The Evolution of Internal Damage Identified by Means of X-ray Computed Tomography in Two Steels and the Ensuing Relation with Gurson’s Numerical Modelling

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Work
2.1. Materials
2.1.1. Material 1
2.1.2. Material 2
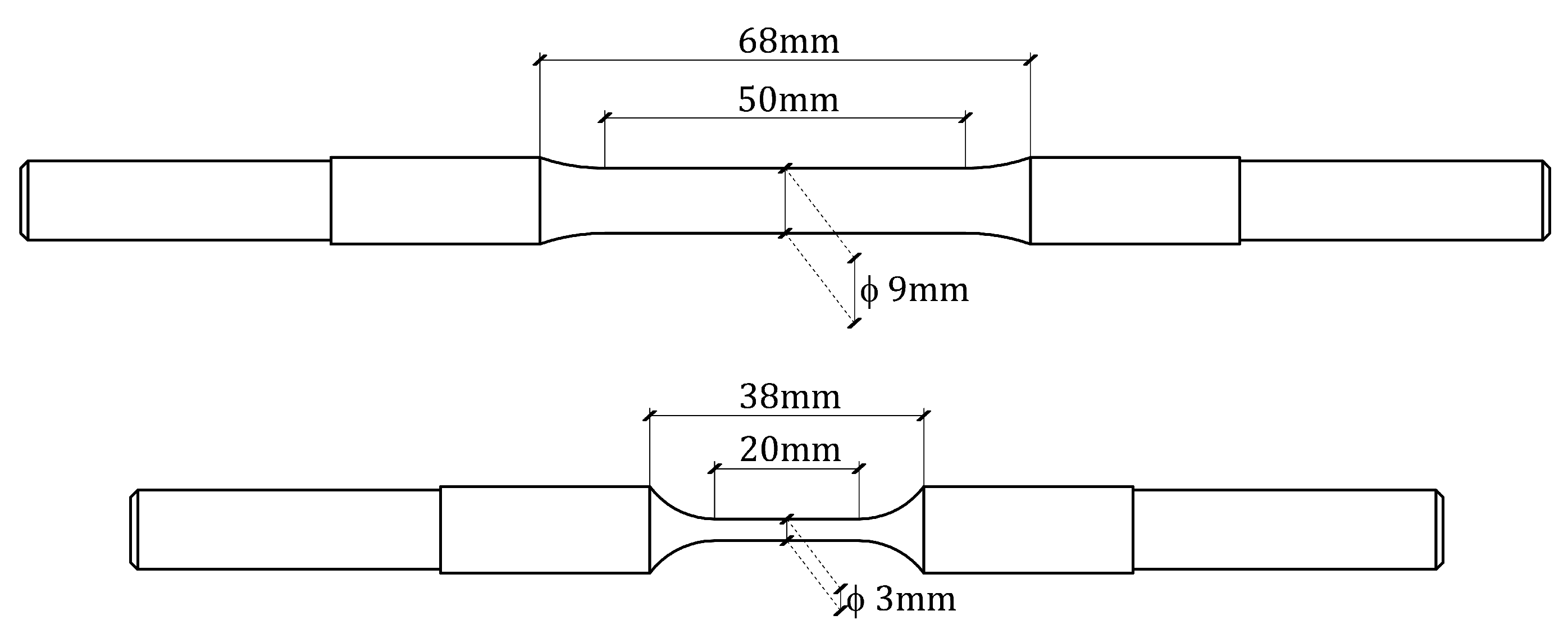
2.2. Specimens
2.3. Testing Procedure Used to Study the Damage Evolution
- X-ray tomographic analysis before the specimen is tested.
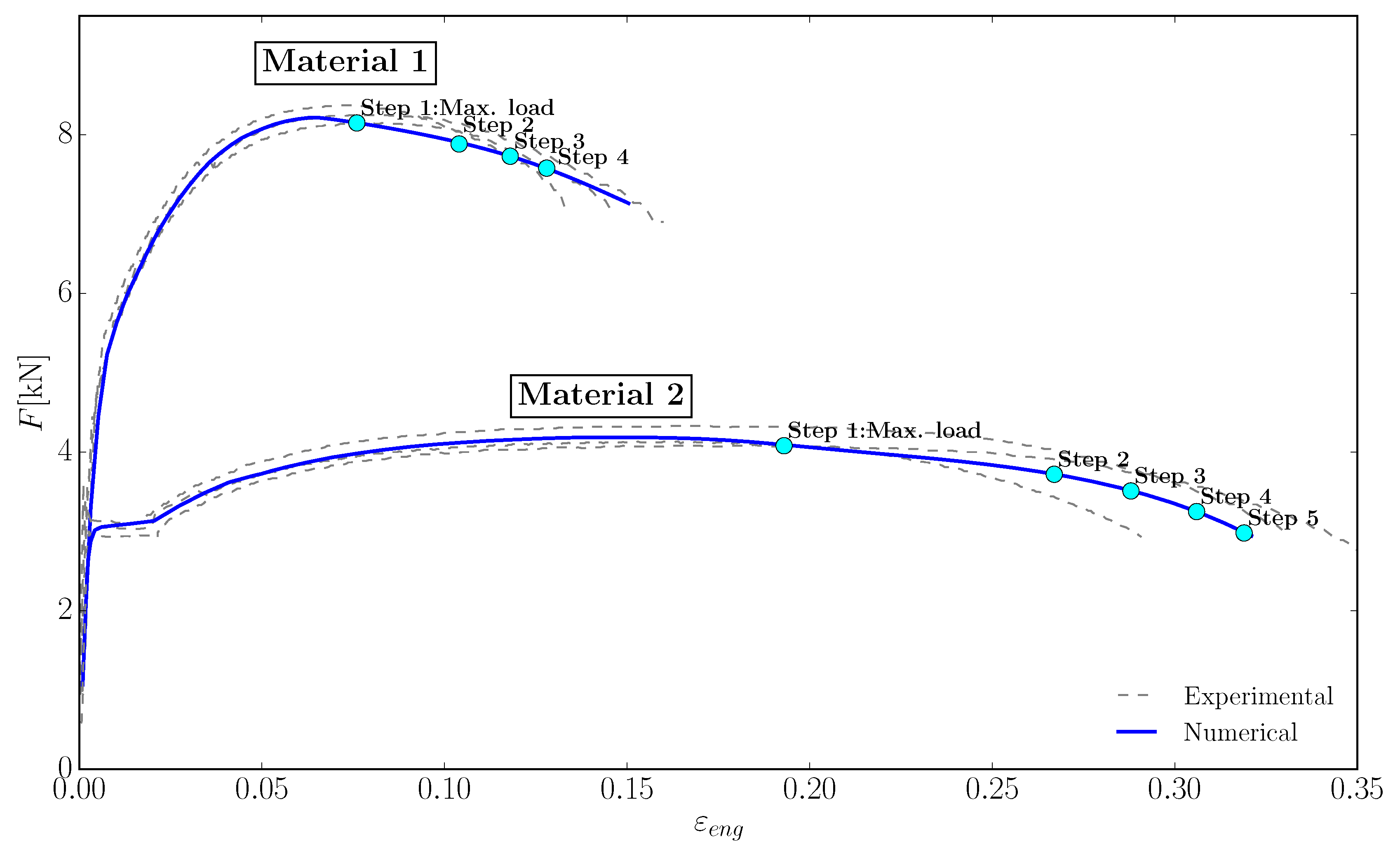
- The specimen is tested until the maximum load is reached, which is identified as Step 1; then, it is unloaded.
- X-ray tomographic analysis of the specimen.
- The specimen is tested until the second step is reached; then, it is unloaded.
- X-ray tomographic analysis of the specimen.
- The previous actions are repeated for subsequent steps until the point of failure.
2.4. Results
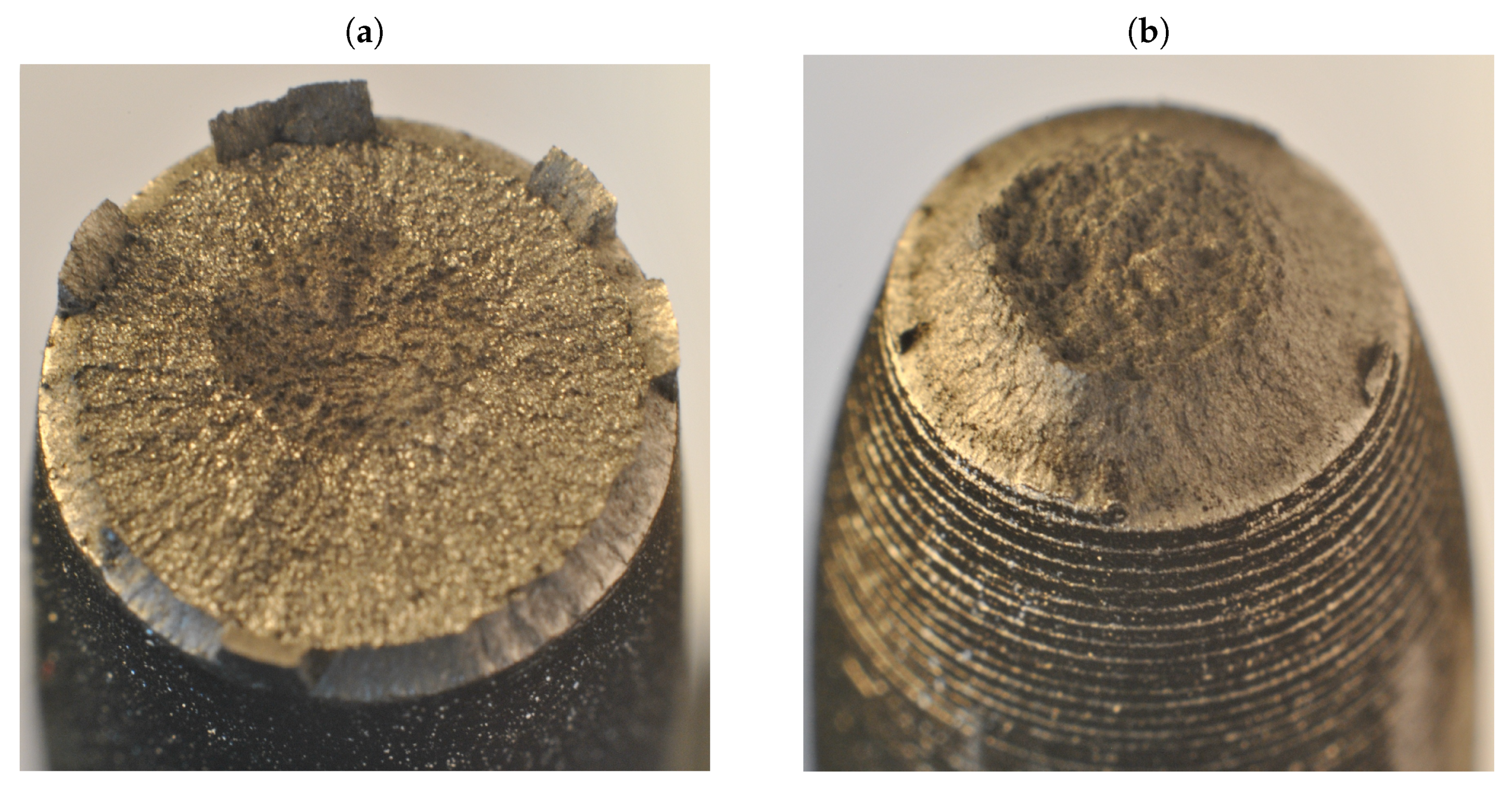
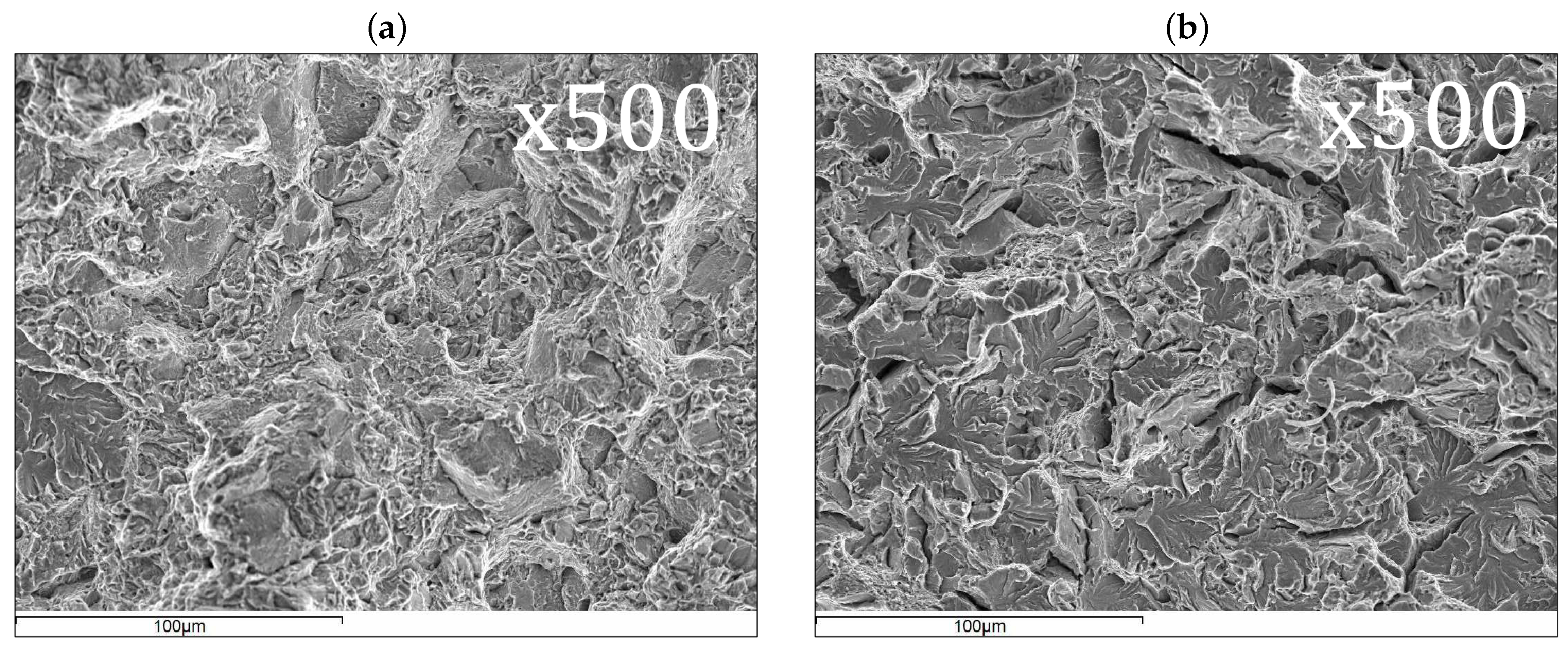
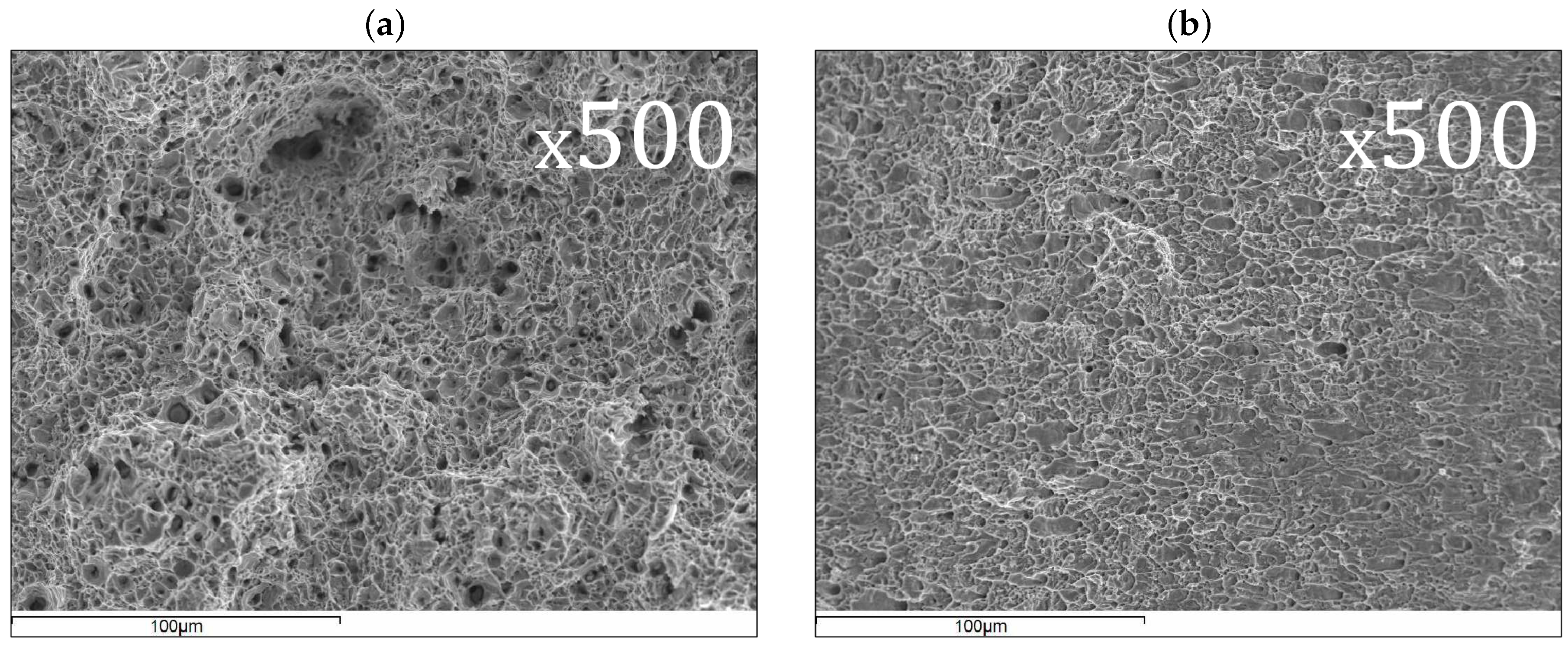
2.4.1. Fractographic Analysis of the Fracture Surfaces
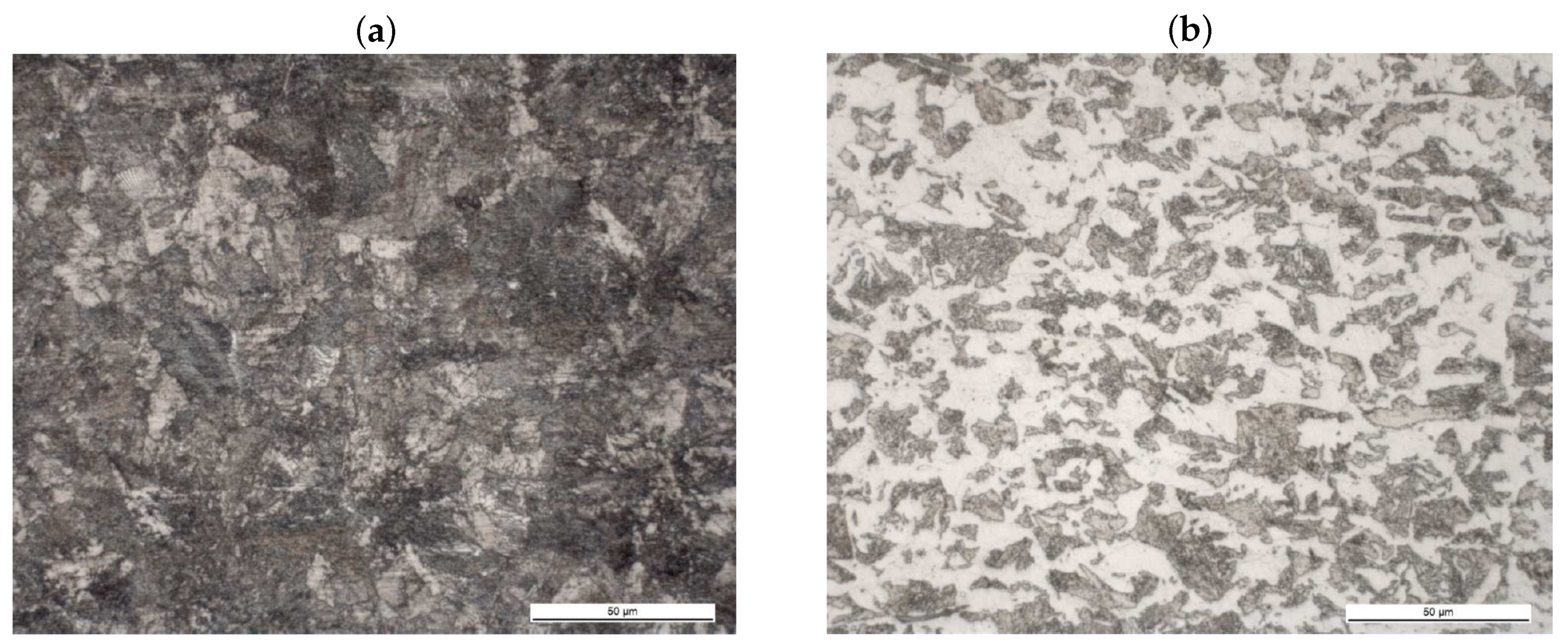
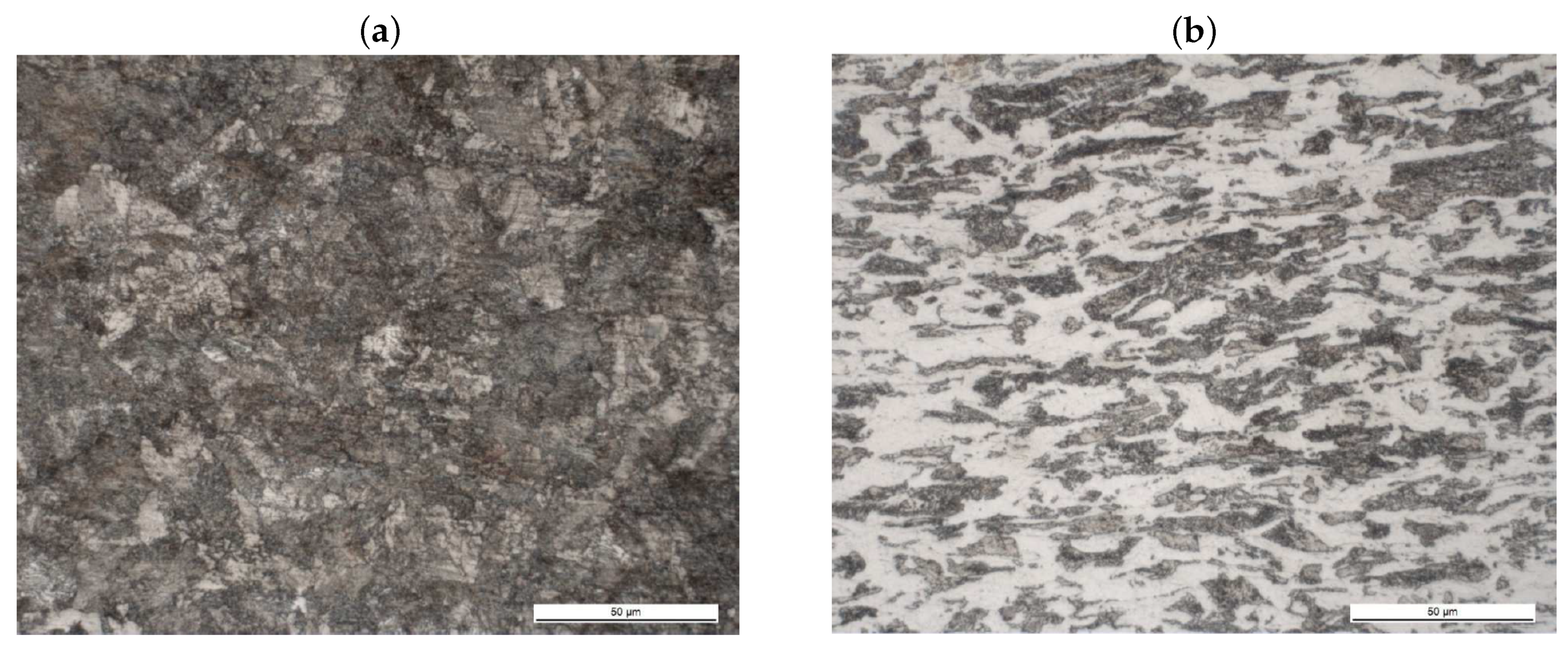
2.4.2. Metallographic Analysis after the Test
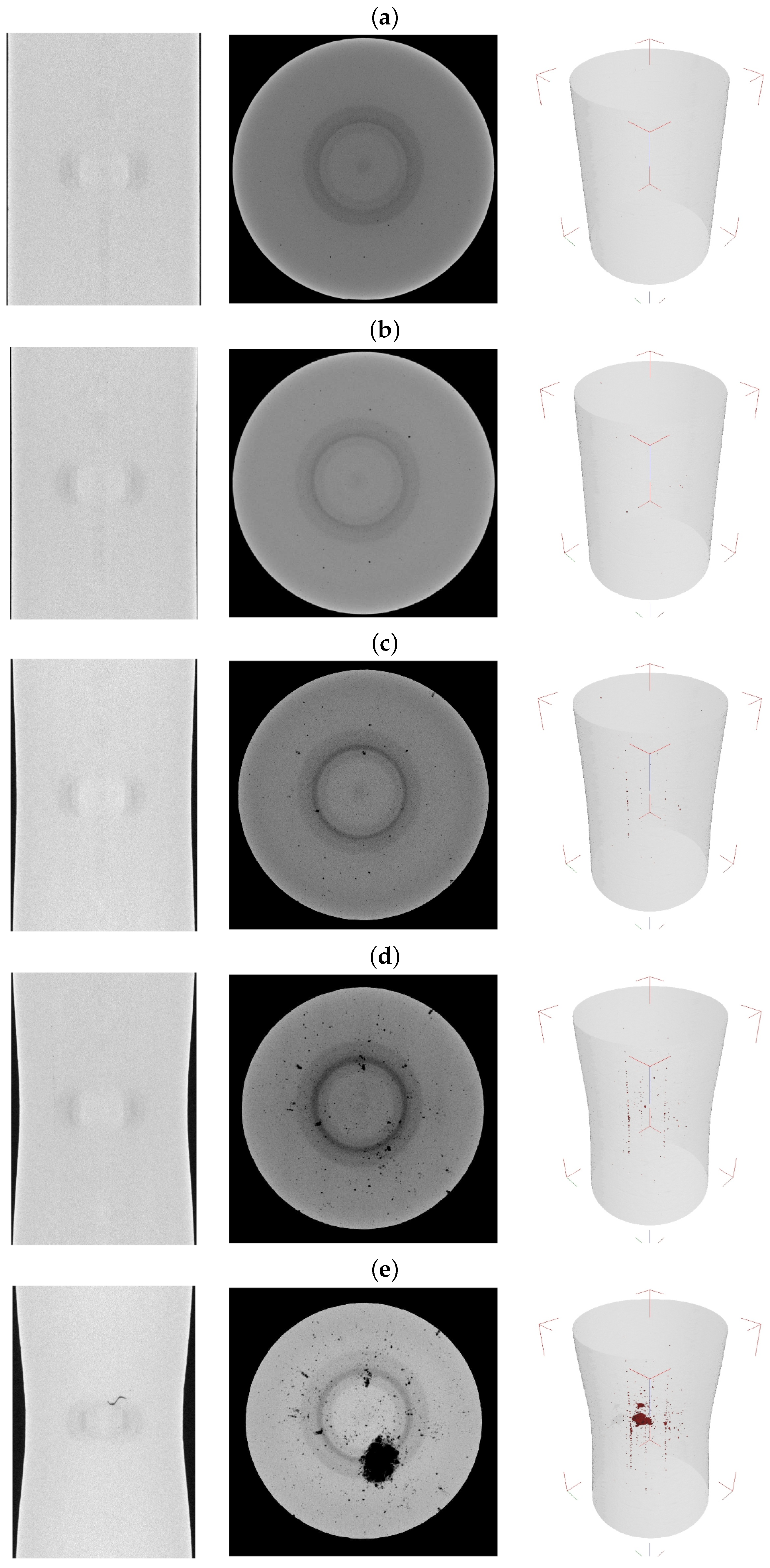
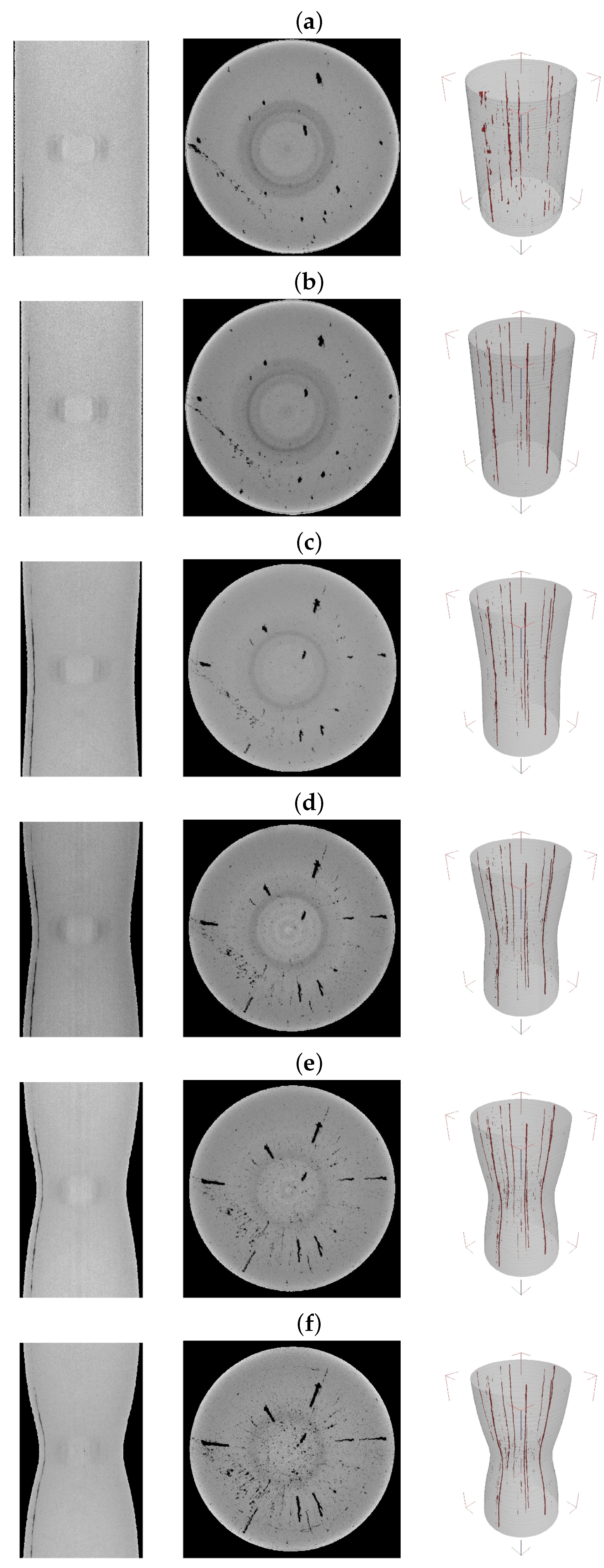
2.4.3. Internal Damage Evolution Analysis
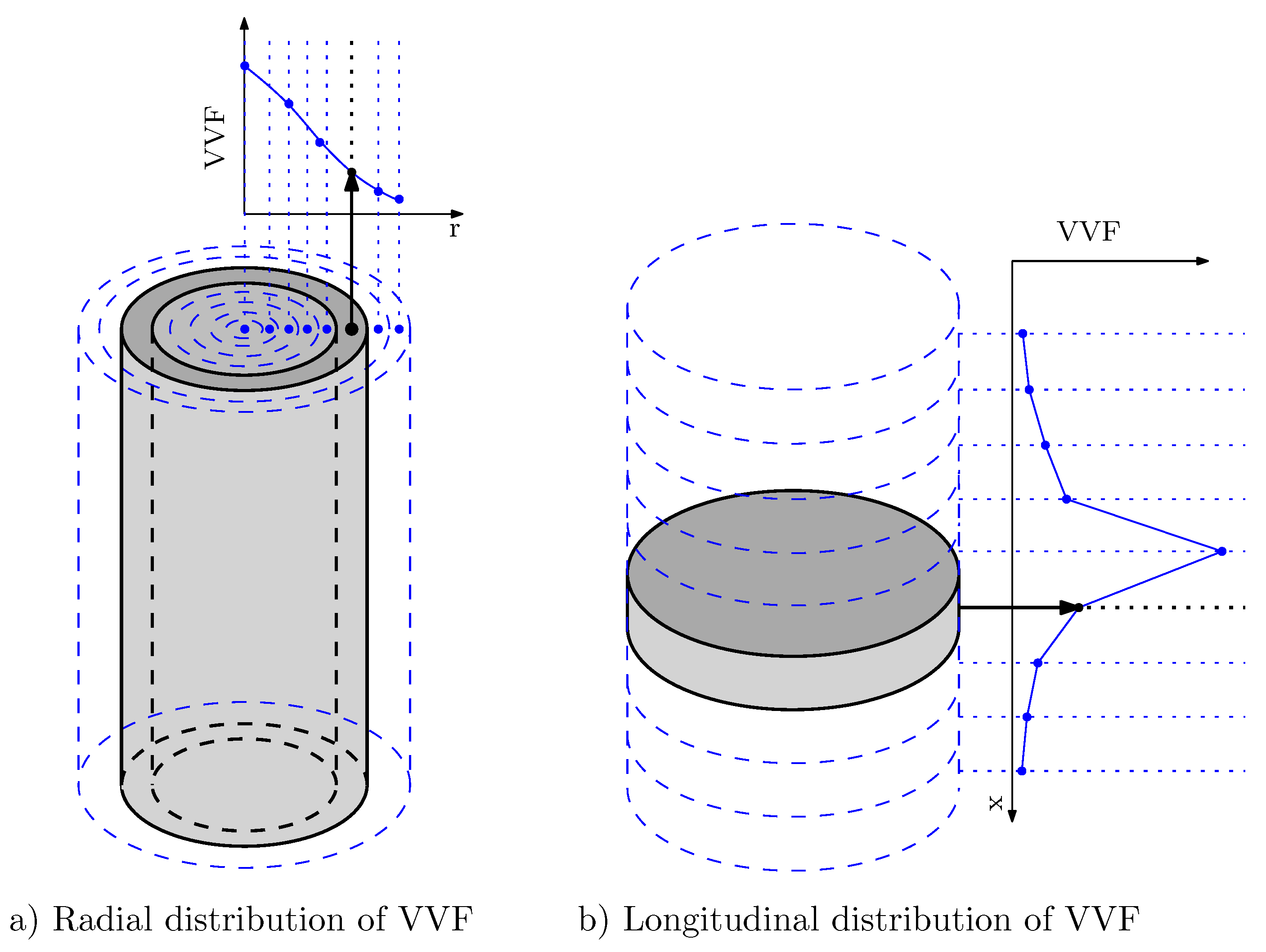
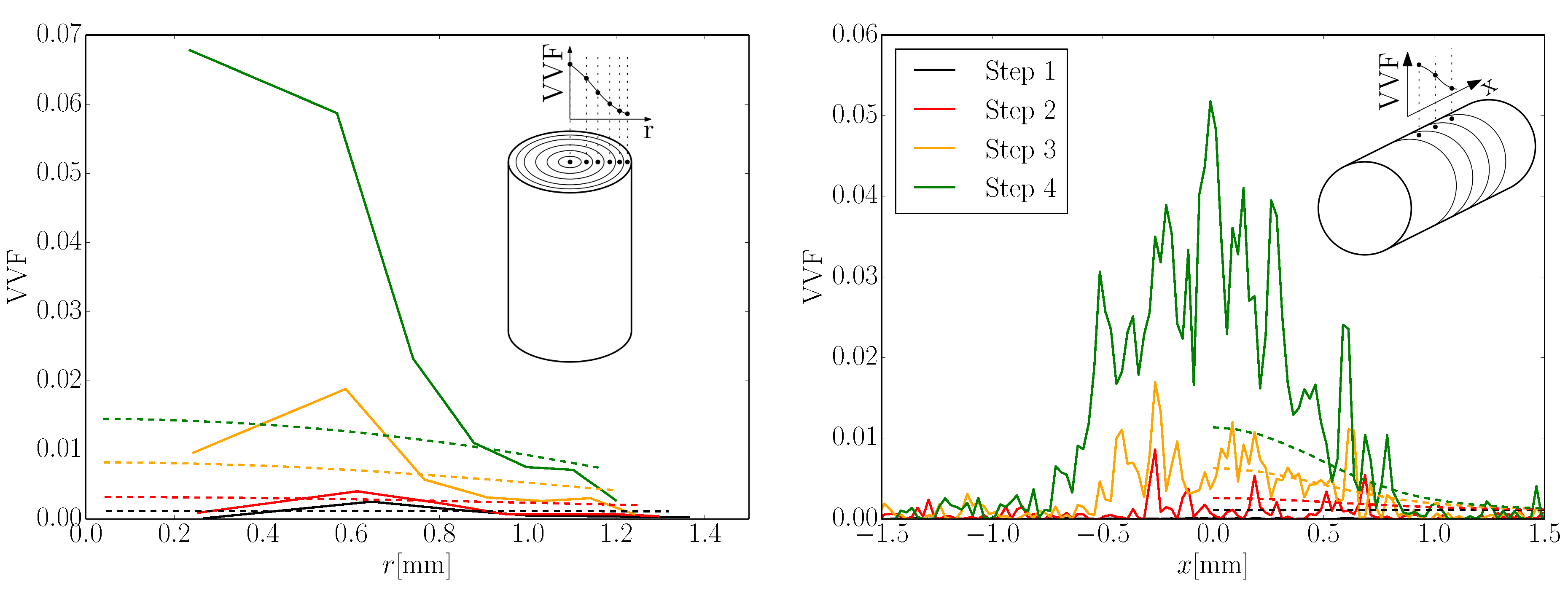
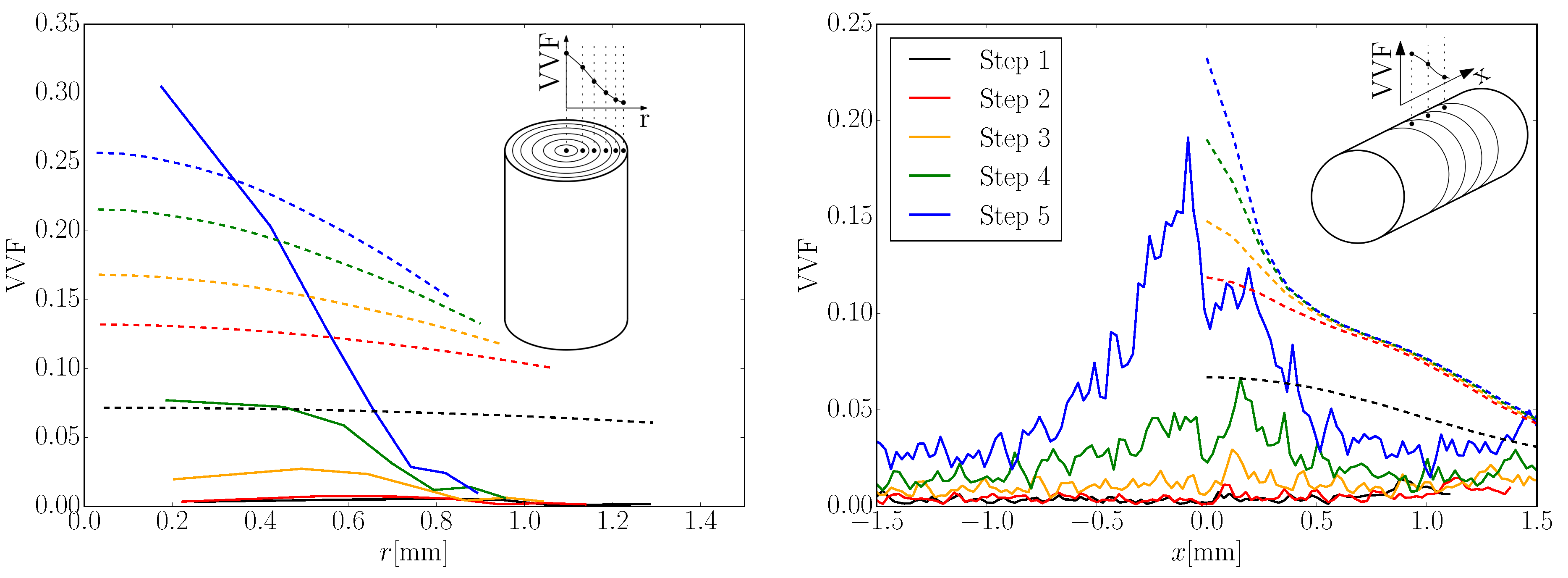
2.4.4. Longitudinal and Radial Distribution of Voids at Each Step
2.5. Discussion on the Experimental Data
3. Numerical Work
3.1. Description of the Finite Element Model
3.1.1. Geometry
3.1.2. Boundary Conditions and Load
3.1.3. Materials
3.2. Calibrated Models
- Material relative density, d. Please note that here we follow the Gurson model parameters used in the implementation of the model available in Abaqus®, therefore a value of implies a fully dense material with an initial VVF of .
- Hardening slope after the maximum load defined as a stress–strain ratio, r.
- Mean equivalent plastic strain for void nucleation, .
- Standard deviation of the distribution, .
- Volumetric fraction of nucleated voids, .
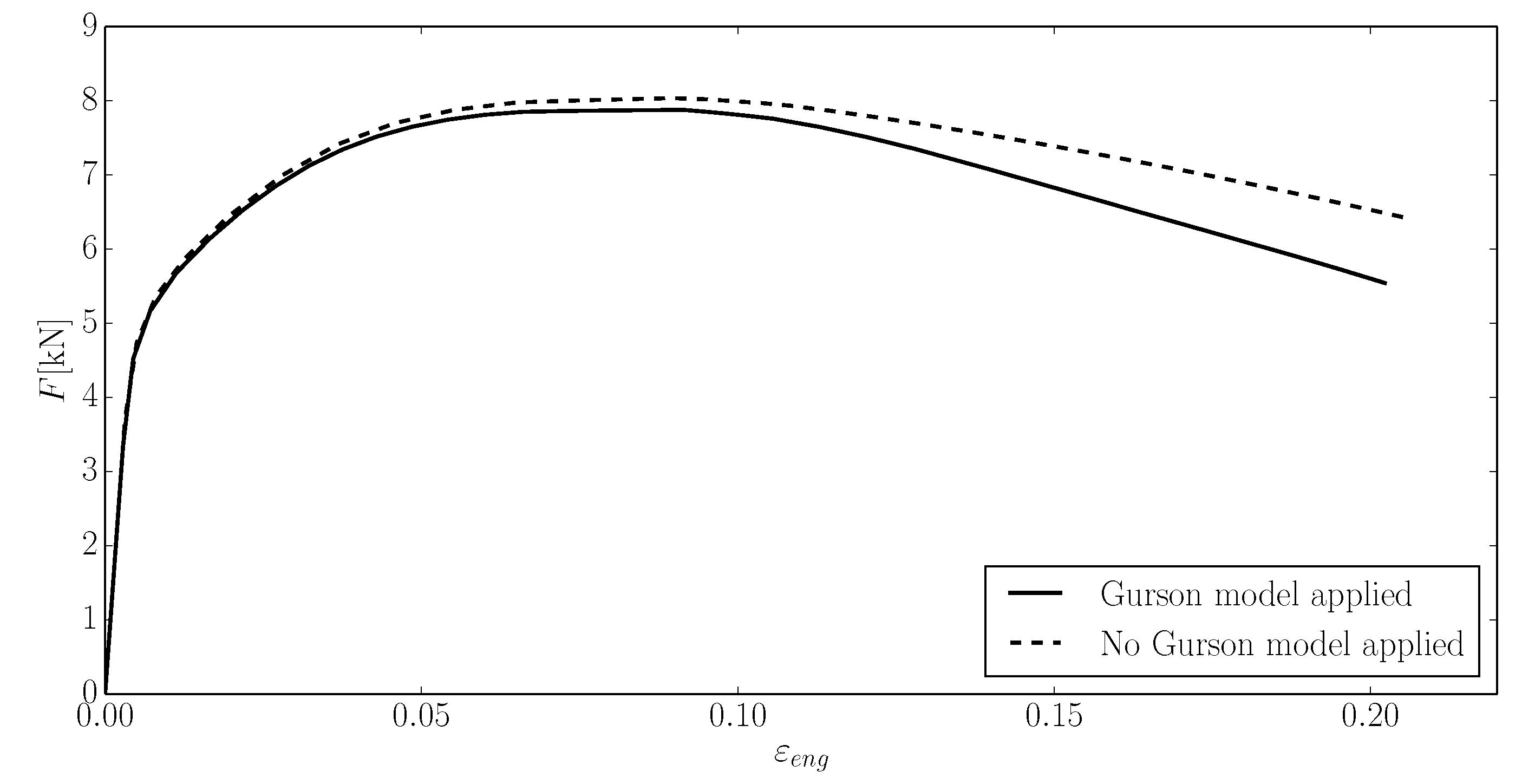
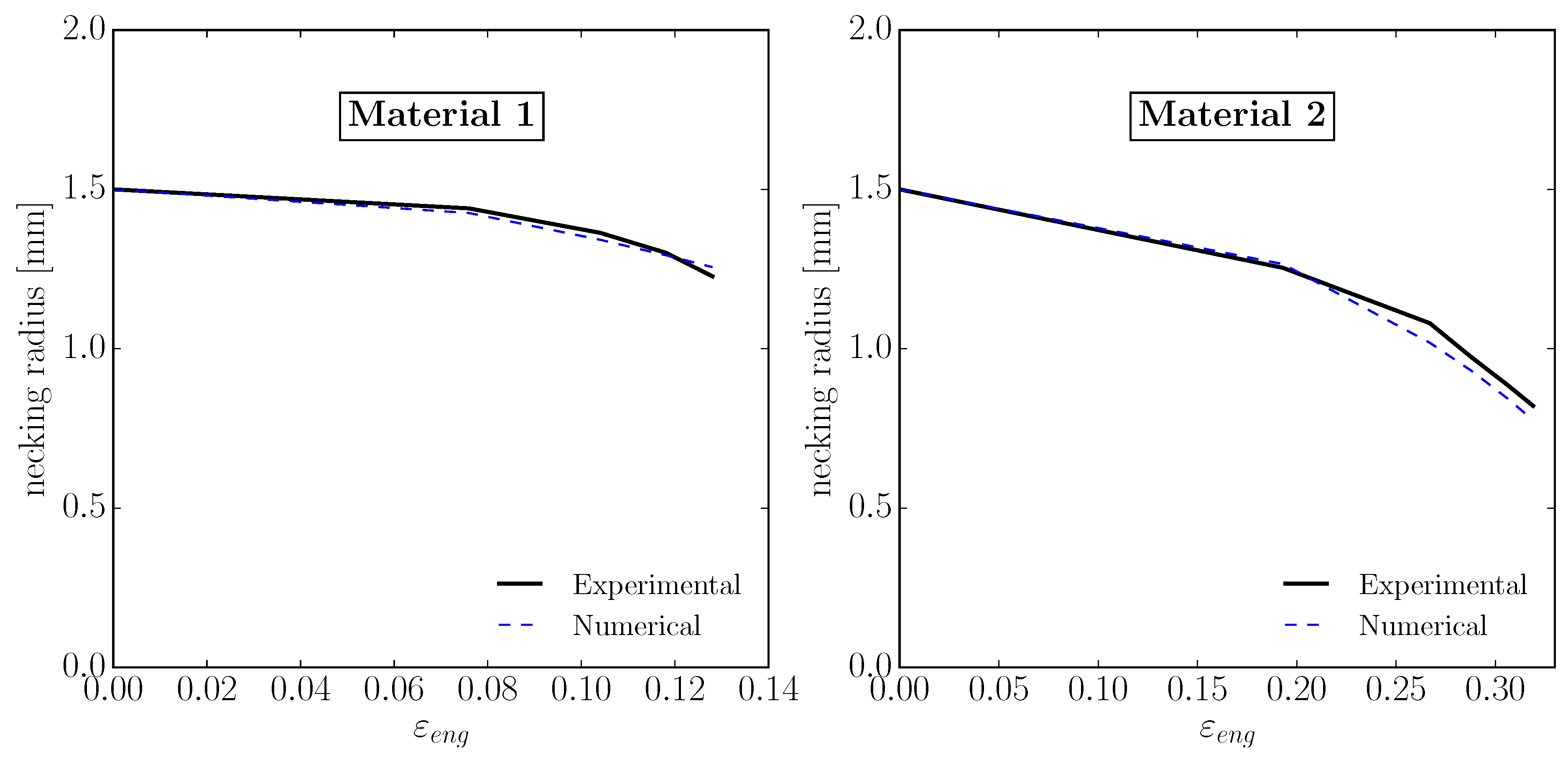
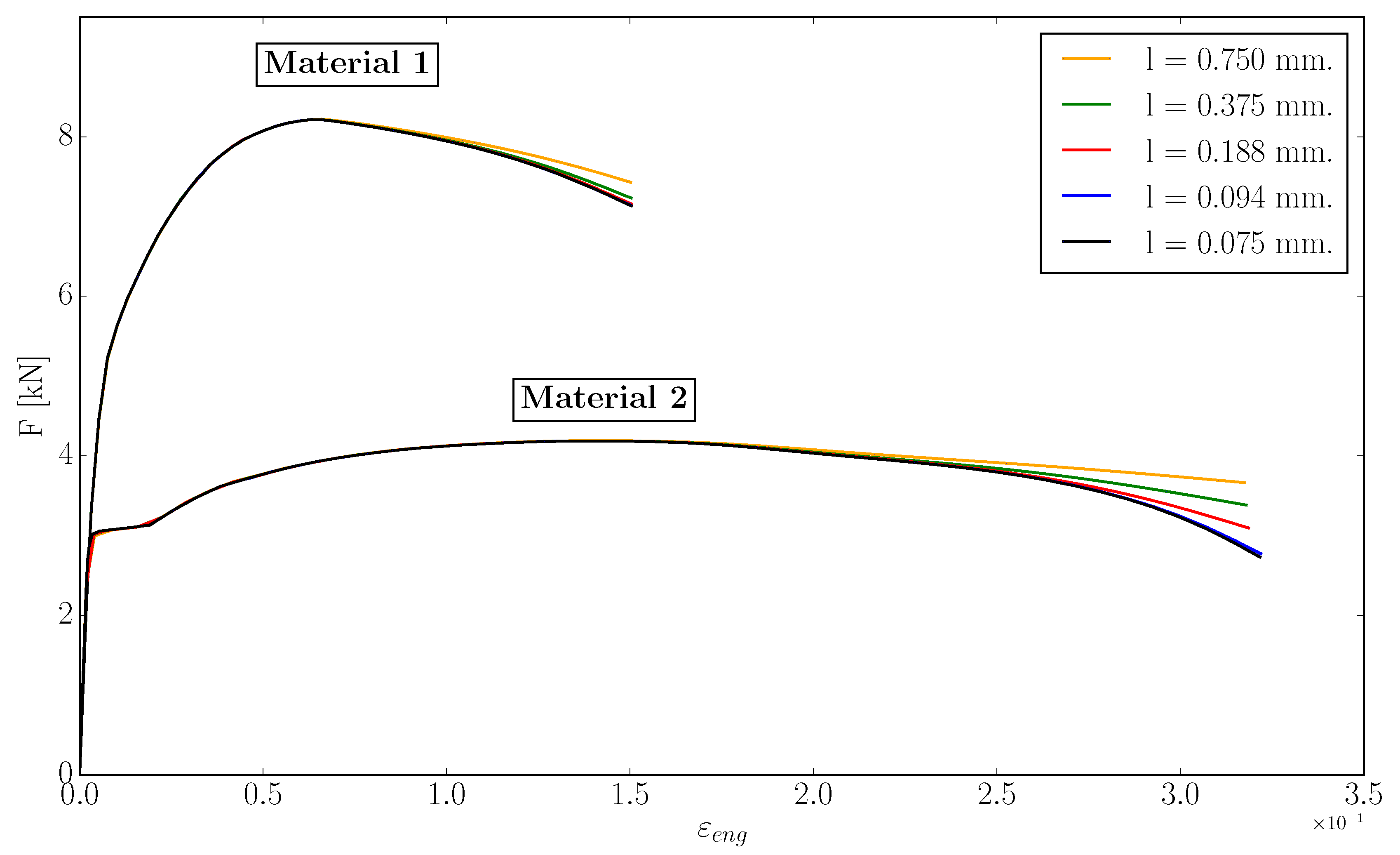
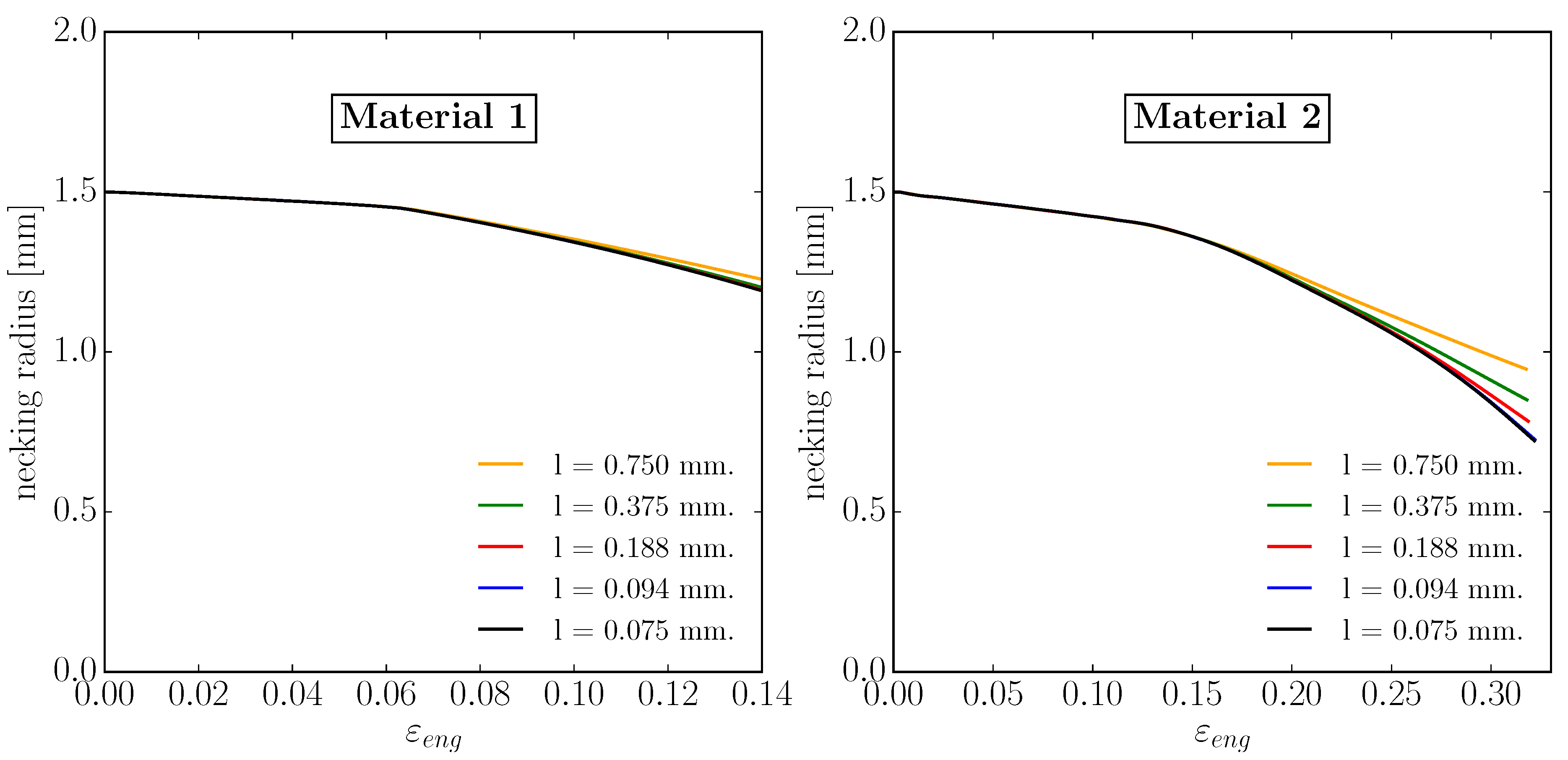
3.2.1. Comparison with the Experimental Data
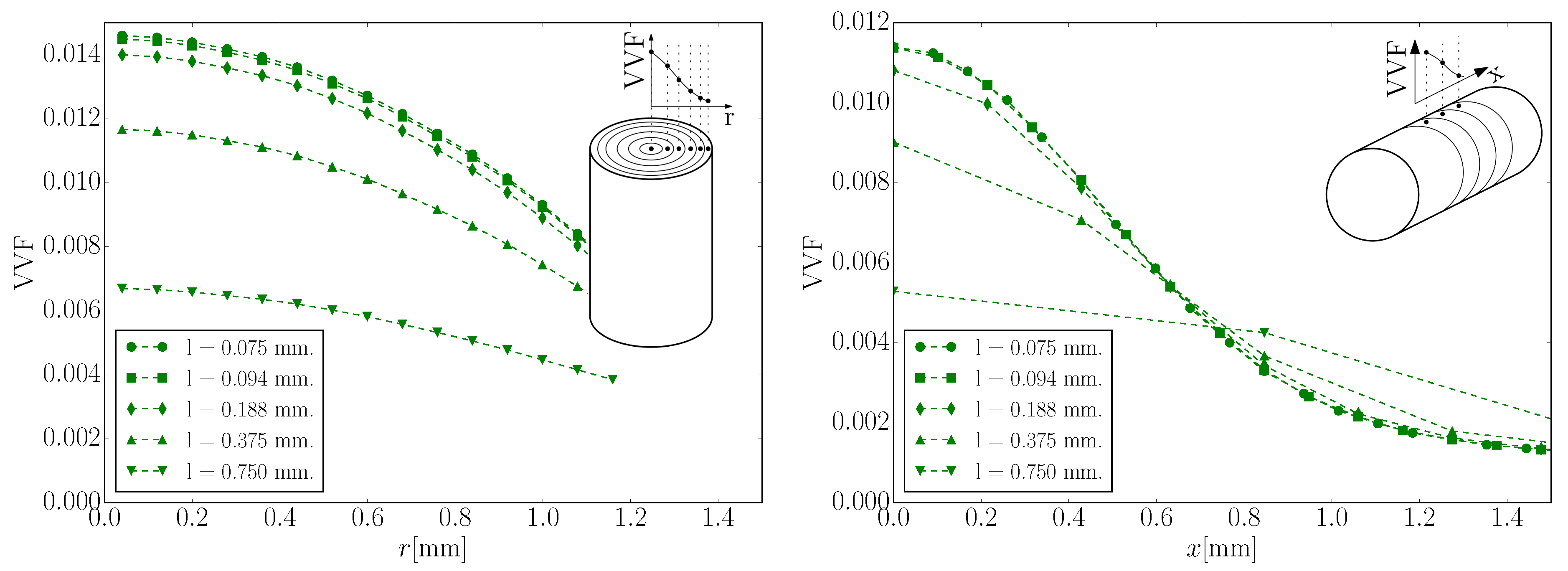
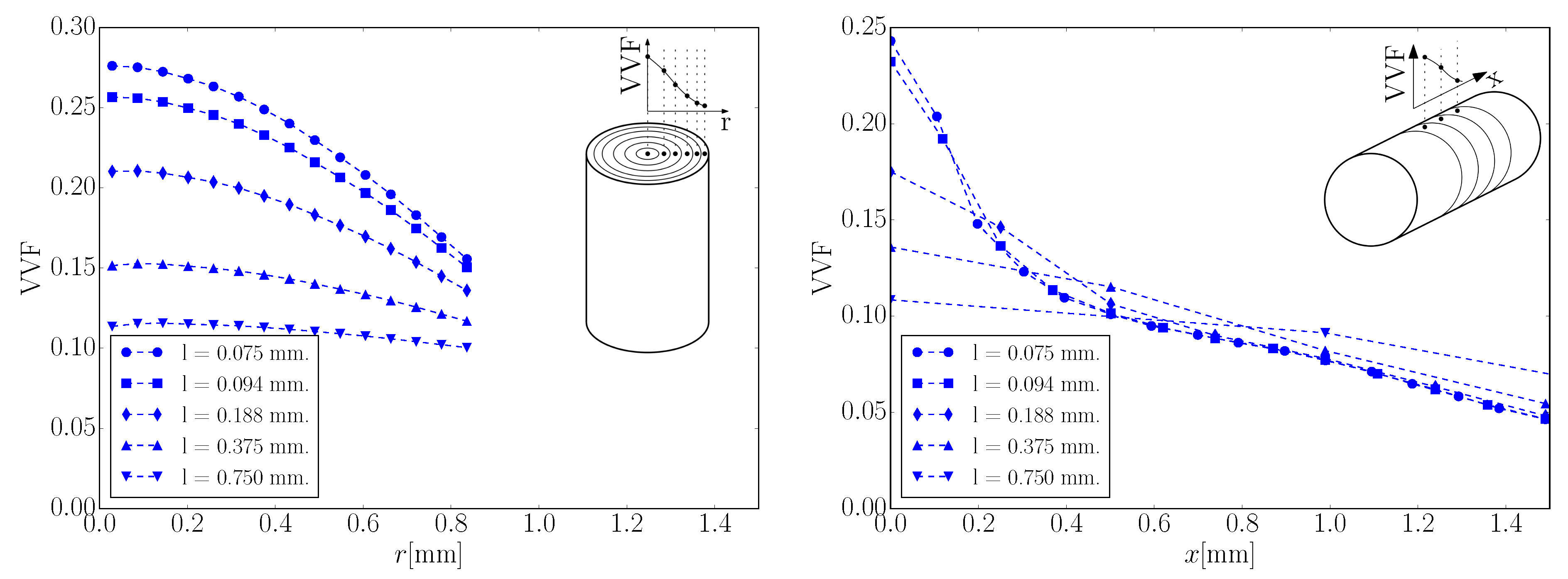
3.2.2. Mesh-Size Effect on the Voids Volume Profiles
4. Conclusions and Final Remarks
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. Voids Volume Evolution Profiles



References
- EN-ISO 6892-1. Metallic Materials-Tensile Testing—Part 1: Method of Test At Room Temperature; Standard; International Organization for Standardization: Bruxelles, Belgium, 2009. [Google Scholar]
- Anderson, T.L.; Anderson, T. Fracture Mechanics: Fundamentals and Applications; CRC Press: Boca Raton, RL, USA, 2005. [Google Scholar]
- Gurson, A.L. Continuum theory of ductile rupture by void nucleation and growth: Part I—Yield criteria and flow rules for porous ductile media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]
- Tvergaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensile bar. Acta Metall. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Nègre, P.; Steglich, D.; Brocks, W. Crack extension in aluminium welds: a numerical approach using the Gurson–Tvergaard–Needleman model. Eng. Fract. Mech. 2004, 71, 2365–2383. [Google Scholar] [CrossRef]
- Mirza, M.; Barton, D.; Church, P.; Sturges, J. Ductile fracture of pure copper: An experimental and numerical study. Le J. Phys. IV 1997, 7, C3–C891. [Google Scholar] [CrossRef]
- Fei, H.; Yazzie, K.; Chawla, N.; Jiang, H. The effect of random voids in the modified gurson model. J. Electron. Mater. 2012, 41, 177–183. [Google Scholar] [CrossRef]
- Suárez, F.; Gálvez, J.C.; Cendón, D.A.; Atienza, J.M. Study of the last part of the stress-deformation curve of construction steels with distinct fracture patterns. Eng. Fract. Mech. 2016, 166, 43–59. [Google Scholar] [CrossRef]
- Suárez, F.; Gálvez, J.C.; Cendón, D.A.; Atienza, J.M. Fracture of eutectoid steel bars under tensile loading: Experimental results and numerical simulation. Eng. Fract. Mech. 2016, 158, 87–105. [Google Scholar] [CrossRef]
- Suárez Guerra, F.; Gálvez Ruiz, J.; Cendón Franco, D.Á.; Atienza Riera, J.M.; Sket, F.; Molina Aldareguía, J.M. Analysis of the Damage Evolution in Steel Specimens under Tension by Means of XRCT. Proc. Int. Symp. Notch Fract. 2017, 1, 88–93. [Google Scholar]
- Maire, E.; Zhou, S.; Adrien, J.; Dimichiel, M. Damage quantification in aluminium alloys using in situ tensile tests in X-ray tomography. Eng. Fract. Mech. 2011, 78, 2679–2690. [Google Scholar] [CrossRef]
- Landron, C.; Maire, E.; Bouaziz, O.; Adrien, J.; Lecarme, L.; Bareggi, A. Validation of void growth models using X-ray microtomography characterization of damage in dual phase steels. Acta Mater. 2011, 59, 7564–7573. [Google Scholar] [CrossRef]
- Kahziz, M.; Morgeneyer, T.F.; Mazière, M.; Helfen, L.; Bouaziz, O.; Maire, E. In situ 3D synchrotron laminography assessment of edge fracture in dual-phase steels: Quantitative and numerical analysis. Exp. Mech. 2016, 56, 177–195. [Google Scholar] [CrossRef]
- Balan, T.; Lemoine, X.; Maire, E.; Habraken, A.M. Implementation of a damage evolution law for dual-phase steels in Gurson-type models. Mater. Des. 2015, 88, 1213–1222. [Google Scholar] [CrossRef]
- Vaz, M.; Muñoz-Rojas, P.; Cardoso, E.; Tomiyama, M. Considerations on parameter identification and material response for Gurson-type and Lemaitre-type constitutive models. Int. J. Mech. Sci. 2016, 106, 254–265. [Google Scholar] [CrossRef]
- Guzmán, C.F.; Yuan, S.; Duchêne, L.; Flores, E.I.S.; Habraken, A.M. Damage prediction in single point incremental forming using an extended Gurson model. Int. J. Solids Struct. 2018, 151, 45–56. [Google Scholar] [CrossRef]
- Nahshon, K.; Hutchinson, J.W. Modification of the Gurson Model for shear failure. Eur. J. Mech. A/Solids 2008, 27, 1–17. [Google Scholar] [CrossRef]
- Jackiewicz, J. Use of a modified Gurson model approach for the simulation of ductile fracture by growth and coalescence of microvoids under low, medium and high stress triaxiality loadings. Eng. Fract. Mech. 2011, 78, 487–502. [Google Scholar] [CrossRef]
- Nielsen, K.L.; Tvergaard, V. Failure by void coalescence in metallic materials containing primary and secondary voids subject to intense shearing. Int. J. Solids Struct. 2011, 48, 1255–1267. [Google Scholar] [CrossRef]
- Xu, F.; Zhao, S.; Han, X. Use of a modified Gurson model for the failure behaviour of the clinched joint on Al6061 sheet. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 335–348. [Google Scholar] [CrossRef]
- Vadillo, G.; Reboul, J.; Fernández-Sáez, J. A modified Gurson model to account for the influence of the Lode parameter at high triaxialities. Eur. J. Mech. A/Solids 2016, 56, 31–44. [Google Scholar] [CrossRef]
- Toribio, J.; Ovejero, E. Effect of cumulative cold drawing on the pearlite interlamellar spacing in eutectoid steel. Scr. Mater. 1998, 39, 323–328. [Google Scholar] [CrossRef]
- González, B.; Matos, J.; Toribio, J. Relación microestructura-propiedades mecánicas en acero perlítico progresivamente trefilado. Anales de Mecánica de la Fractura 2009, 26, 142–147. [Google Scholar]
- UNE-EN ISO 643:2013. Steels—Micrographic Determination of the Apparent Grain Size; Standard; AENOR: Madrid, Spain, 2013.
- EN 10020. Definition and Classification of Grades of Steel; Standard; European Committee for Standardization: Bruxelles, Belgium, 2000.
- Suárez, F.; Gálvez, J.; Cendón, D.; Atienza, J. Distinct Fracture Patterns in Construction Steels for Reinforced Concrete under Quasistatic Loading—A Review. Metals 2018, 8, 171. [Google Scholar] [CrossRef]
- Naeimi, M.; Li, Z.; Qian, Z.; Zhou, Y.; Wu, J.; Petrov, R.H.; Sietsma, J.; Dollevoet, R. Reconstruction of the rolling contact fatigue cracks in rails using X-ray computed tomography. NDT E Int. 2017, 92, 199–212. [Google Scholar] [CrossRef]
- Garcea, S.; Wang, Y.; Withers, P. X-ray computed tomography of polymer composites. Compos. Sci. Technol. 2018, 156, 305–319. [Google Scholar] [CrossRef]
- Sket, F.; Enfedaque, A.; López, C.D.; González, C.; Molina-Aldareguía, J.; LLorca, J. X-ray computed tomography analysis of damage evolution in open hole carbon fiber-reinforced laminates subjected to in-plane shear. Compos. Sci. Technol. 2016, 133, 40–50. [Google Scholar] [CrossRef]
- MATLAB. Version 8.1.0 (R2013a); The MathWorks Inc.: Natick, MA, USA, 2013. [Google Scholar]
- Scheider, I.; Brocks, W. Simulation of cup–cone fracture using the cohesive model. Eng. Fract. Mech. 2003, 70, 1943–1961. [Google Scholar] [CrossRef]
- Bluhm, J.I.; Morrissey, R.J. Fracture in a Tensile Specimen; Technical Report; Defense Technical Information Center: Fort Belvoir, VA, USA, 1966. [Google Scholar]
- Suárez, F. Estudio de la Rotura en Barras De Acero: Aspectos Experimentales y Numéricos. Ph.D. Thesis, Caminos, Madrid, Spain, 2013. [Google Scholar]
- Hillerborg, A.; Modéer, M.; Petersson, P.E. Analysis of crack formation and crack growth in concrete by means of fracture mechanics and finite elements. Cem. Concr. Res. 1976, 6, 773–781. [Google Scholar] [CrossRef]
- Dugdale, D.S. Yielding of steel sheets containing slits. J. Mech. Phys. Solids 1960, 8, 100–104. [Google Scholar] [CrossRef]
- Barenblatt, G.I. The Mathematical Theory of Equilibrium Cracks in Brittle Fracture. In Advances in Applied Mechanics; Elsevier: Amsterdam, The Netherlands, 1962; Volume 7, pp. 55–129. [Google Scholar]
- Simo, J.; Oliver, J. A new approach to the analysis and simulation of strain softening in solids. Fracture and damage in quasibrittle structures: Experiment, modelling and computer analysis. In Proceedings of the US-Europe Workshop on Fracture and Damage in Quasibrittle Structures, Prague, Czech Republic, 21–23 September 1994; E & FN Spon: London, UK, 1994; Volume 1, pp. 25–39. [Google Scholar]
- Larsson, R.; Runesson, K.; Sture, S. Embedded localization band in undrained soil based on regularized strong discontinuity—Theory and FE-analysis. Int. J. Solids Struct. 1996, 33, 3081–3101. [Google Scholar] [CrossRef]
- Sancho, J.M.; Planas, J.; Cendón, D.A.; Reyes, E.; Gálvez, J.C. An embedded crack model for finite element analysis of concrete fracture. Eng. Fract. Mech. 2007, 74, 75–86. [Google Scholar] [CrossRef]
- De Borst, R. Fracture in quasi-brittle materials: A review of continuum damage-based approaches. Eng. Fract. Mech. 2002, 69, 95–112. [Google Scholar] [CrossRef]
- Menin, R.C.G.; Trautwein, L.M.; Bittencourt, T.N. Smeared crack models for reinforced concrete beams by finite element method. Rev. IBRACON de Estrut. E Mater./IBRACON Struct. Mater. J. 2002, 2, 166–200. [Google Scholar] [CrossRef]
- Jirásek, M.; Zimmermann, T. Rotating crack model with transition to scalar damage. J. Eng. Mech. 1998, 124, 277–284. [Google Scholar] [CrossRef]
- Hibbit, K.; Sorensen. ABAQUS/Standard Analysis User’s Manual. Version 6.11; Hibbit, Karlsson, Sorensen Inc.: Pawtucket, RI, USA, 2011. [Google Scholar]
- Steglich, D.; Siegmund, T.; Brocks, W. Micromechanical modeling of damage due to particle cracking in reinforced metals. Comput. Mater. Sci. 1999, 16, 404–413. [Google Scholar] [CrossRef]
- Van Rossum, G.; Drake, F.L. Python Language Reference Manual; Network Theory: Bristol, UK, 2003. [Google Scholar]
- Ascher, D.; Dubois, P.F.; Hinsen, K.; Hugunin, J.; Oliphant, T. Numerical Python; Lawrence Livermore National Laboratory: Livermore, CA, USA, 2001. [Google Scholar]
- Jones, E.; Oliphant, T.; Peterson, P. SciPy: Open Source Scientific Tools for Python. 2014. Available online: https://www.researchgate.net/publication/213877848_SciPy_Open_Source_Scientific_Tools_for_Python (accessed on 18 December 2018).






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Cr | Mo |
| 1 | 0.83 | 0.25 | 0.72 | 0.012 | 0.004 | 0.24 | <0.01 |
| 2 | 0.22 | 0.18 | 1.00 | 0.024 | 0.042 | 0.08 | 0.03 |
| Material | Ni | Cu | Al | Ti | Nb | V | N |
| 1 | 0.02 | 0.01 | <0.003 | <0.005 | <0.005 | <0.01 | 0.0097 |
| 2 | 0.14 | 0.46 | <0.003 | <0.005 | <0.005 | <0.01 | 0.0113 |
| Step | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Material 1 | 0.076 | 0.104 | 0.118 | 0.128 | — |
| Material 2 | 0.193 | 0.267 | 0.288 | 0.306 | 0.319 |
| Material | E [N/mm] | r | d | ||||
|---|---|---|---|---|---|---|---|
| 1 | 160,385 | 0.30 | 782 | 0.999 | 0.4 | 0.1 | 0.02 |
| 2 | 191,536 | 0.30 | 762 | 0.99 | 0.3 | 0.1 | 0.06 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suárez, F.; Sket, F.; Gálvez, J.C.; Cendón, D.A.; Atienza, J.M.; Molina-Aldareguia, J. The Evolution of Internal Damage Identified by Means of X-ray Computed Tomography in Two Steels and the Ensuing Relation with Gurson’s Numerical Modelling. Metals 2019, 9, 292. https://doi.org/10.3390/met9030292
Suárez F, Sket F, Gálvez JC, Cendón DA, Atienza JM, Molina-Aldareguia J. The Evolution of Internal Damage Identified by Means of X-ray Computed Tomography in Two Steels and the Ensuing Relation with Gurson’s Numerical Modelling. Metals. 2019; 9(3):292. https://doi.org/10.3390/met9030292
Chicago/Turabian StyleSuárez, Fernando, Federico Sket, Jaime C. Gálvez, David A. Cendón, José M. Atienza, and Jon Molina-Aldareguia. 2019. "The Evolution of Internal Damage Identified by Means of X-ray Computed Tomography in Two Steels and the Ensuing Relation with Gurson’s Numerical Modelling" Metals 9, no. 3: 292. https://doi.org/10.3390/met9030292