Optimization of Graphite Morphology in Mottled Nihard Cast Irons Inoculated with Feb and Manufactured by Centrifugal Casting

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
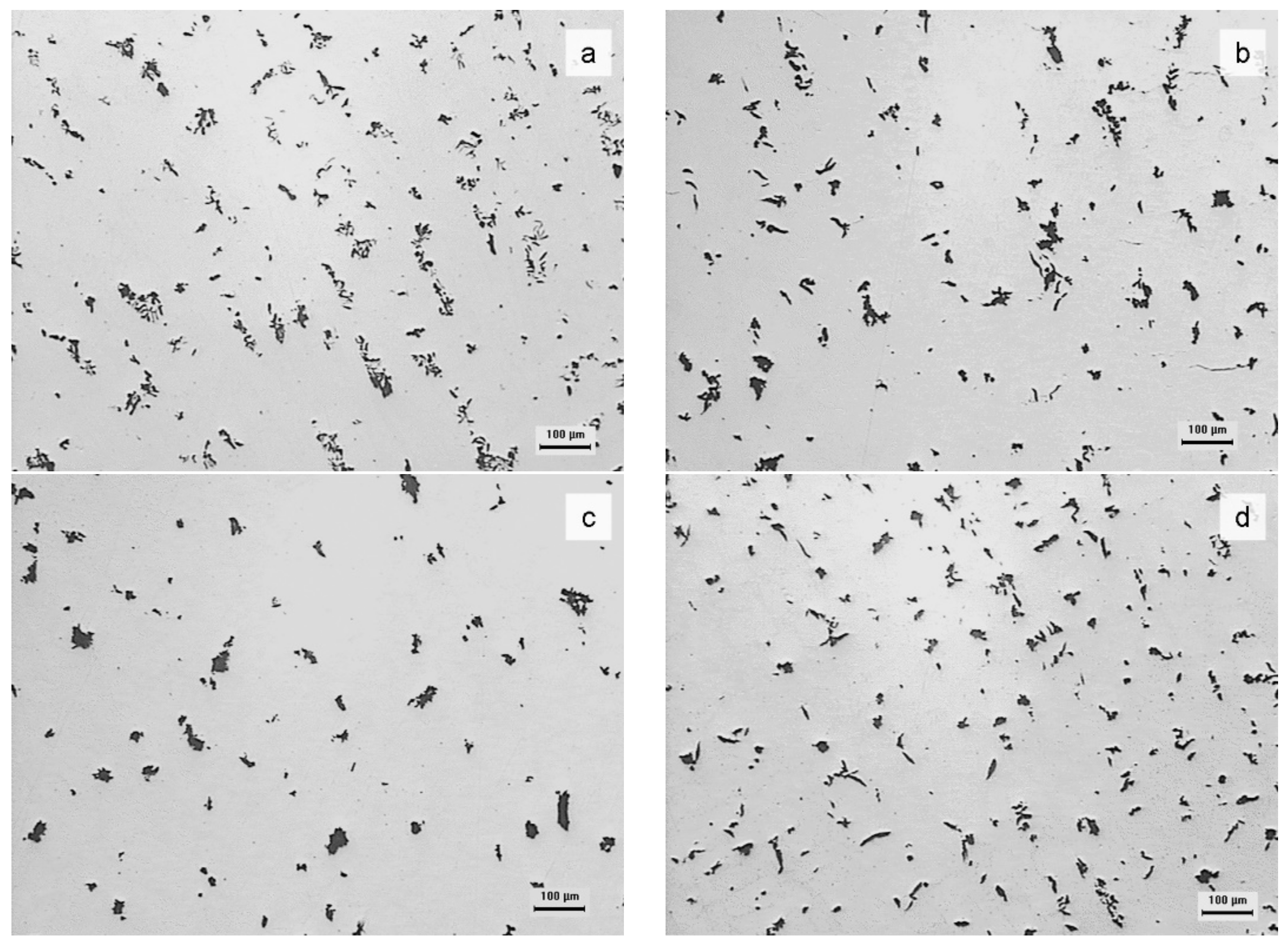
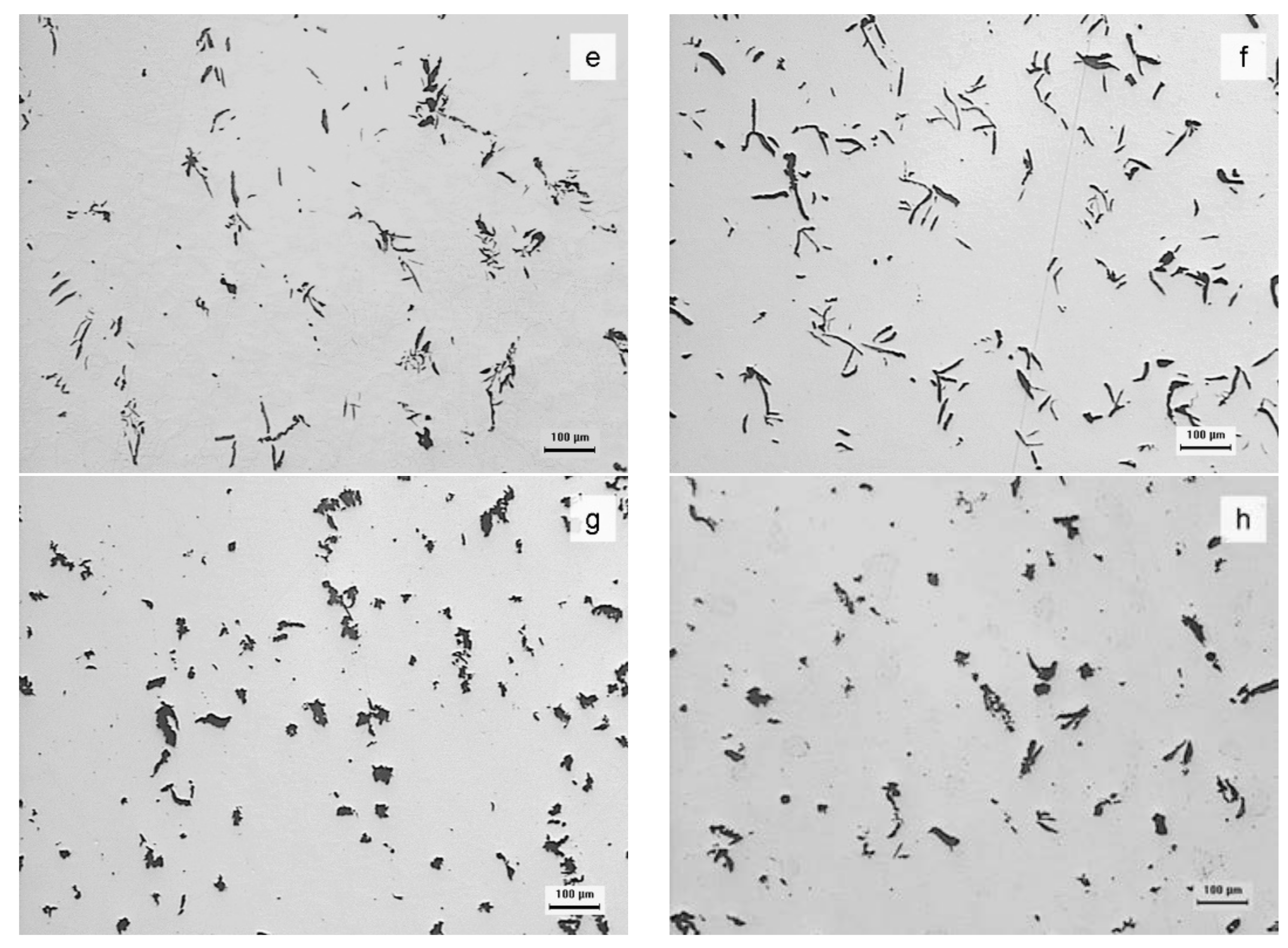
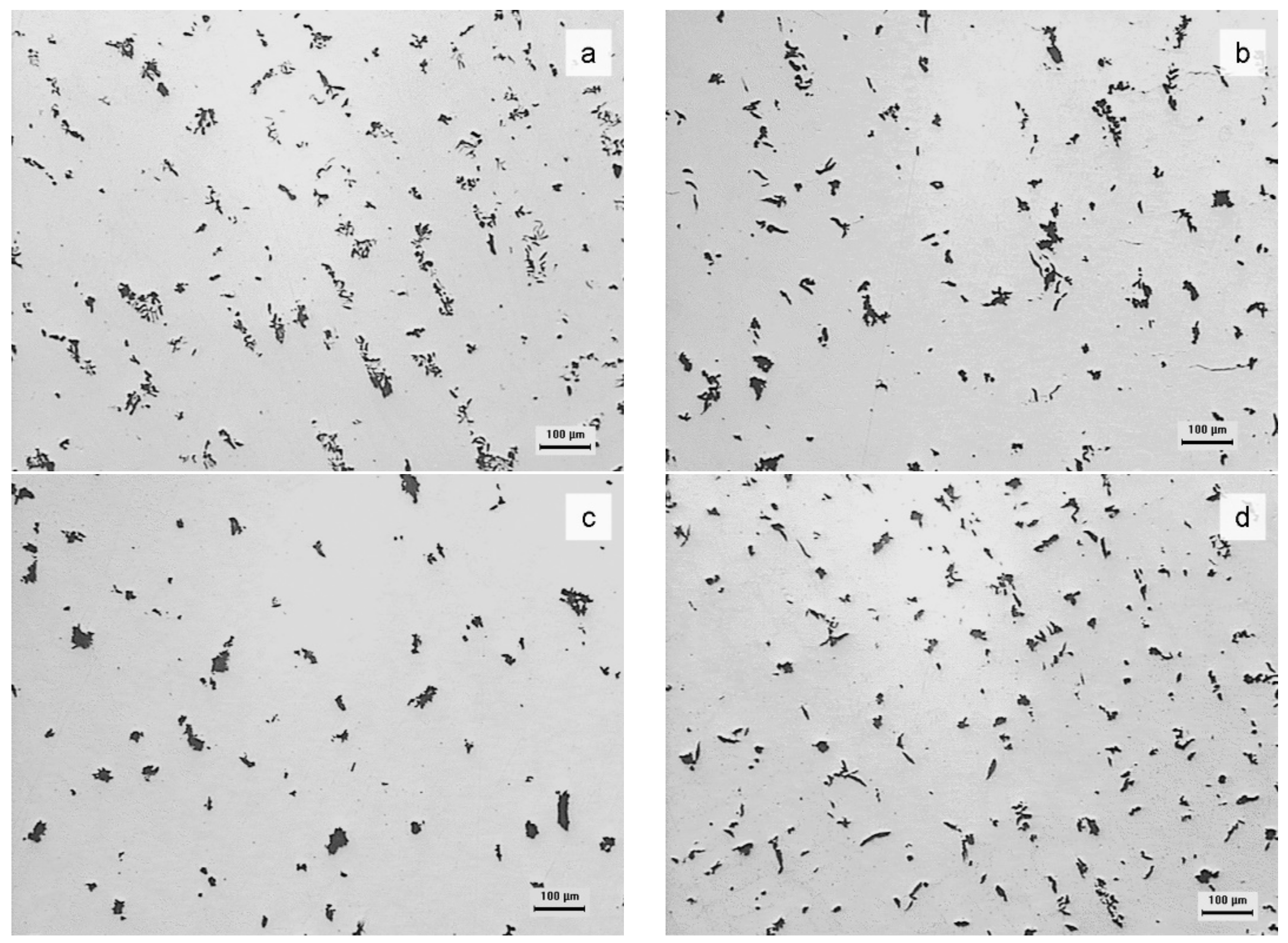
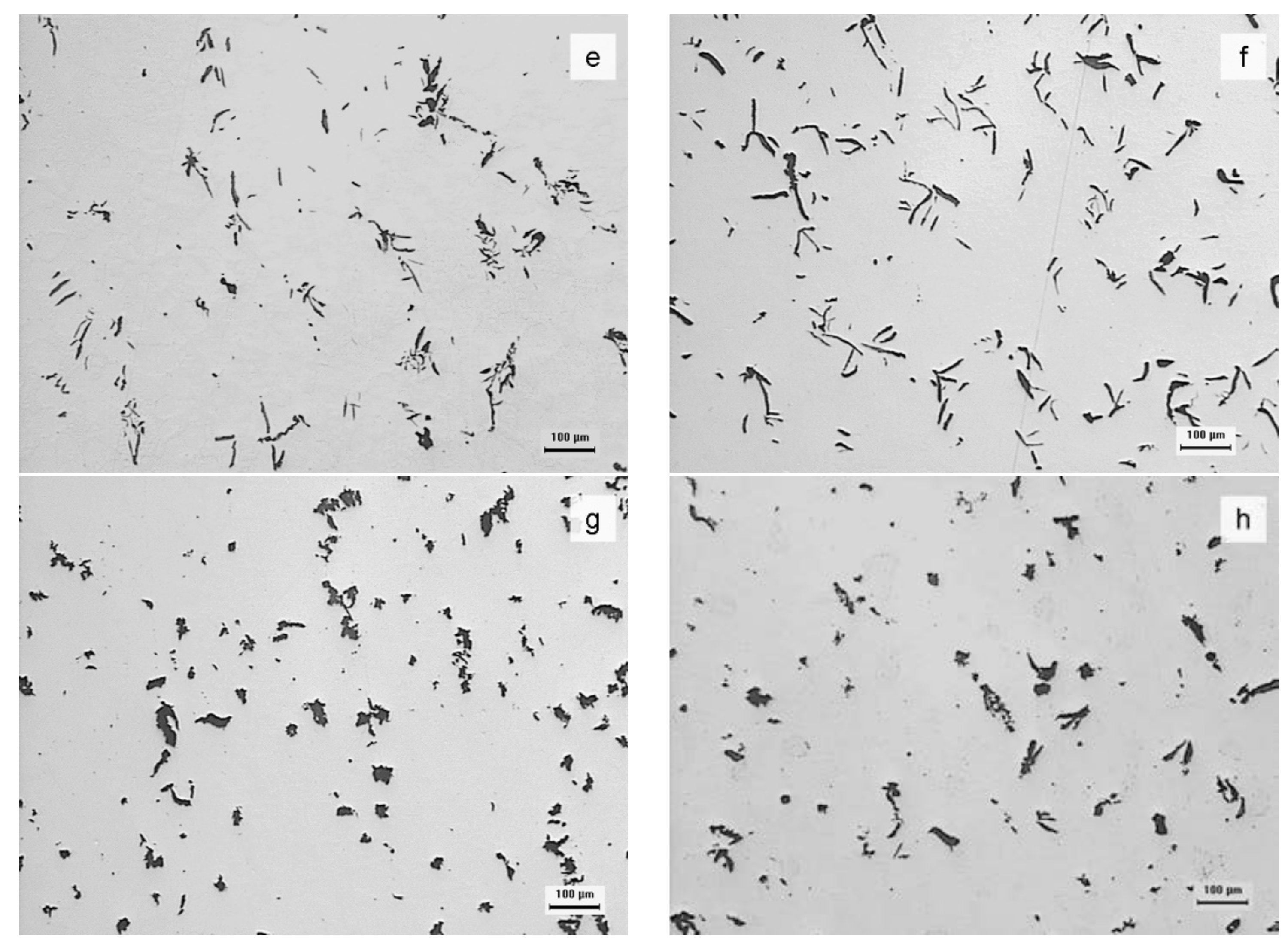
- The volume fraction of graphite, denoted by Vv.
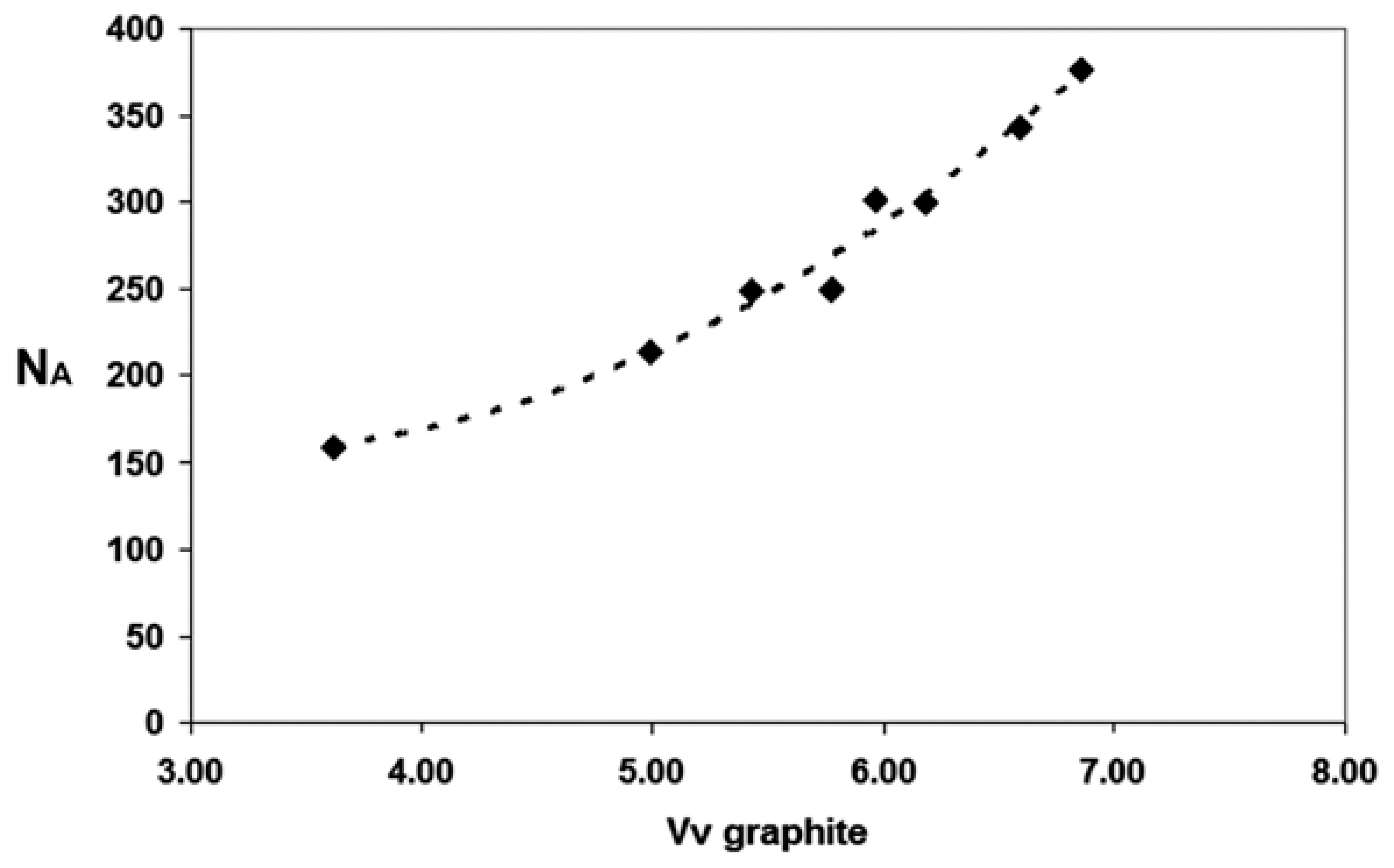
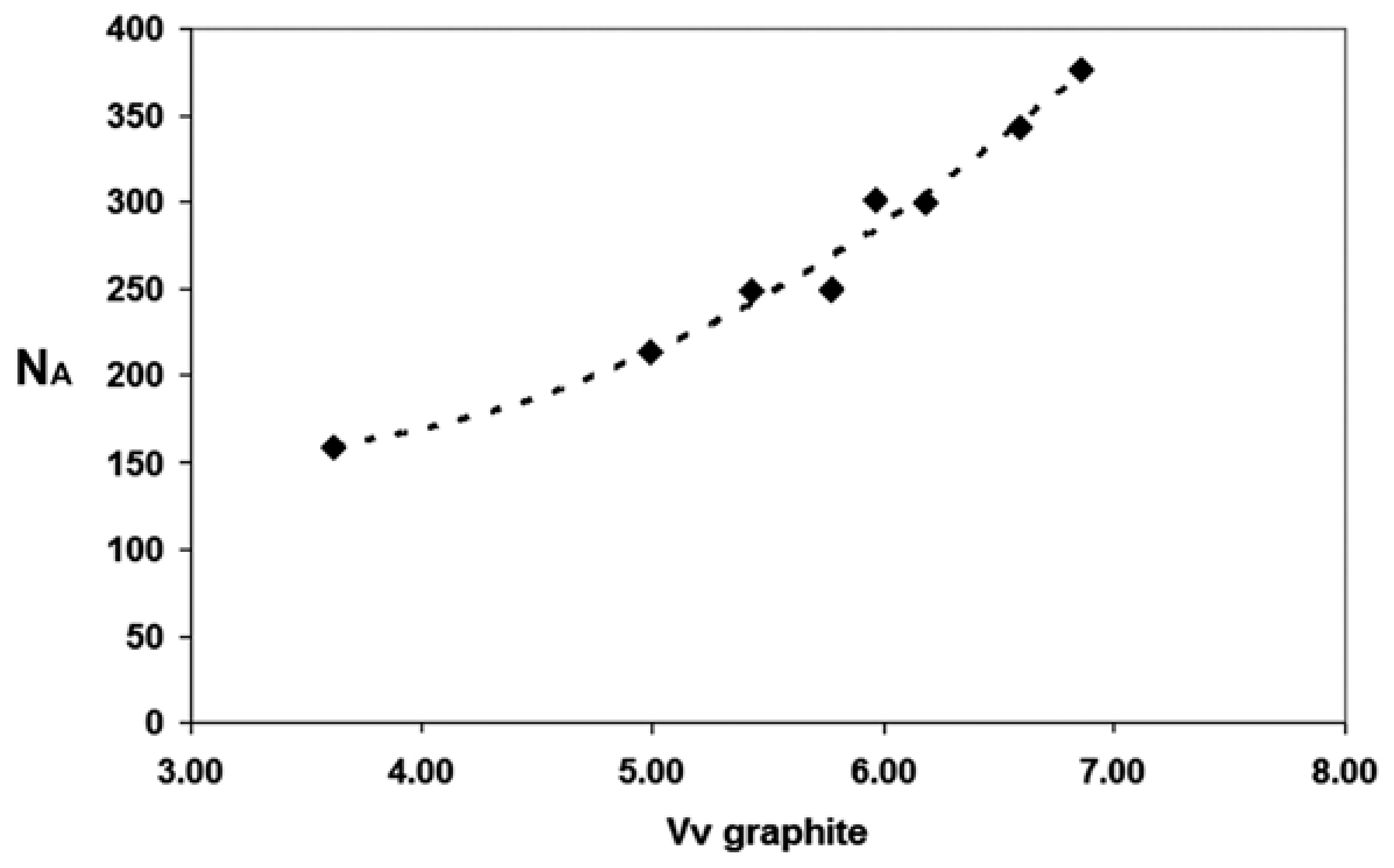
- The number of counts per mm 2, denoted by NA. Each graphite unit was considered a microstructural characteristic, and therefore was counted individually, independently of the eutectic cell or “rosette” of origin.
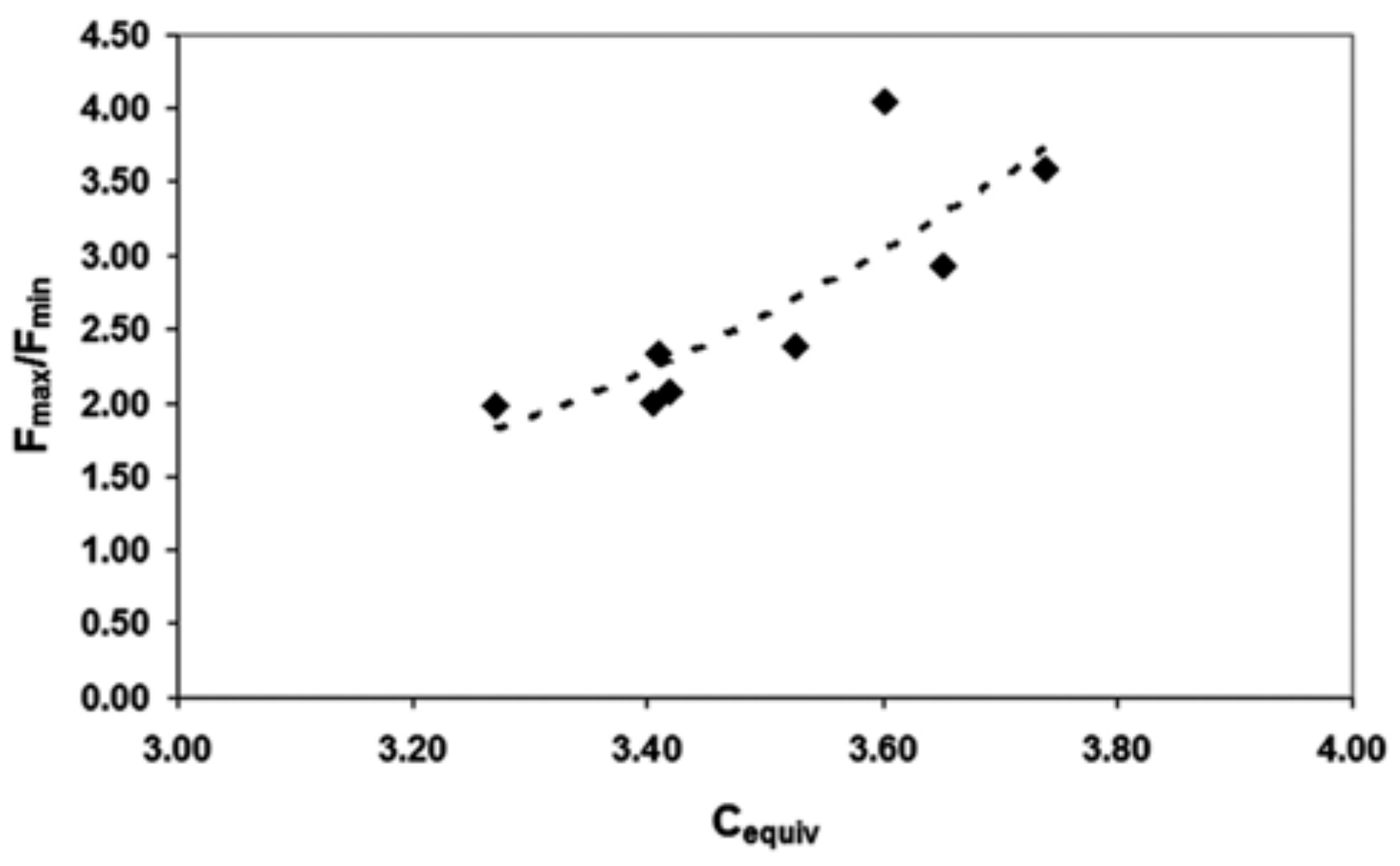
- The Feret quotient was expressed by Fmax/Fmin, where Fmax was the maximum Feret diameter and Fmin stood for the minimum Feret diameter.
- These responses were measured in each of the 20 micrographs obtained for each experiment.
3. Results
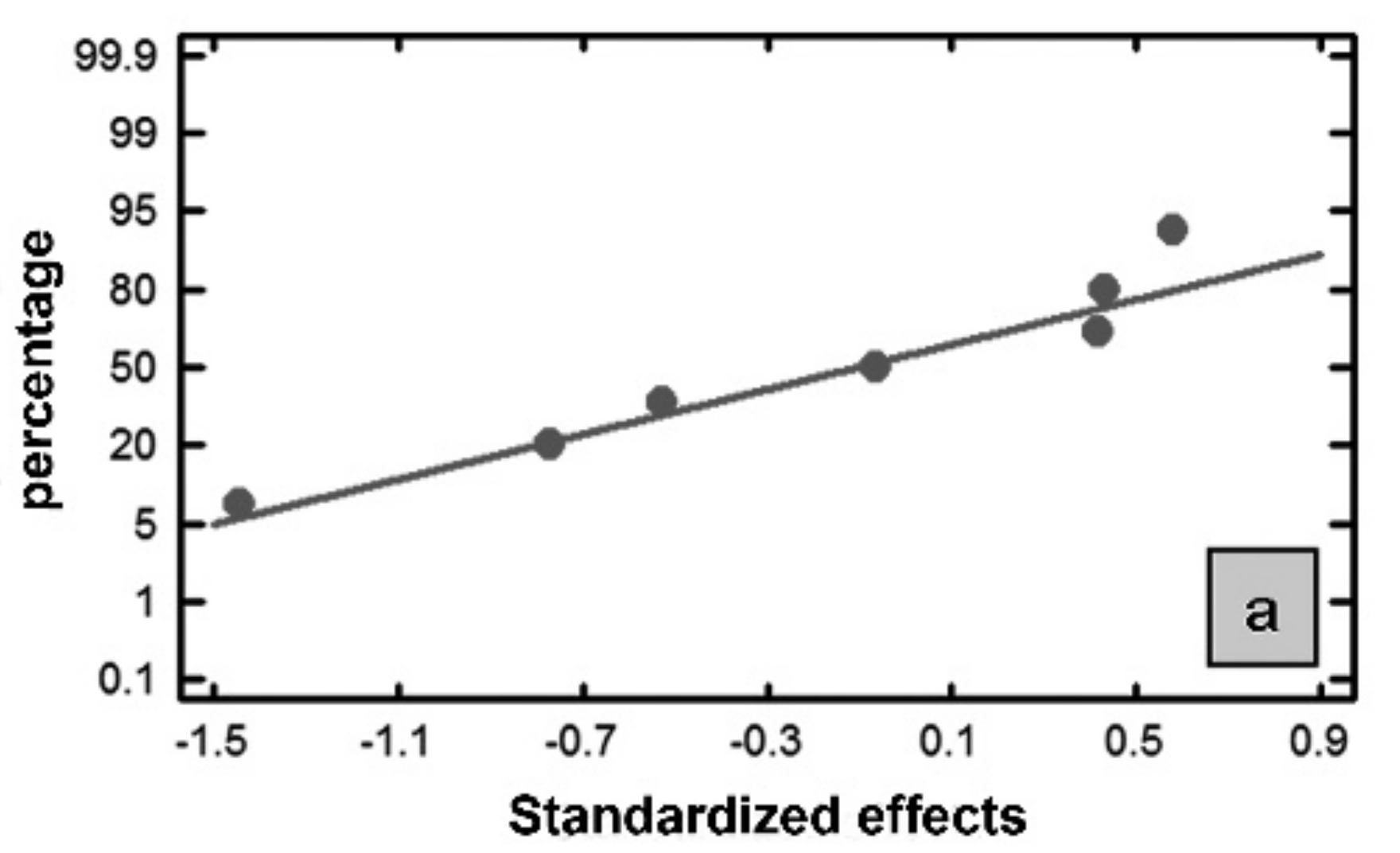
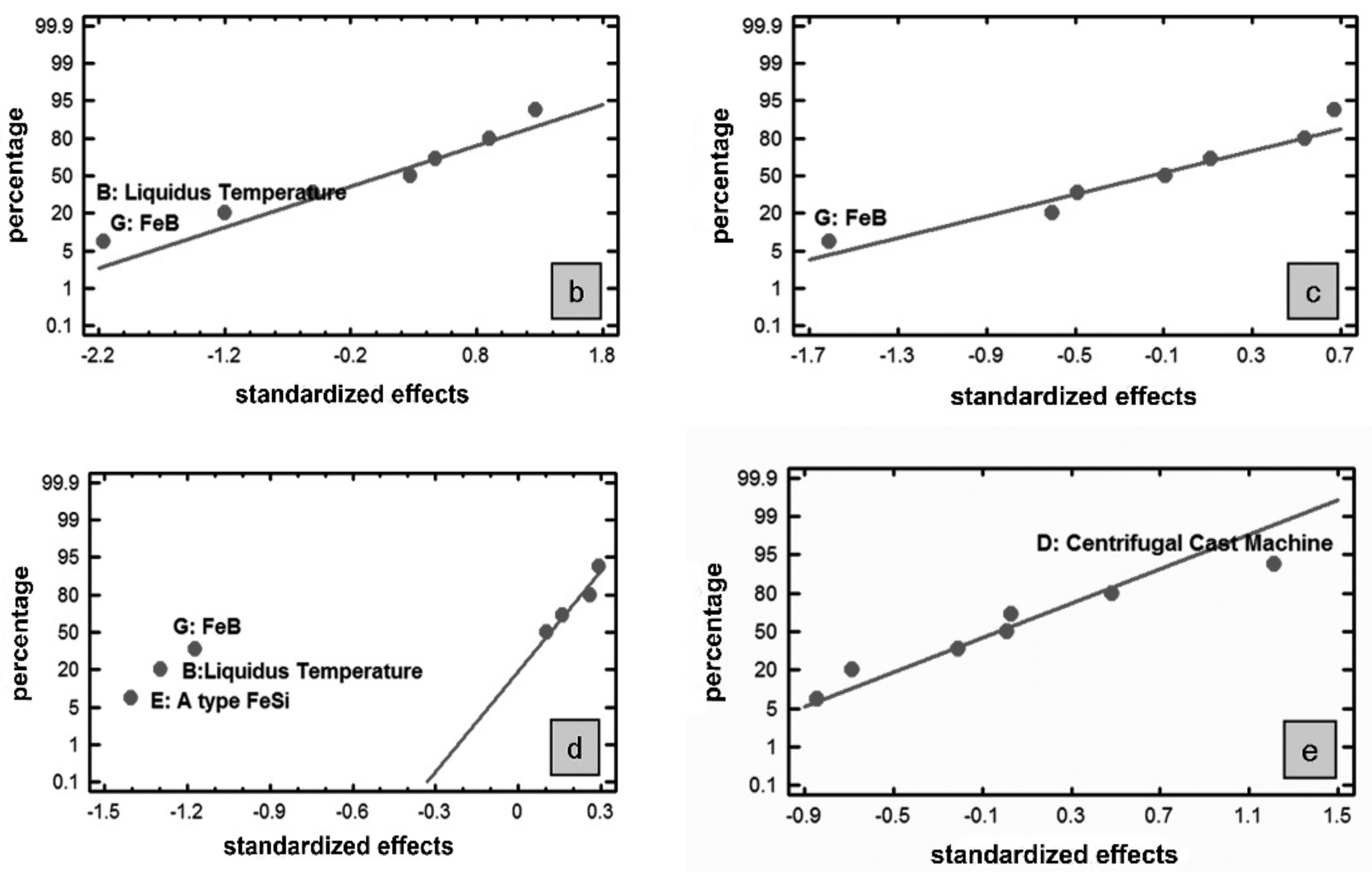
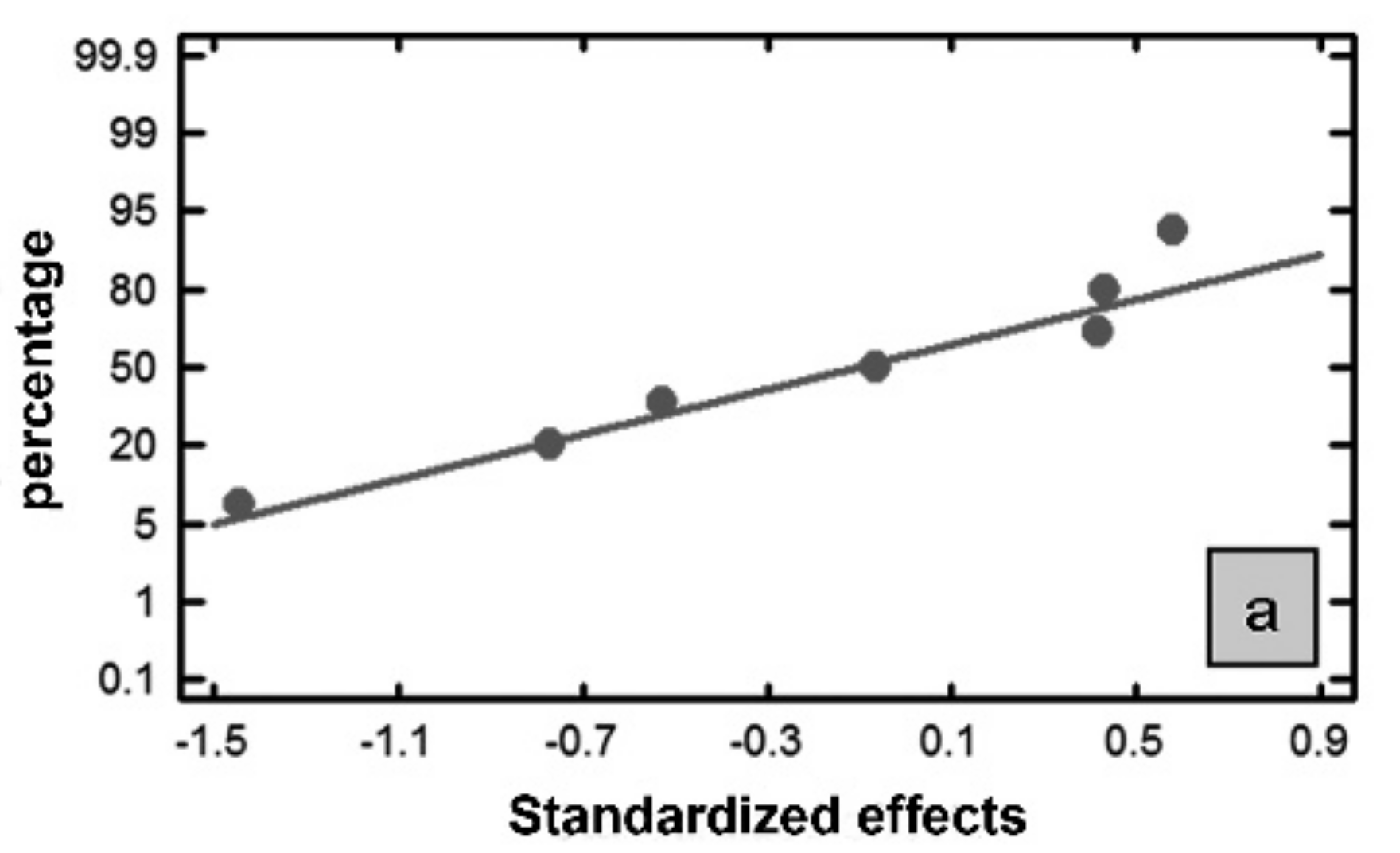
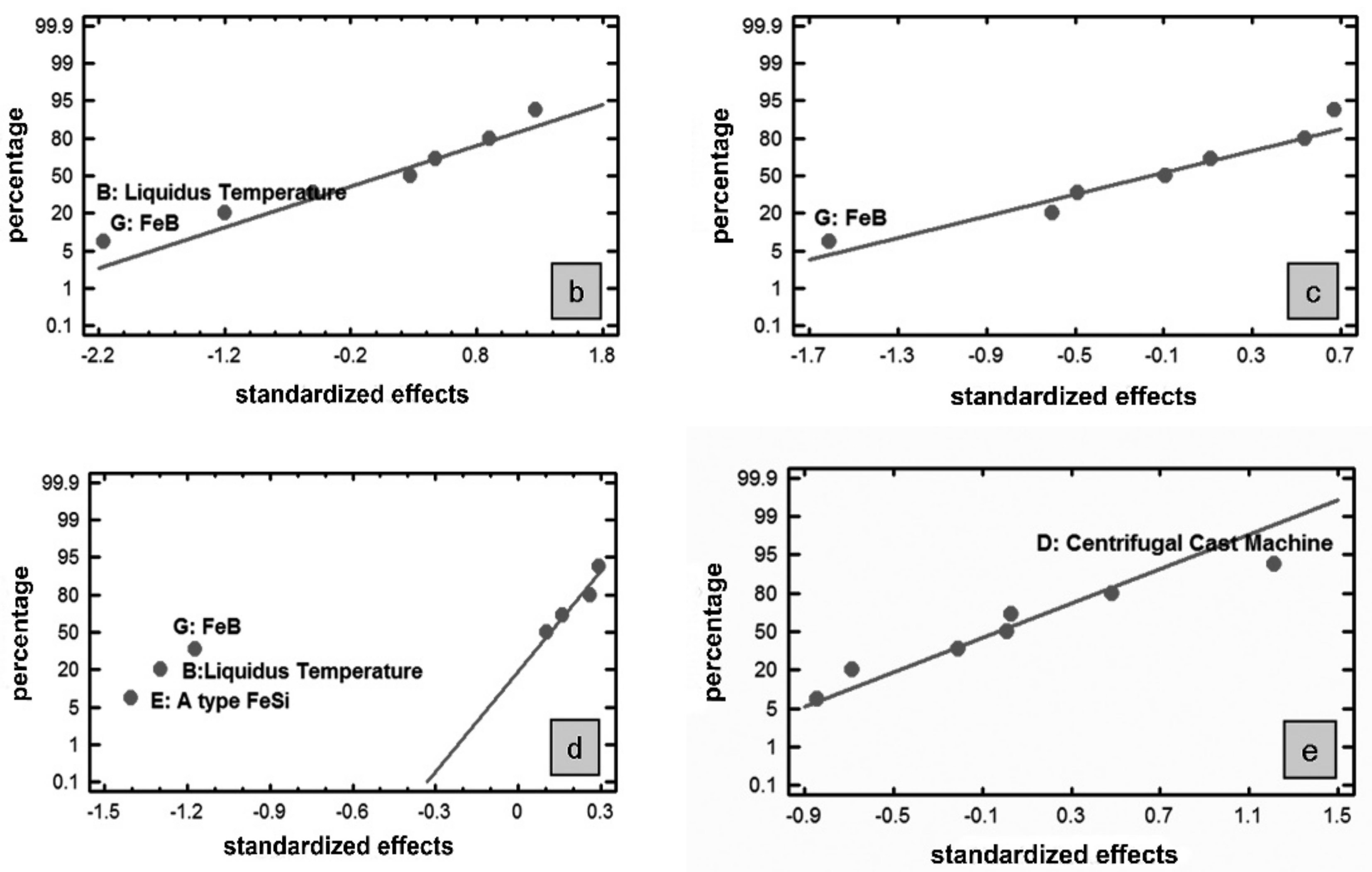
3.1. Significant Effects in the Volume Fraction of Graphite
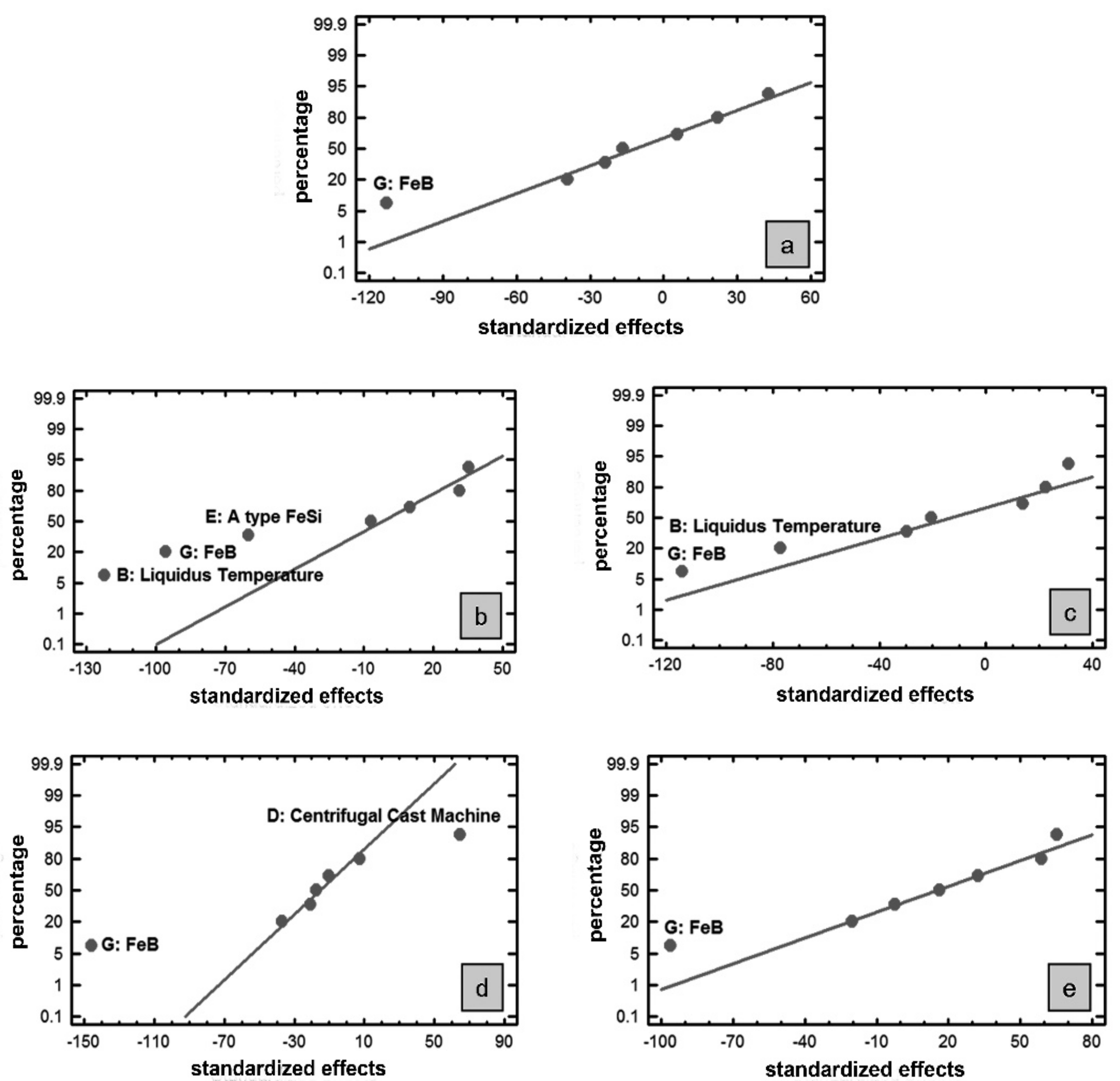
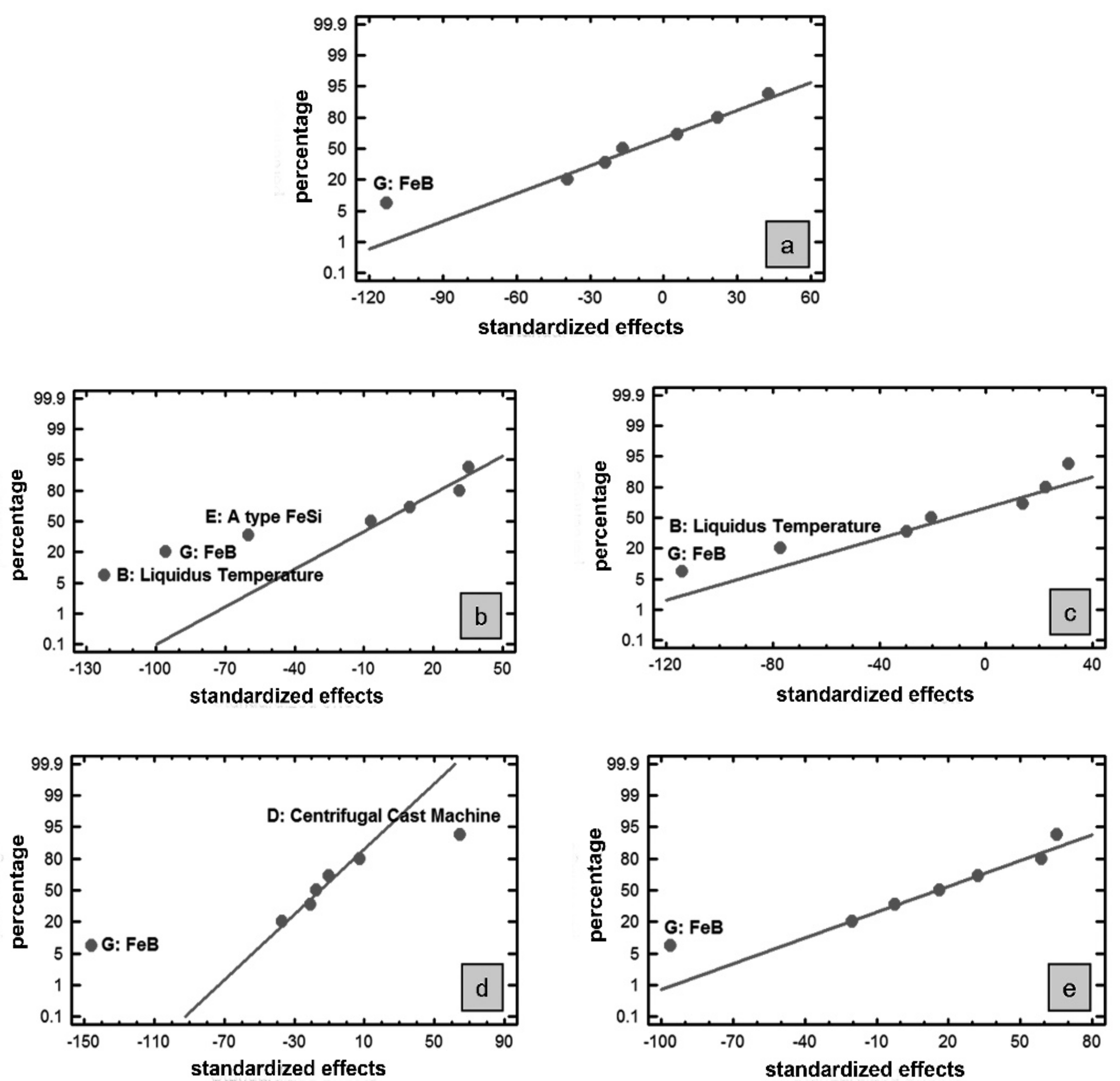
3.2. Significant Effects in the Graphite Count Number
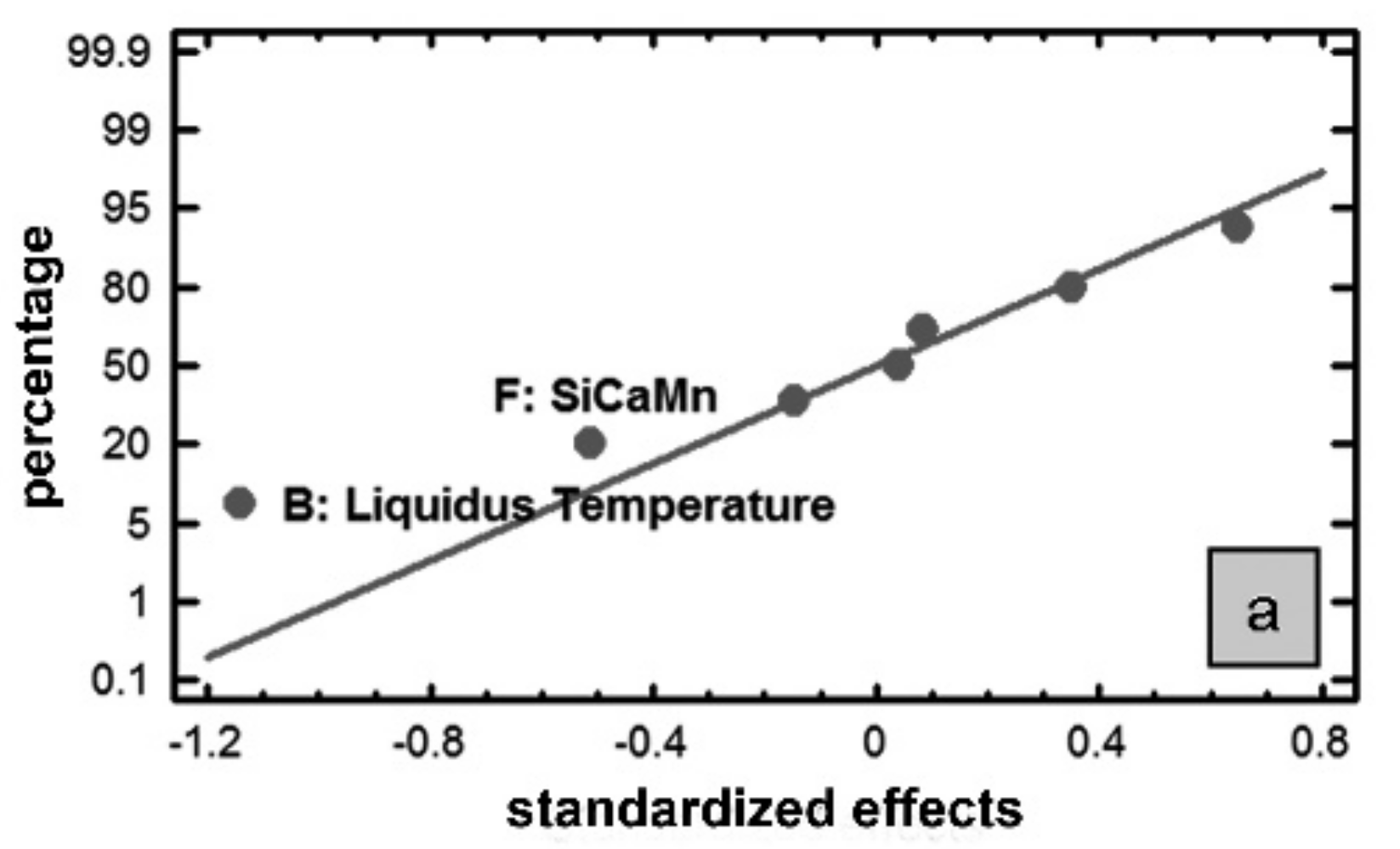
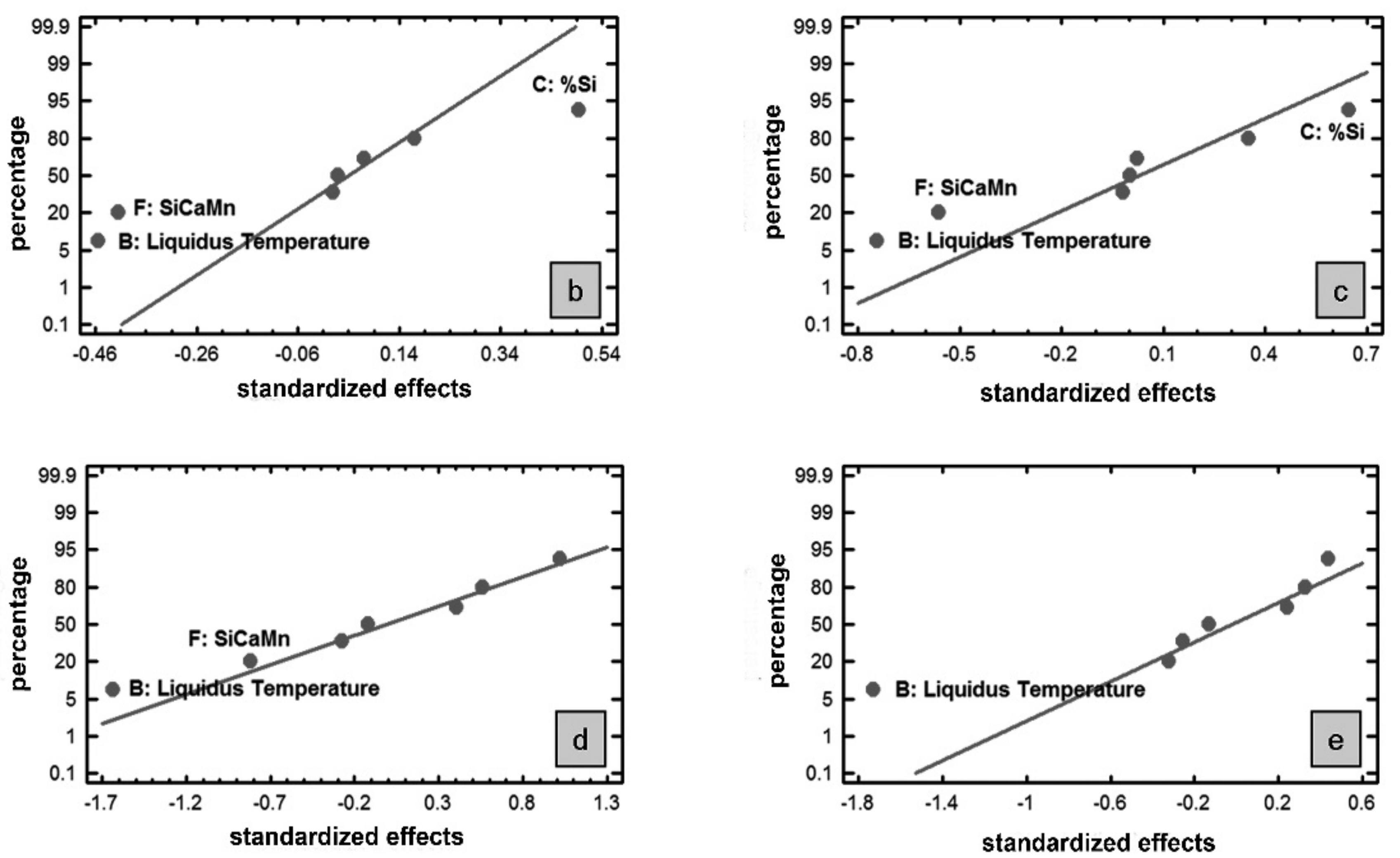
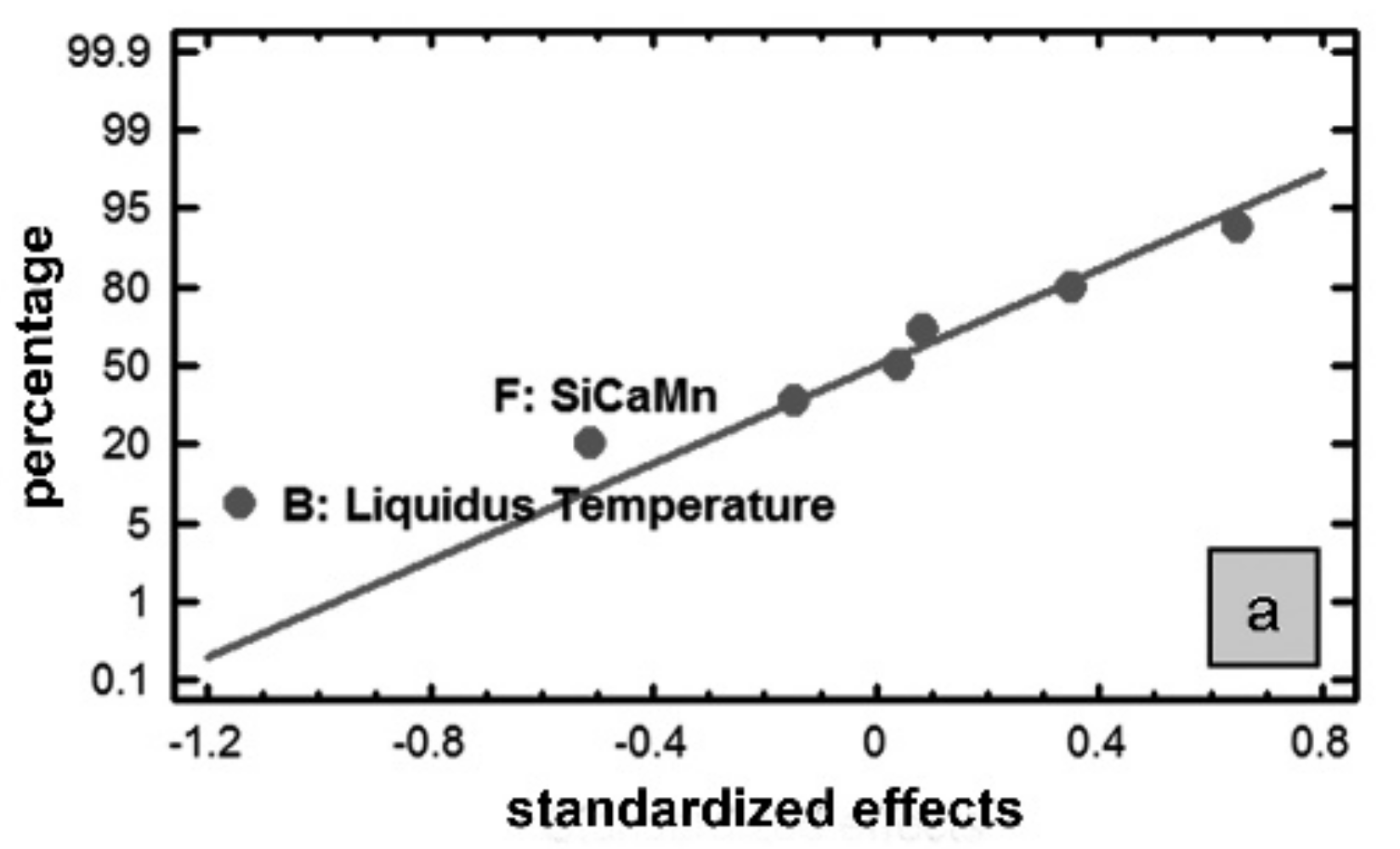
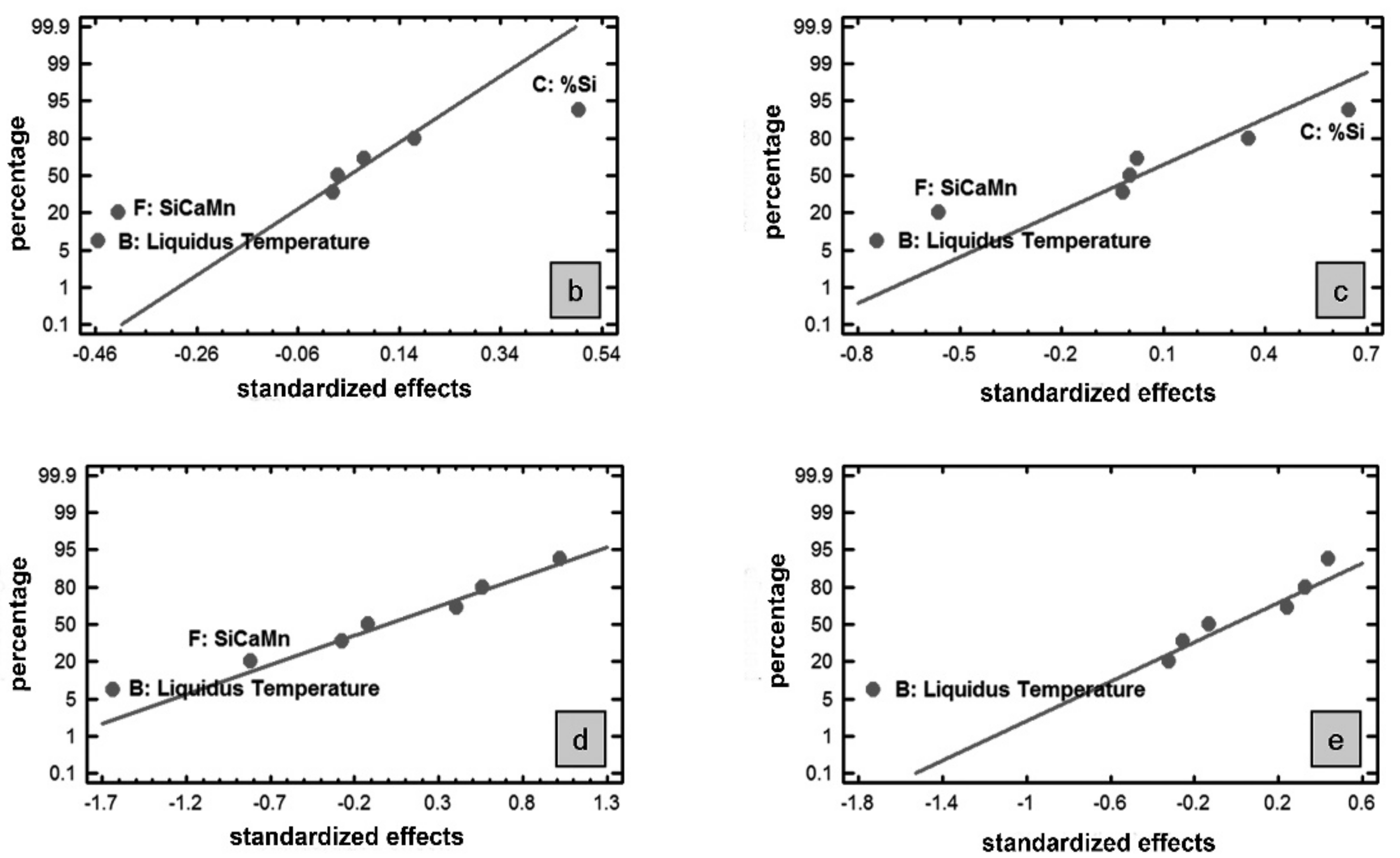
3.3. Significant Effects on the Feret’s Diameter Ratio
4. Conclusions
- An increase in the amount of FeB added reduced the amount of precipitated graphite, i.e., promoted metastable eutectic solidification while reducing the graphite count number. Higher additions of B did not significantly affect the morphology of graphite or favor compact graphite morphologies.
- Precipitation of compact graphite was favored by higher liquidus temperatures (~1250–1255 °C), low final Si levels in the ladle (~0.9–1.0 wt %), and by inoculation with high SiCaMn (~0.6 kg/T).
- An increase in the amount of SiCaMn had no effect on the volume fraction of the precipitated graphite or on the number of counts per unit area.
- Lastly, an increase in Ni content from 4.3 to 4.7 wt % had no significant effect over the responses studied, particularly with regard to the development of either the stable (Fe-C(g)) or metastable (Fe-Fe3C) solidification, despite its known graphite forming tendency.
- The centrifugal casting machine, which has a higher level of insulation, produced an increase in the volume fraction of graphite in the innermost regions of the work layer, adjacent to the core of the rolling cylinder.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Noda, N.A.; Hu, K.; Ono, K.; Hosokawa, Y. Residual Stress Simulation for Hot Strip Bimetallic Roll during Quenching. Steel Res. Int. 2016, 87, 1478–1488. [Google Scholar] [CrossRef]
- Tercelj, M.; Fajfar, P.; Godec, M.; Kugler, G. Characteristics of the thermal fatigue resistance for 3.1C, 0.8Si, 0.9Mn, 1.7Cr, 4.5Ni and 0.3Mo ICDP cast iron roll at 600 °C. Mater. Technol. 2017, 51, 515–521. [Google Scholar] [CrossRef]
- Bombac, D.; Kugler, G.; Bostjan, M.; Tercelj, M. Hot work roller surface layer degradation progress during thermal fatigue in the temperature range 500–700 °C. Int. J. Fatigue 2017, 104, 355–365. [Google Scholar] [CrossRef]
- Mohammed, W.M.; Eu-Gene, N.G.; Elbestawi, M.A. On stress propagation and fracture in compacted graphite iron. Int. J. Adv. Manuf. Technol. 2011, 56, 233–244. [Google Scholar] [CrossRef]
- Miyahara, H.; Bravo, S.V.; Yamamoto, K.; Ogi, K. Solute Concentration and Carbides Formation for Steel Milling Rolls. ISIJ Int. 2009, 49, 1075–1079. [Google Scholar] [CrossRef]
- Sergio, V.; Shikawa, S.; Yamamoto, K.; Miyahara, H. Control of graphite formation in solidification of white cast iron. Int. J. Cast Met. Res. 2008, 21, 27–30. [Google Scholar] [CrossRef]
- Asensio, J.; Álvarez, J.F. Saturated fractional design of experiments: Toughness and graphite phase optimizing in Nihard cast irons. J. Mater. Eng. Perform. 2008, 17, 216–223. [Google Scholar] [CrossRef]
- Asensio, J.; Álvarez, J.F.; Vander Voort, G.F. Identification and quantification of active manufacturing factors for graphite formation in centrifugally cast Nihard cast irons. J. Mater. Process. Technol. 2008, 206, 202–215. [Google Scholar] [CrossRef]
- Varela, A.; García, A.; Zaragoza, S.; Mier, J.L.; Barbadillo, F.; García, L. Influencia de los tratamientos térmicos en el comportamiento frente al desgaste por abrasión de una fundición de grafito esferoidal obtenida mediante adición de boro. Rev. Metal. 2008, 44, 293–298. [Google Scholar]
- Dojka, R.; Studnicki, A. Influence of Boron on Crystallization and Microstructure of Ductile Cast Iron. Arch. Foundry Eng. 2016, 17, 15–20. [Google Scholar] [CrossRef]
- Correa, R.; Bedolla-Jacuinde, A.; Mejia, I.; Cardoso, E.; Hernández, B. Effect of boron on microstructure of directionally solidified high chromium white irons. Int. J. Cast Met. Res. 2011, 24, 37–44. [Google Scholar] [CrossRef]
- Col, M.; Koc, F.G.; Oktem, H.; Kir, D. The Role of Boron Content in High Alloy White Cast Iron (Ni-Hard 4) on Microstructure, Mechanical Properties and Wear Resistance. Wear 2016, 348, 158–165. [Google Scholar] [CrossRef]
- Asensio, J.; Álvarez, J.F.; Vander Voort, G.F. Microstructural control of FeB-inoculated mottled low-alloy white iron by a design of experiments approach. Int. J. Mater. Res. 2008, 11, 1237–1247. [Google Scholar] [CrossRef]
- Borisov, I.A; L’Boba, S.S. Choice of steel for rolling mill Rolls. Met. Sci. Heat Treat. 2009, 51, 272–277. [Google Scholar] [CrossRef]
- Bravo, S.V.; Yamamoto, K.; Miyahara, H.; Ogi, K. Control of carbides and graphite in Ni-hard type cast iron for hot strip mills. Mater. Sci. Forum 2007, 561–565, 1023–1026. [Google Scholar] [CrossRef]
- Harvey, J.N.; Noble, G.A. Inoculation of Cast Irons. An Overview. In Proceedings of the 55th Indian Foundry Congress, Agra, India, 2–4 February 2007; pp. 343–360. [Google Scholar]
- Álvarez, J.F.; Álvarez, C.H.; Asensio, J. Identification of metallurgical manufacturing factors with a significant effect on the flexural strength of mottled Ni-Hard cast irons through a design of experiments approach. Int. J. Met. 2017, 11, 467–474. [Google Scholar] [CrossRef]
- Prat, A.; Tort-Martorell, X.; Grima, P.; Pozueta, L. Métodos Estadísticos, Control y Mejora de la Calidad; UPC: Barcelona, Spain, 1997; pp. 170–172. ISBN 9788498802320. [Google Scholar]
- Ramachandran, K.M.; Tsokos, C.P. Mathematical Statistics with Applications in R, 1st ed.; Elsevier: San Diego, CA, USA, 2009; pp. 466–471. ISBN 9780080951706. [Google Scholar]
- Tanco, M.; Viles, E.; Ilzarbe, L.; Álvatrez, M.J. Implementation of Design of Experiments projects in industry. Appl. Stoch. Models Bus. Ind. 2009, 25, 478–505. [Google Scholar] [CrossRef]
- Cox, D.R.; Reid, N. The Theory of Design of Experiments; Chapman & Hall/CRC: Washington, DC, USA, 2000; pp. 99–115. ISBN 1-58488-195-X. [Google Scholar]
- Montgomery, D.; Runger, G. Probabilidad y Estadística Aplicada a la Ingeniería, 2th ed.; Limusa: México, DF, Mexico, 2003; pp. 693–703. ISBN 9789681859152. [Google Scholar]
- Romero, R.; Zúnica, L.R. Métodos Estadísticos en Ingeniería; Universidad Politécnica de Valencia: Valencia, Spain, 2005; pp. 275–278. ISBN 84-9705-727-9. [Google Scholar]
- Vander Voort, G.F. Metallography: Principles and Practice; McGraw-Hill Inc.: New York, NY, USA, 1984; p. 410. ISBN 9780070669703. [Google Scholar]
- Image-Pro Plus, version 5.5.0.29; Media Cybernetics, Inc.: Rockville, MD, USA, 2000.
- Statgraphics Plus, version 5.1; Statgraphics Technologies, Inc.: The Plains, VA, USA, 2001.
- Johnson, R. Probabilidad y Estadística para Ingenieros, 3rd ed.; Prentice-Hall Hispanoamérica: México, DF, Mexico, 1997; pp. 489–494. ISBN 9688809616. [Google Scholar]
- Walpole, R.; Myers, R.; Myers, S. Probabilidad y Estadística para ingenieros, 6th ed.; Prentice-Hall Hispanoamericana, S.A.: México, DF, Mexico, 1999; p. 566. ISBN 970-17-0264-6. [Google Scholar]
- Chatfield, C. Statistics for Technology—A Course in Applied Statistics, 3rd ed.; Chapman and Hall: Bristol, UK, 1983; p. 257. ISBN 9780412253409. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Cr | Ni | Mo |
|---|---|---|---|---|---|---|---|
| 3.2–3.3 | 0.9–1.0 | 0.9–1.0 | <0.015 | <0.035 | 1.7–1.8 | 4.2–4.4 | 0.25 |
| Inoculants | Base Chemistry | Amount Added | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Si | Ca | Al | Zr | Ti | C | S | P | Mn | B | Fe | ||
| A-type FeSi | 75.0 | 2.5 | 1.4 | 1.6 | --- | --- | --- | --- | --- | --- | rem. | 0 |
| B-type FeSi | 75.4 | 0.5 | 1.0 | --- | 0.031 | 0.2 | 0.001 | 0.012 | --- | --- | rem. | 2.4 |
| FeMn | 2.0 | --- | --- | --- | --- | 5.8 | 0.014 | 0.130 | 69.4 | --- | rem. | 0.8 |
| SiCaMn | 58.3 | 16.4 | 1.1 | --- | 0.030 | 0.6 | 0.030 | 0.030 | 14.8 | --- | 7.4 | 0.38 |
| FeB | 0.4 | --- | --- | --- | --- | 0.3 | --- | --- | --- | 17.9 | rem. | 6 |
| Factors | Levels | ||
|---|---|---|---|
| Code | Metallurgical Parameter Correspondence | Level −1 | Level +1 |
| A | % Ni | 4.3 | 4.7 |
| B | Liquidus Temperature | 1225–1230 | 1250–1255 |
| C | % Si | 0.9–1 | 1.1–1.2 |
| D | Centrifugal Cast Machine | 1 | 2 |
| E | A–Type FerroSilicon | None | 4 kg/T |
| F | SiCaMn | 0.3 Kg/T | 0.6 Kg/T |
| G | FeB | 6 kg/T | 10 kg/T |
| No. | A | B | C | D | E | F | G |
|---|---|---|---|---|---|---|---|
| 1 | −1 | −1 | −1 | +1 | +1 | +1 | −1 |
| 2 | +1 | −1 | −1 | −1 | −1 | +1 | +1 |
| 3 | −1 | +1 | −1 | −1 | +1 | −1 | +1 |
| 4 | +1 | +1 | −1 | +1 | −1 | −1 | −1 |
| 5 | −1 | −1 | +1 | +1 | −1 | −1 | +1 |
| 6 | +1 | −1 | +1 | −1 | +1 | −1 | −1 |
| 7 | −1 | +1 | +1 | −1 | −1 | +1 | −1 |
| 8 | +1 | +1 | +1 | +1 | +1 | +1 | +1 |
| Generators | Confusions |
|---|---|
| D = AB E = AC F = BC G = ABC | A + BD + CE + FG |
| B + AD + CF + EG | |
| C + AE + BF + DG | |
| D + AB + EF + CG | |
| E + AC + DF + BG | |
| F + BC + DE + AG | |
| G + AF + BE + CD |
| Casting Parameters | Units | Experiment Number | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| C | % | 3.23 | 3.38 | 3 | 3.14 | 3.42 | 3.28 | 3.08 | 3.1 |
| Mn | % | 0.89 | 0.88 | 0.86 | 0.88 | 0.89 | 0.89 | 0.906 | 0.9 |
| Si | % | 1.017 | 0.94 | 0.94 | 0.95 | 1.106 | 1.11 | 1.12 | 1.07 |
| S | % | 0.012 | 0.012 | 0.01 | 0.02 | 0.008 | 0.011 | 0.012 | 0.015 |
| P | % | 0.028 | 0.026 | 0.026 | 0.029 | 0.022 | 0.024 | 0.023 | 0.02 |
| Cr | % | 1.755 | 1.79 | 1.79 | 1.78 | 1.78 | 1.78 | 1.78 | 1.8 |
| Ni | % | 4.28 | 4.76 | 4.43 | 4.72 | 4.27 | 4.84 | 4.28 | 4.62 |
| Mo | % | 0.245 | 0.25 | 0.27 | 0.38 | 0.27 | 0.26 | 0.296 | 0.28 |
| Type A-FeSi | kg/T | 4 | 0 | 4 | 0 | 0 | 4 | 0 | 4 |
| Type B-FeSi | kg/T | 0 | 4 | 0 | 4 | 4 | 0 | 4 | 0 |
| FeB | kg/T | 6 | 10 | 10 | 6 | 10 | 6 | 6 | 10 |
| FeMn | Kg/T | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| SiCaMn | kg/T | 0.6 | 0.6 | 0.3 | 0.3 | 0.3 | 0.3 | 0.6 | 0.6 |
| Liquidus Temperature | °C | 1230 | 1224 | 1252 | 1254 | 1225 | 1232 | 1255 | 1252 |
| Casting Temperature | °C | 1337 | 1330 | 1348 | 1357 | 1338 | 1328 | 1355 | 1371 |
| Centrifugal Cast Machine | No. | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 |
| Experiment | Mean | Effects | Zone I | Effects | Zone II | Effects | Zone III | Effects | Zone IV | Effects | Effects |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 6.85 | 5.68 | 9.16 | 6.05 | 5.94 | 5.04 | 5.97 | 5.59 | 6.34 | 6.02 | Mean 1 |
| 2 | 5.77 | 0.42 | 5.90 | 0.27 | 5.38 | 0.67 | 6.36 | 0.26 | 5.45 | 0.49 | A |
| 3 | 3.62 | −0.77 | 3.64 | −1.20 | 3.08 | −0.60 | 3.24 | −1.29 | 4.50 | 0.01 | B |
| 4 | 6.59 | 0.58 | 6.50 | 0.90 | 5.96 | 0.11 | 6.18 | 0.11 | 7.73 | 1.21 | C |
| 5 | 5.43 | −0.07 | 4.77 | −0.49 | 4.19 | −0.09 | 6.34 | 0.30 | 6.42 | 0.03 | D |
| 6 | 6.19 | −0.53 | 6.77 | 0.47 | 5.87 | −0.49 | 6.26 | −1.41 | 5.85 | −0.69 | E |
| 7 | 5.96 | 0.44 | 6.10 | 1.27 | 5.62 | 0.54 | 6.27 | 0.16 | 5.85 | −0.21 | F |
| 8 | 4.99 | −1.44 | 5.58 | −2.16 | 4.31 | −1.61 | 4.06 | −1.17 | 6.02 | −0.85 | G |
| Experiment | Mean | Effects | Zone I | Effects | Zone II | Effects | Zone III | Effects | Zone IV | Effects | Effects |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 376.29 | 273.95 | 428.39 | 338.75 | 391.26 | 288.51 | 369.91 | 239.37 | 315.60 | 229.16 | Mean 1 |
| 2 | 249.93 | 5.80 | 414.00 | 31.44 | 297.50 | 22.39 | 169.87 | −10.44 | 118.35 | −20.19 | A |
| 3 | 158.85 | −39.45 | 164.76 | −122.41 | 154.55 | −76.93 | 135.06 | −17.17 | 181.01 | 58.71 | B |
| 4 | 343.92 | 42.82 | 362.02 | 10.33 | 351.81 | 31.21 | 355.52 | 64.51 | 306.32 | 65.21 | C |
| 5 | 248.07 | −16.59 | 350.41 | −7.08 | 271.51 | −20.54 | 200.97 | −36.43 | 169.40 | −2.32 | D |
| 6 | 300.40 | −23.55 | 407.04 | −59.99 | 347.63 | −29.36 | 251.09 | −20.65 | 195.86 | 15.78 | E |
| 7 | 300.98 | 22.28 | 348.56 | 35.39 | 291.93 | 14.27 | 272.44 | 7.43 | 291.01 | 32.02 | F |
| 8 | 213.15 | −112.90 | 234.85 | −95.49 | 201.89 | −114.29 | 160.12 | −145.73 | 255.73 | −96.07 | G |
| Experiment | Mean | Effects | Zone I | Effects | Zone II | Effects | Zone III | Effects | Zone IV | Effects | Effects |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2.39 | 2.67 | 1.96 | 2.29 | 2.11 | 2.50 | 2.21 | 2.99 | 3.26 | 2.88 | Mean 1 |
| 2 | 2.93 | 0.35 | 2.17 | 0.17 | 2.42 | 0.35 | 3.57 | 0.56 | 3.54 | 0.33 | A |
| 3 | 1.99 | −1.14 | 1.98 | −0.46 | 1.91 | −0.74 | 2.07 | −1.64 | 1.98 | −1.73 | B |
| 4 | 2.07 | −0.14 | 2.07 | 0.01 | 2.26 | 0.00 | 2.07 | −0.27 | 1.87 | −0.32 | C |
| 5 | 3.59 | 0.65 | 2.92 | 0.49 | 3.28 | 0.65 | 4.57 | 1.02 | 3.58 | 0.44 | D |
| 6 | 4.05 | 0.04 | 3.03 | 0.02 | 3.67 | 0.02 | 4.88 | −0.12 | 4.60 | 0.24 | E |
| 7 | 2.00 | −0.51 | 1.97 | −0.42 | 1.99 | −0.56 | 1.98 | −0.82 | 2.05 | −0.25 | F |
| 8 | 2.33 | 0.08 | 2.24 | 0.07 | 2.35 | −0.02 | 2.56 | 0.40 | 2.17 | −0.13 | G |
| Response | Significant Factors | Steepest Ascent Level | ||
|---|---|---|---|---|
| Code | Metallurgical Parameter Investigated | Level | Corresponding Value | |
| VV(Graphite) | G | FeB | −1 | 6 kg/T |
| NA | G | FeB | −1 | 6 kg/T |
| Fmax/Fmin | B | Liquidus Temperature | −1 | 1225–1230 °C |
| F | SiCaMn | −1 | 0.3 Kg/T | |
| C | %Si | +1 | 1.1–1.2% | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Asensio-Lozano, J.; Álvarez-Antolín, J.F.; González-Pociño, A.; Del Río-López, B. Optimization of Graphite Morphology in Mottled Nihard Cast Irons Inoculated with Feb and Manufactured by Centrifugal Casting. Metals 2018, 8, 293. https://doi.org/10.3390/met8050293
Asensio-Lozano J, Álvarez-Antolín JF, González-Pociño A, Del Río-López B. Optimization of Graphite Morphology in Mottled Nihard Cast Irons Inoculated with Feb and Manufactured by Centrifugal Casting. Metals. 2018; 8(5):293. https://doi.org/10.3390/met8050293
Chicago/Turabian StyleAsensio-Lozano, Juan, Jose Florentino Álvarez-Antolín, Alejandro González-Pociño, and Benito Del Río-López. 2018. "Optimization of Graphite Morphology in Mottled Nihard Cast Irons Inoculated with Feb and Manufactured by Centrifugal Casting" Metals 8, no. 5: 293. https://doi.org/10.3390/met8050293