Removal of Phosphorus from High-Phosphorus Manganese Ores by Ammonia-Ammonium Carbonate Leaching Method

College of Materials Science and Engineering, Chongqing University, Chongqing 400030, China
*
Author to whom correspondence should be addressed.
Metals 2019, 9(12), 1354; https://doi.org/10.3390/met9121354
Submission received: 13 November 2019
/
Revised: 9 December 2019
/
Accepted: 12 December 2019
/
Published: 16 December 2019
(This article belongs to the Special Issue Separation and Leaching for Metals Recovery)
Abstract
:High-phosphorus manganese ores provide an important source of manganese, which is regarded as an irreplaceable material in the steel industry. The ammonia-ammonium carbonate leaching method was proposed for the removal of phosphorus and extracting manganese from high-phosphorus manganese ore, both effectively and environmentally. To explore the dissolution behavior of phosphorus and manganese in the ammonia-ammonium carbonate solution, the effect of the ammonia-to-ammonium carbonate concentration ratio, the leaching temperature, and the liquid-to-solid ratio on manganese extraction and dephosphorization rate were investigated. In addition, the composition of precipitated manganiferous sample, which was obtained from high-phosphorus manganese ores by ammonia-ammonium carbonate leaching process, was also studied. The results indicated that more than 99.2% phosphorus was removed and more than 83.5% of manganese was extracted by ammonia-ammonium carbonate leaching under the following conditions: ammonia to ammonium carbonate concentrations: 14:2 mol/L; liquid/solid ratio: 5:1 mL/g; leaching temperature: 25 °C; The precipitated manganiferous sample has little impurities, Mn% is 44.12%, P% is 0.02%, P/Mn = 0.00045.
1. Introduction
Phosphorus is a harmful element for most types of steel, and its presence in iron sharply deteriorates the plasticity, toughness, and weldability of steel [1,2,3]. Steelmaking process has strict requirements on the phosphorus content of raw materials. As the main raw material for smelting, ferro-manganese alloy manganese ore is massively used as a deoxidizer and alloy additive in steelmaking. High phosphorus content of manganese ore will lead to the quality of ferro-manganese alloy cannot meet the specification for steelmaking. Large quantities of high-phosphorus manganese ores have been treated as waste. These high-phosphorus manganese ores not only occupy a large amount of land, but also pollute the soil and water due to the infiltration of harmful elements in the minerals [4,5]. Therefore, finding out an effective method of making use of thesehigh-phosphorus manganese ore is meaningful for resource utilization and environmental protection.
Removal of phosphorus is the key factor in treating these high-phosphorus manganese ore resources. Several methods have been developed for phosphorus removal, such as magnetic separation, acid leaching, ammonia-ammonium carbonate leaching, etc.
Magnetic separation is a method to remove phosphorus and improve manganese grade of high-phosphorus manganese ore, and it relies on a differences in magnetic susceptibility of manganese and phosphorus [6]. Hu studied the high gradient magnetic separation technology for treatment with high phosphorus manganese ores from Huayuan, manganese ore grade improved from 23.60% to 27.50%, while the phosphorus content reduced from 0.17% to 0.14% [7]. Su studied magnetic separation–flotation method to separate manganese from high phosphorus manganese ores from Hubei, where manganese ore grade improved from 19.08% to 30.04%, while the phosphorus content reduced from 2.48% to 0.12% [8]. A portion of phosphorus can be removed by magnetic separation, but this method cannot remove phosphorus completely. Because the phosphorus-bearing minerals were intimately intermixed in the fine size in high-phosphorus manganese ores, it was hard to separate manganese oxides and phosphorouscontaining phase by magnetic separation.
Acid leaching is a method to remove phosphorus and improve manganese grade of high-phosphorus manganese ore, and it relies on a difference in acid solubility of manganese and phosphorus. Phosphorus in manganese ore occurs as apatite, which is soluble in acid solution, while manganese oxides are insoluble, so that phosphorus can be removed from high-phosphorus manganese ore by acid leaching. S. B. Kanungo investigated acid leaching high-phosphorus braunite ores (mainly of Mn2O3) and found their phosphorus content reduced to 70% to 90% [9,10]. Zhang studied magnetic separation-acid leaching of high-phosphorus rhodochrosite ores (mainly of MnCO3), manganese ore grade improved from 19.83% to 40.15%, while the phosphorus content reduced from 0.31% to 0.15% [11]. However, there are some problems with the acid leaching method. In addition to phosphorous, many other acid soluble substances, such as CaCO3 and MgCO3 are dissolved in acid solution, and the complex composition of waste liquid makes it difficult to dispose. The discharge of phosphorous-containing wastewater may cause environmental problems [12].
Ammonia-ammonium carbonate leaching is another method to remove phosphorus and improve the manganese grade of high-phosphorus manganese ore. In ammonia-ammonium carbonate leaching process, manganese and manganese monoxide can be dissolved as manganese amine complexes, but phosphorus and other impurities are insoluble in ammonia-ammonium carbonate solution, thus, phosphorus and other impurities can be separated with manganese. The flow sheet of ammonia-ammonium carbonate leaching process is shown in Figure 1. Manganese ores were roasted for converting MnO2 and MnCO3 into MnO, MnO was then leached in the ammonia-ammonium carbonate solution as manganese amine complexes. By evaporating the leachate, the carbamate complexes were decomposed into MnCO3 and NH3. The MnCO3 is precipitated from the leachate and NH3 is completely absorbed by water. Leaching agent can be recycled and barely wastewater is generated making this process environmentally.
In recent years, due to its lower toxicity, easier recovery and better selectivity, ammonia-ammonium carbonate leaching has been looked upon as a possible option for extracting manganese by researchers [13]. The literature review of ammonia-ammonium carbonate leaching is present in Table 1.
The ammonia-ammonium carbonate leaching was studied for steel slags to extract manganese. The U.S. Bureau of Mines investigated ammonia-ammonium carbonate leaching method to recover manganese from open-hearth slag, and manganese was dissolved as its amine complexes. By distilling the ammonia out of the solution, the manganese amine complexes were precipitated from the ammoniacal solution as insoluble manganese carbonate salts [14]. Mcintosh and Baglin investigated the ammonia leaching method to recover manganese from several BOF (basic oxygen furnace) slags, the investigation showed that about 80% of the manganese could be extracted [15]. The ammonia-ammonium carbonate leaching was also studied for high-phpsphorus manganese ores to extract manganese. Chen investigated ammonia-ammonium carbonate leaching of high-iron manganese ore to extract manganese, and manganese extraction reached 59.9% to 64.8% [16]. Chen and Yi studied the ammonia-ammonium carbonate leaching of low-grade manganese ore to extract manganese, and the results indicated that ammonia to ammonium carbonate concentration ratio, leaching temperature, liquid to solid ratio and leaching time had a significant influence on manganese extraction [17]. As mentioned above, the research focuses on the extraction of manganese from steel slags, high-iron manganese ores, or low-grade manganese ores. However, little study has been reported for ammonia-ammonium carbonate leaching of high-phosphorus manganese ores. Especially, the separation effect of phosphorus and manganese is not clear about the treatment in high-phosphorus manganese ores by ammonia-ammonium carbonate leaching method.
To explore the dissolution behavior of phosphorus and manganese from high-phosphorus manganese ore by the ammonia-ammonium carbonate leaching, in this paper, we studied the phosphorus and manganese leaching efficiency in ammonia-ammonium carbonate solution. The effect of ammonia to ammonium carbonate concentration ratio, leaching temperature and the liquid to solid ratio on manganese leaching efficiency and phosphorus leaching efficiency were discussed. In addition, the composition of precipitated manganiferous sample, which is obtained by ammonia-ammonium carbonate leaching was detected.
2. Material and Experimental Procedure
2.1. Materials
The manganese ore sample used in this study was obtained from Sichuan Province, China. The chemical composition was determined by X-ray fluorescence (XRF) analysis (Shimazu XRF-1800, Kyoto, Japan). The chemical analysis of manganese ore sample is listed in Table 2. The mass fraction of manganese and phosphorus is 17.83%, and 0.4%, respectively, P/Mn = 0.224, the result reveals the material is a typical high-phosphorus manganese ore. The phase analysis of high-phosphorus manganese ore was characterized via X-ray diffraction (XRD) (Shimazu XRD-6000, Japan). The XRD pattern was shown in Figure 2. The XRD pattern shows the ore is mainly composed by rhodochrosite, dolomite, ankerite and a small quantity of quartz.
2.2. Experimental
As shown in Figure 1, the ammonia-ammonium carbonate leaching process mainly include roasting, ammonia-ammonium carbonate leaching and evaporation. In order to investigate the separation effect of manganese and phosphorus in ammonia-ammonium carbonate leaching process, the experiments of roasting, ammonia-ammonium carbonate leaching, and evaporation were conducted.
2.2.1. Roasting Procedure
Roasting of the high-phosphorus manganese ore sample was carried out in a tube type resistance furnace. In each test, 100 g high-phosphorus manganese ore sample was put in an alundum crucible and the alundum crucible was heated at 650 °C for 1 h under a flow of nitrogen. The sketch of tube type resistance furnace is shown as Figure 3. To prevent manganese monoxide from being oxidized, the nitrogen gas was passed into the furnace as the heating process began. Cooling was also conducted under a nitrogen gas flow.
2.2.2. Leaching Procedure
A sum of 50 g roasted sample was leached in a three-neck spherical glass reactor at atmospheric pressure. The three-neck spherical glass reactor equipped with a mechanical stirrer, a temperature control unit and a cooler, the reactor is shown in Figure 4. Specific concentration of ammonia-ammonium carbonate solution was placed into the three-neck spherical glass reactor. When the desired stirring speed and reaction temperature were attained, 50 g roasted product was added to the ammonia-ammonium carbonate solution. After leaching for a certain time, the mixture is filtered. Manganese and phosphorus in residue was detected by perchloric acid ammonium ferrous sulfate titration and bismuth-phosphomolybdenum blue spectrophotometric method, respectively [18].
This paper focuses on exploring the behavior of P and Mn in ammonia-ammonium carbonate leaching process. Ammonia to ammonium concentration, leaching temperature and liquid to solid ratio were employed as the variables in this leaching experiment. Because ammonia to ammonium concentration, leaching temperature, and the liquid to solid ratio have a significant influence on metal extraction [17,19,20,21]. Table 3 listed the experimental conditions to examine the effect of ammonia to ammonium concentration (14:0 to 14:3), leaching temperature (15 °C to 55 °C), and liquid to solid ratio (3:1 to 8:1) on the extraction of manganese and phosphorus. The leaching of manganese and phosphorus are primary indicators to evaluate the separation effect of manganese and phosphorus.
The leaching efficiency of Mn was calculated by the follow formula:
—manganese efficiency, %; —manganese mass fraction in residue, %; —mass of residue, g; —mass of raw material, g.
The leaching efficiency of P was calculated by the follow formula:
—phosphorus efficiency, %; —phosphorus mass fraction in residue, %; —mass of residue, g; —mass of raw material, g.
The dephosphorization rate was calculated by the follow formula:
—dephosphorization rate, %; —phosphorus recovery, %.
2.2.3. Evaporation Procedure
The separation effect of P and Mn can also be evaluated according to the chemical composition of precipitated manganiferous sample obtained by evaporation. After leaching for a certain time, the mixture is filtered. The leachate was heat by magnetic stirrer with a temperature controller at 90 °C in 30 min. The magnetic stirrer is shown as Figure 5. The main reaction during evaporation is shown as Equation (4). The composition of the precipitated manganiferous sample was detected by XRF and XRD analysis. It should be noted that the precipitated manganiferous sample is the final product of the ammonia-ammonium carbonate leaching process.
3. Results and Discussion
3.1. The Phases of Roasted Sample
The X-ray diffraction (XRD) patterns of roasted product are shown in Figure 6. Compared with Figure 2, it revealed manganese carbonate was converted into manganese monoxide by roasting. Dolomite, ankerite and quartz remain as impurities in roasted sample. The main reaction in roasting process can be expressed as Equation (5). The phase analysis indicated the roasted sample can be used in the following leaching proess.
3.2. Effect of the Ammonia to Ammonium Carbonate Concentration Ratio on Mn and P Leaching Efficiency
The effect of ammonia to ammonium carbonate concentration ratio on Mn leaching efficiency is shown in Figure 7. Mn extraction is only 4.8% and 5.3% in 14 mol/L pure ammonia solution and in 3 mol/L pure ammoinium carbonate solution, respectively. Keeping the concentration of ammonia of 14 mol/L, and increasing ammonium carbonate concentration from 0 to 2.5 mol/L, Mn extraction increases quickly from 4.8% to 82.2%. The results indicated that Mn leaching efficiency was greatly affected by ammonia to ammonium carbonate concentration ratio. The MnO was difficult to dissolve in pure ammonia or pure ammonium carbonate solution, while it dissolved easily in ammonia-ammonium carbonate solution. This result is consistant with Mcintosh [15] and Bingöl [21].
The effect of ammonia to ammonium carbonate concentration ratio on pH of solution is shown in Figure 8a. 14 mol/L pure ammonia solution and 3 mol/L pure ammonium carbonate solution has a pH of 12.6 and 9.2, respectively. Keeping the solution at an ammonia concentration of 14 mol/L, increasing ammonium carbonate concentration from 0.5 mol/L to 2.5 mol/L, the pH of the solution slightly changed from 10.5 to 10.3. This is because the mixture of ammonia and ammonium carbonate formed a buffer solution, and the pH of buffer solution changes slowly during leaching (±0.5) [22,23]. Yu studied the Eh-pH of Mn-NH3-H2O, and he found the manganese amine complexes were stable when the pH of solution in the range of 8.2 to 10.8 [24]. The Eh-pH of Mn-NH3-H2O is shown in Figure 8b. The pH of ammonia-ammonium carbonate solution in the experiment was in the range of 10.3 to 10.5, this was the reason why MnO can be easily dissolved in ammonia-ammonium carbonate solution.
As shown in Figure 7, the P extraction was less than 1% under all experimental conditions. The results indicated that P was hardly to be dissolved in ammonia-ammonium carbonate solution. The P in the high-phosphorus exsited in the form of Ca3(PO4)2. During ammonia-ammonium carbonate leaching, Ca3(PO4)2 cannot react with NH3(CO3)2 to produce soluble ammonium phosphate. Due to the fact that the solubility product constant (Ksp) of Ca3(PO4)2 (, at 25 °C) is much smaller than Ksp of CaCO3 (, at 25 °C) [25]. Therefore, the solubility of P is quite low in ammonia-ammonium carbonate solution.
In a word, the Mn extraction is much higher than P extraction under all experimental conditions so that it is feasible to separate Mn with P by ammonia-ammonium carbonate leaching. It seems the solution with ammonia to ammonium carbonate concentration ratio as 14:2 is suitable for extracting Mn and removing P.
3.3. Effect of Leaching Temperature on Mn and P Leaching Efficiency
Leaching temperature has important effect on Mn and P leaching rate as shown in Figure 9. Mn extraction increases from 78.5% to 83.5% when leaching temperature rises from 15 °C to 25 °C. When leaching temperature is more than 25 °C, Mn extraction obviously decreases.
The leaching reaction is shown as Equation (6). The leaching reaction is exothermic, increasing temperature is not conducive to the leaching reaction [26]. In addition, the volatility of NH3 increases with temperature increasing. The small mount loss of NH3 decreased the stability of manganese amine complexes so that manganese carbonate was precipitated out of the solution [27]. The precipitated manganese carbonate entered the residue resulted in lowering the Mn extraction. Leaching temperature over 25 °C is unfavorable to extract Mn.
The P extraction increases with leaching temperature increases. When leaching temperature increases from 15 °C to 35 °C, P extraction slightly increases from 0.83% to 0.92%. When leaching temperature above 35 °C, P extraction increases significantly from 0.92% to 1.61%. Devuyst studied the solubility of phosphate in the ammonia-ammonium carbonate solution, and he found solubility of phosphate was very low below 35 °C, while, phosphate solubility increased rapidly with increasing temperature [27]. The results indicated that the increasing of the leaching temperature will lead to more phosphorus entering the solution, resulting in incomplete separation of phosphorus and manganese. Elevating the leaching temperature over 25 °C is unfavorable to extract Mn and remove P, ammonia-ammonium carbonate leaching process can be conducted at 25 °C.
3.4. Effect of Liquid to Solid Ratio on Mn and P Leaching Efficiency
The effect of liquid to solid ratio on the Mn extraction was investigated in the range of 3:1~8:1. Kept the amount of solid constant, and liquid volume was changed to obtain the desired liquid to solid ratio during the experiments.
The results are presented in Figure 10. The Mn extraction increases from 56.2% to 81.3% with liquid/solid ratio increases from 3:1 to 5:1. Continue to increase the liquid-solid ratio from 5:1 to 8:1, Mn extraction almost unchanged.
Under the condition of a fixed ammonia and ammonia carbonate concentration, the increases of liquid to solid ratio means more ammonia and ammonium ions in the solution, resulting in increasing the probability of leaching reaction. However, too much liquid will lower the manganese concentration in the solution, which is detrimental to the precipitation of manganese carbonate in the subsequent evaporation procedure [28]. The P extraction increases with liquid to solid ratio increases from 3:1 to 8:1. Increases liquid to solid ratio lead to more P enters the ammonia-ammonium carbonate solution. To maximize the recovery of Mn and reduce the dissolution of P, the suitable liquid to solid ratio is selected to be 5:1.
3.5. The Composition of Precipitated Manganiferous Sample
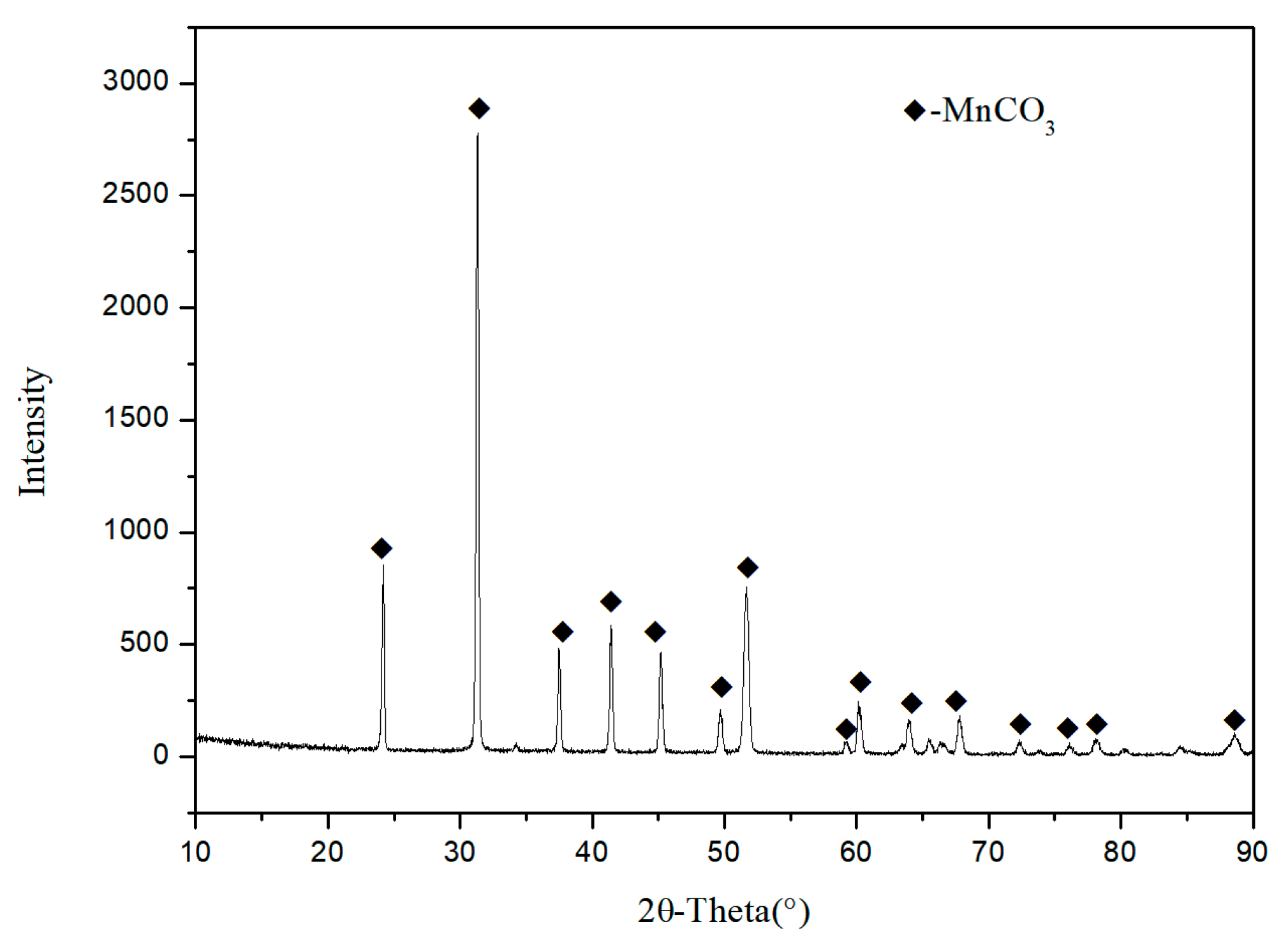
The separation effect of P and Mn can be evaluated according to the chemical composition of precipitated manganiferous sample obtained by evaporation. The phase and chemical composition of the precipitated manganiferous sample is shown in Figure 11, and Table 4, respectively.
The precipitated manganiferous sample is the final product of ammonia-ammonium carbonate leaching, and it is mainly composed of MnCO3 (MnCO3% is 92.25%, Mn% is 44.12%). There is little impurities in the precipitated manganiferous sample (P% is 0.02%, P/Mn = 0.00045). A very small fraction of the P had gone into manganese product, the vast majority of P (more than 99.2%) had been removed. The results indicated that ammonia-ammonium carbonate leaching has good separation effect of phosphorus and manganese.
4. Conclusions
The ammonia-ammonium carbonate leaching method was investigated to remove phosphorus from high-phosphorus manganese ores. The dissolution behavior of phosphorus and manganese in the ammonia-ammonium carbonate solution was explored. The effects of ammonia to ammonium carbonate concentration ratio, leaching temperature and the liquid to solid ratio on manganese extraction and dephosphorization rate were discussed. Moreover, the composition of precipitated manganiferous sample obtained by evaporation was detected. Based on the lab-scale experimental study, the following conclusions can be arrived at:
(1) The ammonia-ammonium carbonate leaching method is an effective way to remove phosphorus and extract manganese for high-phosphorus manganese ores. More than 83.5% of manganese could be extracted and more than 99.2% of phosphorus could be removed from high-phosphorus manganese ores by ammonia-ammonium carbonate leaching.
(2) The ammonia to ammonium carbonate concentration ratio, liquid to solid ratio and leaching temperature appear to be critical process parameters when ammonia-ammonium carbonate leaching method was used to remove phosphorus from high-phosphorus manganese ores. The appropriate leaching conditions is ammonia to ammonium carbonate concentrations ratio: 14:2; liquid to solid ratio: 5:1 mL/g; leaching temperature: 25 °C.
(3) Manganese product achieved by ammonia-ammonium carbonate leaching has little impurity, its main component is MnCO3, MnCO3% is 92.25%, Mn% is 44.12%, P% is 0.02%, P/Mn = 0.00045.
This work has laid the foundation for the industrial application of ammonia-ammonium carbonate leaching and provided new insight in to treat with high-phosphorus manganese ores. The NH3 can be recycled into leaching process and barely wastewater is generated making ammonia-ammonium carbonate leaching method environment-friendly. The future research will focus on carrying out larger scale experiments on ammonia-ammonium carbonate leaching.
Author Contributions
Z.T. contributed in research and wrote the paper; X.L. contributed in the review and editing; Y.W. and C.W. contributed in resources.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare they have no conflict of interest.
References
- Kanungo, S.; Mishra, S. Dephosphorization of high-phosphorous manganese ores from Andhra Pradesh and southern Orissa, India, by roasting. Min. Metall. Explor. 2000, 17, 37–40. [Google Scholar] [CrossRef]
- Wu, W.; Dai, S.F.; Liu, Y. Dephosphorization stability of hot metal by double slag operation in basic oxygen furnace. J. Iron Steel Res. Int. 2017, 24, 908–915. [Google Scholar] [CrossRef]
- Zhu, D.Q.; Wang, H.; Pan, J.; Yang, C.C. Influence of Mechanical Activation on Acid Leaching Dephosphorization of High-phosphorus Iron Ore Concentrates. J. Iron Steel Res. Int. 2016, 23, 661–668. [Google Scholar] [CrossRef]
- Mani, K.; Subrahmanyam, D. Utilisation of low grade/off grade ores and mine waste. Proc. Indian Natn. Sci. Acad. A 1984, 50, 509–522. [Google Scholar]
- Naik, P.; Reddy, P.; Misra, V. Flock flotation studies of ultra fine siliceous manganese ore by linear orthogonal saturated design. J. Min. Metall. A Min. 2005, 41, 11–25. [Google Scholar]
- Wu, Y.; Shi, B.; Ge, W.; Yan, C.J.; Yang, X. Magnetic Separation and Magnetic Properties of Low-Grade Manganese Carbonate Ore. JOM 2015, 67, 361–368. [Google Scholar] [CrossRef]
- Hu, Y.P.; Xu, X.M. Study on high gradient magnetic separation of phosphorus removal from microparticle rhodophanite. Youse Jinshu Gongcheng 1989, 4, 49–54. [Google Scholar]
- Su, E.Q. Study on manganese enrichment and phosphorus reduction by mechanical beneficiation of manganese ore with high phosphorus content. China’s Manganese Ind. 1990, 6, 8–12. [Google Scholar]
- Kanungo, S.; Sant, B. Dephosphorization of phosphorus-rich manganese ores by selective leaching with dilute hydrochloric acid. Int. J. Miner. Process. 1981, 8, 359–375. [Google Scholar] [CrossRef]
- Kanungo, S.; Mishra, S. Reduction of phosphorus content of certain high phosphorus manganese ores of india by roasting with sodium chloride followed by leaching in acid medium. I: Statistical design of roasting experiments. Trans. Indian Inst. Met. 2002, 55, 81–89. [Google Scholar]
- Zhang, Y. Study on phosphorus enrichment and phosphorus reduction in huayuan type high phosphorus manganese ore. China’s Manganese Ind. 1992, 6, 12–16. [Google Scholar]
- Fei, T.; Luo, S.; Mu, W.; Lei, X.; Xin, H.; Zhai, Y.; Dai, Y. Manganese Extraction from Low-Grade Pyrolusite by Roasting with H2SO4. JOM 2018, 70, 2008–2014. [Google Scholar]
- Radmehr, V.; Koleini, S.M.J.; Khalesi, M.R.; Mohammadi, M.R.T. Ammonia Leaching: A new approach of copper industry in hydrometallurgical processes. J. Inst. Eng. (India) Ser. D 2013, 94, 95–104. [Google Scholar] [CrossRef]
- Heindl, R.; Ruppert, J.; Skow, M.; Conley, J. Manganese from Steel-Plant Slags by a Lime-Clinkering and Carbonate-Leaching Process: Part I, Lab. Development (in Two Parts). BuMines Rep. Inv. 1955, 5124, 23–61. [Google Scholar]
- Mcintosh, S.N.; Baglin, E.G. Recovery of Manganese from Steel Plant Slag by Carbamate Leaching; US Department of the Interior, Bureau of Mines: Washington, DC, USA, 1992.
- Chen, J.B. Reduction roasting and ammonia leaching of high-iron manganese ore from Zunyi. China’s Manganese Ind. 1995, 13, 38–43. [Google Scholar]
- Chen, Y.M.; Yi, B.B. The theory and practice of ammonia leaching in the treatment of low-grade manganese. J. Wuhan Univ. Technol. 2004, 13, 100–105. [Google Scholar]
- Liu, Y.; Lin, Q.; Li, L.; Fu, J.; Zhu, Z.; Wang, C.; Qian, D. Study on hydrometallurgical process and kinetics of manganese extraction from low-grade manganese carbonate ores. Int. J. Min. Sci. Technol. 2014, 24, 567–571. [Google Scholar] [CrossRef]
- Baba, A.A.; Ghosh, M.K.; Pradhan, S.R.; Rao, D.S.; Baral, A.; Adekola, F.A. Characterization and kinetic study on ammonia leaching of complex copper ore. Trans. Nonferrous Met. Soc. China 2014, 24, 1587–1595. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, Z.; Li, Q.; Cao, Z.; Yang, T. Dissolution behavior of willemite in the (NH4)2SO4–NH3–H2O system. Hydrometallurgy 2012, 125–126, 50–54. [Google Scholar] [CrossRef]
- Bingöl, D.; Canbazoğlu, M.; Aydoğan, S. Dissolution kinetics of malachite in ammonia/ammonium carbonate leaching. Hydrometallurgy 2005, 76, 55–62. [Google Scholar] [CrossRef]
- Langeloth, M.; Chiku, M.; Einaga, Y. Anodic stripping voltammetry of zinc at boron-doped diamond electrodes in ammonia buffer solution. Electrochim. Acta 2010, 55, 2824–2828. [Google Scholar] [CrossRef]
- Ding, Z.; Yin, Z.; Hu, H.; Chen, Q. Dissolution kinetics of zinc silicate (hemimorphite) in ammoniacal solution. Hydrometallurgy 2010, 104, 201–206. [Google Scholar] [CrossRef]
- Dian, Y. Application of EH-pH of Cu-NH3-H2O, Fe-NH3-H2O and Mn-NH3-H2O in hydrometallurgical process. Chongqing Shifan Daxue Xuebao Ziran Kexueban 1991, 2, 004. [Google Scholar]
- Li, H.Y.; Wang, K.; Hua, W.-H.; Yang, Z.; Zhou, W.; Xie, B. Selective leaching of vanadium in calcification-roasted vanadium slag by ammonium carbonate. Hydrometallurgy 2016, 160, 18–25. [Google Scholar] [CrossRef]
- Mei, X.C.; Tang, X.M. Summary of production process of chemical manganese dioxide abroad. China’s Manganese Ind. 1984, 2, 39–43. [Google Scholar]
- Devuyst, E. Reductive Dissolution of Goethite and Pyrolusite in Alkaline Solution. Ph.D. Thesis, University of British Columbia, Vancouver, BC, Canada, 1970. [Google Scholar]
- Li, C.; Li, H.-Y.; Tu, C.-B.; Zhang, T.; Fang, H.-X.; Xie, B. Selective extraction of vanadium from the APV-precipitated waste water. In REWAS 2013; Springer: Berlin/Heidelberg, Germany, 2013; pp. 302–308. [Google Scholar]
Figure 1.
Flow sheet of ammonia-ammonium carbonate leaching process.

Figure 2.
X-ray diffraction (XRD) pattern of high-phosphorus manganese ore.

Figure 3.
Sketch of tube furnace: 1—gas bottle; 2—reducing valve; 3—flowmeter; 4—thermocouple; 5—crucible; 6—vertical electro-thermal furnace; 7—temperature controller.
Figure 3.
Sketch of tube furnace: 1—gas bottle; 2—reducing valve; 3—flowmeter; 4—thermocouple; 5—crucible; 6—vertical electro-thermal furnace; 7—temperature controller.
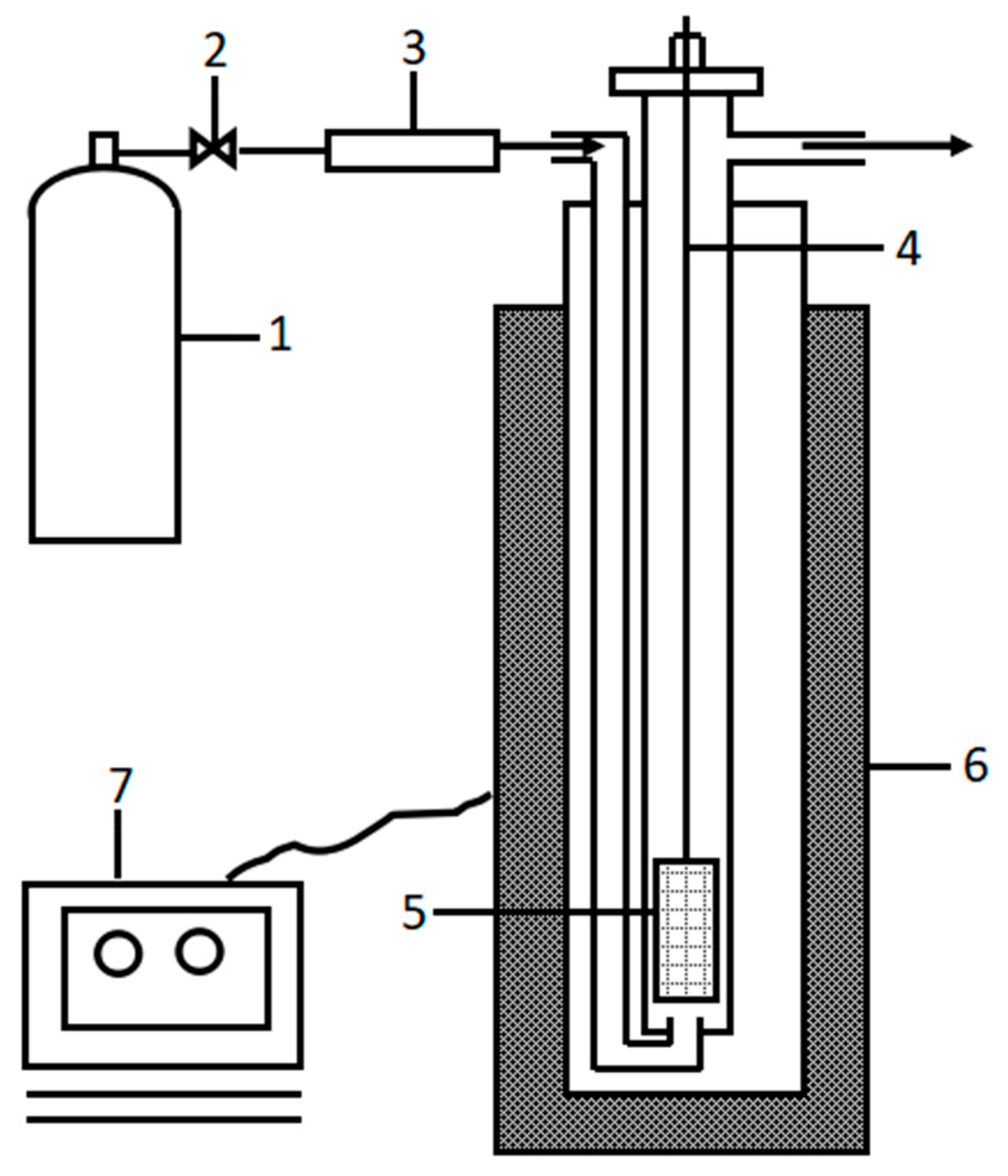
Figure 4.
Sketch of leaching reactor: 1—mechanical stirrer, 2—cooler, 3—three-neck spherical glass reactor, 4—temperature control unit, 5—iron shelf, 6—themometer.
Figure 4.
Sketch of leaching reactor: 1—mechanical stirrer, 2—cooler, 3—three-neck spherical glass reactor, 4—temperature control unit, 5—iron shelf, 6—themometer.
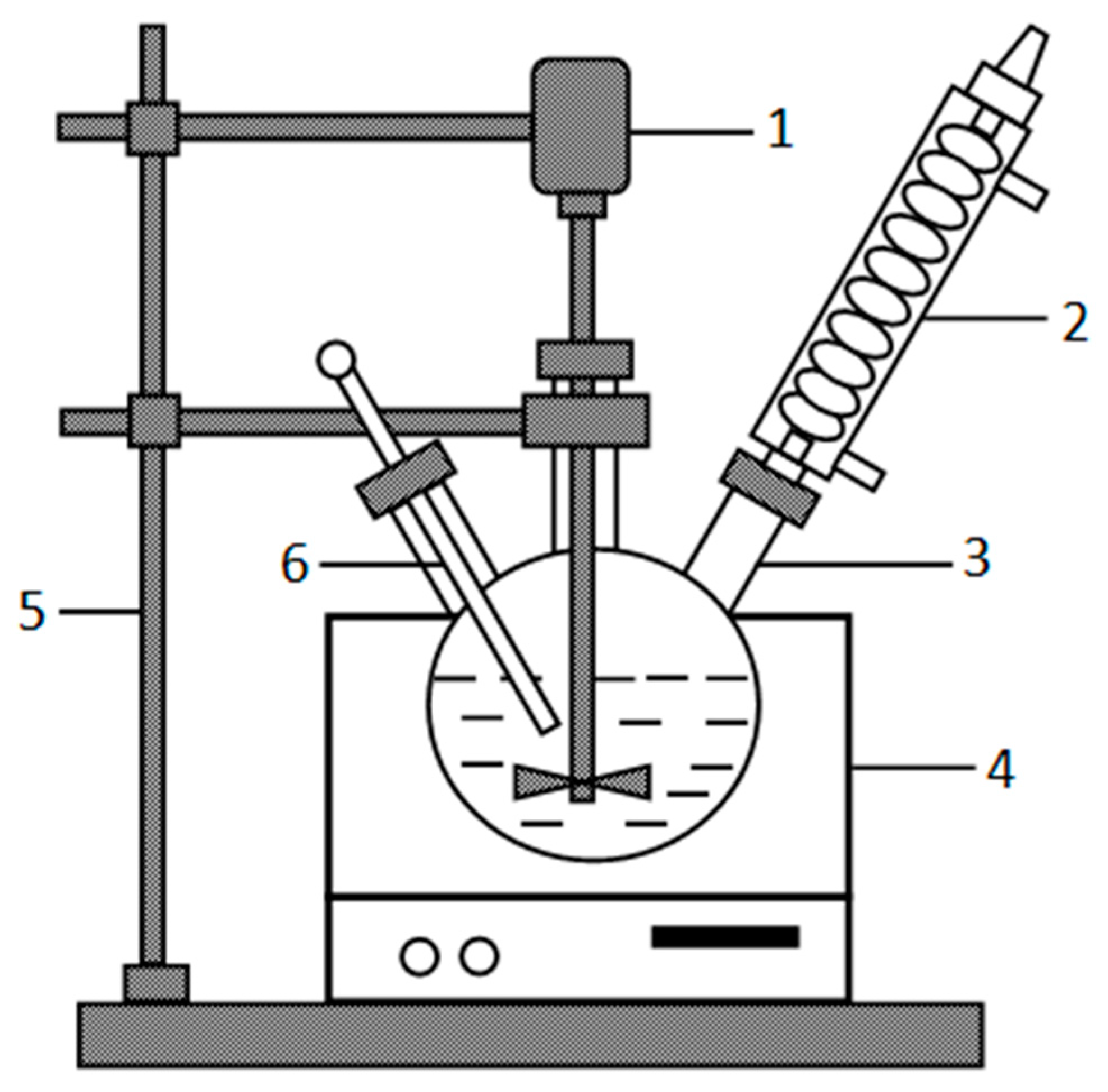
Figure 5.
Sketch of evaporation reactor: 1—magnetic stirrer, 2—thermocouple, 3—leachate, 4—water.
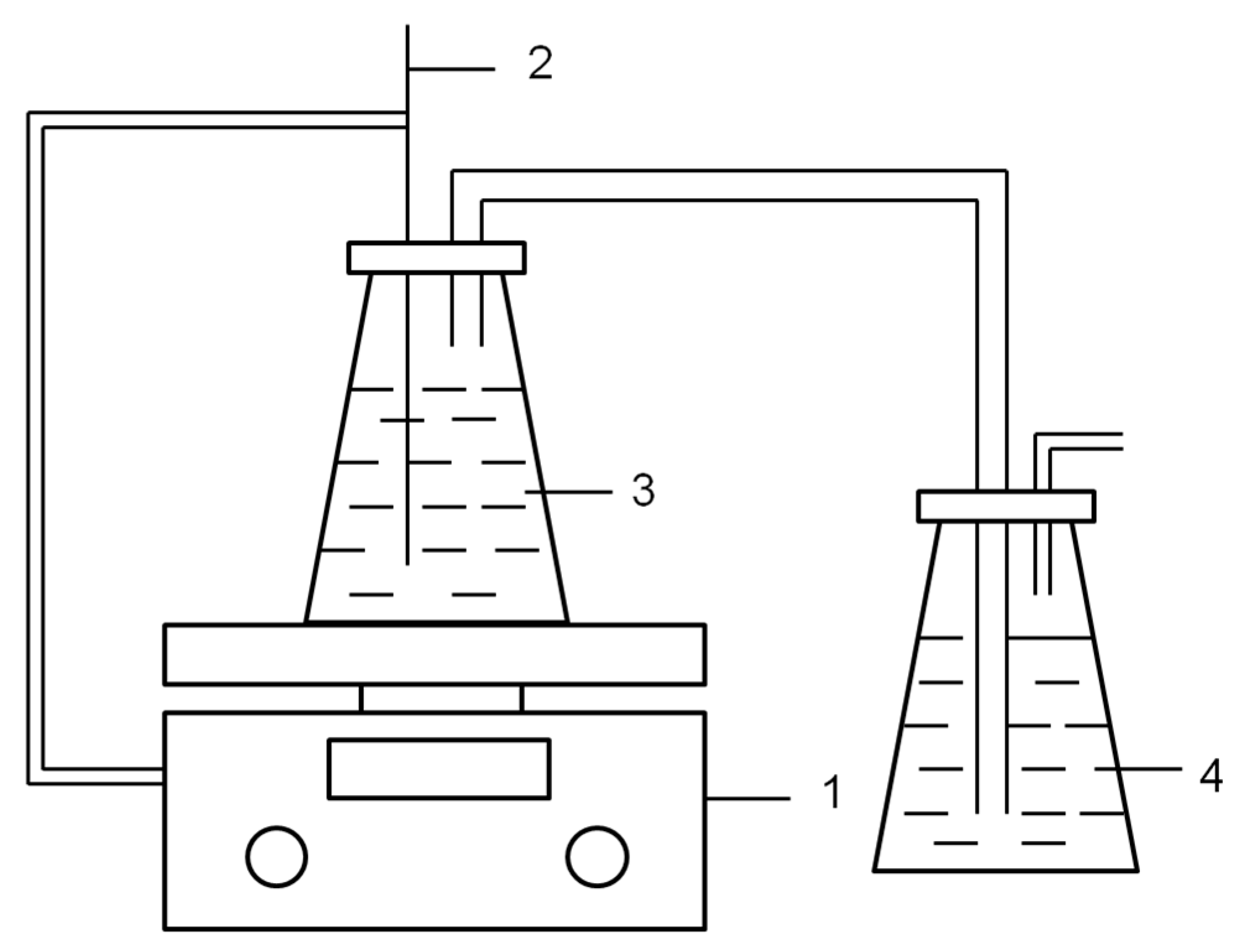
Figure 6.
XRD pattern of roasted product.
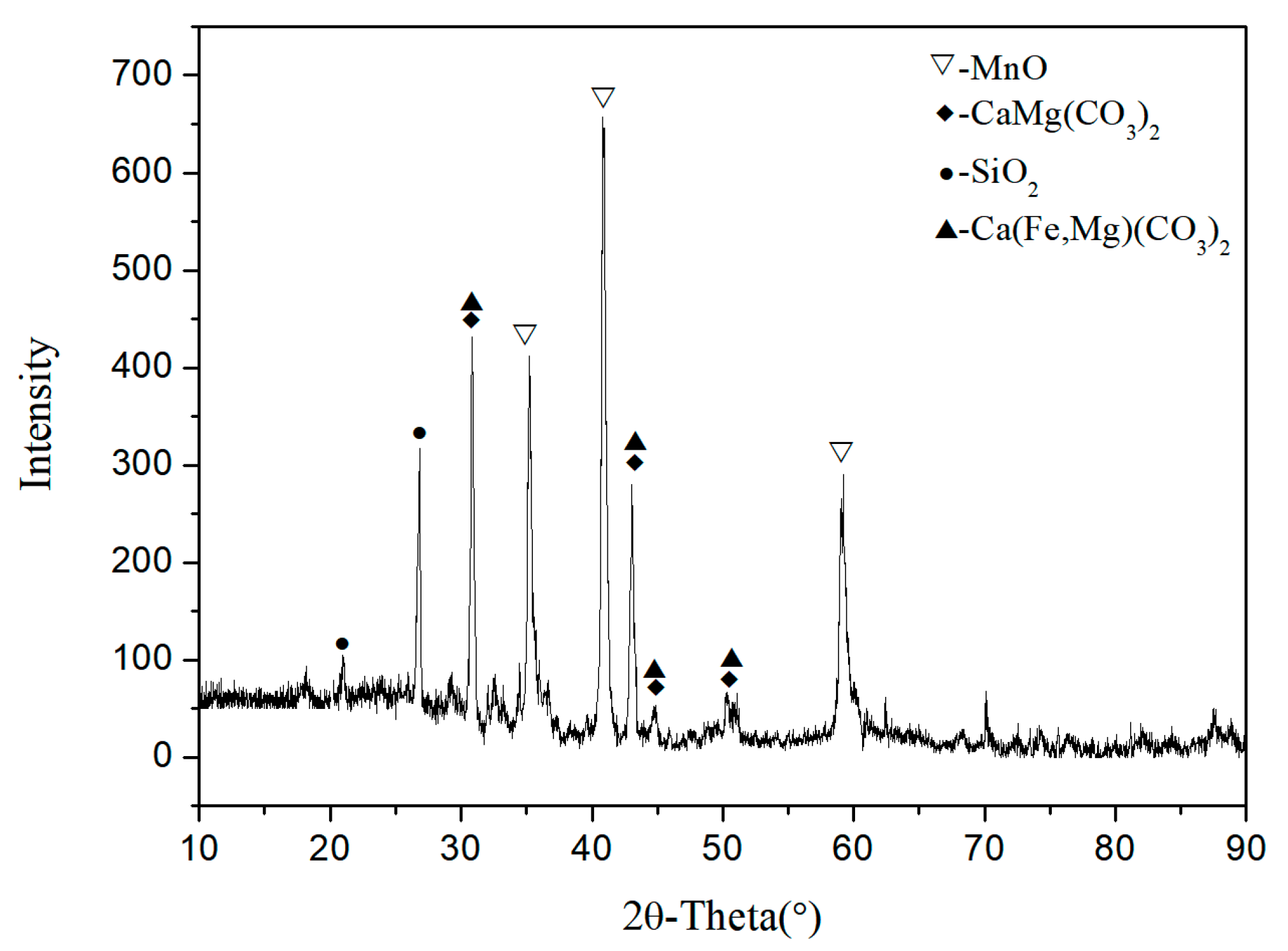
Figure 7.
Effect of ammonia/ammonium carbonate on Mn and P leaching rate.

Figure 8.
(a) Effect of ammonia/ammonium carbonate on pH. (b) The Eh-pH of Mn-NH3-H2O.

Figure 9.
Effect of leaching temperature on Mn and P extraction.

Figure 10.
Effect of liquid to solid ratio on Mn and P extraction.

Figure 11.
The XRD parttern of manganese product.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The research status of ammonia-ammonium carbonate leaching of manganese.
| Researchers | Year | Object | Results | Reference |
|---|---|---|---|---|
| Heindl; Ruppert; Skow; Conley | 1955 | Open-hearth slag | Ferromanganese product suitable for use as blast furnace feed was produced. | [14] |
| Mcintosh; Baglin | 1992 | BOF slag | About 80% of the manganese could be extracted. | [15] |
| Chen | 1994 | High-iron manganese ore | Manganese extraction reaches 59.9% to 64.8%. | [16] |
| Chen; Yi | 2004 | Low-grade manganese ore | Manganese extraction reaches 81.5% to 91.2%. | [17] |
Table 2.
Chemical compositions of high-phosphorus manganese ore (mass fraction, %).
| Element | Mn | Ca | Si | Mg | Fe | S | Al | P |
|---|---|---|---|---|---|---|---|---|
| Content | 17.83 | 12.60 | 3.05 | 4.25 | 1.24 | 0.51 | 1.30 | 0.40 |
Table 3.
Design of experimental condition in this study.
| Number | Ammonia to Ammonium Concentration Ratio | Leaching Temperature (°C) | Solid to Liquid Ratio |
|---|---|---|---|
| 1 | 14:0 | 25 | 5:1 |
| 2 | 14:0.5 | 25 | 5:1 |
| 3 | 14:1 | 25 | 5:1 |
| 4 | 14:1.5 | 25 | 5:1 |
| 5 | 14:2 | 25 | 5:1 |
| 6 | 14:2.5 | 25 | 5:1 |
| 7 | 14:3 | 25 | 5:1 |
| 8 | 14:2 | 15 | 5:1 |
| 9 | 14:2 | 25 | 5:1 |
| 10 | 14:2 | 35 | 5:1 |
| 11 | 14:2 | 45 | 5:1 |
| 12 | 14:2 | 55 | 5:1 |
| 13 | 14:2 | 25 | 3:1 |
| 14 | 14:2 | 25 | 4:1 |
| 15 | 14:2 | 25 | 5:1 |
| 16 | 14:2 | 25 | 6:1 |
| 17 | 14:2 | 25 | 7:1 |
| 18 | 14:2 | 25 | 8:1 |
Table 4.
The Chemical compositions of manganese product (mass fraction, %).
| Component | Mn | MnCO3 | Fe | P | CaCO3 | MgCO3 | Si |
|---|---|---|---|---|---|---|---|
| Content | 44.12 | 92.25 | - | 0.02 | 3.42 | 1.85 | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Tu, Z.; Liang, X.; Wang, Y.; Wu, C. Removal of Phosphorus from High-Phosphorus Manganese Ores by Ammonia-Ammonium Carbonate Leaching Method. Metals 2019, 9, 1354. https://doi.org/10.3390/met9121354
AMA Style
Tu Z, Liang X, Wang Y, Wu C. Removal of Phosphorus from High-Phosphorus Manganese Ores by Ammonia-Ammonium Carbonate Leaching Method. Metals. 2019; 9(12):1354. https://doi.org/10.3390/met9121354
Chicago/Turabian StyleTu, Zhongbing, Xiaoping Liang, Yu Wang, and Chengbo Wu. 2019. "Removal of Phosphorus from High-Phosphorus Manganese Ores by Ammonia-Ammonium Carbonate Leaching Method" Metals 9, no. 12: 1354. https://doi.org/10.3390/met9121354
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.