Microstructures, Tensile Properties and Creep Characteristics of as-Extruded AZ91 Magnesium Alloy Containing Si, Ca and Rare Earth Elements

 , , , , , and
, , , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Casting
2.2. Hot Extrusion
2.3. Tensile Creep Test
3. Results
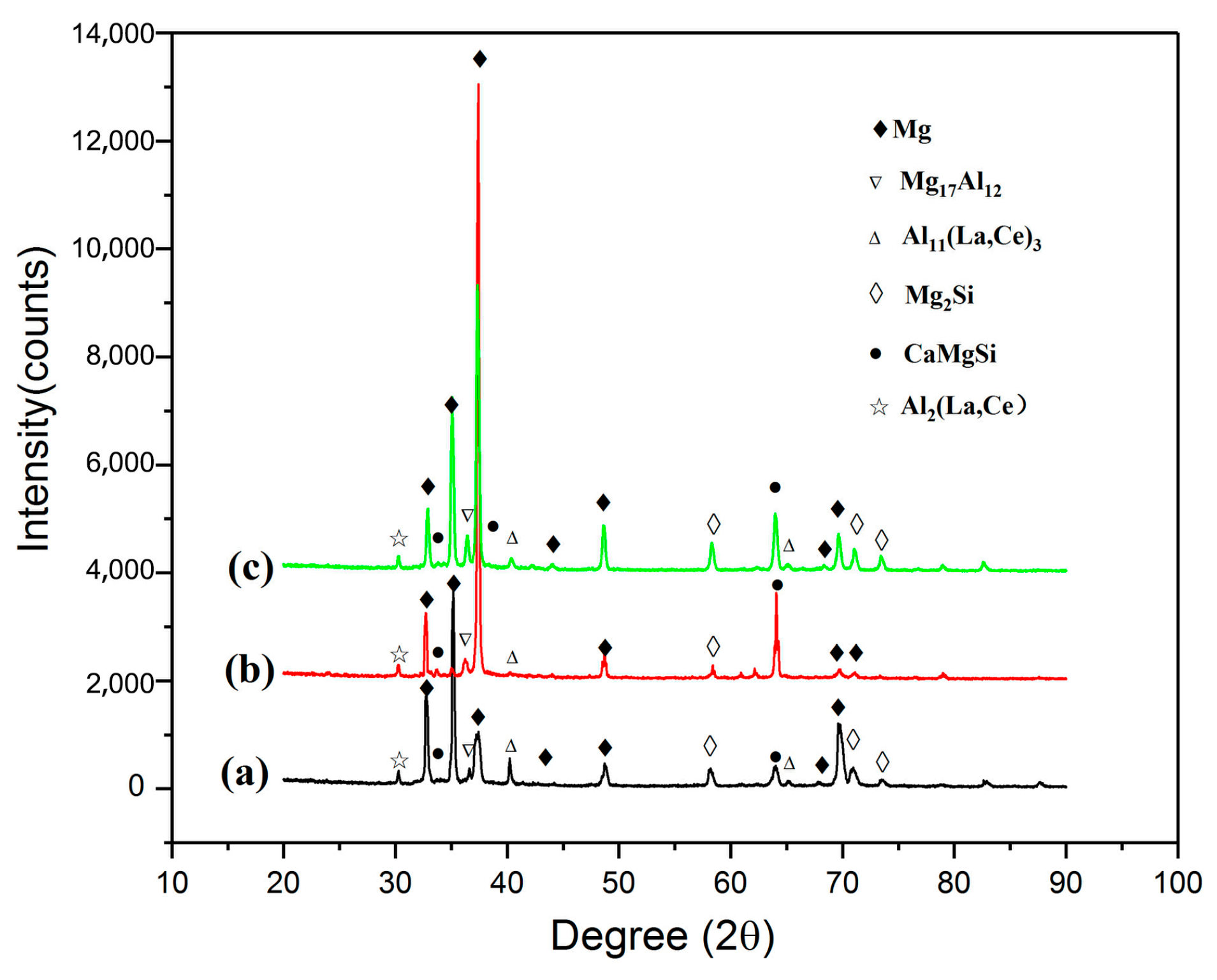
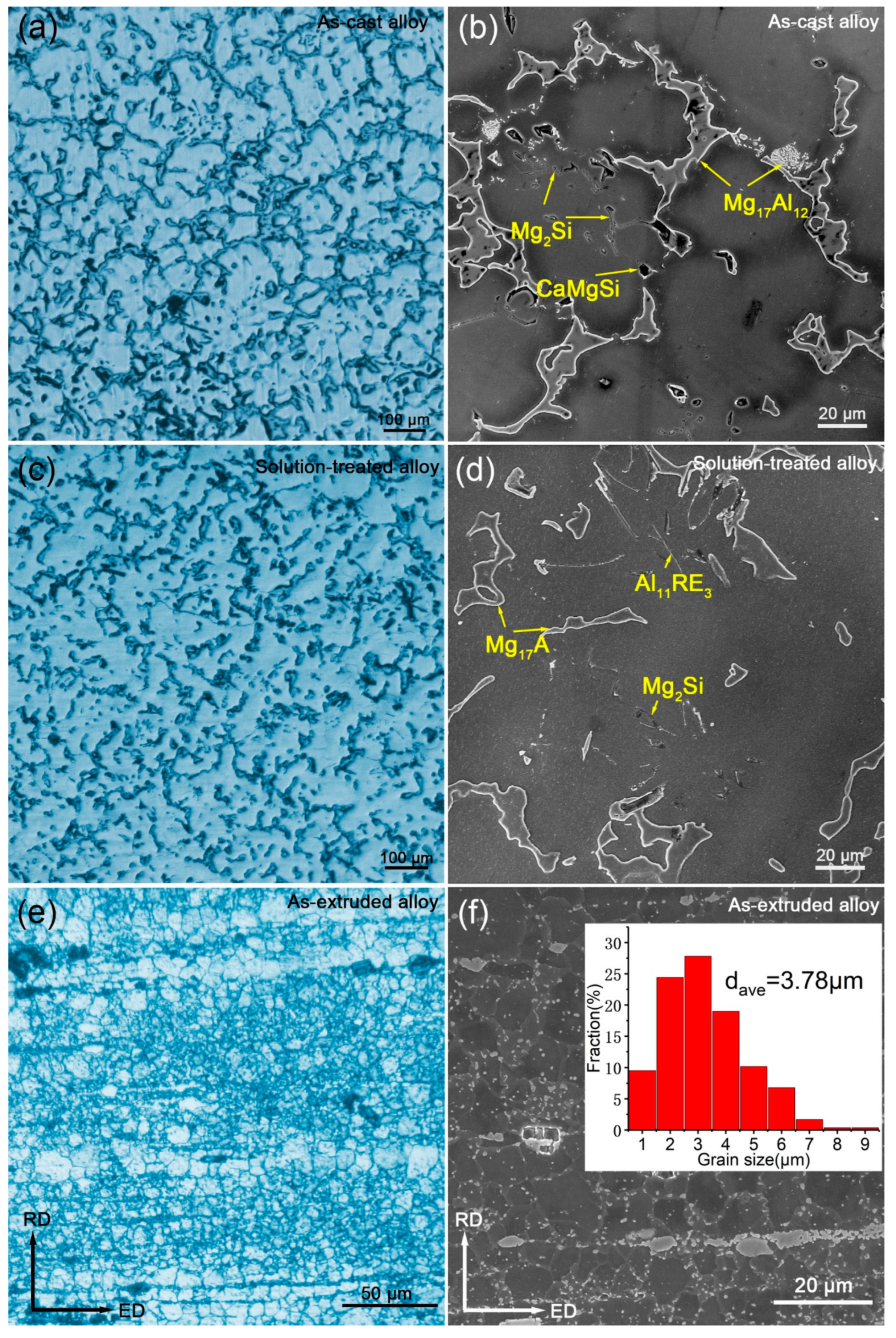
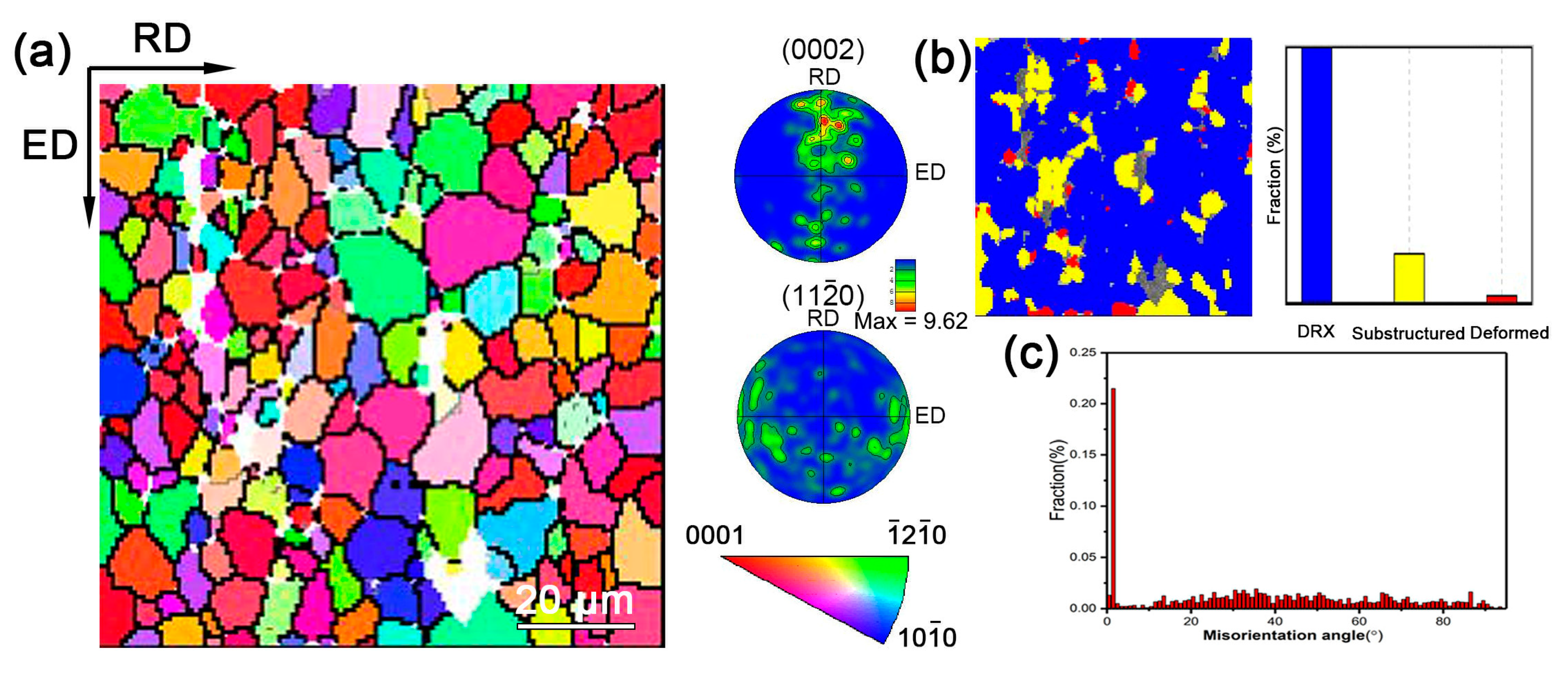
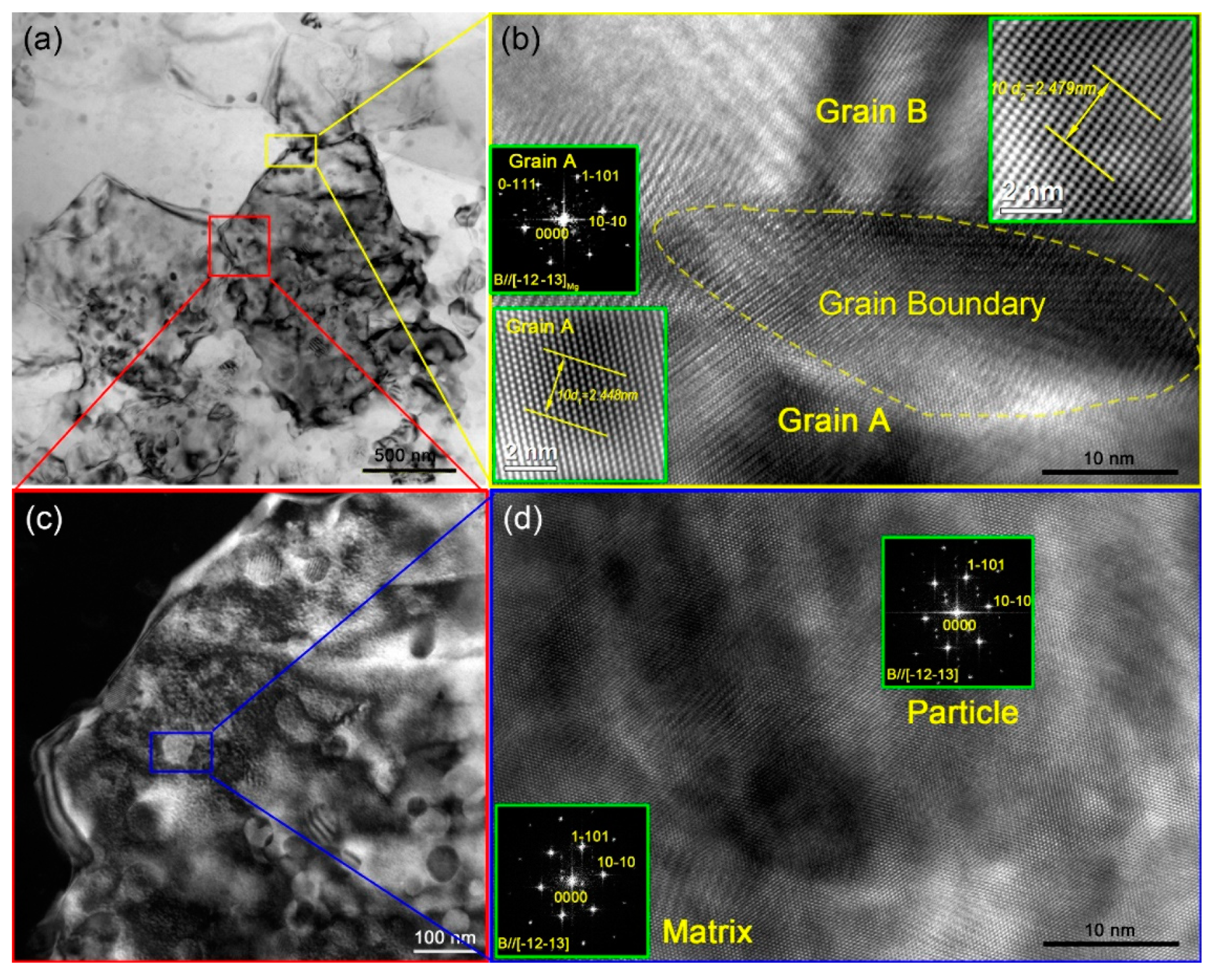
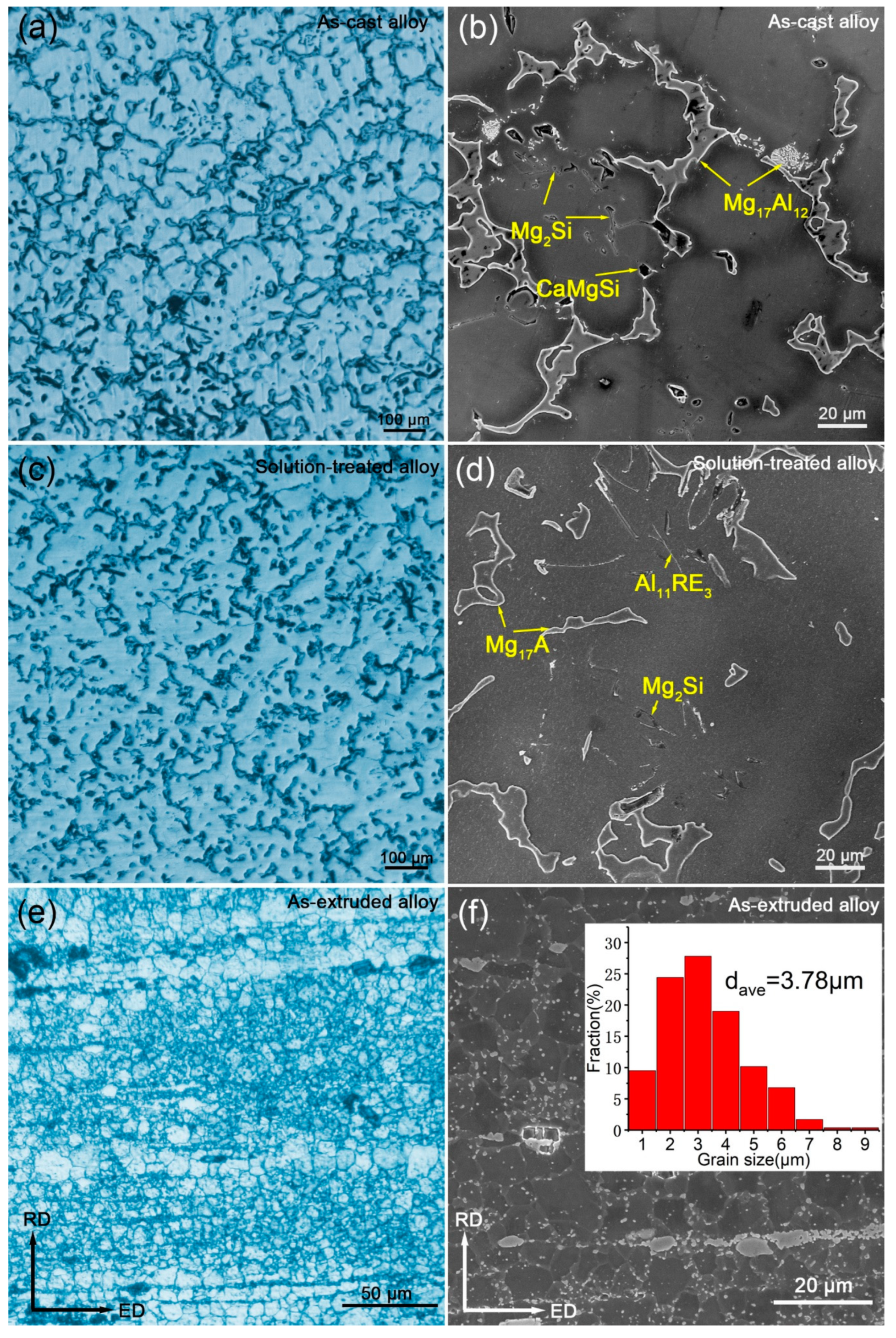
3.1. Microstructures
3.2. Tensile Properties
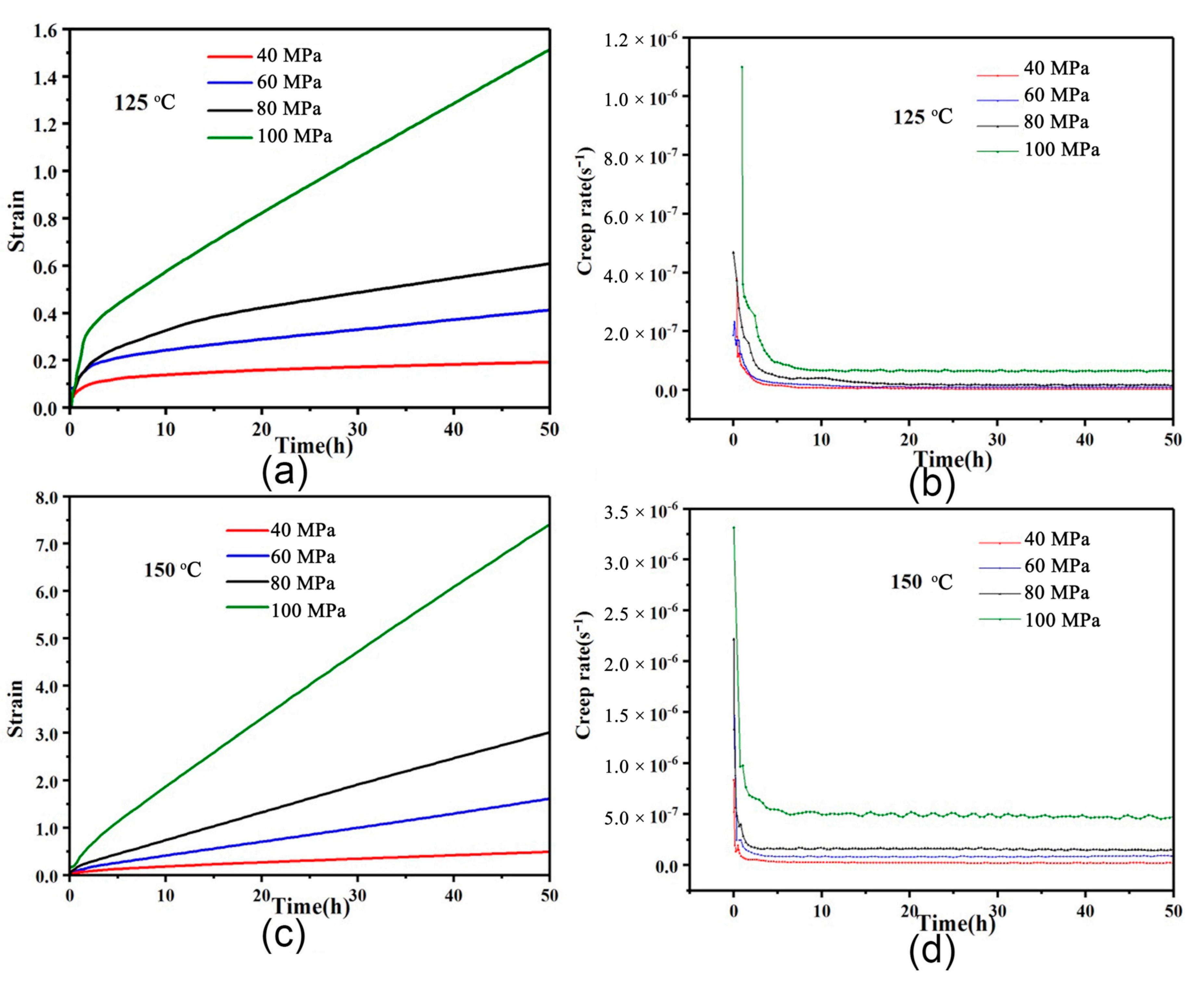
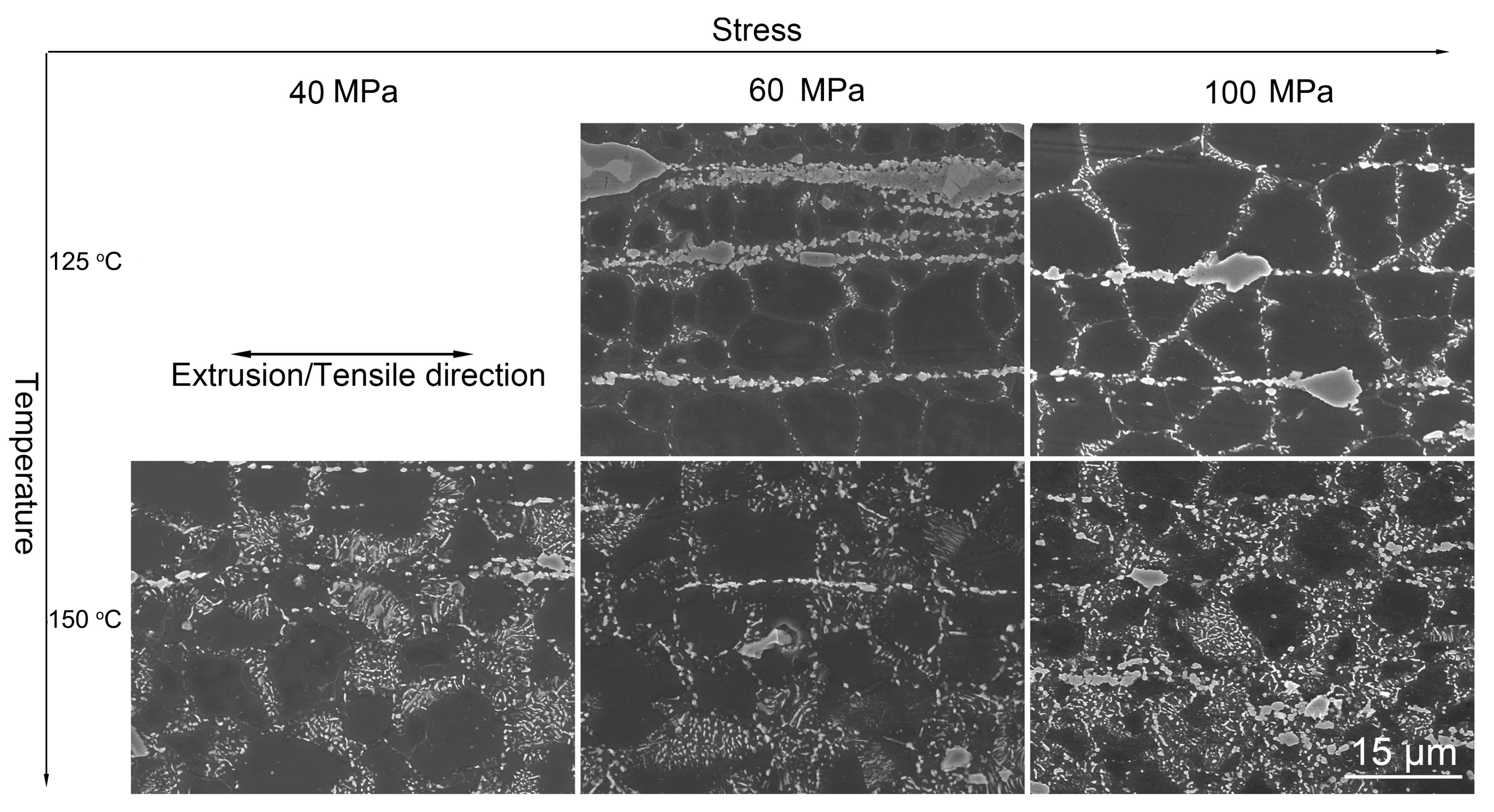
3.3. Tensile Creep Characteristics
4. Discussion
5. Conclusions
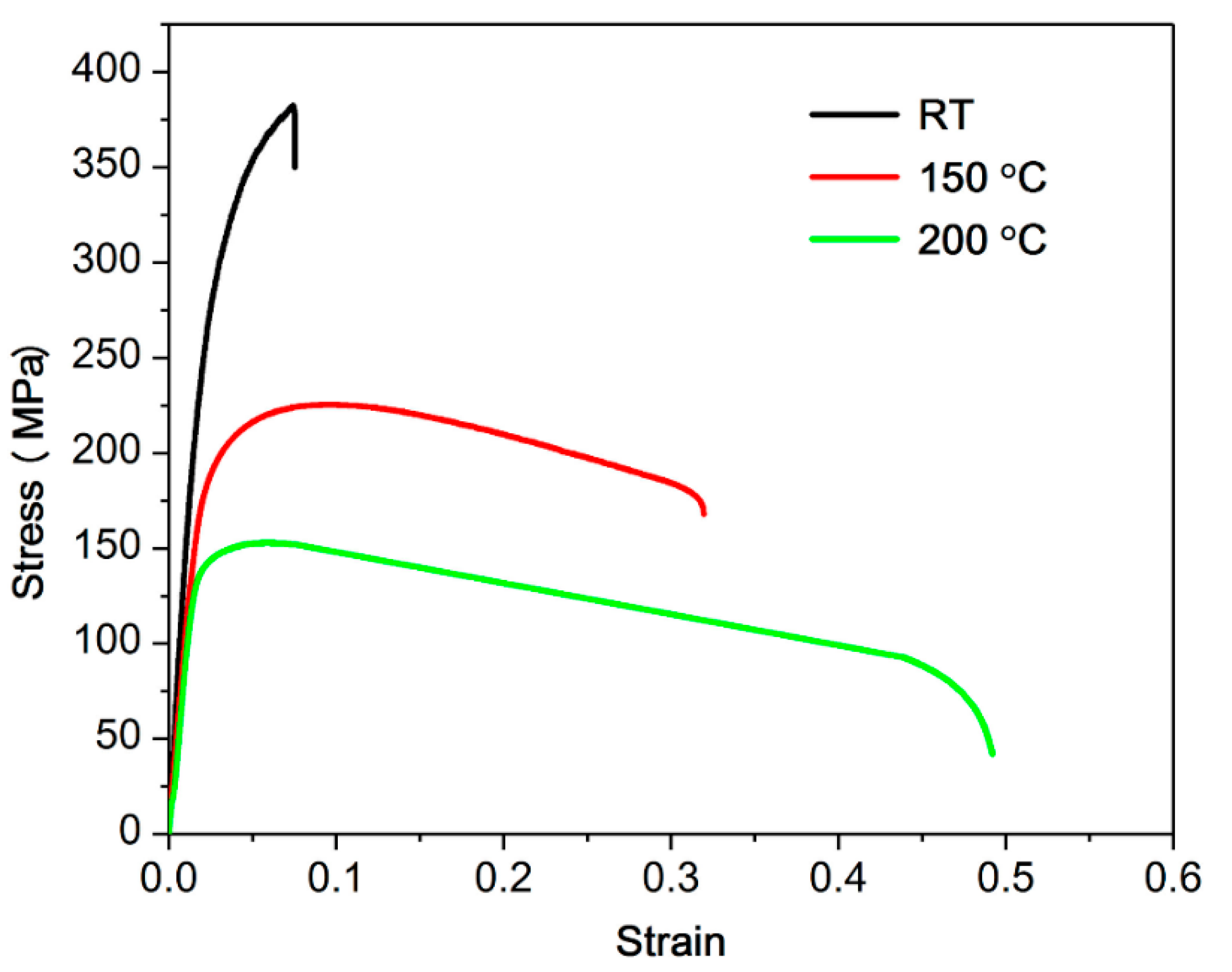
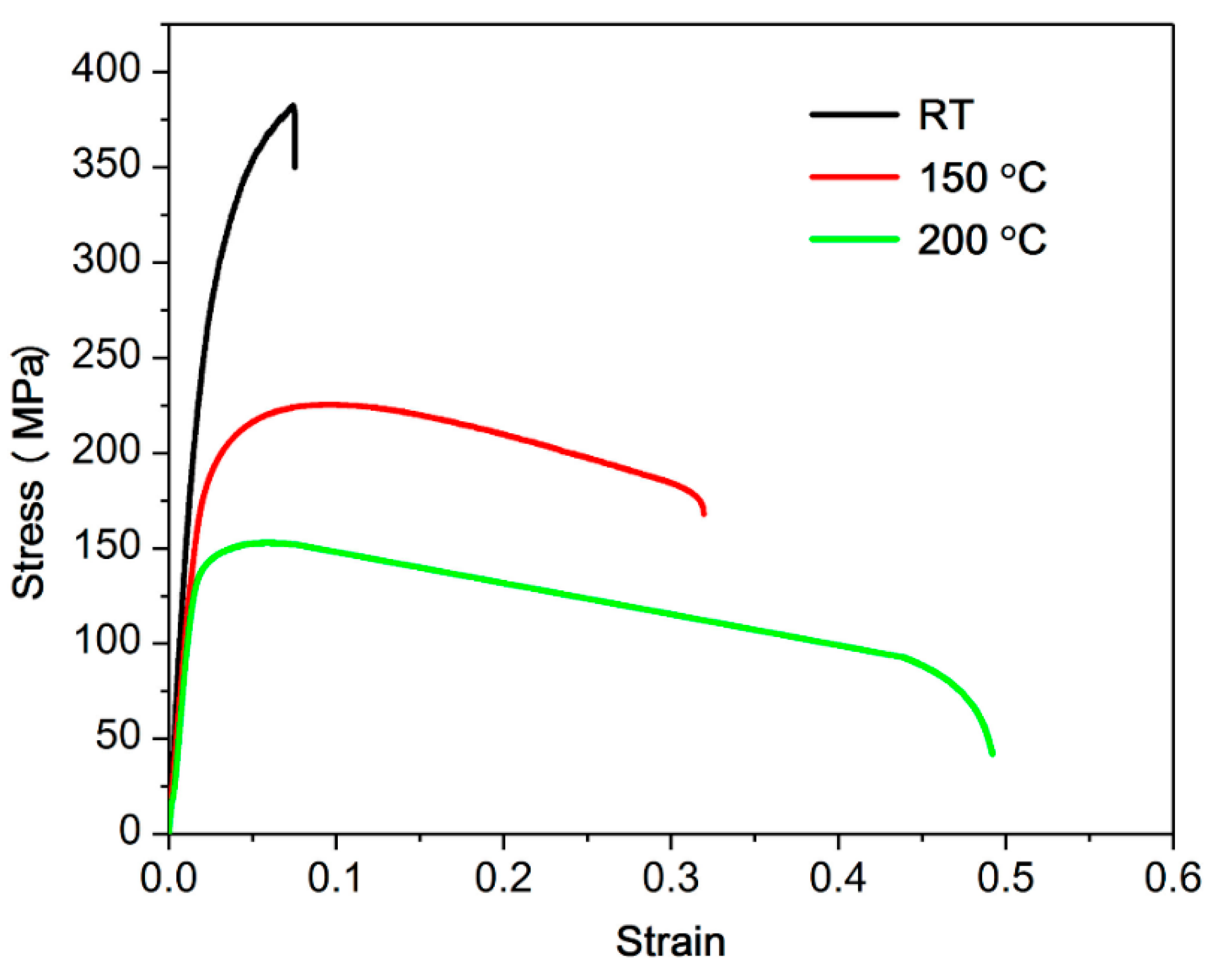
- The yield strength (YS), ultimate tensile strength (UTS) and elongation (EL) of the as-extruded AZXSE91000 alloy were 351 MPa, 383 MPa and 7.4% at room temperature, respectively. Those were 184 MPa, 225 MPa and 31.8% at 150 °C.
- The steady creep rates of the as-extruded AZXSE91000 alloy could be comparable with that of the as-cast AZ91 alloy under similar experimental condition, whose values were 2.6 × 10−8 s−1 and 9.3 × 10−8 s−1 at 150 °C/40 MPa and 150 °C/60 MPa respectively.
- The creep stress exponent of the as-extruded AZXSE91000 alloy was 3.0 and 3.3 at a temperature of 125 °C and 150 °C respectively, under a stress of 40–100 MPa. The creep activation energy ranged from 150 to 190 kJ/mol within the stress range of 40–100 MPa.
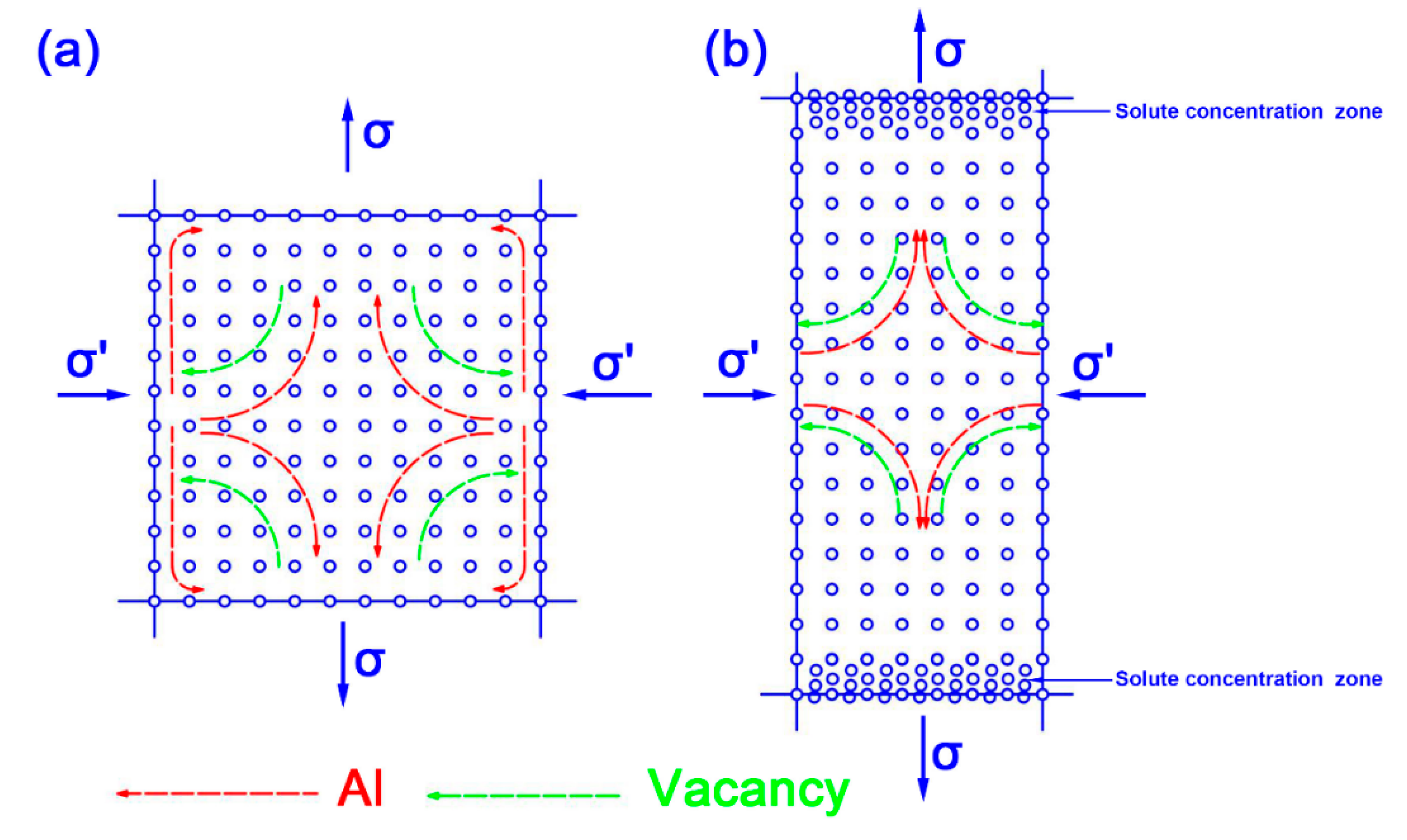
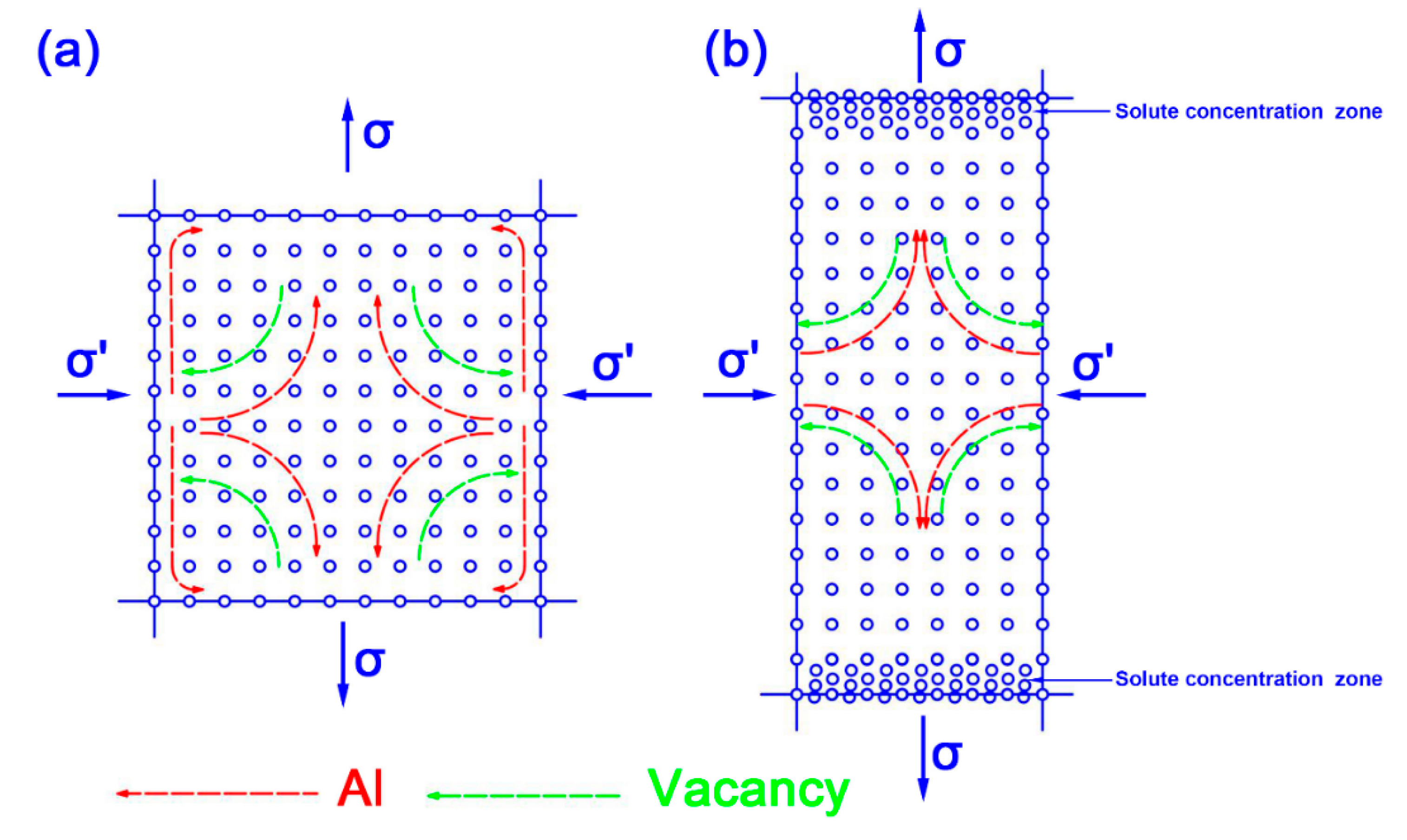
- Dislocation climbing and grain boundary slip should dominantly contribute to the creep of the as-extruded AZXSE91000 alloy. The asymmetric discontinuous precipitation in crept samples revealed that diffusion played an unneglected role during the creep process.
Author Contributions
Funding
Conflicts of Interest
References
- AlHazaa, A.N.; Shar, M.A.; Atieh, A.M.; Nishikawa, H. Transient liquid phase bonding of magnesium alloy AZ31 using Cu coatings and Cu coatings with Sn interlayers. Metals 2018, 8, 60. [Google Scholar] [CrossRef]
- Che, C.; Cai, Z.; Cheng, L.; Meng, F.; Yang, Z. The microstructures and tensile properties of as-extruded Mg–4Sm–xZn–0.5Zr (x = 0, 1, 2, 3, 4 wt%) alloys. Metals 2017, 7, 281. [Google Scholar] [CrossRef]
- Dharmendra, C.; Rao, K.P.; Suresh, K.; Hort, N. Hot deformation behavior and processing map of Mg-3Sn-2Ca-0.4Al-0.4Zn alloy. Metals 2018, 8, 216. [Google Scholar] [CrossRef]
- Guan, K.; Meng, F.; Qin, P.; Yang, Q.; Zhang, D.; Li, B.; Sun, W.; Lv, S.; Huang, Y.; Hort, N.; et al. Effects of samarium content on microstructure and mechanical properties of Mg–0.5Zn–0.5Zr alloy. J. Mater. Sci. Technol. 2019, 35, 1368–1377. [Google Scholar] [CrossRef]
- Majhi, J.; Mondal, A.K. Microstructure and impression creep characteristics of squeeze-cast AZ91 magnesium alloy containing Ca and/or Bi. Mater. Sci. Eng. A 2019, 744, 691–703. [Google Scholar] [CrossRef]
- Pan, F.; Yang, M.; Chen, X. A review on casting magnesium alloys: Modification of commercial alloys and development of new alloys. J. Mater. Sci. Technol. 2016, 32, 1211–1221. [Google Scholar] [CrossRef]
- Dogan, E.; Vaughan, M.W.; Wang, S.J.; Karaman, I.; Proust, G. Role of starting texture and deformation modes on low-temperature shear formability and shear localization of mg–3Al–1Zn alloy. Acta Mater. 2015, 89, 408–422. [Google Scholar] [CrossRef]
- Yoon, D.J.; Kim, E.Z.; Na, K.H.; Lee, Y.S. A study on the forming characteristics of AZ31B mg alloy in a combined forward-backward extrusion at warm temperatures. Appl. Sci. 2018, 8, 2187. [Google Scholar] [CrossRef]
- Liu, W.J.; Jiang, B.; Luo, S.Q.; Liu, B. Formation and characterization of hot tearing in AZ series alloys. Int. J. Mater. Res. 2018, 109, 694–698. [Google Scholar] [CrossRef]
- Pan, H.C.; Ren, Y.P.; Fu, H.; Zhao, H.; Wang, L.Q.; Meng, X.Y.; Qin, G.W. Recent developments in rare-earth free wrought magnesium alloys having high strength: A review. J. Alloys Compd. 2016, 663, 321–331. [Google Scholar] [CrossRef]
- You, S.; Huang, Y.; Kainer, K.U.; Hort, N. Recent research and developments on wrought magnesium alloys. J. Magnes. Alloy 2017, 5, 239–253. [Google Scholar] [CrossRef]
- Jia, W.T.; Ma, L.F.; Le, Q.C.; Zhi, C.C.; Liu, P.T. Deformation and fracture behaviors of AZ31B Mg alloy at elevated temperature under uniaxial compression. J. Alloys Compd. 2019, 783, 863–876. [Google Scholar] [CrossRef]
- Zhi, C.C.; Ma, L.F.; Huang, Q.X.; Huang, Z.Q.; Lin, J.B. Improvement of magnesium alloy edge cracks by multi-cross rolling. J. Mater. Process. Technol. 2018, 255, 333–339. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Zhu, Y.M.; Liu, R.L.; Xu, S.W.; Davies, C.H.J.; Nie, J.F.; Birbilis, N. Achieving exceptionally high strength in mg-3Al-1Zn-0.3Mn extrusions via suppressing intergranular deformation. Acta Mater. 2018, 160, 97–108. [Google Scholar] [CrossRef]
- Mazraeshahi, E.M.; Nami, B.; Miresmaeili, S.M.; Tabatabaei, S.M. Effect of Si on the creep properties of AZ61 cast magnesium alloy. Mater. Des. 2015, 76, 64–70. [Google Scholar] [CrossRef]
- Srinivasan, A.; Swaminathan, J.; Gunjan, M.K.; Pillai, U.T.S.; Pai, B.C. Effect of intermetallic phases on the creep behavior of AZ91 magnesium alloy. Mater. Sci. Eng. A 2010, 527, 1395–1403. [Google Scholar] [CrossRef]
- Nami, B.; Shabestari, S.G.; Razavi, H.; Mirdamadi, S.; Miresmaeili, S.M. Effect of Ca, RE elements and semi-solid processing on the microstructure and creep properties of AZ91 alloy. Mater. Sci. Eng. A 2011, 528, 1261–1267. [Google Scholar] [CrossRef]
- Esgandari, B.A.; Mehrjoo, H.; Nami, B.; Miresmaeili, S.M. The effect of Ca and RE elements on the precipitation kinetics of Mg17Al12 phase during artificial aging of magnesium alloy AZ91. Mater. Sci. Eng. A 2011, 528, 5018–5024. [Google Scholar] [CrossRef]
- Che, C.; Cai, Z.; Yang, X.; Cheng, L.; Du, Y. The effect of co-addition of Si, Ca and RE on microstructure and tensile properties of as-extruded AZ91 alloy. Mater. Sci. Eng. A 2017, 705, 282–290. [Google Scholar] [CrossRef]
- Mo, N.; Tan, Q.; Bermingham, M.; Huang, Y.; Dieringa, H.; Hort, N.; Zhang, M.-X. Current development of creep-resistant magnesium cast alloys: A review. Mater. Des. 2018, 155, 422–442. [Google Scholar] [CrossRef]
- Kondori, B.; Mahmudi, R. Effect of ca additions on the microstructure and creep properties of a cast Mg–Al–Mn magnesium alloy. Mater. Sci. Eng. A 2017, 700, 438–447. [Google Scholar] [CrossRef]
- Wang, Y.; Choo, H. Influence of texture on hall–petch relationships in an Mg alloy. Acta Mater. 2014, 81, 83–97. [Google Scholar] [CrossRef]
- Yu, H.H.; Xin, Y.C.; Wang, M.Y.; Liu, Q. Hall-petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar] [CrossRef]
- Yuan, W.; Panigrahi, S.K.; Su, J.Q.; Mishra, R.S. Influence of grain size and texture on hall-petch relationship for a magnesium alloy. Scr. Mater. 2011, 65, 994–997. [Google Scholar] [CrossRef]
- Yuan, G.Y.; Sun, Y.S.; Ding, W.J. Effects of bismuth and antimony additions on the microstructure and mechanical properties of AZ91 magnesium alloy. Mater. Sci. Eng. A 2001, 308, 38–44. [Google Scholar]
- Zhu, S.M.; Easton, M.A.; Gibson, M.A.; Dargusch, M.S.; Nie, J.F. Analysis of the creep behaviour of die-cast Mg–3Al–1Si alloy. Mater. Sci. Eng. A 2013, 578, 377–382. [Google Scholar] [CrossRef]
- Yin, D.D.; Wang, Q.D.; Boehlert, C.J.; Ding, W.J. Creep and fracture behavior of as-cast Mg–11Y–5Gd–2Zn–0.5Zr (wt%). J. Mater Sci. 2012, 47, 6263–6275. [Google Scholar] [CrossRef]
- Zhang, D.D.; Guan, K.; Yang, Q.; Jiang, B.; Sun, C.; Wang, N.; Li, B.S.; Zhang, D.P.; Li, X.L.; Liu, X.J.; et al. Microstructures, mechanical properties and creep behavior of a Mg-3Yb-0.6Zn-0.4Zr casting alloy. Mater. Sci. Eng. A 2019, 745, 360–368. [Google Scholar] [CrossRef]
- Somekawa, H.; Hirai, K.; Watanabe, H.; Takigawa, Y.; Higashi, K. Dislocation creep behavior in Mg–Al–Zn alloys. Mater. Sci. Eng. A 2005, 407, 53–61. [Google Scholar] [CrossRef]
- Watanabe, H.; Mukai, T.; Kohzu, M.; Tanabe, S.; Higashi, K. Effect of temperature and grain size on the dominant diffusion process for superplastic flow in an AZ61 magnesium alloy. Acta Mater. 1999, 47, 3753–3758. [Google Scholar] [CrossRef]
- Chelliah, N.M.; Sudarshan; Kraemer, L.; Singh, H.; Surappa, M.K.; Raj, R. Stress–rupture measurements of cast magnesium strengthened by in-situ production of ceramic particles. J. Magnes. Alloy. 2017, 5, 225–230. [Google Scholar] [CrossRef]
- Nami, B.; Razavi, H.; Mirdamadi, S.; Shabestari, S.G.; Miresmaeili, S.M. Effect of Ca and rare earth elements on impression creep properties of AZ91 magnesium alloy. Metall. Mater. Trans. A 2010, 41, 1973–1982. [Google Scholar] [CrossRef]
- Wang, H.; Wang, Q.; Yin, D.; Yuan, J.; Ye, B. Tensile creep behavior and microstructure evolution of extruded Mg–10Gd–3Y–0.5Zr (wt%) alloy. Mater. Sci. Eng. A 2013, 578, 150–159. [Google Scholar] [CrossRef]
- Wadsworth, J.; Ruano, O.A.; Sherby, O.D. Denuded zones, diffusional creep, and grain boundary sliding. Mater. Sci. Eng. A 2002, 33, 219–229. [Google Scholar] [CrossRef]
- Nabarro, F.R.N. Creep in commercially pure metals. Acta Mater. 2006, 54, 263–295. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nominal Alloy | Composition (wt.%) | ||||||
|---|---|---|---|---|---|---|---|
| Al | Zn | Ca | Si | La | Ce | Mg | |
| Mg-9Al-Zn-0.5RE-0.5Ca-0.5Si | 9.16 | 1.12 | 0.45 | 0.49 | 0.19 | 0.32 | Bal. |
| Alloys | Temperature | UTS (MPa) | YS (MPa) | EL |
|---|---|---|---|---|
| AZXSE91000 | R.T. | 383 | 351 | 7.4% |
| 150 °C | 225 | 184 | 31.8% | |
| 200 °C | 153 | 136 | 49% | |
| AZXSE91100 [19] | R.T. | 318 | 278 | 9.2% |
| 150 °C | 230 | 222 | 25.9% | |
| 200 °C | 148 | 139 | 27.5% |
| Alloy | Condition | Creep Strain ε (%; 50 h) | Creep Life (h) | Steady-State Creep Rate (s−1) |
|---|---|---|---|---|
| As-extruded AZXSE91000 alloy | 125 °C/40 MPa | 0.19 | 50 | 3.6 × 10−09 |
| 125 °C/60 MPa | 0.31 | 50 | 9.7 × 10−09 | |
| 125 °C/80 MPa | 0.61 | 50 | 2.1 × 10−08 | |
| 125 °C/100 MPa | 1.52 | 50 | 6.4 × 10−08 | |
| 150 °C/40 MPa | 0.49 | 50 | 2.6 × 10−08 | |
| 150 °C/60 MPa | 1.61 | 50 | 9.3 × 10−08 | |
| 150 °C/80 MPa | 3.00 | 50 | 1.3 × 10−07 | |
| 150 °C/100 MPa | 4.58 | 50 | 6.0 × 10−07 | |
| As-cast AZ91 [25] | 150 °C/50 MPa | - | - | 5.0 × 10−08 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, F.; Qin, C.; Zheng, Y.; Pan, W.; Ma, H.; Li, T.; Ye, C.; Ma, X.; Chu, Z.; Cheng, L.; et al. Microstructures, Tensile Properties and Creep Characteristics of as-Extruded AZ91 Magnesium Alloy Containing Si, Ca and Rare Earth Elements. Metals 2019, 9, 954. https://doi.org/10.3390/met9090954
Wu F, Qin C, Zheng Y, Pan W, Ma H, Li T, Ye C, Ma X, Chu Z, Cheng L, et al. Microstructures, Tensile Properties and Creep Characteristics of as-Extruded AZ91 Magnesium Alloy Containing Si, Ca and Rare Earth Elements. Metals. 2019; 9(9):954. https://doi.org/10.3390/met9090954
Chicago/Turabian StyleWu, Fangfang, Cheng Qin, Yuan Zheng, Weijian Pan, Heng Ma, Tingting Li, Cheng Ye, Xiujuan Ma, Zhibing Chu, Liren Cheng, and et al. 2019. "Microstructures, Tensile Properties and Creep Characteristics of as-Extruded AZ91 Magnesium Alloy Containing Si, Ca and Rare Earth Elements" Metals 9, no. 9: 954. https://doi.org/10.3390/met9090954