Strategies for Applying the Circular Economy to Prefabricated Buildings
by
 ,
,
Roberto Minunno
1,*, 
Timothy O’Grady
1,
Gregory M. Morrison
1,
Richard L. Gruner
1,2 and
Michael Colling
3 1
Curtin University Sustainability Policy (CUSP) Institute, Curtin University, Bentley, WA 6102, Australia
2
University of Western Australia, 35 Stirling Hwy, Crawley, WA 6009, Australia
3
Fleetwood Australia, 1202 Abernethy Rd, Perth Airport, WA 6105, Australia
*
Author to whom correspondence should be addressed.
Buildings 2018, 8(9), 125; https://doi.org/10.3390/buildings8090125
Submission received: 31 July 2018
/
Revised: 30 August 2018
/
Accepted: 4 September 2018
/
Published: 6 September 2018
(This article belongs to the Special Issue Modern Prefabricated Buildings)
Abstract
:In this paper, a circular-economy framework is applied to the prefabricated building sector to explore the environmental advantages of prefabrication in terms of reduction, reusability, adaptability, and recyclability of its components. A qualitative approach is used to revisit the design, construction, and demolition stages of prefabricated buildings; in so doing, the circular-economy framework is applied to foster circular prefabricated modi operandi. Prefabrication of buildings can be divided into four entities: elements and components, panels (or non-volumetric elements), volumetric, and entire modules. Through an analysis of published research on how the circular economy can be applied to different industry sectors and production processes, seven strategies emerged, each of which revealed the potential of improving the circular economy of buildings. The first strategy is reduction of waste through a lean production chain. By reusing the waste, the second strategy investigates the use of by-products in the production of new components. The third strategy focuses on the reuse of replacement parts and components. The fourth strategy is based on design toward adaptability, respectively focusing on reusability of components and adapting components for a second use with a different purpose. Similarly, the fifth strategy considers the implications of designing for disassembly with Building Information Modeling so as to improve the end-of-life deconstruction phase. The sixth strategy focuses on design with attention to recyclability of used material. Finally, the seventh strategy considers the use of tracking technologies with embedded information on components’ geometric and mechanic characteristics as well as their location and life cycle to enable second use after deconstruction. It is demonstrated that prefabricated buildings are key to material savings, waste reduction, reuse of components, and various other forms of optimization for the construction sector. By adopting the identified strategies in prefabricated buildings, a circular economy could be implemented within the construction industry. Finally, seven guidelines were distilled from the review and linked to the identified strategies. Owing to their degree of adaptability and capacity of being disassembled, prefabricated buildings would allow waste reduction and facilitate a second life of components.
1. Introduction
1.1. The Circular Economy of Buildings
The relevance of the circular economy (CE) is increasingly recognized among researchers and practitioners in industry, society, and academia [1]. The CE concepts of reduction, reuse, and recyclability of materials and components were already successfully applied to a number of products, from electronic goods to clothing [2], but to a lesser extent for buildings and building components. To understand the level of integration of the CE in the construction industry, we scanned a number of research publication databases (such as Scopus, Science Direct, ProQuest, and Web of Science). In doing so, we discovered that the application of the CE framework on buildings is limited to the use of by-products in concrete production and recycled concrete [3,4,5]. It is important to note that the use of recycled concrete falls outside CE, as recycled concrete and aggregates is a down-cycling of materials; down-cycling is the practice of using recycled material for an application of less value than the original purpose of that material [6]. However, the barriers that stop the CE from being applied to traditional buildings are mainly related to their monolithic nature, architectural aspects that lead to a lack of standard measures, and an underdeveloped closed-loop supply chain. Prefabrication of buildings could represent a solution to these issues [7,8,9].
In terms of a construction-based definition, prefabrication is a manufacturing process that takes place in a specialized facility where various materials are joined together to form a component of the final installation procedure [10]. Gibb [11] categorized prefabrication into four levels based on the degree of prefabrication implemented in the product: (1) component manufacturing and subassembly carried out in a factory and not considered for on-site production; (2) non-volumetric pre-assembly that refers to pre-assembled units not enclosing usable space; (3) volumetric pre-assembly refers to pre-assembled units enclosing usable space, which are usually manufactured in factories, but do not form part of the buildings structure; and (4) whole-building prefabrication refers to pre-assembled volumetric units forming the actual structure and fabric of the building. This study’s objective is to investigate the CE in the context of prefabricated buildings so as to identify opportunities for the development of a closed-loop supply chain in the construction industry.
1.2. The Evolution of Buildings and the Definition of Traditional and Prefabricated buildings
A building can be defined as an enclosed structure composed of walls, roofs, and floors, built as a permanent shelter. Across the centuries, buildings changed their composition, materials, and dimensions according to people’s needs and technological abilities. The Roman invention of concrete allowed the quality of building technology to further develop (around 500 BC), concrete was already commonly used in Roman constructions then, permitting the Romans to create structural continuity with rocks and blocks [12]. The next major milestone in the evolution of architecture and construction was the development of steel and its integration in the construction sector at the end of the 19th century [13]. The first steel-based skyscraper was built in Chicago in 1885 [14]. With innovation in the steel industry, lighter construction is increasingly popular, paving the way for the next innovation: movable prefabricated buildings built with panels or modules that challenge the very notion of permanence. Prefabricated buildings are defined as constructions manufactured at an industrial site and moved and assembled in different degrees on-site [15]. Based on this definition of prefabricated buildings, we define traditional buildings as a construction where structural and non-structural components are manufactured on-site.
2. Research Questions and Objective
We explore the barriers that hinder the CE framework to buildings with a focus on reduced material consumption and waste production. We then propose that, while the CE principles might not be applied to traditional buildings, they can be implemented in prefabricated buildings. We address the following research questions:
- What does the academic literature say about the application of CE to buildings?
- What are the barriers to the applications of CE principles for traditional buildings?
- Which aspects of prefabricated buildings could enable a strategy for overcoming CE barriers?
In answering these questions, this study advances knowledge development on the nature of the relationship between CE and prefabricated buildings. Specifically, we focus on volumetric pre-assembly and whole-building prefabrication, with design for disassembly extending to the components used and the non-volumetric elements of prefabricated buildings.
3. Methodology
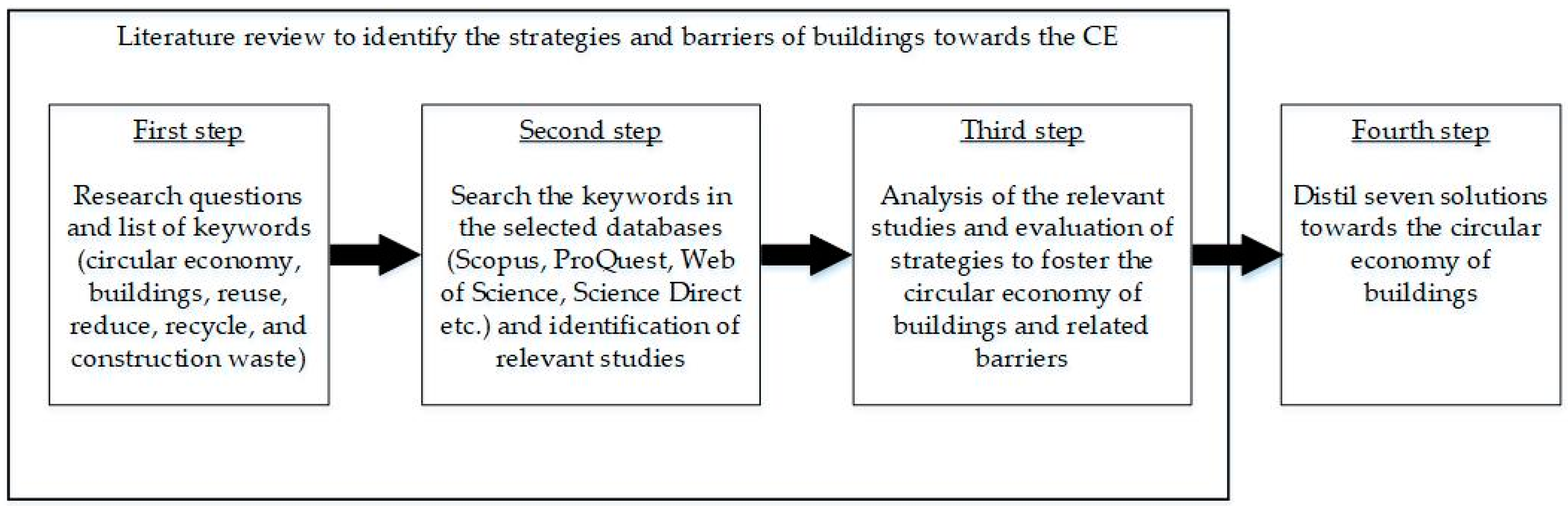
The research was conducted in four steps (Figure 1). In the first step, starting with the research questions listed above, a list of keywords related to the scope of this research (circular economy, buildings, reuse, reduce, recycle, and construction waste) was identified. In the second step, studies containing the keywords were searched in Scopus, ProQuest, Web of Science, Science Direct, and other databases. We then identified the most relevant academic studies (i.e., those sources that were most promising in yielding valuable answers to the above outlined research questions). In the third step, these works were analyzed to evaluate strategies applicable to prefabricated construction alongside the barriers of traditional construction in relation to CE. In the fourth step, a list of seven solutions was distilled that potentially fosters the advancement of the CE framework in a building context.
3.1. First and Second Step—CE Strategies and Barriers Related to Traditional Buildings
The CE framework is often related to the 3Rs concept of reduce, reuse, and recycle [2,16]. From a review of the literature on the CE and how it is applied, we identified the seven most common strategies. In Table 1, we summarize these strategies and identify how they are relevant for buildings.
3.1.1. Strategy 1: Reduction of Construction Waste and the Lean Production Chain
Modern industries work in a largely linear manner; companies extract raw materials, manufacture and use products, and finally dispose of materials that are no longer required, typically toward the end of their life cycle [8,47]. Although most of the waste in the linear framework of take–manufacture–use–dispose is produced during the disposal stage, waste generated during the manufacturing process must also be considered. However, a significant quantity of scrap and raw materials is wasted in the primary stages of the production chain, when spoil, scrap, or defect materials are generated because of over-production, delays, inventory issues, or damage during transport [17]. For these reasons, manufacturers are increasingly interested in optimizing the production chain toward material savings [48]. Among all the different strategies to improve production efficiency, the integration of lean production and parallel-line manufacturing was shown to be among the most superior approaches to diminish waste during the manufacturing phases [18,21] via the integration of project management tools, such as just-in-time (JIT), design for assembly, and supply management [20].
In the production phase of buildings, most of the waste comes from reinforcement steel-bar cut-offs, lack of precision in constructing concrete elements, damaged or cut-off bricks and tiles, and sand loss during transport [24]. As highlighted, the integration of lean production and parallel-line manufacturing is one of the solutions to decrease waste during the production phase. This solution is applied to the built environment through the adoption of Building Information Modeling (BIM), which has significant potential to reduce waste [49]. However, the complexity of traditional buildings (including their variability in design and materials) does not always allow the application of BIM or other lean-production-related tools [50]. Further, traditional constructions are often seen as the only building technology, thereby acting as a barrier toward innovative systems, such as industrialized housing where lean production is common [51].
3.1.2. Strategy 2: Integration of Scrap, Waste, and By-Products into New Components
Many CE experts consider the reuse of scrap, waste, or by-products as one of the leading strategies to close the waste–resource loop [8,22,52], and, in most cases, more efficient than recycling [53]. By-products generated in different industry sectors, such as agricultural, automotive, and electronics can be successfully reintegrated into the supply chain [5,26,54].
As mentioned, most of the waste from the construction sector is composed of inert materials [24]. Such inert materials can successfully be used to produce new recycled concrete, and mixed with by-products from the construction sector. These by-products also include recycled concrete [55], ceramic tiles [56], and bricks [57] as well as other industries, such as geo-polymer slurry [58] or fly-ash and blast [59]. The addition of by-products into concrete is a practice that delays by-products from being landfilled; however, the substitution is already limited by the actual amount of available by-products. This amount is not enough to fulfil the global cement production [52]. Material saving and other environmental benefits, such as carbon emissions are widely studied and assessed, suggesting that, within all the building materials, concrete contributes the greater proportion of the reuse of by-products [60,61,62].
3.1.3. Strategy 3: Reuse of Replacement Parts or Entire Components
Reusing disassembled components is one of the fundamental steps toward the CE of any industrial sector [28,63]; yet, this practice is not always possible or convenient [64]. The main obstacles toward disassembly are of a technological and economic nature [65]. Mok, Kim and Moon [30] define the technological disassemblability as the degree of easy disassembly. Disassemblability refers to the ideal baseline of goods that can be disassembled without tools, without the application of any force but only by simple mechanism, standardization of parts, and in the absence of toxic materials. The disassemblability of goods is economically feasible only when the cost of the disassembled component is lower than the cost of the new product, and depends on the value of goods and the cost and revenue of disassembly operations [66]. In the automotive industry, for example, design for disassembly and reuse depends on aspects, such as the durability of materials, reachability and visibility of joints, quality of components at the end of life (EoL) and so forth [67]. In the electronic and electric sectors, standardization is also considered one of the main facilitator drivers (e.g., computer keyboards can be disassembled and reused, while more general parts such as cases of electric goods are usually shredded) [68].
In some cases, it was possible to adapt, repurpose, and reuse entire buildings, reducing the amount of demolished and landfilled materials [27]. This option, however, rarely occurs in the construction sector where demolition is preferred to deconstruction. Even when technologically feasible deconstruction tends to be more time-consuming, the dismounted components have to be stored, tested, and certified, and the supply chain for reused materials and components is not yet mature [69]. Demountable, low-cost, and environmental-impact building components are increasingly studied, but rarely used in real-life case studies [29].
3.1.4. Strategy 4: Design toward Adaptability (Reduction through Life Extension) during Operational Stages
One of the strategies to reduce material consumption is through components’ life extension, or design against overconsumption [70]. For example, keep-cups facilitate multiple uses as opposed to a disposable cardboard or plastic takeaway cup [71]. Reusability and life extension share one main barrier: if the cost of a used and adapted good is similar to the new one, the latter is preferred [33]. For goods that produce higher operational environmental impact compared to the ones generated during the production phase, such as fridges or washing machines, life extension is not convenient [35]. On the other hand, goods that have low operational environmental impact should have an extended life and be replaced less frequently [32].
In buildings, many strategies are applied toward closing the material loop; however, through accurate planning, life extension can be obtained with flexible spaces and adaptable elements [7]. The flexibility of buildings and the adaptability of their components is related to the degree of their movability [29]; yet, the use of more standard measures is one of the main drivers toward adaptability of buildings [72]. There is also a recognized knowledge gap in the adaptability of the building sector and building components, which causes resistance from builders to design toward adaptability [34]. Among the proposed strategies, design in modularity and standardization seems the easiest way toward adaptability [31]. In general, both the environmental (in terms of CO2-equivalent emissions) and the economic cost of disassembly of steel components is less than the disassembly cost of concrete components; thus, off-site construction systems, such as modular buildings potentially play a fundamental role in adaptability [73].
3.1.5. Strategy 5: Design toward Disassembling Goods into Components to Be Reused
Designing for disassembly is defined by Wheaton [74] as pre-emptive, aiming to include serviceability and adaptability in its methodology. Despite the function of a building changing over time, there are several components that will outlast a building’s initial design, and therefore, should be disassembled, as opposed to demolished, in order to direct materials back to the supply chain at the EoL [74]. Thus, buildings must be designed with EoL deconstruction in mind [39]. Buildings designed with mechanical connections rather than chemical ones facilitate easy separation of components and materials without force, reducing contamination of materials and damage to components during deconstruction [75]. Mechanical connections should be accessible to improve the dismantling process and allow easy separation of different material types [37].
BIM can play a crucial role in designing the future disassembly of buildings. With the development [37] of BIM, designers can track the location of components in the building, detailed information about the element, and the relationship between the element and the overall structure [38]. Components can be tracked from procurement to installation with their initial input of characteristics into the model [76]. With information entered into the model transferred at the project handover, future life cycles of the building can be managed according to the data, with their conditions of use, exposure to weather, and instructions for disassembly linked individually. A material passport is the term used to describe the link between the physical element and the digital model [36]. This concept is crucial for tracking all available resources in the material bank that can be reused at the EoL.
3.1.6. Strategy 6: Design for Recycling of Construction Materials
In the previous two sections, we analyzed the reduction of material consumption through designing reusable components and through adaptability. By following the 3Rs hierarchy (reduce, reuse, and recycle) of CE, the components that cannot be reused or adapted should be designed with attention to their recyclability potential. In so doing, it should be considered that an issue concealed behind the recyclability potential is that the materials are down-cycled or downgraded, thereby reducing the quality of the second-life product [77]. Concrete and steel are among the most used materials in the construction sector [78], and they can both be recycled [42,43]. While steel can be recycled infinite times without losing its mechanical characteristics [4], the quality of recycled concrete over the new product decreases [40,79] if not properly designed for recycling [80]. Once a building is demolished, the percentage of its concrete that can be separated from reinforcement bars is crushed, becoming sand or gravel that can substitute virgin materials [81]. In order to achieve a recycled concrete with a quality comparable to virgin concrete, the recycled concrete needs an additional amount of cement [55]; thus, recycled concrete is down-cycled into a lower-quality product (from concrete, it becomes an aggregate) [82]. Prefabricated structures are not generally constructed with concrete; therefore, as a whole, the use of concrete material is decreased [63]. In the situation that the prefabricated modules do have a concrete platform or floor, they are cast and poured in a factory environment. Due to the nature of pouring a slab in a controlled, ground-floor environment, there is less waste due to accurate measures and less vertical transportation to get the concrete to different elevations, which is needed for a building that is constructed onsite [17].
Recycling concrete allows material savings and other benefits related to material scarcity and landfill pressure; however, transport and overall additional cement needed in recycled concrete might offset the emission saving owed to the recycling process [41]. Transport-related emissions are a common issue to the recycling of both concrete and steel components; nevertheless, lightweight steel structures deal with less transport because of the reduced weight and volume of steel components compared with concrete components [63]. Hence, from a recycling perspective, steel should be preferred over concrete [41]. Conventional building materials’ recyclability should, thus, be considered as an option for existing buildings; however, the best approach for new constructions is through lightweight steel frames [4].
3.1.7. Strategy 7: Systems to Track Materials and Components within Their Supply Chain
Different inter-organizational systems, such as radio-frequency identification (RFID) or standard barcodes, allow companies to identify and track products as they move across the supply chain [46]. With the concept of cities as material banks, we propose the strategy of storing the information of every component of a building. This is achievable through BIM modeling where information on a building’s parts is stored on a database to become a feasible supply chain [44]. Doing so could allow the tracking of the components’ geometric and mechanical characteristics, location, age, and expected life cycle. In this way, when a barcoded component reaches its EoL, designers of new buildings should know which components could be gathered from the building to then be reused. This strategy could save materials from recycling or landfill, and new components might be manufactured.
Prefabricated construction has the advantage of improving a closed-loop supply chain as construction takes place in one location, allowing for safe storage and inventory of materials. Location of current material stock, and time of availability are current limitations with reuse supply chains [45]. Traditional building techniques cause materials to have a low degree of movability and disassemblability [29]. Traditional construction practitioners employ a decentralized, subcontractor work force to complete projects. This contracting arrangement and the varying location of projects make traceability of components difficult; hence, integrating the RFID system into a prefabricated building would optimize its potential to create a closed-loop supply chain.
3.2. Third Step—Barriers and Proposed Solutions toward the Circular Economy of Buildings
In the previous sections, seven strategies were identified on how to foster the CE of different industry sectors and life-cycle stages. The literature reveals that the application of these strategies to the building sector is hindered by several barriers, strictly related to the monolithic nature of traditional buildings, their lack of standard measures, and no established closed-loop supply chain of materials and components. Table 2 summarizes the strategies, opportunities, and barriers that arose, and the distilled solutions that can be applied to the built environment.
3.2.1. Identified Barriers of the Circular Economy of Buildings
In the explored literature, several barriers to the adoption of the CE framework in a building context emerged. Although the lean or parallel manufacturing allows a reduction of waste from the production phase, traditional buildings are built on-site with non-standard components and parts, making lean manufacturing impractical by design. The use of by-products can be embodied in traditional buildings owing to the more intensive use of concrete, where by-products are more successfully used. Typically, prefabricated buildings have less concrete than traditional buildings; thus, the strategy of integration of by-products suits traditional buildings. Another aspect of the CE is reusability and adaptability. When applying these concepts to building components and parts, it appears clear that the monolithic and permanent nature of traditional buildings limits the disassemblability, making disassembling either technologically or economically unfeasible. In addition, a supply chain toward a closed loop of components is not yet established in the building sector. A fundamental strategy toward the CE is recycling the materials at the EoL of the building. Concrete and steel are among the two most commonly used building materials, and their recyclability performance is very different. Steel can be recycled multiple times without losing its mechanical characteristics, and the recycling process is less carbon-intensive than producing steel from raw materials. On the contrary, used concrete is crushed and reduced into inert material (i.e., down-cycled) and aggregate. The carbon emissions related to the crushing process and transportation often offset the ones produced to manufacture new concrete.
In summary, the emergent barriers of the CE of buildings are mainly related to traditional designs, materials, and management. Traditional buildings are monolithic with little degree of disassemblability. The use of concrete complicates the adaptability and reusability of components, and a supply chain of components is not yet implemented.
3.2.2. Proposed Solutions
The CE is a promising framework toward material saving, waste reduction, product life extension, and carbon-emission reduction [8]. Lean and parallel production processes are proven to diminish the generation of waste during the production phase. Through prefabrication of building components it is also possible to overcome the barriers related to design for disassembly, fostering adaptability, and reusability of components. Prefabricated building structures are mainly steel frames that use less concrete, which means that fewer by-products are embodied into new buildings. In contrast, steel is more recyclable than concrete and maintains its characteristics throughout the recycling process. Further, though the supply chain of reused building components has not yet been developed, RFID, distributed ledger, and tracking and tracing devices are promising technologies that would allow buildings to become material banks at their end of lifecycle.
3.2.3. Advantages of Traditional and Prefabricated Buildings toward the CE
Table 3 summarizes the feasibility of the application of the seven proposed strategies to traditional and prefabricated buildings toward the CE. Although prefabrication can enhance most of these strategies, some are also applicable to traditional buildings. The use of by-products in concrete is widely studied and becoming common practice. Reusable components and parts can be used in both traditional and prefabricated buildings as well as some components, such as doors and windows. Movability is still one of the greatest advantages of prefabricated buildings, which makes them more adaptable than their traditional counterparts. Both steel and concrete can be recycled; however, as outlined, concrete is usually down-cycled. Strictly related to design for disassembly, and reuse of components, the use of tracking technology is again an advantage of prefabricated buildings.
3.2.4. Proposed Guidelines to Implement the Seven Strategies
From the reviewed literature, we identified the outlined seven strategies. To facilitate the connection between the building industry and theoretical benefits of CE, Table 4 outlines seven guidelines which can be used in either a top-down or bottom-up management approach. The top-down methods include changes to contracting practices that can facilitate the use of the 3Rs, and the bottom-up methods are made through subcontractors proposing the use of recycled components and materials where they meet specified performance criteria. The first guideline promotes levels of prefabrication through the tender process by assigning a higher weighting to contractors. The second guideline suggests that project specifications be written to include the use of recycled materials. The third incorporates changes to traditional “supply and install” contracts, preferring “supply, install, maintain, and remove” contracts for large valuable items within the building. The fourth guideline calls for adaptability of buildings, with the goal of future-proofing, and providing additional service ducts and moveable walls. The fifth guideline suggests the use of BIM models to foster deconstructability of components. Considering recyclability of components, the sixth guideline compares the ability to separate materials to facilitate their recycling processes. Finally, the seventh guideline considers the implementation of inter-organizational systems into building components to help keep track of their characteristics at the end of the buildings’ life cycles and to facilitate the vision of buildings as material banks.
4. Contribution and Future Research
This research explores the integration of the CE principles into the building sector. Starting from an exploration of research on CE principles, and how they apply to different industries, opportunities within the building sector were identified. In doing so, several barriers were identified related to both traditional and prefabricated buildings. Finally, solutions and seven strategies are proposed to be implemented into buildings, moving a step closer to the holistic application of the CE principles to buildings.
In identifying the outlined strategies, we make a conceptual contribution. Therefore, future empirical research efforts should be made to test and validate our findings. Similar empirical evidence might determine the CE’s contribution toward sustainability by measuring life-cycle assessment and material flow accounting. Research into standardization of material types and sizes could complement the seven strategies as the construction industry increasingly moves toward a closed-loop supply chain. This could provide a list of a building’s material components. Distributed ledger technology could provide a framework to facilitate the link between a material passport and a potential buyer through trusted parties and smart contracts, while protecting information surrounding a building’s design and protecting public safety. A review of deconstructability is needed to ensure that a closed-loop supply chain is economically viable.
Author Contributions
R.M. and T.O. designed the concept of this research, conducted the literature review and wrote the present article. G.M.M. and R.L.G. provided the fundamental guidance on presenting the research in the clearest way, facilitating the writing process and editing the article. M.C. provided guidance on the feasibility of the seven strategies outlined above.
Funding
This research was funded by the Australian Research Council (ARC) through the Centre for Advanced Manufacture of Prefabricated Housing.
Acknowledgments
The authors wish to acknowledge funding from the Australian Research Council’s Center for Advanced Manufacture of Prefabricated Housing (ARC CAMPH), and the industry partner, Fleetwood Modular.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Merli, R.; Preziosi, M.; Acampora, A. How do scholars approach the circular economy? A systematic literature review. J. Clean. Prod. 2018, 178, 703–722. [Google Scholar] [CrossRef]
- Ghisellini, P.; Cialani, C.; Ulgiati, S. A review on circular economy: The expected transition to a balanced interplay of environmental and economic systems. J. Clean. Prod. 2016, 114, 11–32. [Google Scholar] [CrossRef]
- Shih, P.H.; Chang, J.E.; Lu, H.C.; Chiang, L.C. Reuse of heavy metal-containing sludges in cement production. Cem. Concr. Res. 2005, 35, 2110–2115. [Google Scholar] [CrossRef]
- Haas, W.; Krausmann, F.; Wiedenhofer, D.; Heinz, M. How circular is the global economy?: An assessment of material flows, waste production, and recycling in the European Union and the world in 2005. J. Ind. Ecol. 2015, 19, 765–777. [Google Scholar] [CrossRef]
- Siddique, R.; Naik, T.R. Properties of concrete containing scrap-tire rubber—An overview. Waste Manag. 2004, 24, 563–569. [Google Scholar] [CrossRef] [PubMed]
- Di Maria, A.; Eyckmans, J.; Van Acker, K. Downcycling versus recycling of construction and demolition waste: Combining LCA and LCC to support sustainable policy making. Waste Manag. 2018, 75, 3–21. [Google Scholar] [CrossRef] [PubMed]
- Allwood, J.M. Squaring the circular economy: The role of recycling within a hierarchy of material management strategies. In Handbook of Recycling; Elsevier Science: St. Louis, MO, USA, 2014; pp. 445–477. [Google Scholar]
- Stahel, W.R. The circular economy. Nat. News 2016, 531, 435. [Google Scholar] [CrossRef] [PubMed]
- Tingley, D.D.; Cooper, S.; Cullen, J. Understanding and overcoming the barriers to structural steel reuse, a UK perspective. J. Clean. Prod. 2017, 148, 642–652. [Google Scholar] [CrossRef] [Green Version]
- Sparksman, G.; Groak, S.; Gibb, A.; Neale, R. Standardisation and pre-assembly: Adding value to construction projects. CIRIA Rep. 1999, 176. [Google Scholar]
- Gibb, A.G. Off-Site Fabrication: Prefabrication, Pre-Assembly and Modularisation; John Wiley & Sons: Hoboken, NJ, USA, 1999. [Google Scholar]
- Jackson, M.; Marra, F. Roman Stone Masonry: Volcanic Foundations of the Ancient City. Am. J. Archaeol. 2006, 110, 403–436. [Google Scholar] [CrossRef]
- Condit, C.W. The Chicago School of Architecture: A History of Commercial and Public Building in the Chicago Area, 1875–1925; University of Chicago Press: Chicago, IL, USA, 1973. [Google Scholar]
- Bruegmann, R.; Zukowsky, J. Chicago Architecture 1872–1922: Birth of a Metropolis; Prestel Verlag: Munich, Germany, 1987. [Google Scholar]
- Mao, C.; Shen, Q.; Shen, L.; Tang, L. Comparative study of greenhouse gas emissions between off-site prefabrication and conventional construction methods: Two case studies of residential projects. Energy Build. 2013, 66, 165–176. [Google Scholar] [CrossRef] [Green Version]
- Fregonara, E.; Giordano, R.; Ferrando, D.G.; Pattono, S. Economic-environmental indicators to support investment decisions: A focus on the buildings’ end-of-life stage. Buildings 2017, 7, 65. [Google Scholar] [CrossRef]
- Fercoq, A.; Lamouri, S.; Carbone, V. Lean/Green integration focused on waste reduction techniques. J. Clean. Prod. 2016, 137, 567–578. [Google Scholar] [CrossRef]
- Lin, Y.K.; Chang, P.C.; Chen, J.C. Reliability evaluation for a waste-reduction parallel-line manufacturing system. J. Clean. Prod. 2012, 35, 93–101. [Google Scholar] [CrossRef]
- Van Der Wiel, A.; Bossink, B.; Masurel, E. Reverse logistics for waste reduction in cradle-to-cradle-oriented firms: Waste management strategies in the Dutch metal industry. Int. J. Technol. Manag. 2012, 60, 96–113. [Google Scholar] [CrossRef]
- Scherrer-Rathje, M.; Boyle, T.A.; Deflorin, P. Lean, take two! Reflections from the second attempt at lean implementation. Bus. Horiz. 2009, 52, 79–88. [Google Scholar] [CrossRef]
- Browning, T.R.; Heath, R.D. Reconceptualizing the effects of lean on production costs with evidence from the F-22 program. J. Oper. Manag. 2009, 27, 23–44. [Google Scholar] [CrossRef]
- Brown, M.T.; Buranakarn, V. Emergy indices and ratios for sustainable material cycles and recycle options. Resour. Conserv. Recycl. 2003, 38, 1–22. [Google Scholar] [CrossRef]
- Elia, V.; Gnoni, M.G.; Tornese, F. Measuring circular economy strategies through index methods: A critical analysis. J. Clean. Prod. 2017, 142, 2741–2751. [Google Scholar] [CrossRef]
- Formoso, C.T.; Soibelman, L.; De Cesare, C.; Isatto, E.L. Material waste in building industry: Main causes and prevention. J. Constr. Eng. Manag. 2002, 128, 316–325. [Google Scholar] [CrossRef]
- Myhre, M.; Mackillop, D.A. Rubber recycling. Rubber Chem. Technol. 2002, 75, 429–474. [Google Scholar] [CrossRef]
- Pollard, S.J.T.; Fowler, G.D.; Sollars, C.J.; Perry, R. Low-cost adsorbents for waste and wastewater treatment: A review. Sci. Total. Environ. 1992, 116, 31–52. [Google Scholar] [CrossRef]
- Al-Obaidi, K.M.; Wei, S.L.; Ismail, M.A.; Kam, K.J. Sustainable building assessment of colonial shophouses after adaptive reuse in Kuala Lumpur. Buildings 2017, 7, 87. [Google Scholar] [CrossRef]
- Bocken, N.M.P.; Olivetti, E.A.; Cullen, J.M.; Potting, J.; Lifset, R. Taking the Circularity to the Next Level: A Special Issue on the Circular Economy. J. Ind. Ecol. 2017, 21, 476–482. [Google Scholar] [CrossRef]
- Galle, W.; de Temmerman, N.; Meyer, R.D. Integrating scenarios into life cycle assessment: Understanding the value and financial feasibility of a demountable building. Buildings 2017, 7, 64. [Google Scholar] [CrossRef]
- Mok, H.S.; Kim, H.J.; Moon, K.S. Disassemblability of mechanical parts in automobile for recycling. Comput. Ind. Eng. 1997, 33, 621–624. [Google Scholar] [CrossRef]
- Adams, K.T.; Osmani, M.; Thorpe, T.; Thornback, J. Circular economy in construction: Current awareness, challenges and enablers. Proc. Inst. Civ. Eng. Waste Resour. Manag. 2017, 170, 15–24. [Google Scholar] [CrossRef]
- Bakker, C.; Wang, F.; Huisman, J.; Den Hollander, M. Products that go round: Exploring product life extension through design. J. Clean. Prod. 2014, 69, 10–16. [Google Scholar] [CrossRef]
- Hirschl, B.; Konrad, W.; Scholl, G. New concepts in product use for sustainable consumption. J. Clean. Prod. 2003, 11, 873–881. [Google Scholar] [CrossRef]
- Sanchez, B.; Haas, C. Capital project planning for a circular economy. Constr. Manag. Econ. 2018, 36, 303–312. [Google Scholar] [CrossRef]
- Truttmann, N.; Rechberger, H. Contribution to resource conservation by reuse of electrical and electronic household appliances. Resour. Conserv. Recycl. 2006, 48, 249–262. [Google Scholar] [CrossRef]
- Merrild, H.; Jensen, K.G.; Sommer, J. Building a Circular Future; GXN Innovation: Copenhagen, Denmark, 2016. [Google Scholar]
- Catalli, V.; Williams, M. Designing for disassembly [An innovative strategy for attaining environmental goals and building adaptability] [Mountain Equipment Co-op Ottawa store case study]. Can. Arch. 2001, 46, 27–29. [Google Scholar]
- Ashcraft, H.W. Building information modeling: A framework for collaboration. Constr. Law 2008, 28, 5. [Google Scholar]
- Desai, A.; Mital, A. Incorporating work factors in design for disassembly in product design. J. Manuf. Technol. Manag. 2005, 16, 712–732. [Google Scholar] [CrossRef]
- Blengini, G.A. Life cycle of buildings, demolition and recycling potential: A case study in Turin, Italy. Build. Environ. 2009, 44, 319–330. [Google Scholar] [CrossRef]
- Knoeri, C.; Sanyé-Mengual, E.; Althaus, H.-J. Comparative LCA of recycled and conventional concrete for structural applications. Int. J. Life Cycle Assess. 2013, 18, 909–918. [Google Scholar] [CrossRef]
- Tam, V.W.Y. Economic comparison of concrete recycling: A case study approach. Resour. Conserv. Recycl. 2008, 52, 821–828. [Google Scholar] [CrossRef]
- Yellishetty, M.; Mudd, G.M.; Ranjith, P.G.; Tharumarajah, A. Environmental life-cycle comparisons of steel production and recycling: Sustainability issues, problems and prospects. Environ. Sci. Policy 2011, 14, 650–663. [Google Scholar] [CrossRef]
- Ahmadian FF, A.; Rashidi, T.H.; Akbarnezhad, A.; Waller, S.T. BIM-enabled sustainability assessment of material supply decisions. Eng. Constr. Arch. Manag. 2017, 24, 668–695. [Google Scholar] [CrossRef]
- Akadiri, P.O.; Olomolaiye, P.O. Development of sustainable assessment criteria for building materials selection. Eng. Constr. Arch. Manag. 2012, 19, 666–687. [Google Scholar] [CrossRef]
- Power, D.; Gruner, R.L. Variable use of standards-based IOS enabling technologies in Australian SMEs: An examination of deliberate and emergent decision making processes. Eur. J. Inf. Syst. 2017, 26, 164–184. [Google Scholar] [CrossRef]
- Pearce, D.W.; Turner, R.K. Economics of Natural Resources and the Environment; JHU Press: Baltimore, MD, USA, 1990. [Google Scholar]
- Lan, C.H. The design of multiple production lines under deadline constraint. Int. J. Prod. Econ. 2007, 106, 191–203. [Google Scholar] [CrossRef]
- Sacks, R.; Radosavljevic, M.; Barak, R. Requirements for building information modeling based lean production management systems for construction. Autom. Constr. 2010, 19, 641–655. [Google Scholar] [CrossRef]
- Yu, H.; Tweed, T.; Al-Hussein, M.; Nasseri, R. Development of lean model for house construction using value stream mapping. J. Constr. Eng. Manag. 2009, 135, 782–790. [Google Scholar] [CrossRef]
- Höök, M.; Stehn, L. Applicability of lean principles and practices in industrialized housing production. Constr. Manag. Econ. 2008, 26, 1091–1100. [Google Scholar] [CrossRef]
- Allwood, J.M.; Cullen, J.M.; Carruth, M.A.; Cooper, D.R.; McBrien, M.; Milford, R.L.; Moynihan, M.C.; Patel, A.C. Sustainable Materials: With Both Eyes Open; UIT Cambridge: Cambridge, UK, 2012. [Google Scholar]
- Allwood, J.M.; Ashby, M.F.; Gutowski, T.G.; Worrell, E. Material efficiency: A white paper. Resour. Conserv. Recycl. 2011, 55, 362–381. [Google Scholar] [CrossRef]
- Steinhilper, R.; Hieber, M. Remanufacturing-the key solution for transforming “downcycling” into “upcycling” of electronics. In Proceedings of the 2001 IEEE International Symposium on Electronics and the Environment, Denver, CO, USA, 9 May 2001; pp. 161–166. [Google Scholar]
- Tabsh, S.W.; Abdelfatah, A.S. Influence of recycled concrete aggregates on strength properties of concrete. Constr. Build. Mater. 2009, 23, 1163–1167. [Google Scholar] [CrossRef]
- Penteado, C.S.G.; Viviani De Carvalho, E.; Lintz, R.C.C. Reusing ceramic tile polishing waste in paving block manufacturing. J. Clean. Prod. 2016, 112, 514–520. [Google Scholar] [CrossRef]
- Demir, I.; Orhan, M. Reuse of waste bricks in the production line. Build. Environ. 2003, 38, 1451–1455. [Google Scholar] [CrossRef]
- Junak, J.; Sicakova, A. Effect of surface modifications of recycled concrete aggregate on concrete properties. Buildings 2017, 8, 2. [Google Scholar] [CrossRef]
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- Teixeira, E.R.; Mateus, R.; Camõesa, A.F.; Bragança, L.; Branco, F.G. Comparative environmental life-cycle analysis of concretes using biomass and coal fly ashes as partial cement replacement material. J. Clean. Prod. 2016, 112, 2221–2230. [Google Scholar] [CrossRef] [Green Version]
- Imbabi, M.S.; Carrigan, C.; McKenna, S. Trends and developments in green cement and concrete technology. Int. J. Sustain. Built Environ. 2012, 1, 194–216. [Google Scholar] [CrossRef] [Green Version]
- Omran, A.; Tagnit-Hamou, A. Performance of glass-powder concrete in field applications. Constr. Build. Mater. 2016, 109, 84–95. [Google Scholar] [CrossRef]
- Aye, L.; Ngo, T.; Crawford, R.H.; Gammampila, R.; Mendis, P. Life cycle greenhouse gas emissions and energy analysis of prefabricated reusable building modules. Energy Build. 2012, 47, 159–168. [Google Scholar] [CrossRef]
- Cullen, J.M. Circular Economy: Theoretical Benchmark or Perpetual Motion Machine? J. Ind. Ecol. 2017, 21, 483–486. [Google Scholar] [CrossRef]
- Desai, A.; Mital, A. Evaluation of disassemblability to enable design for disassembly in mass production. Int. J. Ind. Ergon. 2003, 32, 265–281. [Google Scholar] [CrossRef]
- De Ron, A.; Penev, K. Disassembly and recycling of electronic consumer products: An overview. Technovation 1995, 15, 363–374. [Google Scholar] [CrossRef] [Green Version]
- Go, T.F.; Wahab, D.A.; Rahman, M.N.A.; Ramli, R.; Azhari, C.H. Disassemblability of end-of-life vehicle: A critical review of evaluation methods. J. Clean. Prod. 2011, 19, 1536–1546. [Google Scholar] [CrossRef]
- Langerak, E. To shred or to disassemble? Recycling of plastics in mass consumer goods. In Proceedings of the 1997 IEEE International Symposium on Electronics and the Environment, San Francisco, CA, USA, 5–7 May 1997; pp. 63–68. [Google Scholar]
- Gorgolewski, M. Designing with reused building components: Some challenges. Build. Res. Inf. 2008, 36, 175–188. [Google Scholar] [CrossRef]
- Oguchi, M.; Tasaki, T.; Moriguchi, Y. Decomposition analysis of waste generation from stocks in a dynamic system: Factors in the generation of waste consumer durables. J. Ind. Ecol. 2010, 14, 627–640. [Google Scholar] [CrossRef]
- Woods, L.; Bakshi, B.R. Reusable vs. disposable cups revisited: Guidance in life cycle comparisons addressing scenario, model, and parameter uncertainties for the US consumer. Int. J. Life Cycle Assess. 2014, 19, 931–940. [Google Scholar] [CrossRef]
- Arge, K. Adaptable office buildings: Theory and practice. Facilities 2005, 23, 119–127. [Google Scholar] [CrossRef]
- Sanchez, B.; Haas, C. A novel selective disassembly sequence planning method for adaptive reuse of buildings. J. Clean. Prod. 2018, 183, 998–1010. [Google Scholar] [CrossRef]
- Wheaton, W.G. Designing for Disassembly in the Built Environment. Master’s Thesis, Univesrity of Washington, Seattle, WA, USA, 2017. [Google Scholar]
- Crowther, P. Developing Guidelines for Designing for Deconstruction. In Deconstruction—Closing the Loop; BRE Group: Garston, UK, 18 May 2000. [Google Scholar]
- Wu, S.-H. Use BIM and Prefabrication to Reduce Construction Waste. Master’s Thesis, Univesrity of Washington, Seattle, WA, USA, March 2017. [Google Scholar]
- Braungart, M.; McDonough, W.; Bollinger, A. Cradle-to-cradle design: Creating healthy emissions–a strategy for eco-effective product and system design. J. Clean. Prod. 2007, 15, 1337–1348. [Google Scholar] [CrossRef]
- Van Erp, G.; Rogers, D. A highly sustainable fibre composite building panel. In Proceedings of the International Workshop on Fibre Composites in Civil Infrastructure–Past, Present and Future, Toowoomba, Queensland, Australia, 1–2 December 2008. [Google Scholar]
- Sri Ravindrarajah, R.; Tam, C.T. Recycling concrete as fine aggregate in concrete. Int. J. Cem. Compos. Lightweight Concr. 1987, 9, 235–241. [Google Scholar] [CrossRef]
- Noguchi, T.; Tamura, M. Concrete design towards complete recycling. Struct. Concr. 2001, 2, 155–167. [Google Scholar] [CrossRef]
- Evangelista, L.; de Brito, J. Mechanical behaviour of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Park, J.Y.; Chertow, M.R. Establishing and testing the “reuse potential” indicator for managing wastes as resources. J. Environ. Manag. 2014, 137, 45–53. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Methodology divided into four steps: research questions and list of keywords, identification of relevant studies, analysis of the studies to discover strategies and barriers toward the circular economy of buildings, and proposal of seven possible solutions.
Figure 1.
Methodology divided into four steps: research questions and list of keywords, identification of relevant studies, analysis of the studies to discover strategies and barriers toward the circular economy of buildings, and proposal of seven possible solutions.


{kind=link}
Table 1.
The seven strategies, how they can be applied to buildings, and the barriers of traditional buildings that hinder their application. TB—traditional building; EoL—end of life.
Table 1.
The seven strategies, how they can be applied to buildings, and the barriers of traditional buildings that hinder their application. TB—traditional building; EoL—end of life.
| Strategy | Appling the Strategy to Prefabricated and Traditional Buildings | Barriers of Traditional Buildings | References |
|---|---|---|---|
| Adopt the lean production chain to reduce construction waste | TB degree of complexity and variable measures are a barrier toward lean production | [17,18,19,20,21] |
| Use of by-products in concrete | No barriers were found in the literature | [22,23,24,25,26] |
| Use of second-life components | Technically complex, elevated time, and cost requested | [27,28,29,30] |
| Adaptability during the operational phase | Low adaptability of components due to monolithic nature of the TB; knowledge gap on space adaptability | [31,32,33,34,35] |
| Reusability at the EoL | Monolithic structures with chemically bonded connections | [36,37,38,39] |
| Recyclability at the EoL | Concrete is intensively used in TBs; however, in the recycling process, its characteristics decrease with scarce saving of CO2 emissions | [40,41,42,43] |
| Tracking the components | Practicable only when component can be disassembled and reused | [29,44,45,46] |
Table 2.
Strategies and opportunities that arose, along with barriers and how they can be overcome with proposed solutions. BIM— Building Information Modeling.
Table 2.
Strategies and opportunities that arose, along with barriers and how they can be overcome with proposed solutions. BIM— Building Information Modeling.
| Strategy | Opportunity | Barrier | Solution |
|---|---|---|---|
| Integrate a lean production in the prefabrication phase of building components | Complexity and variability of traditional buildings | Increase the use of prefabricated components |
| The use of concrete fosters the second life of by-products | Strategy limited to the use of concrete, which, by itself, is highly carbon-intensive | Integrate by-products into the concrete production. High potential in traditional buildings, where more concrete is typically used |
| Through reuse of parts, waste can be reduced, giving a second life to building components. Supply chain could be integrated in business planning | Technological barrier of disassembling monolithic building; economic barrier if components are not designed toward reuse. Supply chain for reused components is yet to be developed in the building sector | Design for disassembly facilitates the reuse of components. Preferring visible joints, steel frames, and standard measures, components can be disassembled and reused, fostering the market of reused parts |
| Planning of flexible spaces and design of adaptable elements to reduce the waste due to modifications in the operational stage of buildings | The degree of adaptability is proportional to the mobility degree of the building. Traditional buildings are built on-site to be permanent, and thus, are not adaptable | Prefabricated building components could be designed to be movable, increasing the adaptability of both traditional and modular buildings |
| The use of BIM in prefabrication allows for material tracking, identification, and cataloging | Cost effectiveness and technological feasibility hinder the practical application of disassembly | BIM stores instructions on components and their relationship to the structure, enabling methodical deconstruction |
| Steel can be recycled, and concrete is commonly down-cycled. Building with steel would then increase the material saving | Transport of recycling components and the recycling processes themselves are carbon-intensive for both concrete and steel | Whenever possible, the use of recycled concrete and steel should be preferred. Steel in particular maintains its mechanical characteristics |
| Track materials and components throughout the life cycle of buildings | Location of materials and time when those would become available | Prefabricated buildings designed with BIM could allow the information to be shared on the upcoming deconstruction |
Table 3.
Feasibility of the application of the strategies to traditional and prefabricated buildings toward the circular economy (CE). Plus (+) means possible to apply that strategy, minus (−) means not possible, and equal (=) means that the strategy could be equally applied to both traditional and prefabricated buildings.
Table 3.
Feasibility of the application of the strategies to traditional and prefabricated buildings toward the circular economy (CE). Plus (+) means possible to apply that strategy, minus (−) means not possible, and equal (=) means that the strategy could be equally applied to both traditional and prefabricated buildings.
| Strategy | Traditional Buildings | Prefabricated Buildings |
|---|---|---|
| − | + |
| + | − |
| = | = |
| − | + |
| = | = |
| − | + |
| − | + |
Table 4.
Seven guidelines which suggest possible applications of CE methods in the building sector.
| Strategy | Guideline |
|---|---|
| Use contractors that are adept with prefabrication and waste-minimization techniques. This can be facilitated by inviting the contractor’s proposed lean production chain techniques with their tender submissions, with a higher weighting on the level of lean production proposed than the overall cost in the tender selection process. Examples of subcontractor lean production can include sub-assembly and manufacture of plumbing fixtures, such as water meters, electrical wiring looms, and pre-assembled switchboards, and using casting molds for concrete columns instead of formwork. In addition, reducing the amount of bespoke architectural elements can increase the opportunity for those elements to have a secondary life cycle in the future, as they are more adaptable. |
| Produce project specifications which allow recycled materials to be used as replacement for virgin materials. Where specific performance criteria are not needed, recycled materials can replace new materials and reduce the impact of a project. There is a negative view on recycled materials being used in projects, and they are often excluded from specifications due to quality concerns. The acceptance of recycled material in project specifications will increase the demand within the supply chain and grow the industry of project waste, reducing the loop. Examples of recycled waste integration are crushed rock for drainage and civil subgrade work, recycled concrete in driveways and non-load bearing structures, such as basement car-park slabs, and the use of recycled timber for non-structural walls and noggins. |
| Design a “supply, install, maintain, and remove” contracting approach to large and valuable components of a building. Applying this contract to building components will ensure that the supplier/installer maintains the piece of equipment throughout its life cycle. It will also make contractors design an easy removal method, not only a fast installation method, as retention of ownership remains with the supplier/installer and will become an integral part of design and construct contracting arrangements. This contracting method would be economical for elevators, fire-booster pumps, and water-jacking pumps; all of these items can be remanufactured to create new products with relative ease. |
| Integrating movable lightweight steel-frame walls into the design would increase the adaptability of the internal spaces. Moreover, accessible service risers would further increase the different possibilities of adapting plans to several needs during the operational stage of the buildings. |
| Projects should be designed using a collaborative BIM model so the interconnectivity of components can be discovered by other people adding information to the model. This will foster methodical deconstruction methods, enabling a faster deconstruction time. Once the timeline for a building’s deconstruction becomes close to the timeline needed for demolition, there will be an economical advantage due to the value in salvaged parts being redirected from waste streams. If the model is used correctly, it will become feasible to deconstruct, rather than to demolish. Disassembly processes should be included with the project manual at completion and kept as a working document for the building. |
| Where materials are not fit for reuse, they must be able to be recycled. The recycling of material is made easier when the building is being disassembled in a specially designed facility to allow for sorting of materials. Traditional construction techniques are dominated by chemical reactions which are used for bonding material components in the building. Once concrete is set, it is permanently joined to reinforcement and unable to be reversed. The same can be said about sealants, glues, and caulking that are used in traditional buildings, making the separation of materials difficult and affecting the recyclability of the materials that are entered into the recycling streams. Through the use of prefabrication, the ability to separate materials into their correct recycling stream can be facilitated. |
| The use of barcoded components would enable buildings to become material banks at the end of their life cycle. The implementation would be crucial in adopting and advancing project management tools which could then be linked with integrated barcoded BIM models to create a CE at the end of the life cycle. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Minunno, R.; O’Grady, T.; Morrison, G.M.; Gruner, R.L.; Colling, M. Strategies for Applying the Circular Economy to Prefabricated Buildings. Buildings 2018, 8, 125. https://doi.org/10.3390/buildings8090125
AMA Style
Minunno R, O’Grady T, Morrison GM, Gruner RL, Colling M. Strategies for Applying the Circular Economy to Prefabricated Buildings. Buildings. 2018; 8(9):125. https://doi.org/10.3390/buildings8090125
Chicago/Turabian StyleMinunno, Roberto, Timothy O’Grady, Gregory M. Morrison, Richard L. Gruner, and Michael Colling. 2018. "Strategies for Applying the Circular Economy to Prefabricated Buildings" Buildings 8, no. 9: 125. https://doi.org/10.3390/buildings8090125
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.