Synthesis of Nanosilica via Olivine Mineral Carbonation under High Pressure in an Autoclave



 ,
, 
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Procedures
3. Results and Discussion
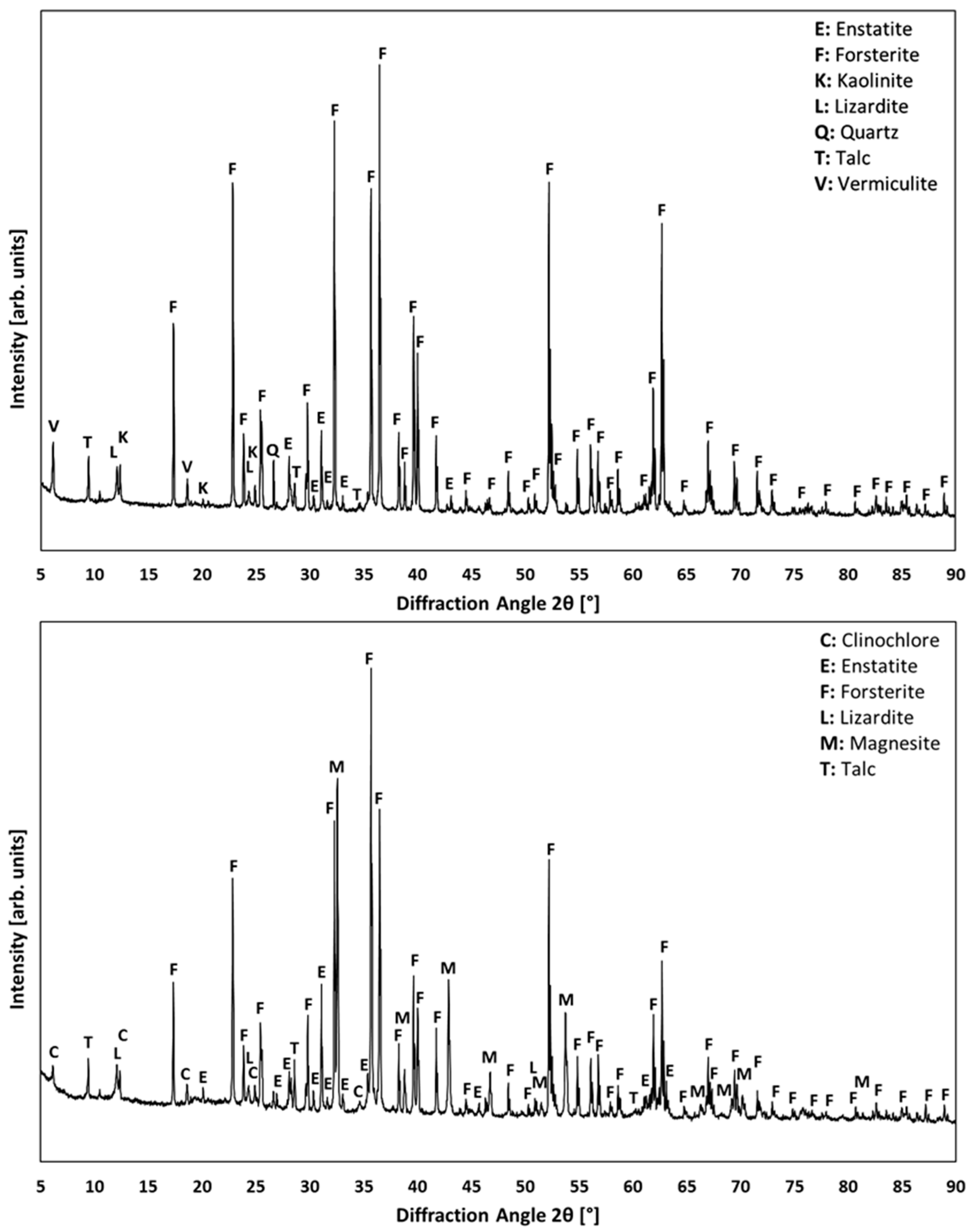
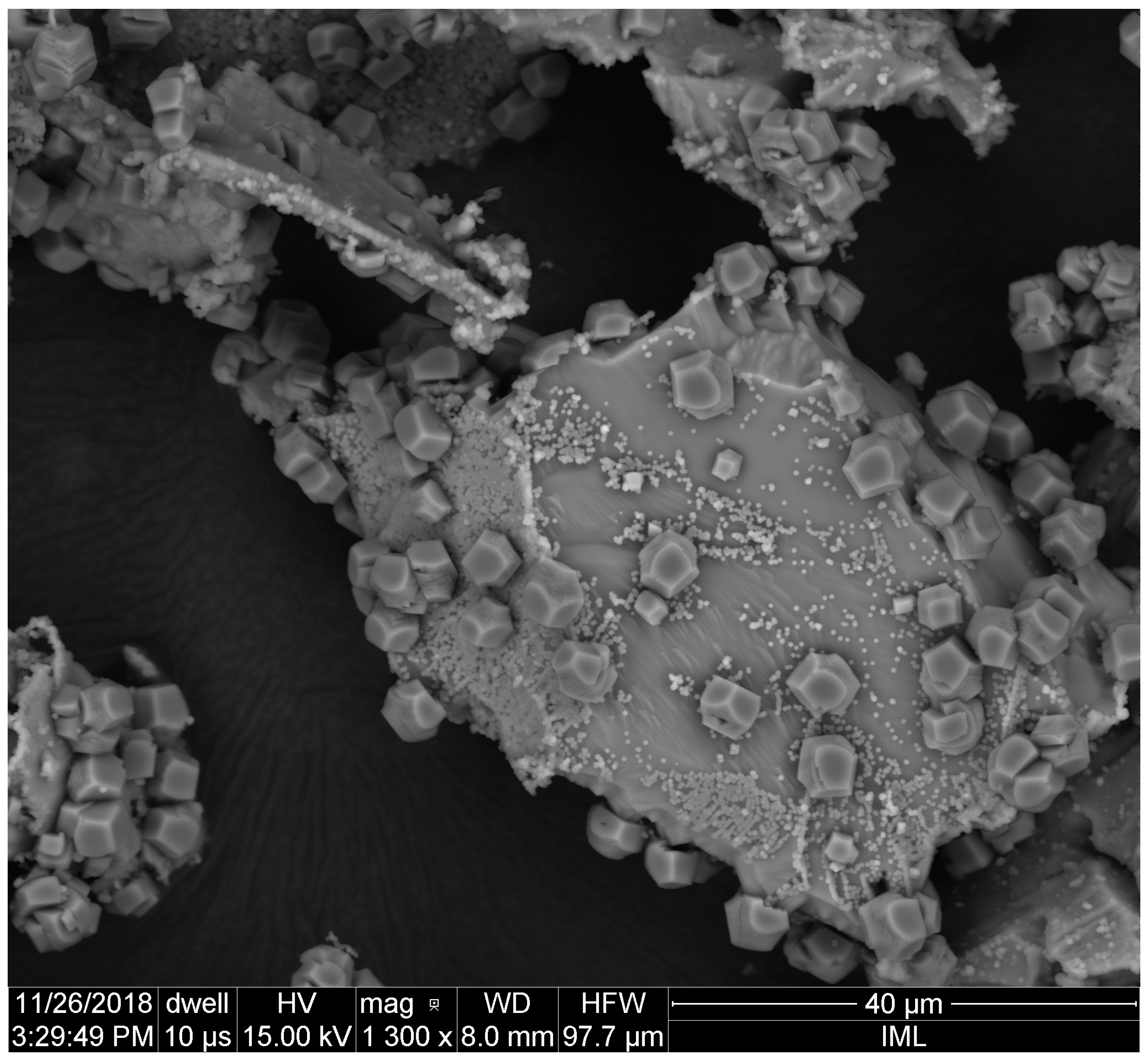
3.1. Product Characterization–Analysis via XRD and SEM of Solid Product after Carbonation
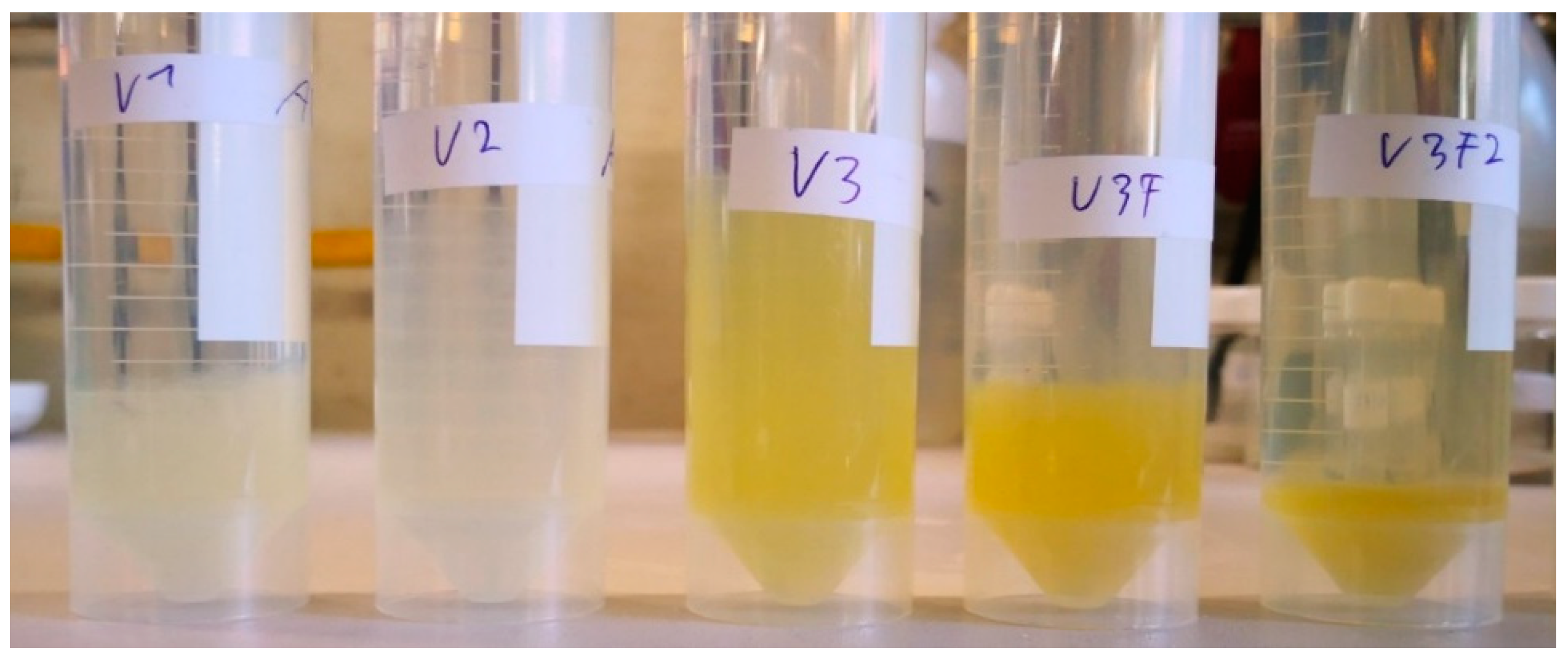
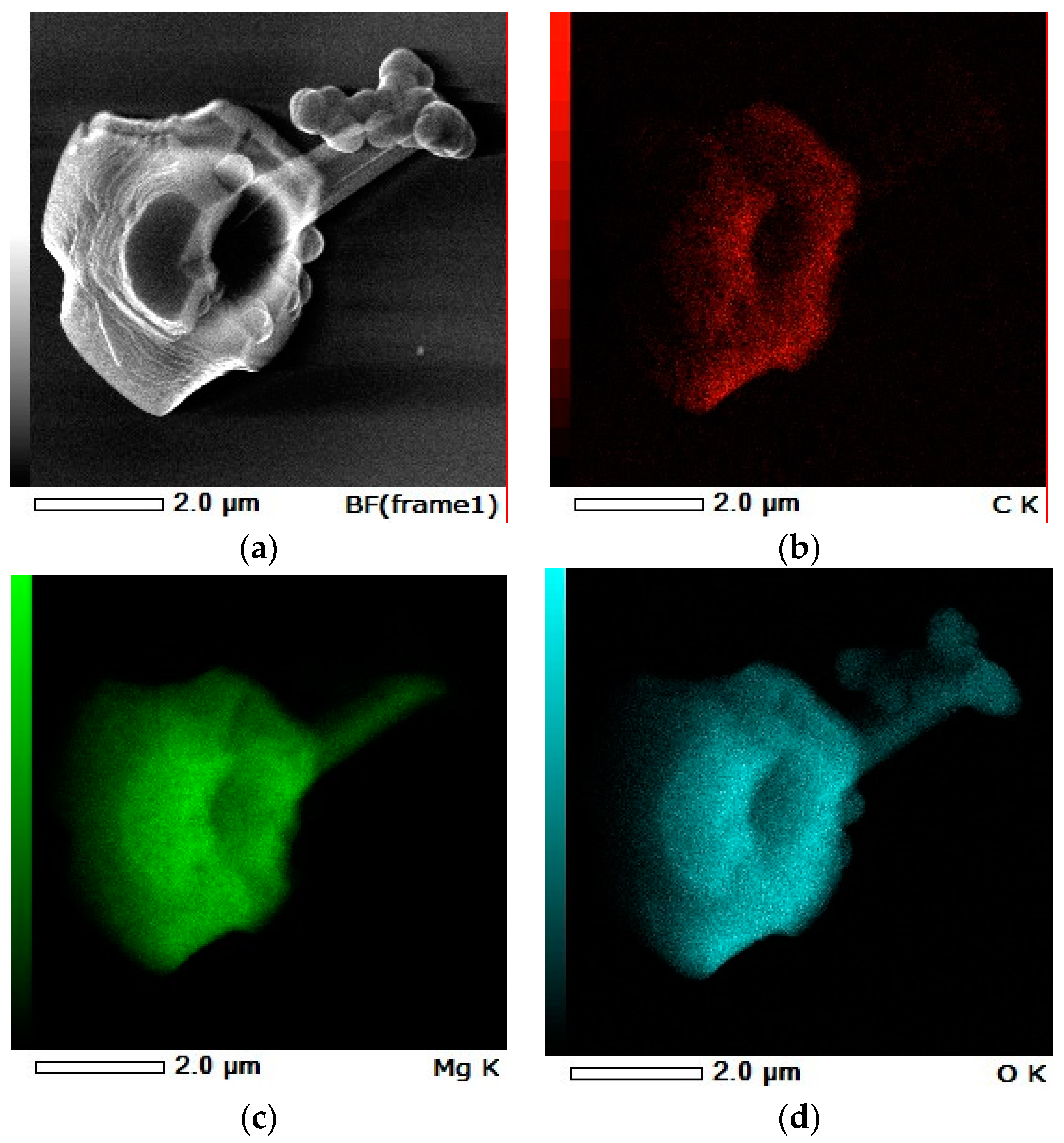
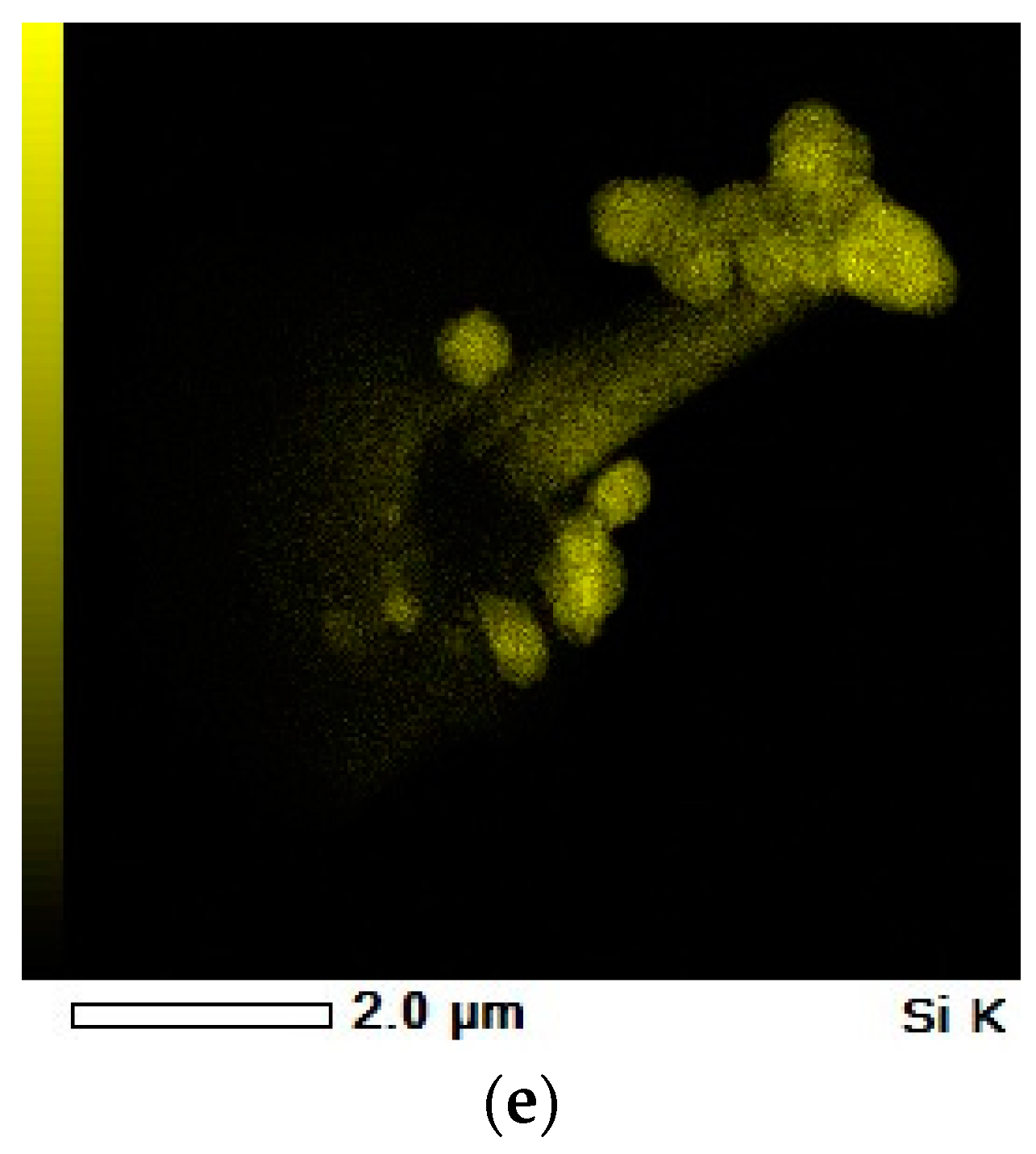
3.2. Product Characterization–Analysis of Precipitate from a Water
3.3. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cheng, C.J.; Urbani, M. Purification of laterite leach solutions by direct solvent extraction. In Aqueous and Electrochemical Processing; Kongoli, F., Itagaki, K., Yamauchi, C., Sohn, H.Y., Eds.; The Minerals, Metals, & Materials Society: San Diego, CA, USA, 2003; Volume 3, pp. 251–265. [Google Scholar]
- Bergman, R.A. Nickel production from low-iron laterite ores: Process description. CIM Bull. 2003, 96, 127–138. [Google Scholar]
- Zulfiqar, U.; Subhani, T.; Husain, S.W. Synthesis and characterization of silica nanoparticles from clay. J. Asian Ceram. Soc. 2016, 4, 91–96. [Google Scholar] [CrossRef]
- Moskalyk, R.R.; Alfantazi, A.M. Nickel laterite processing and electrowinning practice. Miner. Eng. 2002, 15, 593–605. [Google Scholar] [CrossRef]
- Alkan, G.; Yagmurlu, B.; Ditrich, C.; Gronen, L.; Stopic, S.; Ma, Y.; Friedrich, B. Selective silica gel scandium extraction from, iron–depleted red mud slags by dry digestion. Hydrometallurgy 2019, 185, 266–272. [Google Scholar] [CrossRef]
- Ma, Y.; Stopic, S.; Friedrich, B. Hydrometallurgical treatment of a eudialyte concentrate for preparation of rare earth carbonate. Johns. Matthey Technol. Rev. 2019, 63, 2–13. [Google Scholar] [CrossRef]
- Ma, Y.; Stopic, S.; Gronen, L.; Obradovic, S.; Milivojevic, M.; Friedrich, B. Neural network modeling for the extraction of rare earth elements from eudialyte concentrate by dry digestion and leaching. Metals 2018, 8, 267. [Google Scholar] [CrossRef]
- Stopic, S.; Schroeder, M.; Weirich, T.; Friedrich, B. Synthesis of TiO2 Core/RuO2 shell particles using multistep ultrasonic spray pyrolysis. Mater. Res. Bull. 2013, 48, 3633–3635. [Google Scholar] [CrossRef]
- Košević, M.; Stopic, S.; Cvetković, V.; Schroeder, M.; Stevanović, J.; Panic, V.; Friedrich, B. Mixed RuO2/TiO2 uniform microspheres synthesized by low-temperature ultrasonic spray pyrolysis and their advanced electrochemical performances. Appl. Surf. Sci. 2019, 464, 1–9. [Google Scholar] [CrossRef]
- Ab Rahman, I.; Padavettan, V. Synthesis of silica nanoparticles by sol-gel: Size-dependent properties, surface modification, and applications in silica-polymer nanocomposites—A review. J. Nanomater. 2012. [Google Scholar] [CrossRef]
- Kim, K.; Choi, K.; Yang, J. Formation of spherical hollow silica particles from sodium silicate solution by ultrasonic spray pyrolysis method. Coll. Surf. Physicochem. Eng. Asp. 2005, 254, 193–198. [Google Scholar] [CrossRef]
- Ratanathavorn, W.; Bouhod, N.; Modsuwan, M. Synthesis of silica nanoparticles by ultrasonic spray pyrolysis technique for cream perfume formulation development. J. Food Health Bioenviron. Sci. 2018, 11, 1–5. [Google Scholar]
- Nakashima, Y.; Takai, C.; Razavi-Khosroshahi, H.; Suthabanditpong, W.; Fuji, M. Synthesis of ultra-small hollow silica nanoparticles using the prepared amorphous calcium carbonate in one-pot process. Adv. Powder Technol. 2018, 29, 904–908. [Google Scholar] [CrossRef]
- Stopic, S.; Dertmann, C.; Modolo, G.; Kegler, P.; Neumeier, S.; Kremer, D.; Wotruba, H.; Etzold, S.; Telle, R.; Rosani, D.; et al. Synthesis of magnesium carbonate via carbonation under high pressure in an autoclave. Metals 2018, 8, 993. [Google Scholar] [CrossRef]
- Rahmani, O.; Junin, R.; Tyrer, M.; Mohsin, R. Mineral carbonation of red gypsum for CO2 sequestration. Energy Fuels 2014, 28, 5953–5958. [Google Scholar] [CrossRef]
- Béarat, H.; McKelvy, M.; Chizmeshya, A.; Gormley, D.; Nunez, R.; Carpenter, R.; Squires, K.; Wolf, G. Carbon sequestration via aqueous olivine mineral carbonation: Role of passivating layer formation. Environ. Sci. Technol. 2006, 40, 4802–4808. [Google Scholar] [CrossRef]
- Eikeland, E.; Bank, A.; Tyrsted, C.; Jensen, A.; Iversen, B. Optimized carbonation of magnesium silicate mineral for CO2 storage. Appl. Mater. Interf. 2015, 7, 5258–5264. [Google Scholar] [CrossRef] [PubMed]
- Daval, D.; Sissmann, O.; Menguy, N.; Salsi, G.; Gyot, F.; Martinez, I.; Corvisier, J.; Machouk, I.; Knauss, K.; Hellmann, R. Influence of anorphous silica lyer formation on the dissolution rate of olivine at 90°C and elevated pCO2. Chem. Geol. 2011, 284, 193–209. [Google Scholar] [CrossRef]
- Oelkers, E. An experimental study of forsterite dissolution rates as afunction of temperature and aqueous Mg and Si concentrations. Chem. Geol. 2001, 175, 485–494. [Google Scholar] [CrossRef]
- Hänchen, M.; Prigiobbe, V.; Storti, T.; Seward, M.; Mazzotti, M. Dissolution kinetics of forsteritic olivine at 90–150 °C including effect of the presence of CO2. Geochim. Cosmochim. Acta 2006, 70, 4403–4416. [Google Scholar] [CrossRef]
- Turri, L.; Muhr, H.; Rijnsburger, K.; Knops, P.; Lapicque, F. CO2 sequestration by high pressure reaction with olivine in a rocking batch autoclave. Chem. Eng. Sci. 2017, 171, 27–31. [Google Scholar] [CrossRef]
- Oelkers, E.H.; Declercq, J.; Saldi, G.D.; Gislason, S.R.; Schott, J. Olivine dissolution rates: A critical review. Chem. Geol. 2018, 500, 1–19. [Google Scholar] [CrossRef] [Green Version]
- Götze, J.; Göbbels, M. Introduction in Applied Mineralogy; Springer: Berlin/Heidelberg, Germany, 2017; p. 270. [Google Scholar]
- Wang, F.; Dreisinger, D.; Jarvis, M.; Hitchins, T. Kinetics and mechanism of mineral carbonation of olivine for CO2. Miner. Eng. 2019, 131, 185–197. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | MnO | Cr2O3 | ZnO | NiO |
|---|---|---|---|---|---|---|---|---|---|---|
| in wt % | 48.7 | 0.5 | 7.8 | 0.2 | 41.0 | 0.1 | 0.1 | 0.4 | 0.1 | 1.2 |
| Mineral Phases | Olivine, Norway (20–63 µm) | |
|---|---|---|
| Semi-Quantitative Composition in wt % | ||
| Before Carbonation | After Carbonation | |
| Enstatite | 5–10 | 5–10 |
| Forsterite | 75–80 | 50–55 |
| Lizardite | ≤5 | ≤5 |
| Kaolinite | ≤5 | - |
| Talc | ≤5 | ≤5 |
| Magnesite | - | 20–25 |
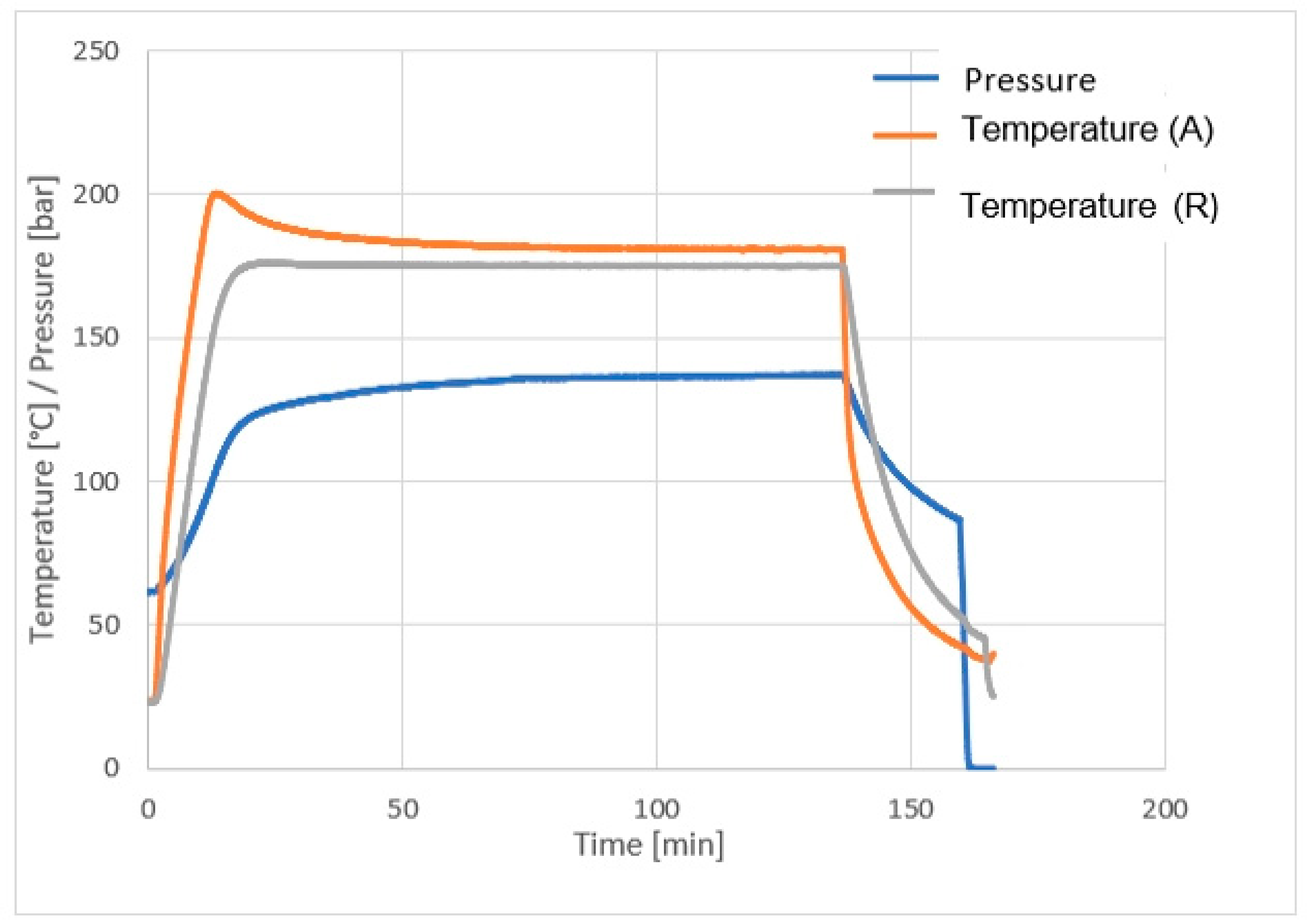
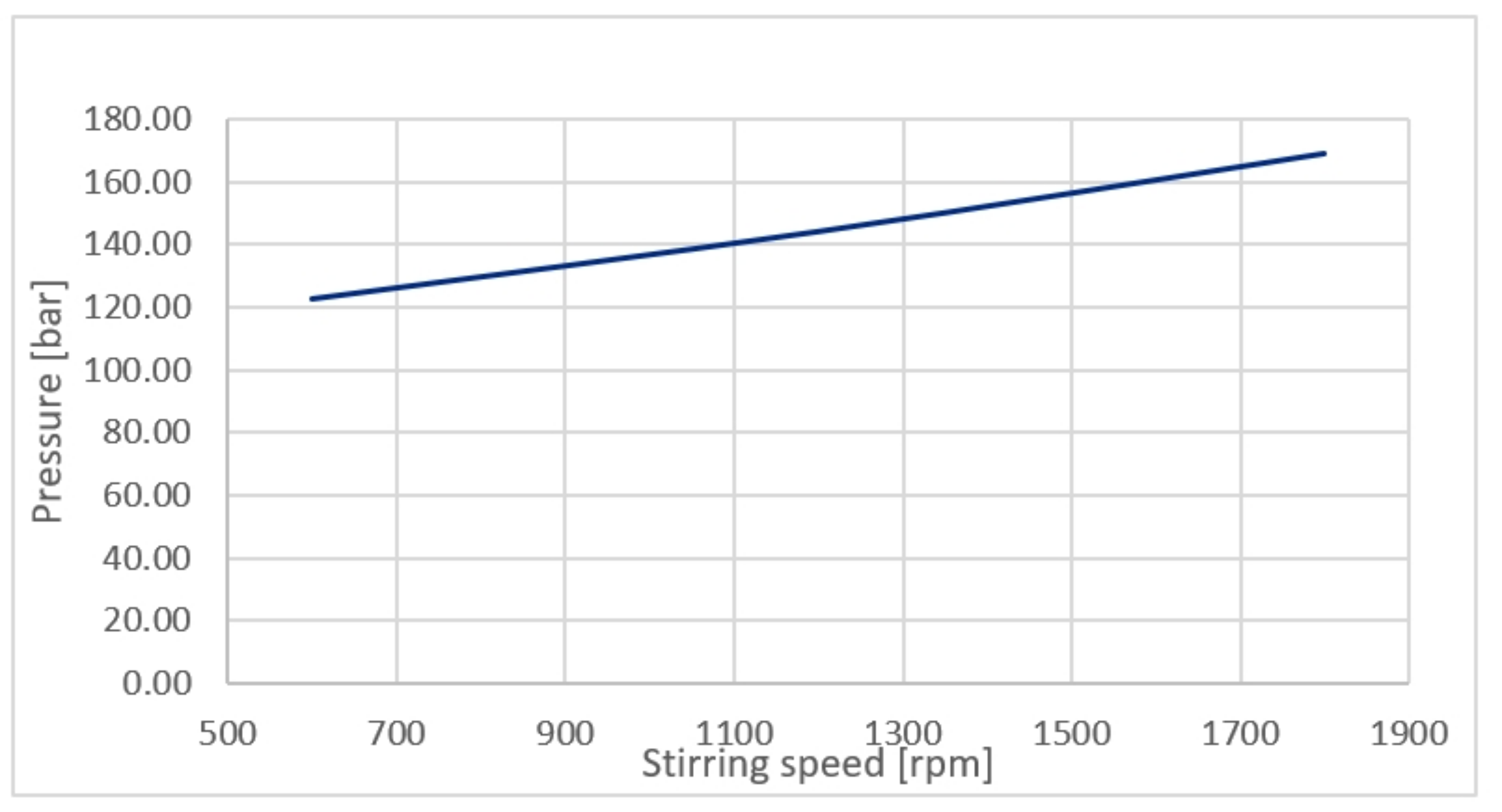
| Experiments | pHSolution | pHEnd | Pstart for heating to 175 °C [bar] | PStart for reaction [bar] | Stirring Speed [rpm] | PEnd [bar] |
|---|---|---|---|---|---|---|
| V1 (120 min) | 7.20 | 8.32 | 61.70 | 121.60 | 600 | 137.20 |
| V2 (120 min) | 7.20 | 8.27 | 59.80 | 131.50 | 600 | 154.90 |
| V3 (120 min)) | 7.20 | 8.57 | 59.60 | 162.80 | 1800 | 170.10 |
| V3F (40 min) | 7.20 | 8.38 | 62.60 | 152.70 | 1800 | 125.60 |
| V3F2 (2 min) | 7.20 | 8.35 | 62.40 | 159.70 | 1800 | 156.60 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stopic, S.; Dertmann, C.; Koiwa, I.; Kremer, D.; Wotruba, H.; Etzold, S.; Telle, R.; Knops, P.; Friedrich, B. Synthesis of Nanosilica via Olivine Mineral Carbonation under High Pressure in an Autoclave. Metals 2019, 9, 708. https://doi.org/10.3390/met9060708
Stopic S, Dertmann C, Koiwa I, Kremer D, Wotruba H, Etzold S, Telle R, Knops P, Friedrich B. Synthesis of Nanosilica via Olivine Mineral Carbonation under High Pressure in an Autoclave. Metals. 2019; 9(6):708. https://doi.org/10.3390/met9060708
Chicago/Turabian StyleStopic, Srecko, Christian Dertmann, Ichiro Koiwa, Dario Kremer, Hermann Wotruba, Simon Etzold, Rainer Telle, Pol Knops, and Bernd Friedrich. 2019. "Synthesis of Nanosilica via Olivine Mineral Carbonation under High Pressure in an Autoclave" Metals 9, no. 6: 708. https://doi.org/10.3390/met9060708