A Comparative Investigation on Conventional and Stationary Shoulder Friction Stir Welding of Al-7075 Butt-Lap Structure


Abstract
:1. Introduction
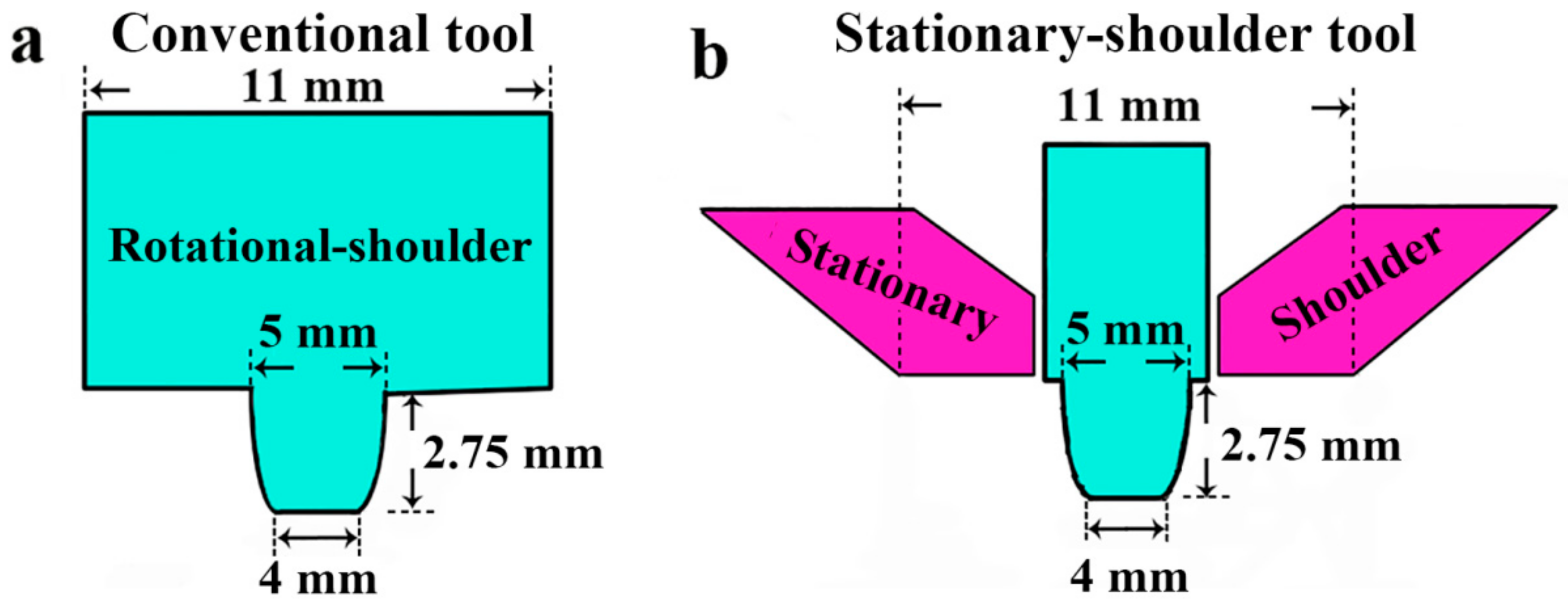
2. Materials and Methods
3. Results
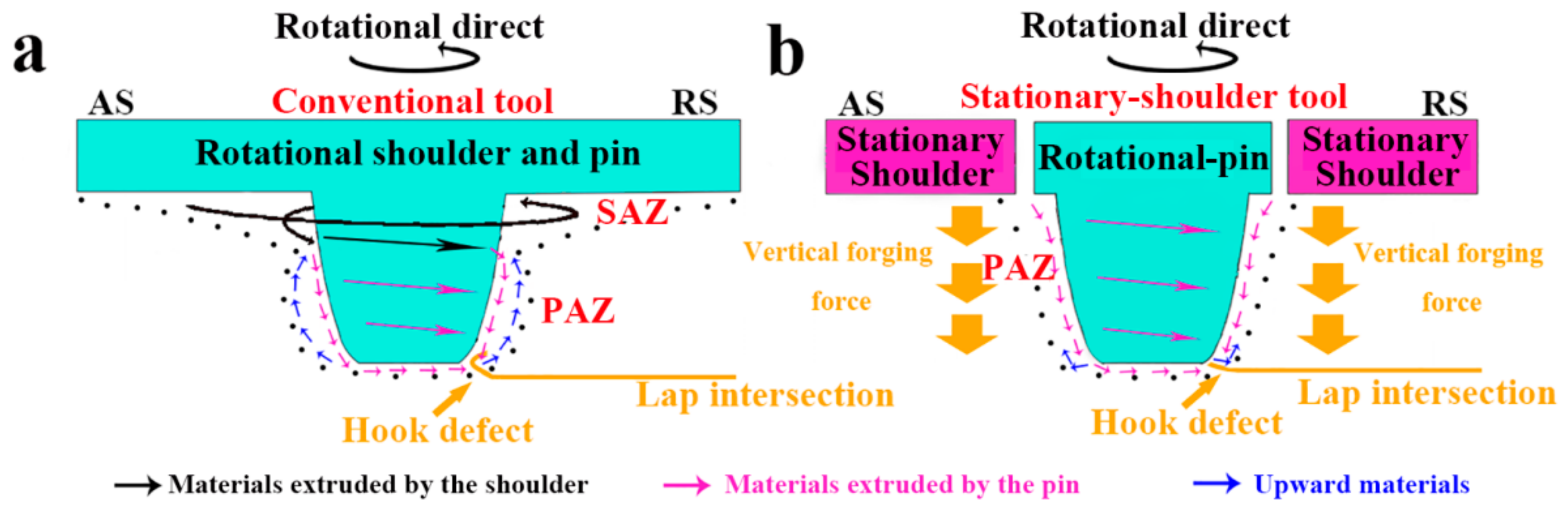
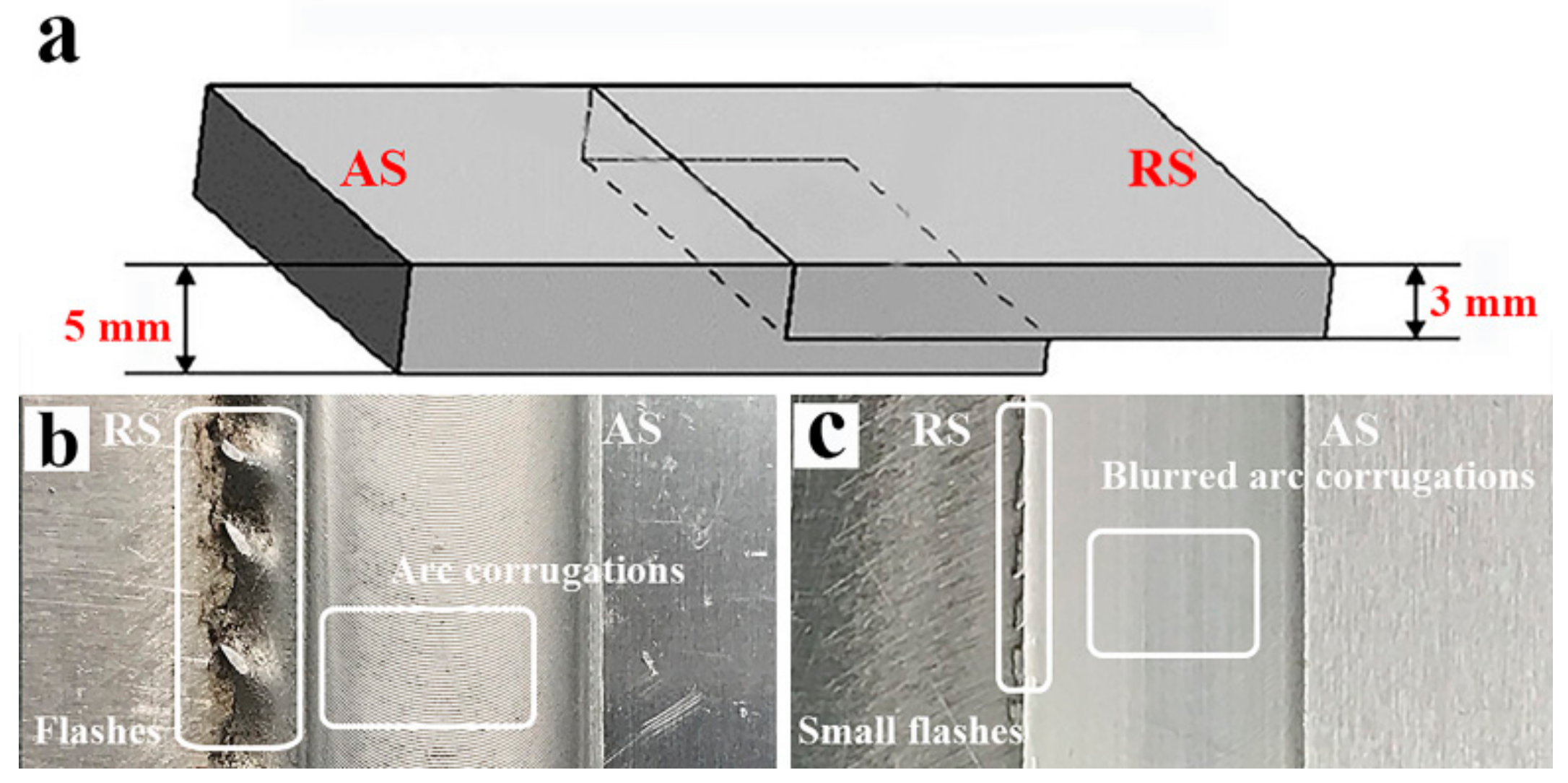
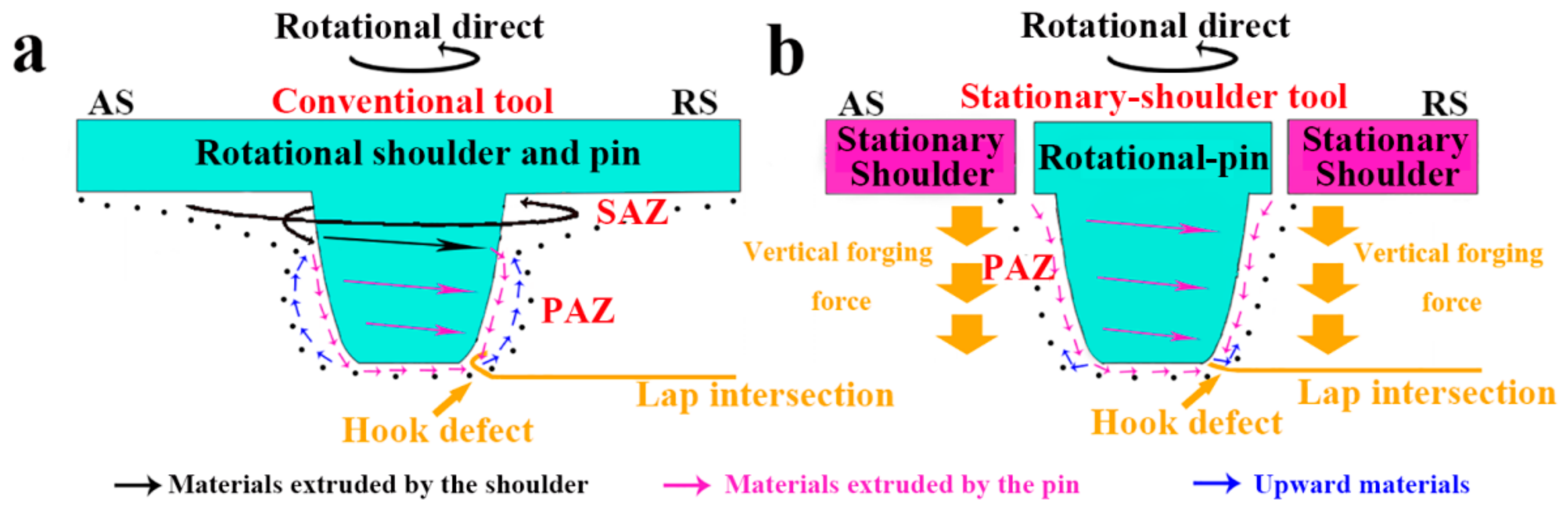
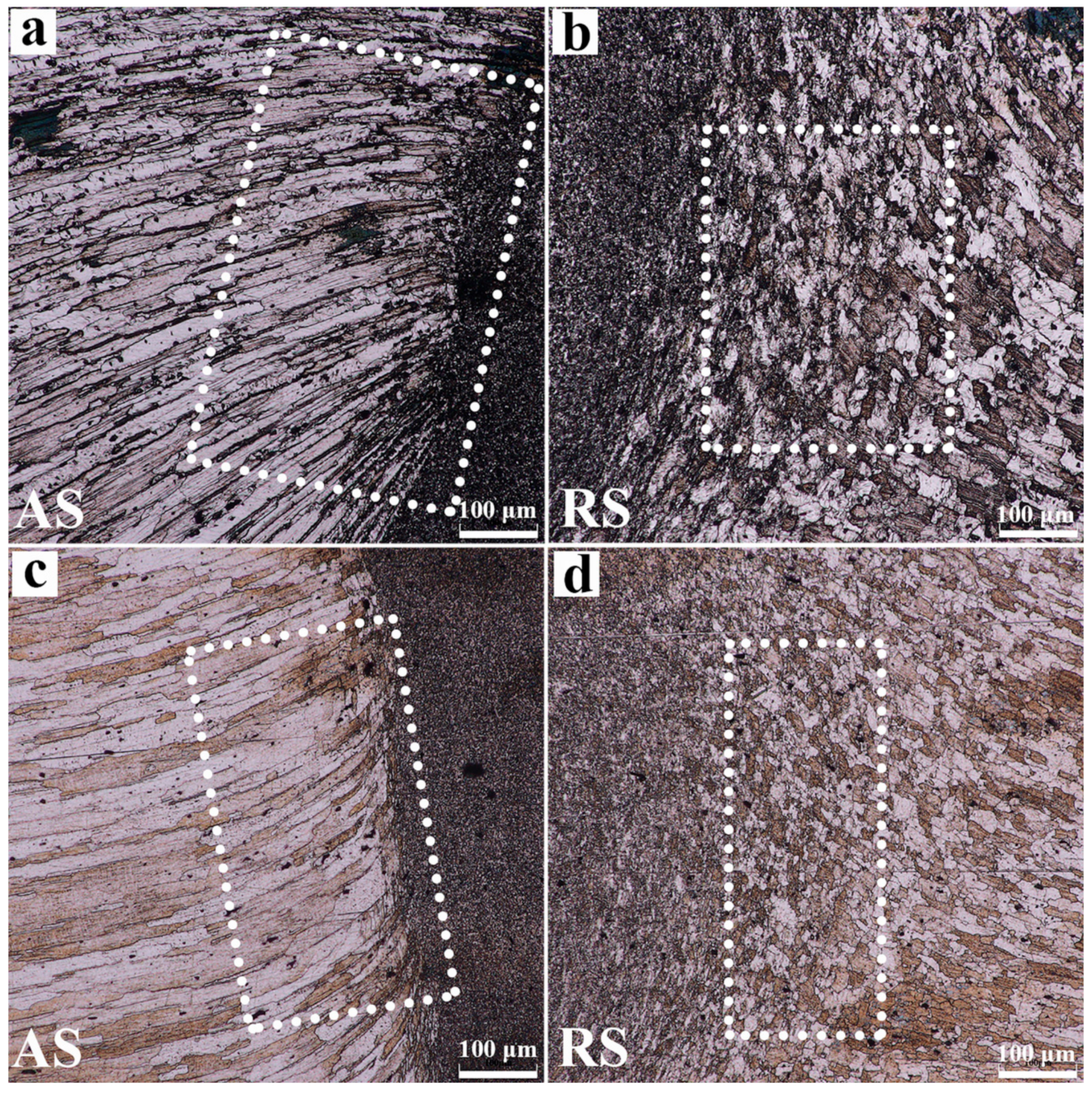
3.1. The Macrostructures of FSW Joints
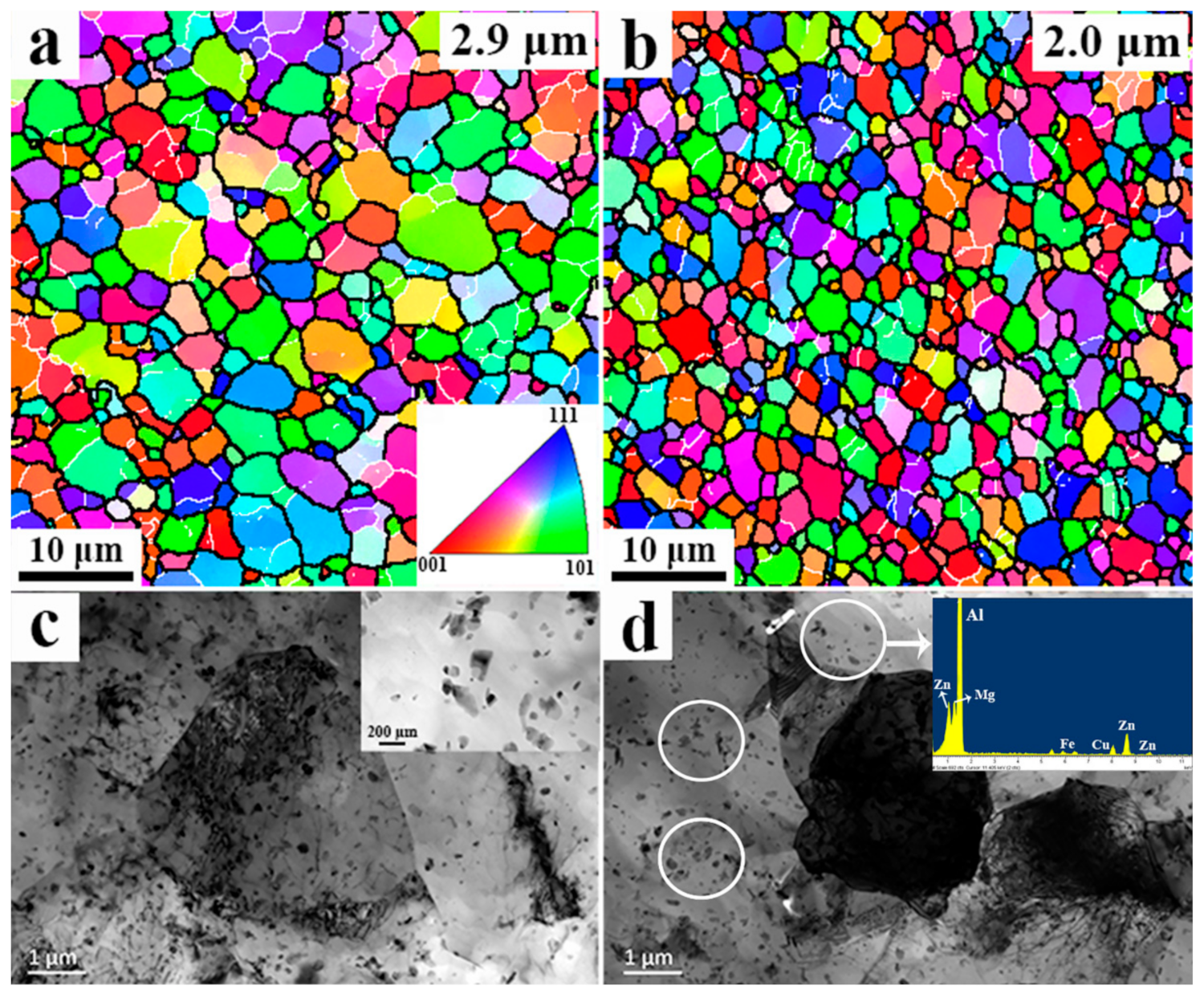
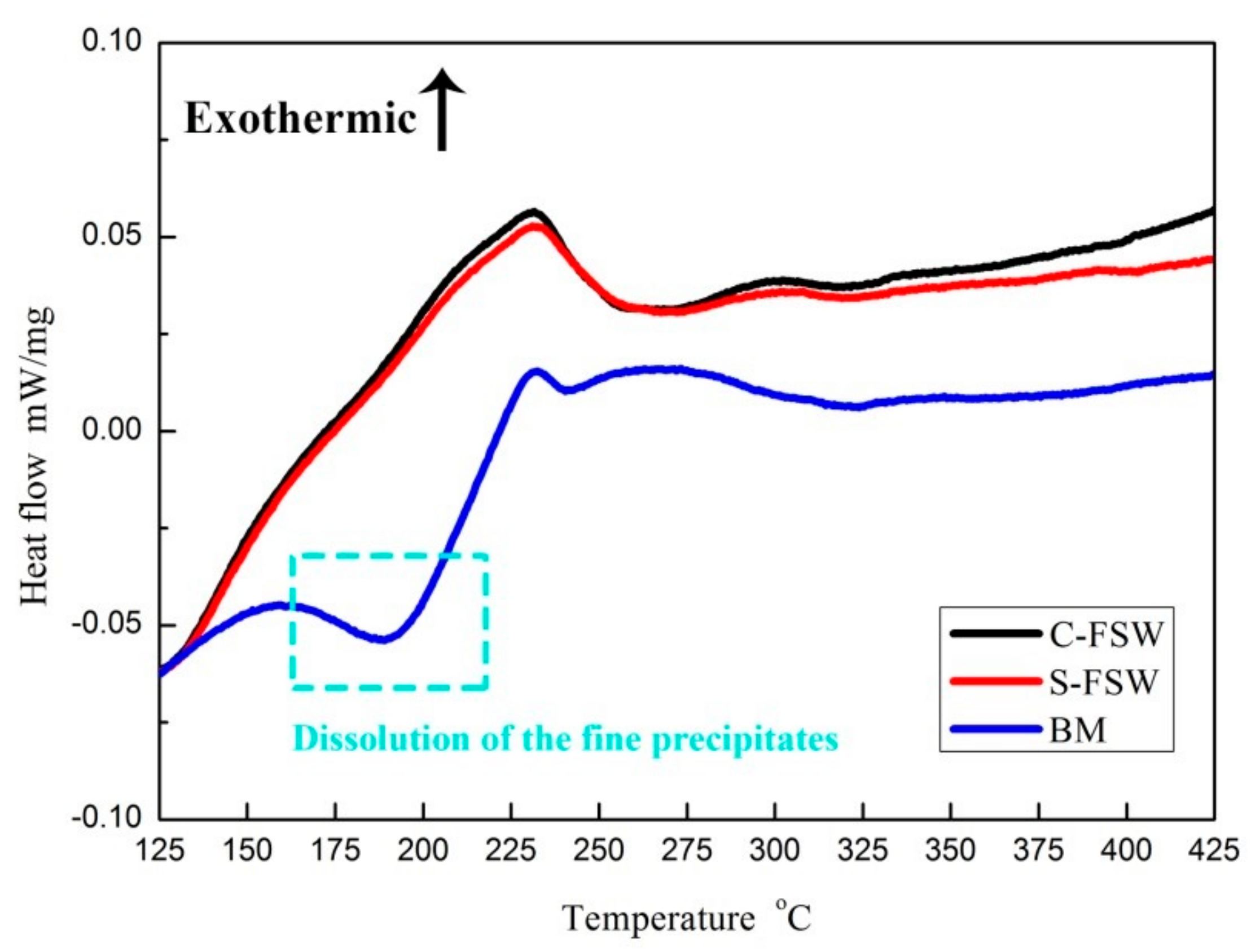
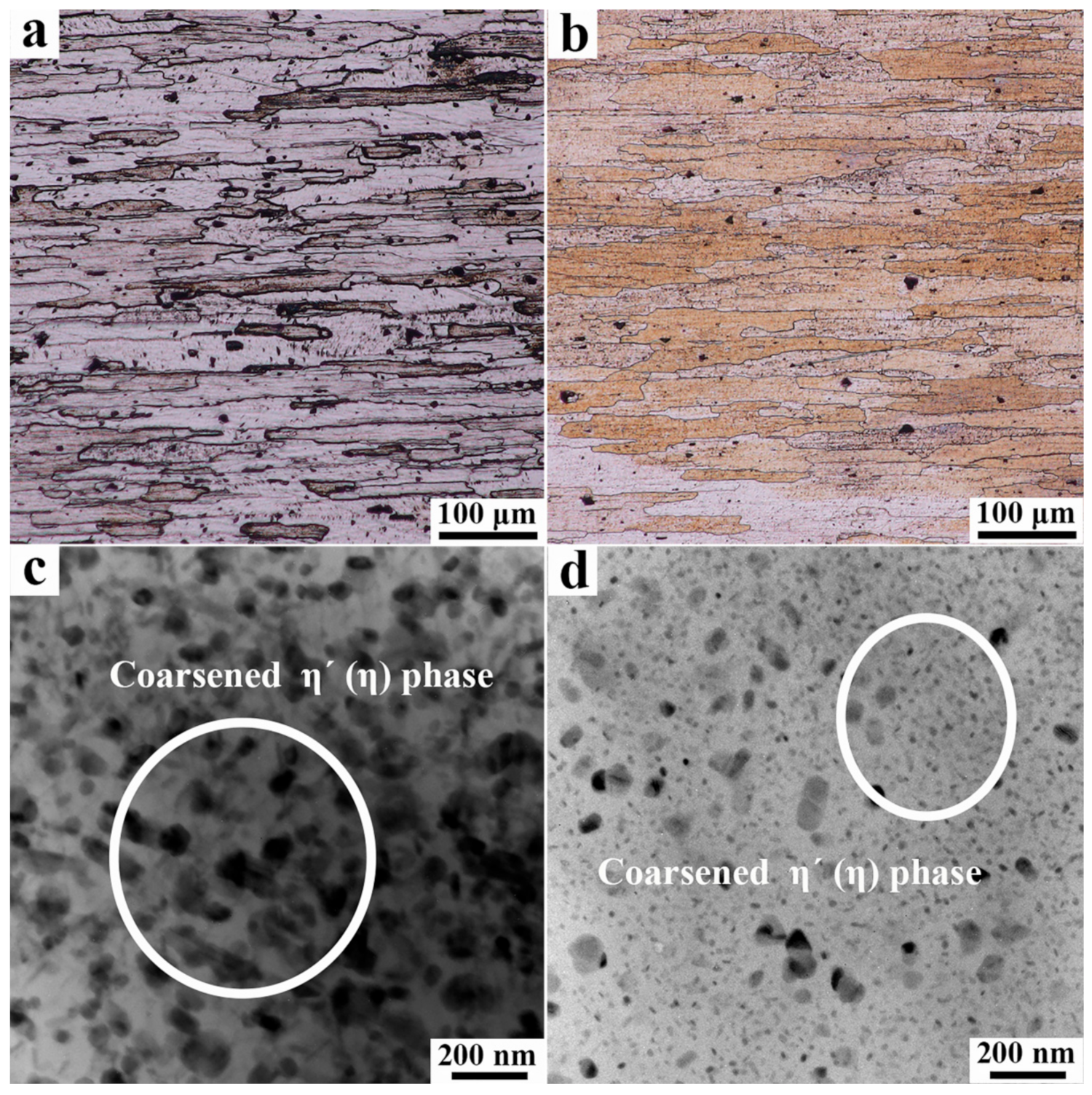
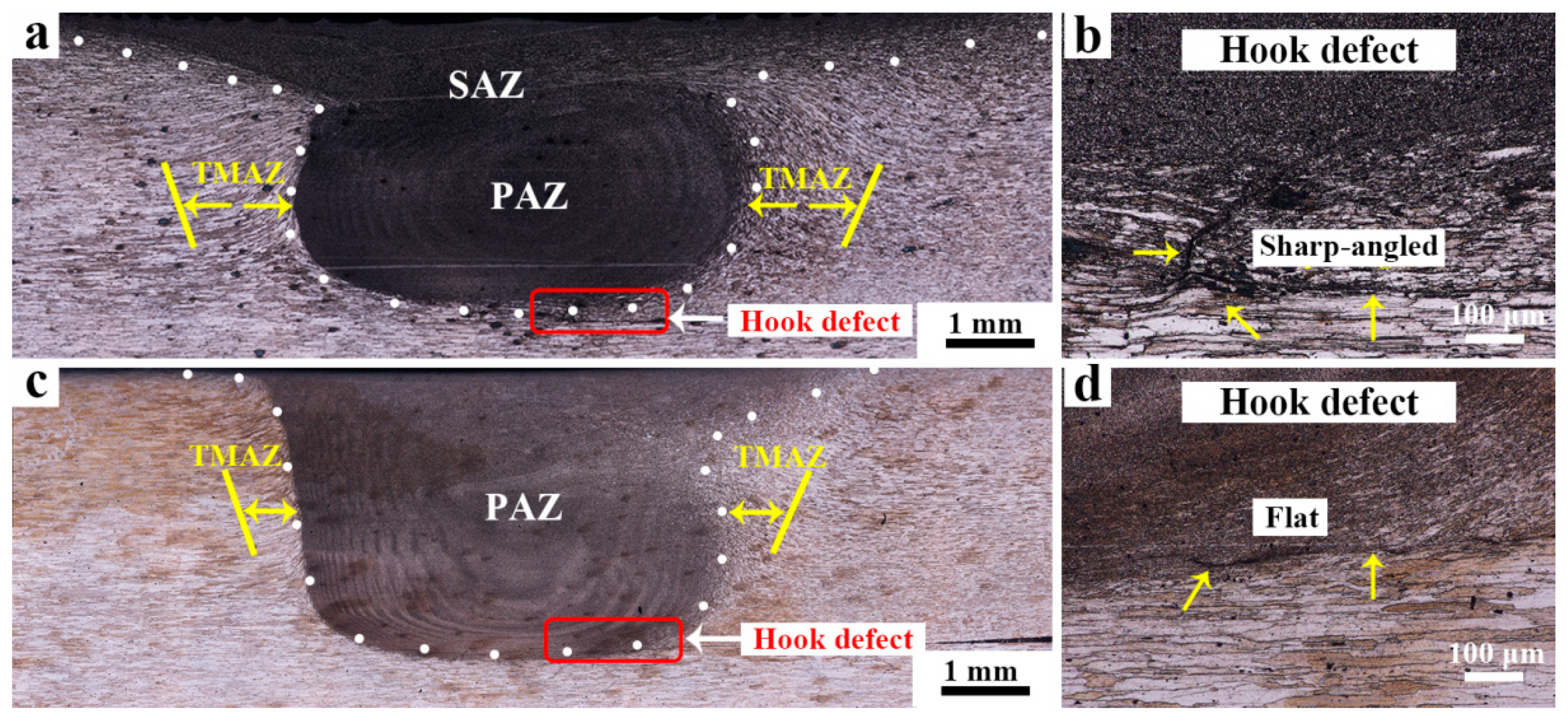
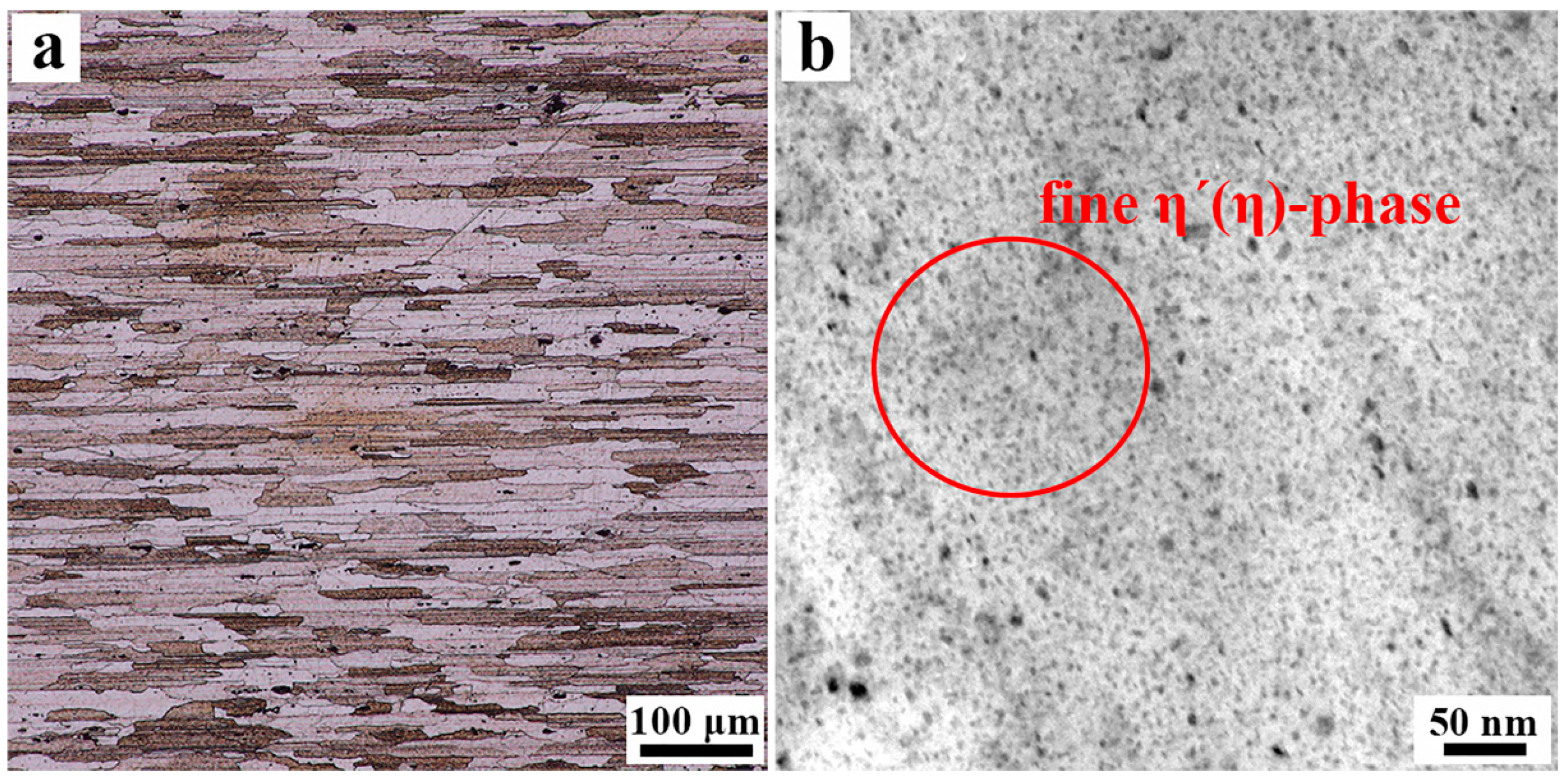
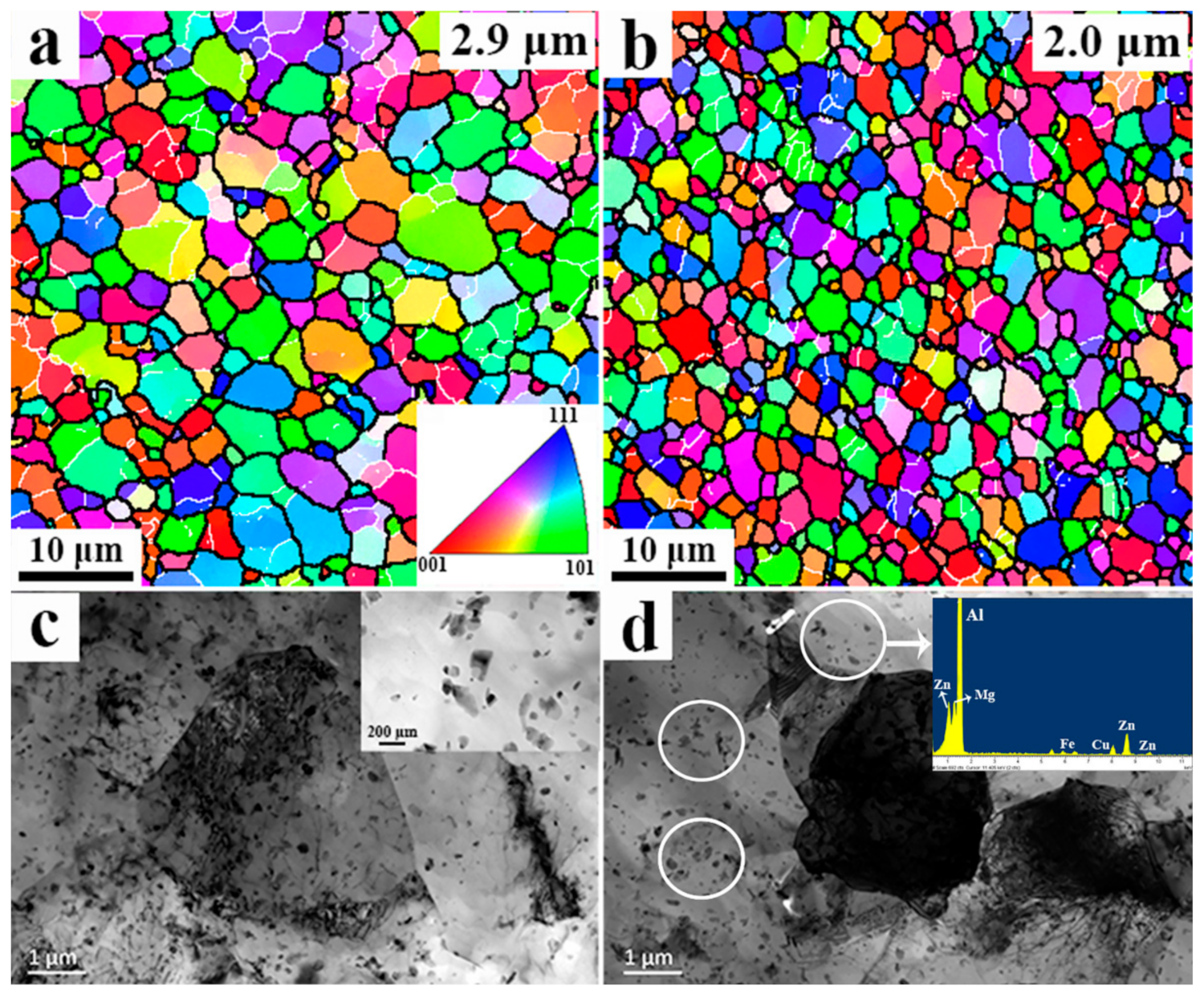
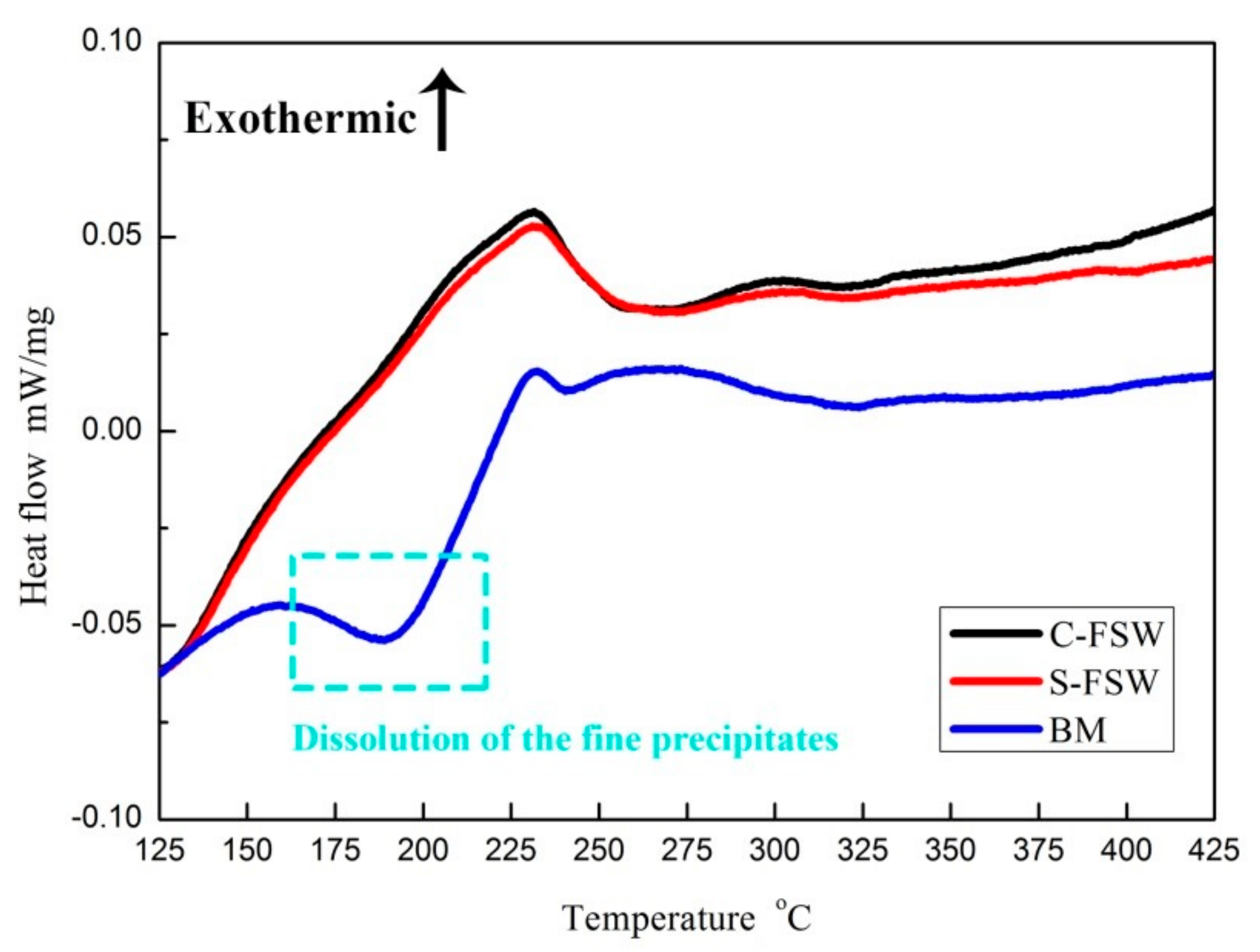
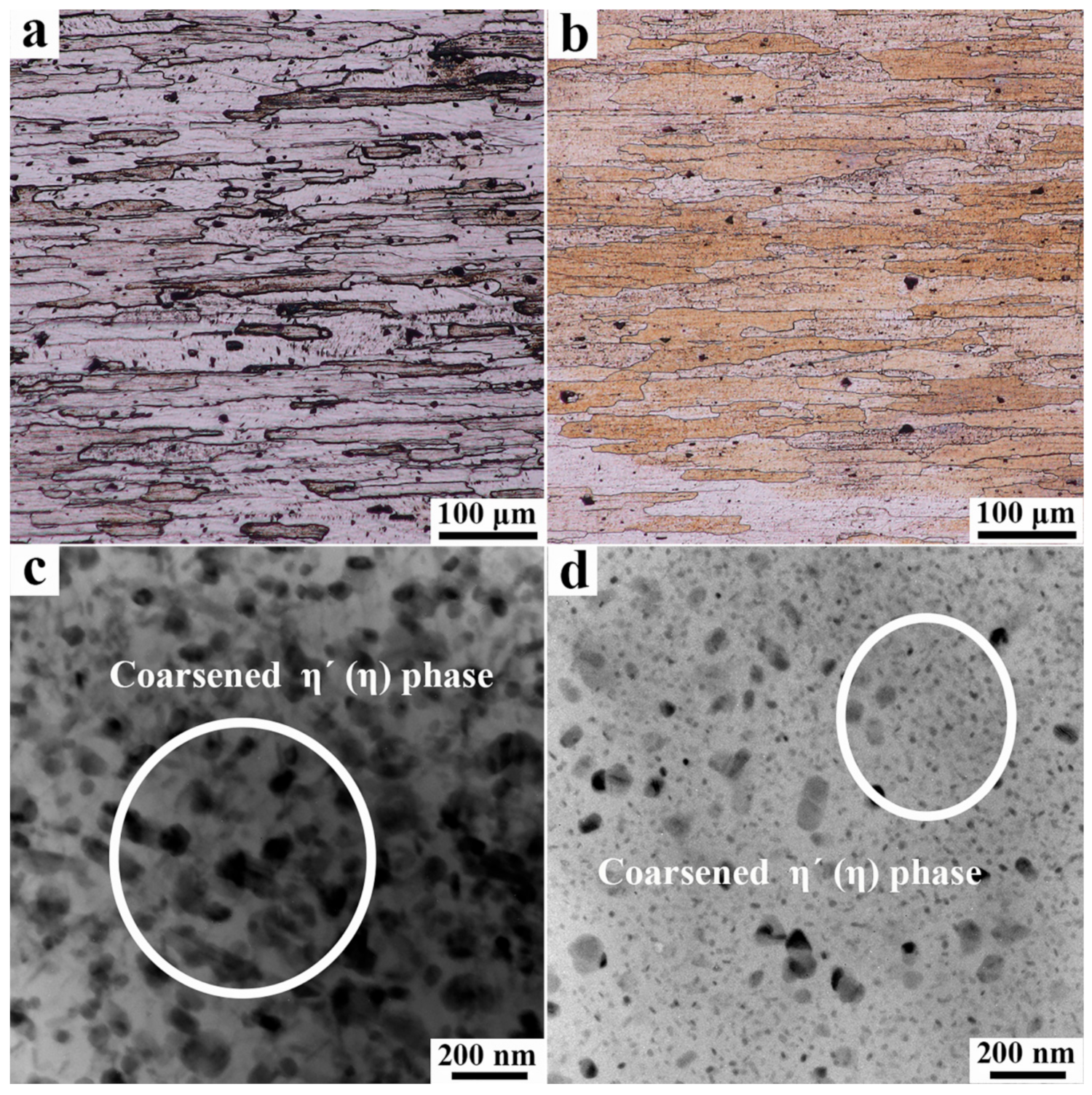
3.2. The Microstructures of FSW Foints
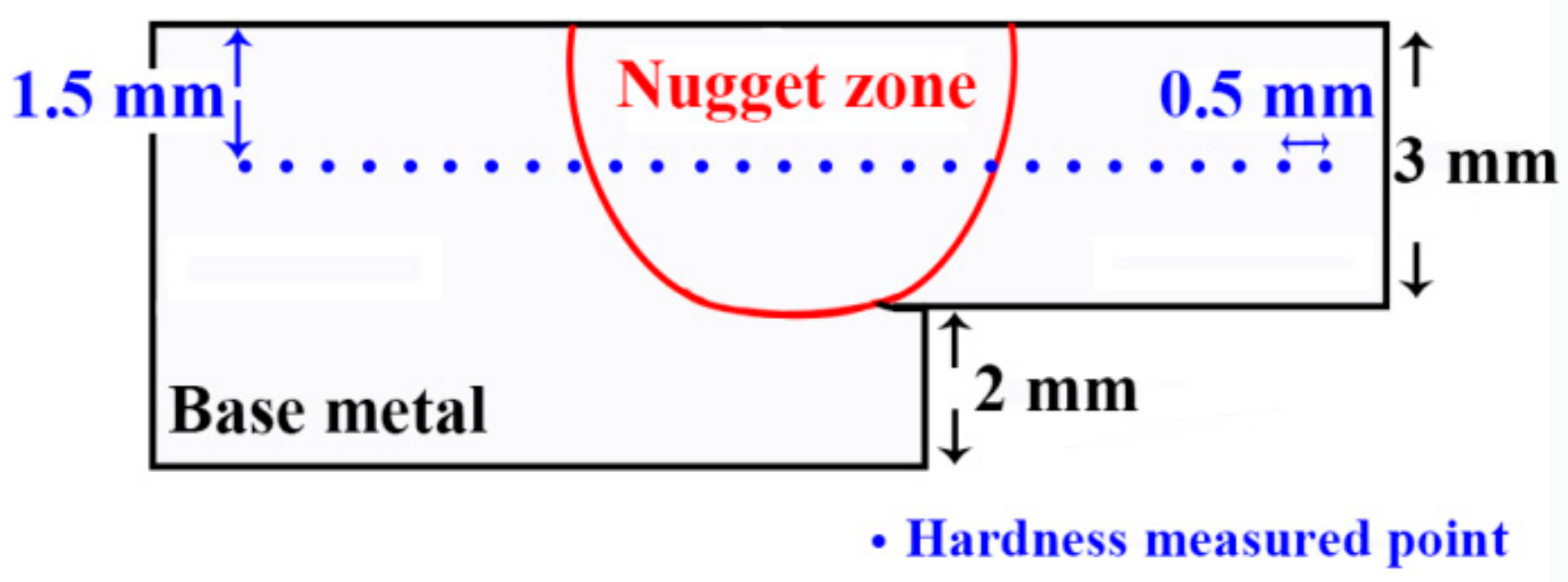
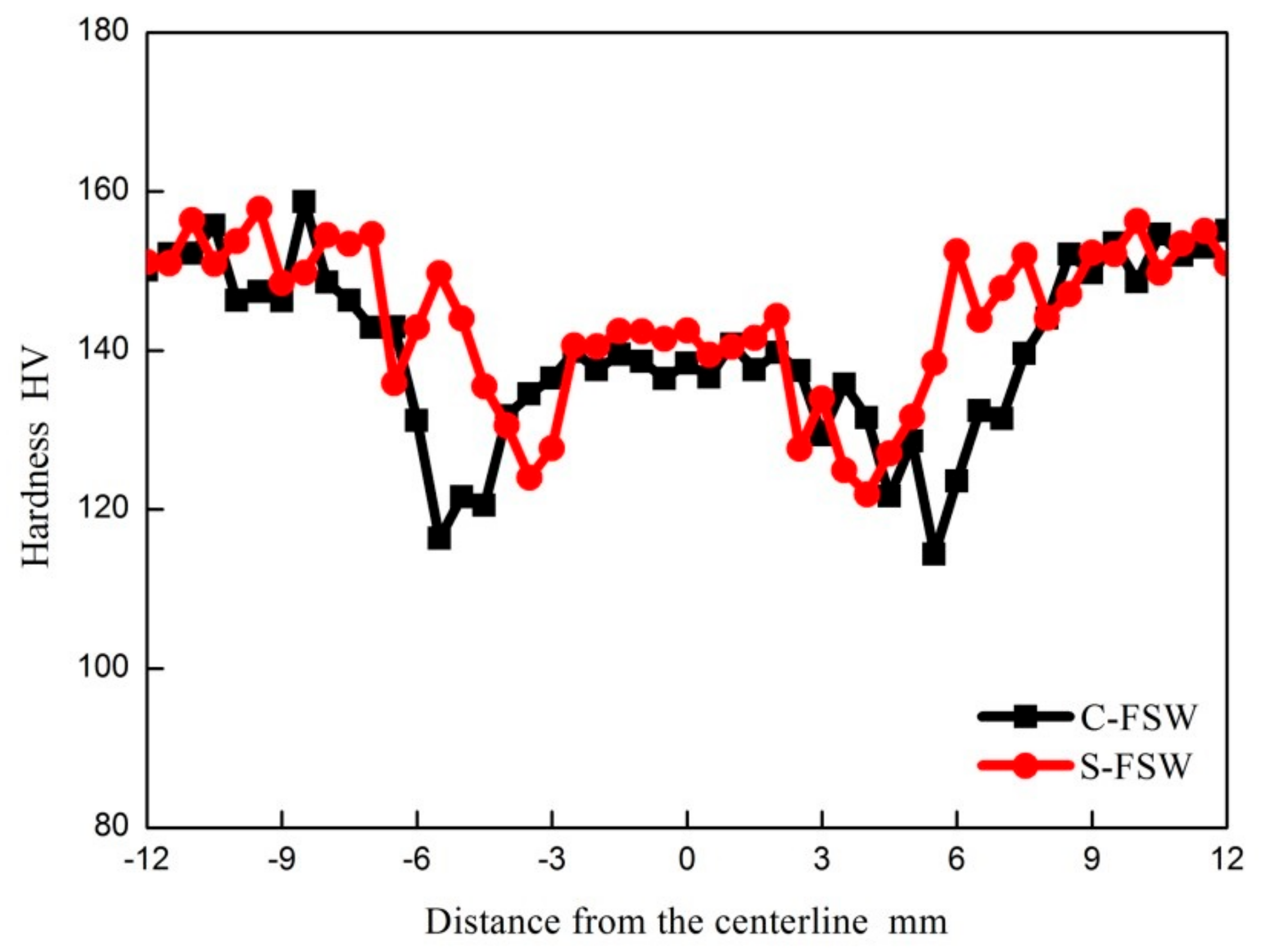
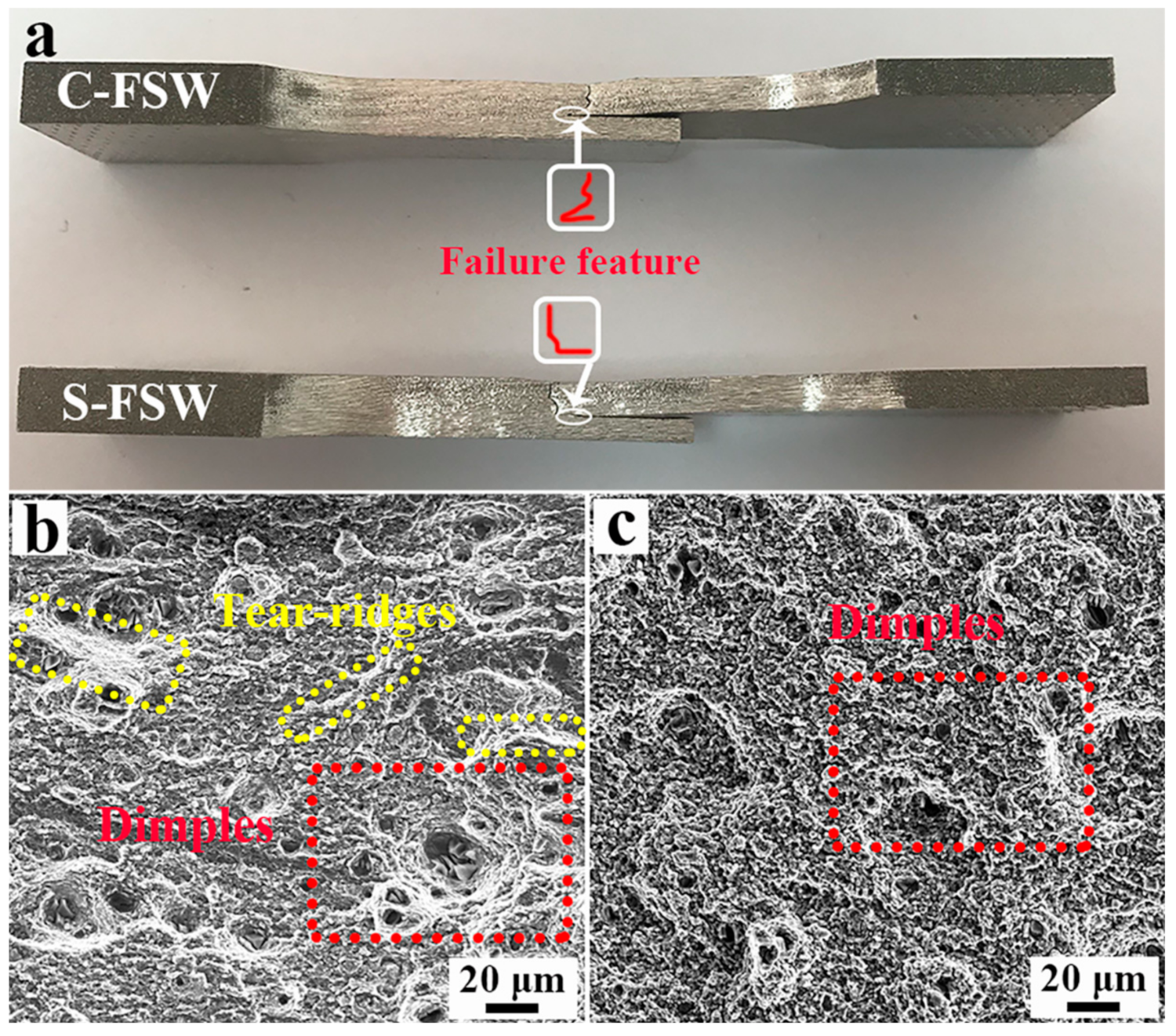
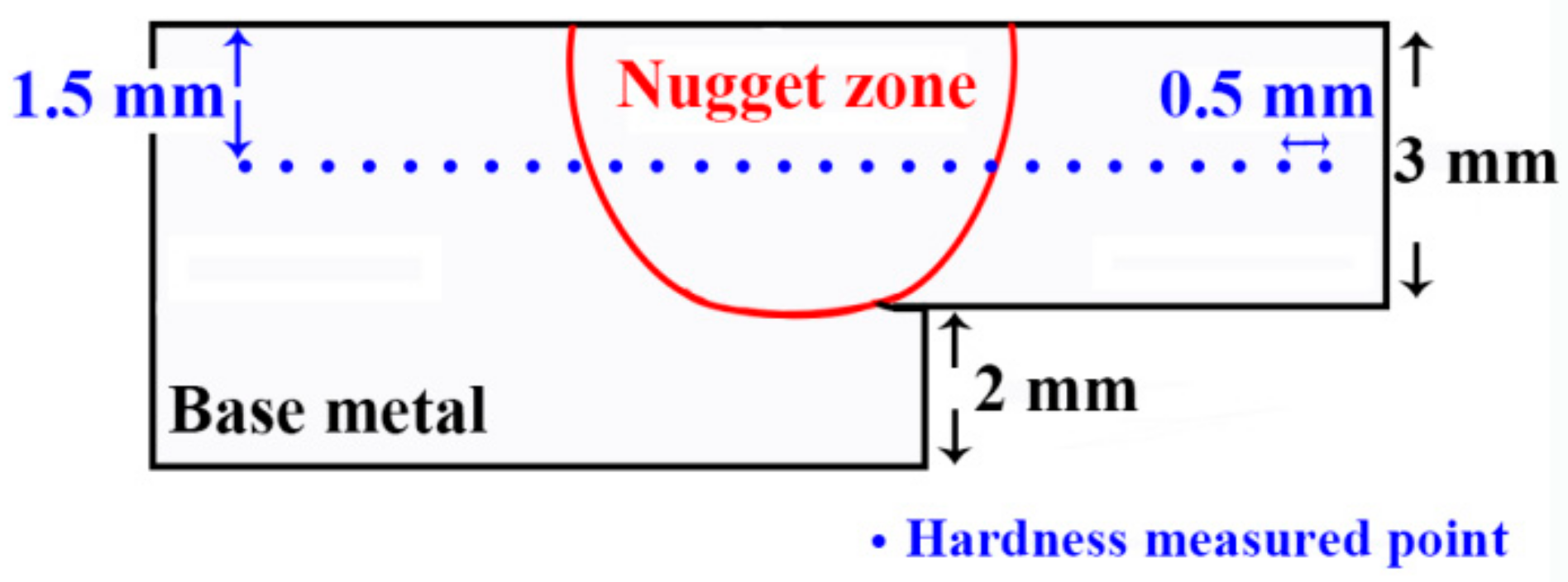
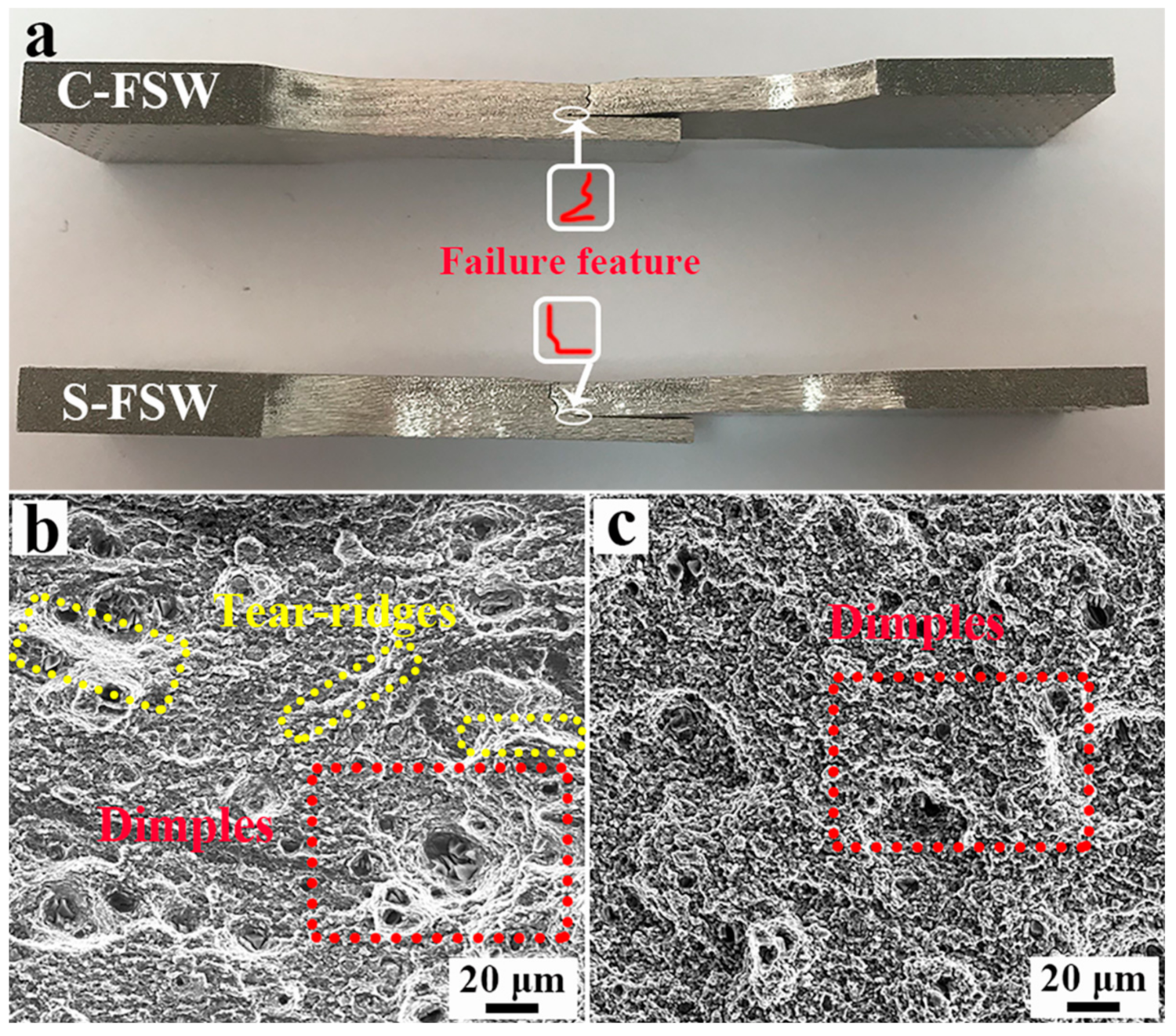
3.3. The Mechanical Characterizations of FSW Joints
4. Conclusions
- The surface of the joint became smooth by using S-FSW, and moreover, the SAZ of the S-FSW joint was eliminated. The material flow mode was changed by the application of stationary shoulder, resulting in the formation of the flat hook defect.
- Compared with C-FSW, the grain size in the NZ decreased and the coarsening of strengthening precipitates in the HAZ was inhibited owning to the lower welding heat input of S-FSW. And both the hardness and tensile strength of the S-FSW joint were enhanced in comparison to the C-FSW joint due to the finer microstructures.
- All the FSW joints got fractured inside the NZ because of hook defect, and the plasticity of the FSW joints was controlled by the shape of the hook defect. In comparison to the flat hook defect of the S-FSW joint, the sharp-angled hook defect decreased the total elongation of the C-FSW joint further.
Author Contributions
Funding
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Ji, S.D.; Meng, X.C.; Ma, L.; Gao, S.S. Vertical compensation friction stir welding assisted by external stationary shoulder. Mater. Des. 2015, 68, 72–79. [Google Scholar] [CrossRef]
- Ni, Y.; Fu, L.; Chen, H.Y. Effects of travel speed on mechanical properties of AA7075-T6 ultra-thin sheet joints fabricated by high rotational speed micro pinless friction stir welding. J. Mater. Process. Technol. 2019, 265, 63–70. [Google Scholar] [CrossRef]
- Wang, F.F.; Li, W.Y.; Shen, J.; Hu, S.Y.; Santos, J.F.D. Effect of tool rotational speed on the microstructure and mechanical properties of bobbin tool friction stir welding of Al-Li alloy. Mater. Des. 2015, 86, 933–940. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Cai, Z.H.; Zhao, J.W.; Li, J.Z. Microstructural and mechanical characterization of a dissimilar friction stir-welded AA5083-AA7B04 butt joint. J. Mater. Eng. Perform. 2017, 26, 530–539. [Google Scholar] [CrossRef]
- Liu, H.J.; Li, J.Q.; Duan, W.J. Friction stir welding characteristics of 2219-T6 aluminum alloy assisted by external non-rotational shoulder. Int. J. Adv. Manuf. Technol. 2013, 64, 1685–1694. [Google Scholar] [CrossRef]
- Li, D.X.; Yang, X.Q.; Cui, L.; He, F.Z.; Shen, H. Effect of welding parameters on microstructure and mechanical properties of AA6061-T6 butt welded joints by stationary shoulder friction stir welding. Mater. Des. 2014, 64, 251–260. [Google Scholar] [CrossRef]
- Ji, S.D.; Meng, X.C.; Liu, J.G.; Zhang, L.G.; Gao, S.S. Formation and mechanical properties of stationary shoulder friction stir welded 6005A-T6 aluminum alloy. Mater. Des. 2014, 62, 113–117. [Google Scholar] [CrossRef]
- Wen, Q.; Li, W.Y.; Wang, W.B.; Wang, F.F.; Gao, Y.J.; Patel, V. Experimental and numerical investigations of bonding inferface behavior in stationary shoulder friction stir lap welding. J. Mater. Sci. Technol. 2019, 35, 192–200. [Google Scholar] [CrossRef]
- Ji, S.D.; Li, Z.W.; Zhang, L.G.; Zhou, Z.L.; Chai, P. Effect of lap configuration on magnesium to aluminum friction stir lap welding assisted by external stationary shoulder. Mater. Des. 2016, 103, 160–170. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Wynne, B.P.; Rainforth, W.M.; Threadgill, P.L. Through-thickness crystallographic texture of stationary shoulder friction stir welded aluminum. Scr. Mater. 2011, 64, 45–48. [Google Scholar] [CrossRef]
- Wu, H.; Chen, Y.C.; Strong, D.; Prangnell, P. Stationary shoulder FSW for joining high strength aluminum alloys. J. Mater. Process. Technol. 2015, 221, 187–196. [Google Scholar] [CrossRef]
- Li, Z.W.; Yue, Y.M.; Ji, S.D.; Chai, P.; Zhou, Z.L. Joint features and mechanical properties of friction stir lap welded alclad 2024 aluminum alloy assisted by external stationary shoulder. Mater. Des. 2016, 90, 238–247. [Google Scholar] [CrossRef]
- Ji, S.D.; Li, Z.W.; Zhou, Z.L.; Zhang, L.G. Microstructure and mechanical property differences between friction stir lap welded joints using rotating and stationary shoulders. Int. J. Adv. Manuf. Technol. 2017, 90, 3045–3053. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.Y.; Liu, X.C.; Wen, Q.; Su, Y. Through-thickness microstructure and mechanical properties in stationary shoulder friction stir processed AA7075. Mater. Sci. Technol. 2019, 35, 1762–1769. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S. Elimination of tunnel defect in ultrasonic vibration enhanced friction stir welding. Mater. Des. 2016, 90, 350–358. [Google Scholar] [CrossRef]
- Li, J.Q.; Liu, H.J. Design of tool system for the external nonrotational shoulder assisted friction stir welding and its experimental validations on 2219-T6 aluminum alloy. Int. J. Adv. Manuf. Technol. 2013, 66, 623–634. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Cai, Z.H.; Zhao, J.W.; Li, J.Z. Effect of initial base metal temper on microstructure and mechanical properties of friction stir processed Al-7B04 alloy. Mater. Sci. Eng. A 2016, 650, 396–403. [Google Scholar] [CrossRef]
- Azimzadegan, T.; Serajzadeh, S. An investigation into microstructures and mechanical properties of AA7075-T6 during friction stir welding at relatively high rotational speeds. J. Mater. Eng. Perform. 2010, 19, 1256–1263. [Google Scholar] [CrossRef]
- Fuller, C.B.; Mahoney, M.W.; Calabrese, M.; Micona, L. Evolution of microstructure and mechanical properties in naturally aged 7050 and 7075 Al friction stir welds. Mater. Sci. Eng. A 2010, 527, 2233–2240. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Mishra, R.; Mahoney, M. Microstructural investigation of friction stir welded 7050-T651 aluminum. Acta Mater. 2003, 51, 713–729. [Google Scholar] [CrossRef]
- Yang, W.J.; Ding, H.; Mu, Y.L.; Li, J.Z.; Zhang, W.J. Achieving high strength and ductility in double-sided friction stir processing 7050-T7451 aluminum alloy. Mater. Sci. Eng. A 2017, 707, 193–198. [Google Scholar] [CrossRef]
- Fu, R.D.; Sun, Z.Q.; Sun, R.C.; Li, Y.; Liu, H.J.; Liu, L. Improvement of weld temperature distribution and mechanical properties of 7050 aluminum alloy butt joints by submerged friction stir welding. Mater. Des. 2011, 32, 4825–4831. [Google Scholar]
- Chen, Y.; Wang, H.; Li, H.Y.; Wang, X.Y.; Ding, H.; Zhao, J.W.; Zhang, F.H. Investigation into the dissimilar friction stir welding of AA5052 and AA6061 aluminum alloys using pin-eccentric stir tool. Metals 2019, 9, 718. [Google Scholar] [CrossRef]
- Sato, Y.S.; Urata, M.; Kokawa, H. Parameters controlling microstructure and hardness during friction-stir welding of precipitation-hardenable aluminum alloy 6063. Metall. Mater. Trans A 2002, 33, 625–635. [Google Scholar] [CrossRef]
- Yang, C.; Ni, D.R.; Xue, P.; Xiao, B.L.; Wang, W.; Wang, K.S.; Ma, Z.Y. A comparative research on bobbin tool and conventional friction stir welding of Al-Mg-Si alloy plates. Mater. Charact. 2018, 145, 20–28. [Google Scholar] [CrossRef]
- Ji, S.D.; Meng, X.C.; Li, Z.W.; Ma, L.; Gao, S.S. Experimental study of stationary shoulder friction stir welded 7N01-T4 aluminum alloy. J. Mater. Eng. Perform. 2016, 25, 1228–1236. [Google Scholar] [CrossRef]
- Chen, Y.; Jiang, Y.F.; Ding, H.; Zhao, J.W.; Li, J.Z. Effects of friction-stir processing with water cooling on the properties of an Al-Zn-Mg-Cu alloy. Mater. Sci. Technol. 2018, 34, 153–160. [Google Scholar] [CrossRef]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Influence of pre-weld temper conditions of base metal on microstructure and mechanical properties of friction stir weld joints of Al-Zn-Mg alloy 7039. Mater. Sci. Eng. A 2015, 620, 107–119. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, H.; Ding, H.; Zhao, J.W.; Zhang, F.H.; Ren, Z.H. Effect of tool pin eccentricity on the microstructure and mechanical properties of friction stir processed Al-6061 alloy. J. Mater. Eng. Perform. 2019, 28, 2845–2852. [Google Scholar] [CrossRef]
- Song, Y.B.; Yang, X.Q.; Cui, L.; Hou, X.P.; Shen, Z.K.; Xu, Y. Defect features and mechanical properties of friction stir lap welded dissimilar AA2027-AA7075 aluminum alloy sheets. Mater. Des. 2014, 55, 9–18. [Google Scholar] [CrossRef]
- Grag, A.; Bhattacharya, A. Influence of Cu powder on strength, failure and metallurgical characterization of single, double pass friction stir welded AA6061-AA7075 joints. Mater. Sci. Eng. A 2019, 759, 661–679. [Google Scholar] [CrossRef]
- Hao, H.L.; Ni, D.R.; Huang, H.; Wang, D.; Xiao, B.L.; Nie, Z.R.; Ma, Z.Y. Effect of welding parameters on microstructure and mechanical properties of friction stir welded Al-Mg-Er alloy. Mater. Sci. Eng. A 2013, 559, 889–896. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Cr | Fe | Si | Mn | Al |
|---|---|---|---|---|---|---|---|
| 5.1–6.1 | 2.1–2.9 | 1.2–2.0 | 0.2–0.3 | <0.5 | <0.4 | <0.3 | Bal. |
| Samples | Yield Strength, YS (MPa) | Ultimate Tensile Strength, UTS (MPa) | Total Elongation, TE (%) |
|---|---|---|---|
| BM | 498 ± 5 | 556 ± 5 | 18.2 ± 0.8 |
| C-FSW | 264 ± 8 | 404 ± 11 | 5.1 ± 0.4 |
| S-FSW | 302 ± 3 | 445 ± 7 | 7.6 ± 0.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Li, H.; Wang, X.; Ding, H.; Zhang, F. A Comparative Investigation on Conventional and Stationary Shoulder Friction Stir Welding of Al-7075 Butt-Lap Structure. Metals 2019, 9, 1264. https://doi.org/10.3390/met9121264
Chen Y, Li H, Wang X, Ding H, Zhang F. A Comparative Investigation on Conventional and Stationary Shoulder Friction Stir Welding of Al-7075 Butt-Lap Structure. Metals. 2019; 9(12):1264. https://doi.org/10.3390/met9121264
Chicago/Turabian StyleChen, Yu, Huaying Li, Xiaoyu Wang, Hua Ding, and Fenghe Zhang. 2019. "A Comparative Investigation on Conventional and Stationary Shoulder Friction Stir Welding of Al-7075 Butt-Lap Structure" Metals 9, no. 12: 1264. https://doi.org/10.3390/met9121264
APA StyleChen, Y., Li, H., Wang, X., Ding, H., & Zhang, F. (2019). A Comparative Investigation on Conventional and Stationary Shoulder Friction Stir Welding of Al-7075 Butt-Lap Structure. Metals, 9(12), 1264. https://doi.org/10.3390/met9121264