Comparison of Energy Consumption and CO2 Emission for Three Steel Production Routes—Integrated Steel Plant Equipped with Blast Furnace, Oxygen Blast Furnace or COREX

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Models and Methods
2.1. Static Process Models
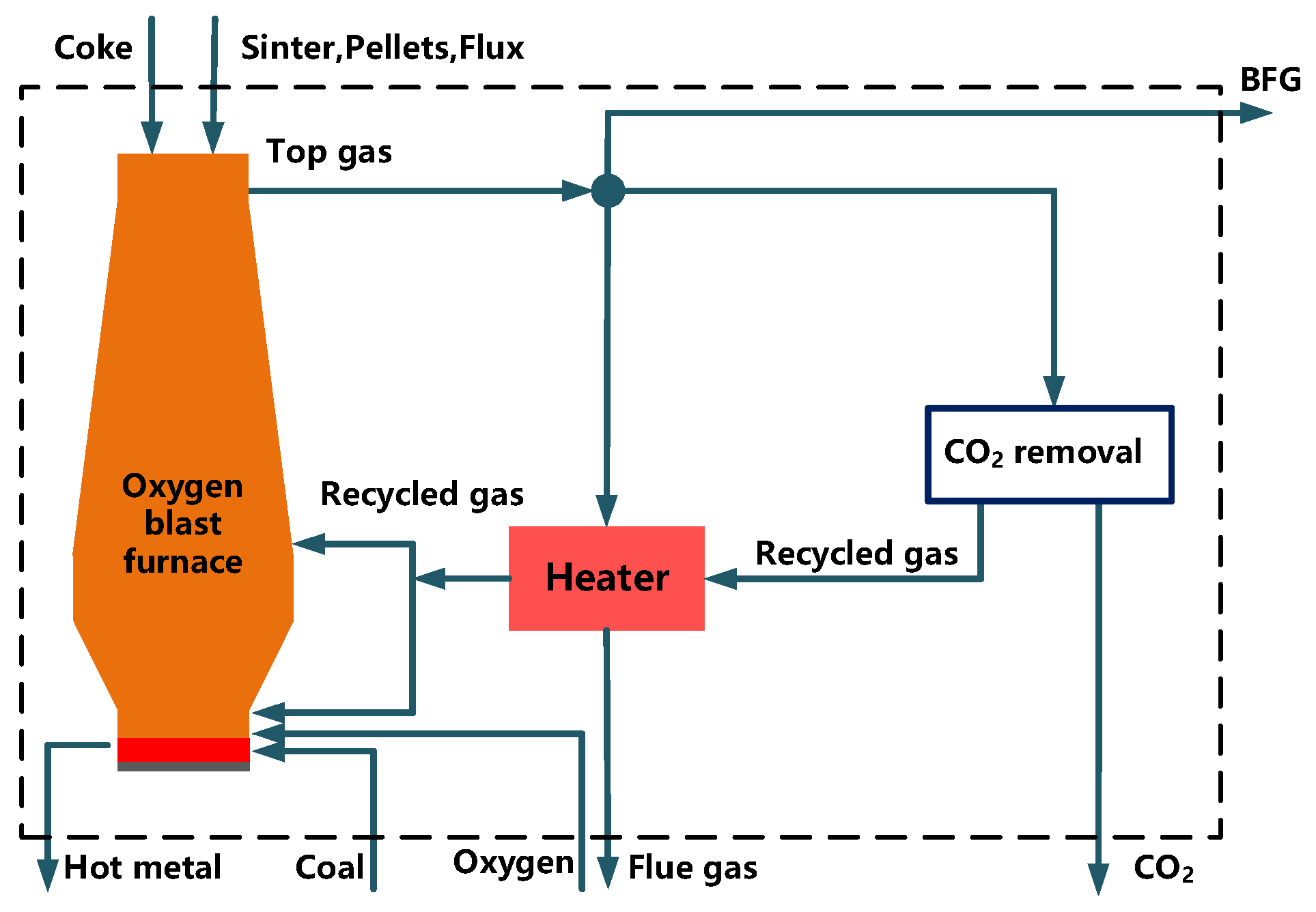
2.1.1. The TGR-OBF Process Model
2.1.2. The COREX Process Model
2.2. Integrated Steel Plant
- In the calculation of the TGR-OBF and COREX process models, the temperature and composition of hot metal, the chemical composition of raw materials were considered to be the same as that of the BF process in the Jingtang steel plant, and it was feasible for the two ironmaking processes. For the TGR-OBF process, the raw materials with the same composition as the BF were flux, coke, coal, sinter, and pellets. For the COREX process, the raw materials with the same composition as the BF were flux and coal.
- For a better comparison of the three ironmaking technology in the ISP, the static process model of the TGR-OBF established in this paper was based on the current feasible technology, and the CCS technology was not considered in this study.
- In the analysis of an ISP with the TGR-OBF and an ISP with the COREX, the operation data for the raw materials handling process, steelmaking process, rolling process, lime making process, oxygen plant, and power plant were all from the Jingtang steel plant. The input and output values of the raw materials handling process were proportional to the raw material consumption of the TGR-OBF process and COREX process, respectively.
- In an ISP, the metallurgical gas was preferentially supplied to the steel manufacturing system for use. The surplus gas was transported to the power plant, and the generating efficiency was 33%.
- The blast furnace blower was driven by electricity and the power consumption was 0.103 kWh/m3.
- Since the calculation of TRT power generation is very complex. In this study, the generating capacity was simplified to be only related to the flow of top gas, it was 0.028 kWh/m3.
- The electricity consumption of cryogenic oxygen process is 0.86 kWh/m3-oxygen.
2.3. Methods to Calculate Comprehensive Energy Consumption
2.4. Methods to Calculate CO2 Emissions
3. Results and Discussion
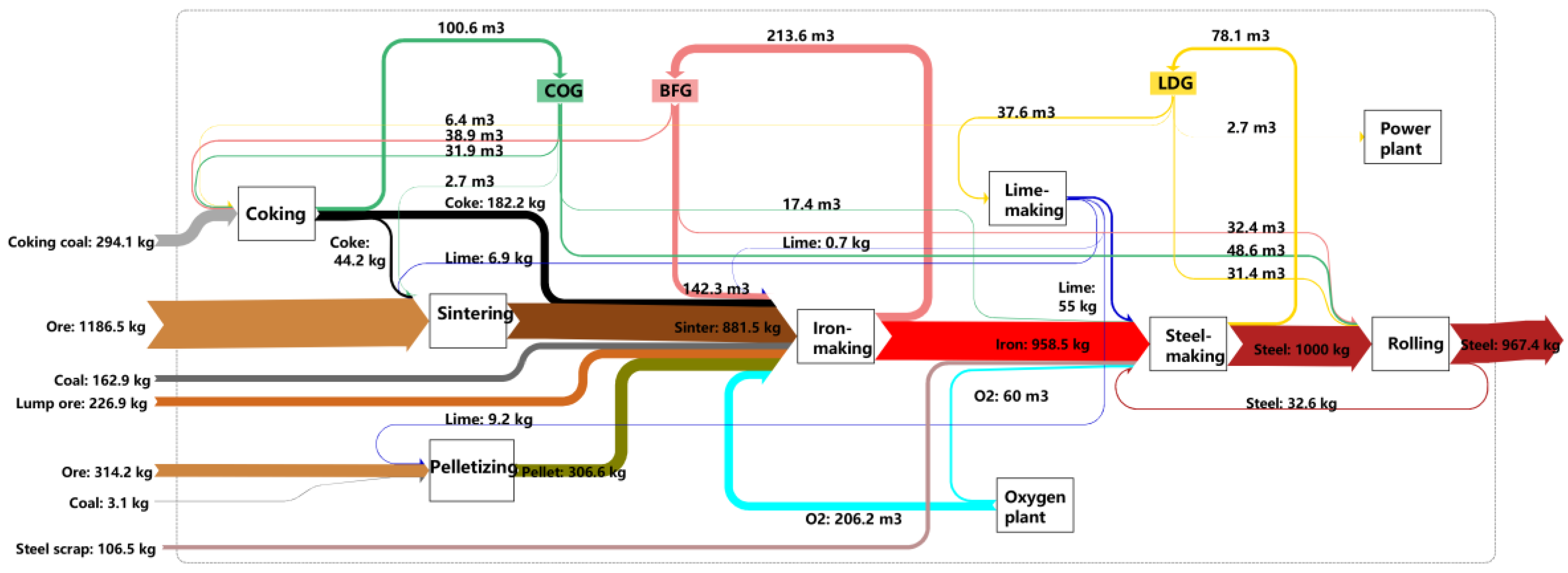
3.1. Material Flows Analysis
3.2. Metallurgical Gas Analysis
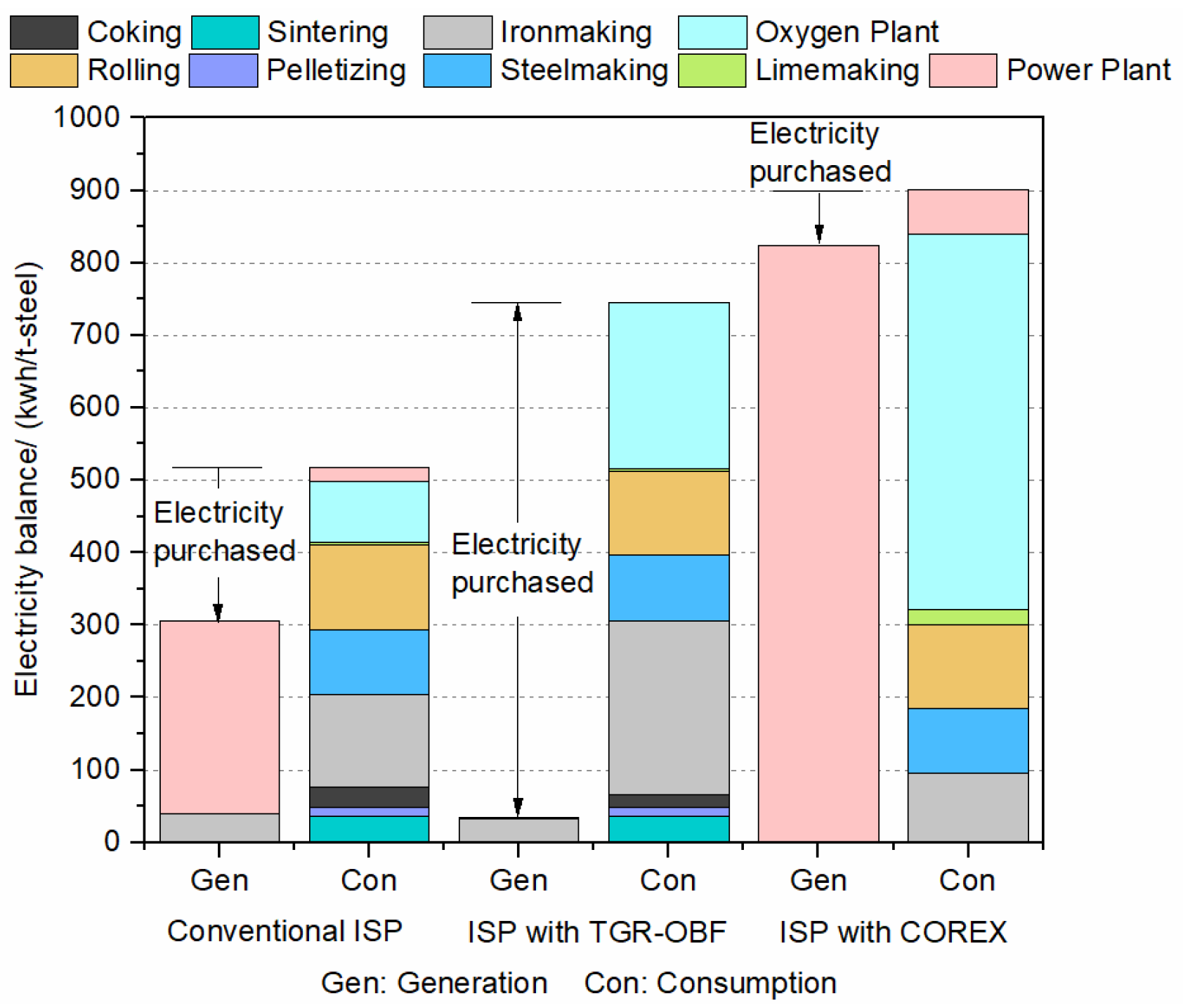
3.3. Electricity Analysis
3.4. Comprehensive Energy Consumption Analysis
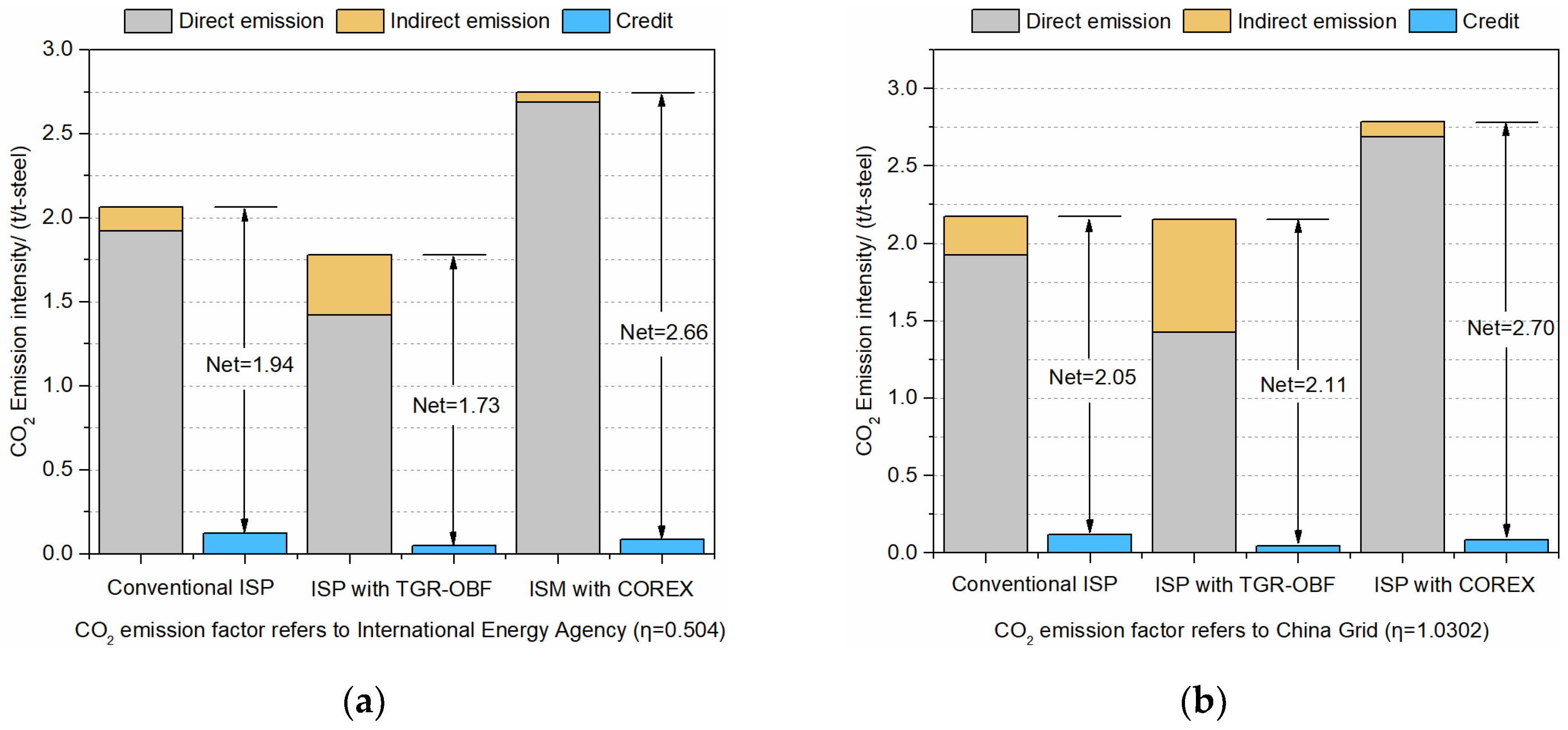
3.5. CO2 Emissions Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| m | mass of substance (kg) |
| eiin, eiout | the input and output energy substances (kg/t crude steel) |
| CE, CEd, CEi, CEc | the net, direct, indirect, and credit of the CO2 emissions (t/t crude steel) |
| Cin, Cp, Cbyp | the amount of total carbon input to the system, the amount of carbon fixed in the product, the amount of carbon fixed in the byproduct (t/t crude steel) |
| h | Specific enthalpy of chemical reaction (kJ/kg) |
| H | enthalpy value (kJ) |
| K | equilibrium constant |
| OD | oxidation degree |
| pi | energy conversion coefficient for substance i (GJ/kg) |
| q | sensible heat (kJ/kg) |
| R | basicity |
| T | temperature (K) |
| v | gas volume fraction |
| V | gas volume (m3) |
| ω | mass fraction |
References
- World Steel Association. World Steel in Figures 2018 Now Available; World Steel Association: Brussels, Belgium, 2018. [Google Scholar]
- Chen, W.; Yin, X.; Ma, D. A bottom-up analysis of China’s iron and steel industrial energy consumption and CO2 emissions. Appl. Energy 2014, 136, 1174–1183. [Google Scholar] [CrossRef]
- Shen, X.; Chen, L.; Xia, S.; Xie, Z.; Qin, X. Burdening proportion and new energy-saving technologies analysis and optimization for iron and steel production system. J. Cleaner Prod. 2018, 172, 2153–2166. [Google Scholar] [CrossRef]
- Smith, M.P. Blast furnace ironmaking—A view on future developments. Procedia Eng. 2017, 174, 19–28. [Google Scholar] [CrossRef]
- Wenzel, W. Hochofenbetrieb mit gasformigen Hilfsreduktionsmitteln. Germany Patent 2030468, 1970. [Google Scholar]
- Fink, F. Suspension smelting reduction—A new method of hot iron production. Steel Times (UK) 1996, 224, 398–399. [Google Scholar]
- Lu, W.; Kumar, R.V. The feasibility of nitrogen free blast furnace operation. ISS Trans. 1984, 5, 25. [Google Scholar]
- Ohno, Y.; Hotta, H.; Matsuura, M.; Mitsufuji, H.; Saito, H. Development of oxygen blast furnace process with preheating gas injection into upper shaft. Tetsu-to-Hagané 1989, 75, 1278–1285. [Google Scholar] [CrossRef]
- Pukhov, A. Introduction of blast furnace technology involving injection of hot reducing gases. Publ. Steel USSR 1991, 21, 333–338. [Google Scholar]
- Qin, M.; Gao, K.; Wang, G. Study on operation of blast furnace full oxygen blast. Iron Steel 1987, 22, 1–7. (In Chinese) [Google Scholar]
- Danloy, G.; Berthelemot, A.; Grant, M.; Borlée, J.; Sert, D.; Van der Stel, J.; Jak, H.; Dimastromatteo, V.; Hallin, M.; Eklund, N.; et al. ULCOS-Pilot testing of the low-CO2 blast furnace process at the experimental BF in Luleå. Rev. Mét. Inter. J. Metall. 2009, 106, 1–8. [Google Scholar] [CrossRef]
- Yamaoka, H.; Kamei, Y. Theoretical study on an oxygen blast furnace using mathematical simulation model. ISIJ inter. 1992, 32, 701–708. [Google Scholar] [CrossRef]
- Yamaoka, H.; Kamei, Y. Experimental study on an oxygen blast furnace process using a small test plant. ISIJ Inter. 1992, 32, 709–715. [Google Scholar] [CrossRef]
- Babich, A.I.; Gudenau, H.W.; Mavrommatis, K.T.; Froehling, C.; Formoso, A.; Cores, A.; Garcia, L. Choice of technological regimes of a blast furnace operation with injection of hot reducing gases. Revista De Metalurgia 2002, 38, 288–305. [Google Scholar] [CrossRef]
- Jin, P.; Jiang, Z.; Bao, C.; Lu, Y.; Zhang, J.; Zhang, X. Mathematical modeling of the energy consumption and carbon emission for the oxygen blast furnace with top. Gas Steel Res. Int. 2016, 87, 320–329. [Google Scholar] [CrossRef]
- Mitra, T.; Helle, M.; Pettersson, F.; Saxén, H.; Chakraborti, N. Multiobjective optimization of top gas recycling conditions in the blast furnace by genetic algorithms. Mater. Manuf. Processes 2011, 26, 475–480. [Google Scholar] [CrossRef]
- Liu, L.; Jiang, Z.; Zhang, X.; Lu, Y.; He, J.; Wang, J.; Zhang, X. Effects of top gas recycling on in-furnace status, productivity, and energy consumption of oxygen blast furnace. Energy 2018, 163, 144–150. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, J.; Xue, Z. Exergy analyses of the oxygen blast furnace with top gas recycling process. Energy 2017, 121, 135–146. [Google Scholar] [CrossRef]
- Zhu, K. Analysis of COREX process as a new ironmaking technology. Fuel Energy Abstr. 1995, 4, 284. [Google Scholar]
- Guo, Z.C.; Fu, Z.X. Current situation of energy consumption and measures taken for energy saving in the iron and steel industry in China. Energy 2010, 35, 4356–4360. [Google Scholar] [CrossRef]
- Eberle, A.; Siuka, D.; Bohm, C. New Corex C-3000 plant for Baosteel and status of the Corex technology. Stahl Und Eisen 2006, 126, 31–+. [Google Scholar]
- Hasanbeigi, A.; Arens, M.; Price, L. Alternative emerging ironmaking technologies for energy-efficiency and carbon dioxide emissions reduction: A technical review. Renew. Sustain. Energy Rev. 2014, 33, 645–658. [Google Scholar] [CrossRef]
- Zhan, W.; Wu, K.; He, Z.; Liu, Q.; Wu, X. Estimation of energy consumption in COREX process using a modified rist operating diagram. J. Iron. Steel Res. Int. 2015, 22, 1078–1084. [Google Scholar] [CrossRef]
- Hu, C.; Han, X.; Li, Z.; Zhang, C. Comparison of CO2 emission between COREX and blast furnace iron-making system. J. Environ. Sci. 2009, 21, S116–S120. [Google Scholar] [CrossRef]
- She, X.; An, X.; Wang, J.; Xue, Q.; Kong, L. Numerical analysis of carbon saving potential in a top gas recycling oxygen blast furnace. J. Iron. Steel Res. Int. 2017, 24, 608–616. [Google Scholar] [CrossRef]
- Hooey, L.; Tobiesen, A.; Johns, J.; Santos, S. Techno-economic study of an integrated steelworks equipped with oxygen blast furnace and CO2 capture. Energy Procedia 2013, 37, 7139–7151. [Google Scholar] [CrossRef]
- He, H.; Guan, H.; Zhu, X.; Lee, H. Assessment on the energy flow and carbon emissions of integrated steelmaking plants. Energy Rep. 2017, 3, 29–36. [Google Scholar] [CrossRef]
- Jin, P.; Jiang, Z.; Bao, C.; Hao, S.; Zhang, X. The energy consumption and carbon emission of the integrated steel mill with oxygen blast furnace. Resour. Conserv. Recycl. 2017, 117, 58–65. [Google Scholar] [CrossRef]
- Arasto, A.; Tsupari, E.; Kärki, J.; Lilja, J.; Sihvonen, M. Oxygen blast furnace with CO2 capture and storage at an integrated steel mill—Part I: Technical concept analysis. Int. J. Greenh. Gas Control 2014, 30, 140–147. [Google Scholar] [CrossRef]
- Tsupari, E.; Kärki, J.; Arasto, A.; Lilja, J.; Kinnunen, K.; Sihvonen, M. Oxygen blast furnace with CO2 capture and storage at an integrated steel mill—Part II: Economic feasibility in comparison with conventional blast furnace highlighting sensitivities. Int. J. Greenhouse Gas Control 2015, 32, 189–196. [Google Scholar] [CrossRef]
- Jin, P. Feasibility Investigation on Oxygen Blast Furnace with Top Gas Recycling Based on Multi-427 Level Models. PhD Thesis, University of Science and Technology Beijing, Beijing, China, 2 November 2015. [Google Scholar]
- Arasto, A.; Tsupari, E.; Kärki, J.; Pisilä, E.; Sorsamäki, L. Post-combustion capture of CO2 at an integrated steel mill—Part I: Technical concept analysis. Int. J. Greenhouse Gas Control 2013, 16, 271–277. [Google Scholar] [CrossRef]
- Liu, Z.; Grande, C.; Li, P.; Yu, J.; Eodrigues, A. Multi-bed vacuum pressureswing adsorption for carbon dioxide capture from flue gas. Sep. Purif. Technol. 2011, 81, 307–317. [Google Scholar] [CrossRef]
- Standardization Administration of China. General Principles for Calculation of the Comprehensive Energy Consumption; Standardization Administration of China: Beijing, China, 2008. [Google Scholar]
- World Resources Institute & World Business Council for Sustainable Development. The Greenhouse Gas Protocol; WRI: Washington, DC, USA, 2013. [Google Scholar]










© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, J.; Jiang, Z.; Bao, C.; Xu, A. Comparison of Energy Consumption and CO2 Emission for Three Steel Production Routes—Integrated Steel Plant Equipped with Blast Furnace, Oxygen Blast Furnace or COREX. Metals 2019, 9, 364. https://doi.org/10.3390/met9030364
Song J, Jiang Z, Bao C, Xu A. Comparison of Energy Consumption and CO2 Emission for Three Steel Production Routes—Integrated Steel Plant Equipped with Blast Furnace, Oxygen Blast Furnace or COREX. Metals. 2019; 9(3):364. https://doi.org/10.3390/met9030364
Chicago/Turabian StyleSong, Jiayuan, Zeyi Jiang, Cheng Bao, and Anjun Xu. 2019. "Comparison of Energy Consumption and CO2 Emission for Three Steel Production Routes—Integrated Steel Plant Equipped with Blast Furnace, Oxygen Blast Furnace or COREX" Metals 9, no. 3: 364. https://doi.org/10.3390/met9030364