Examination of Formability Properties of 6063 Alloy Extruded Profiles for the Automotive Industry



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Production
2.2. Mechanical Testing
2.3. Microstructure Characterization
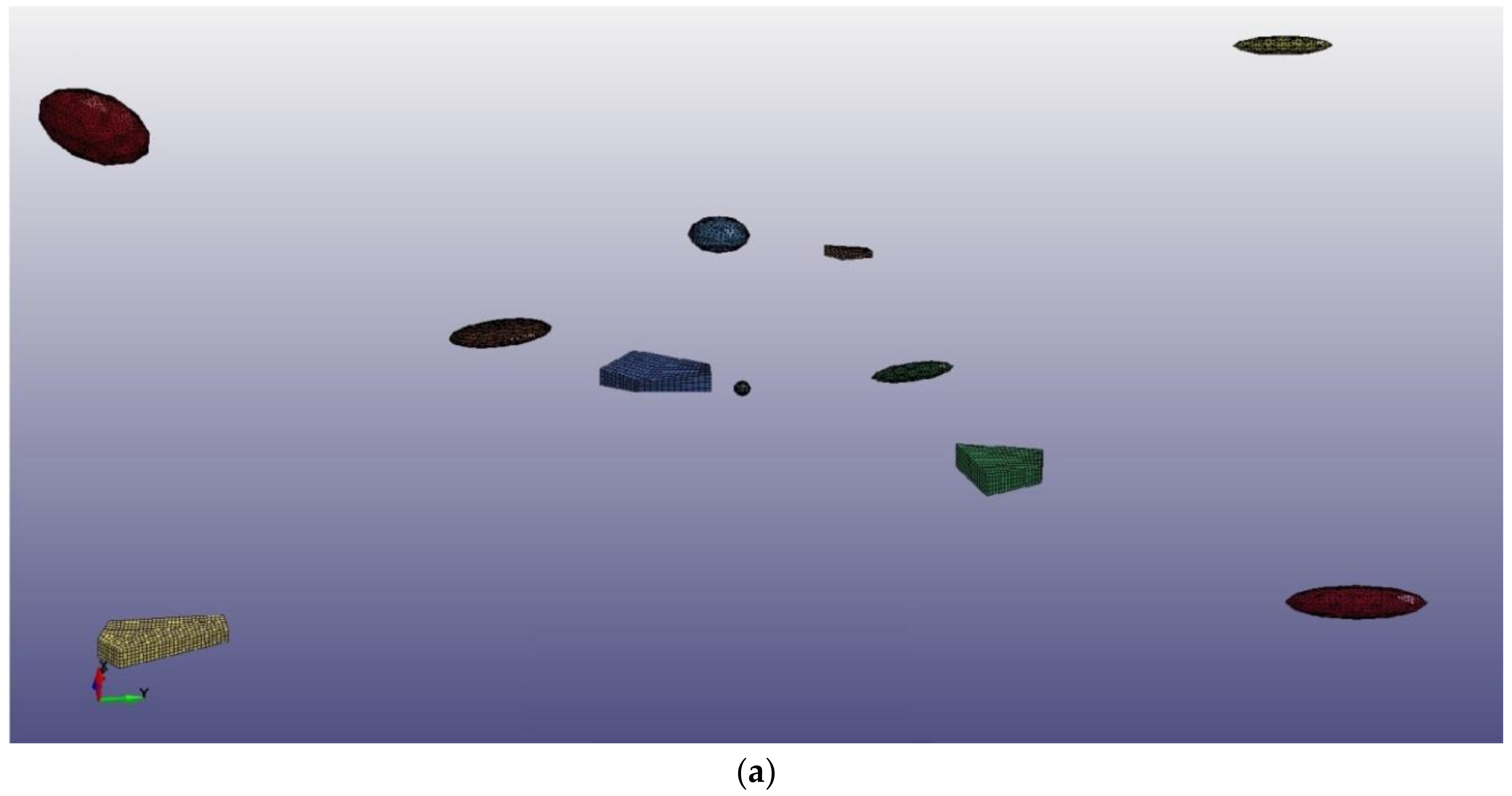
2.4. Finite Element Analysis
3. Results
3.1. Tensile Testing and Fracture Modes
3.2. Three Point Bending Testing
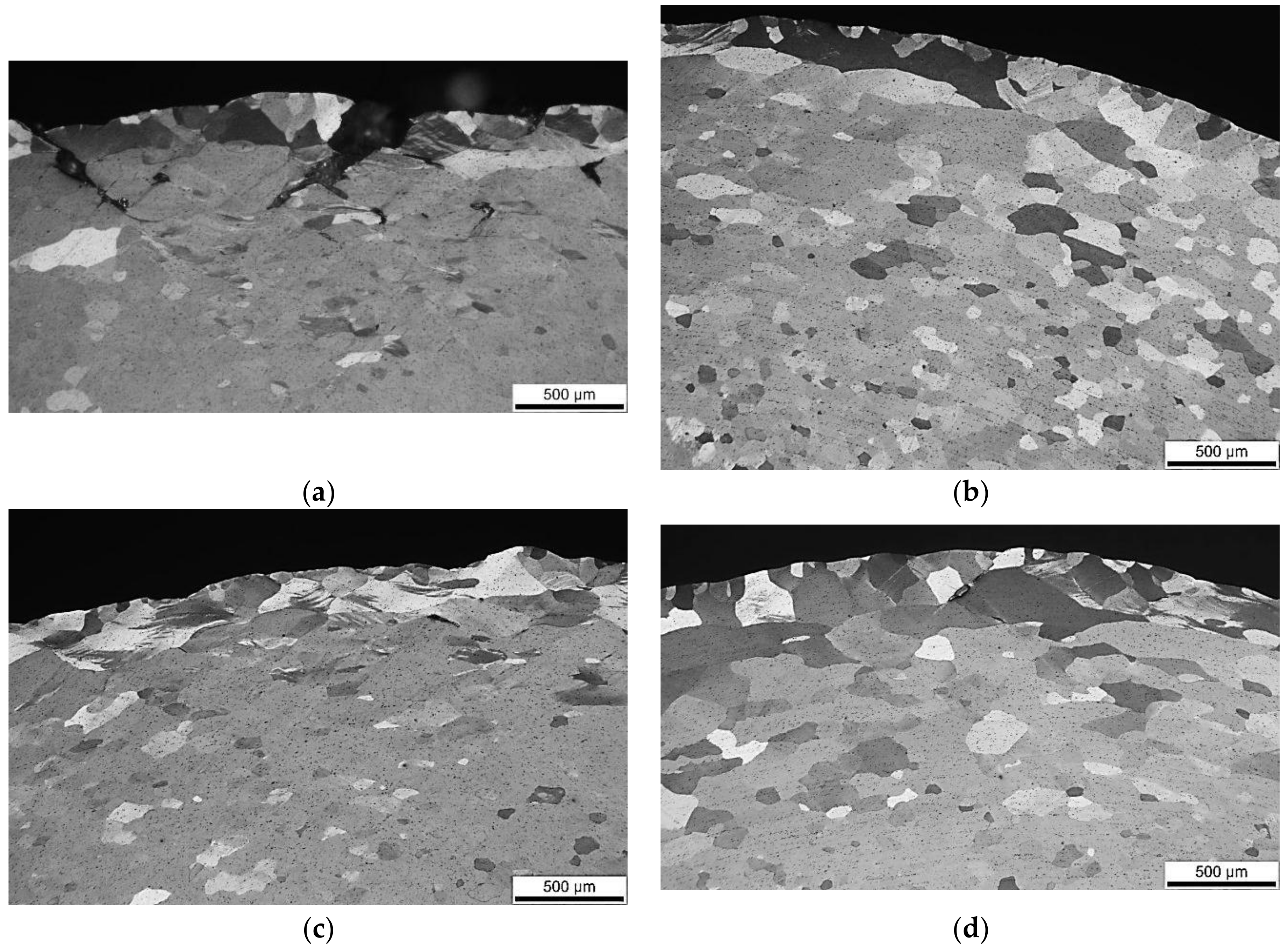
- Formation of discontinuities can occur on grain boundaries as a result of different accommodation of strain in neighboring grains. Shear bands are observed traversing different grains on the surface and subsurface regions (see Figure 13b). In Figure 10b, Figure 11b and Figure 13b it is readily seen that the prevailing fracture mode is intergranular and cracking was preferentially formed in the subsurface regions.
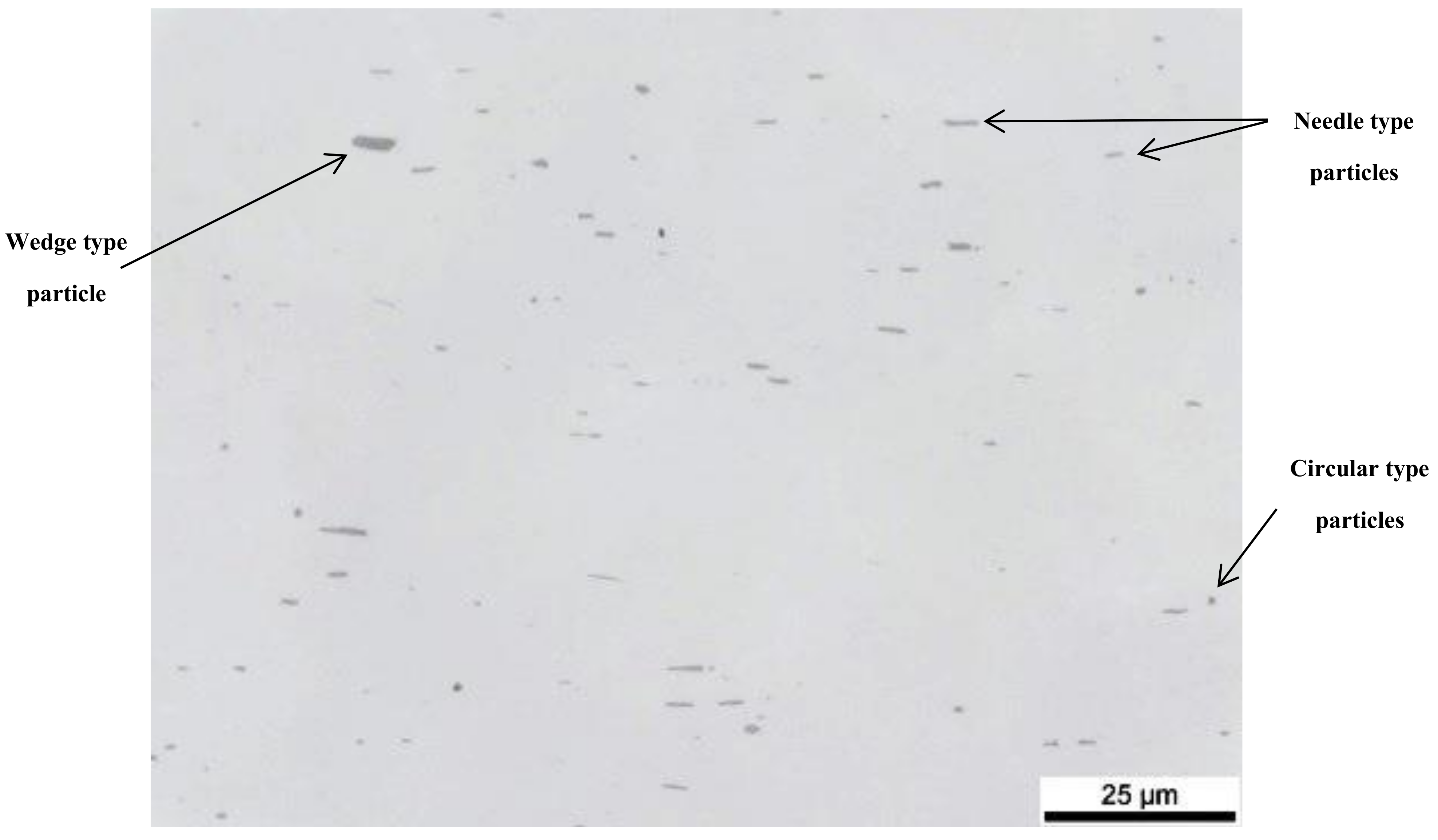
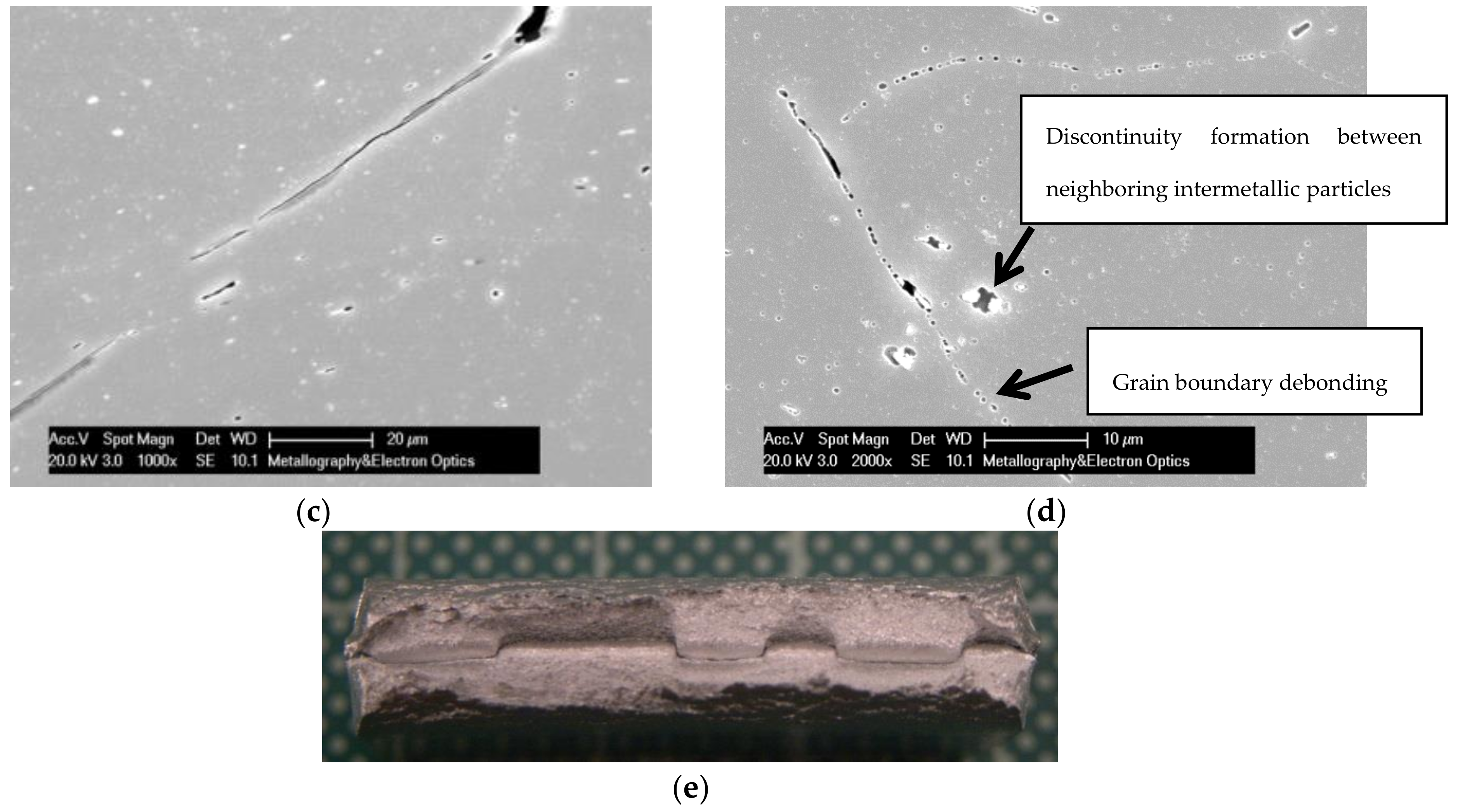
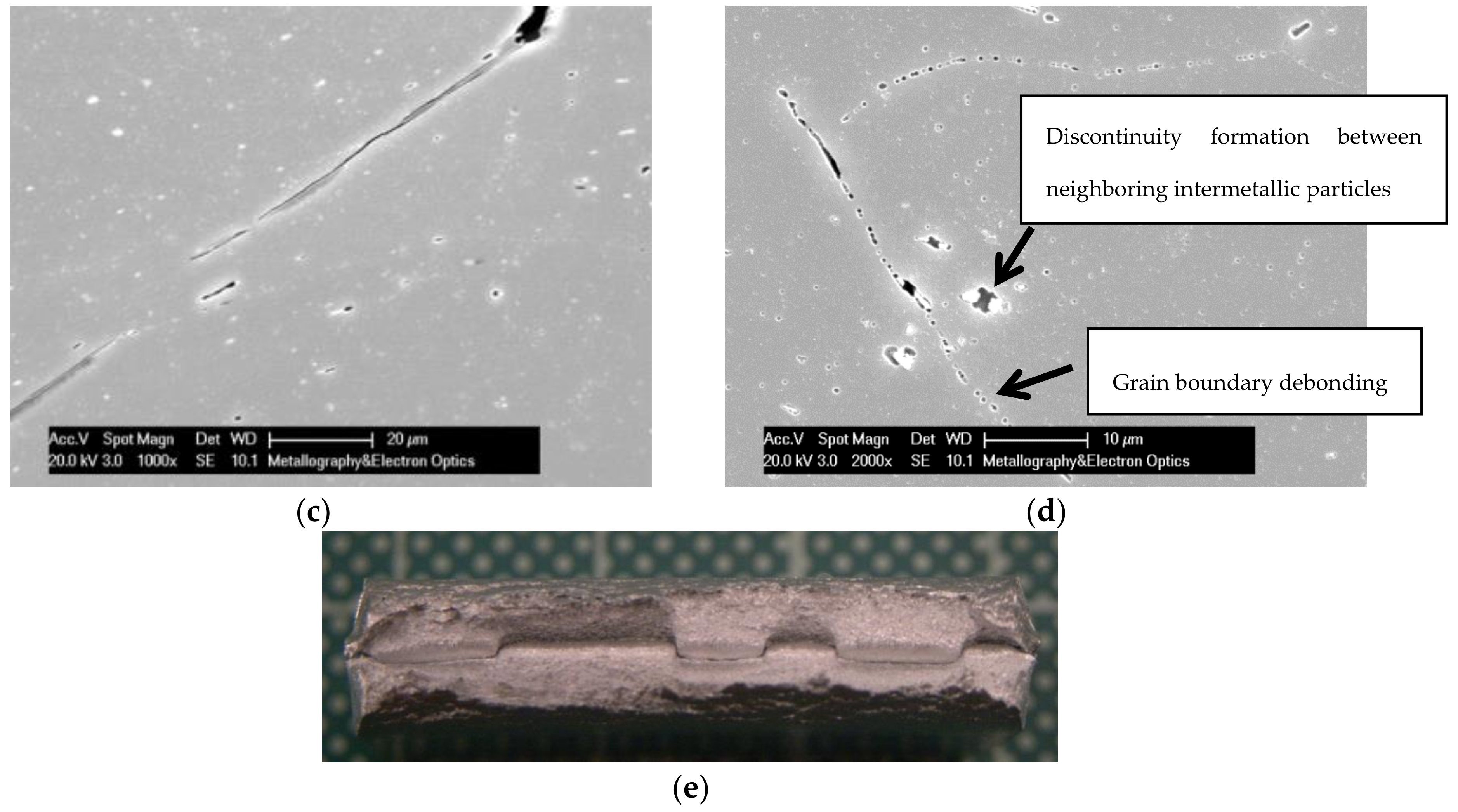
- Formation of discontinuities also occurred between constituent intermetallic particles inter- and transgranularly. The size and morphology and general appearance of the intermetallic particles for this type of Al-alloy, as they have been identified by optical and electron microscopy constitute typical evidence of Al-Fe-Si secondary phase that have been subjected to deformation processing (extrusion). In Figure 10d and Figure 12d representative SEM micrographs are given showing discontinuities formed between adjacent particles inside the grains. In Figure 11d and Figure 13d it can be seen that during bending testing intermetallic particles also promoted cracking since strain could not be accommodated by such brittle phases.
- Mg2Si precipitates contribute to voids nucleation on grain boundaries favoring the intergranular fracture mode. Precipitates are preferentially formed on double and triple grain boundary regions during artificial aging. Grain boundary debonding observed in Figure 10d, Figure 11c,d, Figure 12c and Figure 13c is associated with this precipitation behavior as well as the potential occurrence of precipitate free zones (PFZs), which are very narrow (expected to be tenths of nanometers thick in T6 condition) and therefore they can be only discerned by transmission electron microscopy (TEM).
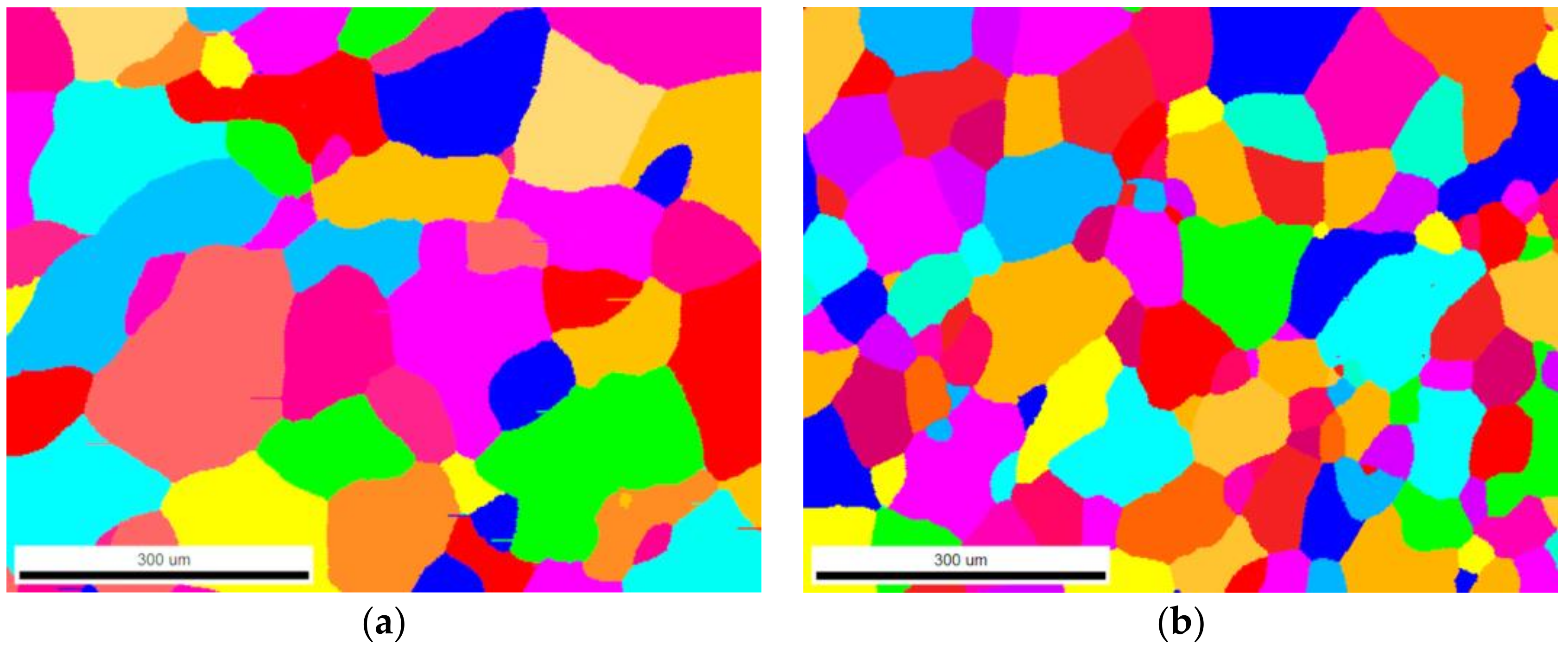
3.3. Electron Backscatter Diffraction (EBSD)
3.4. Finite Element Analysis
3.4.1. Effect of Load Application Direction
3.4.2. Effect of Particle Aspect Ratio
4. Discussion
- The resulting strength in tensile testing is strongly affected not only by grain structure but also by the amount of precipitation and the alloying addition as well as other factors affecting precipitation behavior such as natural aging, homogenization conditions, cooling rate after homogenization, solution heat treatment or extrusion (thermo-mechanical treatment) etc. This could provide an explanation for the higher strength of 2.9 mm thick sample, which had coarser microstructure than the 3.2 mm sample.
- Ductility in tensile testing and bendability are strongly related with grain size and morphology especially on the subsurface zones as well as in the bulk material. It is believed that cracks are easily nucleated in coarse grained material and once formed they can propagate through low ductility grain boundary regions or highly stressing shear bands cutting the grains transgranularly. It is easier to reveal any differences in bendability through transverse tests either by selecting 10% load drop as stop criterion or simply by bending by 180 degrees.
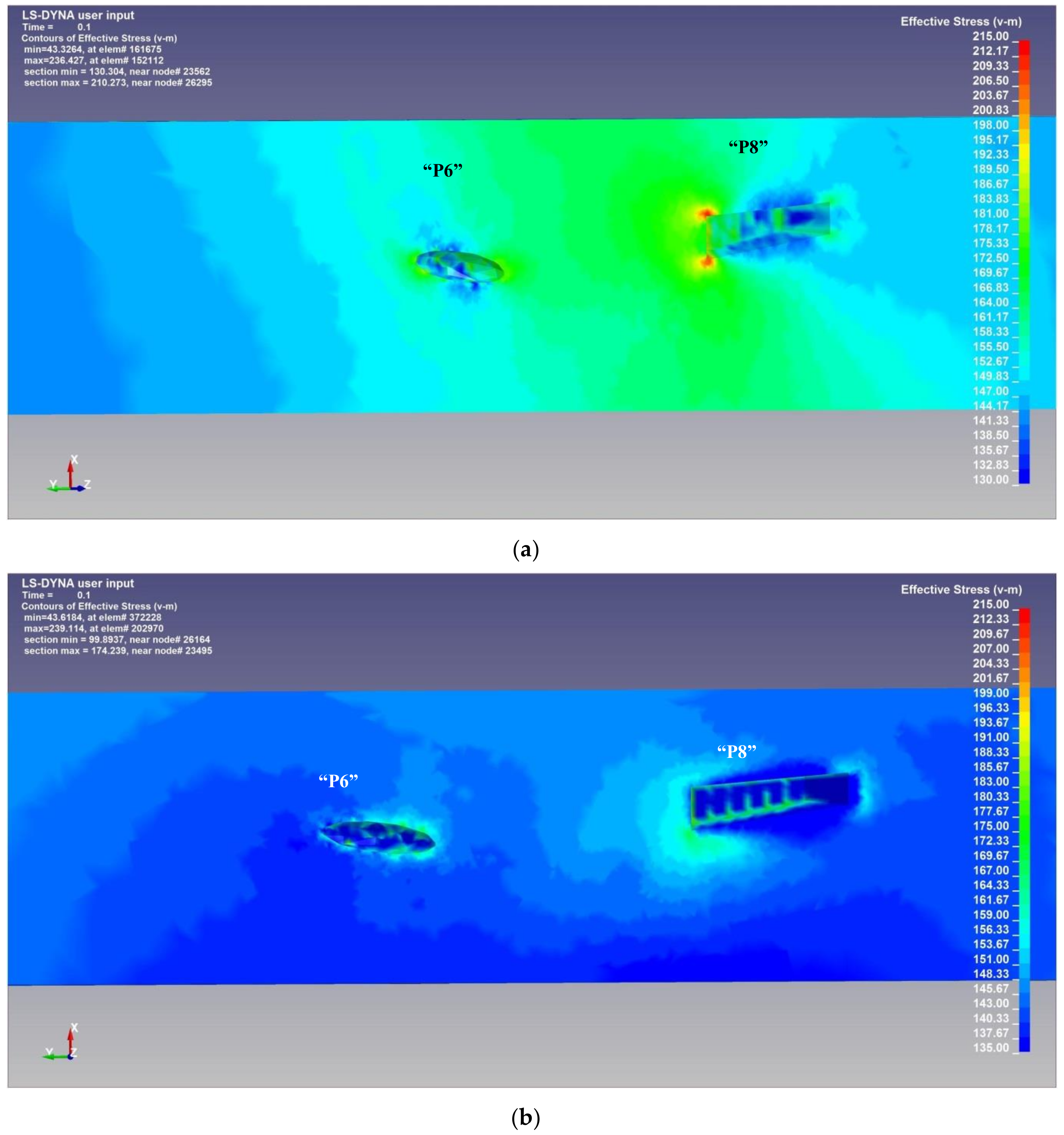
- Fe and Si should be considered when comparing the bendability of different alloy samples. Constituent particles have been proved by FEM to create high stress intensity fields during stressing, in both longitudinal and transverse directions. Especially when they have wedge-type morphology, significant stress fields were derived in their corners’ area. This finding comes in agreement with metallographic examination findings where microvoids are formed between adjacent particles and this is the reason for the desired low Fe content in alloys with high crash performance and high ductility.
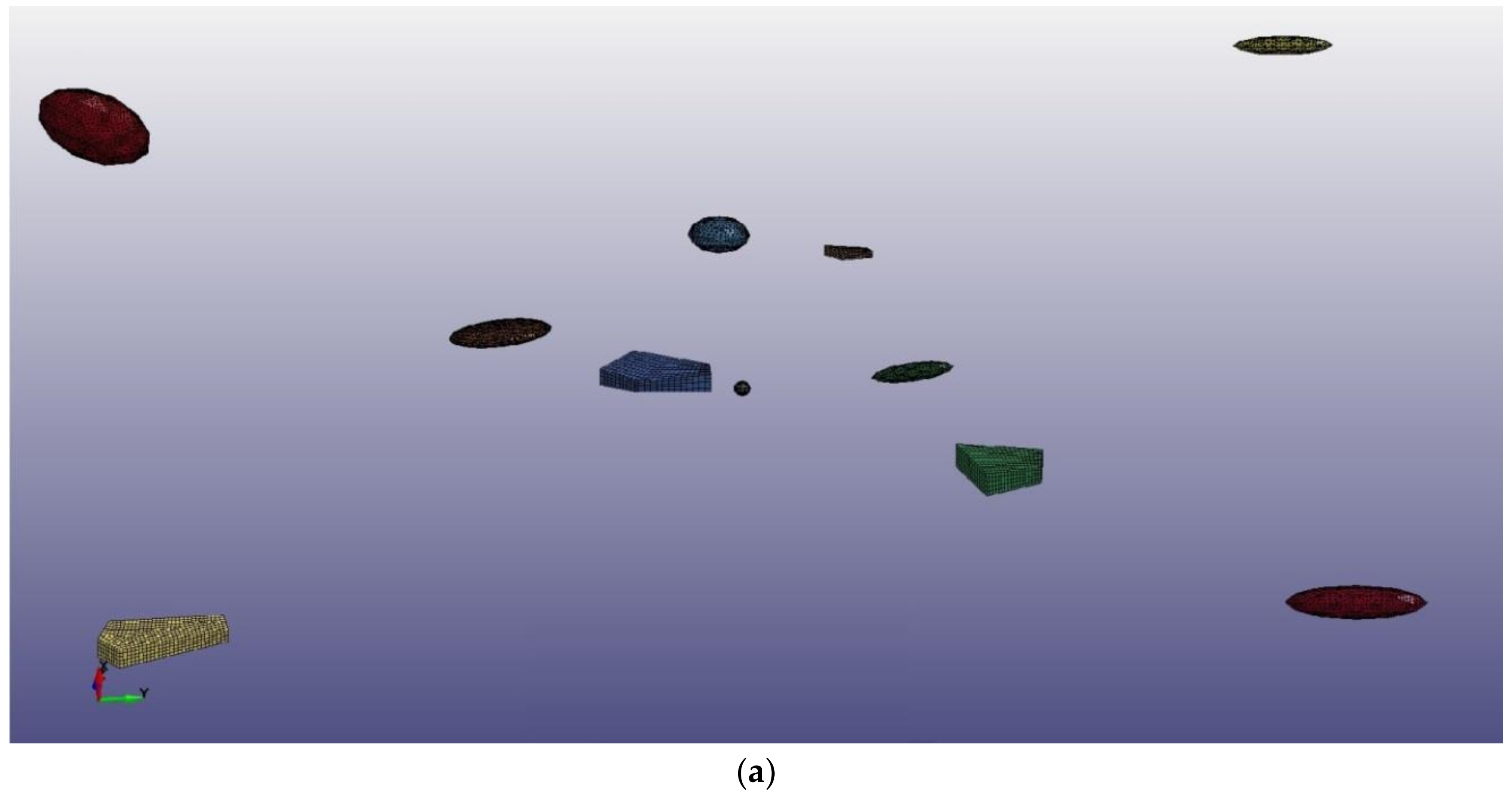
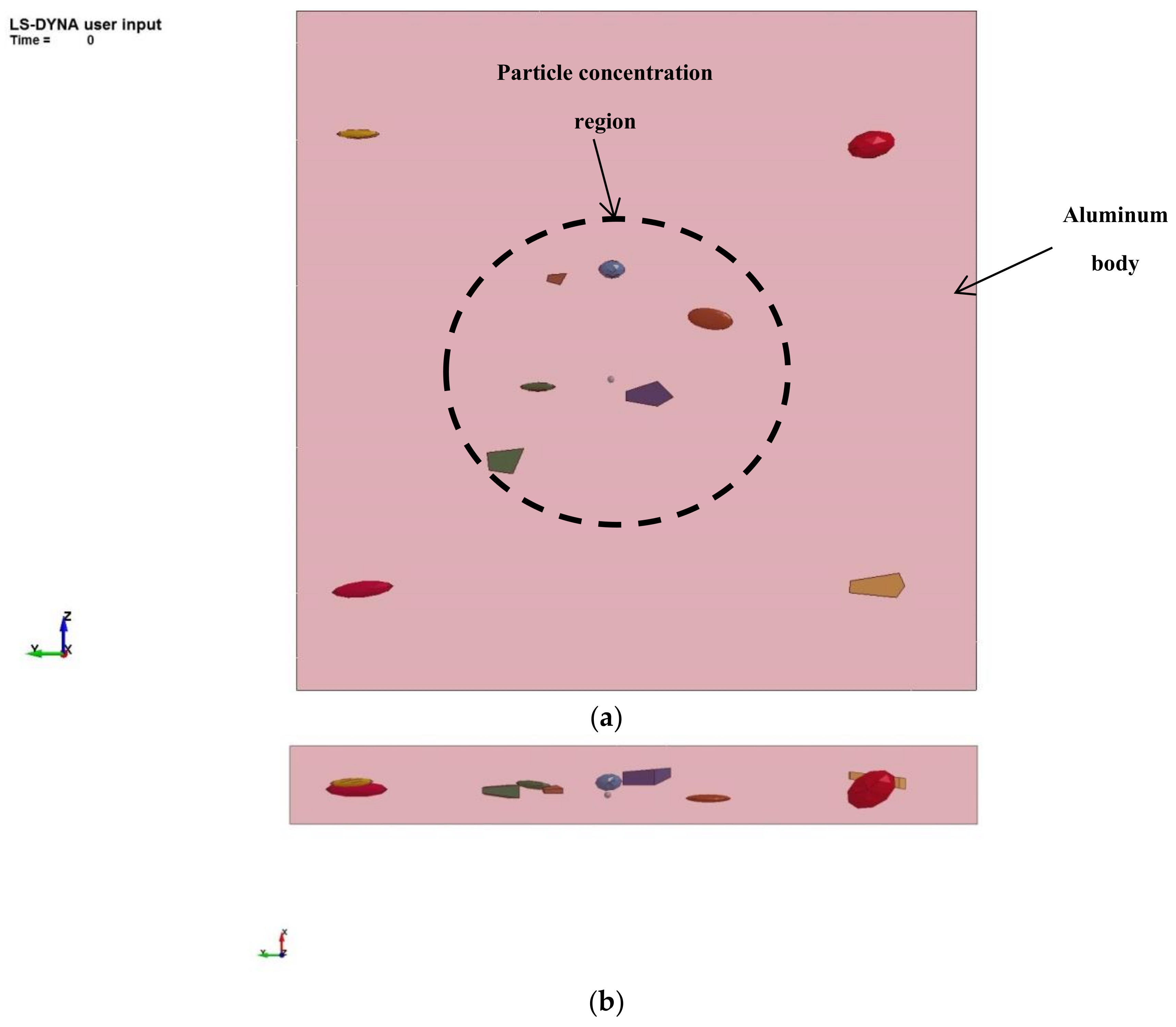
- FEM was successfully performed by applying tensile stresses parallel and transverse to extrusion direction in order to simulate the performance of the α-AlFeSi particles in the surface region of the profiles during 3-point bending tests in the longitudinal and transverse direction respectively. A possible explanation for the fact that the maximum load values in 3-point bending tests were observed in transverse direction could be given by finite element analysis. The model showed that among closely spaced elongated intermetallic particles the stress fields that develop are higher in intensity in the longitudinal tests and therefore the profiles are more prone to crack initiation and propagation in the respective tests.
- The role of globular particles is the same for transverse and longitudinal testing and this could apply not only for constituent particles but also for similar morphology precipitates.
- EBSD analysis and Taylor factor mapping can provide a valuable means in characterization of bendability not only by presenting an accurate grain structure but mainly by revealing crystallographic data related with the response of the material to stresses signifying potential locations for crack initiation.
5. Conclusions and Further Research
- The load direction was proved to be important by both actual tests and FEM. Transverse testing proved to be more decisive in the determination of the more formable material as both samples had the same bendability in the longitudinal tests. Statistical analysis of bending results was not in the scope of the present research, but has been planned as a future work.
- Texture analysis should be included in formability related projects in order to perform a more complete characterization of the role of the resulting texture from extrusion especially in the more sensitive surface regions where stress is concentrated and fracture initiation is expected. This type of analysis would include Taylor factor mapping for revealing the frequency and location of interfaces with high Taylor factor values, mean grain size analysis which can be precisely performed by EBSD in aluminum alloys (fine grains cannot be resolved by optical microscopy affecting calculation of the mean grain size), calculation of the amount of recrystallization by grain boundary angle misorientation maps, etc.
- Finite element analysis has been proved very useful in the explanation of resulting loads in 3-point bend tests by revealing the respective stress fields formed between the intermetallic particles in the aluminum matrix, while the role of these particles as stress raisers especially according to their morphology was revealed. It can be inferred that globular particles can act as constant stress raiser points regardless of the direction of loading, while the effectiveness of load direction becomes more important in non-equiaxed type particles.
- Further testing and analysis by EBSD will follow in order to reveal the role of various recrystallization texture components, especially cube or rotated cube texture, as well as the role of grain boundaries misorientation in crack assisting or arrestment. Additional FEA will be also performed by simulation of bending testing in order to verify the observed bending performance of the extrusions and optimize their performance by selecting the proper heat treatment after extrusion.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vazdirvanidis, A. Study on the Thermal Treatment of Aluminum 6xxx Series Extruded Products Aiming at the Optimization of Strength and Crashworthiness. Ph.D. Thesis, National Technical University of Athens (NTUA), Athens, Greece, 2016. [Google Scholar]
- Ye, Y.; Sanders, R., Jr.; Yang, X. The Influence of Microstructure on the Fracture Resistance of 6xxx Alloy Sheet. In Proceedings of the 16th International Aluminum Alloys Conference (ICAA16); Canadian Institute of Mining, Metallurgy & Petroleum: Westmount, QC, USA, 2018; ISBN 978-1-926872-41-4. [Google Scholar]
- Vazdirvanidis, A.; Koumarioti, A.; Pantazopoulos, G.; Rikos, A.; Toulfatzis, A.; Kostazos, P.; Manolakos, D. Examination of Buckling Behavior of Thin-Walled Al-Mg-Si Alloy Extrusions. In Proceedings of the 12th International Conference on Aluminium Alloys, Carnegie Mellon University. Pittsburgh, PA, USA, 3–7 June 2012. [Google Scholar] [CrossRef]
- Koumarioti, I.; Ping, S.; Vazdirvanidis, A.; Pantazopoulos, G.; Zormalia, S. Influence of Homogenizing and Ageing Practices on Microstructure and Dynamic Compression of Crash Relevant Al-Alloy Extrusions. In Proceedings of the 12th International Conference on Aluminium Alloys, The Japan Institute of Light Metals, Yokohama, Japan, 5–9 September 2010; pp. 1124–1129. [Google Scholar]
- Westermann, I.; Snilsberg, K.; Holmedal, B.; Hopperstad, O. Bendability and Fracture Behaviour of Heat-Treatable Extruded Aluminium Alloys. In Proceedings of the 12th International Conference on Aluminium Alloys, ICAA12, The Japan Institute of Light Metals, Yokohama, Japan, 5–9 September 2010; pp. 595–600. [Google Scholar]
- Das, S.; Heyen, M.; Kamat, R.; Hamerton, R. Improving Bendability of Al-Mg-Si Alloy Sheet by Minor Alloying Element Addition; Light Metals; Martin, O., Ed.; TMS, Springer: Berlin/Heidelberg, Germany, 2018; pp. 325–331. [Google Scholar]
- Vazdirvanidis, A.; Pantazopoulos, G.; Toulfatzis, A.; Rikos, A.; Manolakos, D. Effect of Natural Aging of 6xxx Series Extrusions on the Energy Absorbance Capacity, Materials Science Forum. In Proceedings of the 15th International Conference on Aluminium, ICAA 2017, Tsinghua University, Beijing, China, 6–9 July 2017; Volume 87, pp. 315–321. [Google Scholar] [CrossRef]
- Katsivarda, M. Homogenization Study of as Cast 6063 Aluminum Alloy Billets and Examination of the Effect of Cooling Rate on the Resulting. Ph.D. Thesis, National Technical University of Athens (NTUA), Athens, Greece, 2018. [Google Scholar]
- Katsivarda, M.; Vazdirvanidis, A.; Pantazopoulos, G.; Kolioubas, N.; Papadopoulou, S.; Rikos, A.; Spiropoulou, E.; Papaefthymiou, S. Investigation of the effect of homogenization practice of 6063 alloy billets on beta to alpha transformation and of the effect of cooling rate on precipitation kinetics. Mater. Sci. Forum 2018, 941, 884–889. [Google Scholar] [CrossRef]
- Vazdirvanidis, A.; Pantazopoulos, G.; Kolioubas, N.; Papadopoulou, S.; Katsivarda, M.; Rikos, A.; Spiropoulou, E. Investigation of the Effect of Homogenization Practice on the Microstructure of 6060 and 6082 Series Alloy Billets. In Proceedings of the 16th International Aluminum Alloys Conference (ICAA16); Canadian Institute of Mining, Metallurgy & Petroleum: Westmount, QC, USA, 2018; ISBN 978-1-926872-41-4. [Google Scholar]
- Snilberg, K.; Westermann, I.; Holmedal, B.; Hopperstad, O.S.; Langsrud, Y.; Marthinsen, K. Anisotropy of Bending Properties in Industrial Heat-Treatable Extruded Aluminium Alloys. In Materials Science Forum; Trans Tech Publications: Switzerland, 2010; Volume 638, pp. 487–492. [Google Scholar] [CrossRef]
- Lloyd, D. Aspects of Plasticity and Fracture Under Bending in Al Alloys. In Proceedings of the 16th International Aluminum Alloys Conference (ICAA16); Canadian Institute of Mining, Metallurgy & Petroleum: Westmount, QC, USA, 2018; ISBN 978-1-926872-41-4. [Google Scholar]
- Vazdirvanidis, A.; Skordilis, I.; Katsivarda, M.; Stavroulakis, P.; Papaefthymiou, S. Study of Grain structure and crystallographic orientation of extruded 6xxx series alloy profiles. In Proceedings of the 14th International Scientific Congress Machines, Technologies, Materials (MTM 2017), Varna, Bulgaria, 13–16 September 2017; Volume 11, pp. 457–459. [Google Scholar]
- Dao, M.; Li, M. A micromechanics study on strain-localization-induced fracture initiation in bending using crystal plasticity models. Philos. Mag. A 2001, 81. [Google Scholar] [CrossRef]
- Inoue, H. Prediction of in-plane anisotropy of bendability based on orientation distribution function for polycrystalline face-centered cubic metal sheets with various textures. Mater. Trans. 2015, 56. [Google Scholar] [CrossRef]
- Berndt, N.; Frint, P.; Wagner, M.F.-X. Influence of extrusion temperature on the aging behavior and mechanical properties of an AA6060 aluminum alloy. Metals 2018, 8, 51. [Google Scholar] [CrossRef]
- He, X.; Pan, Q.; Li, H.; Huang, Z.; Liu, S.; Li, K.; Li, X. Effect of artificial aging, delayed aging, and pre-aging on microstructure and properties of 6082 aluminum alloy. Metals 2019, 9, 173. [Google Scholar] [CrossRef]
- Belov, N.A.; Aksenov, A.A.; Dmitry, G. Eskin Iron in Aluminium Alloys: Impurity and Alloying Element; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Glazoff, M.V.; Zolotorevsky, V.S.; Belov, N.A. Casting Aluminum Alloys; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- LSTC. LS-DYNA Keyword User’s Manual; Volume II, Material Models; Livermore Software Technology Corporation (LSTC): Troy, MI, USA, 2001. [Google Scholar]
- Gaillac, R.; Pullumbi, P.; Coudert, F.-X. ELATE: An Open-Source Online Application for Analysis and Visualization of Elastic Tensors. J. Phys. Condens. Matter 2016, 28, 275201. Available online: http://progs.coudert.name/elate/mp?query=mp-984873 (accessed on 23 September 2019). [CrossRef] [PubMed]
- Pantazopoulos, G.A. A short review on fracture mechanisms of mechanical components operated under industrial process conditions: Fractographic analysis and selected prevention strategies. Metals 2019, 9, 148. [Google Scholar] [CrossRef]
- Carvill, J. 1—Strengths of Materials. In Mechanical Engineer’s Data Handbook; Butterworth-Heinemann: Oxford, UK, 1993; pp. 1–55. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (kg/m3) | Young’s Modulus (GPa) | Poisson’s Ratio | Yield Strength—YS (MPa) | Tensile Strength—TS (MPa) | Tangent Modulus (MPa) |
|---|---|---|---|---|---|---|
| Al 6063 | 2700 | 70 | 0.33 | 234 | 272 | 680.85 |
| Particle material | 3580 [18] | 139.2 [21] | 0.31496 [21] | 2700 [18,19] | - | - |
| YS (MPa) | TS (MPa) | Percentage Elongation at Fracture (%) | |||
|---|---|---|---|---|---|
| 2.9 mm | 3.2 mm | 2.9 mm | 3.2 mm | 2.9 mm | 3.2 mm |
| 239 ± 14 | 229 ± 9 | 271 ± 2 | 261 ± 1 | 10.3 ± 0.6 (95% Confidence level = ±1.2%) | 12.0 ± 0.7 (95% Confidence level = ±1.4%) |
| Longitudinal Tests | Transverse Tests | ||||||
|---|---|---|---|---|---|---|---|
| 2.9 mm wall thickness | 3.2 mm wall thickness | 2.9 mm wall thickness | 3.2 mm wall thickness | ||||
| Bending Angle (o) | Max Load (N) | Bending Angle (o) | Max Load (N) | Bending Angle (o) | Max Load (N) | Bending Angle (o) | Max Load (N) |
| 102 | 3340 | 102 | 3725 | 96 | 3820 | 115 | 4830 |
| Stress Fields | Loading Scenario 1 | Loading Scenario 2 |
|---|---|---|
| Majority of observed stress fields | 1.07–1.23 | 1.00–1.13 |
| Maximum valued stress fields | 1.27–1.40 | 1.13–1.23 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vazdirvanidis, A.; Pressas, I.; Papadopoulou, S.; Toulfatzis, A.; Rikos, A.; Katsivarda, M.; Symeonidis, G.; Pantazopoulos, G. Examination of Formability Properties of 6063 Alloy Extruded Profiles for the Automotive Industry. Metals 2019, 9, 1080. https://doi.org/10.3390/met9101080
Vazdirvanidis A, Pressas I, Papadopoulou S, Toulfatzis A, Rikos A, Katsivarda M, Symeonidis G, Pantazopoulos G. Examination of Formability Properties of 6063 Alloy Extruded Profiles for the Automotive Industry. Metals. 2019; 9(10):1080. https://doi.org/10.3390/met9101080
Chicago/Turabian StyleVazdirvanidis, Athanasios, Ioannis Pressas, Sofia Papadopoulou, Anagnostis Toulfatzis, Andreas Rikos, Marianna Katsivarda, Grigoris Symeonidis, and George Pantazopoulos. 2019. "Examination of Formability Properties of 6063 Alloy Extruded Profiles for the Automotive Industry" Metals 9, no. 10: 1080. https://doi.org/10.3390/met9101080