Additional Phases at High Boron Content in High-Temperature Co–Re–Cr Alloys

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. In-Situ Thermal Cycle during Neutron Diffraction Measurement
2.2. SEM and EDS
3. Results
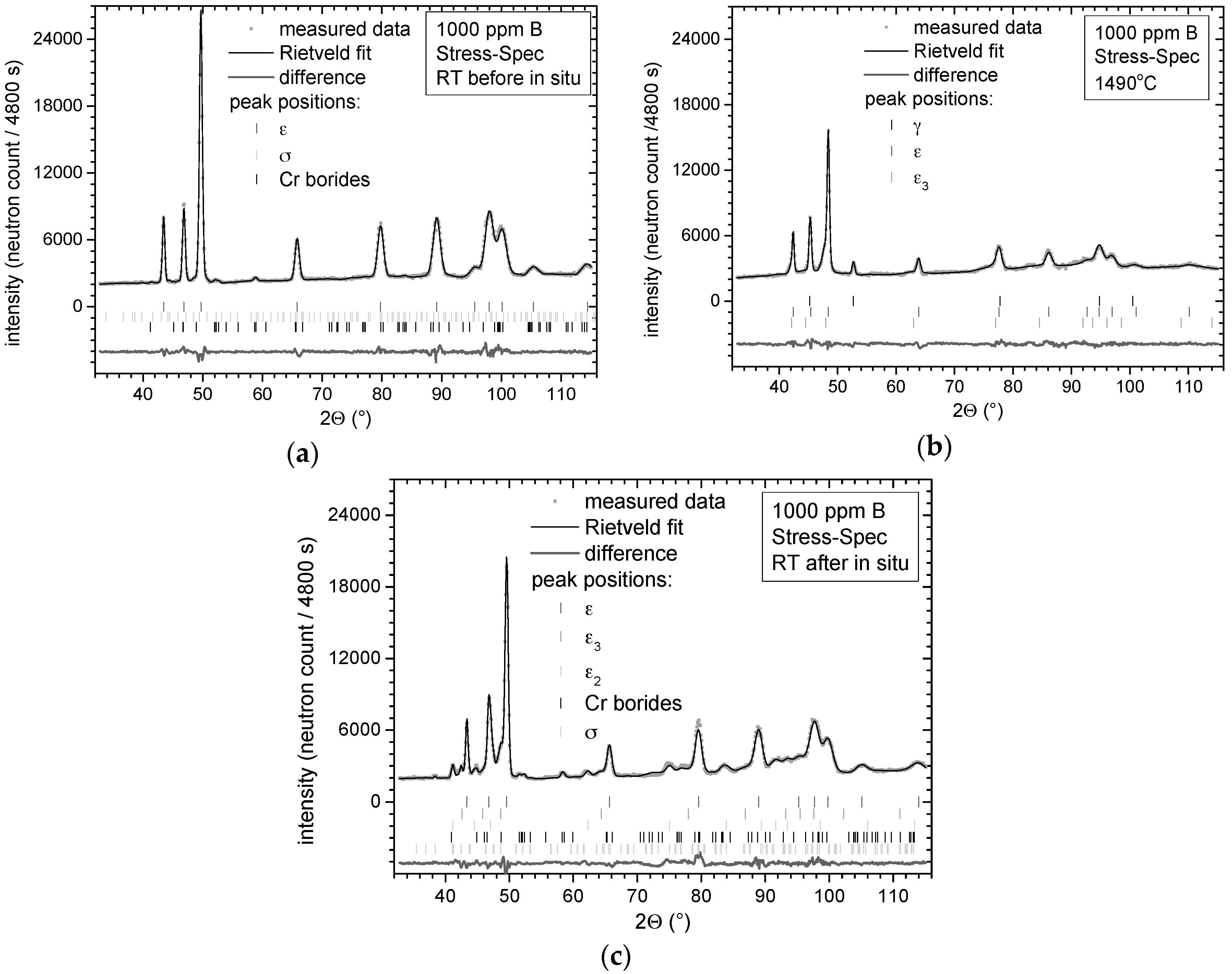
3.1. Neutron Diffraction Measurements at RT
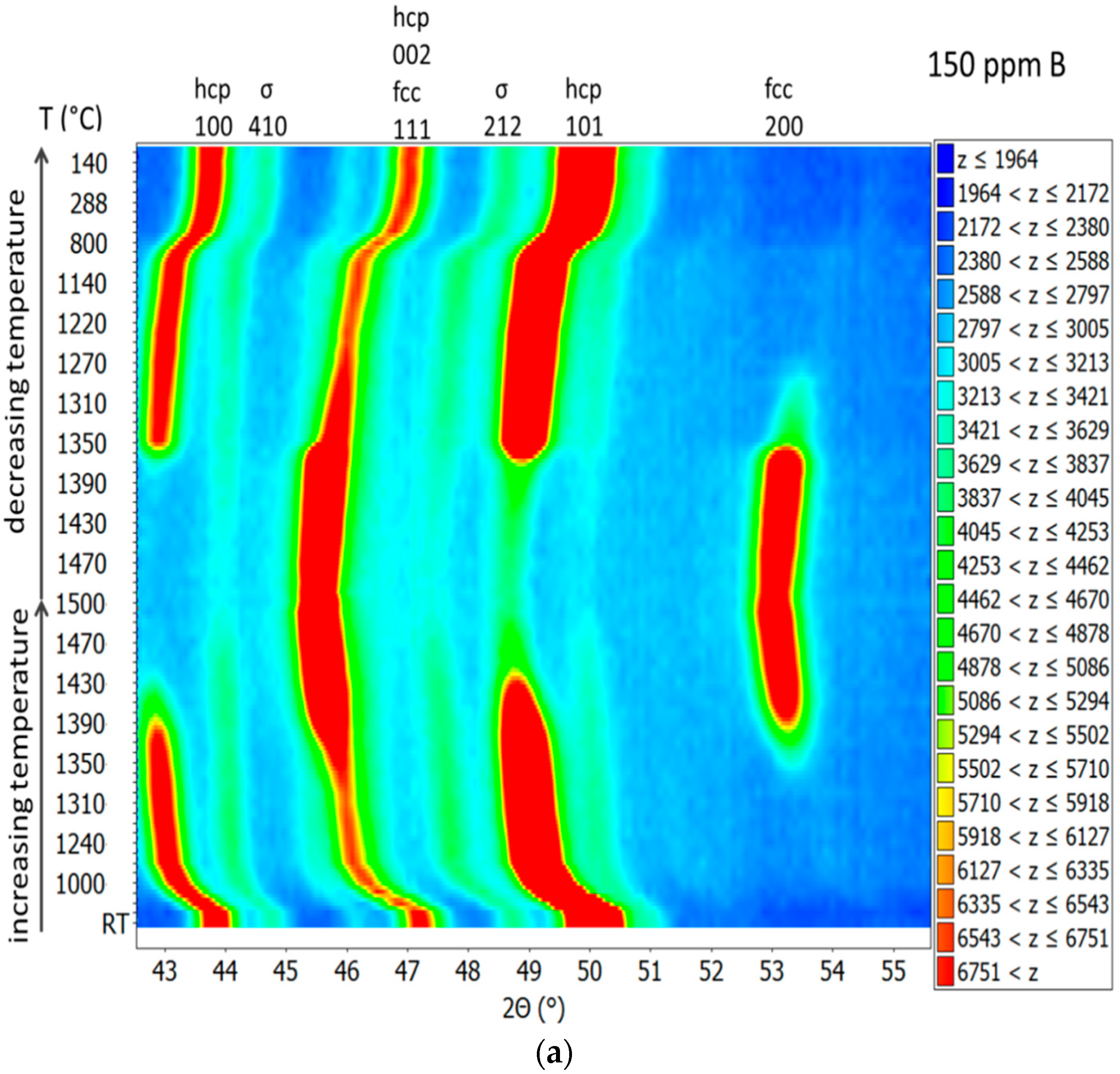
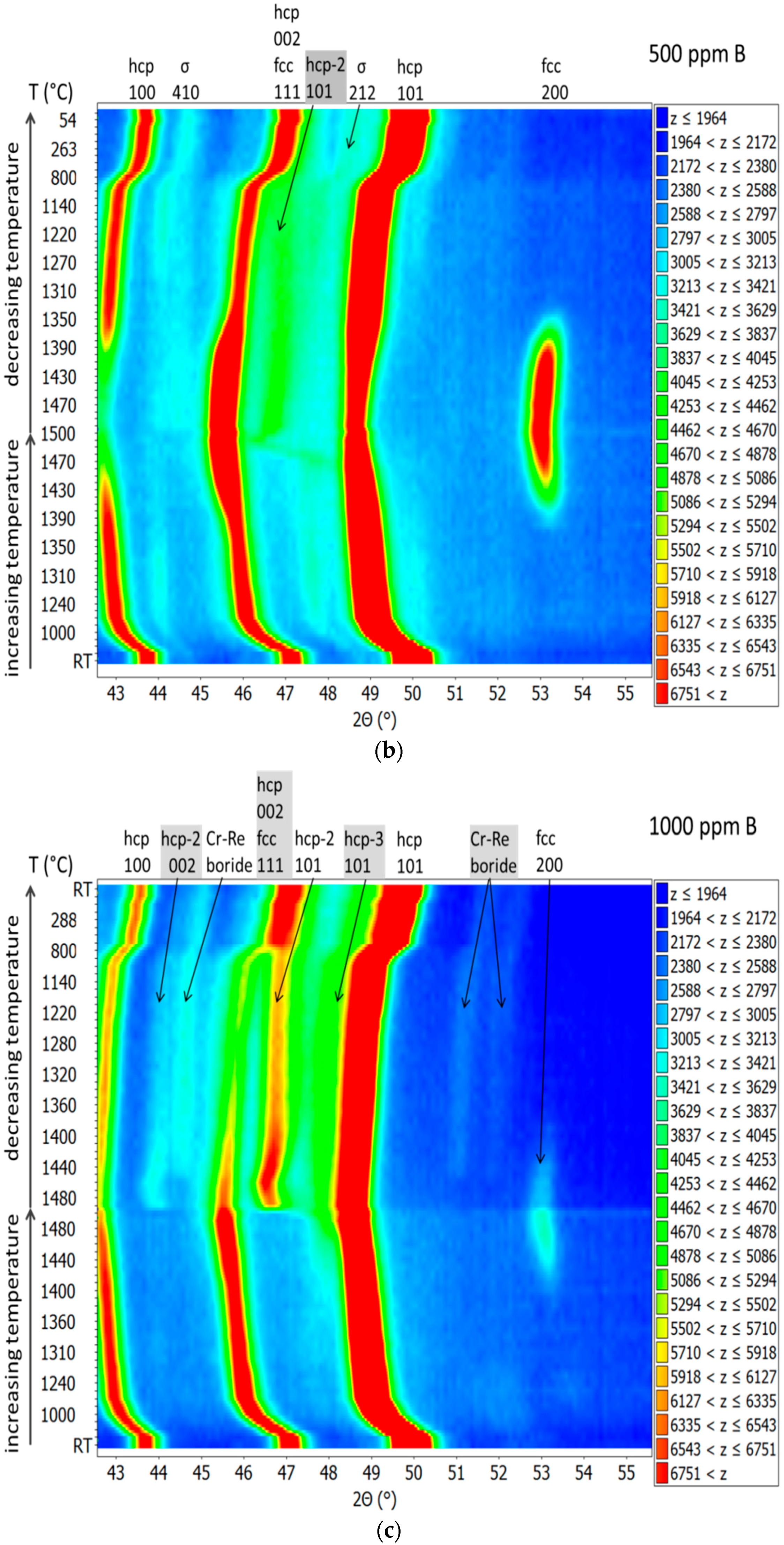
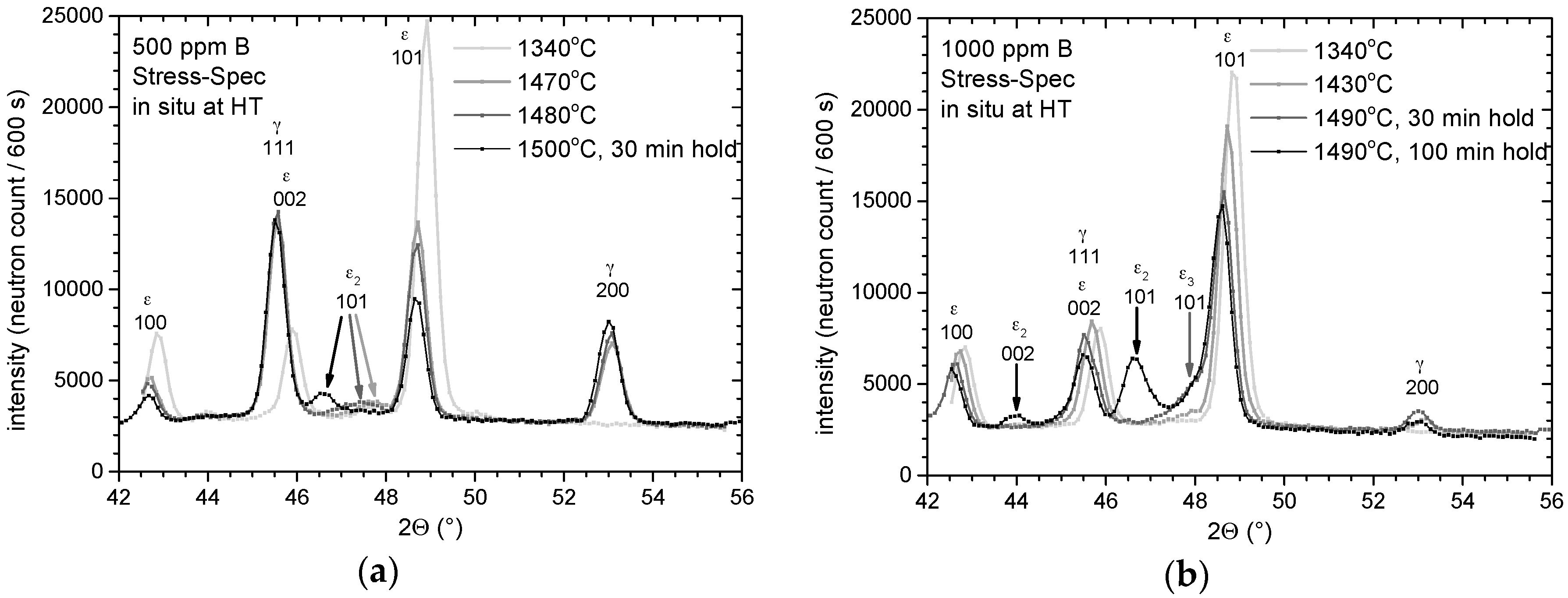
3.2. Neutron Diffraction Measurements at HT
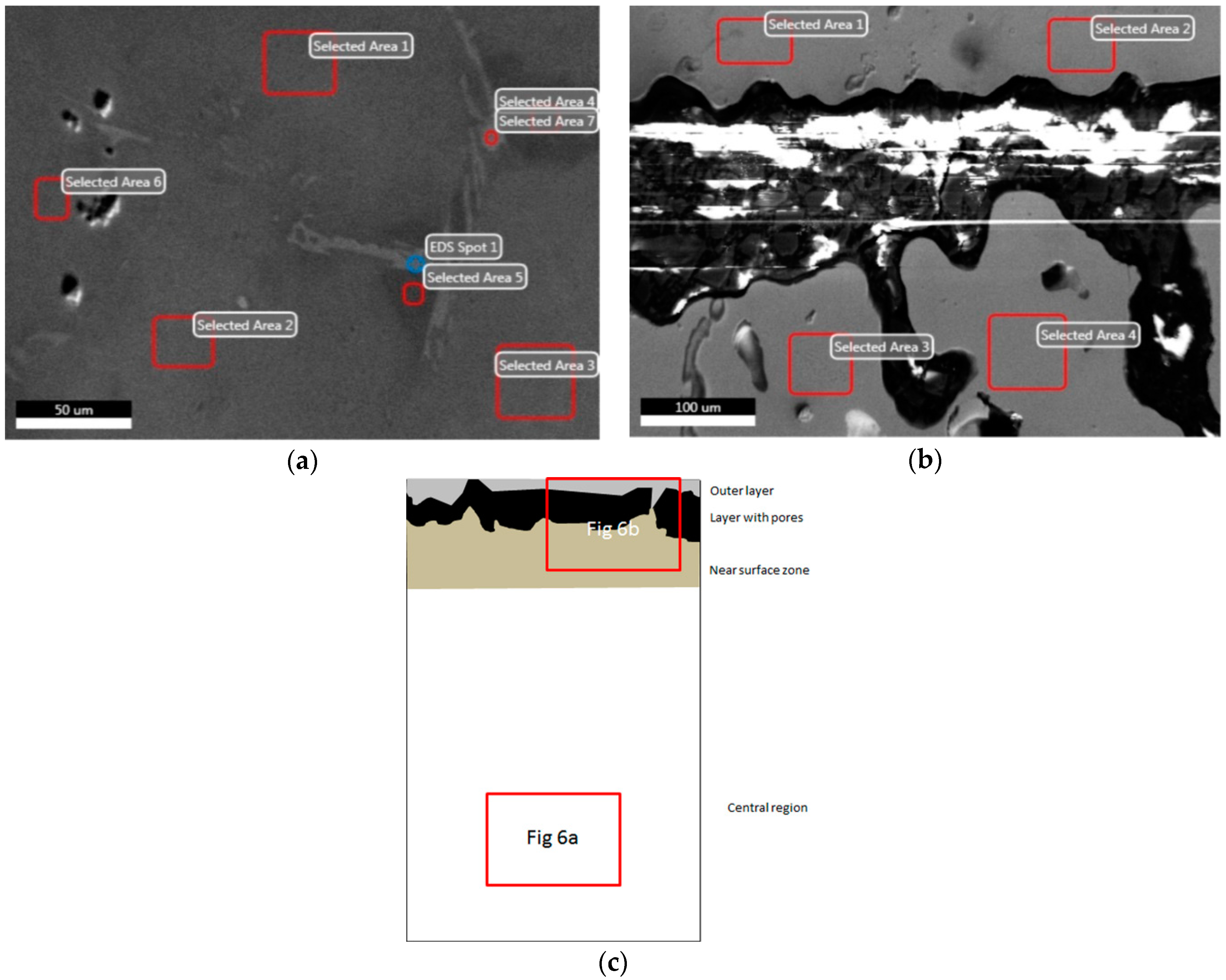
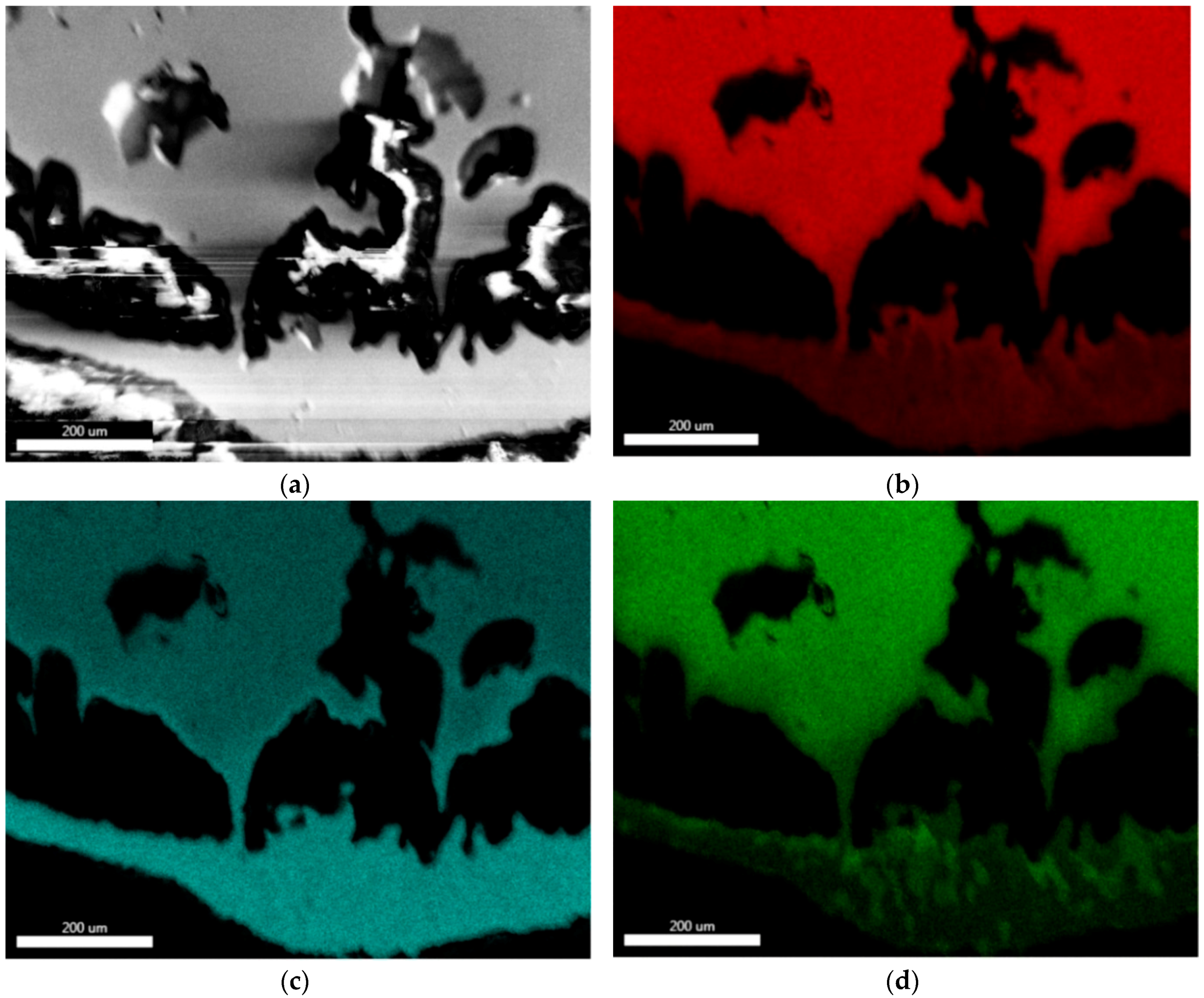
3.3. SEM and EDS
3.4. Parameters Summary
4. Discussion
4.1. Appearance of Additional Hexagonal Phases
4.2. Background Intensity
4.3. Explanation of the Formation of New Phases
4.4. Identification of Phases
4.5. Boron Influence
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rösler, J.; Mukherji, D.; Baranski, T. Co-re-based alloys: A new class of high temperature materials? Adv. Eng. Mater. 2007, 9, 876–881. [Google Scholar] [CrossRef]
- Mukherji, D.; Rösler, J.; Kruger, M.; Heilmaier, M.; Bolitz, M.-C.; Volkl, R.; Glatzel, U.; Szentmiklosi, L. The effects of boron addition on the microstructure and mechanical properties of Co–Re-based high-temperature alloys. Scr. Mater. 2012, 66, 60–63. [Google Scholar] [CrossRef]
- Mukherji, D.; Strunz, P.; Gilles, R.; Hofmann, M.; Schmitz, F.; Rösler, J. Investigation of phase transformations by in-situ neutron diffraction in a Co–Re-based high temperature alloy. Mater. Lett. 2010, 64, 2608–2611. [Google Scholar] [CrossRef]
- Mukherji, D.; Strunz, P.; Piegert, S.; Gilles, R.; Hofmann, M.; Hoelzel, M.; Rösler, J. The Hexagonal Close-Packed (HCP) to Face-Centered Cubic (FCC) Transition in Co–Re-Based Experimental Alloys Investigated by Neutron Scattering. Metall. Mater. Trans. A 2012, 43, 1834–1844. [Google Scholar] [CrossRef]
- Gilles, R.; Strunz, P.; Mukherji, D.; Hofmann, M.; Hoelzel, M.; Roesler, J. Stability of phases at high temperatures in CoRe based alloys being developed for ultra-high temperature applications. J. Phys. 2012, 340, 012052. [Google Scholar] [CrossRef] [Green Version]
- Strunz, P.; Mukherji, D.; Beran, P.; Gilles, R.; Karge, L.; Hofmann, M.; Hoelzel, M.; Rösler, J.; Farkas, G. Matrix transformation in boron containing high-temperature Co–Re–Cr alloys. Met. Mater. Int. 2018, 24, 934–944. [Google Scholar] [CrossRef]
- Gilles, R.; Hoelzel, M.; Schlapp, M.; Elf, F.; Krimmer, B.; Boysen, H.; Fuess, H. First test measurements at the new structure powder diffractometer (SPODI) at the FRM-II. Z. Kristallogr. Suppl. 2006, 23, 183–188. [Google Scholar] [CrossRef]
- Hoelzel, M.; Senyshyn, A.; Juenke, N.; Boysen, H.; Schmahl, W.; Fuess, H. High-resolution neutron powder diffractometer SPODI at research reactor FRM II. Nucl. Instr. Meth. A 2012, 667, 32–37. [Google Scholar] [CrossRef]
- Hofmann, M.; Schneider, R.; Seidl, G.A.; Kornmeier, J.; Wimpory, R.; Garbe, U.; Brokmeier, H.G. The new materials science diffractometer STRESS-SPEC at FRM-II. Physica B 2006, 385–386, 1035–1037. [Google Scholar] [CrossRef]
- Mukherji, D. Electron Microscopy: A Versatile Tool for Material Characterization. Available online: https://bookboon.com/en/electron-microscopy-ebook (accessed on 2 August 2018).
- Cliff, G.; Lorimer, G.W. Quantitative-analysis of thin specimens. J. Microscopy 1975, 103, 203–207. [Google Scholar] [CrossRef]
- Beran, P.; Mukherji, D.; Strunz, P.; Gilles, R.; Hofmann, M.; Karge, L.; Dolotko, O.; Rösler, J. Effect of composition on the matrix transformation of the Co–Re–Cr-Ta–C. alloys. Met. Mater. Int. 2016, 22, 562–571. [Google Scholar] [CrossRef]
- Rodríguez-Carvajal, J. Recent advances in magnetic-structure determination by neutron powder diffraction. Phys. B Condens. Matter 1993, 192, 55. [Google Scholar] [CrossRef]
- Kester, L.; Rauch, H.; Seymann, E. Neutron scattering lengths: A survey of experimental data and methods. At. Data Nucl. Data Tables 1991, 49, 65–120. [Google Scholar]
- Cordero, B.; Gómez, V.; Platero-Prats, A.E.; Revés, M.; Echeverría, J.; Cremades, E.; Barragán, F.; Alvarez, S. Covalent radii revisited. Dalton Trans. 2008, 21, 2832–2838. [Google Scholar] [CrossRef] [PubMed]
- Huang, X. Low-Melting Boron-Free Braze Alloy Compositions. U.S. Patent 8,197,747, 12 June 2012. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| EDS Region 2 | EDS Spot 3 | Composition (at %) | Average Atomic Radius rhcp (Å) | hcp Lattice Parameters Calculated 4 | Phase | hcp Lattice Parameters Measured 5 | Density Calculated (g/cm3) | Incoherent Scat. 6 (cm−1) | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Co | Re | Cr | ahcpi (Å) | chcpi (Å) | a (Å) | c (Å) | ||||||
| center | 1 and 3 in Figure 6a | 61.6 | 17.5 | 20.9 | 1.3309 | - 1 | - 1 | hcp-1 | 2.5631 (2) | 4.1321 (3) | 11.27 | 0.364 |
| outer layer | 1 and 2 in Figure 6b | 23.5 | 73.8 | 2.7 | 1.4480 | 2.6925 | 4.3439 | hcp-2 | 2.6928 (4) | 4.326 (1) | 18.98 | 0.211 |
| near surface zone | 3 and 4 in Figure 6b | 53.2 | 37.8 | 9.0 | 1.3662 | 2.6021 | 4.1960 | hcp-3 | 2.606 (1) | 4.213 (3) | 14.26 | 0.350 |
| Sample | Phase | Volume Fraction at RT before In-Situ Treatment (%) | Volume Fraction at 1500 (500 ppm B) or 1490 °C (1000 ppm B) (%) | Volume Fraction at RT after In-Situ Treatment (%) |
|---|---|---|---|---|
| 500 ppm B | hcp-1 | 98(0.6)% | 34(0.7)% | 90(0.7)% |
| hcp-2 | - | 12(0.7)% | 4.6(0.4)% | |
| fcc | - | 52(0.7)% | - | |
| σ | 2(0.3)% | 2(0.5)% | 5.4(0.4)% | |
| 1000 ppm B | hcp-1 | 96.3(0.6)% | (1.2)53.8% | 62.2(1.4)% |
| hcp-2 | - | 0% 1 | 12.9(0.5)% | |
| hcp-3 | - | 34.6(1.1)% | 18.8(1.3)% | |
| fcc | - | 11.6(0.3)% | - | |
| σ | 2.1(0.1)% | - | 3.9(0.3)% | |
| Cr2B | 1.6(0.3)% | - | 2.2(0.2)% |
| Background (in 600 s) | |||
|---|---|---|---|
| Sample (Boron Content) | At RT before the In-Situ Thermal Cycle | At HT | At RT after the In-Situ Thermal Cycle |
| 150 ppm B | 2450 | 2740 | 2440 |
| 500 ppm B | 2370 | 2530 | 2240 |
| 1000 ppm B | 2150 | 2460 before hcp-2 formation, 2110 after hcp-2 formation | 1900 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beran, P.; Mukherji, D.; Strunz, P.; Gilles, R.; Karge, L.; Hofmann, M.; Hoelzel, M.; Rösler, J.; Farkas, G. Additional Phases at High Boron Content in High-Temperature Co–Re–Cr Alloys. Metals 2018, 8, 621. https://doi.org/10.3390/met8080621
Beran P, Mukherji D, Strunz P, Gilles R, Karge L, Hofmann M, Hoelzel M, Rösler J, Farkas G. Additional Phases at High Boron Content in High-Temperature Co–Re–Cr Alloys. Metals. 2018; 8(8):621. https://doi.org/10.3390/met8080621
Chicago/Turabian StyleBeran, Přemysl, Debashis Mukherji, Pavel Strunz, Ralph Gilles, Lukas Karge, Michael Hofmann, Markus Hoelzel, Joachim Rösler, and Gergely Farkas. 2018. "Additional Phases at High Boron Content in High-Temperature Co–Re–Cr Alloys" Metals 8, no. 8: 621. https://doi.org/10.3390/met8080621