Optimization, by Means of a Design of Experiments, of Heat Processes to Increase the Erosive Wear Resistance of White Hypoeutectic Cast Irons Alloyed with Cr and Mo


Abstract
:1. Introduction
2. Materials and Methods
- The Vickers hardness, representative of each of the 8 experiments. The applied load was 125 kgf (1225.83 N). In all cases, 10 indentations were made in each of the samples. The hardness values were obtained on a cross-section in areas at a distance from the edge of the specimen, avoiding indentations in areas near the edge. Moreover, face milling was used to remove 1 mm of the surface material so as to avoid the influence of any possible surface decarburization.
- The microhardness of the matrix phase, that is to say austenite mainly transformed into martensite, and pre-existing secondary carbides dispersed in the former. These secondary carbides were obtained during destabilization of austenite at 1000 or 1100 °C, which is a former stage prior to cooling in air or oil. This practice of austenite destabilization allows for austenite depletion in carbon and alloying elements in solid solution, which allows Ms to increase enabling to increase the section size to quench without cracking as well as to obtain less retained austenite after quenching. In the present experimental procedure, the applied load was 0.05 kgf (0.49 N), performing 10 indentations in each of the samples. Similar to the previous case, microhardness measurements were made on the cross-section after removing 1 mm of the material by milling.
- The erosive wear resistance, which was measured by means of compressed air blasting with corundum particles according to the ASTM G76 standard, applying a pressure of 4 bar, a flow rate of 1 g/s and a 30° angle of incidence on the sample surface. Five repetitions were performed in each test. The duration of each trial was 1 minute. The dimensions of the tested specimens were those of a prism measuring 60 mm × 40 mm × 15 mm.
3. Results
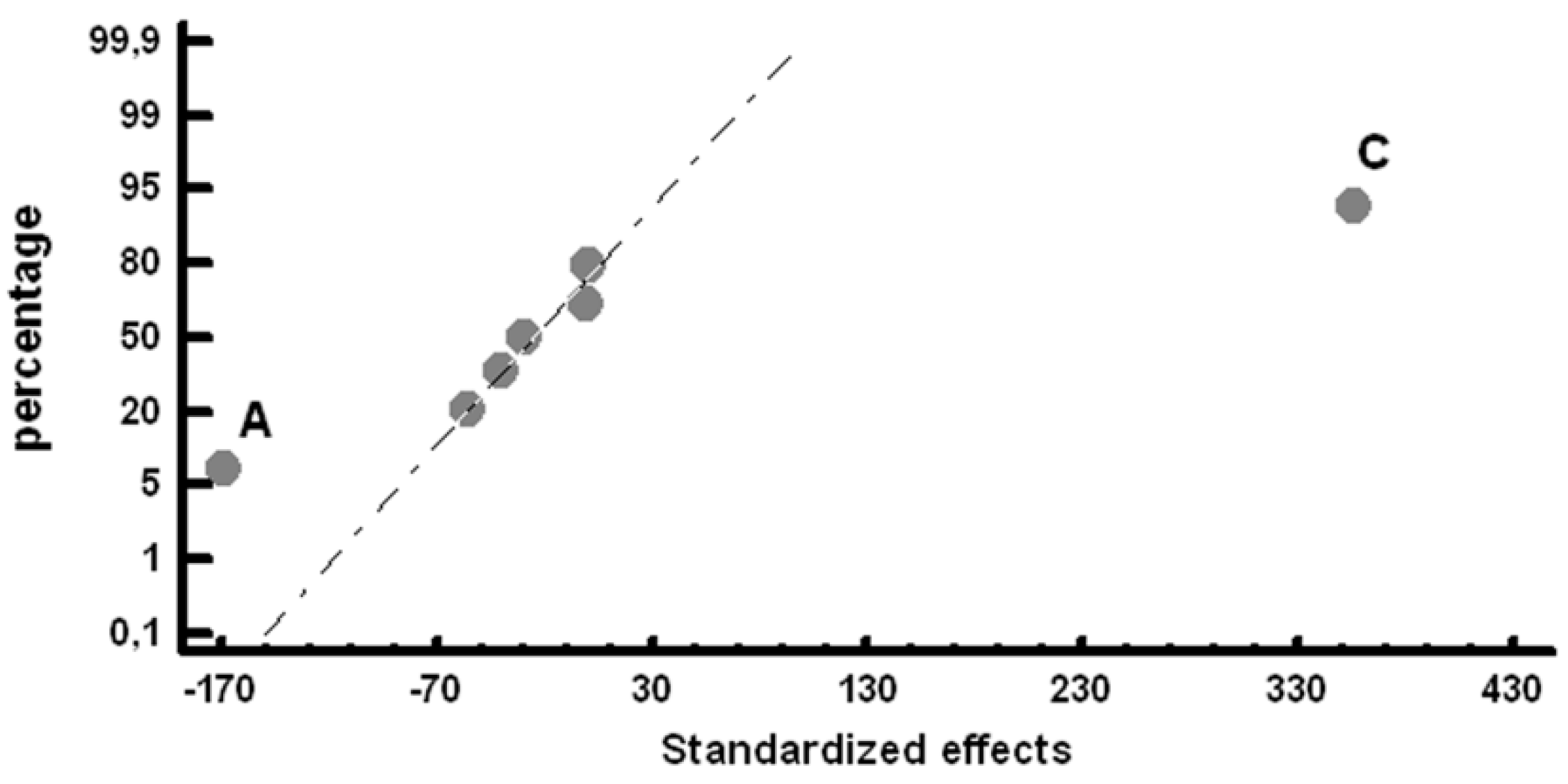
- Figure 1 shows that Factors A (austenitization temperature) and C (nitriding) have a significant effect on the representative hardness of the material: If Factor A is placed at its −1 level (1000 °C) and Factor C at its +1 level (nitriding treatment), there is a significant increase in hardness.
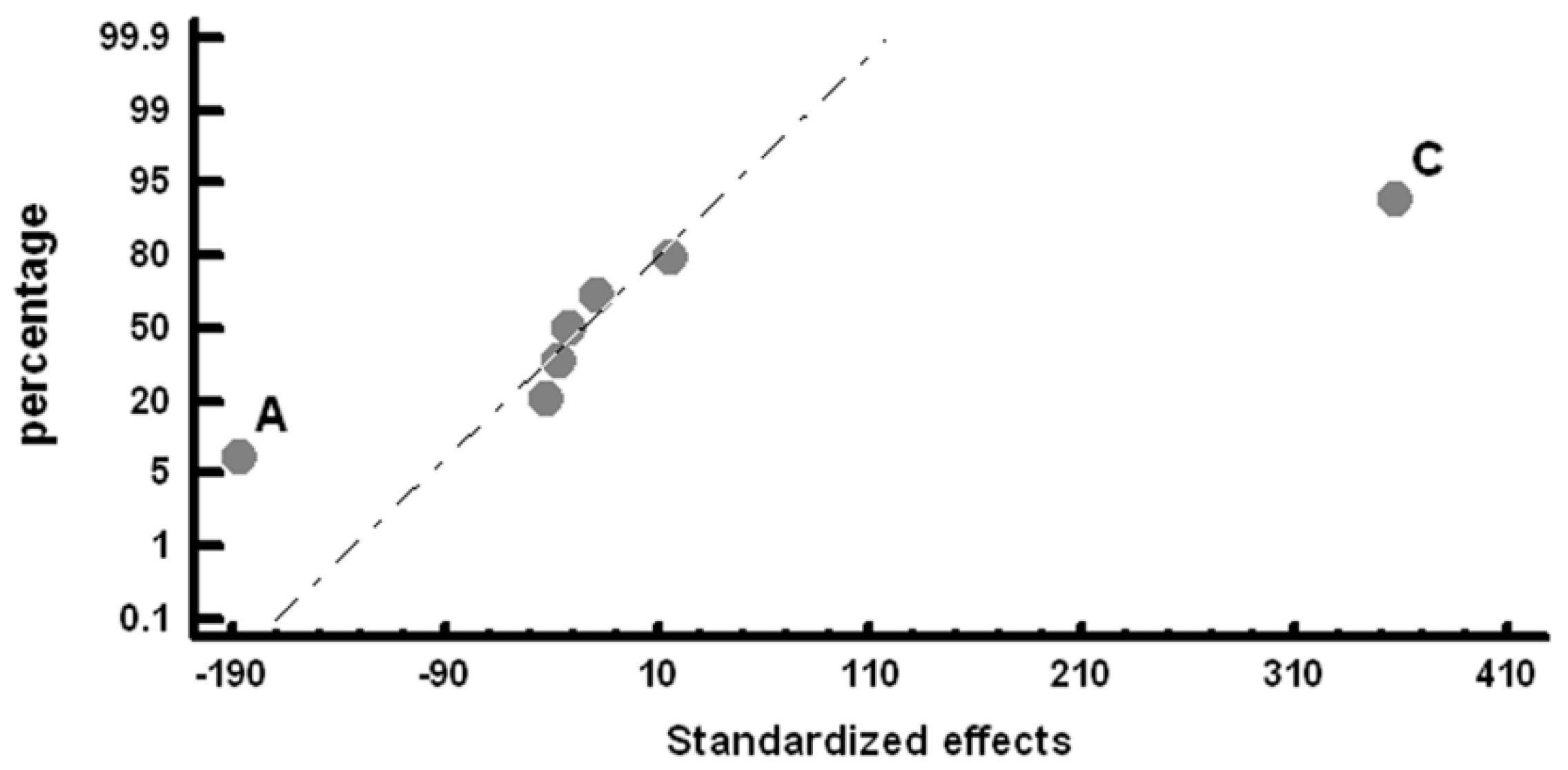
- Figure 2 shows the analysis of the hardness on the matrix constituent, mainly made up of martensite, retained austenite and secondary carbides formed during the destabilization of austenite. It is confirmed that if the aforementioned Factors (destabilization heat temperature of the austenite and nitriding treatment) are placed at their respective −1 and +1 levels, there is an increase in said hardness.
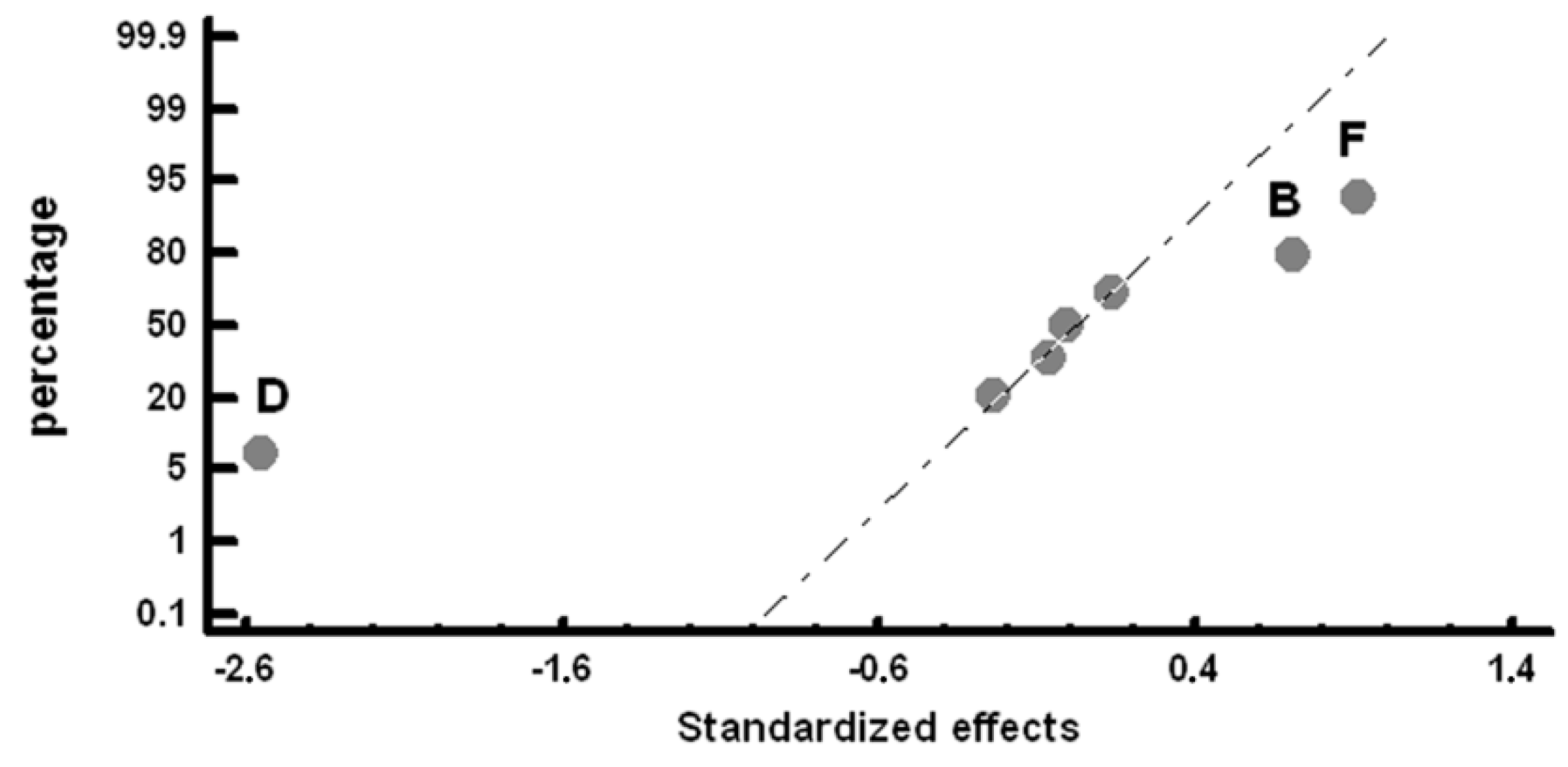
- Figure 3 shows that the Factors found to have a significant effect on erosive wear are B (dwell time at the destabilization heat temperature of austenite), D (cooling medium used in the quench) and F (tempering time).To increase the wear resistance of the material, these Factors should be placed at their respective −1 (dwell time at the destabilization temperature of austenite: 4 h), +1 (quenching in oil) and −1 (dwell time at the tempering temperature: 3 h) levels. It is worth noting that, in this case, neither the nitriding treatment nor the tempering temperature was found to have a significant effect on said erosive wear resistance.
4. Conclusions
- There is a difference between the Factors that condition the hardness of the material and those that condition its erosive wear resistance. The highest increase in hardness is obtained when the temperature employed to destabilize the austenite is 1000 °C and when the material is subjected to a nitriding treatment. However, the highest erosive wear resistance is obtained with the shortest dwell time at the destabilization temperature (4 h), quenching in oil, and employing the shortest tempering times (3 h).
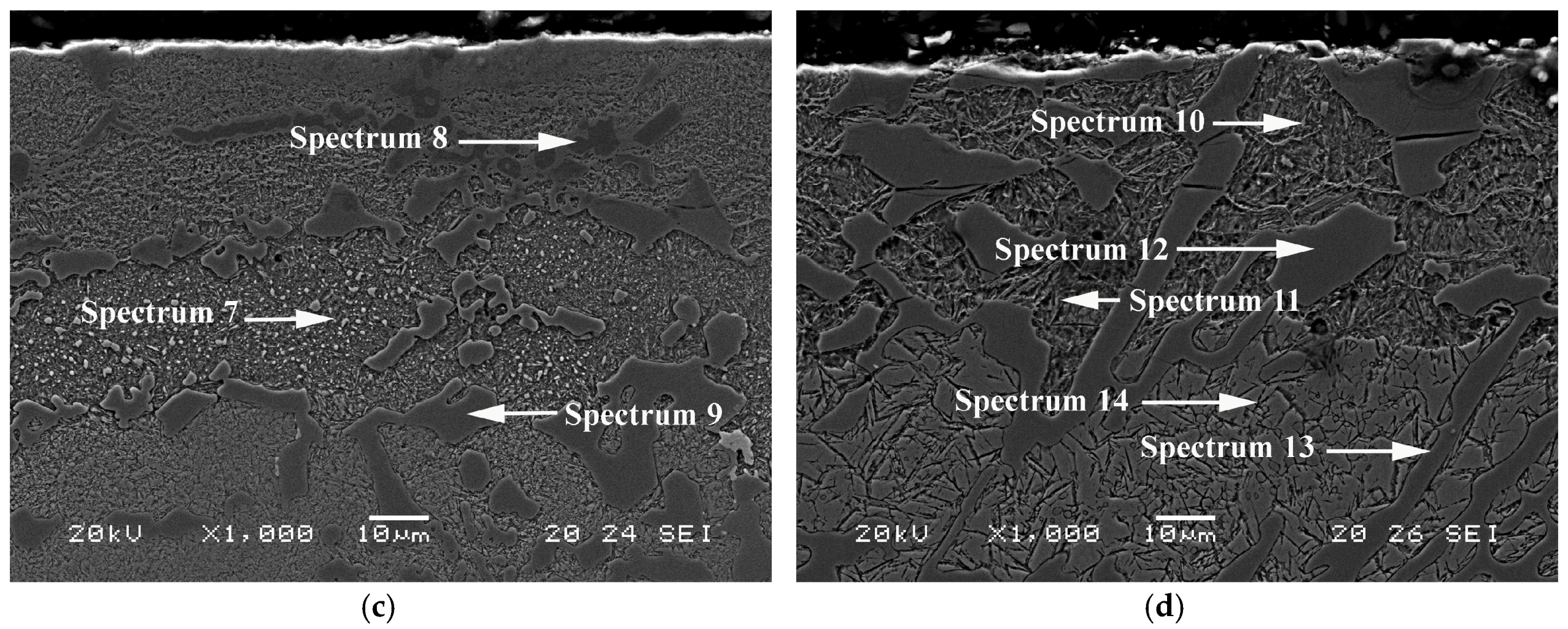
- Among the nitrided samples, it was found that the eutectic carbides located in the nitrided layer are transformed into carbonitrides and that the greater thicknesses of nitrided layers are obtained when the temperature employed to destabilize the austenite was 1000 °C and the tempering temperature was 200 °C. However, despite what was expected, the nitriding treatment does not have a significant effect on erosive wear resistance.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Pero-Sanz, J.A. Fundiciones Férreas; Dossat: Madrid, Spain, 1994; p. 154. [Google Scholar]
- Fairhust, W.; Rohrig, K. Abrasion resistant high chromium cast irons. Foundry Trade J. 1974, 136, 685–698. [Google Scholar]
- Ju, J.; Fu, H.G.; Fu, D.M.; Wei, S.Z.; Sang, P.; Wu, Z.W.; Tang, K.Z.; Lei, Y.P. Effects of Cr and V additions on the microstructure and properties of high-vanadium wear-resistant alloy steel. Ironmak. Steelmak. 2018, 45, 176–186. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A.; Arias, L.; Hernandez, B. Kinetics of secondary carbides precipitation in a high-chromium white iron. J. Mater. Eng. Perform. 2003, 12, 371–382. [Google Scholar] [CrossRef]
- Heino, V.; Kallio, M.; Valtonen, K.; Kuokkala, V.T. The role of microstructure in high stress abrasion of white cast irons. Wear 2017, 388, 119–125. [Google Scholar] [CrossRef]
- Filipovic, M.M. Iron-chromium-carbon-vanadium white cast irons—The microstructure and properties. Hem. Ind. 2014, 68, 413–427. [Google Scholar] [CrossRef]
- Guitar, M.A.; Suarez, S.; Prat, O.; Guigou, M.D.; Gari, V.; Pereira, G.; Mucklich, F. High Chromium Cast Irons: Destabilized-Subcritical Secondary Carbide Precipitation and Its Effect on Hardness and Wear Properties. J. Mater. Eng. Perform. 2018, 27, 3877–3885. [Google Scholar] [CrossRef]
- Gasan, H.; Erturk, F. Effects of a Destabilization Heat Treatment on the Microstructure and Abrasive Wear Behavior of High-Chromium White Cast Iron Investigated Using Different Characterization Techniques. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 4993–5005. [Google Scholar] [CrossRef]
- Lai, J.P.; Pan, Q.L.; Sun, Y.W.; Xiao, C.A. Effect of Si Content on the Microstructure and Wear Resistance of High Chromium Cast Iron. ISIJ Int. 2018, 58, 1532–1537. [Google Scholar] [CrossRef]
- Antolin, J.F.A.; Garrote, L.F.; Lozano, J.A. Application of Rietveld Refinement to the correlation of the microstructure evolution of white cast irons with 18 and 25 %-wt. Cr after oil quench and successive temper treatments, with abrasive wear and bending testing. Rev. Metal. 2018, 54, 11. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A.; Guerra, F.V.; Mejia, I.; Zuno-Silva, J.; Rainforth, M. Abrasive wear of V-Nb-Ti alloyed high-chromium white irons. Wear 2015, 332, 1006–1011. [Google Scholar] [CrossRef]
- Efremenko, V.; Shimizu, K.; Chabak, Y. Effect of Destabilizing Heat Treatment on Solid-State Phase Transformation in High-Chromium Cast Irons. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 5434–5446. [Google Scholar] [CrossRef]
- Liu, Q.; Shibata, H.; Hedstrom, P.; Joonsson, P.G.; Nakajima, K. Dynamic Precipitation Behavior of Secondary M7C3 Carbides in Ti-alloyed High Chromium Cast Iron. ISIJ Int. 2013, 53, 1237–1244. [Google Scholar] [CrossRef]
- Wiengmoon, A.; Pearce, J.T.H.; Chairuangsri, T. Relationship between microstructure, hardness and corrosion resistance in 20 wt.%Cr, 27 wt.%Cr and 36 wt.%Cr high chromium cast irons. Mater. Chem. Phys. 2011, 125, 739–748. [Google Scholar] [CrossRef]
- Karantzalis, A.E.; Lekatou, A.; Diavati, E. Effect of Destabilization Heat Treatments on the Microstructure of High-Chromium Cast Iron: A Microscopy Examination Approach. J. Mater. Eng. Perform. 2009, 18, 1078–1085. [Google Scholar] [CrossRef]
- Kootsookos, A.; Gates, J.D. The role of secondary carbide precipitation on the fracture toughness of a reduced carbon white iron. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2008, 490, 313–318. [Google Scholar] [CrossRef]
- Carpenter, S.D.; Carpenter, D.; Pearce, J.T.H. XRD and electron microscope study of a heat treated 26.6% chromium white iron microstructure. Mater. Chem. Phys. 2007, 101, 49–55. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Z.P.; Zuo, R.L.; Li, C.; Shen, B.L.; Gao, S.J.; Huang, S.J. Effects of secondary carbide precipitation and transformation on abrasion resistance of the 16Cr-1Mo-1Cu white iron. J. Mater. Eng. Perform. 2006, 15, 316–319. [Google Scholar] [CrossRef]
- Pearce, J.T.H. Structural characterisation of high chromium cast irons. In Proceedings of the International Conference on Solidification Science and Processing: Outlook for the 21st Century, Bangalore, India, 18–21 February 2001; pp. 241–247. [Google Scholar]
- Wang, J.; Li, C.; Liu, H.H.; Yang, H.S.; Shen, B.L.; Gao, S.J.; Huang, S.J. The precipitation and transformation of secondary carbides in a high chromium cast iron. Mater. Charact. 2006, 56, 73–78. [Google Scholar] [CrossRef]
- Fernandez-Pariente, I.; Belzunce-Varela, F.J. Influence of different heat treatments on the microstructure of a high chromium white cast iron. Rev. Metal. 2006, 42, 279–286. [Google Scholar] [CrossRef]
- Tenorio, J.A.S.; Albertin, E.; Espinosa, D.C.R. Effects of Mo additions on the solidification of high chromium cast iron. Int. J. Cast Met. Res. 2000, 13, 99–105. [Google Scholar] [CrossRef]
- Karantzalis, E.; Lekatou, A.; Mavros, H. Microstructure and properties of high chromium cast irons: Effect of heat treatments and alloying additions. Int. J. Cast Met. Res. 2009, 22, 448–456. [Google Scholar] [CrossRef]
- Cetinkaya, C. An investigation of the wear behaviours of white cast irons under different compositions. Mater. Des. 2006, 27, 437–445. [Google Scholar] [CrossRef]
- Li, Y.C.; Li, P.; Wang, K.; Li, H.Z.; Gong, M.Y.; Tong, W.P. Microstructure and mechanical properties of a Mo alloyed high chromium cast iron after different heat treatments. Vacuum 2018, 156, 59–67. [Google Scholar] [CrossRef]
- Scandian, C.; Boher, C.; de Mello, J.D.B.; Rezai-Aria, F. Effect of molybdenum and chromium contents in sliding wear of high-chromium white cast iron: The relationship between microstructure and wear. Wear 2009, 267, 401–408. [Google Scholar] [CrossRef]
- Oh, H.; Lee, S.; Jung, J.Y.; Ahn, S. Correlation of microstructure with the wear resistance and fracture toughness of duocast materials composed of high-chromium white cast iron and low-chromium steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2001, 32, 515–524. [Google Scholar] [CrossRef]
- Nurjaman, F.; Sumardi, S.; Shofi, A.; Aryati, M.; Suharno, B. Effect of Molybdenum, Vanadium, Boron on Mechanical Properties of High Chromium White Cast Iron in As-Cast Condition. In Proceedings of the International Symposium on Frontier of Applied Physics (ISFAP), Bandung, Indonesia, 5–7 October 2016. [Google Scholar]
- Pero-Sanz, J.A. Aceros; Dossat: Madrid, Spain, 2004; p. 558. [Google Scholar]
- Steiner, T.; Meka, S.R.; Bischoff, E.; Waldenmaier, T.; Mittemeijer, E.J. Nitriding of ternary Fe-Cr-Mo alloys; role of the Cr/Mo-ratio. Surf. Coat. Technol. 2016, 291, 21–33. [Google Scholar] [CrossRef]
- Prat-Bartés, A.; Tort-Martorell, X.; Grima-Cintas, P.; Pozueta-Fernández, L.; Solé-Vidal, I. Métodos Estadísticos, 2nd ed.; Cataluña, U.P.d., Ed.; Trillas: Jardines del Bosque, Mexico, 2004; p. 376. [Google Scholar]
- Tancret, F.; Laigo, J.; Christien, F.; Le Gall, R.; Furtado, J. Phase transformations in Fe-Ni-Cr heat-resistant alloys for reformer tube applications. Mater. Sci. Technol. 2018, 34, 1333–1343. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | Fe |
|---|---|---|---|---|---|
| 3.02 | 1.17 | 0.80 | 18.21 | 2.05 | ≤74.75. |
| Factors | Levels | ||
|---|---|---|---|
| Code | Metallurgical Parameter | Level –1 | Level +1 |
| A | Destabilization temperature of austenite (°C) | 1000 | 1100 |
| B | Dwell time at the destabilization temperature (h) | 4 | 8 |
| C | Nitriding | No | Yes |
| D | Quench cooling medium | air | oil |
| E | Temperingtemperature (°C) | 200 | 500 |
| F | Dwell timeat temperature during tempering(h) | 3 | 6 |
| No | A | B | C | D | E | F | Confounding Pattern |
|---|---|---|---|---|---|---|---|
| 1 | –1 | –1 | –1 | +1 | +1 | +1 | A+BD+CE B+AD+CF C+AE+BF D+AB+EF E+AC+DF F+BC+DE AF+BE+CD |
| 2 | +1 | –1 | –1 | –1 | –1 | +1 | |
| 3 | –1 | +1 | –1 | –1 | +1 | –1 | |
| 4 | +1 | +1 | –1 | +1 | –1 | –1 | |
| 5 | –1 | –1 | +1 | +1 | –1 | –1 | |
| 6 | +1 | –1 | +1 | –1 | +1 | –1 | |
| 7 | –1 | +1 | +1 | –1 | –1 | +1 | |
| 8 | +1 | +1 | +1 | +1 | +1 | +1 |
| Gas Mixture | 70vol.%N2 + 30vol.%H2 |
|---|---|
| Gas flow(cm3/s) | 0.14 |
| Temperature (°C) | 540 |
| Pressure (Pa) | 400 |
| Time (min) | 120 |
| Output voltage (V) | 500 |
| Experiment | Mean Hardness HV125 | Microhardness of Matrix Phase HV0.05 | Wear (mg/min) | Confounding Pattern | |||
|---|---|---|---|---|---|---|---|
| Values | Effect | Values | Effect | Values | Effect | ||
| 1 | 833 | 948.6 | 764 | 879.2 | 59.64 | 60.73 | Mean |
| 2 | 679 | −169.2 | 603 | −186.5 | 61.9 | −0.23 | A+BC+CE |
| 3 | 877 | 0.2 | 792 | 16 | 61.92 | 0.70 | B+AD+CF |
| 4 | 693 | 356.2 | 643 | 375.5 | 59.2 | 0.13 | C+AE+BF |
| 5 | 1178 | −55.2 | 1129 | −36 | 58.8 | −2.55 | D+AB+EF |
| 6 | 1104 | −0.2 | 989 | −31.5 | 61.18 | 0.00 | E+AC+DF |
| 7 | 1245 | −28.7 | 1205 | 18 | 63.04 | 0.91 | F+BC+DE |
| 8 | 980 | −40.2 | 909 | 42 | 60.18 | −0.06 | AF+BE+CD |
| Figure | Exp. | Spectrum | N | Si | Cr | Fe | Mo | Quenching | Tempering | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (a) | 5 | 1 | 16.1 | -- | 44.5 | 37.2 | 2.2 | 1000 °C | 4 h | Oil | 200 °C | 3 h |
| 2 | 4.1 | 1.7 | 7.5 | 86.6 | -- | |||||||
| (b) | 6 | 3 | 14.9 | -- | 36.0 | 46.5 | 2.5 | 1100 °C | 4 h | Air | 500 °C | 3 h |
| 4 | 8.4 | 1.7 | 10 | 77.3 | 2.6 | |||||||
| 5 | -- | -- | 51.8 | 45.9 | 2.2 | |||||||
| 6 | -- | 1.8 | 7.9 | 89.3 | 1.1 | |||||||
| (c) | 7 | 7 | 15.1 | -- | 48.3 | 34.7 | 1.8 | 1000 °C | 8 h | Air | 200 °C | 6 h |
| 8 | 6.3 | 1.6 | 8.3 | 82.7 | 1.3 | |||||||
| 9 | -- | -- | 56.8 | 43.2 | -- | |||||||
| (d) | 8 | 10 | 6.7 | 2.3 | 8.9 | 80.7 | 1.4 | 1100 °C | 8 h | Oil | 500 °C | 6 h |
| 11 | 8.6 | 2.2 | 8.9 | 78.6 | 1.7 | |||||||
| 12 | 15.2 | -- | 42.4 | 39.3 | 3.1 | |||||||
| 13 | -- | -- | 51.8 | 45.5 | 2.6 | |||||||
| 14 | -- | 1.8 | 8.1 | 89.5 | 0.7 | |||||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonzalez-Pociño, A.; Alvarez-Antolin, F.; Asensio-Lozano, J. Optimization, by Means of a Design of Experiments, of Heat Processes to Increase the Erosive Wear Resistance of White Hypoeutectic Cast Irons Alloyed with Cr and Mo. Metals 2019, 9, 403. https://doi.org/10.3390/met9040403
Gonzalez-Pociño A, Alvarez-Antolin F, Asensio-Lozano J. Optimization, by Means of a Design of Experiments, of Heat Processes to Increase the Erosive Wear Resistance of White Hypoeutectic Cast Irons Alloyed with Cr and Mo. Metals. 2019; 9(4):403. https://doi.org/10.3390/met9040403
Chicago/Turabian StyleGonzalez-Pociño, Alejandro, Florentino Alvarez-Antolin, and Juan Asensio-Lozano. 2019. "Optimization, by Means of a Design of Experiments, of Heat Processes to Increase the Erosive Wear Resistance of White Hypoeutectic Cast Irons Alloyed with Cr and Mo" Metals 9, no. 4: 403. https://doi.org/10.3390/met9040403