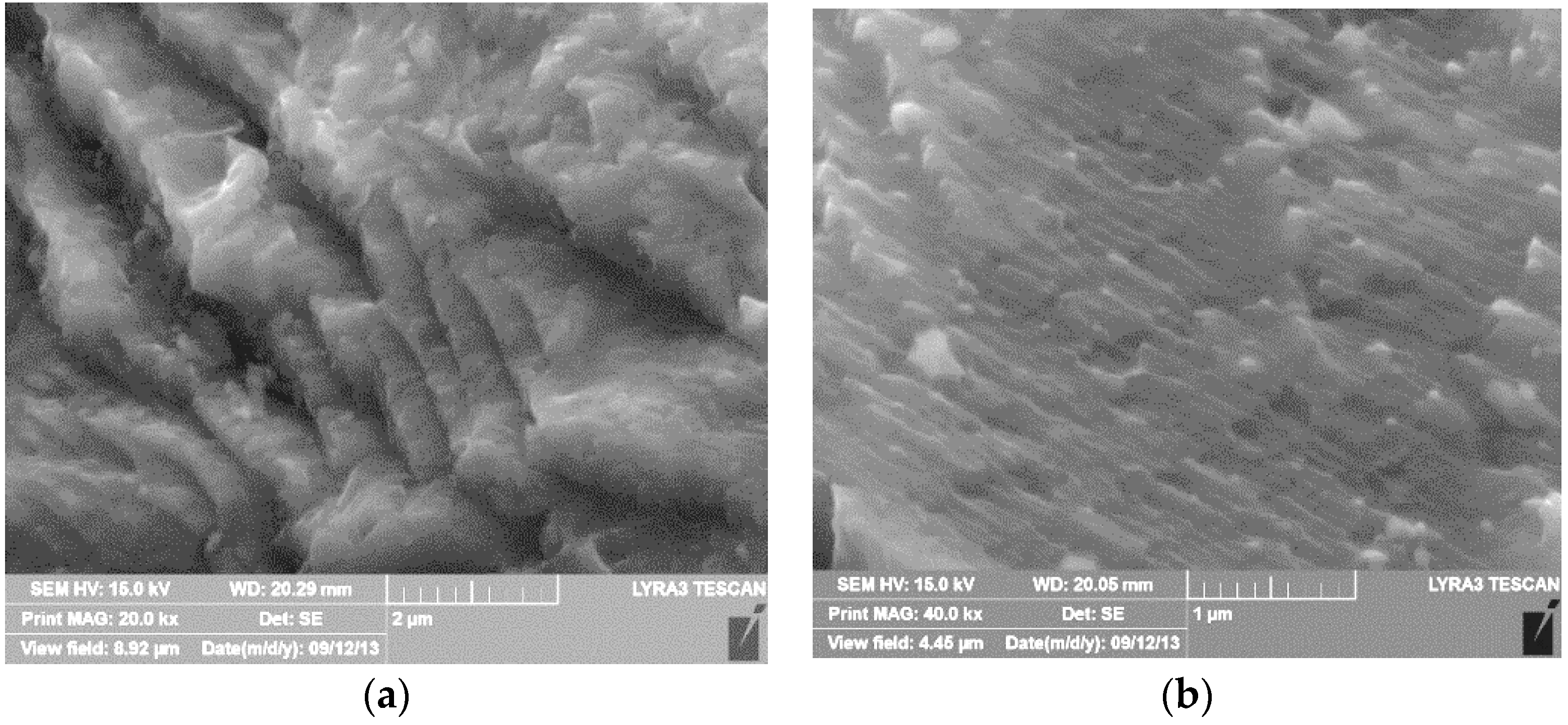
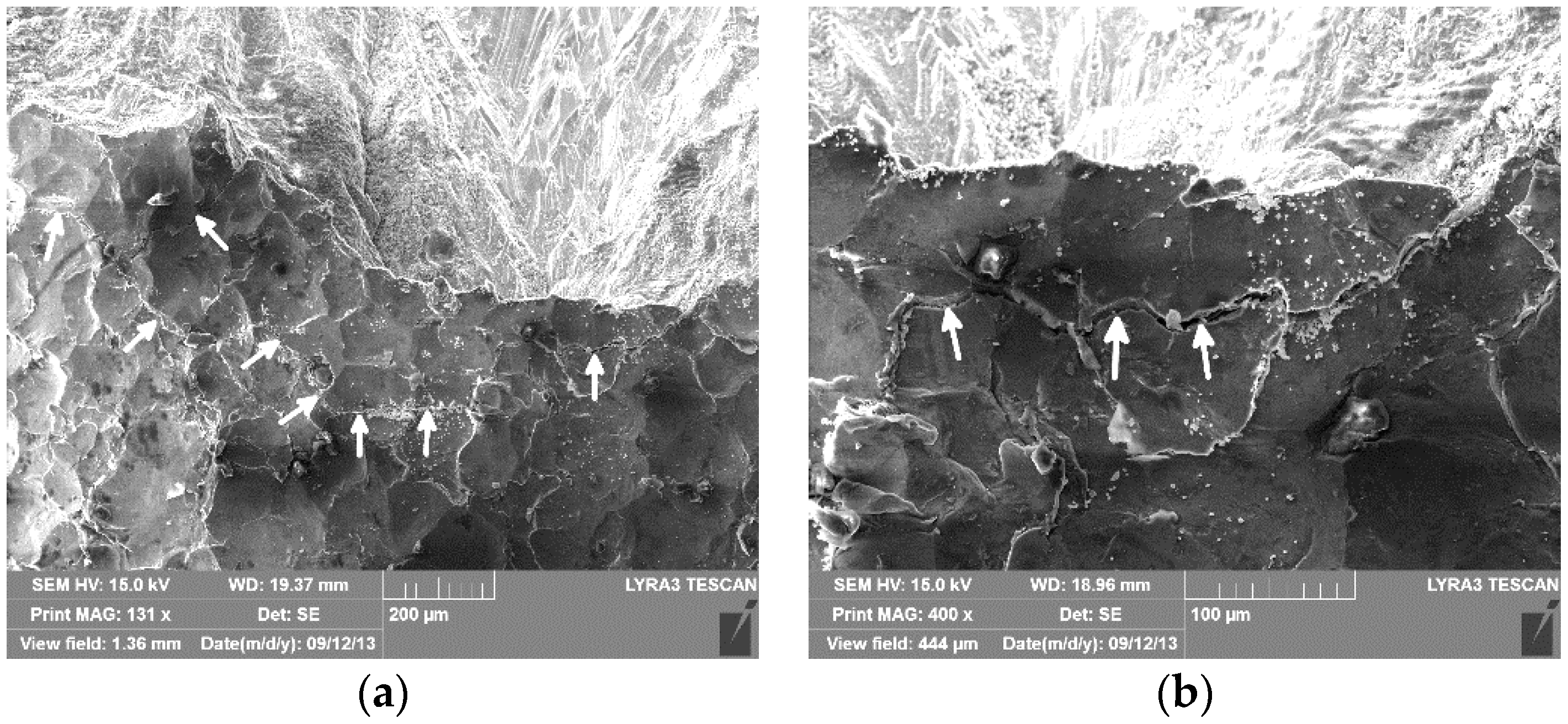
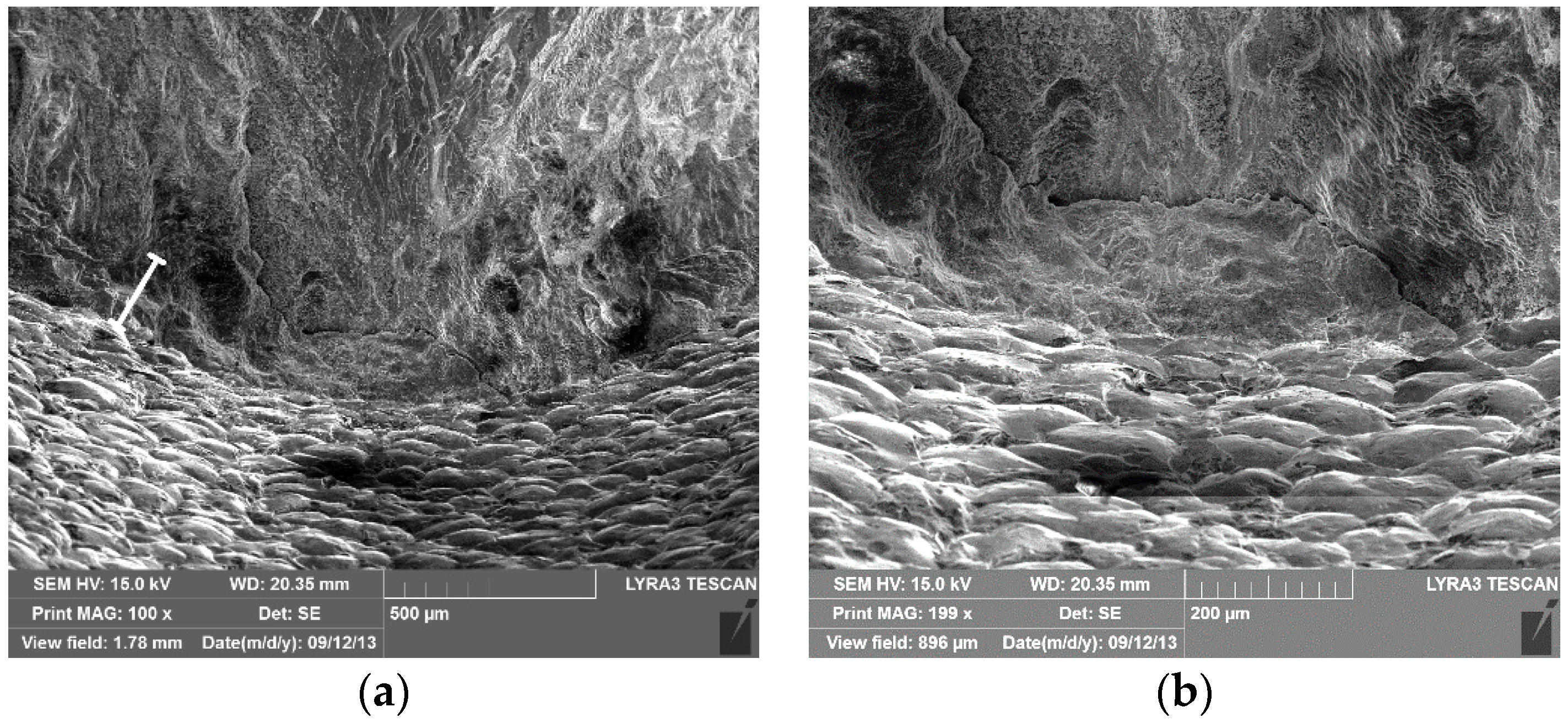
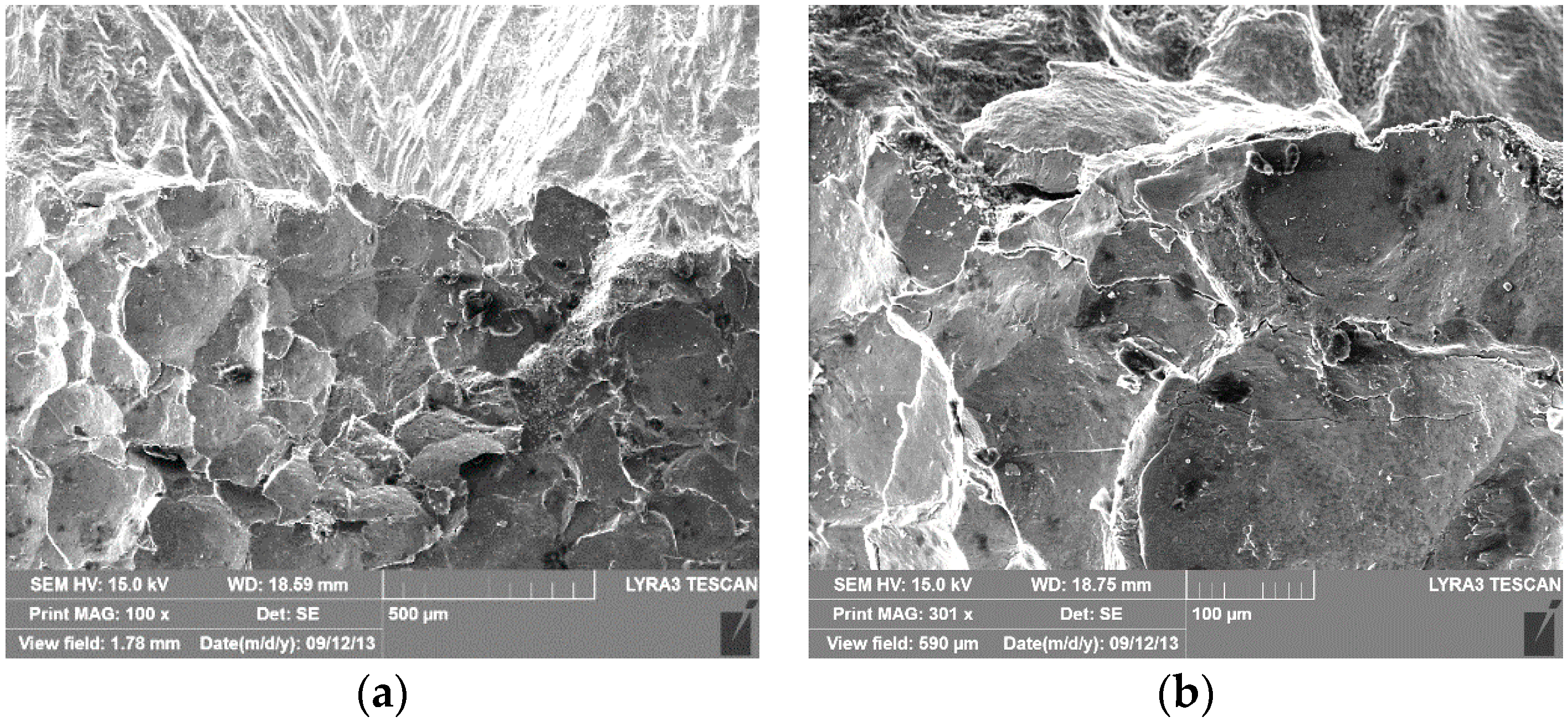
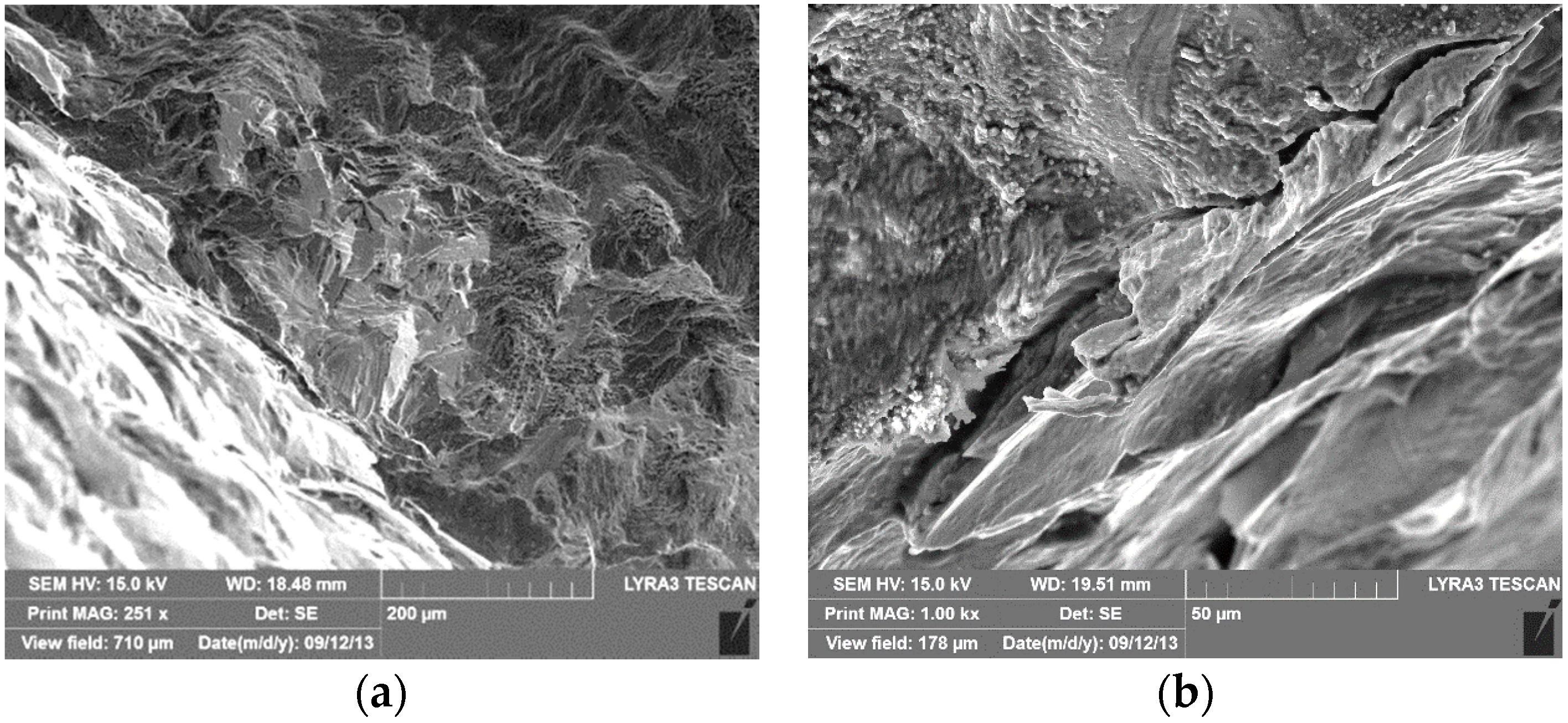
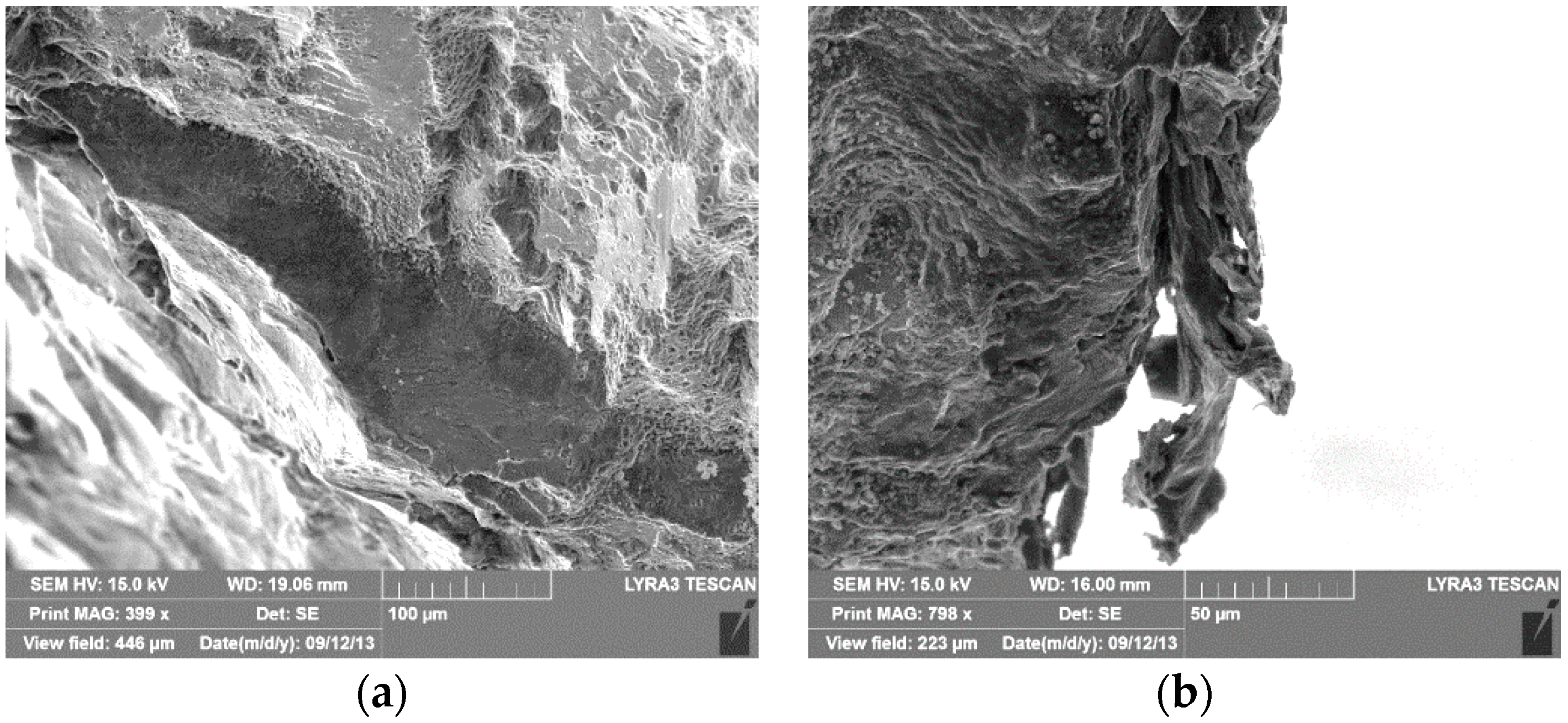
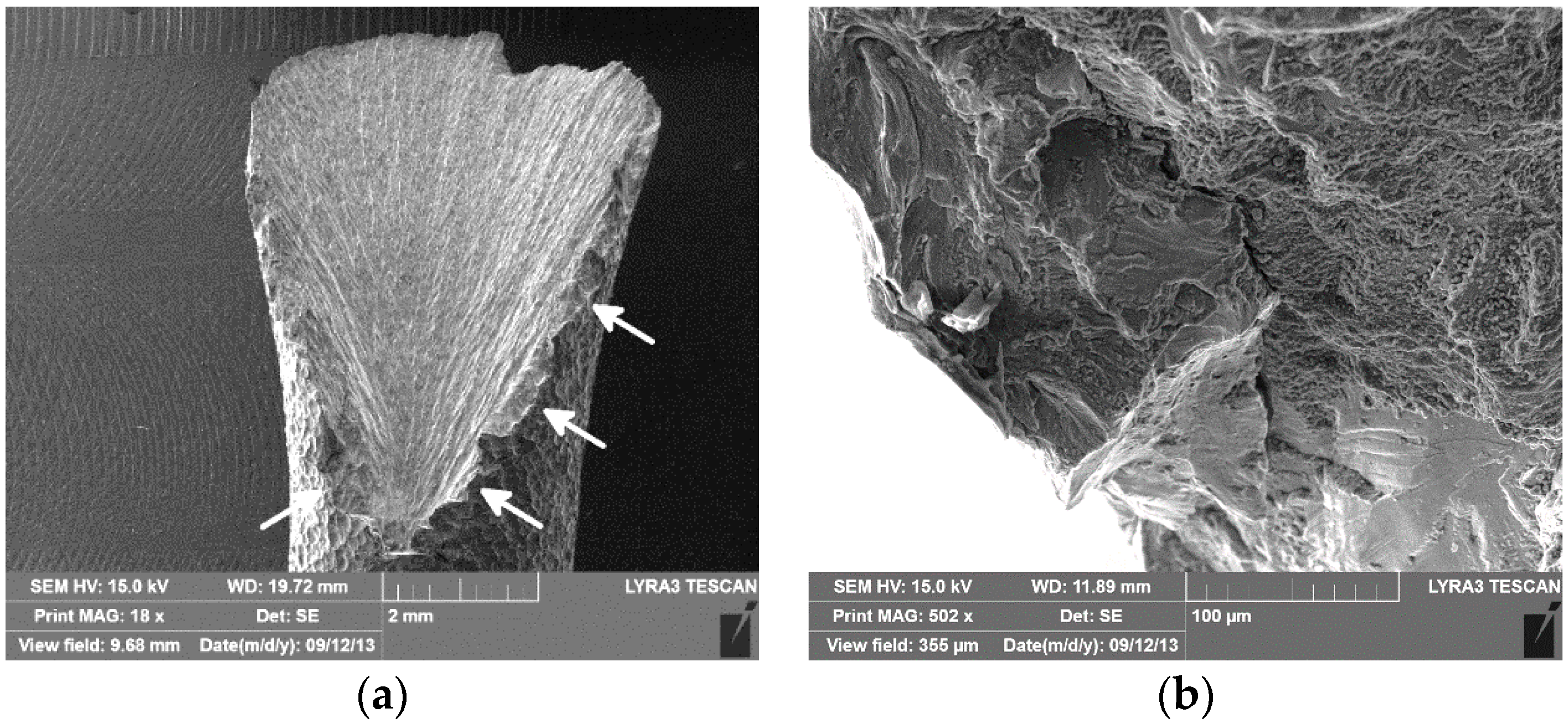
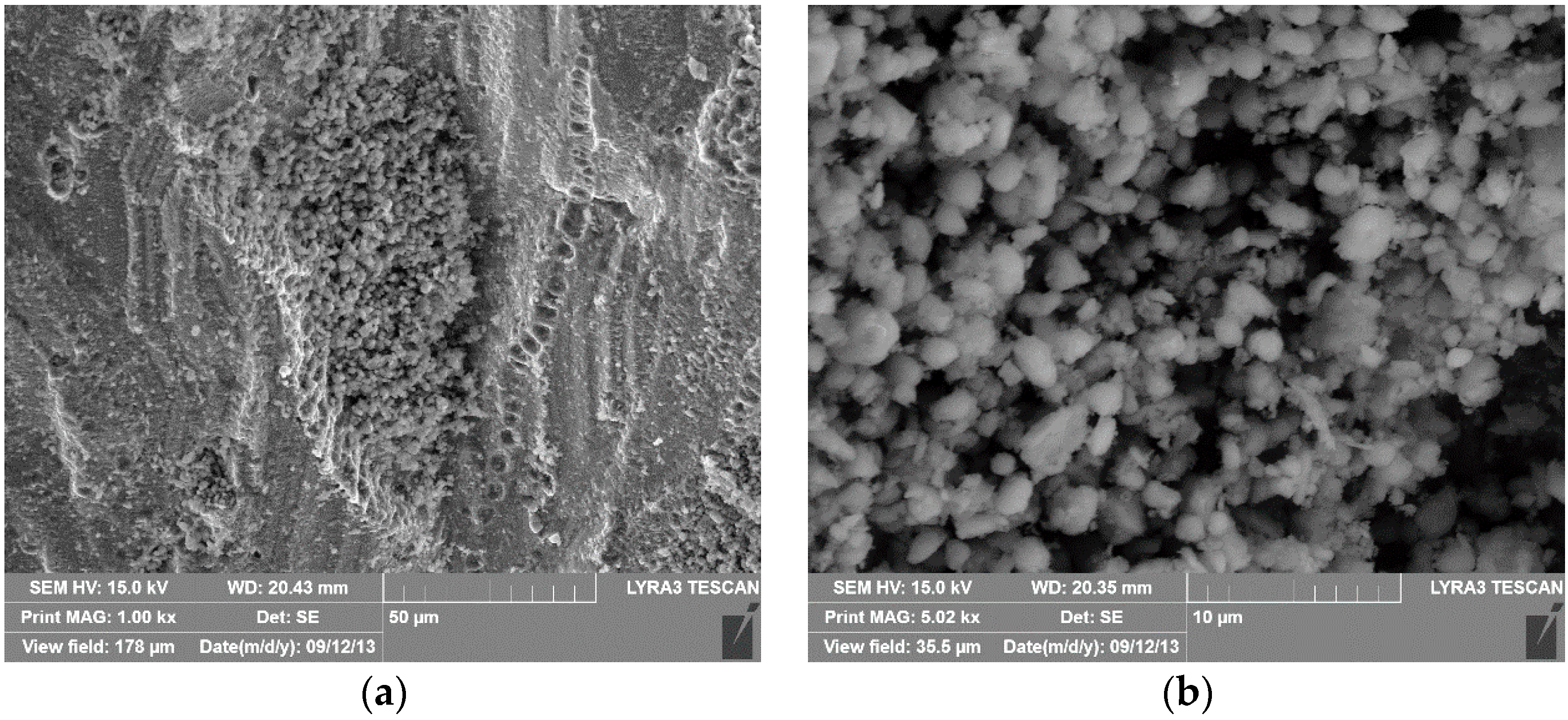
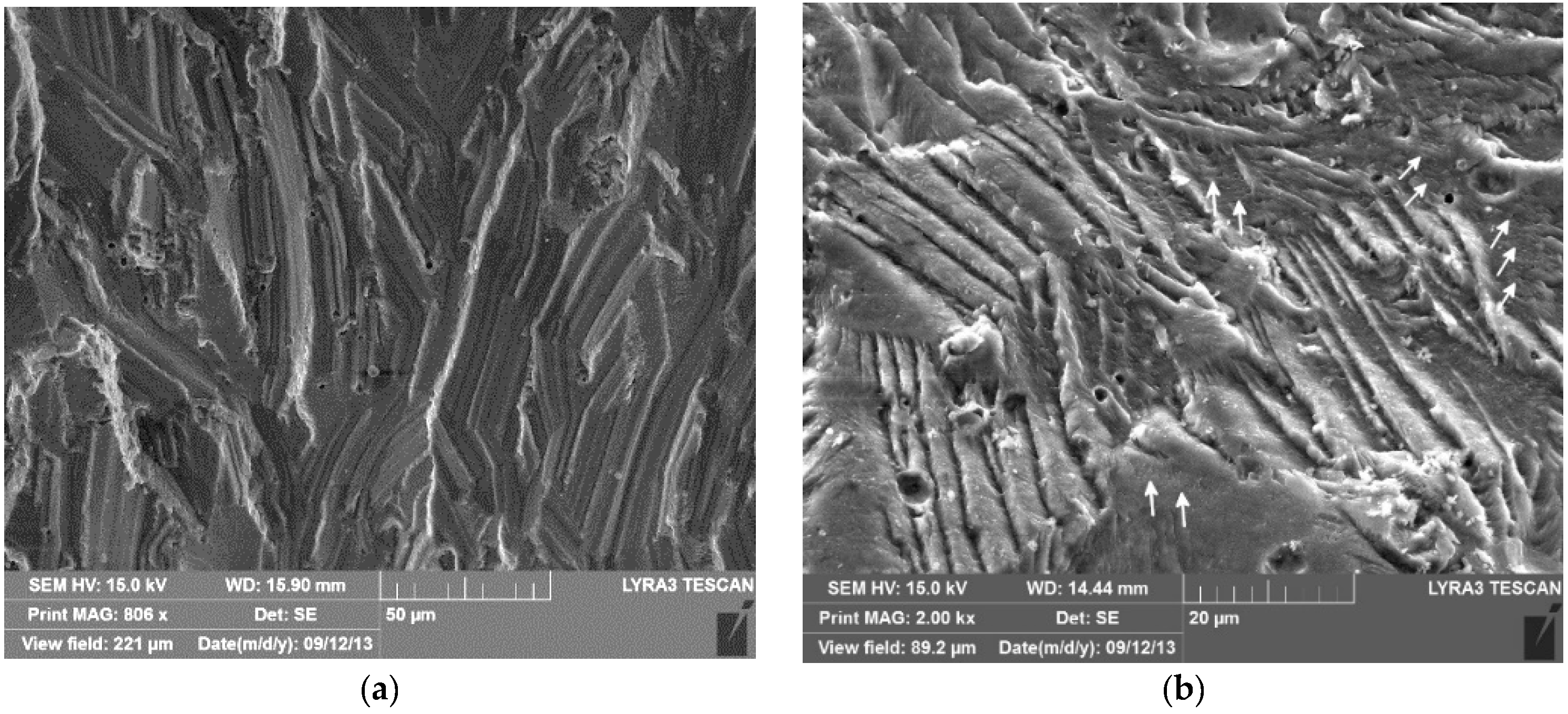
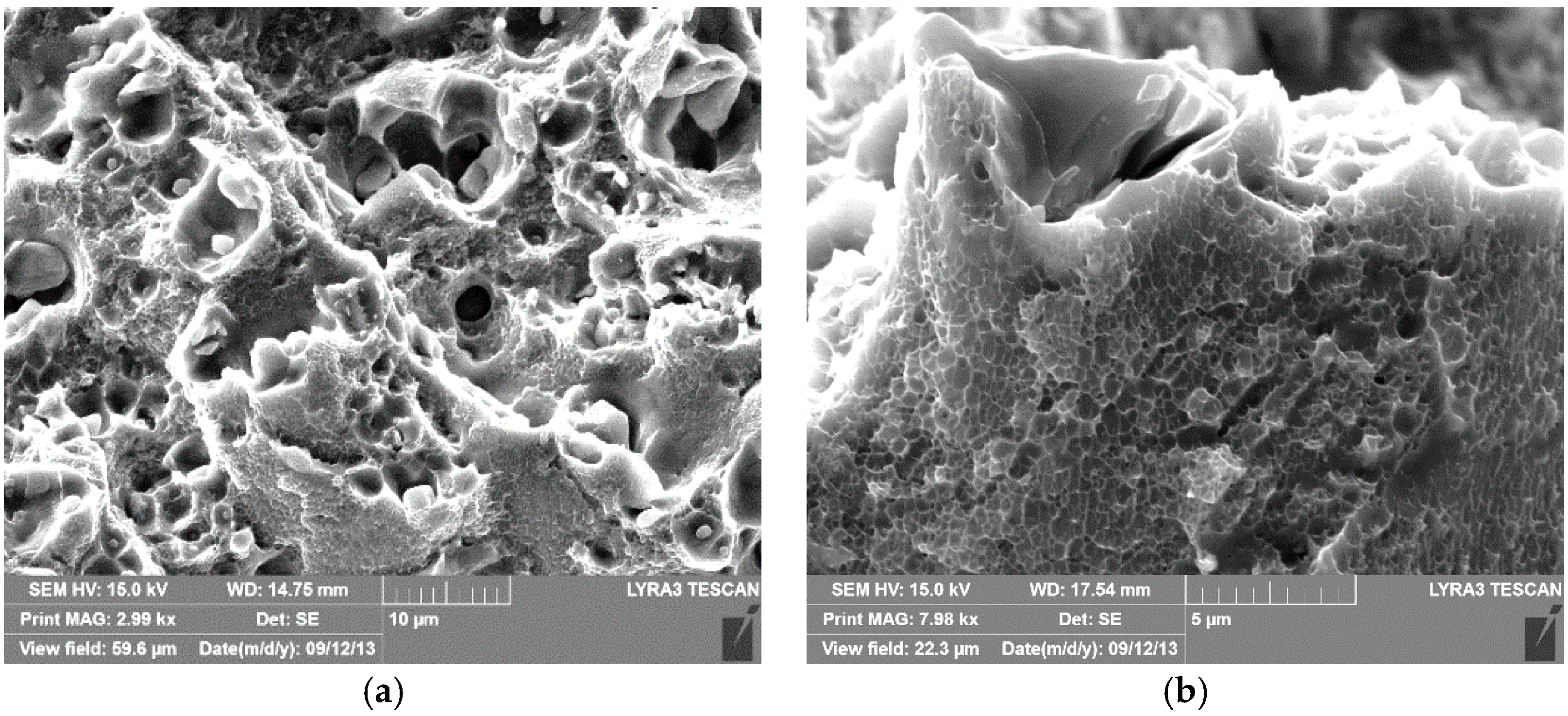
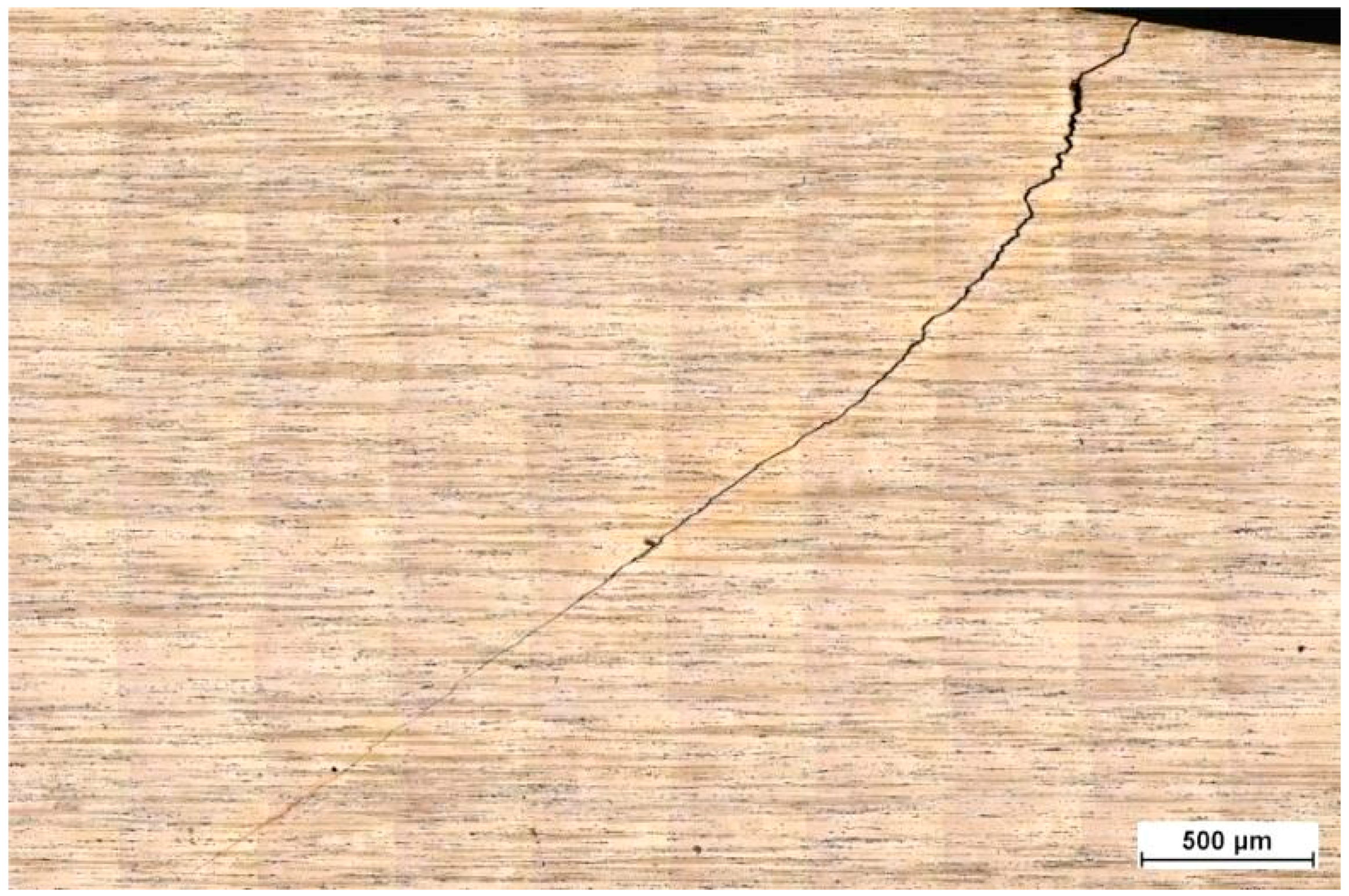
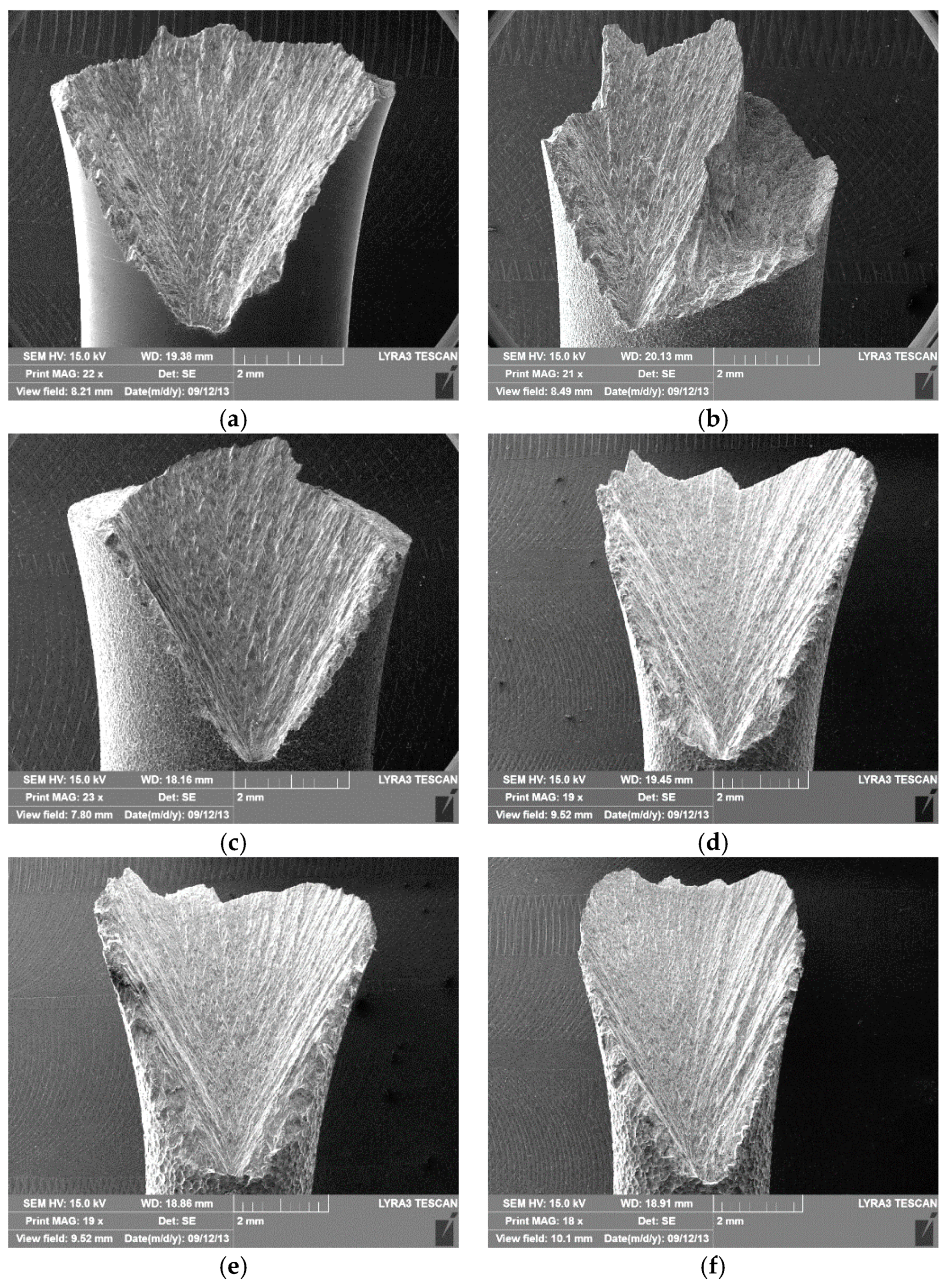
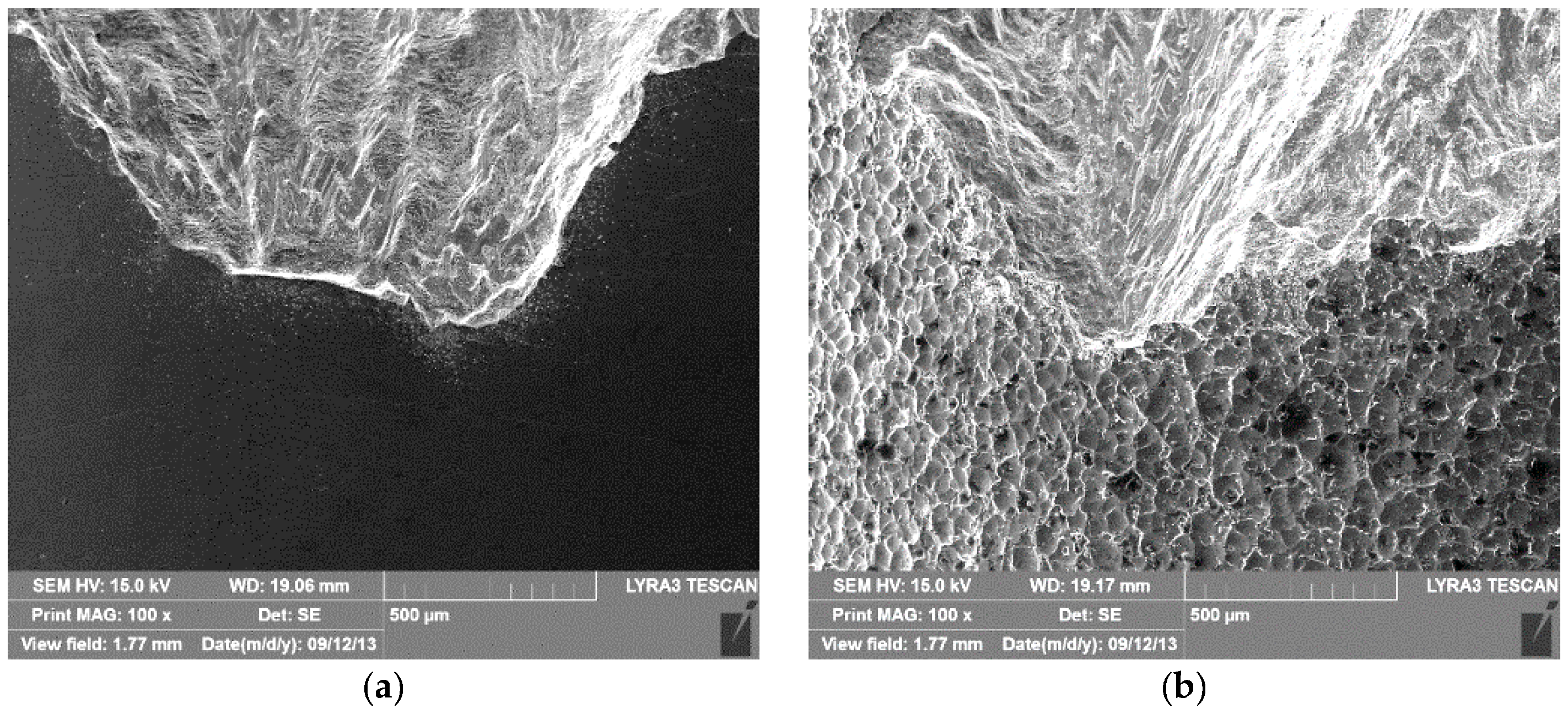
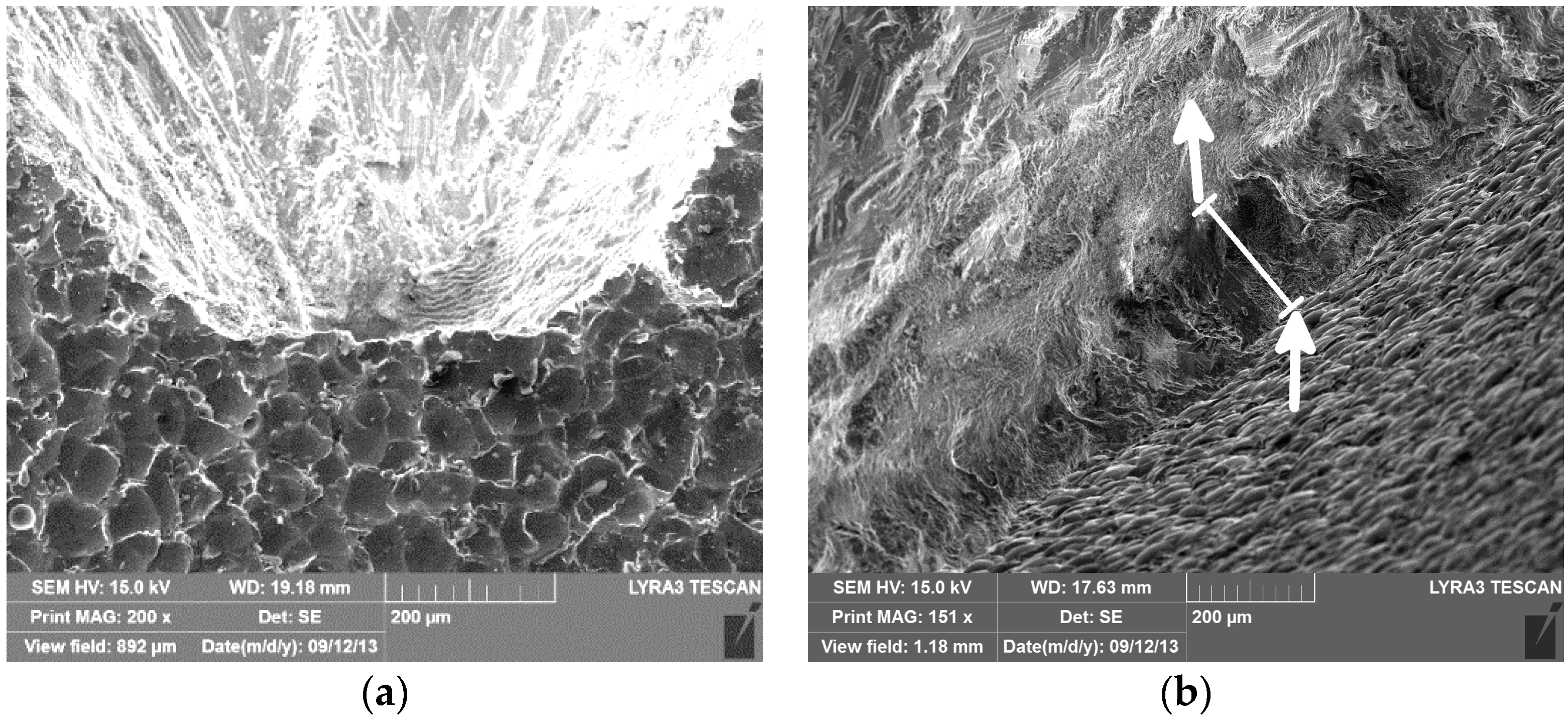
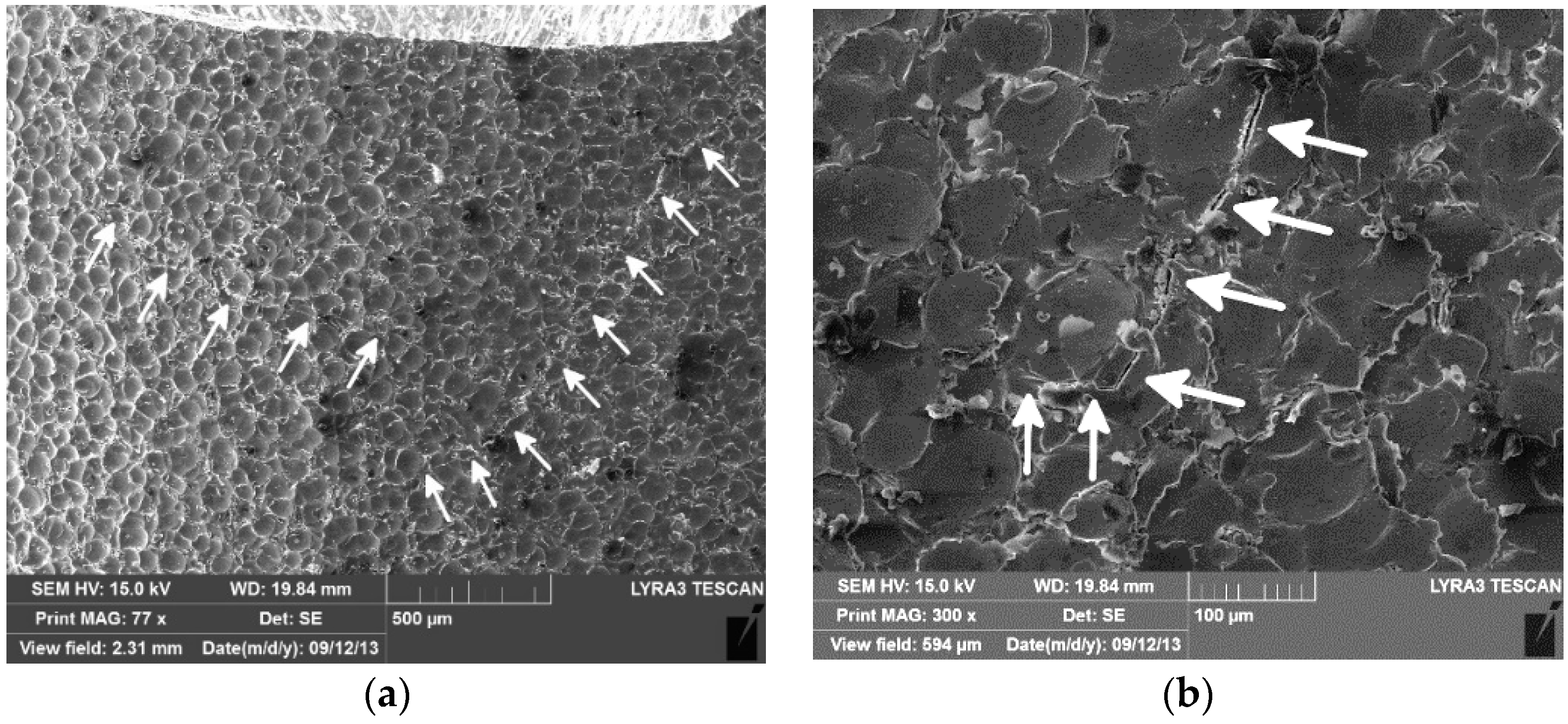
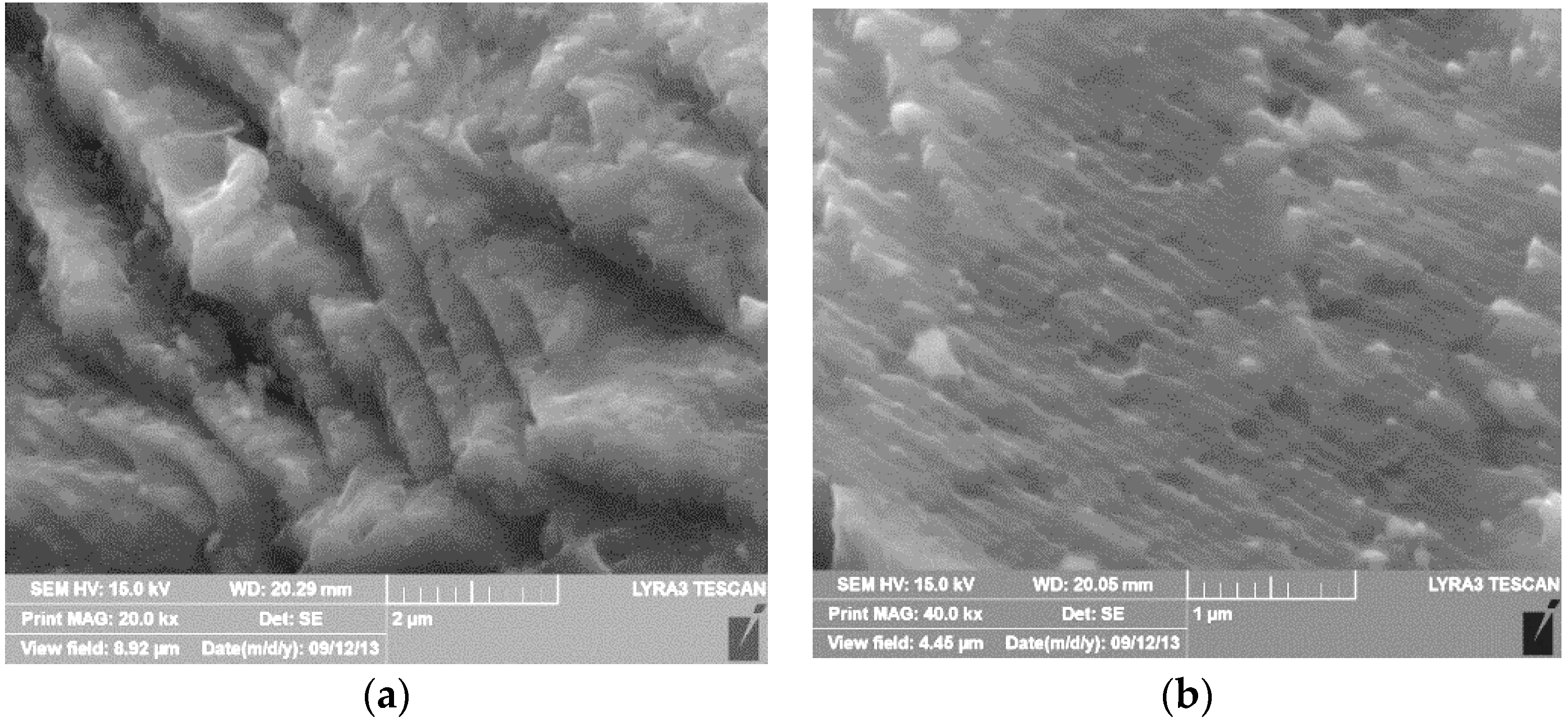
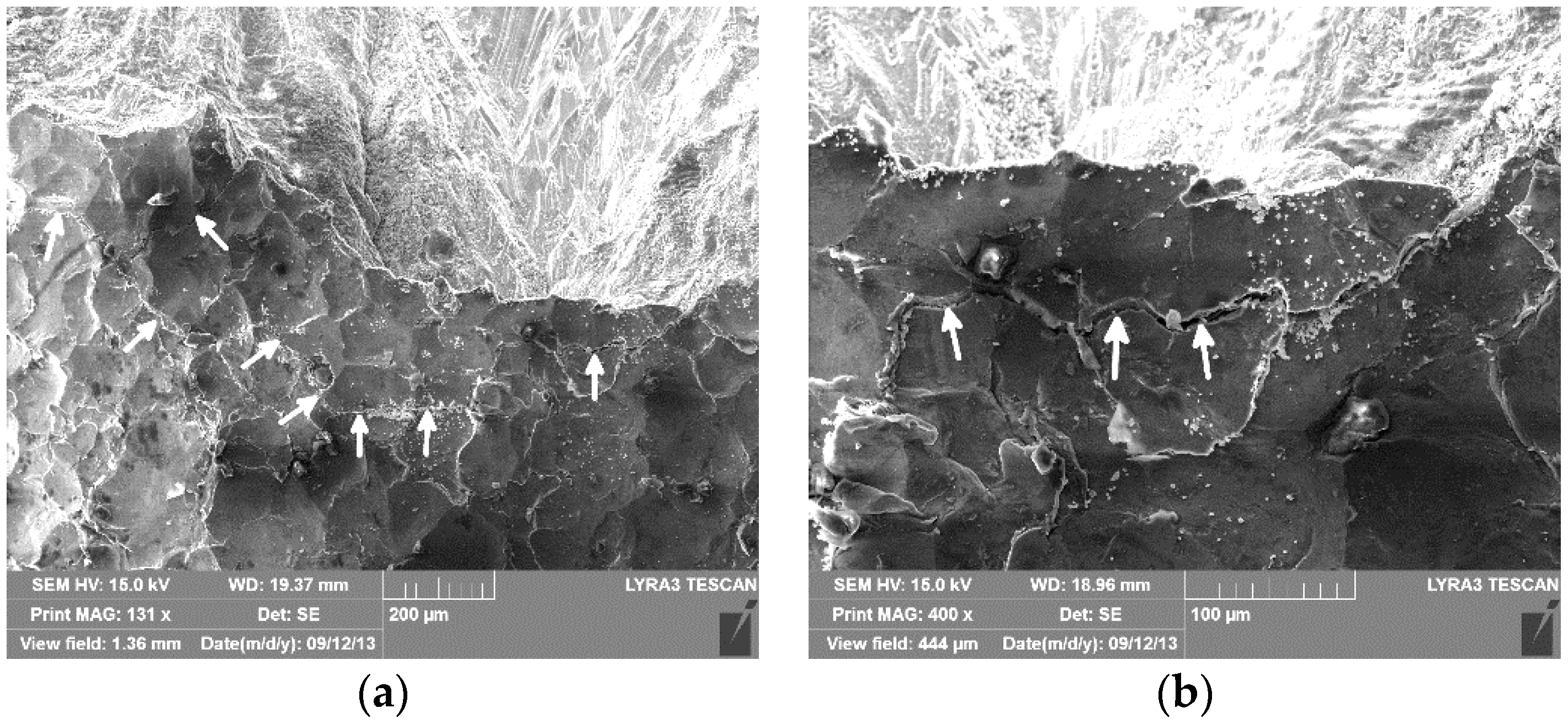
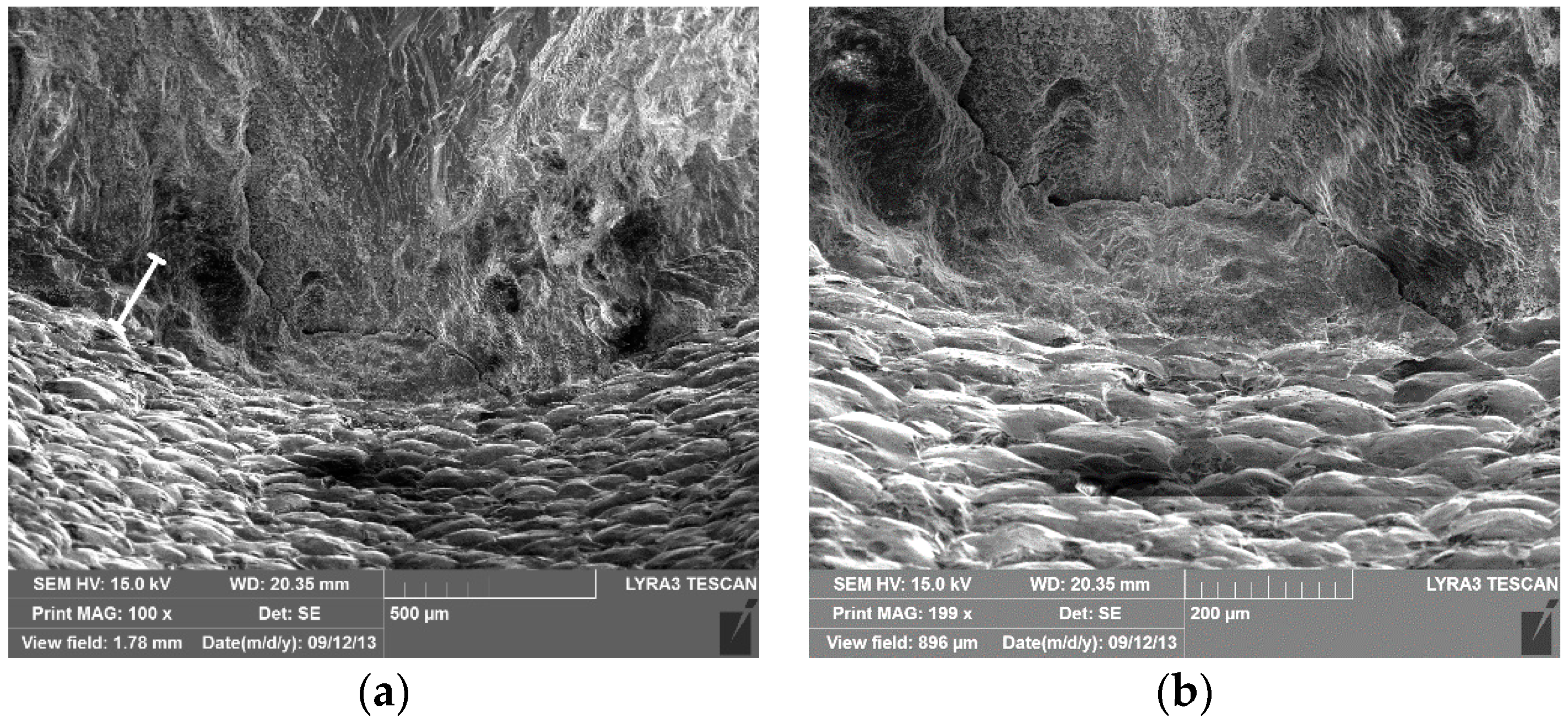
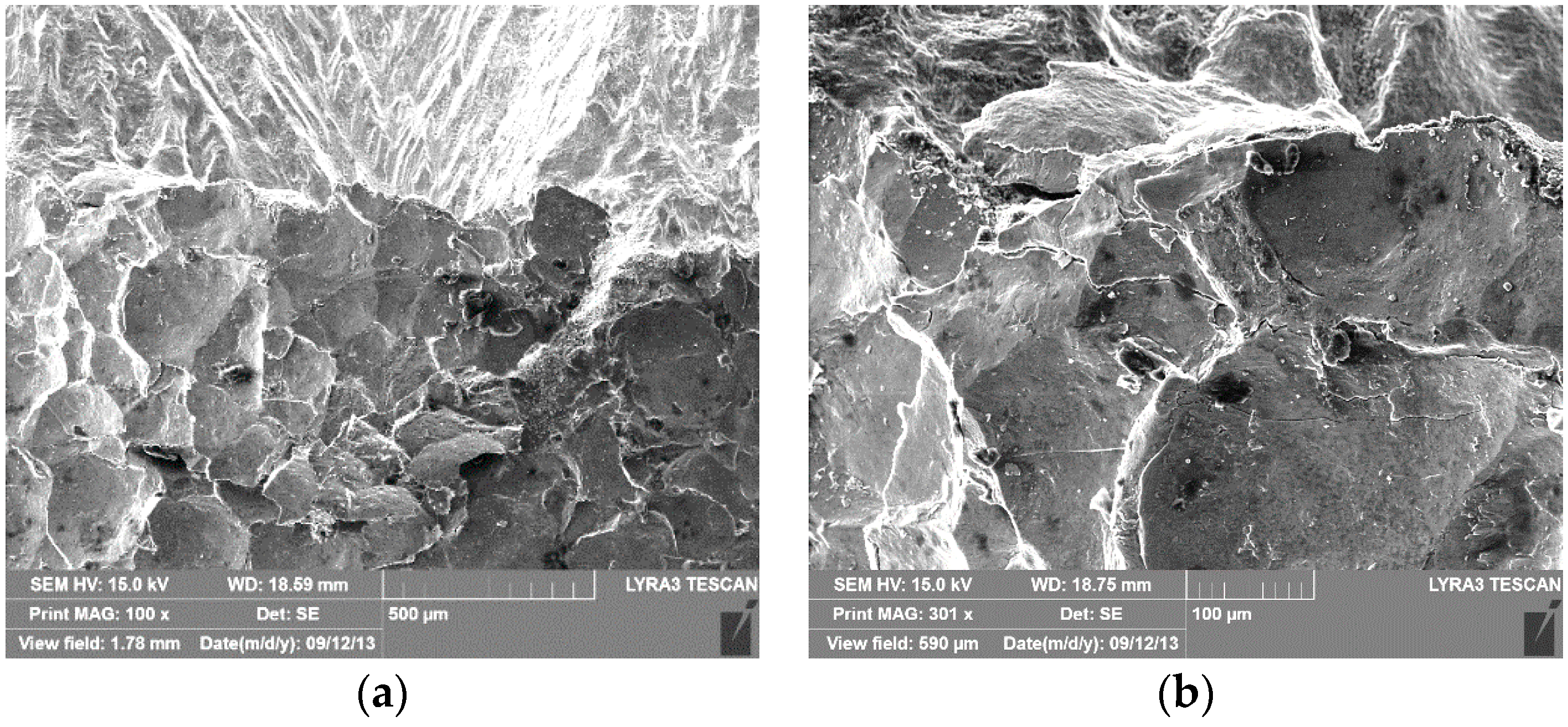
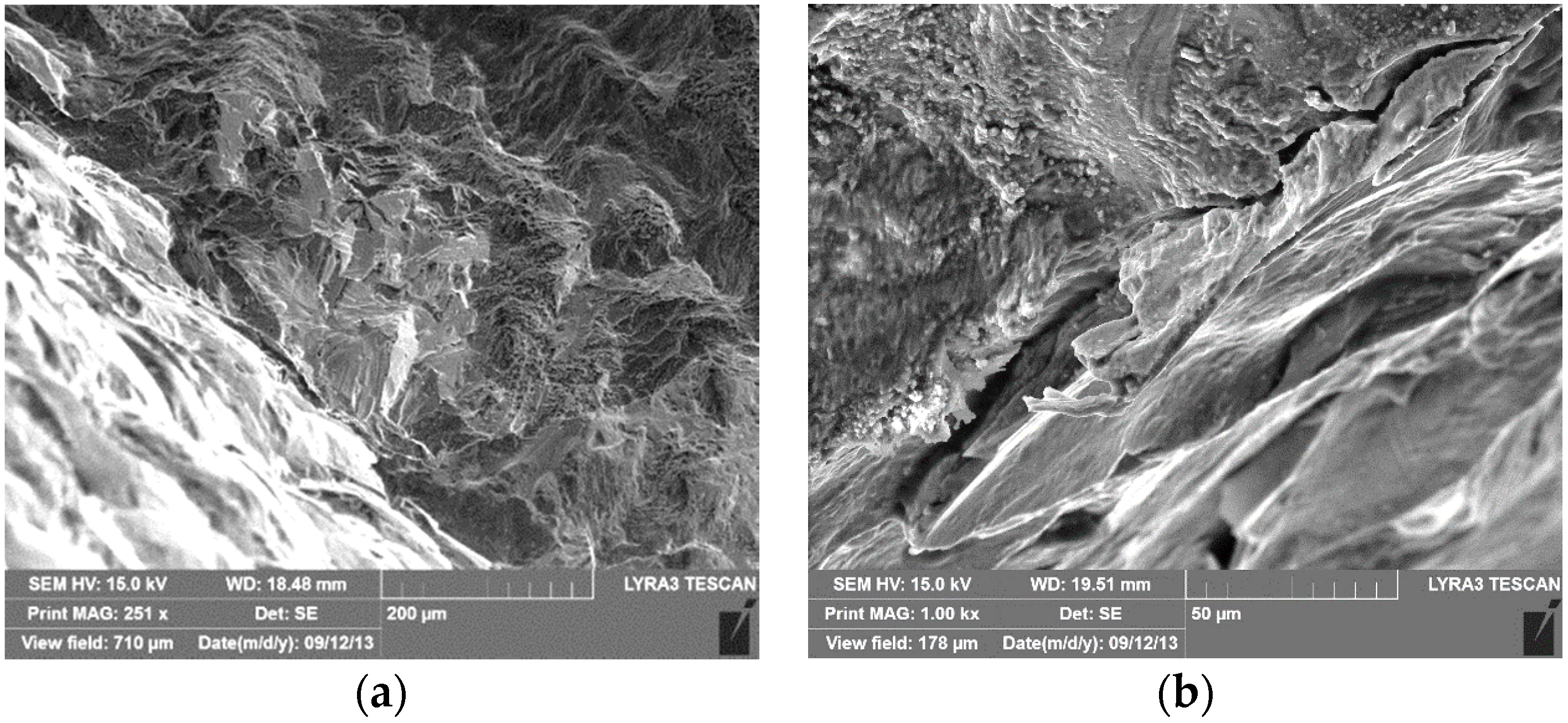
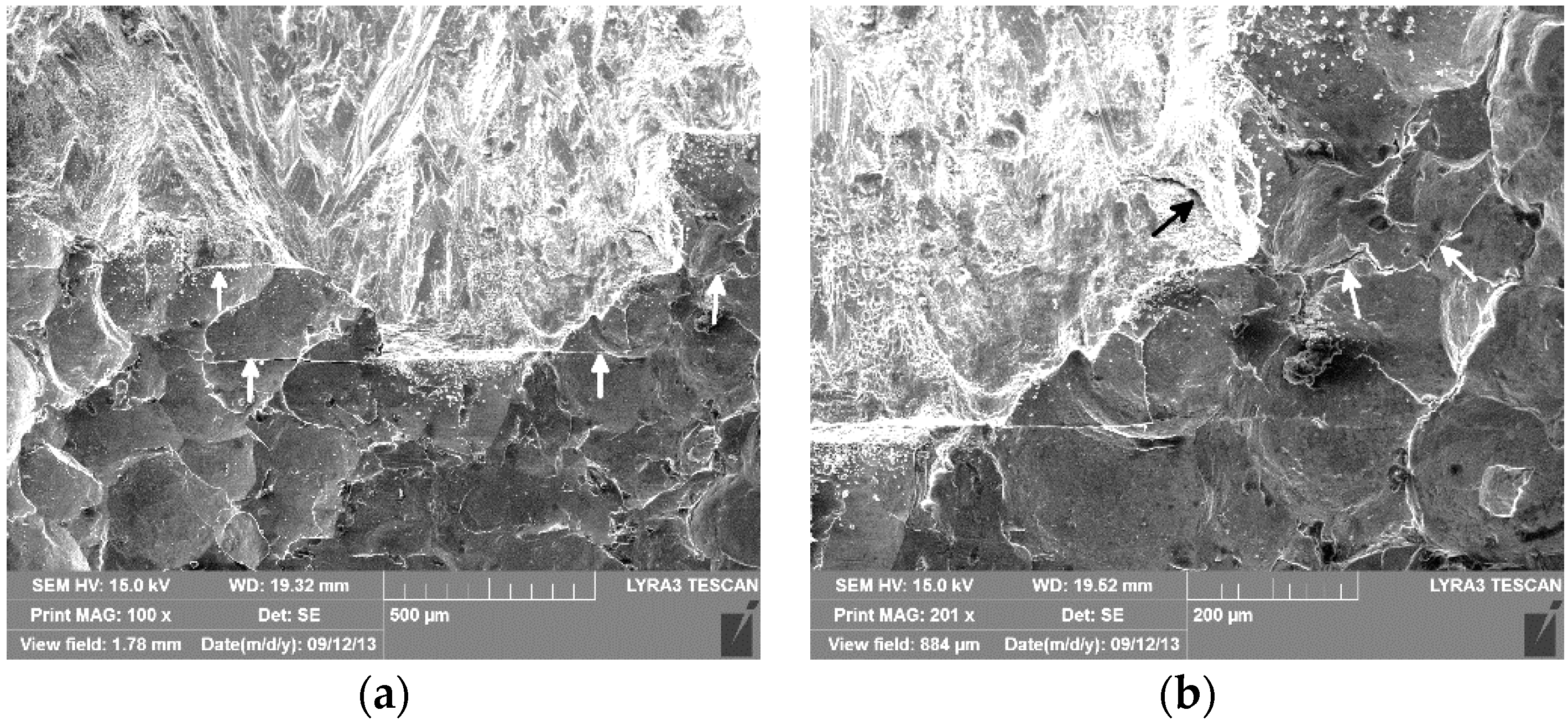
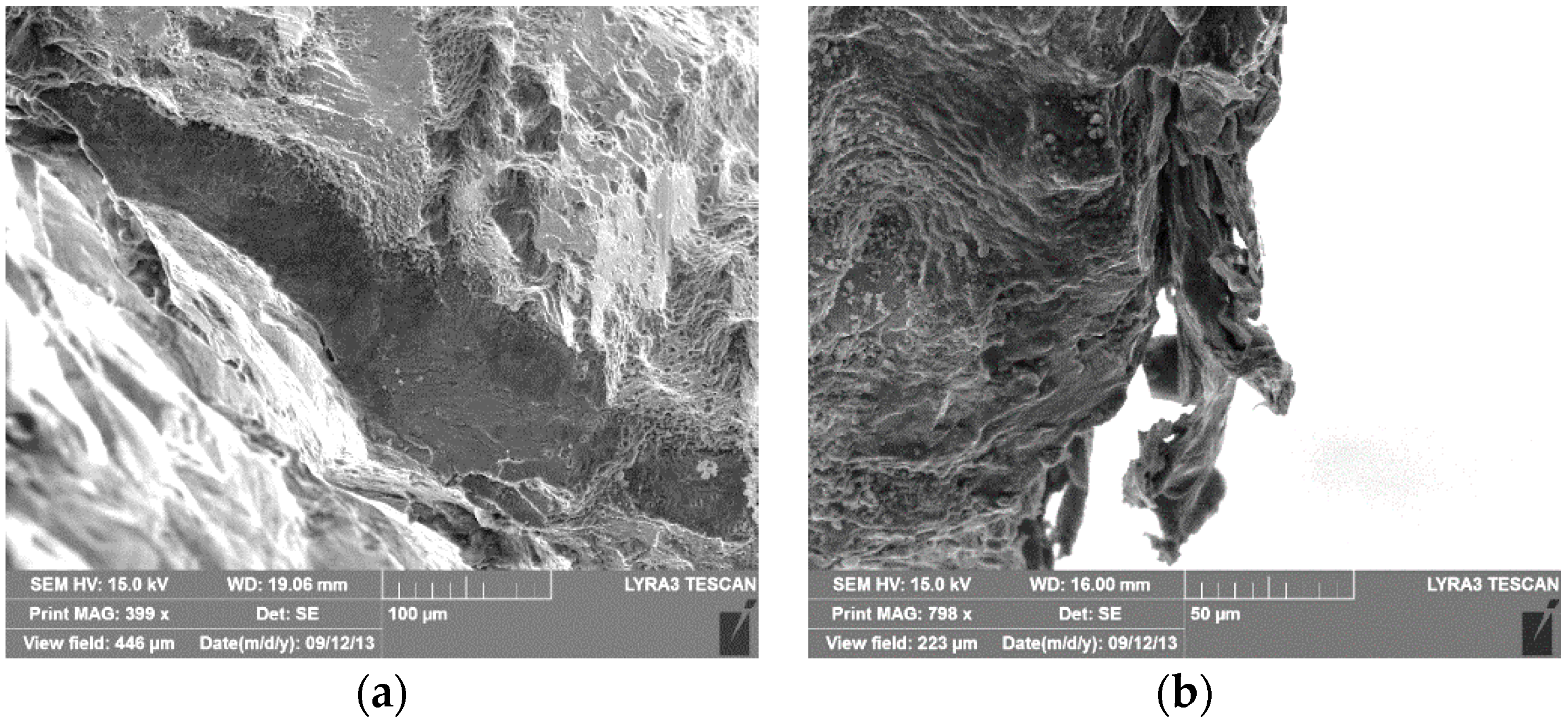
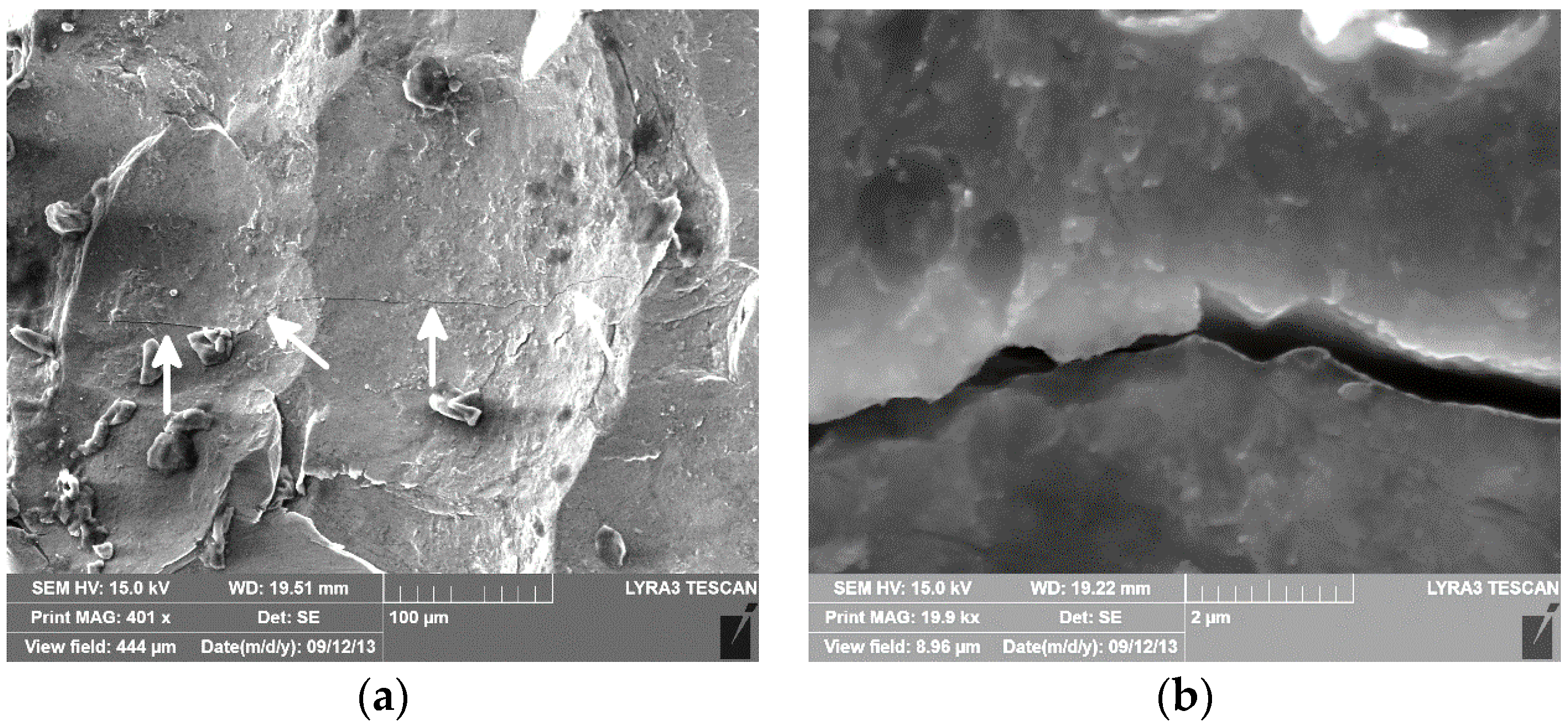
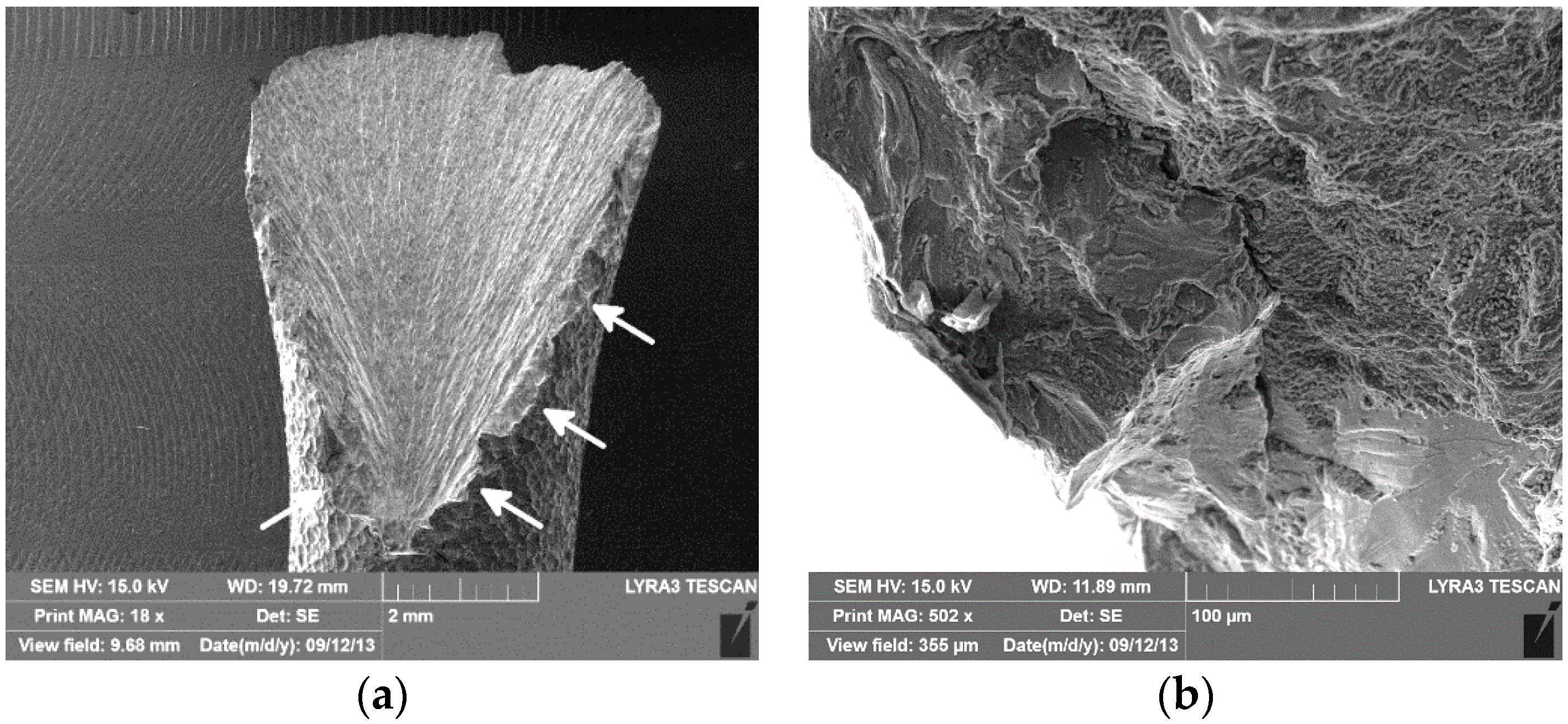
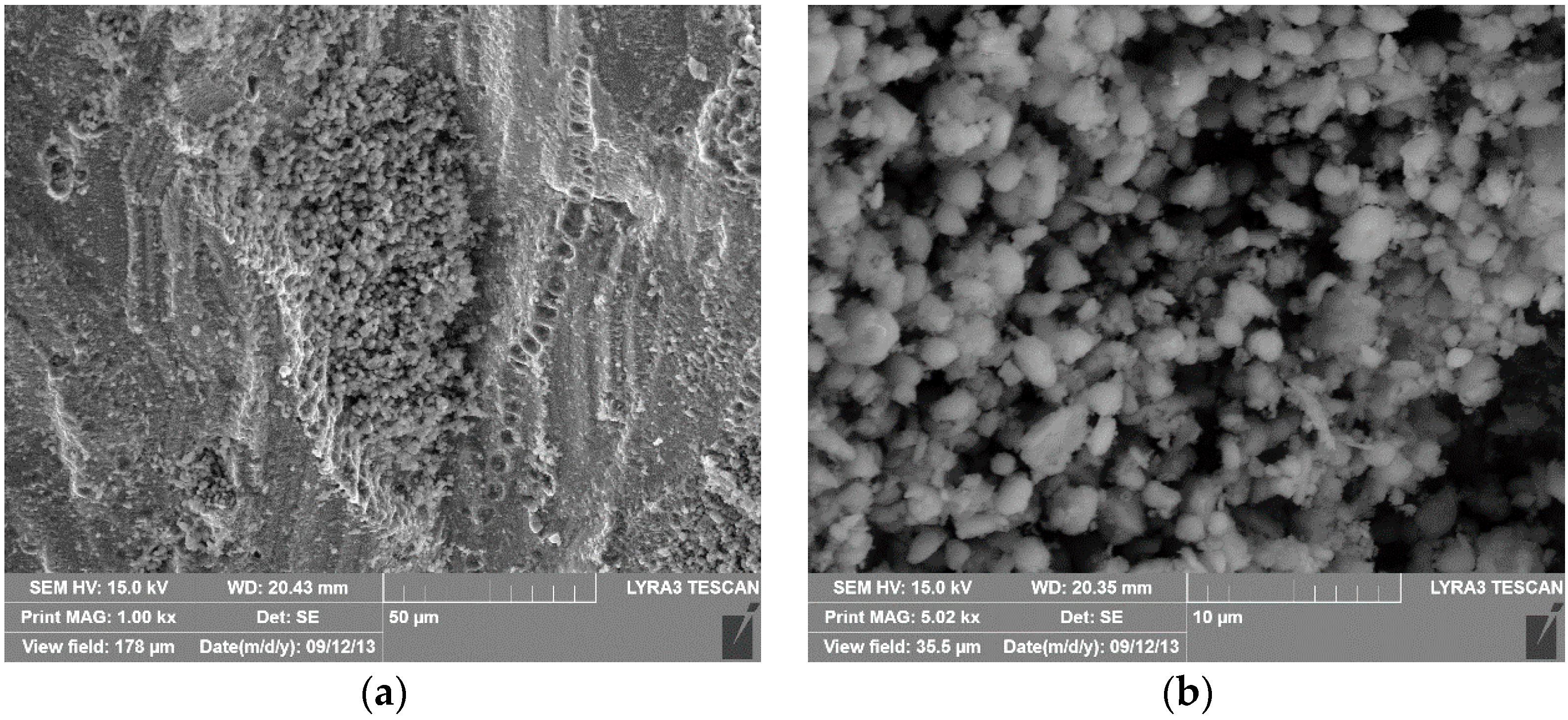
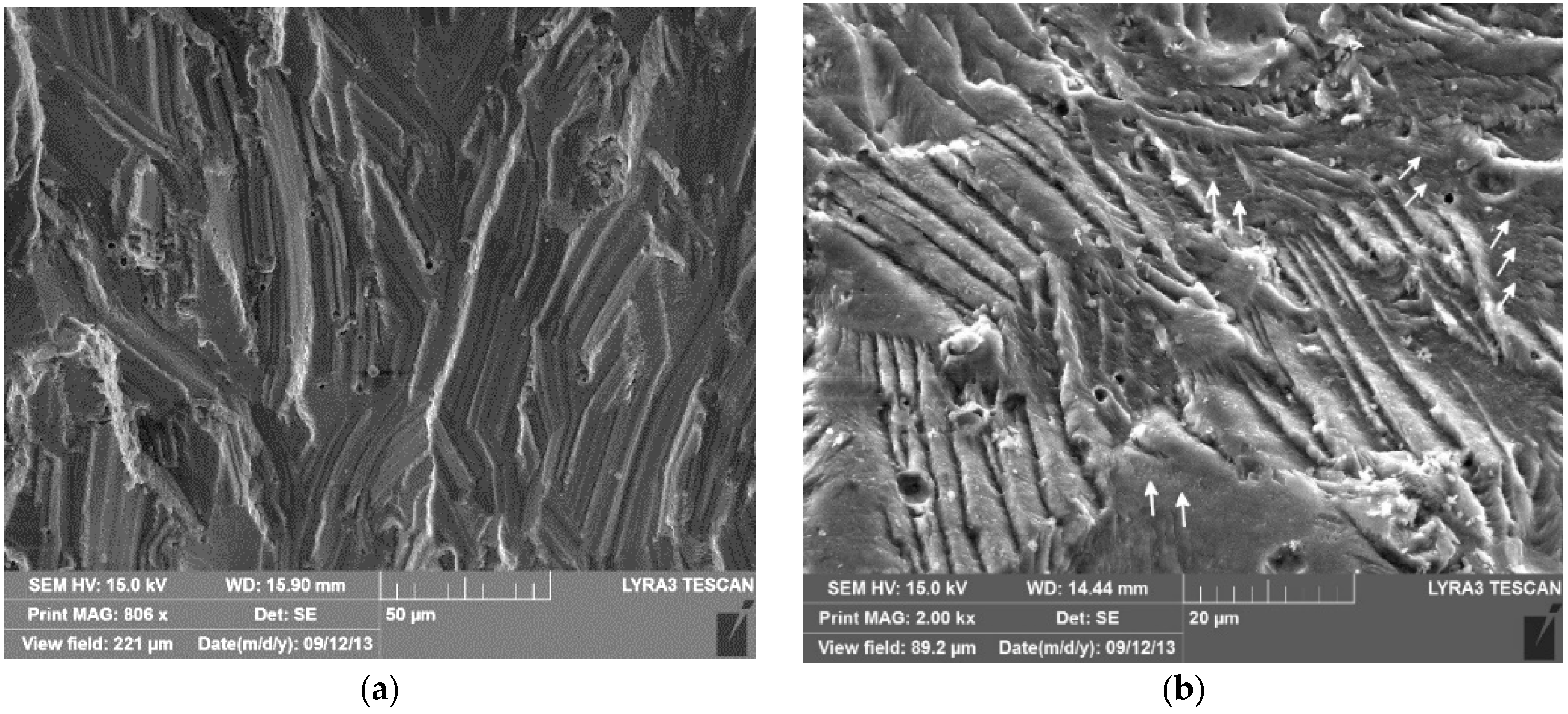
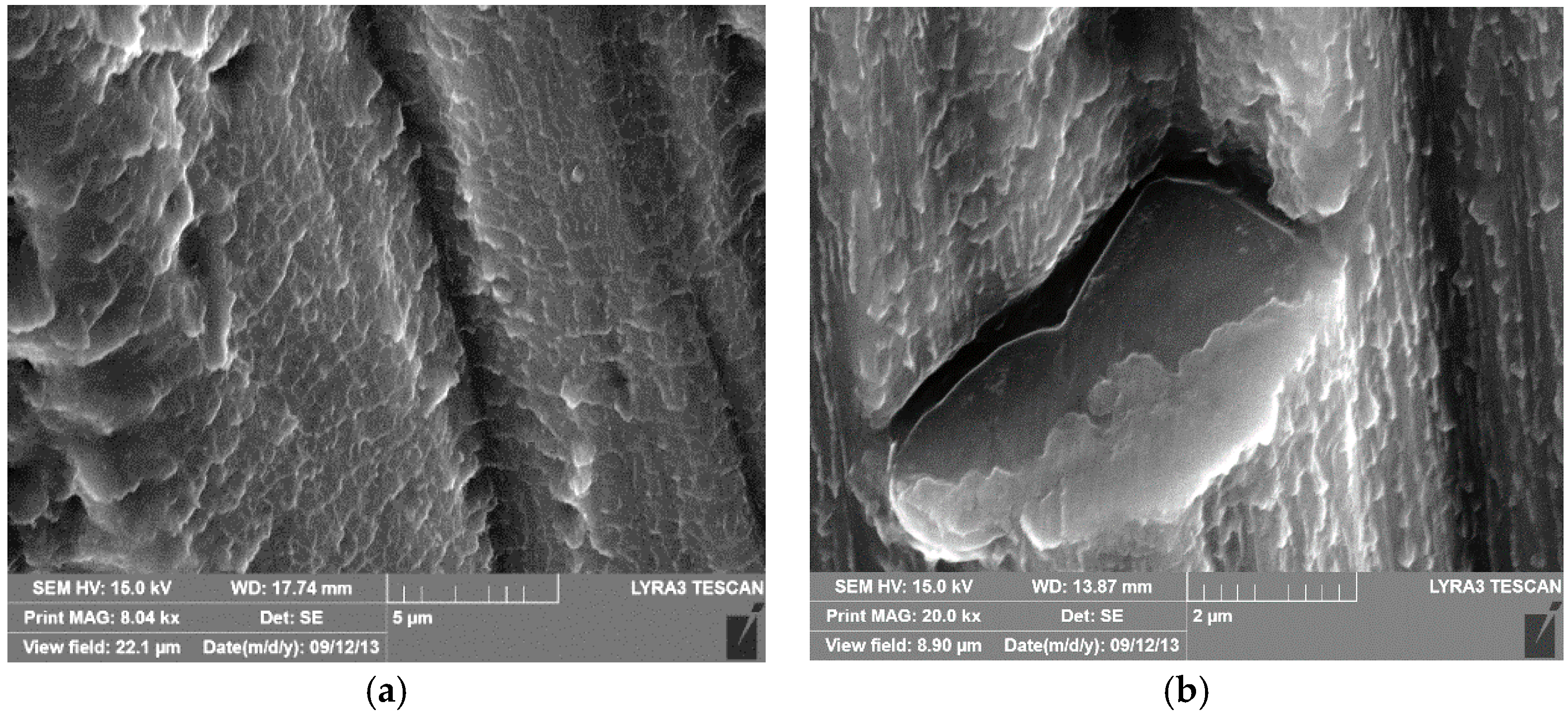
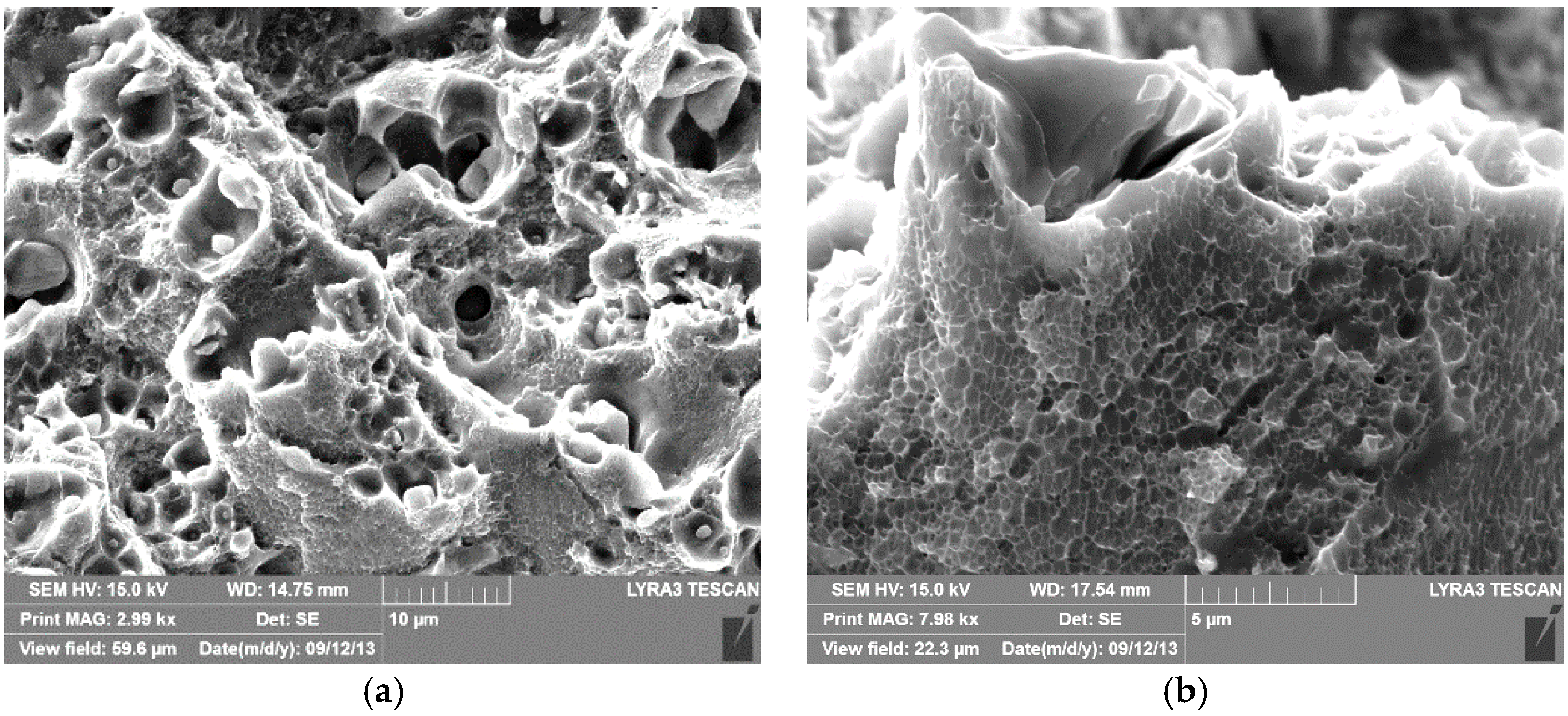
3.3. Fracture Surface Analysis
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Baiker, S. Shot Peening: A Dynamic Application and Its Future, 3rd ed.; Metal Finishing News: Wetzikon, Switzerland, 2012. [Google Scholar]
- Trško, L.; Bokuvka, O.; Novy, F.; Guagliano, M. Effect of severe shot peening on ultra-high-cycle fatigue of a low-alloy steel. Mater. Des. 2014, 57, 103–113. [Google Scholar] [CrossRef]
- Walker, J.; Thomas, D.; Gao, Y. Effects of shot peening and pre-strain on the fatigue life of dual phase martensitic and Bainitic steels. J. Manuf. Process. 2017, 26, 419–424. [Google Scholar] [CrossRef]
- Zhang, J.; Li, W.; Wang, H.; Song, Q.; Lu, L.; Wang, W.; Liu, Z. A comparison of the effects of traditional shot peening and micro-shot peening on the scuffing resistance of carburized and quenched gear steel. Wear 2016, 368, 253–257. [Google Scholar] [CrossRef]
- Trško, L.; Guagliano, M.; Bokůvka, O.; Nový, F.; Jambor, M.; Florková, Z. Influence of severe shot peening on the surface state and ultra-high-cycle fatigue behavior of an aw 7075 aluminum alloy. J. Mater. Eng. Perform. 2017, 26, 2784–2797. [Google Scholar] [CrossRef]
- González, J.; Bagherifard, S.; Guagliano, M.; Fernández Pariente, I. Influence of different shot peening treatments on surface state and fatigue behaviour of al 6063 alloy. Eng. Fract. Mech. 2017, 185, 72–81. [Google Scholar] [CrossRef]
- Barry, N.; Hainsworth, S.; Fitzpatrick, M. Effect of shot peening on the fatigue behaviour of cast magnesium A8. Mater. Sci. Eng. A 2009, 507, 50–57. [Google Scholar] [CrossRef]
- Liu, W.; Wu, G.; Zhai, C.; Ding, W.; Korsunsky, A.M. Grain refinement and fatigue strengthening mechanisms in as-extruded Mg-6Zn-0.5Zr and Mg-10Gd-3Y-0.5Zr magnesium alloys by shot peening. Int. J. Plast. 2013, 49, 16–35. [Google Scholar] [CrossRef]
- Yao, C.; Wu, D.; Ma, L.; Tan, L.; Zhou, Z.; Zhang, J. Surface integrity evolution and fatigue evaluation after milling mode, shot-peening and polishing mode for TB6 titanium alloy. Appl. Surf. Sci. 2016, 387, 1257–1264. [Google Scholar] [CrossRef]
- Shaw, L.; Tian, J.; Ortiz, A.; Dai, K.; Villegas, J.; Liaw, P.; Ren, R.; Klarstrorn, D. A direct comparison in the fatigue resistance enhanced by surface severe plastic deformation and shot peening in a C-2000 superalloy. Mater. Sci. Eng. A 2010, 527, 986–994. [Google Scholar] [CrossRef]
- He, B.; Soady, K.; Mellor, B.; Harrison, G.; Reed, P. Fatigue crack growth behaviour in the LCF regime in a shot peened steam turbine blade material. Int. J. Fatigue 2016, 82, 280–291. [Google Scholar] [CrossRef]
- Ferreira, N.; Ferreira, J.A.M.; Antunes, P.V.; Costa, J.D.; Capela, C. Fatigue crack propagation in shot peened al 7475-t7351 alloy specimens. Procedia Eng. 2016, 160, 254–261. [Google Scholar] [CrossRef]
- Trsko, L.; Guagliano, M.; Lukac, P.; Bokuvka, O.; Novy, F. Effects of severe shot peening on the surface state of AW 7075 Al alloy. Kovove Mater. Met. Mater. 2015, 53, 239–243. [Google Scholar] [CrossRef]
- Bagherifard, S.; Slawik, S.; Fernandez-Pariente, I.; Pauly, C.; Mucklich, F.; Guagliano, M. Nanoscale surface modification of AISI 316L stainless steel by severe shot peening. Mater. Des. 2016, 102, 68–77. [Google Scholar] [CrossRef]
- Unal, O.; Varol, R. Surface severe plastic deformation of AISI 304 via conventional shot peening, severe shot peening and repeening. Appl. Surf. Sci. 2015, 351, 289–295. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, S.; Cho, K.; Voigt, H.; Guagliano, M.; Schuh, C. Experimental assessment and simulation of surface nanocrystallization by severe shot peening. Acta Mater. 2015, 97, 105–115. [Google Scholar] [CrossRef]
- Maleki, E. Modeling of severe shot peening effects to obtain nanocrystalline surface on cast iron using artificial neural network. Mater. Today Proc. 2016, 3, 2197–2206. [Google Scholar] [CrossRef]
- Mikova, K.; Bagherifard, S.; Bokuvka, O.; Guagliano, M.; Trsko, L. Fatigue behavior of X70 microalloyed steel after severe shot peening. Int. J. Fatigue 2013, 55, 33–42. [Google Scholar] [CrossRef]
- Liu, W.; Dong, J.; Zhang, P.; Zhai, C.; Ding, W. Effect of shot peening on surface characteristics and fatigue properties of T5-treated ZK60 alloy. Mater. Trans. 2009, 50, 791–798. [Google Scholar] [CrossRef]
- Cammett, J. Are you peening too much? Shot Peener Mag. 2014, 28, 10–14. [Google Scholar]
- Higounenc, O. Correlation of shot peening parameters to surface characteristic. In Proceedings of the 9th International Conference for Shot Peening, Paris, France, 6–9 September 2005; Niku-Lari, A., Schulze, V., Eds.; IITT-International: Paris, France, 2005; pp. 28–35. [Google Scholar]
- Polmear, I. Light Alloys, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2006; ISBN 978-0-75-066371-7. [Google Scholar]
- Davis, J.R.; Committee, A.I.H. ASM Handbook Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Almere, The Netherlands, 1998; ISBN 978-0-87170-378-1. [Google Scholar]
- Ringer, S.P.; Raviprasad, K. Developments in age-hardenable aluminium alloys and rational design of microstructure. Mater. Sci. Forum 2000, 24, 59–94. [Google Scholar]
- Maloney, S.K.; Hono, K.; Polmear, I.J.; Ringer, S.P. The chemistry of precipitates in an aged Al-2.1Zn-1.7Mg at % alloy. Scr. Mater. 1999, 41, 1031–1038. [Google Scholar] [CrossRef]
- Bokuvka, O.; Nicoletto, G.; Guagliano, M.; Kunz, L.; Palcek, P.; Novy, F.; Chalupova, M. Fatigue of Materials at Low and High Frequency Loading, 2nd ed.; University of Zilina: Zilina, Slovakia, 2015; ISBN 978-80-554-0857-6. [Google Scholar]
- Zapletal, J.; Věchet, S.; Kohout, J.; Liskutin, P. Fatigue lifetime of 7075 aluminium alloy from ultimate tensile strength to permanent fatigue limit. Commun. Sci. Lett. Univ. Žilina 2009, 11, 17–21. [Google Scholar]
- Mahmoudi, A.; Ghasemi, A.; Farrahi, G.; Sherafatnia, K. A comprehensive experimental and numerical study on redistribution of residual stresses by shot peening. Mater. Des. 2016, 90, 478–487. [Google Scholar] [CrossRef]
- Srivatsan, T.; Anand, S.; Sriram, S.; Vasudevan, V. The high-cycle fatigue and fracture behavior of aluminum alloy 7055. Mater. Sci. Eng. A 2000, 281, 292–304. [Google Scholar] [CrossRef]
- Srivatsan, T. An investigation of the cyclic fatigue and fracture behavior of aluminum alloy 7055. Mater. Des. 2002, 23, 141–151. [Google Scholar] [CrossRef]
- Jogi, B.; Brahmankara, P.; Nanda, V.; Prasad, R. Some studies on fatigue crack growth rate of aluminum alloy 6061. J. Mater. Process. Technol. 2008, 201, 380–384. [Google Scholar] [CrossRef]
- Xue, Y.; McDowell, D.L.; Horstemeyer, M.F.; Dale, M.H.; Jordon, J.B. Microstructure-based multistage fatigue modeling of aluminum alloy 7075-T651. Eng. Fract. Mech. 2007, 74, 2810–2823. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ultimate Tensile Strength UTS (MPa) | Ductility A (%) | Reduction of Area Z (%) | Hardness HV10 |
|---|---|---|---|
| 631 | 4.9 | 15.7 | 175 |
| Label | Shot Type | Almen Intensity (0.001 inch) | Coverage (%) | Roughness Ra (μm) | Roughness Rz (μm) |
|---|---|---|---|---|---|
| NP | - | - | - | 0.125 | 0.913 |
| SP1 | CEZ 100 | 8.3 N | 100 | 2.614 | 14.304 |
| SP2 | CEZ 100 | 9.6 N | 650 | 3.493 | 20.767 |
| SP3 | S110 | 6.9 A | 100 | 3.849 | 20.712 |
| SP4 | S170 | 14.4 A | 100 | 7.553 | 34.217 |
| SP5 | S170 | 14.9 A | 650 | 7.971 | 35.793 |
| Surface Finishing | Approximate Depth of Affected Layer (µm) |
|---|---|
| NP | 15 |
| 8.3 N/100% | 30 |
| 9.6 N/650% | 30 |
| 6.9 A/100% | 100 |
| 14.4 A/100% | 100 |
| 14.9 A/650% | 200 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trško, L.; Fintová, S.; Nový, F.; Bokůvka, O.; Jambor, M.; Pastorek, F.; Florková, Z.; Oravcová, M. Study of Relation between Shot Peening Parameters and Fatigue Fracture Surface Character of an AW 7075 Aluminium Alloy. Metals 2018, 8, 111. https://doi.org/10.3390/met8020111
Trško L, Fintová S, Nový F, Bokůvka O, Jambor M, Pastorek F, Florková Z, Oravcová M. Study of Relation between Shot Peening Parameters and Fatigue Fracture Surface Character of an AW 7075 Aluminium Alloy. Metals. 2018; 8(2):111. https://doi.org/10.3390/met8020111
Chicago/Turabian StyleTrško, Libor, Stanislava Fintová, František Nový, Otakar Bokůvka, Michal Jambor, Filip Pastorek, Zuzana Florková, and Monika Oravcová. 2018. "Study of Relation between Shot Peening Parameters and Fatigue Fracture Surface Character of an AW 7075 Aluminium Alloy" Metals 8, no. 2: 111. https://doi.org/10.3390/met8020111
APA StyleTrško, L., Fintová, S., Nový, F., Bokůvka, O., Jambor, M., Pastorek, F., Florková, Z., & Oravcová, M. (2018). Study of Relation between Shot Peening Parameters and Fatigue Fracture Surface Character of an AW 7075 Aluminium Alloy. Metals, 8(2), 111. https://doi.org/10.3390/met8020111